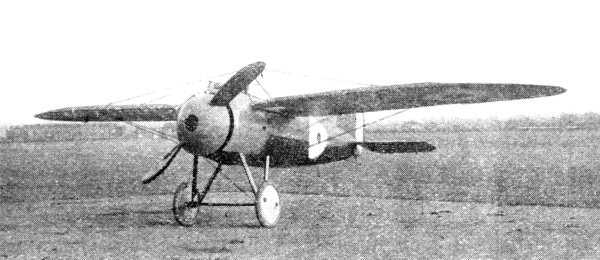
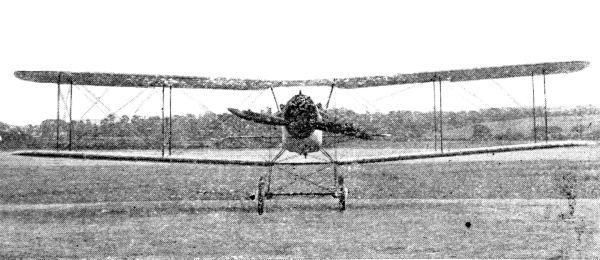
Fig. 1.—Bristol Monoplane and Biplane
The Project Gutenberg eBook of Model aeroplanes, by F. J. Camm
Title: Model aeroplanes
The building of model monoplanes, biplanes, etc. together with a chapter on building a model airship
Author: F. J. Camm
Release Date: May 16, 2022 [eBook #68100]
Language: English
Produced by: Brian Coe and the Online Distributed Proofreading Team at https://www.pgdp.net (This file was produced from images generously made available by the Library of Congress)
The Building of Model Monoplanes,
Biplanes, etc., together with a
Chapter on Building a Model Airship
BY
F. J. CAMM
WITH 190 ILLUSTRATIONS
NEW YORK
FUNK & WAGNALLS COMPANY
This is a practical handbook on the principles, constructional details and methods of building model aeroplanes, written by a well-known model aeroplane designer and builder. It deals with every part of a machine and describes a number of different types, including monoplanes, biplanes, collapsible machines, tractor monoplanes, hydro-monoplanes, aeroplanes driven by compressed air, etc., etc. The concluding chapter explains how to build a model airship, and, as in the case of all the others, is based on the results of practical experience. Readers in need of further information on the subject should address their inquiries to “Work,” La Belle Sauvage, London, E.C., through whose columns (but not by post), assistance will be gladly given.
| CHAPTER | PAGE | |
| 1. | Why an Aeroplane Flies | 1 |
| 2. | Types of Model Aeroplanes | 12 |
| 3. | Practical Construction: Model Aeroplane Fuselages | 19 |
| 4. | Practical Construction: Carving Air-screws | 35 |
| 5. | Practical Construction: Bending Air-screws | 42 |
| 6. | Practical Construction: Planes | 47 |
| 7. | Simple Twin-screw Monoplane | 54 |
| 8. | Simple Twin-screw Biplane | 61 |
| 9. | Winders for Elastic Motors | 69 |
| 10. | Collapsible Monoplane | 73 |
| 11. | Tractor Monoplane | 80 |
| 12. | Hydro-Monoplane | 87 |
| 13. | Compressed-air Engine for Model Aeroplane | 94 |
| 14. | Biplane Driven by Compressed-air Engine | 104 |
| 15. | General Notes on Model Designing | 120 |
| 16. | General Notes | 124 |
| 17. | Easily-Made Tailless Kites | 136 |
| 18. | Building a Model Airship | 141 |
| Index | 154 |
[Pg 1]
MODEL AEROPLANES
Why does an aeroplane fly? The question is worthy of close examination. There is one common enemy to aeroplanes—the force of gravity. Were it [Pg 2] not for the existence of this force, which, as Newton put it, “is unseen and unheard and yet dominates the universe,” the problem of the aeroplane would have been solved years ago.
Fig. 1.—Bristol Monoplane and Biplane
Most readers have handled the toy kite, and since the principles governing the flight of a kite are precisely the same as those which apply to the aeroplane, the latter will be the more readily understood if the principles are explained through this medium. Full-size aeroplanes to which certain models approximate are shown in Fig. 1.
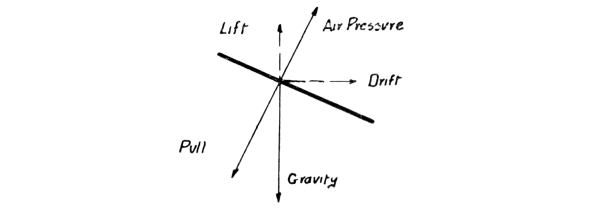
Fig. 1A.—Forces Acting on Kite
If a kite is launched in a wind it speedily attains a certain height or altitude, at which it remains so long as the wind does not drop. The wind is overcoming gravity, which constantly endeavours to bring the kite to earth, and hence, since the kite remains in the air, the forces acting on the kite are said to be in equilibrium—that is, balanced. The forces are shown diagrammatically in Fig. 1A, and include gravity, which is practically constant and remains unaltered under all conditions, the air pressure which, when sufficiently intense, lifts the [Pg 3] kite against the action of gravity, and the pull of the string. The air pressure is really a combination of two forces—lift and drift. The drift or resistance tends to move the kite in the direction of the wind, and lift to raise the kite in opposition to gravity. Since, therefore, drift is an undesirable factor, the resistance of the machine must be made as low as possible, as it absorbs power, as will clearly be seen. If the velocity of the wind drops, the kite drops also, increasing its angle with the horizon, thereby causing it to capture and force down more air until equilibrium is again restored. If the string of a kite breaks, the balance of the forces is destroyed, drift and gravity taking command and so bringing the kite to earth.
If it takes a wind of fifteen miles an hour to lift a kite, similarly it would lift to exactly the same elevation if the holder of the kite-string commenced to run at a rate of fifteen miles per hour in calm air.
Now, an aeroplane is merely a kite with a mechanical arrangement (the engine and propeller) which supplies the motion necessary to fly it, and eliminates the necessity for a wind. This statement can easily be followed. In the aforementioned parallel it was seen that it was immaterial whether the kite-flyer was standing still with the wind moving at fifteen miles per hour, or whether he was moving at the rate of fifteen miles per hour in still air. The result in each case is the same—the kite flies.
It has been stated that if the kite-string fractured the kite would fall to the ground. If, however, it were possible at the moment of [Pg 4] rupture to attach a weightless engine and air-screw to the kite capable of exerting a forward push equal to the drift, the kite would still remain in the air.
Again, if the wind were suddenly to stop, and the engine and air-screw were capable of moving the kite forward at the same rate at which the wind was blowing, the kite would fly, and in all important respects would constitute an aeroplane.
The kite, it will be assumed, requires a minimum speed of fifteen miles per hour in order to sustain itself. If the wind be blowing at fifteen miles an hour the operator can remain stationary. If it blows at ten miles an hour he must run at five miles an hour against the wind. If it blows at five miles an hour he must run at ten miles an hour against the wind, or twenty miles per hour with the wind to maintain the kite.
Hence an aeroplane really has two speeds—its speed relative to the earth and its air speed. The former is the rate of which it would travel a given distance, and the latter is the sum of the speed relative to the earth and the velocity of the wind.
It can readily be seen that an aeroplane travelling at ten miles an hour relative to the earth against a fifteen-mile-an-hour wind has really an air speed of twenty-five miles an hour. When the aeroplane, however, is travelling with the wind, the air speed is the speed relative to the earth minus the velocity of the wind.
It is also convenient to draw a parallel between the ship and the [Pg 5] aeroplane. The weight of a ship must equal the weight of water it displaces in order to float. Similarly an aeroplane, by its motion through the air, must deflect a volume of air equal at least to its own weight. The aeroplane then would just lift itself from the ground; and the more air it deflects the higher does it ascend.
Now, if a 1-lb. weight be laid on a table, the table presses against the weight with a force of 1 lb. If the hand is pressed against the wall, the wall presses back with an equal pressure. If a person fires a revolver, the force of explosion tends to force the revolver and the person in the opposite direction to the travel of the bullet. These are merely illustrations of the law that action and reaction are equal and opposite. It is in reality due to this law that the aeroplane can resist gravity.
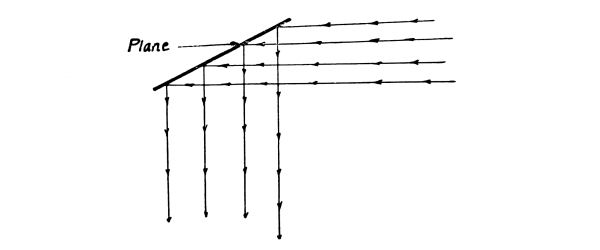
Fig. 2.—Deflection of Air
Fig. 2 represents an end view of a kite—or, for that matter, of an aeroplane. The arrows indicate the direction of motion of the wind. Upon contact with the kite the air has a downward action, and the [Pg 6] consequent reaction lifts the kite. Hence the motion of an aeroplane through the air causes a pressure on the latter, and the resultant is what is termed lift.
So far, then, the reason why an aeroplane lifts has been dealt with. Further considerations have to be dealt with after the machine has left the ground. In technical language these could be summarised into a single sentence—that is, the centres of pressure and gravity must be made to coincide, and the machine must also be stable in both lateral and longitudinal directions.
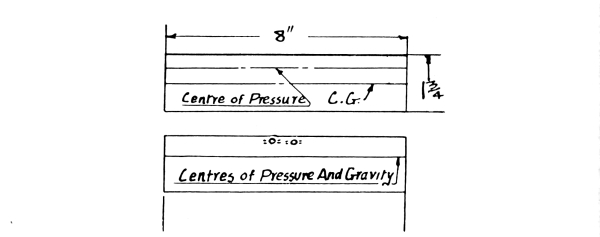
Fig. 3.—Position of Centre of Gravity
An ordinary paper glider, cut from a stiff sheet of cartridge paper, will serve admirably to demonstrate this statement, which at first sight will convey as much to the reader as Choctaw or other remote language.
Cut the paper to the dimensions given in Fig. 3 and make sure that it is flat, by pressing between the leaves of a book. Then project it horizontally into the air. It does not attain [Pg 7] gliding motion. It performs a series of evolutions, too quickly for the eye to perceive; but what happens is this. After launching, the front edge turns up and the sheet glides back. Now the back edge turns up and the glider dives forward. Again the front edge turns up, the glider slides back, the back edge turns up, it glides forward, and so on until the glider reaches the ground. Now fix a couple of small brass paper-fasteners in the front edge (the correct number of fasteners can however only be found by experiment, but two will usually be sufficient for the size of glider indicated), and launch the glider again. It will be noticed that it glides steadily at a small angle to the ground.
The explanation of this phenomenon is simple. When it was launched in the first place, the centre of gravity of the plane lay along a line running through the geometrical centre, parallel with the front edge, and the glider merely rocked or oscillated about this axis. The centre of pressure of the surface would be approximately in the position shown in the illustration. When the correct number of paper-fasteners, however, are fixed, the centre of gravity is moved forward to a position coincident with the centre of pressure, the result being that the glider came to earth in steadiness and poise. But, even though it is now balanced, it will still show a tendency to rock sidewise or laterally, and if the wings are bowed up to the dihedral angle shown in Fig. 4, the rock will be eliminated, and the machine is said to be laterally stable. Either of the dihedral angles may be used, although B is much to be preferred. [Pg 8]
What of stability in a longitudinal direction? Just as important this, but not quite so easy to obtain.
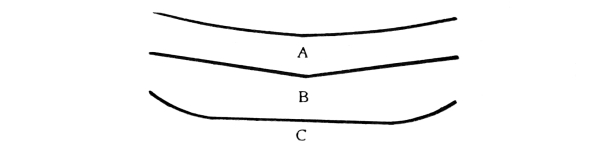
Fig. 4.—Various Forms of Dihedral
Fig. 5 is a side elevation of two surfaces fixed to a spar, and shows how stability is obtained longitudinally. The surfaces of the elevator or tail, according to whether the machine is “canard” or tractor (canard being the term for propeller-behind or “pusher” machines), is placed at a positive angle with the horizon. The correct angle can, of course, only be found by experiment.
Now, from the foregoing certain laws can be deduced. Firstly, in order to be stable longitudinally, the centre of pressure must be kept as near to the centre of gravity as possible, and secondly, the main surface of the aeroplane must be inclined to preserve lateral stability. With full-size aeroplanes there are, however, several exceptions to this rule, as the faster a machine travels the more stable does it become, and hence the dihedral angle is really unnecessary.
It may be well at this point to describe the action of a plane. Strictly speaking, the terms “plane” and “aeroplane” are misnomers, since no full-size machine has surfaces which even approximate to planes. [Pg 9]

Fig. 5.—Disposition of Angles
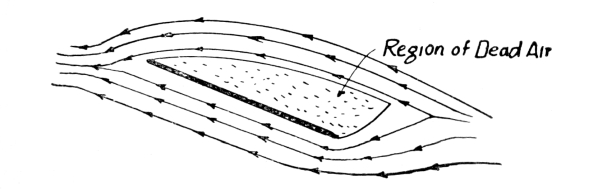
Fig. 6.—Air-flow Round Plane

Fig. 7.—Air-flow Round Cambered Surface
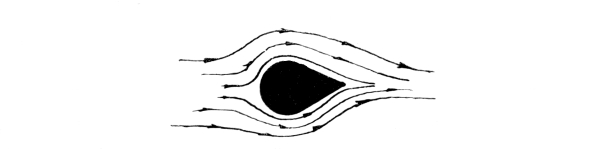
Fig. 8.—Air-flow Round Streamline Strut
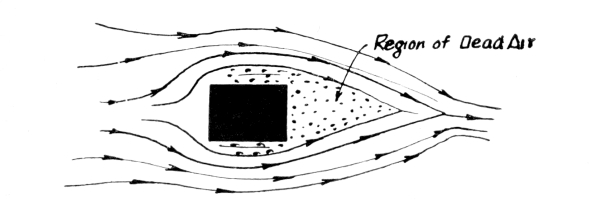
Fig. 9.—Air-flow Round Square Strut
[Pg 10] The reason why a perfectly flat plane is never used on full-size aeroplanes will be followed from Fig. 6, which shows the flow of air over an inclined plane, the term “plane” being used here in its technical sense.
It will be noticed that a region of “dead air” or partial vacuum is caused, which seriously affects the lift of the plane. Fig. 7 shows the flow of air over a cambered aerofoil (or to use the popular colloquialism “plane”). Less disturbance occurs in this instance, the air following very approximately the contour of the surface. It has been proved by test in the Wind Tunnel at the National Physical Laboratory at Teddington that an efficiently-designed aerofoil section has a lift two-thirds greater than a true plane. For a similar reason all struts or aeroplanes are “streamlined,” as shown by Fig. 8. The air flow, it will be seen, is less disturbed than by a square strut (Fig. 9).
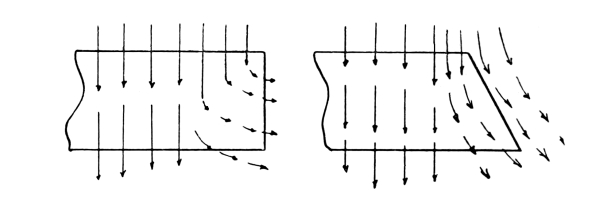
Fig. 10.—Flow of Air over Ends of Plane
Fig. 10 shows the air flow round a square-ended and taper-ended plane respectively. It will be noticed that the air has a tendency to leak [Pg 11] over the end of the square plane, which is obviated by the tapered wing.
It may be thought that such details as these are unimportant; but when it is remembered that an aeroplane, correctly streamlined, will fly for one-half the power required to fly a machine not so designed, the enormous saving in power will be manifest.
The actual thrust required to lift a model aeroplane is roughly equal to a quarter of its total weight. Thus a model weighing 6 oz. will require 1½-oz. thrust.
[Pg 12]
With a view to illustrating some of the models described in this book complete, some drawings are given of the more successful designs which have come into prominence during the past eight years. Fig. 11 shows the Ridley Monoplane, which secured several well-merited rewards in open competition, and is an excellent machine for distance. Birch should be used for the longerons, preferably of channelled section. The main plane is of piano wire, covered with proofed silk, and the elevator is entirely of extremely thin veneer. Bentwood screws are used fairly short in diameter and of long pitch. The machine is capable of flying a quarter of a mile. The Fairey type of model aeroplane typified in Fig. 12 is a most successful type, and has achieved much in open competition. It has what is known as a floating tail, with no leading stabilising surface, but a small vertical fin is used. This is a practice the waiter is not personally in favour of, as through such a long lever the slightest wind will cause great instability. If a vane or fin must be used, it should be placed as far to the rear of the machine as possible, preferably just behind, or in front of the propellers for pusher machines, and the extreme end of the tail for the tractor type. [Pg 13]
The swept-back wing tips should have a negative angle of about two degrees, and the tail should be quite flat in relation to the horizontal.
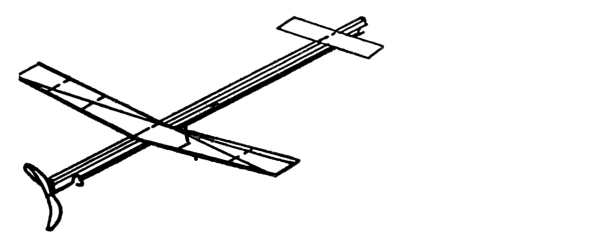
Fig. 13.—Clarke Type Monoplane
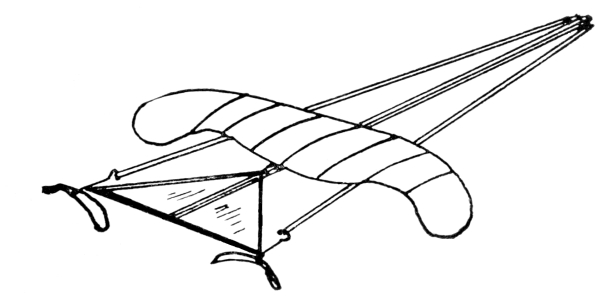
Fig. 12.—The Fairey Monoplane
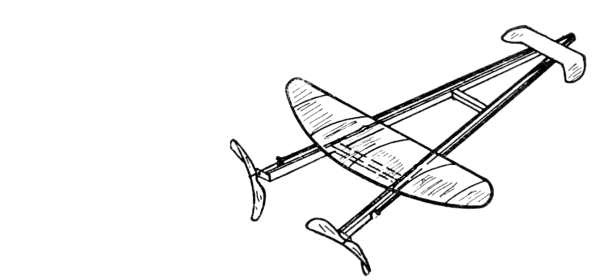
Fig. 11.—The Ridley Monoplane
It has been stated that this machine is a highly successful one; it is also exceedingly intricate in adjustment, and requires very calm [Pg 14] weather indeed to secure successful flights. It has also been flown with great success by Mr. Houlberg, who at one time held the official duration record of 89 secs with his machine. The long unrelieved length of spar projecting forward of the main surface detracts much from its appearance in the air. A machine of this type should not weigh more than 8 oz., and is capable of a flight of at least a minute in duration. The simple 1-1-P¹ type drawn in Fig. 13 was formerly popularised by Mr. T. W. K. Clarke, of Kingston, who used all-wooden surfaces, a solid spar and bentwood screw built up in two halves. This method of screw manufacture is unique, since it enables the two blades to be prepared from jigs to a greater degree of accuracy than when it is bent from one piece. Moreover, the lapping of the two halves at the boss imparts strength to the boss where it is most needed. Fig. 14 is a type of tractor monoplane very successful for duration, capable of doing a minute at an altitude of forty feet. The rudder of tractor machines must always be placed above the thrust line and also above the centre of gravity, so that should a side gust strike the machine, the latter does not rock laterally in the air, as a couple is set up between the underhung load and the rudder.
The winner of the Wakefield Gold Challenge Cup is shown in Fig. 15. It was designed by Mr. E. W Twining, one of the early experimenters, for duration, and in the winning flight scored a duration of sixty-five seconds. It is a very pretty and stable flyer, and will rise from the ground after a run of about five feet. [Pg 15]
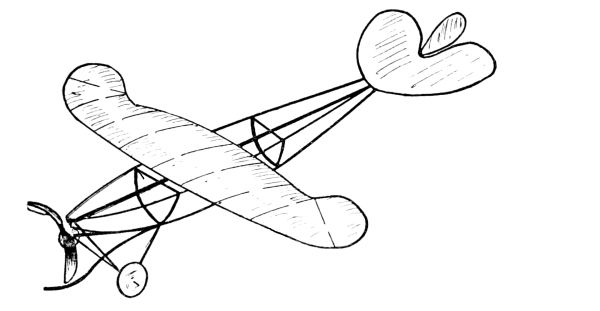
Fig. 14.—Tractor Monoplane
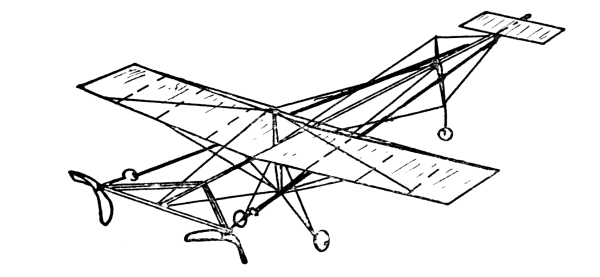
Fig. 15.—Twining Monoplane
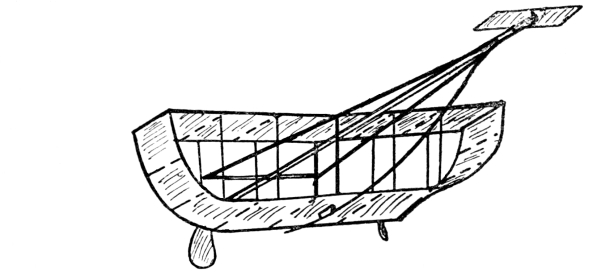
Fig. 16.—Bragg-Smith Biplane
Fig. 16 is of the Bragg-Smith biplane, which first came into prominence at Wembley in 1909. The original machine was a huge machine some four feet in span, possessing a propeller of large diameter, large blades, and large pitch—quite the antithesis to ordinary practice. Latterly, however, Mr. Smith has developed his machines into twin-screw, and no doubt is entertained that even better results are obtained with this arrangement. [Pg 16]
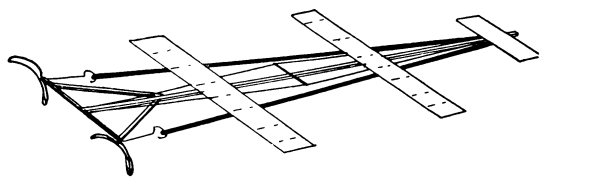
Fig. 18.—Tandem Monoplane
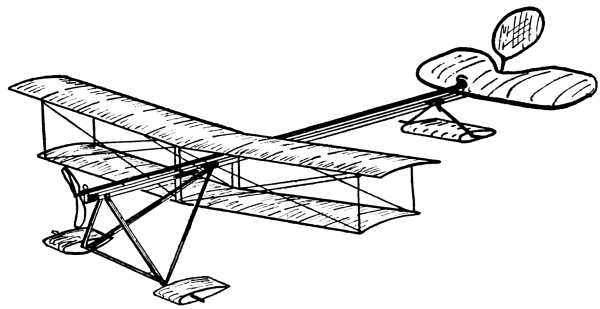
Fig. 17.—Tractor Hydro-Biplane
Fig. 21.—Fuselage Biplane
Fig. 22.—Blériot Type Tractor Monoplane
[Pg 17]
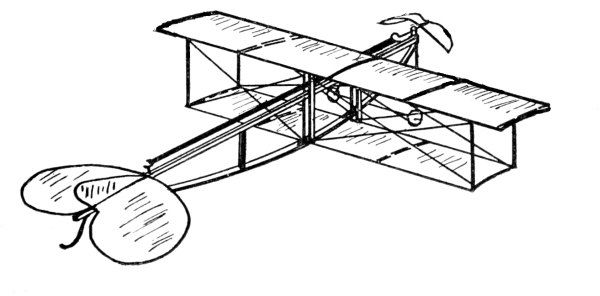
Fig. 20.—Tractor Biplane
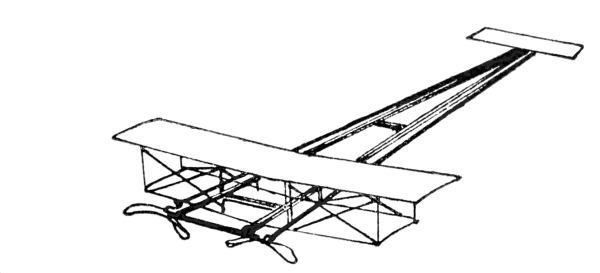
Fig. 19.—Twining Hand-launched Biplane
It should be pointed out, in passing, that this machine is the subject of a patent for stability, it being claimed that greater lateral stability is obtainable from the curved lower mainplane. A sketch is also given in Fig. 17 of a tractor hydro-biplane. This should weigh about 12 ozs. finished. The tandem monoplane shown by Fig. 18 is another machine which has scored many successes in the early days of model aeroplaning at the Crystal Palace. Figs. 19, 20, 21, 22 show the Twining hand-launched biplane, a tractor biplane built by the writer, a fuselage biplane (canard or screw behind), and a Blériot type tractor monoplane. [Pg 18]
A tractor machine is one having the screw in front, and a “canard” or “pusher” machine has its screw behind. It is best to designate the machine by the type formula. Thus, a pusher monoplane with twin screws would be a 1-1-P²-0 type. If it had a tail it would be 1-1-P²-1. A twin-screw “pusher” biplane with or without tail would be 1-2-P²-1 and 1-2-P²-0 respectively. A pusher monoplane with only one screw is a 1-1-P¹ type. A tractor monoplane with single screw is P¹-1-1; a tractor biplane with single screw is P¹-2-1. If a biplane tail is also used it becomes P¹-2-2. If twin screws are used it would then become P²-2-2, and so on.
[Pg 19]
In no other portion of a model aeroplane has standardisation become more marked than in the design and construction of the fuselage or main frame, both with regard to general details, methods, and materials. This fact is singular, because in other components contributing in a greater degree to the success of the model great diversity of opinion exists. It is difficult to ascribe this lack of uniformity to any particular reason, unless it is the failure on the part of zealous amateurs to appreciate the meaning of the term “efficiency.” Very few, it is thought, endeavour to extract the maximum amount of work for a minimum expenditure of power from the propellers, surfaces, and so forth, and the writer, in judging and tabulating some of the model aeroplane competitions held in different parts of the country, has found models giving excellent spectacular results which, judged on an efficiency basis, such as
| (distance flown × duration of flight) |
| (weight of rubber) |
[Pg 20] show a very poor result. The model should be made to fly the longest possible distance, and to remain in the air the longest possible time with the smallest possible amount of elastic.
This chapter is devoted to the various types of fuselage for flying models (as distinct from “scale” models of full-size prototypes) and methods of constructing them, and the list is as representative of best practice as it has been possible for the writer, in his extensive connection with this subject, to make it.
The first shown is the A frame (Fig. 23), brought into prominence by Mr. R. F. Mann. It should have birch longitudinals and spruce cross members. Quite the best section wood to employ is that shown at B, which forms a convenient seating for the cross members, the latter being pinned and glued into position. The middle bay of such a frame requires to be braced, to counteract the torque or distortion caused by the elastic skein when the latter is in torsion. Diagram A shows the joint at the juncture of the longerons or longitudinals. The hooks which embrace the elastic skeins are formed from one continuous length of wire following round the nose of the machine. The bearings may be of brass, with a lug to follow round the end of the longeron to which it is bound.
Fig. 24 shows the T or cantilever frame, so named because of its resemblance to that letter. It is usual to make the spar of this hollow, by channelling out two pieces of wood, and gluing and cramping them together under pressure. Where the bracing kingpost passes through the channel should be packed, previous to gluing the two half spars together, with a piece of hard wood, so that the assembled spar is not weakened by the piercing necessary for the insertion of the kingpost. Such a spar should not exceed 4 ft. in length. C is a section of the spar. [Pg 21]
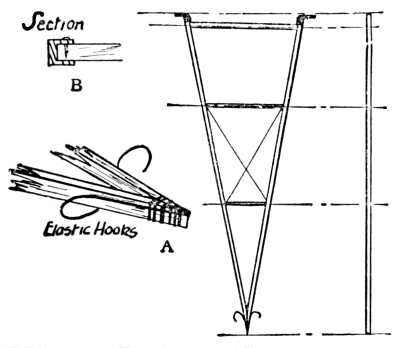
Fig. 23.—A Frame
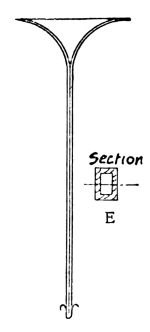
Fig. 26.—T Frame
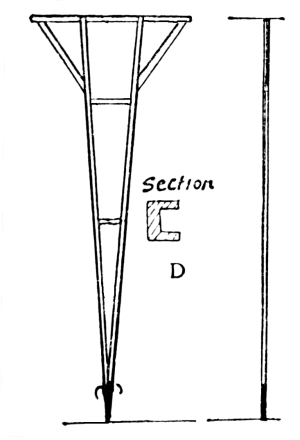
Fig. 25.—A and T Frame
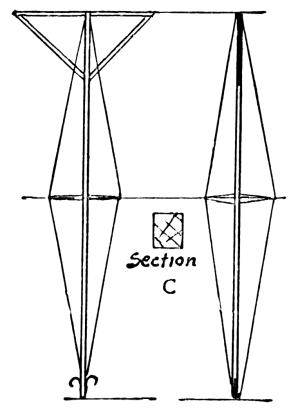
Fig. 24.—T Frame
[Pg 22] A much stronger twin-screw fuselage, which is a combination of the A and T frames, is shown by Fig. 25. Here, again, a single-channelled longeron should be used, although the propeller bar and supports should be solid. The channelled spar can be of silver spruce or birch, and the bar and supports of mahogany. A section of the spar is given at D.
Fig. 26 shows a T frame made from a hollow spar, having the ends splayed out to give the required support to the elastic skein. No propeller bar is used but there is a tension wire from bearing to bearing to prevent the splayed section of the spar from spreading when the rubber is wound up. E shows a section of the spar. It should be pointed out that the greatest width of a spar should be placed vertically. Never use a square-sectioned spar. Moreover, the bearing centres should only exceed the propeller diameter by ½ in., since, apart from consideration of weight, greater rigidity is obtainable from short spars than from long ones. It is in details such as this that not only is a considerable saving in weight effected, but also a material increase in strength and efficiency.
The T frame adapted to a “rise-off-ground” fuselage is shown in Fig. 27. A hollow spar should be used for preference, but the spar cut from the solid is shown, as most amateurs will not be in possession of a joiner’s plough, which is the tool required for this job. F is a section on the vertical line of the spar. [Pg 23]
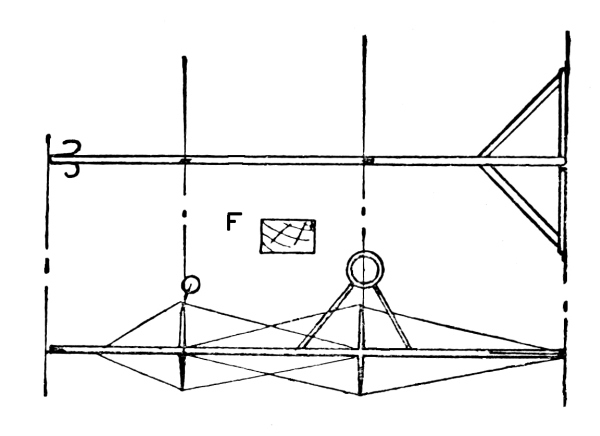
Fig. 27
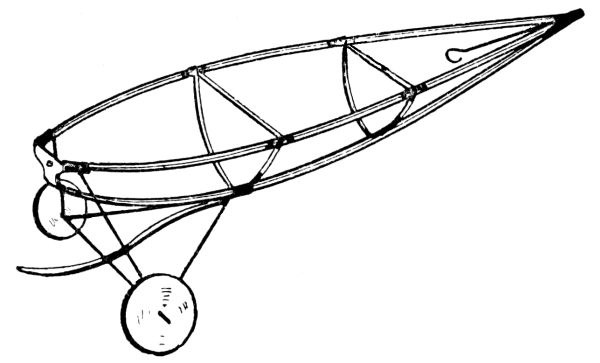
Fig. 28
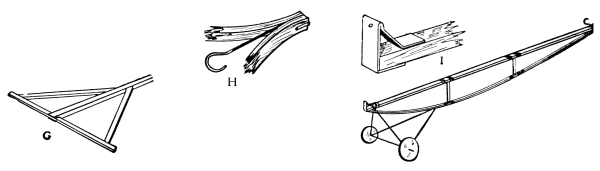
Fig. 29
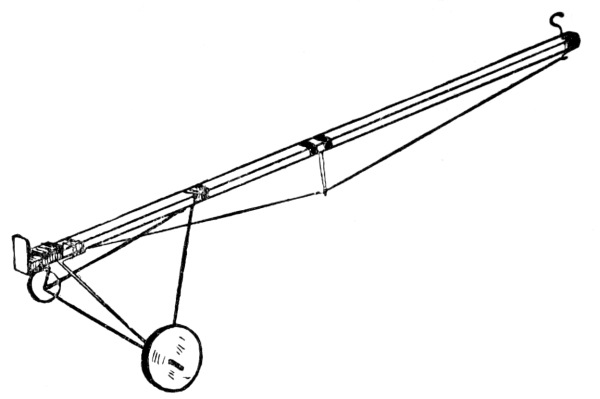
Fig. 30
Figs. 27 to 30.—Various Forms of Fuselage
[Pg 24] In bracing such frames as those dealt with, fine No. 35 s.w.g. (Standard Wire Gauge) should be used, fixed to small hooks bound in suitable places on the spar; the hooks should be made from No. 22 s.w.g.
Fig. 27 shows at G a perspective view of a T-frame propeller bar and support. As there shown, the propeller bar fits into a slot cut in the spar end. If the spar is hollow, the channel should be filled with hard wood, such as birch, before the slot is cut, to strengthen the spar at this point. So much for twin-screw fuselages.
Fig. 28 is a perspective view of a boat-shaped tractor fuselage, it being understood that a tractor machine is one with the air-screw in front. A model built on such lines is extremely neat in appearance and has a pleasing aspect in the air. The three longerons are attached to a three-way brass bearing at the front end, and are simply bound together at the rear, the hook for the elastic being inserted between the two top members and turned round the end of one of them for security, as shown at H. The bottom member should be cut 1 in. longer than the two top ones, to compensate for the shortening due to the curve, which is effected by compressing the bottom member to the same length as the top ones. The curved cross members are of bamboo, bent to the required shape over a lamp flame; or they could be made from piano wire. Their shape should be drawn full-size to use as a template during [Pg 25] the bending operation. As will be seen, a skid is used to protect the tractor screw from damage. This should extend for 2 in. beyond the bearing, and must be attached to the bottom longitudinal directly beneath the first cross member, so that the latter absorbs the shock of landing. At the point of intersection between the skid and the axle, the former should be bound to the latter with fine florist’s wire and neatly soldered.
A two-membered fuselage can be adapted from this design by omitting the bottom member and skid. Such a fuselage would be suitable for a light machine.
It is an essential point with tractor models to fit a chassis; the purpose thus being twofold. First, it protects the propeller, and secondly, it obviates the characteristic tendency of tractor machines to ascend “nose first,” by keeping the weight low (in technical language, providing a low centre of gravity). Hand-launched tractor machines that are unprovided with a landing gear are seldom successful and notoriously troublesome. Furthermore, the centre of thrust (literally the axis centre, or centre of rotation of the bearing) should always be above the centre of resistance. The centre of resistance can usually be taken (although not quite accurate) as being on a level with the planes.
An exceedingly strong two-membered tractor fuselage of the fusiform or cigar-shaped type is that shown by Fig. 29, the bearing, which is bracketed and cut from brass, being shown in detail at I. In this instance the greatest width of the top spar should be disposed [Pg 26] horizontally, the bottom member, with the two cross members, providing rigidity and a girder-like form of construction. The bottom member need be only one-half the weight of the top one, as it will be in tension and so acting as a tie. Silver spruce should be used throughout.
A simple single-spar chassis, consisting of a hollow spar, is shown by Fig. 30. A kingpost and bracing is fitted underneath the spar, to counteract the tendency of the twisted skein to bow it. The chassis should be (and this applies to all models) of piano wire of from No. 17 s.w.g. to No. 18 s.w.g.
A twin-screw propeller-behind fuselage of the cantilever type that is exceedingly strong, although more difficult than it appears to construct, is shown by Fig. 31. This can be made exceedingly light from a hollow spar (packed solid at the point where the kingposts are let through), and braced with No. 35 s.w.g. piano wire. The bracing is the difficult operation, as the tension on each wire requires to be very delicately adjusted to maintain the truth of the spar.
The box-girder type of fuselage shown by Fig. 32 is more suited to models which aim at an accurate representation of some prototype. It is intricate in construction yet of neat appearance, the difficulty being in the adjustment of the large number of bracing wires necessary. The illustration gives a view of a Blériot type of fuselage, J being a detail of the cross member and compression-strut joint.
Fig. 33 gives some spar sections which are in common use by some of the crack aero-modellists. All spars should taper in a fore-and-aft direction, so that it virtually becomes a cantilever. The greatest cross-section should be one-third of the total length from the front end of the spar. [Pg 27]
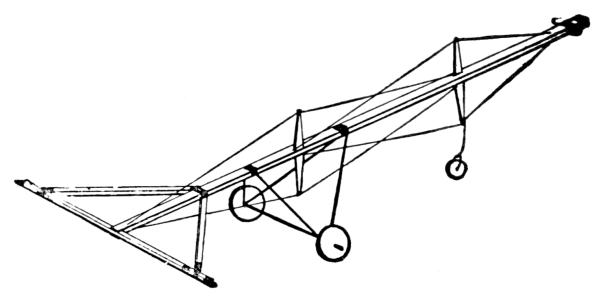
Fig. 31
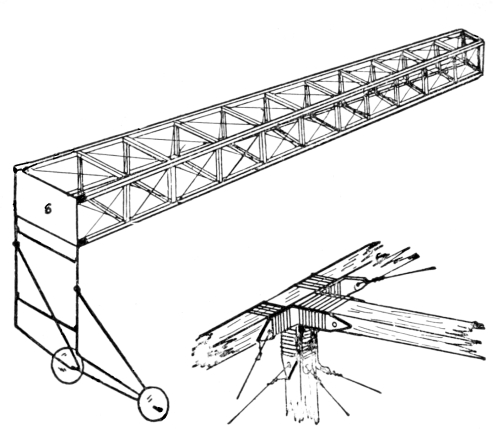
Fig. 32
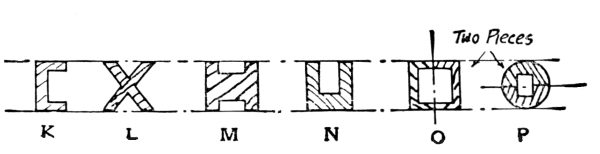
Fig. 33
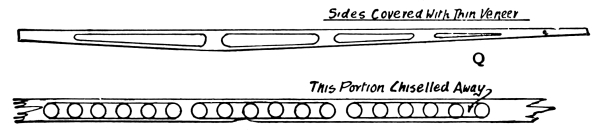
Fig. 34
Figs. 31 to 34.—Various Forms of Fuselage
[Pg 28] Another form of spar construction is that given by Fig. 34. Q shows a spar fretted out, the sides being covered with a thin veneer glued and cramped into place, and R the method of making a slotted spar.
Fig. 35 is the simplest possible form of model aeroplane fuselage, if such it can be called.
Choice of materials and the method of utilising them to the best advantage, so that the machine is strong without being unduly heavy, is a phase of model aeroplaning that calls for some care and judgment. There is a very erroneous impression prevalent among novices that packing-case wood or similar material is suited to the requirements peculiar to model aeroplanes. Nothing could be farther from the truth; and the fact that 50 per cent. of the total marks awarded in competition are for design and construction should show that this matter is of primary importance. The true test of any model is the way it “stands up” to a nose dive, for then the care and forethought of the builder in providing for anticipated eventualities will manifest itself. It is to be feared that those who had lavished much care and infinite pains in the scientific construction of models were woefully handicapped in competition, the flimsy freak that could flutter aloft for a minute or so, with three strands of rubber wound to nearly breaking point, gaining priority over the properly built machine. [Pg 29]
There are three salient points to be borne in mind on which the durability of the machine largely depends: (1) its capacity for resisting the torque of the rubber motor; (2) of absorbing the shocks of rough landing; and (3) the provision that has been made for the rigid attachment of the various parts. If the machine is at fault with regard to point one, fuselage distortion is likely to occur, and resulting from this there will be lack of alignment of the surfaces and attendant troubles. Point two calls for suitable bracing of the spar or spars, and careful choice of timber. It is inadvisable to use wood of square cross-section, an oblong section with the greatest measurement placed vertically being preferable. If no arrangement has been made to fix rigidly the wings, chassis, etc. (point 3), these parts are likely to rock or sway when the machine is in the air, and so occasion bad stability, apart from which a couple of landings would shake the machine out of truth.

Fig. 35.—Simple Fuselage
To obviate these difficulties a knowledge of the strength of the various timbers will be found useful, and there is appended a table of the weights of various timbers. The writer prefers birch for fuselage members over 3 ft. 6 in. in length. Although on the heavy side compared with spruce, it will stand a great amount of rough usage. Spruce is [Pg 30] also suitable for fuselages up to this length, while maple is more suited for main planes. Bamboo can be used more efficaciously for cross members, struts, etc. Some model-makers use bamboo for planes, the joint of the rib to the spar being by means of glue and cross-binding. Although planes so built are exceedingly strong, it is not possible to make quite so neat a job of them as with spruce or maple.
Another method of building main planes is to use spruce or birch spars with piano-wire ribs, these latter being bound to the former.
For single-spar models the main spar should be tapered fore and aft from a point one-third of the length from the front of the machine. Where it is necessary to pierce the spar of a model aeroplane for the reception of a kingpost or other member, silk tape binding should be used, the joint being soaked with clean, weak glue.
To resist fuselage distortion the spar must be suitably braced in a lateral direction, the outrigger carrying the bracing wires being situated just forward of the centre of the spar. No. 35 s.w.g. is quite strong enough for fuselage bracing. Silk fishing-line or Japanese silk gut is admirably suited for wing bracing, and is not so liable to stretch as the tinned-iron or brass wire sometimes used. Piano wire is generally used for elevators, tail planes, chassis, and propeller shafts, of a gauge ranging from No. 17 s.w.g. to No. 22 s.w.g. A clock-spring or piano-wire protector fitted to the nose of a model aeroplane will also prevent a broken spar should it strike any object during flight. [Pg 31]
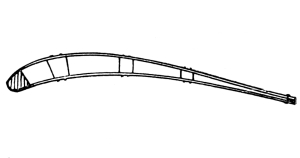
Fig. 36.—Built-up Plane
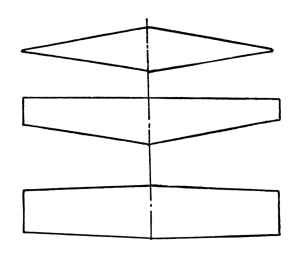
Fig. 37.—Wing Plans
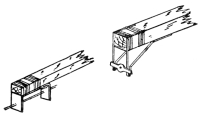
Fig. 38.—Types of Bearings
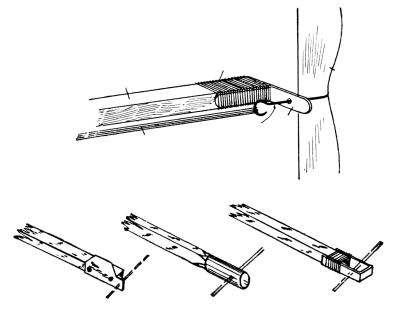
Fig. 38A.—Twin-screw Bearings
[Pg 32]
Weight of Woods Chiefly Used
| Mahogany | 35 lb. | per | cubic | foot |
| Birch | 45 | ” | ” | ” |
| Maple | 46 | ” | ” | ” |
| Spruce | 31 | ” | ” | ” |
| Bamboo | 25 | ” | ” | ” |
Building Scale Models.—Models of well-known machines should be built to correct proportions, if as perfect a resemblance as possible is aimed at. The best way to do this is, of course, to adopt a definite scale. The particular scale will depend principally on the size the builder requires his model; but the size of the prototype must, of course, be considered, because the large machines differ so much in point of size.
Taking the span or width across the planes as the base from which to start, it is assumed that the width of the model is desired to be from 25 in. to 35 in., which is perhaps the best all-round minimum and maximum to adopt. Then having decided on the prototype, multiply the span of the real machine by a fraction, which brings the model span somewhere between the two figures. For instance, suppose it is desired to model an Antoinette monoplane, the span of which is about 46 ft., and multiplying by ¾ the model span becomes 34½; therefore the scale is ¾ in. to the foot.
If the model is to be a Blériot, then as the original has a span of 28 [Pg 33] ft., the model may be built to a scale of 1 in. to the foot. The Wright machine has a span of 41 ft., so a model to ¾ in. to the foot would have a span of 30¾ in. In this case, perhaps, 1-in. scale would not be considered too large. Odd scales such as ⅞ in. to the foot can, of course, be adopted; but whatever the scale is to be, the model should be set out full-size on a sheet of cartridge paper, and the scale drawn accurately at the foot. The ribs should be built up as in Fig. 36.
In designing a rubber-driven model, absolute scale must of necessity be departed from, except in the principal measurements and in the distance of centres apart of spars and other important members, which if not reproduced in their proper form and position would mar the otherwise correct appearance of the machine. Many of the spars will, of course, need to be increased in cross-sectional dimension in order to make them of sufficient strength. Some efficient wing plans are given by Fig. 37.
Stated briefly, there are essentially three kinds of model aeroplanes. First, the scale model, which is a reproduction to scale of a real machine; second, a modified copy of a large machine, which is so designed as to resemble in general form some well-known prototype, while retaining by means of a suitable motor, generally twisted rubber, some ability to fly; third, a machine which does not in any way follow the lines of full-size machines, and is built for flight only.
The first of these is essentially an exhibition model; it is more often [Pg 34] built either to illustrate points in the design and construction of large machines, or to demonstrate the functions of the various parts to technical classes, etc.
Scale models, as a rule, are unsatisfactory flyers, and if they fly at all the flight is so short that little can be learned from their performance.
Some serviceable types of bearings are given by Figs. 38 and 38A, on p. 31.
[Pg 35]
One of the most important units of an aeroplane, whether full-size or model, is the screw, since excellence of design with regard to the other portions of the machine are rendered void if the means of converting the power of the engine into work are inefficient.
The action of an air-screw may be likened to a bolt turning in a nut (the screw being the bolt and the air the nut), the difference being that whereas one turn of a bolt with, say, a Whitworth pitch of 14 threads per inch in a nut is bound to advance a distance equal to the pitch = ¹/₁₄ in., an air-screw may only advance 75 per cent. of its theoretical pitch, owing to the yielding nature of the air. This loss in efficiency is called “slip,” and is usually expressed as a percentage of the theoretical pitch. Thus a screw with a theoretical pitch of 4 ft., which possesses 75 per cent. efficiency, has an effective pitch of 3 ft. That is to say, each turn of the screw will take the aeroplane forward 3 ft. If, however, the screw were working in a solid, it would advance its theoretical pitch = 4 ft. A greater efficiency is obtainable with screws working in water, owing to the difference in density of the two media, namely, air is to water as [Pg 36] 800: 1. Probably no air-screw has yet exceeded 80 per cent. efficiency, 70 per cent. being a fair average.
It may, perhaps, not be amiss to outline some of the factors involved in the design of an air-screw. Having decided on the diameter of it, the proportions of the block from which the screw is to be carved are required. It is a very good rule to make the pitch from one and a half to twice the diameter for single-screw machines, and from two and a half to three times the diameter for twin-screw machines. It is possible to use much longer-pitched screws with twin-screw machines (it being understood that the screws revolve in opposite directions), since the torque, or tendency of the screw to capsize the machine in the opposite direction to which it revolves, will be balanced. For the purposes of this chapter, however, it is presupposed that a screw is required for a single-screw machine, and a diameter of 12 in. has been decided on. One and a half times 12 in. gives 18 in. as the pitch. Remembering the formula for pitch,
| (thickness of block) | ||
| P = 3¹/₇ | × D × | ———————— , |
| (width of block) |
where P = pitch, D = diameter of screw, and using a ratio of width of blade to diameter of screw of 6: 1 (which gives 2 in. as the width of block) gives
| 22 | 12 | (thickness of block) | |||
| 18 = | —— | × | —— | × | ———————— , |
| 7 | 1 | 2 |
| 61 | ||||
| from which thickness of block = | ·954 = | — | approx. | |
| 64 | [Pg 37] |
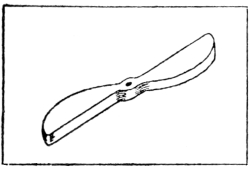
Fig. 39
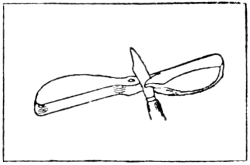
Fig. 40
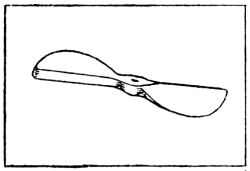
Fig. 41
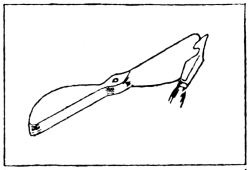
Fig. 42
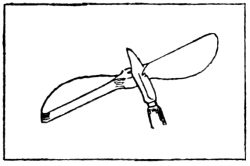
Fig. 43
Fig. 44
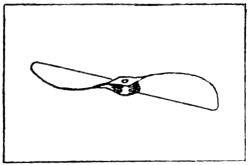
Fig. 45
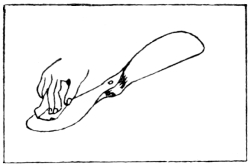
Fig. 46
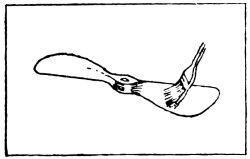
Fig. 47
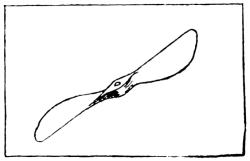
Fig. 48
Figs. 39 to 48.—Carving Air-screws.
[Pg 38] The block may now be prepared from these dimensions. American whitewood, silver spruce, mahogany, or walnut are the most suitable woods to use. The block should be planed up true and square, and a hole drilled axially through its geometrical centre. The first operation is to rough the block out to the shape shown by Fig. 39, which shows the Chauvière type. Of course, other shapes may be used as desired, but the method of manufacture is the same. Now, with a flat chisel or woodworker’s knife pare the wood away (see Fig. 40) until the hollow or concave side of the blade is formed (see Fig. 41). The obverse side of the other blade is then similarly treated (see Fig. 42), which clearly shows how the blade is hollowed out.
Fig. 43 shows the method of forming the boss of the screw, and Fig. 44 how the reverse or convex side of the blade is shaped. Fig. 45 shows the screw roughed out, and Fig. 46 indicates the glass-papering operation.
At this stage the screw has to be balanced. This is of great importance, since the screw that is unbalanced loses a great amount of efficiency owing to the consequent vibration when it rotates. In full-size practice it would be highly dangerous to use a screw that is not balanced.
A piece of wire is passed through the hole previously drilled, and the heavier blade carefully glasspapered down (with No. 00 glasspaper to finish) until the screw poises in a horizontal plane. Fig. 47 shows the sort of brush to use for polishing, and Fig. 48 the finished screw.
For models that require a good finish an excellent form of construction [Pg 39] (incidentally it may be remarked that full-size screws are made in this way) is that shown by Fig. 49, the laminated type. These laminated screws are exceedingly strong, as the grain, by virtue of the splayed blanks, follows the blade. Screws carved from the solid block are a trifle weak near the boss owing to cross grain. The laminæ could be alternate layers of whitewood and mahogany, which give a pleasing finish to the screw. A is an end view of a carved screw.
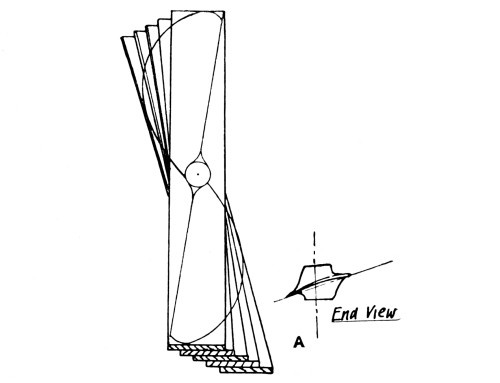
Fig. 49.—Laminated Air-screw
The method of obtaining the pitch angles at various points along a screw-blade is shown diagrammatically in Fig. 50. It will be obvious that the pitch of a screw should be constant along the whole length of [Pg 40] blade, so that the air is deflected or driven back at a constant velocity. An efficient screw will deliver a solid cylinder of air, whereas an inefficient one delivers a tube of air.
If, for instance, the pitch at the propeller tip is 30 in., whilst at, say, 3 in. from the centre it is only 25 in., obviously the tip of the screw will be imparting a higher velocity to the air than the portion approaching the boss, and thus this latter would be acting as a drag upon the other portion.
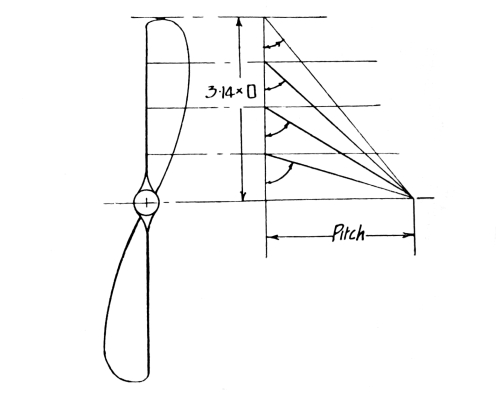
Fig. 50.—Setting Out Pitch Angles
The method is to lay off a distance, equal to the pitch, to some convenient scale, and to erect another line vertically and to the same scale equivalent to the circumference of the disc swept by the propeller, which may be called the peripheral line. Subdividing this line into a convenient number of equidistant parts (three or four are sufficient for screws up to 14 in. in diameter), and connecting up the [Pg 41] points so obtained to the right-hand end of the base line, gives the pitch angles at the corresponding points of the blade. It is the subtended angles which are required, as indicated by the arrows.
Templates should be cut to these angles (which, of course, are the angles made with the axis) with which to check the angles along the blade during construction. This checking is more necessary with bentwood screws than with carved ones.
[Pg 42]
Great diversity of practice exists with regard to the construction of model air-screws, some aero-modellists favouring small diameter with long pitch, others long diameter and short pitch, and still others who adhere to either bentwood or carved screws in either of the above forms. Generally speaking, a screw with a large diameter in proportion to short span has a short pitch, say one and a quarter times the diameter, while those having a short diameter in relation to span should have a fairly long pitch, from one and a half to twice the diameter. It is a useful rule to make the diameter approximately one-third the span of the machine for either single-screw or twin-screw machines. This relation seems to give a very small effect on lateral stability, whereas when the diameter is made larger, the machine has a tendency to capsize laterally in the opposite direction to which the screw revolves. This force is known as torque.
It can, however, be fairly claimed that, for a given torque or turning power, better results are usually obtained with carved screws, whether short or large ones are used. The writer personally prefers a large diameter and short-pitched screw, because, as the screw thrust is equal to the weight of air displaced, the larger the screw the greater is the proportion of air driven back in proportion to diameter. That is to say, double the diameter and four times the volume of air is displaced for only a double expenditure of power. [Pg 43]
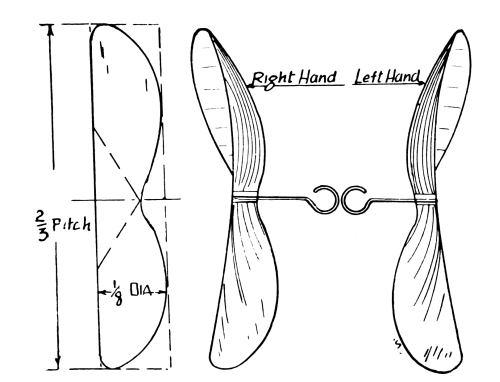
Fig. 51.—Bentwood Screws
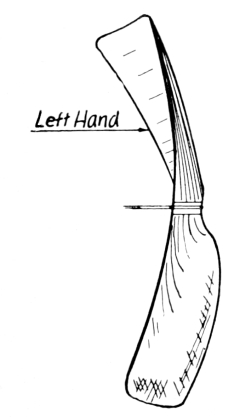
Fig. 52
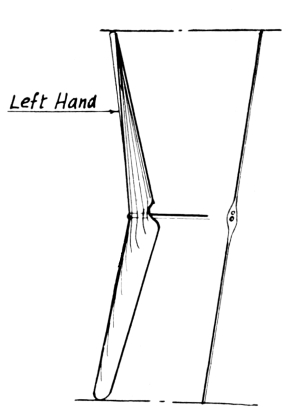
Fig. 53
Figs. 52 and 53.—Standard Types of Bentwood Screws
[Pg 44] It is difficult to speak positively on the question of the best speed at which a screw should rotate, as the loading per square foot of surface enters into the proposition. If a model has 1 sq. ft. of surface for every ounce of its weight, there is a speed at which the main surface will give a maximum of lift for a minimum of power, and a screw must be fitted whose pitch, multiplied by its revolutions per minute, equals the distance per minute the model should fly. If a screw that is too fast is fitted the model will show a tendency to “stall,” or ascend nose first, and if too slow a one is used the model will appear to be under-powered.
The writer has outlined these points to emphasise the fact that no definite rules, but only approximations, can be laid down, owing to the large number of unknown quantities which would have to be taken into consideration. As the aero-modellist, however, becomes accustomed to puzzling out the many little problems connected with model aeroplaning, he speedily diagnoses the complaint of a refractory machine, and applies a remedy accordingly. [Pg 45]
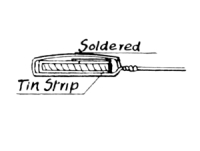
Fig. 54.—Bentwood Shaft
Attachment
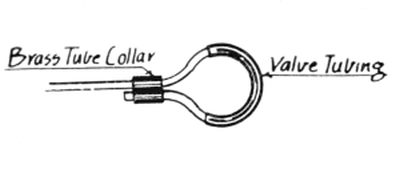
Fig. 56.—Safety Hook
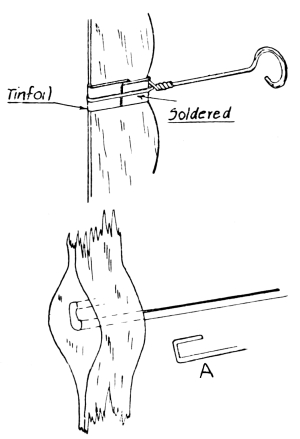
Fig. 55.—Carved Screw Shaft
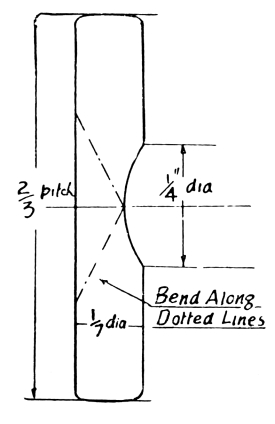
Fig. 57.—Proportions of Camm Air-Screw
The accompanying illustrations (see page 43) show the method of making bentwood and screws. Fig. 51 is a view of a finished pair of propellers. To the left of this illustration is given the method of setting out the blank in terms of pitch and diameter relations. The maximum blade width should be located one-third of the radius from the screw tip, and should be about one-eighth the diameter. This latter, in turn, should be two-thirds of the pitch. Inversely, therefore, the pitch should be one and a half timed the diameter. With twin-screw [Pg 46] machines this may be extended to twice the diameter, or even more, but should never exceed three times the diameter.
Fig. 52 is a view of the Camm type of bentwood screw, which has a high thrust to power ratio. Birch should be used for bentwood screws, as this bends easily and yet has a tenacity which is lacking in other woods. Ash or hickory may be used as an alternative, but neither of these is as satisfactory as birch. Before bending, the blanks should be filled with gold size to keep the blade as rigid as possible, and prevent it from going back or flattening out after bending.
Fig. 53 shows the Twining type of screw, which has long, narrow tapering blades and fine pitch. Under test this has given extremely satisfactory results, and can be recommended.
Fig. 54 shows the method of attaching spindles to bentwood screws, a strap of tin being wrapped round the blank centre to which the shaft is soldered. Care should be taken to ensure that the shaft is quite central sectionally and diametrically.
A method of securing carved screw shafts is shown by Fig. 55, and is self-explanatory. When the elastic skein is in tension it has a tendency to pull the hooks out straight, so releasing the skein, with sometimes painful consequences to the hand. The safety hook shown by Fig. 56 has a brass-tube collar which slides over the end. All the hooks should be covered with valve tubing, to prevent the elastic cutting through.
Fig. 57 gives the proportions of the Camm bentwood blank, and will require no explanation beyond the fact that it is bent along the dotted lines.
[Pg 47]
There is little difference of opinion regarding the construction of the planes of a model aeroplane, and the methods of making can be classified under three headings—cane, wood, and wire.
There are advocates for each form of construction, and it is difficult to state definitely which is the best practice, each having equally good results. The wire plane, especially when steel wire of the music or piano variety is used, is much stronger, offers less resistance to the air, and has a neater appearance than the others, but it is slightly the heavier. A wooden plane can also be made extremely neat and light, although it is a little weak. Birch is the best wood to use for this purpose, as it is extremely tough and not too heavy. Where cane is used for the frame, pinning and gluing is out of the question, hence binding and gluing must be resorted to. A plane so made is very strong and flexible, and will withstand a great amount of rough usage. It is, however, not neat in appearance and hardly to be recommended, although many prizes have been won by models possessing such planes.
Yet another form which can be considered good practice consists of a [Pg 48] combination of umbrella ribbing and piano wire. This gives a very rigid and almost unbreakable plane, but its weight for small machines is prohibitive. It should chiefly be used for power-driven machines, power in this instance meaning any form of motive power other than elastic.
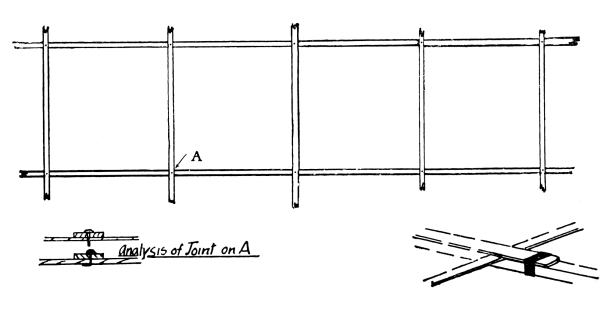
Fig. 58.—Wooden Planes
The Wooden Plane.—In constructing wooden planes it is usual to adopt the method shown by Fig. 58. The spars are set out to their correct positions but left overlapping, so that the pinning operation does not split the ends out. The pins should be driven through to secure the frame to bench, so that it remains true until the glue has set. Whereupon it may be prised up with a pocket-knife, and the pins clinched over as shown in the joint analysis A. The centre rib should be trimmed up as shown at B, to provide a means of attachment of the completed plane to the fuselage or body of the machine. Two spars are sufficient for models up to 36-in. span, but over that three spars [Pg 49] should be used, as in the part plan (Fig. 59), or two spars spaced closer together, as in Fig. 60, may be used, with a thread trailing edge. This gives a neat appearance to the finished plane and greater rigidity.
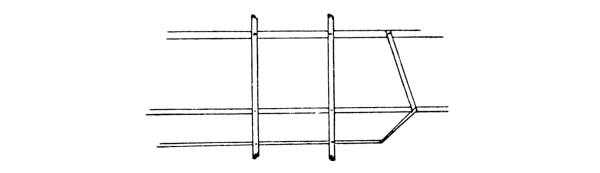
Fig. 59.—Three Spar Plane
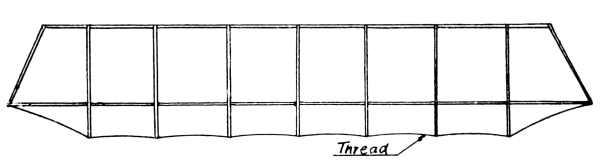
Fig. 60.—Two Spar Plane
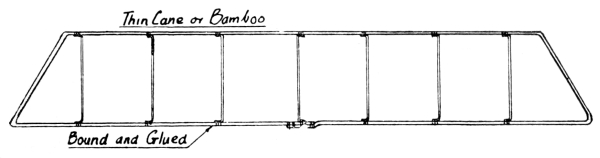
Fig. 61.—Cane Plane
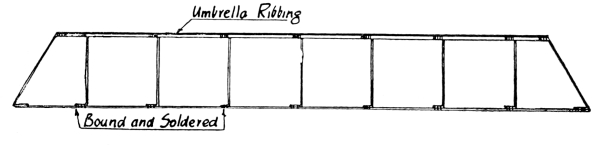
Fig. 62.—Umbrella Ribbing Plane
[Pg 50] The Cane Plane.—Another form of construction that is very light is that shown by Fig. 61. Here a length of thin cane is bent to the form of the outline, the ribs being bent to align with the leading and trailing edges. Gluing and binding is used here. Such a plane can be made light, but it always has an appearance anything but neat. It cannot be advocated for machines over 30 in. in span.
The Umbrella-ribbing Plane.—Umbrella ribbing can be utilised, in conjunction with piano wire, for plane construction as shown by Fig. 62. The channel of the ribbing should be thoroughly cleaned with emery cloth, so that the leading ends of the ribs can be soldered therein. Three spars should be used for spans over 30 in.
For the planes of model flying machines steel wire offers exceptional advantages, as it is practically unbreakable and can be bent to any desired shape. Another advantage is that it offers a minimum resistance when travelling in the air. To the uninitiated, the making of steel-wire planes is a difficult undertaking; but if the following instructions are carefully carried out the planes will prove very satisfactory.
First procure a piece of wood about ½ in. thick and slightly larger than the plane to be made, and draw on it a plan of the plane as shown in Fig. 63. For example, it will be assumed that a plane 30 in. span and 5 in. wide, having four ribs, is to be made. For planes approximately this size, No. 17 s.w.g. steel wire is employed. Before beginning the work the wire should be straightened as much as [Pg 51] possible. Then lay the wire over the plan, beginning at A (Fig. 63) and passing round to B. As the wire is bent to the shape of the plan, it must be fastened down to the board by means of small staples. Then cut four pieces of wire for the ribs C, D, E, and F, allowing ½ in. each end for turning at right angles as in Fig. 63.
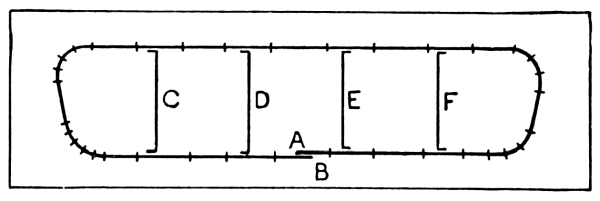
Fig. 63
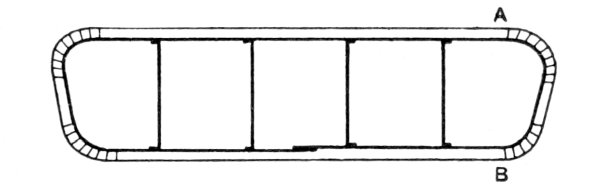
Fig. 64
Figs. 63 and 64.—Making Wire Planes
The framework is now ready for soldering together. It is essential that the wire and soldering bit must be perfectly clean. Apply a little killed spirits of salt to the parts to be soldered, and then place a piece of solder in position and touch with the hot soldering bit. Care must be taken to see that the wires lie close together.
When the plane is soldered together remove all the staples and clean up all the joints with a file. The joints must now be bound round tightly [Pg 52] with fine iron wire, which must be perfectly clean. The plane must now be fastened to the board again, and all joints soldered again. When the soldering is completed the plane is once more removed from the board, straightened, the dihedral angle given, and the ribs bent to the desired camber. If the soldering has been carefully accomplished there is no fear of the joints giving way.
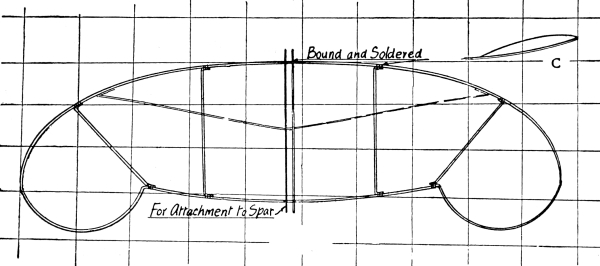
Fig. 65.—Swept-Back Wing
For covering planes it is far better to purchase a waterproof silk especially manufactured for the purpose than to attempt to use ordinary silk. The silk varies in weight from 1 oz. to 1½ oz. per square yard. When cutting the silk about ½ in. must be allowed for turning over for fastening. At the curved ends of the plane slits about ½ in. apart must [Pg 53] be cut in the edge of the silk, as shown in Fig. 64. Apply a thin coating of glue to the silk (use seccotine) to be turned back, and allow sufficient time for the glue to get tacky. Then stick over the plane, beginning at A (Fig. 64) and finishing at B. Allow time for the glue to set, then fasten the opposite end in the same manner. Care must be taken to stretch the silk tightly, so that it is free from wrinkles. Then fasten first one side of the plane and lastly the other.
Another method of covering steel-wire planes is to lace the silk to the framework. The silk must be cut about ¼ in. larger than the framework, and the edges hemmed with a sewing machine. The silk cover when hemmed should be slightly smaller than the framework. First sew the silk roughly in position, and then carefully sew it, beginning at one end, following with the other end, and lastly the sides. The stitches should first be passed through the silk, and then round the wire at intervals of about ¼ in.
Fig. 65 is the plan of a swept-back wire plane. The plan should be drawn full-size on a board by means of squares, the contour of the plane being contiguous in relation to the squares as that in the illustration and the method outlined above followed. The ribs should also be fitted up to the outline, being bound and soldered to the piano-wire frame. For machines above 30-in. span a third strengthening spar should be fixed in the position of the dotted line to obtain rigidity. Two central ribs should be fitted to provide a spar-attachment. The tips require to be set at a slight negative angle as at C.
[Pg 54]
The accompanying illustrations show as simple a type of model aeroplane as it is well possible to make, excluding the now obsolete single-stick hand-launched 1—1—P1. It is thus a suitable model for beginners, flights of well over a quarter of a mile being easily obtainable.
The main spar (see Fig. 66) is cut from straight-grained birch, to the dimensions given, each end of it being tapered down to ³/₁₆ in. square. The propeller bar is of silver spruce, ⅜ in. by ⅛ in. in cross-section. The end of the main spar is slotted to receive the propeller bar, this latter being pinned and glued into position. The propeller bar support is similarly slotted to take the bar, a pin being driven through the two and clinched over on the under-side. Fig. 67 clearly shows both joints. At 6 in. from one end the main spar is mortised to receive two tenons which are cut on the ends of the bar supports. These tenons should be so cut that they butt to one another in the centre of the mortise. An idea of the shape of the tenon will be gathered from Fig. 68, a view of the joint assembled being given. [Pg 55]
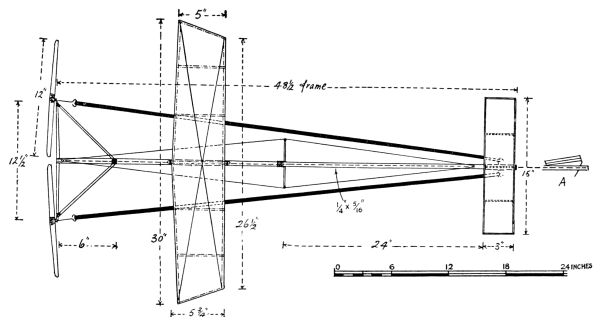
Fig. 66
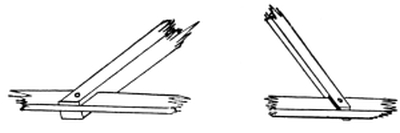
Fig. 67
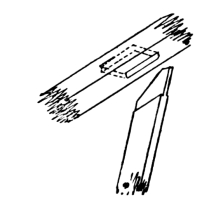
Fig. 68
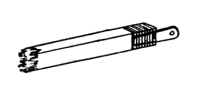
Fig. 69
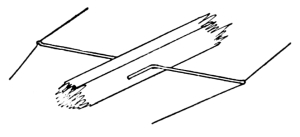
Fig. 70
Figs. 66 to 70.—Details of Simple Monoplane
[Pg 56] Two brass propeller bearings will now be required. They should be cut from No. 20 gauge brass, a hole being drilled in each to allow the No. 18 gauge propeller shafts to rotate freely. Each bearing is bound on with three-cord carpet thread, a portion of each being left overhanging the bar to provide clearance for the revolution of the shaft. These projections should be bent at an angle of 90° to the skeins of rubber, so that the bearing faces present true surfaces for the screws to revolve on. Details of the bearings are given by Fig. 69. Two hooks bent from one continuous length of wire are bound to the nose of the machine, to embrace the skeins of rubber. All bindings on the machine should be smeared with weak glue.
In Fig. 70 details are given of the spar bracing outrigger. The binding, for the sake of clearness, is omitted. A piece of wire (hard-drawn brass is suited to the purpose) is passed through the spar, a portion being bent to align with each side of this. It is then bent outwards, the ends being pulled round a piece of No. 20 gauge wire secured in the vice, to form eyes, through which the bracing passes. The outrigger arm is 2 in. long, the cranked portion of it being bound to the spar. The bracing is attached to small No. 20 s.w.g. hooks bound to each end of the spar at the points shown. Care should be taken to apply equal tension on each wire, or the spar will become warped.
The elevator is built from No. 18 s.w.g. piano wire. All joints are bound with fine wire and soldered. The centre rib continues over the leading edge, being bent downwards and backwards as at A (Fig. 66). This projection fits into a hole drilled in the [Pg 57] nose of the model; and, being bent at an angle, the trailing edge binds on the spar with sufficient friction to retain it in place, but yet permitting it to swivel should it strike any object when flying.
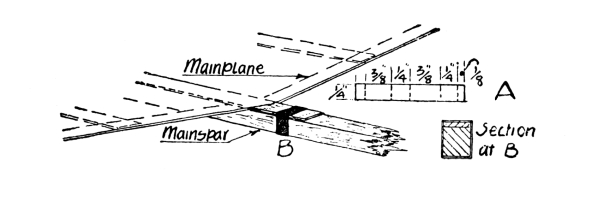
Fig. 71.—Plane Fastening

Fig. 73.—Elevation of Main Plane
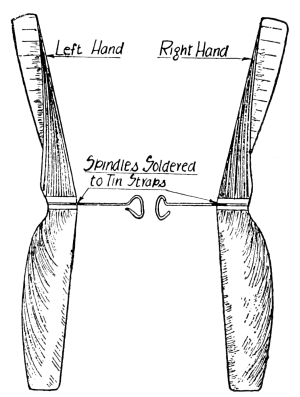
Fig. 74.—Finished Screws
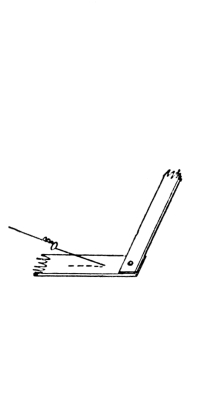
Fig. 72.—Detail of Plane Bracing
[Pg 58] The main planes are built from birch ¼ in. by ¹/₁₆ in. in cross section, the trailing spar being bent in a jet of steam, so that its ends sweep forward, as shown in the plan view. The ribs are pinned and glued to the spars, the pins being clinched on the under-side. The centre rib is left overhanging the spars, as shown in Fig. 71, to enable the tin straps (lapped and soldered together as at A) to slide over them and secure the wing to the spar. A section of the joint is given by B. By removing these straps it is thus possible to alter the disposition of the main surface, when it is desired to adjust the elevation of the complete model. Fig. 71 is a perspective view of the centre rib, the strap being shown black. To move the main plane each clip is forced off the extensions of the centre rib and thus releases the wing. Each clip is cut from tinfoil to the dimensions given at A (Fig. 71), being bent to a rectangular shape, and soldered up. B is a section of the joint. Fig. 72 indicates the method of attaching the diagonal wing bracing, which imparts a dihedral angle of 1½ in. to the plane. A 1½-in. dihedral means that each wing tip is 1½ in. above the level of the spar. An elevation of the main plane is given by Fig. 73.
Two propellers, of right-handed and left-handed pitch (for the reason, see p. 36), must be bent from birchwood 12 in. dia. × 1½ in. wide, by ¹/₁₆ in. thick; a finished view of the two screws is given by Fig. 74. For more comprehensive details of air-screw construction see chapters IV and V. [Pg 59]
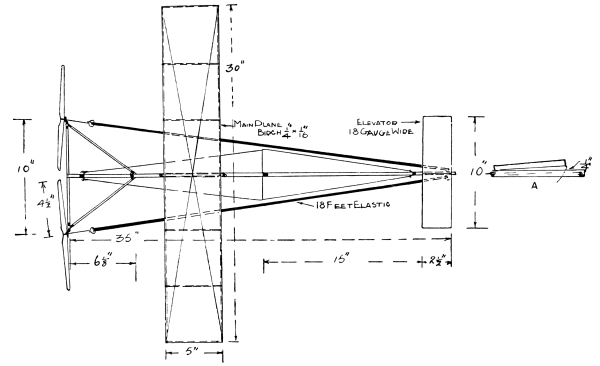
Fig. 75.—Plan of Model
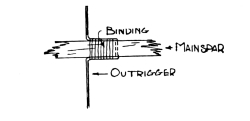
Fig. 76.—Outrigger Details
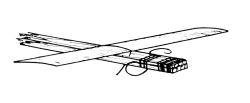
Fig. 77.—View of Elevator
Figs. 75 to 77.—Another Simple Monoplane Design
[Pg 60] Some details are also given of a similar design, the difference being that the former machine is built for distance, whilst the latter ( see Fig. 75) is built for duration. The main spar is of spruce ⅜ in. × ¼ in. in cross-section and of the length shown in Fig. 75. The main plane, as with the previous machine dealt with, is adjusted by means of the tin clips and extending centre-rib; a plan of the outrigger is also given in Fig. 76. The main plane has a dihedral angle of 1½ in. A is a side elevation of the elevator, showing its angle of incidence in relation to the spar, and Fig. 77 a perspective sketch of the elevator. An idea of a model of this type flying can be gathered from Fig. 78.
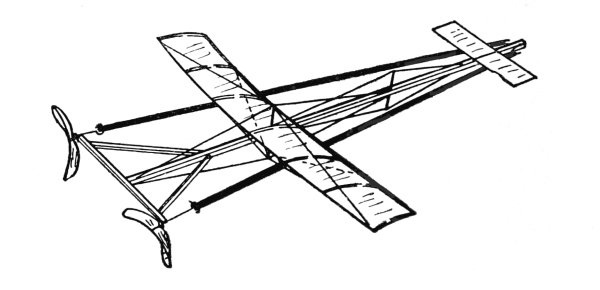
Fig. 78.—Finished Model
[Pg 61]
According to the type formula, the machine illustrated on p. 63 is of the 1-2-p2 type, which signifies that it has two superposed main supporting surfaces and twin screws, and that it flies with the small plane leading. The writer, in testing the model from which the drawings were made, found that 300 yards were easily obtainable at every flight at an altitude of 40 ft. or so. Although its construction is slightly more complicated than a monoplane, this is amply compensated for by its majestic appearance in the air.
The central spar is hollow, and measures 36 in. by ⅜ in. by ⁵/₁₆ in. Fig. 79 shows a cross-section of it. Spruce was used for this, a groove ⅛ in. by ⁹/₃₂ in. being ploughed in the spruce, and a ³/₃₂-in. strip being glued over the open side. The spar should be tapered off from a point 12 in. from the front end to ¼ in. by ¼ in., to give additional strength.
The propeller bar is mortised into one end of the central spar, and is stayed from a point 6 in. from the rear end to ½ in. in from each end of the propeller bar, to which projection the bearings, cut from sheet brass, are lashed. These latter are shown in Fig. 80. To the front of the spar are bound two hooks, formed from one continuous length of [Pg 62] wire. These embrace the rubber, and should be covered with valve tubing.
Four birch struts should next be cut, ¼ in. by ¹/₁₆ in. in section and 7 in. long, to support the main aerofoils on the spar. They should fit over the spar in the position shown, small blocks uniting them top and bottom, and should be so fixed that their upper ends are 3 in. off the spar. Notches are to be cut in them 2¼ in. below the spar, to form a convenient fixing for the lower main plane. Fig. 81 clearly shows the struts united to one of the blocks; the saw cuts or notches will also be apparent from this.
A cane skid is bound to the lower blocks, and to the spar at the position indicated in Fig. 82. A half-section of a round cane is quite suitable for this purpose.
A plan view of the model is given by Fig. 83, from which the relative position of ribs, planes, etc., will be seen. Fig. 84 is an end elevation looking through from the propeller end. It will be observed that the screws rotate from approximately the centre of resistance. The measurements given should be carefully followed to see that this is so in the completed model. The dihedral angle of the planes should be made 1¼ in., which is ample to provide lateral stability. Longitudinal stability is provided by an angle of incidence on the elevator (Fig. 85). [Pg 63]
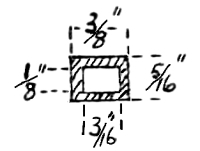
Fig. 79
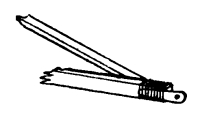
Fig. 80

Fig. 81
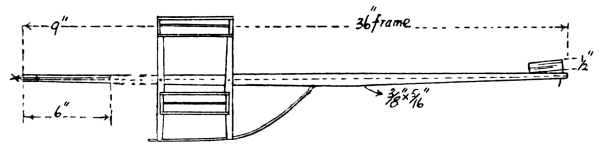
Fig. 82
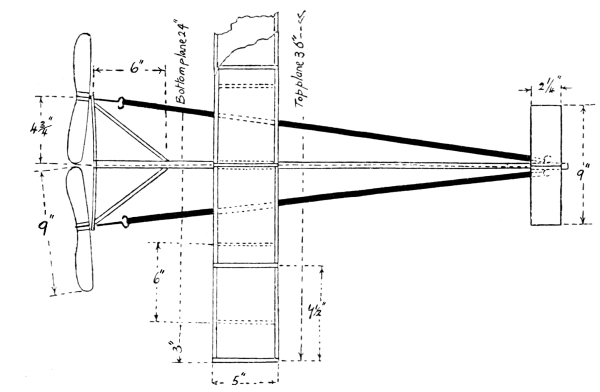
Fig. 83
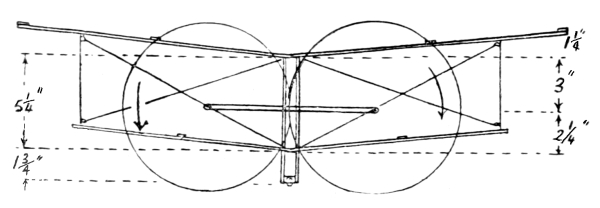
Fig. 84
Fig. 85
Figs. 79 to 85.—General Arrangement and Details of Biplane
[Pg 64] The elevator is constructed from one continuous length of No. 18 gauge piano wire. It is rectangular in plan, the joint being a soldered one at the centre of the trailing edge. The centre rib projects downwards for 1½ in., which projection fits into a hole bored in the nose of the machine with just sufficient friction to retain it in place. It should also be bent back at an angle to cause the trailing edge to bind on the spar sufficiently to allow it to swivel in the event of it striking any fixed object. From this centre rib the elevation of the complete machine is adjusted. The main planes are constructed from birch ¼ in. by ¹/₁₆ in. in cross-section, five ribs connecting the longer spars. No camber is given to the ribs; they should be cut off 1 in. or no longer than is necessary, pinned to the spars, so that the latter are 5 in. apart, and cut off flush after the glue is dry. The top plane, it will be noticed, has an overhang of 3 in. The planes are covered underneath to eliminate the undulations which would otherwise be caused by the ribs. Fabric should be sewn to the elevator frame.
The top plane is lashed to the struts in the manner shown in Fig. 86, the centre rib resting on the small wooden blocks, while the bottom plane is sprung into the notches previously referred to. Four No. 20 s.w.g. wire stanchions, with eyes bent in them top and bottom, as shown in Fig. 87, will next be required to form an anchorage for the wing bracing, and to maintain the “gap” at the tips of the wings. Brass wire will do for them, and when made their ends should be forced through the spars in the position shown in the end elevation, and then clinched over.
Bracing the wings should next be undertaken, and carpet thread should be requisitioned for this purpose. It is the easiest matter possible to warp the wings in this operation, so that too much care cannot be taken [Pg 65] in this respect. It should be understood that the bracing is fixed to holes in the wooden stanchions, where it must be securely tied, and not continued to the opposite side without, or the wings will rock laterally, and so cause instability. Sufficient tension should be placed on the threads which pass to the wing tips of the bottom plane to impart a 1¼-in. dihedral angle.
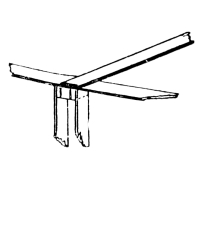
Fig. 86

Fig. 87
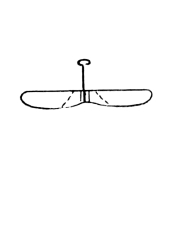
Fig. 88
Figs. 86 to 88.—Details of Biplane
The last, and perhaps the most important, unit of the model should be made—the propellers. Cut a pair of blanks, as shown in Fig. 88, to shape from ¹/₁₆-in. birch to form the propellers. Strips of tinfoil are wrapped round their centres, to which the spindles are soldered. Bend the blades at the dotted lines under a jet of steam from a kettle, making them to revolve in opposite directions. They rotate on steel-cupped washers placed on the spindles.
Motive power is supplied from eight strands per side of ¼-in. strip rubber well lubricated with soft soap emulsified with water. These skeins will stand 650 turns each, which number should be gradually worked up to on new rubber, and not applied at the first flight. A perspective view of the finished model is given in Fig. 89. [Pg 66]
Flying the Model.—Having selected a large open space clear of trees, give about 100 turns on the propellers in order to adjust the elevator. If the model points its nose in the air it is elevated too much. If the model flies too low it is not elevated enough. In each case it requires adjustment until the precise position is arrived at. The elevator should never be at a greater angle than 8° or less than 5°. If the machine still flies too low with the elevator at 5° the main planes will have to be moved forward slightly; but the exact position is only found by experiment. If it flies too high with the elevator at 5° the planes will have to be put back.
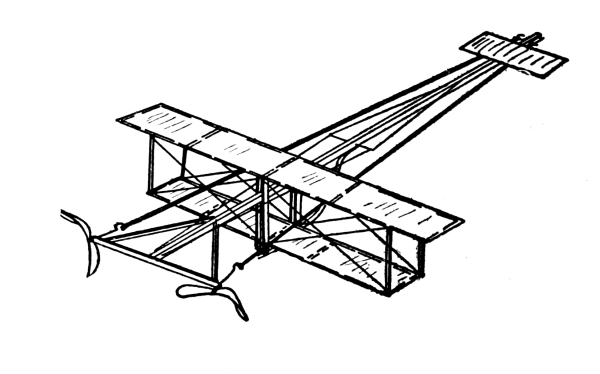
Fig. 89.—The Finished Biplane
Much depends on the way a model is launched. The proper way is to hold it by the propellers, with the thumb and forefinger along the main sticks, taking care not to bend the propeller hooks; then hold at about the angle shown in the photograph (Fig. 90). and launch as near as possible with the wind. [Pg 67]

Fig. 90.—Launching the Model
It is necessary when flying in windy weather to launch the machine high and smartly, as the wind has a tendency to beat it to the ground. Both propellers must be released at exactly the same time. It should be carefully watched while it is flying, and if it persists in turning, say to the right, the fault will probably be that the left propeller is more effective, or the planes on the left side of the machine are elevated more. For straight flights it is most important that all the planes should be in perfect alignment; but to succeed in making a [Pg 68] twin-propelled model fly perfectly straight is largely a matter of perfect construction.
The model can be steered by means of the elevator (looking at the machine from the propeller end); if the elevator is lowered on the left side it will fly round to the left, and vice versa. The adjustment necessary to effect this can be accomplished by means of the slot in one of the elevator uprights.
[Pg 69]
To a model aeroplane enthusiast a winder is an enormous acquisition. The converted egg-beater type of winder, so much in evidence, leaves much to be desired, the chief fault being that the bearing spindles wear so quickly, apart from the fact that they are awkward to manipulate single-handed. A second person is generally required to support the model.
The winder here illustrated bears the distinct advantage that one person can wind, keep the model in alignment with, and forced into, the chuck simultaneously. The construction and general details will be fairly obvious from the accompanying illustrations, so that it will only be necessary to give a brief description.
It consists of an ash stump, 13 in. by 1 in. by 1 in., tapered at one end, as in Fig. 91, to facilitate its being forced into the ground. A gear and pinion (see Fig. 91), which may be requisitioned from some of the cheaper type of clockworks, are mounted at the top end of the stump in a casting of No. 18 s.w.g. brass, which is secured to the ash by means of two round-headed screws (see Fig. 94). [Pg 70] It will be found that for general purposes a gear ratio of six to one will be most suitable. Thus the pinion may have ten teeth and the gear sixty. The handle should be bent to shape after being passed through the stump. Copper ferrules are used on the spindles to keep the gears central between the casing, as shown in Fig. 93, and should allow a little play to ensure easy rotation. The pinion spindle must be flattened out after the gearing is put together, and the hardwood chuck then driven on. A glance at Fig. 92 will show clearly what is meant. The slot in the chuck should be made sufficiently large to take a carved propeller.
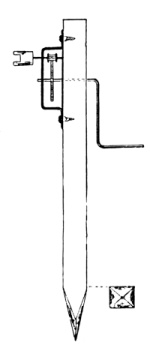
Fig. 91
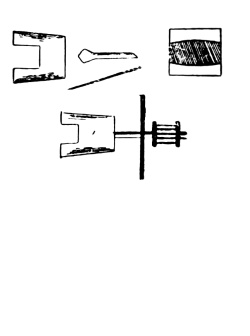
Fig. 92
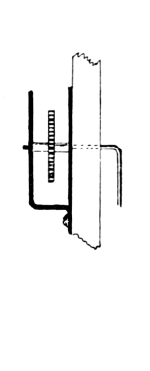
Fig. 93
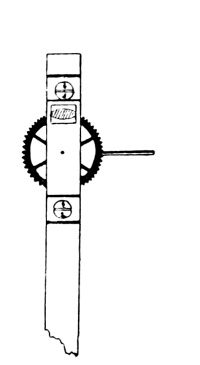
Fig. 94
Figs. 91 to 94.—A Model Aeroplane Winder
[Pg 71]

Fig. 94A.—The Winder
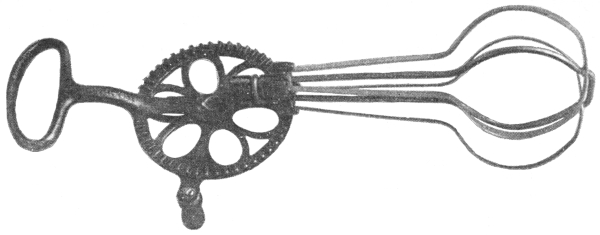
Fig. 95.—An Egg Whisk
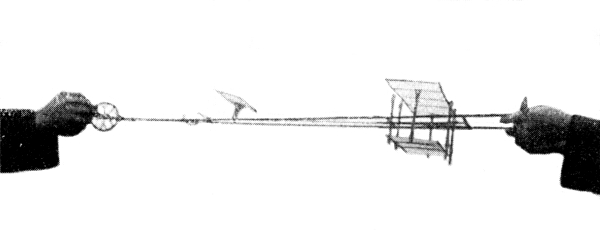
Fig. 95A.—Using Twin Winder
[Pg 72] A Double Winder.—As each propeller of a twin-screw machine requires to be wound up 400 to 500 times, it is obviously necessary to use a geared-up winder. This can easily be constructed out of an ordinary egg-beater, and one converted into a very useful instrument is shown by Fig. 94A. The great advantage of using a winder of this type is that both propellers can be wound simultaneously. Figs. 95 and 95A clearly show how the alteration is made; it is quite simple, and all the tools required are a three-cornered file, a drill, and a soldering bit. The egg-beater can be obtained for a few pence at any ironmonger’s. The two hooks at the nose of the machine are attached to the cross-pieces on the winder, and the rubber is wound in the same direction as the propellers revolve (see Fig. 95A). The winder shown is geared 5 to 1, so that 100 turns on the winder gives 500 turns on the propellers. Geared-up winders may be purchased fairly cheap.
[Pg 73]
The difficulty of carrying a fairly large model to a convenient flying ground prevents many would-be makers taking a practical interest in model flying. The necessity of overcoming this difficulty has resulted in several excellent designs, one of the best being the monoplane designed and constructed by Mr. A. B. Clark, the secretary of the South-Eastern Model Aero Club. When this model monoplane was built the objects aimed at were extreme reliability and easy conveyance to and from the flying grounds situated some distance away.
The model is fitted with a chassis to enable it to start off good ground under its own power; but this starting-gear is so constructed that the whole model will pack up flat and make a convenient parcel. In fact, the complete model will easily go into a cardboard box measuring 2 ft. 10 in. by 1 ft. 2 in.
Referring to the accompanying illustrations, Fig. 96 shows the plan view of the complete machine, Fig. 97 a side view, and Fig. 98 a front view. The body (fuselage) is made of two pieces of silver spruce, 3 ft. 6 in. long, ⅜ in. deep, and ³/₁₆ in. thick. These gradually taper towards each end, where they measure ¼ in. by ³/₁₆ in. Two distance [Pg 74] pieces of bamboo are shaped to streamline form and placed at equal distances along the fuselage; the front piece is 2⅜ in., the other 2 in. These pieces should be pointed at the ends, and fit in a slot made in the side lengths, as indicated at A (Fig. 99), and then bound very tightly with glued narrow silk tape or ribbon, as indicated at B. This is the neatest and also the strongest method of making joints for model aeroplane frames. The ends of the two long lengths should be bound together with strong thread and carefully glued.
The tail (used in place of the familiar elevator) is built on to the rear end of the fuselage, and is composed of two pieces of yellow bamboo, 9¾ in. by ⁵/₁₆ in by ⅛ in., tapering to ⅛ in. square at the end to which the propeller bearings are attached. These bearings are made of No. 18 or No. 20 s.w.g. piano wire, and their shape is clearly shown in Fig. 100. The bearings are bound to the inner edge of the wood with glued thread or fine flower wire. The wide ends of the bamboo lengths are held over a bunsen (the blue flame of an incandescent burner is very suitable), and bent to the angle shown in Fig. 96. The trailing edge of the tail is made of No. 26 s.w.g. piano wire, or a G banjo string. The wire is taken right through the end of the fuselage, a small hole being carefully drilled ½ in. from the end. A bead of solder should be run on the wire on both sides of the hole, to prevent movement in a lateral direction, and the two ends are taken through the bearings and bound to the bamboo with fine wire, leaving sufficient to form hooks for the two bracing wires to be afterwards attached. The whole of this tail framework is covered with proofed silk on both sides, thus forming an approximate streamline surface, which has proved remarkably efficient. Two triangular pieces of silk should be cut out, just large enough to give sufficient overlap. They should be attached with fish glue, and stretched as tightly as possible. [Pg 75]
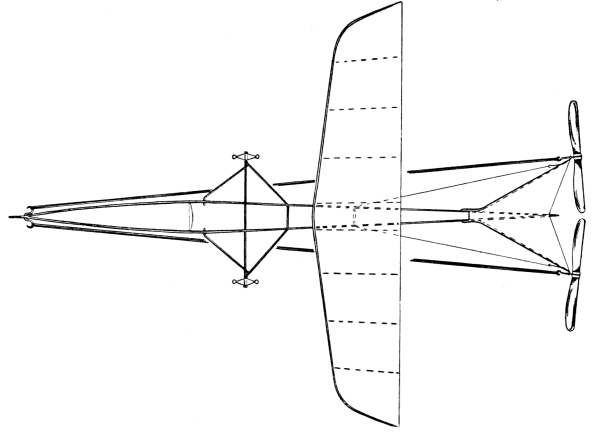
Fig. 96
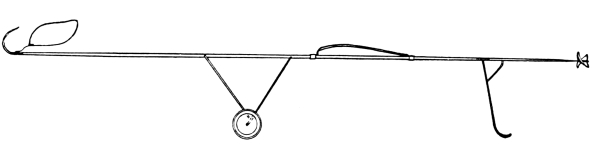
Fig. 97
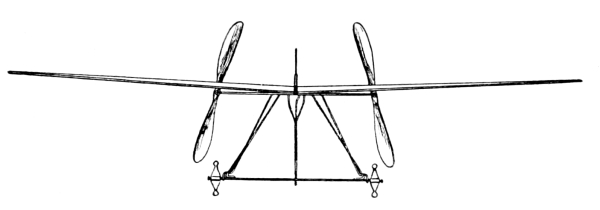
Fig. 98
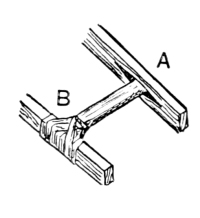
Fig. 99
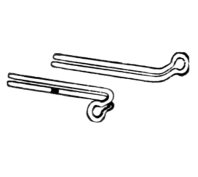
Fig. 100
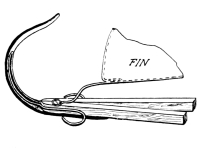
Fig. 101
Figs. 96 to 101.—Arrangement and Details
of Collapsible Monoplane
[Pg 76] At the other end of the fuselage is attached the hooks for the elastic, and the wire forming them is also utilised as a protector. The whole construction is made from a 10½-in. length of No. 18 s.w.g. piano wire, reinforced with a strip of thin bamboo, bent to shape over a blue flame and bound with silk tape. The part is shown unbound in Fig. 101, and Fig. 102 shows an alternative protector; but it is not so effective.
The main plane is made of bamboo and piano wire of No. 18 s.w.g., and measures 2 ft. 10 in. by 6¼ in. The leading edge is of bamboo 3 ft. 2 in. long, ³/₁₆ in. wide, tapering to ⅛ in. at the ends, with a uniform thickness of ⅛ in. When planed down the length should be heated over a blue flame, and bent to the shape shown in Fig. 96, the outside of the bamboo being kept on the outside of the curve. The trailing edge should now be attached to the ends of the leading edge, a length of ½ in. being bent up at each end of the wire, and securely bound to the bamboo. The ribs should now be cut from the same gauge wire. The ends should be bent out at an angle so that they may be bound to the leading and trailing edges, as shown in Fig. 103; the projecting ends should be about ⅜ in. [Pg 77]
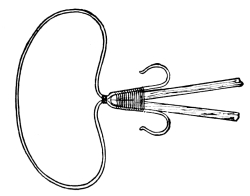
Fig. 102
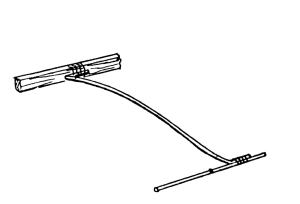
Fig. 103

Fig. 104
Fig. 105
Fig. 106
Fig. 107
Fig. 108
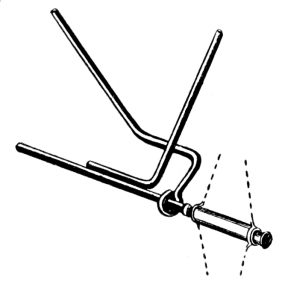
Fig. 109
Figs. 102 to 109. Details of Collapsible Monoplane
[Pg 78] The two centre ribs are shaped as shown in Fig. 104. It will be seen that the leading edge is raised ¼ in. above the fuselage, and the rear edge is level with it. The ends of the ribs are fitted into small holes drilled in the top of the fuselage, and kept in position by means of small metal clips, as shown in Figs. 105 and 106. Four of the clips are required, and they may be easily made from thin tinplate and soldered. The ribs should be soldered to the trailing edge so as to make them secure. The framework should be covered with proofed silk, and neatly glued on all edges.
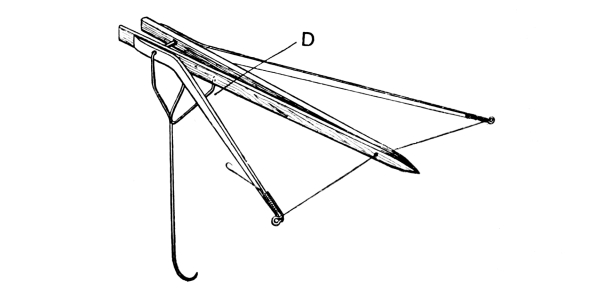
Fig. 110.—Rear Skid
Fig. 111
Fig. 112
Figs. 111 and 112.—Details of Screw
The chassis is shown by Fig. 107, No. 18 gauge piano wire being used for the framing, and an ordinary cycle spoke for the axle. Figs. 108 and 109 show the flexible joints of the chassis, which folds up flat when the hooks at C (Fig. 107) are withdrawn. [Pg 79]
The wheels are 2 in. in diameter, and are rubber tyred, the ends of the spoke being burred over to keep them in position.
The rear skid is shown in Fig. 110, and is made of No. 18 gauge piano wire. A single length is used, being bent to shape, passed through the end of the fuselage, and held to its work by the projecting end D, which fits in a hole in the under-side of one of the pieces of wood. When not in use the skid may be folded flat.
The two propellers are of the simple bentwood type, 10 in. in diameter and 1 ft. 8 in. pitch. They are made of ¹/₁₆-in. birch in the usual way. The shape of the blades is shown in Fig. 111, and the angle at which the blades are bent is shown in Fig. 112. Six strands of strip rubber should be attached to each propeller, ordinary soft soap being used as a lubricant.
[Pg 80]
Some of the competitions arranged by the Kite and Model Aeroplane Association have been for duration models of a minimum weight of 1 lb., capable of rising from the ground under their own power, carrying a dead weight of a quarter of their own total weight. Such a model is that here illustrated and described. It has flown repeatedly for thirty-eight seconds after rising from the ground, while its hand-launched duration is about half a minute, by no means a small accomplishment for a 16-oz. model. It will be seen that it has somewhat larger dimensions than the ordinary rubber-driven model.
The top main spar is of spruce, 4 ft. 6 in. long and ½ in. by ¼ in. in cross-section, the bottom one being 2 in. longer and ¼ in. by ³/₁₆ in. in section. The bottom member is to be bent by steam approximately to the shape shown in the side view of the machine (Fig. 113), and then fitted to make a clean butt joint to the top spar B (Fig. 114). Bearings for the two ⅝-in. gears, details of which are shown in Fig. 115, are bent to shape from No. 20 gauge sheet-brass, a lug being left projecting to engage with the bottom member of the fuselage. The holes for the shafts should be drilled so that the gears make a fairly tight mesh. The spindles are to be of No. 16 gauge piano wire, on to which the gears are to be soldered. The propeller shaft is continued forward of the bearing for 1½ in., and is bent back at an angle (as shown in detail at A in Fig. 116) to grip tightly in the propeller boss. The gears are kept central between the two bearings by means of pieces of brass tubing, which are slipped on the spindles at each side of the bearing and soldered in position. [Pg 81]
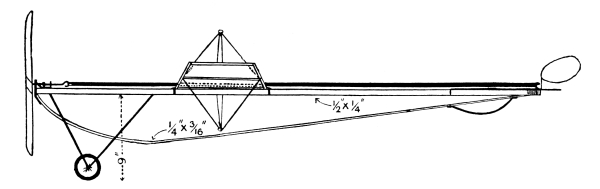
Fig. 113.—Side Elevation
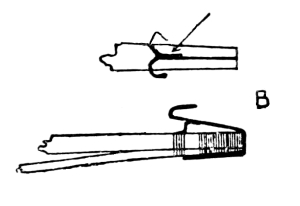
Fig. 114.—Spar Joint
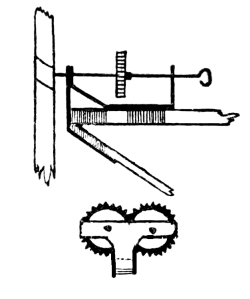
Fig. 115.—Gearing
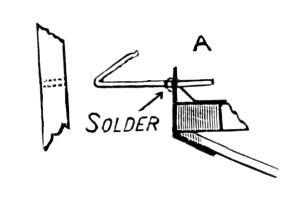
Fig. 116.—Shaft Attachment
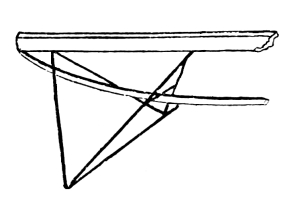
Fig. 118.—Chassis
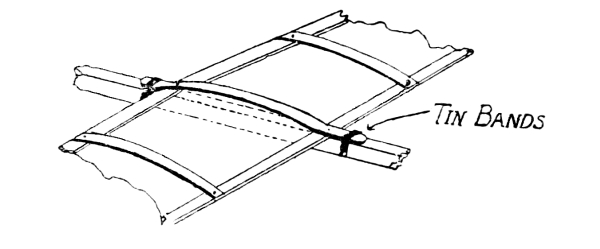
Fig. 119.—Main Plane Attachment
[Pg 82] Elastic hooks, formed from No. 16 gauge wire, are fixed at the rear end of the fuselage, and serve the double purpose of providing an anchorage for the bottom spar, which is whipped and glued with the hooks to the top spar. Fig. 114 shows clearly what is meant. Bamboo, of ³/₁₆-in. by ₧-in. cross-section, is used for the tail skid, which is secured to the fuselage by thread binding. Piano wire is used for the landing chassis, and of the same gauge as hitherto used on the spindles.
The triangular side struts of the chassis should first be framed up from one continuous length of wire, lugs being bent at the point where they meet the fuselage, to be bound with fine tinned iron wire and soldered to the spar. Figs. 113, 117 and 118 clearly show its construction. Make the axle of such a length that a 12-in. wheel-base may be left after the wheels are placed on. The writer found that 2-in. rubber-tyred disc wheels left nothing to be desired for rising off short grass. Care should be taken that the measurement from the periphery of the wheel to the top spar, measured, of course, in a vertical direction, shall be 9 in. (see Fig. 113). [Pg 83]
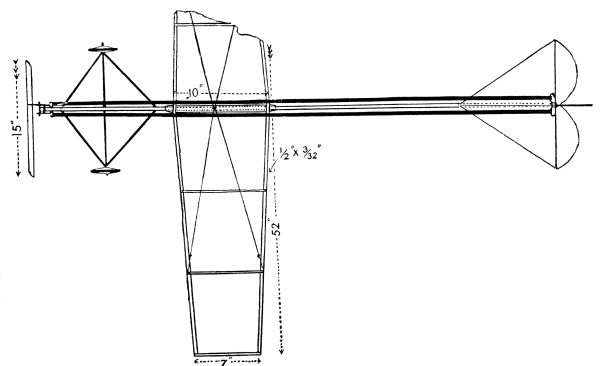
Fig. 117.—Plan
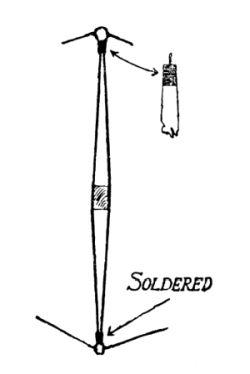
Fig. 121.—Kingpost
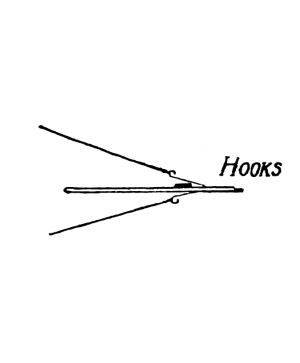
Fig. 122.—Wing Bracing Attachment
[Pg 84] As twin gears of equal size are used, the torques of the oppositely revolving skeins of rubber will be balanced. Hence no bracing will be found necessary on the motor spar. The gearing, by the way, is bound to the top and bottom members of the fuselage with tinned iron wire, and soldered as shown in Fig. 115.
The main plane is of rather a large span, and it is essential that birch be used, ½ in. by ³/₃₂ in. in section. The wing spars are bent at their centres, to impart a tapering wing plan analogous to the Martinsyde monoplane. Seven ribs connect the spars, and these are cambered to ¾ in. The wing tapers from 10 in. at the centre to 7 in. at the tips, the centre rib projecting for ½ in. fore and after of the wing. The tin clips shown in detail in Fig. 119 slip over these, and so provide a means of adjustment to the centre of pressure of the complete machine.
Choice of covering must be left to the builder; but yellow Japanese silk, proofed with varnish, will be found quite suitable, and of a rather pleasing amber hue. A birch kingpost passes through the fabric, and to this the wings are braced by No. 35 gauge music wire. Sufficient tension should be placed on the top wires to give the wings a 3-in. dihedral angle, as in Fig. 120. The detail illustration of the kingpost (Fig. 121) is self-explanatory. The bracing wires are anchored to wire hooks forced through the wing in the manner shown in Fig. 122.
The correct position of the main plane should be found by trial. The kingpost can then be permanently fixed to the main spar by pinning and gluing. [Pg 85]
No. 18 gauge wire of the music or piano variety should be used for the tail and rudder. Draw the plan form of the wing full-size on a board; pins may then be driven partly home on each side of the line at spaces of about 3 in. The wire may now be pushed between the pins, cut off, and lapped for ½ in. The two cross ribs can be soldered to the tail before the tacks are withdrawn. It will be found on releasing the tacks that the wire will remain true to the shape of the template. This may seem a rather laborious process; but it is far quicker and easier than attempting to guess the correct curvature. The rudder may be made to any convenient shape, preferably that shown. The two ends should be sprung outwards after the form of the letter A to form a clearance for the rubber hooks, and then soldered to the tail. A very slight adjustment of this will be found necessary to obviate propeller torque.
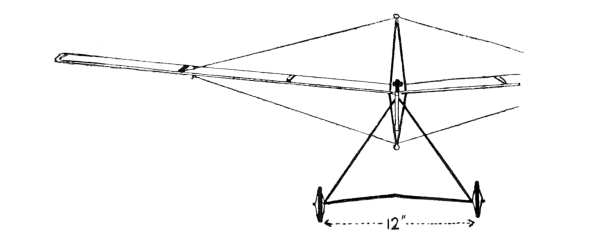
Fig. 120.—Front Elevation
No provision has been made for the adjustment of the lift on the tail. Indeed, none was found necessary, it being quite an easy matter to bend [Pg 86] the tail flaps up or down to increase or decrease the elevation. They should always, however, have a slight negative angle to maintain longitudinal stability. The tail should be bound to the fuselage with copper wire.
The propeller, of the usual integral type, is carved from the solid block, which measures 15 in. by ⁵/₈ in. by 2¼ in. It should be made of right-handed pitch, and must be placed on the right-hand gear, so that thrust balances torque. On each side, nine strands of ¼-in. strip rubber, lubricated with diluted soft soap, supply the motive power. This will stand approximately 600 turns. Vaseline will suffice to minimise friction on the gears.
It is advisable to test the model down the wind with about 50 per cent. of the maximum turns. The main plane should be moved forwards to increase the elevation, and backwards to decrease it.
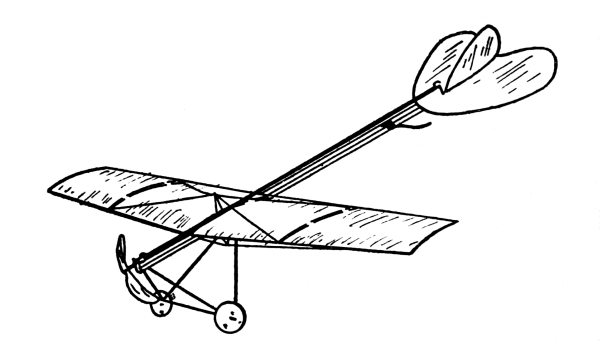
Fig. 123.—Complete Tractor Monoplane
Fig. 123 shows the model in perspective.
[Pg 87]
The present machine is capable of making a flight of about sixty seconds after rising from the water, which it does after travelling from 8 ft. to 10 ft. under normal conditions. This model is what is known as the “A” frame (see Chapter III.) type of monoplane fitted with a loaded elevator.
The framework or fuselage is not constructed in quite the orthodox manner, but in the manner shown in section at D and E (Fig. 124). These side members are made from two pieces of best silver spruce 3 ft. 3 in. long, ⅜ in. by ¼ in. at the forward or elevator end, ½ in. by ¼ in. in the middle, between the elevator and the main plane, and ⅜ in. by ³/₁₆ in. at the propeller end. This tapering is necessary in order to make the wood proportionate to the strain to which it will be subjected. This is called a cantilever. After each stick has been planed to the above sizes, a hollow chisel is used to channel out the wood on one side, the finish being given with a woodworker’s file. The opposite side is rounded off after the inside is finished. The front ends are bound together and glued, the forward hooks (to which the rubber is attached), and the protector, shown by Fig. 125, being incorporated at the same time; these are made of No. 18 and No. 20 s.w.g. piano wire respectively. [Pg 88]
The other extremity of the fuselage is held 9½ in. apart by means of a bamboo distance strut, measuring ³/16 in. by ¹/16 in. This strut, together with the three others, is carefully shaped, the ends sharpened, and then fitted into a split in the side members as indicated in Fig. 126. Considerable care is needed in making this form of joint; but when the joints are glued and bound over with ¼-in. strip silk, they are wonderfully strong.
The propeller bearings are made of No. 18 s.w.g. wire, and resemble a lady’s plain hairpin bent at right angles midway, with a cupped washer soldered on the round end to take the thrust (see Fig. 127). These washers, known as French clock collets or cupped washers, may be procured at any watch repairer’s at 3d. per dozen. The propeller bearings should be bound to the fuselage at the same time as the end distance piece is fixed. The frame is trussed with two diagonal bracing wires; No. 30 s.w.g. piano wire should be used, this being strained with the aid of hooks as shown in Fig. 128. To tighten the wire, twist the hooks with a pair of round-nose pliers.
The main plane is 37 in. in span, with a maximum width of 7 in. at the centre, tapering to 6 in. at 3 in. from the tip. The camber is ¾ in. at the centre and ⅜ in. near the tip. The frame is constructed of bamboo, the leading edge and the end ribs being one long piece of selected yellow bamboo, ³/₁₆ in. by ³/₃₂ in., and is bent to the shape by holding over an incandescent gas burner. The trailing edge is made of similar material; but is straight when looked at in plan. This piece measures 34 in. by ³/₁₆ in. by ³/₃₂ in., and is joined to the end ribs as shown at C (Fig. 129), afterwards being bound with strip silk. The ribs are all ³/₁₆ in. by ¹/₁₆ in., being bent in the manner suggested above and split-jointed into the spars. [Pg 89]
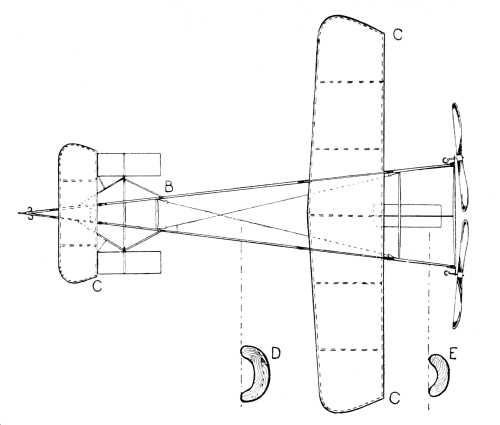
Fig. 124.—Plan
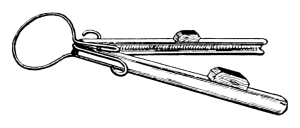
Fig. 125.—Nose of Model
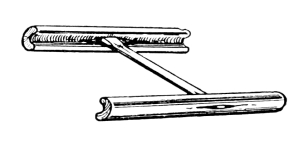
Fig. 126.—Cross Member Joint
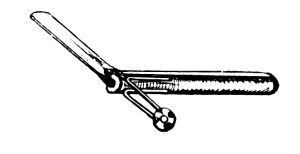
Fig. 127.—Bearings
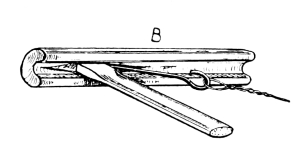
Fig. 128.—Bracing Anchorage
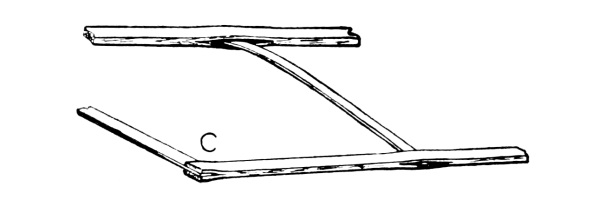
Fig. 129.—Rib Attachment
[Pg 90] The main plane has a dihedral angle of 1 in 7; that is, the tips are about 2⅝ in. higher than the centre of the plane. The plane is covered with proofed silk secured with fish glue.
The elevator is a miniature edition of the main plane, being 13 in. in span and provided with a chord of 3½ in. The camber is ⅜ in. at the centre and ³/₁₆ in. at the tips. It is attached to the framework in the following manner: Two straight pieces of thin bamboo 5 in. long are attached to the under-side of the elevator, and run parallel to the tapered end of the fuselage, and the projecting ends of these pieces are attached to the frame with elastic bands. To give an increased angle, blocks of wood are placed under the bamboo strips as shown in Fig. 125, these pieces being ¼ in. high. A greater or less angle may be given by moving the blocks either backwards or forwards as required. [Pg 91]
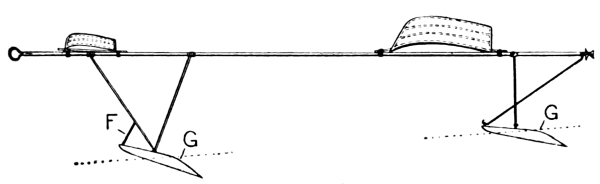
Fig. 130.—Side Elevation
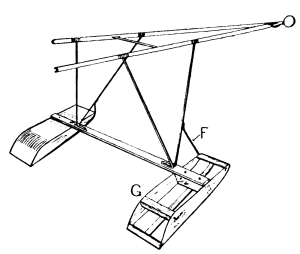
Fig. 131.—Floats
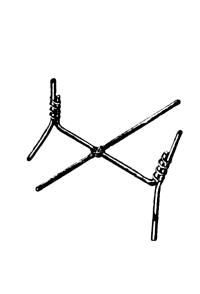
Fig. 132.—Rear Float
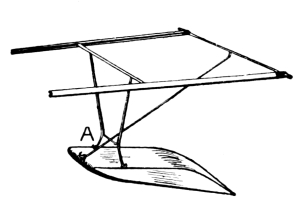
Fig. 131A.—Rear Float

Fig. 133.—Screw Eye
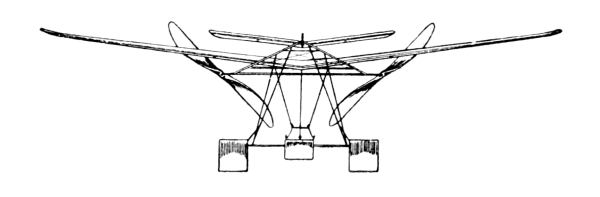
Fig. 134.—Rear Elevation
[Pg 92] The floats are three in number, and are of equal dimensions, 6 in. by 2 in. by ¾ in. at the greatest depth, which is about three parts of the way from the front. To construct the floats, two side pieces of ¹/₂₀-in. birch are cut to the shape given in Figs. 130 to 131A, and these are nailed to the ends of a piece of whitewood measuring 2 in. by ¾ in. by ⅛ in. Joining each end of the side pieces is a piece of whitewood, cut to fit so as to form a nice entry, the forward piece being flat on top and the rear piece flat on the bottom. At the place marked G (Fig. 130) there is an additional piece to strengthen the float and keep the silk covering taut. Running from front to back there is a ⅛-in. by ¹/₁₆-in. strip of bamboo to keep the silk from sagging when running on the water. The front floats are nailed to the bamboo cross-piece, and the adjustment is made by bending the small pieces of piano-wire F. The rear float attachment is shown by Fig. 132, and the adjustment is made in the same way. The wire is attached to the floats with small hooks as shown by Fig. 133, these being screwed into the distance pieces of the float. The connecting wires are bound to the fuselage with strip silk and glued. The flat portion of the under-side of the front floats has an angle of incidence of 1 in 6, the rear float angle being 1 in 8.
Another type of float is quite practicable, if preferred.
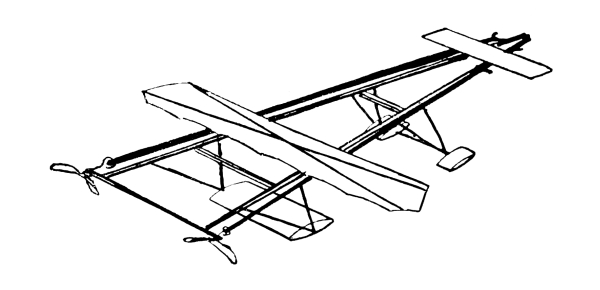
Fig. 135.—Model Hydroplane
[Pg 93] The propellers are 10 in. in diameter with a pitch of 23 in., and are carved from a solid piece of mahogany. The blades are glasspapered to a thickness of about ¹/₂₀ in., and are strengthened with silk stuck on one side.
The floats are covered with the same proofed silk as the planes; but to ensure complete imperviousness to water, coat with a mixture of 2 parts of boiled oil and 1 part of gold size. Fig. 134 is a rear elevation.
The main plane rests flat on the fuselage, and is held in place by means of two 9-in. by ⅛-in. by ¹/₁₆-in. pieces of bamboo, which are secured to the framework with elastic. This method allows the plane to be readily removed. There are six strands of thick ¼-in. strip elastic to each propeller, and the number of turns given is about 900 when well lubricated.
The total weight of the complete model is only 6 oz., and in making the machine every effort should be made not to exceed this amount.
Fig. 135 shows a model hydro-monoplane in perspective.
[Pg 94]
Signs are not wanting that compressed air as a motive power for model aeroplanes will become equally as popular as the twisted skein of rubber, which has practically held the field since it was introduced about the year 1870 by Alphonse Penaud.
One of the chief disadvantages of the rubber motor is that experiments of a full-size scale nature cannot be undertaken, owing to the length of frame required in order that the necessary power and duration of run may be obtained, and also owing to the disposition of weight, and consequently of the centre of gravity, not being tantamount to that obtaining in full-size practice. With a compressed-air plant these disadvantages are eliminated, since the weight can be kept well forward, thus making possible the designing of a model which represents in essential proportions a full-size machine.
Particulars are here given of a highly successful plant, for which the machine described in the next chapter was especially designed. Several of the illustrations in this present chapter are exaggerated to render the construction clear, and it is thought that the details given will be found comprehensive. [Pg 95]
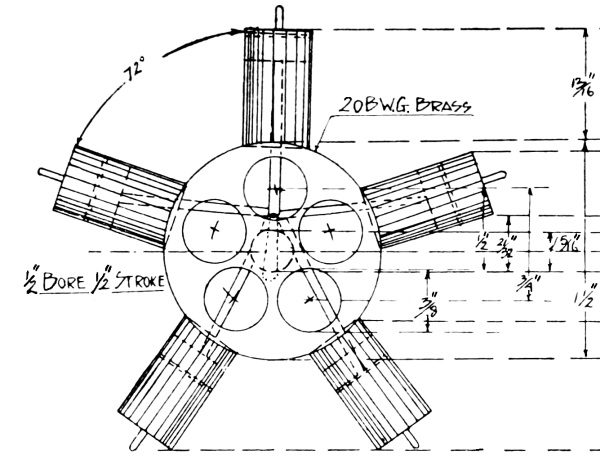
Fig. 136
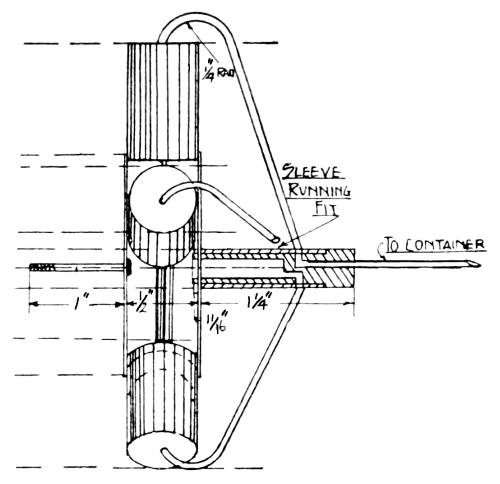
Fig. 137
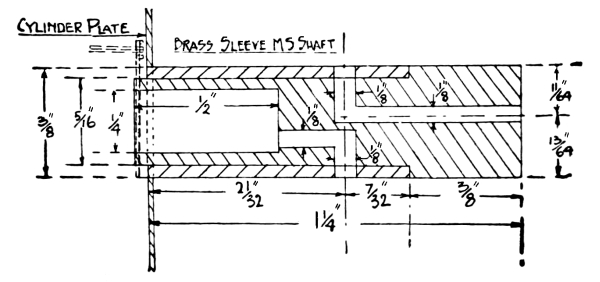
Fig. 138
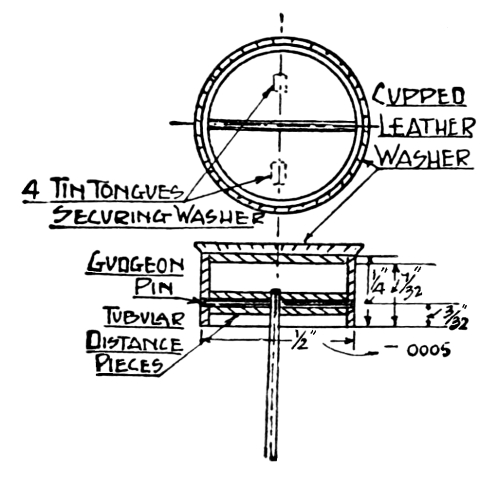
Fig. 139
Figs. 136 to 139.—Arrangement and Details of Engine
[Pg 96] Fig. 136 gives a plan view of the engine, which is rotary with, of course, a stationary crank-shaft. The five cylinders are soft-soldered to what may be termed the crank-case, which consists of two circular brass discs of the gauge indicated. In order that the cylinders may be accurately located round the plates, a wooden jig should be made with slots to receive the cylinders, and a recess to take the plate. Five lightening holes are drilled in the two plates as shown. The front plate, that is, the one carrying the propeller bolt, is, however, left off until the pistons, crank-shaft, and sleeve are assembled.
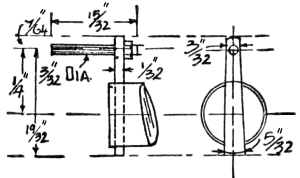
Fig. 140.—Details of Crank
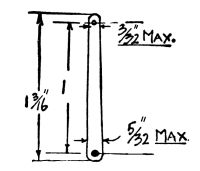
Fig. 142.—Connecting Rod
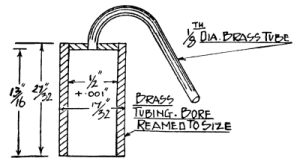
Fig. 141.—Section of Cylinder
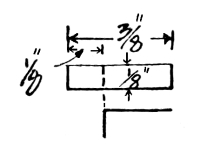
Fig. 143.—Piston Tongues
Fig. 137 gives a side elevation of the engine, with the crank-shaft and sleeve shown in section. It will be seen that the sleeve butts to a shoulder, a slight undercut being given to the shaft when turning this [Pg 97] portion to ensure a good joint. From this figure the inlet and exhaust principle will be manifest. It will be noticed that as each inlet pipe coincides with the right angular inlet in the shaft, so does it receive a charge of compressed air. The pressure on the piston revolves the engine, thus shutting off inlet to that particular cylinder and bringing the next cylinder in line with the inlet. As soon as the first cylinder nears the bottom of its stroke it begins to exhaust through the diametrically opposed exhaust port. Needless to say, the crank-shaft and sleeve must be turned a good running fit, otherwise there will be considerable waste of power. The best method to employ is to turn the shaft a push fit within the sleeve, and then to grind it in with rottenstone. When soldering the inlet pipes into the sleeve, care must be taken to ensure that they do not become “choked” with solder. The sleeve should afterwards be reamed out to remove all superfluous solder. When soldering the sleeve into the back plate care must also be exercised to ensure that it is truly at right angles to the plate.
It must be clearly understood that the engine revolves with the sleeve as a bearing. The five holes which are drilled round the sleeve to receive the inlet pipes must be equidistant, so that the periods of inlet are synchronous.
Fig. 138 gives an enlarged view of the crank-shaft and sleeve, and is self-explanatory. Observe that the exhaust port is larger in diameter than the inlet. [Pg 98]
Details of the pistons are shown by Fig. 139. The connecting-rods are soldered to tubular distance pieces, which rock on the ¹/₃₂-in. silver-steel gudgeon-pins, which pass through the pistons, being cut shorter than the outside diameter of the piston to avoid possible scoring of the bore of the cylinders. The gudgeon-pins are soldered into position, the superfluous solder being scraped from the piston walls. To ensure airtightness of the pistons and cylinders, cupped leather washers are fixed to the piston-heads by means of tin tongues soldered to them, and which are forced through the washer and bent over. The ordinary cycle-pump washer is admirably suited to the purpose, but the height of the washer when within the cylinder should not exceed ⅛ in.
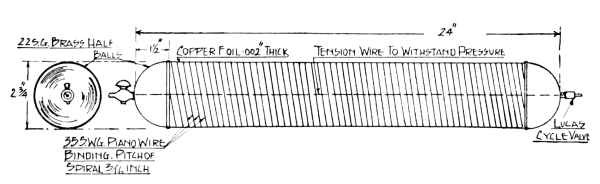
Fig. 144.—Container
Fig. 140 gives dimensions of the crank and throw, to exaggerated scale, to avoid crowding the details. The important point to bear in mind when beginning this portion of the construction is to obtain the correct stroke, since the cylinders are designed to take a stroke of ½ in. only. See also that the crank-pin revolves truly, that is, at 180° to the shaft. [Pg 99]
Fig. 141 is a longitudinal section of the cylinder. As there shown, the cylinder-head is “let in” the head and soldered there. The inlet pipes should be packed with resin prior to bending, this being afterwards melted out. The connecting-rods are shown by Fig. 142, the important dimension, obviously, being the centre distance of the holes for the crank-pin and gudgeon-pin respectively. These are of No. 20 b.w.g. brass. The tin clips used to secure the cupped leather washers to the piston head (four of which are used for each piston, so that twenty in all will be required) are shown by Fig. 143. They are of No. 30 s.w.g., and are bent along the dotted line to a right angle, the ⅛-in. portion being the end to be soldered to the piston.
The compressed-air container shown by Fig. 144 is made from copper foil of the thickness shown. This is folded round a wooden former of circular cross-section, and tied tightly in place while the lapped joint is being soldered. The two faces of the joint that are in contact should first be tinned, using Fluxite or resin as a flux; spirits of salt should on no account be used, as this has a deleterious effect on metal of so fine a gauge; and a mediumly heated iron should be used to solder the joint.
Wind the body with the No. 35 s.w.g. piano wire, soldering each spiral at each revolution so that it maintains its correct pitch. Now attach one of the half-balls (which for preference should be provided with a stepped flange as shown) while the body is still on the wooden former, first tinning the two surfaces in contact, [Pg 100] and then “running” the solder round with a mediumly heated soldering bit, and so sealing the joint. Prior to attaching the second half-ball to the other end, a tension wire must be attached to the flange, either of the valve or the tap (according to which half-ball was attached first), by soldering. This is then passed through the body of the container (the wooden former, of course, now having been removed), and threaded through a hole drilled in the half-ball at a convenient point near the centre. Tension is now applied to the wire and the second half-ball eased into position, and while still pulling on the wire it is soldered into the hole through which it passes, afterwards being cut off sufficiently long to form a coil on the end.
It will, of course, be clear that the valve (of the Lucas type) and tap are soldered to the half-ball before the latter are affixed to the container body.
The container should be inflated and immersed in paraffin to test for leakages, and when these are stopped up the container and engine may be connected by a short length of tubing. The engine is then ready for running. Thin machine oil should be used for lubricating purposes, and where necessary the connecting-rods must be staggered for clearance.
In conclusion, it should be pointed out that the plant should not weigh more than 10 oz. complete, and is capable of flying a machine weighing 2 lb., provided that it is efficiently constructed. The container should be inflated to a pressure of not less than 100 lb. Fig. 145 shows a similar compressed-air model aeroplane engine complete. [Pg 101]
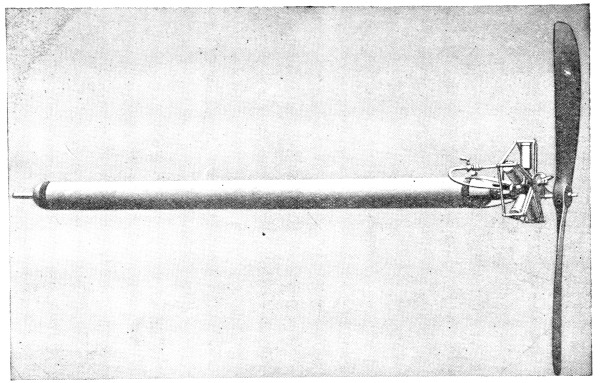
Fig. 145A.—Compressed-air Plant for Model Aeroplane
[Pg 102] The accompanying photographic reproduction shows a model compressed-air plant for model aeroplanes which is similar in general design to the one illustrated. The difference is that inlet takes place through hollow connecting-rods, which are ball-ended and fit into ball seatings. The cylinders oscillate, and the connecting-rods, being rigidly attached to the pistons, by their angularity during revolution form the inlet and exhaust mechanism. The propeller is geared up in the ratio 2: 1.
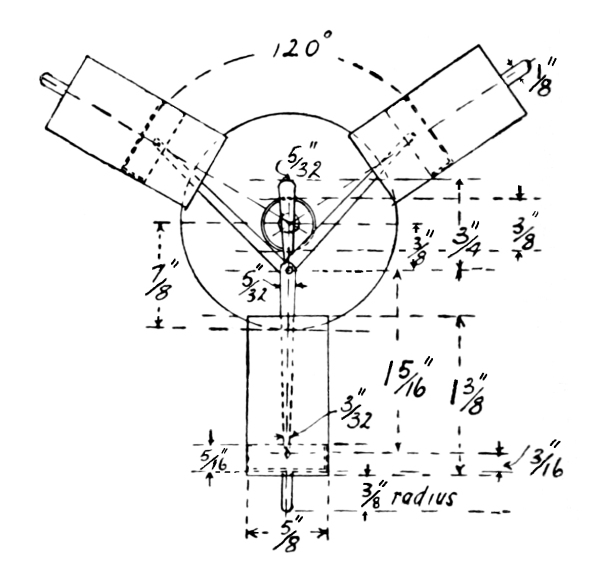
Fig. 145.—Three-cylinder Engine
The design is analogous to a very early French engine much in evidence in the early days in model experiments.
It is thought that the photograph will give the reader an idea of the general arrangement of the plant previously described.
Driving Small Biplane.—Fig. 145 is a front elevation, [Pg 103] with the front plate removed, of a 3-cylinder engine on similar lines, which would be sufficiently powerful for models up to 12 oz. weight. As will be obvious, the three cylinders are fixed (by solder) to two circular discs of No. 20 gauge brass forming the crank chamber. The cylinders and various component parts should be assembled before the front plate is fixed. A length of brass tube is soldered into the back plate, and equidistant round its periphery three ⅛-in. holes must be drilled to receive feed pipes which pass to the cylinder heads. A piece of brass rod to form the crank-shaft must be turned to make a good running fit within the tube and inlet, and exhaust holes drilled as indicated by the dotted lines. The pistons should be made an easy fit. Pieces of by-pass tubing are soldered into the small ends of the connecting-rods. Through these tubes pass the gudgeon-pins which are anchored to the piston walls. The position of the connecting-rods in relation to the piston is thus maintained. The container (into which air is compressed with a foot pump to from 100 lb. to 120 lb. per square inch) is constructed from copper foil of three-thousandths (·003) of an inch thickness, and is of the same dimensions as the five-cylinder one.
[Pg 104]
The model aeroplane illustrated by Fig. 148 has been designed to suit the compressed-air plant fully illustrated and described in the preceding chapter. It is from the results obtained from the testing of the plant that the dimensions of a suitable model for it are determined; and while the design may suit the majority of the plants constructed from the illustrations shown in pp. 95 to 101, it is chiefly given to show the correct method of designing a “power-driven” machine, since the power unit (unlike the elastic motor) cannot be varied, and recourse to some established line of reasoning becomes essential.
The first thing to do, then, once the plant has been “tuned up,” is to ascertain the thrust obtainable from it. This is found by suspending the plant by the valve on a balance, with a container fully inflated, the weight registered being carefully noted. The container pressure should now be released, and the weight registered when the motor is running observed. By subtracting the former from the latter the thrust is obtained.
Thus, assuming the plant, at rest, to weigh 8 oz., and when running 12 oz., it is clear that the thrust is equal to 4 oz. Now, it is necessary to know the average thrust developed, since, as hitherto [Pg 105] explained, the thrust is not constant, but gradually diminishes as the density of the air in the container approaches normal atmospheric conditions; that is, 14·6 lb. per square inch (known as an atmosphere). It is possible to obtain some very interesting data by plotting a graph of the thrust given off at various moments from the release of the pressure in the container. Meanwhile it can be taken as a good rule that the thrust registered after one-third of the effective run of the motor represents approximately the average thrust; and the figure given above (4 oz.) will serve for the purpose of illustration.
It is next necessary to know the weight of the model it will lift. It is well established that a plant will fly a machine weighing from four to six times the weight of the thrust it develops, although, of course, much depends on the efficiency of the model; the greater the complexity of frame members the lower the lift drag ratio, and consequently the lower the ratio between the thrust and the weight of the model. Compromising, and taking 5: 1 as the ratio, 20 oz. is obtained as the total weight of the plant and model.
The next point to be decided on is the loading, and as the model is to be a biplane a comparatively light loading can be used. In the case of the machine shown in side elevation by Fig. 146 and in front elevation by Fig. 147, 4 oz. has been taken as the loading per square foot. So that the total area of the wings will be
| 20 | ||
| — | = 5 sq. ft. | = 720 sq. in. |
| 4 |
A span of 54 in. for the top plane and 46 in. for the bottom one has [Pg 106] been decided on, and by using a chord of 8¾ in. the total area of the wings vies very approximately with this figure, allowing a small margin for excess weight. The area of the tail, which is non-lifting, need not be taken into account. Although the “gap” is given as being equal to the chord, it could be made, if anything, ½ in. greater.
Now with regard to actual materials. Birch is to be used for the longitudinals, straight in the grain and of the cross-sections illustrated. The lower member is bent under steam to the curvature shown—of 6½-in. radius. Two vertical struts support the wings, and these should be cut from hickory. A short tie-strut secures the bottom longitudinal to the front inter-strut, the joint being made by means of side angle-plates bound into place. It will be found good practice to make a full-size drawing of the machine in side elevation, so that it can be used as a template to fit up the cross members—particularly with regard to the cutting of the angles.
The joint of the longeron to the cross member is shown separately at A (Fig. 146). The usual fish-plates are employed, so made that a small wiring plate is left protruding from the binding, to which the cross-sectional and longitudinal-sectional wires are made off. [Pg 107]
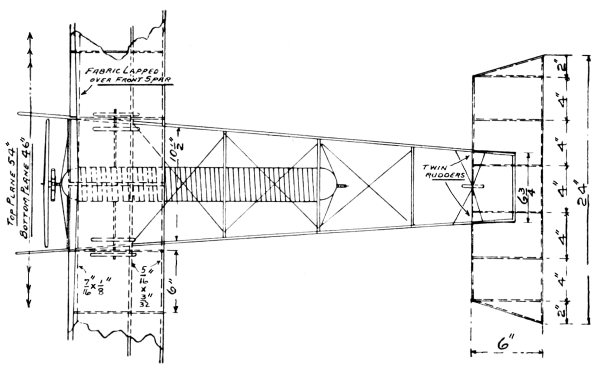
Fig. 148.—Plan View of Biplane Driven by Compressed Air
The plant itself is slung into the framework by means of eight wires, each being made off to the wiring plates. Each should also be provided with a small ¾-in. wire strainer to enable the plant to be fixed quite rigidly—albeit permitting of its being removed for inspection or repairs. The wires from the engine itself are taken off from the four small eyes soldered to the stationary portion of the crank-shaft. Great care should be taken to ensure that the plane of rotation of the screw [Pg 108] is at right angles to the main planes. A 1¼-in. dihedral is given to the bottom plane by means of the bracing wires passing between the inter-struts, and shown on the preceding page.
It has been thought advisable to attach a small rear wheel, to enable the model to rise off the ground with as little loss of power as possible. Such a wheel, with attachments, need weigh no more than ¼ oz., and is a great improvement over the cane skid usually employed.
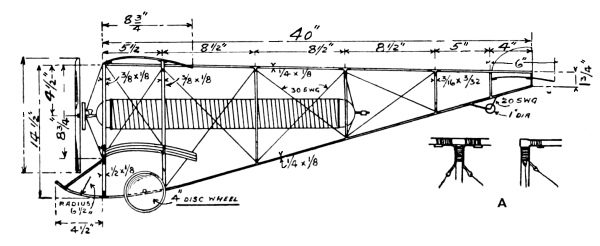
Fig. 146.—Side Elevation of Biplane Driven by Compressed Air
In bracing the outriggers, or longerons, some care will be required to ensure their being quite true. It will be easier to finish each section off first, so that they are quite parallel at the joints.
The part plan view of the model (Fig. 148) will make the relative position of the various component parts quite plain. The two top tail outriggers pass through the fabric at the point where the spar is located, their front ends being pinned and cross bound to the wing spar, which is made of greater cross-section in the centre, so that its strength is not materially impaired through the piercing of it. Birch is [Pg 109] to be used for the wing spars and ribs of the sections indicated.
The planes are ribbed at periods of 6 in. and given a camber of ¾ in., the greatest depth of which is 2¼ in. from the leading edge. It is far easier to impart the camber after the wing framework is made than to camber each rib separately. Each rib should be cut 1 in. longer than necessary, and pinned and glued to the spars, with ½ in. overlapping each of these latter. When the glue is quite set, the pins may be clinched over by supporting the wing on an iron weight and tapping them back flush to the spars.
The full-size section of the camber should be drawn upon a board, with which to check the accuracy of the first rib to be cambered (the end rib).
The ribs are cambered in a jet of steam, the convex or top sides being placed nearest to it. Having cambered the end rib carefully to agree with the drawing, the others may be matched to it. It will thus be easy to ensure that every rib is of the correct curvature, as any mistake in the steaming of the rib will distort the wing spar at the point of its attachment.
If, however, it is thought advisable to camber the ribs first, a wooden bending jig should be made, to enable several ribs to be bent at one operation. The ribs should be tied down to the jig with string, and thus held under the steam jet, being well dried in front of the fire before they are detached from the jig. All three spars pass underneath the ribs.
A very light fabric should be chosen, such as can be obtained from the [Pg 110] model-aero accessory warehouses, or an unproofed Japanese silk can be used and varnished when on the wing. If this latter is used, it will be found advantageous to use a yellow hue, as this colour is least affected by the action of the varnish. But the covering of the wings must be left for the time being, for the reason that the sockets to which the inter-struts are made fast must first be attached. Further, the top plane must be covered after the tail outriggers have been assembled, as it is so much easier to make the joint between the wing spars and these latter before the fabric is attached.
To render it unnecessary to refer to the point further, it may be noted that the fabric is brought over the leading spar of each wing to pocket it out. It is much neater to sew the fabric along on the leading edge, as when glue is used an unsightly black smear shows through. The fabric should be stretched from end to end first, the fabric overlaps being glued on the bottom face of each end rib. Drawing-pins should be partially pressed into the ribs to secure the fabric until the glue is set.
At B in Fig. 148 is shown the method of securing the bottom plane to the inter-struts. Convenient notches are cut in the struts into which the plane is sprung. It will have been noticed from the side elevation (Fig. 146) that the width of the inter-struts increases towards the bottom or lower ends, and also that they incline slightly; this is to provide for the entry of the lower plane, since the top plane is attached outside the struts, while the bottom is placed inside them. At C is shown the method of attaching the inter-struts. [Pg 111]
The tail is built up from split bamboo, ⅒ in. by ³/₃₂ in. in cross-section, and the rudders are framed up from No. 20 gauge piano wire. The ends of the rudder frames are forced through the longerons, and the ends bent back in alignment with them; they are then bound to the longerons with black three-cord carpet thread. The rudders are covered after being fixed to the outriggers. When it is necessary to adjust them, the piano wire will be found sufficiently ductile to admit of a warp being placed thereon.
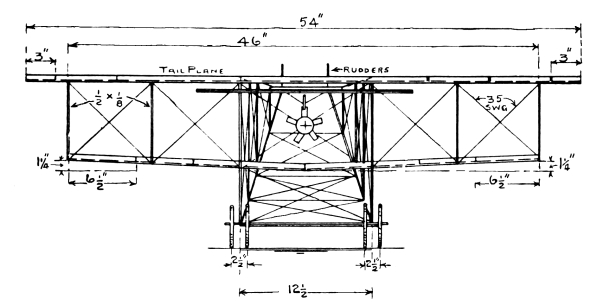
Fig. 147.—Front Elevation of Compressed-air-driven Model
Eleven ribs connect the spars of the top plane and nine those of the lower, the camber of each being the same; that is, the same depth of camber is maintained throughout. Before the wings are covered, the angle-plates to which the inter-struts are fixed must be bound on; and these are cut from No. 30 gauge sheet tin. They should be cut less in width than the spar to which they are attached, in order that their sharp edges shall not cut through the binding. To prevent the plates [Pg 112] from moving, they should be lightly sunk into the wing spar with two centre-punch dots, and a film of glue should also be spread over the face of the plate coming in contact with the spar.
The inter-struts are streamlined in cross-section (see Fig. 149); but they are to be left rectangular in section at their ends, to provide a flat surface for the plates to bed home on. The ends of the plates are turned back over the binding, which may be of the light machine variety.
The lower ends of the inter-struts are cut off to the same angle as the dihedral on the lower plane, to avoid distortion of the plane. Spruce or American whitewood may be used for them, the greatest cross section being ½ in. by ⅛ in. The greatest cross-section is situated at the middle of the strut, whence it tapers to ³/₁₆ in. by ⅛ in. Fig. 149 shows the attachment of the inner strut to the wing spar. In Fig. 150 are shown the brackets forming the guides for the axle, and also the supports for the rubber shock-absorbers. Piano wire is used for them. The width of the guide should be such that the umbrella-ribbing, which constitutes the inner portion of the axle, rides freely within it. The wheel axles are cut from No. 16 gauge piano wire, and they are soldered to the umbrella-ribbing, being sunk into the channel of the latter, bound with No. 30 gauge tinned iron wire, and then soldered.
Ordinary elastic, as used for a rubber-driven model, can be used as the shock-absorber, and it should be neatly and fairly loosely bound to the vertical guide, the axle of course being first seated therein. In order that the absorber brackets may maintain a vertical position, their ends are shaped to a form similar to the letter U. They are wire-bound to the skids and lightly soldered. [Pg 113]
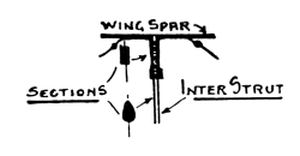
Fig. 149.—Details of Inter-struts.
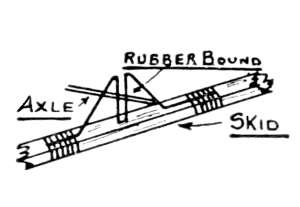
Fig. 150.—Detail of Axle Guides.
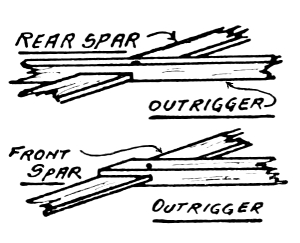
Fig. 151.—Outrigger and Wing-spar Joint.
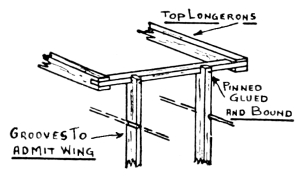
Fig. 152.—Tail Crossbar Joint.
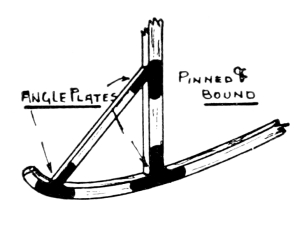
Fig. 153.—Detail of Front Skid Angle-plates.
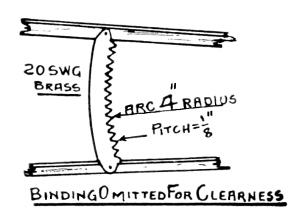
Fig. 154.—Tail Incidence-quadrant.
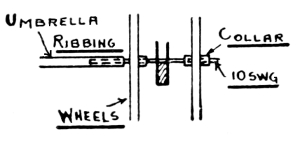
Fig. 155.—Details of Axle.
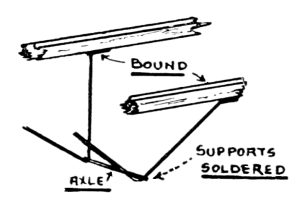
Fig. 156.—Rear Chassis Details.
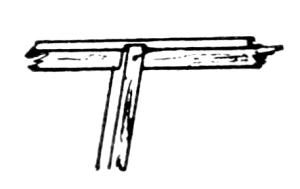
Fig. 157.—Inter-strut and Longeron Joint.
[Pg 114] The bottom plane only must be covered; it will be easier to cover the top plane when the machine is assembled, for it would be a difficult matter to secure the top outriggers to the spars were the fabric attached.
Having assembled the outriggers and completed the bracing of it, it will be possible to attach it to the wings.
Small elliptical holes are cut in the fabric of the lower wing, through which the central supports or stanchions pass, and the bottom plane is seated home in the notches alluded to in Fig. 148. Next, the top outrigger ends are fitted up, being cut off to correct length and halved on to the wing spars, as shown in Fig. 151. The vertical support is then glued, pinned, and cross-bound to the outrigger.
Great care will be necessary to ensure that the outriggers are quite central with the planes. A point to be made clear is that if in the fitting of the top outriggers one is cut even ¹/₃₂ in. short, the tail end of the machine may be ¾ in. out of centre. In order to check inaccuracy in this direction it would be advisable to mark the centre of the horizontal tail member, insert a drawing-pin, and take the measurement to the corner of the wing tip, on both sides of the model; the outriggers should be temporarily lashed to the wing spars, and [Pg 115] gradually adjusted until they are located centrally with the planes. Perhaps it may be interesting to here mention that this is the method employed in locating the fuselage of full-size machines.
The bracing of the planes should now be undertaken. All lift wires should first be fixed, beginning from the wing tips. Just sufficient tension should be placed on each wire to ensure rigidity. A wooden straightedge should be used to reveal any distortion of the spar. The top plane must be given a slight dihedral, so that when the anti-lift wires are inserted it assumes a perfectly parallel position.
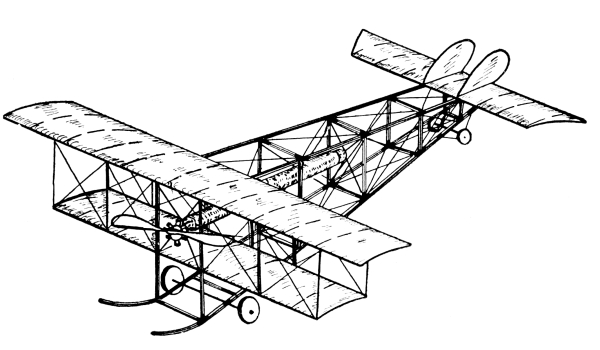
Fig. 158.—Biplane Driven by Compressed Air
The upper and lower longerons are spanned at the tail end with light spruce cross-bars, ⅛-in. by ¼-in. section, which are let into mortises cut in the longerons; and two vertical posts are halved on to these [Pg 116] cross members (see Fig. 152), to provide the fulcrum about which the tail swings in the quadrant, to be referred to presently. They are spaced 4 in. apart, which is equivalent to the distance between two ribs; and on the outside of them a groove is cut in the centre of each to provide a seating for the two central tail ribs. These grooves must be cut V-shaped, the apex of the V facing the trailing edge of the post. The object of the groove is to form a guide for the tail when it is desired to alter the angle of it. A pin should be driven through the rib and into the groove to constitute the pivot on which the tail swings; and the ribs must be bound with fine thread on each side of the pin to prevent the rib from splitting. It will be found that it is better to bind the ribs before inserting the pin.
The central inter-struts are attached to the skids by angle-plates, and in Fig. 153 the form of these is given. It must be understood that there are two plates to each joint, one on each side of it, and for neatness and simplicity they can be cut from one piece of tin, both plates being thus formed in the one. No. 30 gauge tinplate is suitable. The plates are pinned, clinched, and bound into place, and constitute an exceedingly rigid piece of construction, which is needed in this portion of the machine, bearing as it does the impact of landing. Glue should be neatly brushed into all the joints. The tie-strut is to be streamlined as far as practicable without materially impairing the strength of it.
A very neat finish can be given to the binding if it is just brushed [Pg 117] round with japan black, which shows up in pleasing contrast to the light brown varnish with which the framework is coated.
Fig. 154 gives the shape of the quadrant, which makes possible the variation to the angle on the tail. It is cut to a radius of 4 in., and is pinned into position. The pitch of the teeth is ⅛ in., and this facilitates a very fine adjustment. It should be so fixed that the tail springs tightly into notches, but not so tightly as to render adjustment difficult. Trial and error will be found the best method of locating its position.
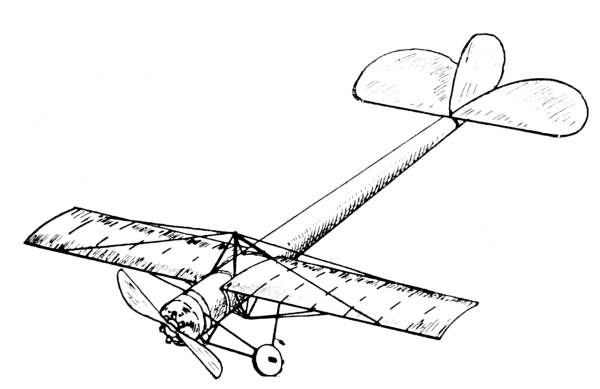
Fig. 159.—Compressed-air-driven Monoplane
It was mentioned in the preceding chapter (see pp. 94 to 103) that the axle is composed of two portions, umbrella-ribbing and piano wire, and Fig. 155 shows the construction. It will be seen that the piano wire beds into the channel (which is fixed in a trailing position), wherein [Pg 118] it is bound and soldered. The wheels are spaced apart by means of small brass-tube collars, soldered to the piano-wire axles in their respective positions. The axle itself, as mentioned earlier in the chapter, is attached between the shock-absorber brackets, being held there by means of suitable radius wires secured to any convenient part, the rubber binding forming the absorber. The radius wires are essential in order to maintain the lateral position of the axle relatively to the planes. Sufficient rubber binding is to be used to absorb the shocks the model is bound to receive, the exact quantity, of course, being impossible to define.
The rear wheel members are fixed to the longerons in the following manner. The ends are bent back parallel to align with the frame member. The apices of the V chassis members are soldered to the short axle carrying the back wheel, the axle being cut a length suitable to the hub of the wheel. No. 20 gauge wire is used for all portions of the rear chassis. Fig. 156 makes this clear.
Fig. 157 shows the joint of the trailing central inter-struts to the top longeron. It will be seen that the joint is a halved one, pinning and binding forming the security.
All woodwork may be polished by filling the grain with gold size, and finishing with a good varnish.
In flying the model the writer would point out that full pressure should not be given to the plant until adjustment has been completed, also the importance of tuning the machine by starting it from the [Pg 119] ground, thus obviating many vexing smashes. Further, the rudder must be set to counteract torque; if the screw is of left-hand pitch, then torque will tend to bank the machine to the right, and the rudder must therefore be set to the left, and vice versa.
A sketch of the finished machine is given by Fig. 158, and a design for a monoplane driven by the same plant in Fig. 159.
[Pg 120]
Calculations in Designing a Plant for a Model Aeroplane.—The correct method to adopt in designing a model is to build the machine exclusive of the motor, weigh it, and design the plant to suit; or to build the plant first, determine the thrust it develops, and vary the dimensions of the machine (and hence the weight) to suit.
It can now be taken as a general rule that a plant will fly a machine three times the weight of its thrust. Hence a plant developing 3-oz. thrust would fly a machine weighing 9 oz. or 10 oz. But, since the thrust of a compressed-air engine is not constant, gradually diminishing as the pressure in the container grows less, for a machine weighing 9 oz. (assuming the machine to be built first) the plant will require to develop about 5 oz. initial thrust. The diameter of the propeller is dependent on the most efficient speed of the particular motor employed.
Assuming that the model does not weigh more than 17 oz., a four-cylinder engine constructed would answer admirably. It would require a container 24 in. long and 3 in. in diameter, constructed of copper or hard-drawn brass foil ·002 in. thick. Should, however, the [Pg 121] reader particularly desire to fit a rotary motor, doubtless the five-cylinder rotary previously described will suit.
Building Scale Models.—The great difficulty in building scale models to fly with rubber motors is to get the centre of gravity in the same relative position that it holds in the prototype. This is due to the long length of rubber motor required to give the requisite power, and also to ensure a reasonable time-length of flight.
It is in connection with the fixing or arranging of the rubber motor that the most radical departures in the design of the prototype will have to be made, although the writer has evolved an arrangement whereby even this need not entail much departure from the lines of the original. This arrangement consists in providing a separate strut or frame to take up all strain from the rubber, it only being necessary to arrange suitable fastenings for the strut, which may take the form of clips, so making it possible either to remove the motor for the purpose of changing or repairing the rubber, or substituting a motor of different power or length. This is a great advantage on tractor monoplanes (with the main plane in front), where the rubber is more or less inaccessible by reason of the closed-in frame or fuselage of the machine. Another important advantage to be gained from the use of a detachable motor is that its position fore and aft on the machine can be varied, in order to bring the centre of gravity into the proper position to obtain correct balance, or, speaking with more technical accuracy, to make the centres of pressure and gravity coincide. [Pg 122]
With regard to the type of motor to adopt, this depends very largely on the machine which is being modelled. Whenever possible it should be of the simplest possible kind, consisting of the main strut to take the tensile strain, compressive, of course, so far as it affects the strut, and the torsional strain put on by the twisting of the rubber. At one end of this strut a hook of wire or other form of metal is formed to hold the rubber skein, whilst at the other end is fixed a plain bearing. Through this the propeller spindle is passed, having a hook at its end, over which the other end of the rubber is placed.
On certain types such a simple motor is not possible. In order to concentrate the weight more at one point, the rubber and its struts have to be shortened; and to get the necessary number of revolutions of the propeller a gearing of two to one, three to one, or four to one, as the case may be, must be used. By this means the small number of turns which can be got on a short thick skein of rubber of great power will still give the number of propeller revolutions required to make a good flight, just the same as with a motor of ordinary thickness and of great length. Of course, some power is lost in the gearing.
To resist fuselage distortion the spar must be suitably braced in a lateral direction, the outrigger carrying the bracing wires being situated just forward of the centre of the spar. No. 35 s.w.g. is quite strong enough for fuselage bracing. Silk fishing-line or Japanese silk gut is admirably suited for wing bracing, and is not so [Pg 123] liable to stretch as the tinned iron or brass wire sometimes used. Piano wire is generally used for elevators, tail planes, chassis, and propeller shafts, of a gauge ranging from No. 17 s.w.g. to No. 22 s.w.g. A clock-spring or piano-wire protector fitted to the nose of a model aeroplane will also prevent a broken spar should it strike some object such as a tree or wall during flight.
The Kite and Model Aeroplane Association, which is the paramount body to observe and control model flying in England, and which is recognised by the Royal Aero Club, stipulate that protectors must be fitted to all machines competing in their contests.
[Pg 124]
Stability.—The principles underlying the design of a successful flying model aeroplane are almost, if not quite, as complex as those involved in the planning of full-size machines. In some respects perhaps this is more so, owing to the fact that models must be practically automatically stable both longitudinally and laterally, since they are not under any sort of control after they have left the hands of the person flying them. The adjustments to produce this automatic stability must be made before the machine is launched, and the fact that there are models which are capable of flying distances of several hundreds of yards, and high up in the air, is evidence that it is quite possible to make this adjustment accurately.
A useful rule to remember is that to produce a longitudinally stable effect, the leading plane should make a greater angle (that is, a positive angle) than the following plane. And that conversely a condition of instability is set up when the leading plane makes a negative angle to the trailing one (see Fig. 160).
Referring now to lateral stability, the same principle applies, although in the case of biplanes stability to a great extent can be obtained in another way. [Pg 125]
Monoplanes and sometimes biplanes are made stable by what is known as a dihedral angle shown by Fig. 161, which represents the usual method of shaping the planes. This last-mentioned figure is intended to represent a front (or back) view of the machine. In aeroplanes of this type the elevator or tail, whichever is employed, may also be given a dihedral, though this is not often done.
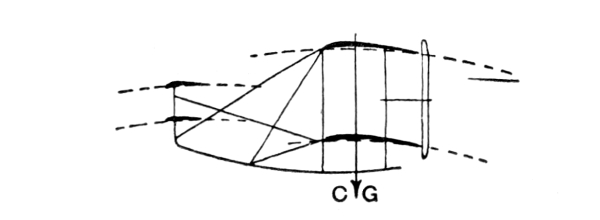
Fig. 160.—Machine without Stability
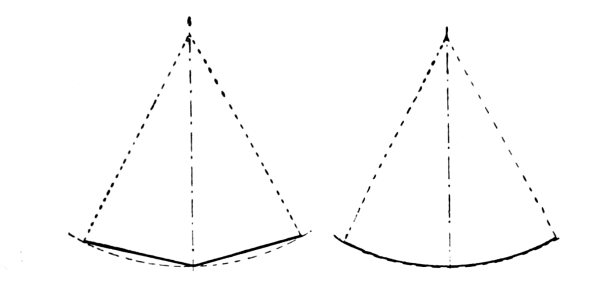
Fig. 161.—Dihedral Angles
Lubricant.—A good lubricant can be made from pure soft soap [Pg 126] 4 parts, pure glycerine 2 parts, water 6 parts, these constituents being boiled together to the consistency of syrup.
Another excellent lubricant is made from castile soap 1 part, boiled in water 3 parts. Add black lead or plumbago sufficient to make a thin paste.
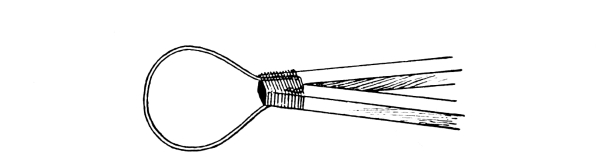
Fig. 162.—Fixing Skids
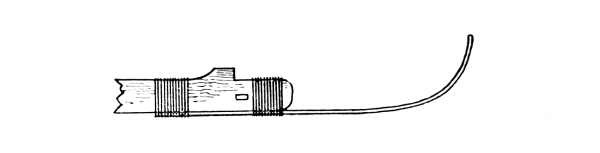
Fig. 162A.—Fixing Skids
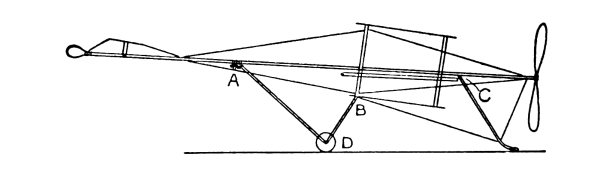
Fig. 163.—Fitting Wheels
Fitting Skid.—Steel-wire skids can be fixed to model aeroplanes as in Figs. 162 and 162A. The wheels can be obtained of any model aeroplane firm, and can be fixed to the machine as shown in Fig. 163. [Pg 127] This would increase the weight of the machine, and more rubber may have to be used and the main planes adjusted to suit. Use No. 21 b.w.g. wire (steel).
Elevator Adjustment.—Elevators are sometimes fixed to the fuselage as shown in the accompanying sketch (Fig. 164), which shows it fixed above the spar. It is claimed that, in this position, the elevator is more efficient.
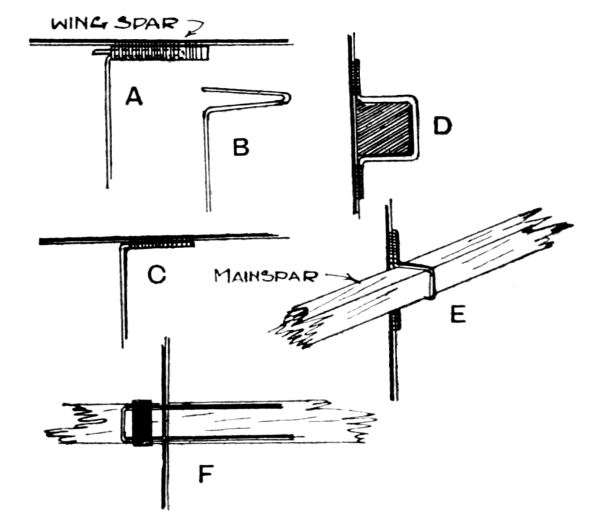
Fig. 165.—Fixing Struts to Biplane
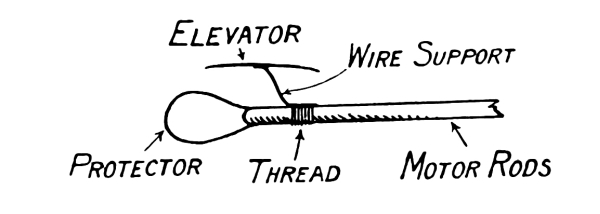
Fig. 164.—Elevator Adjustment
Loading per Square Foot.—Generally speaking, the loading per [Pg 128] square foot of supporting surface for rubber-driven models should not exceed 6 oz., nor be less than 3 oz., while to obtain good stability the ratio of machine length to span should be somewhere in the neighbourhood of 3: 2.
Fixing Struts to Biplane.—One very suitable method of attaching the inter-struts to wings of model biplanes, that admits of dismantling the model for packing, is shown at A (Fig. 165). A short length of brass tubing of ³/₃₂-in. bore is bound with fine florist’s tinned iron wire to the wing spar, the inter-struts being bent to the shape given at B, so that they spring tightly into the sockets. A simpler method is illustrated by C. Here the inter-struts are bent at right angles on the ends, bound to the wing spar, and soldered. Much will depend on whether a fuselage is one-or two-membered, but a frame attachment capable of adaptation to either is given by D and E. Wire crutches are bent to take the cross-section of the frame member or members, and fixed by binding and solder to the central inter-struts. Yet another method is shown at F, which is self-explanatory.
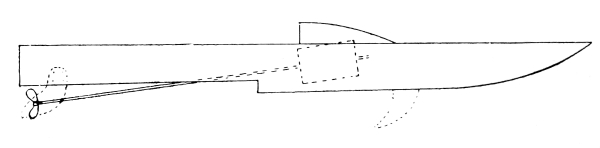
Fig. 166.—Water-Surface Hydroplane
Water-surface Hydroplane.—For a water-surface hydroplane 3 ft. long try a breadth of 11 in., same beam all the way. Make the depth 2½ in. at the stem and 3 in. at the step. The step may be ¾ in. deep, and would be placed about 15 in. from the stern. The writer would suggest fins as shown by dotted lines in the accompanying illustration (Fig. 166) for steering purposes, one fin on each side at the stem, and one on the centre line forward. The fins should be made of thin aluminium and be quite sharp on the edges. Canvas would be too rough a surface, producing too much skin friction; oiled silk would be better, but the writer would recommend thin wood, french polished. The power needed to make these boats “plane” is very great, and considerable difficulty might be experienced in getting any distance out of it with clockwork. [Pg 129]
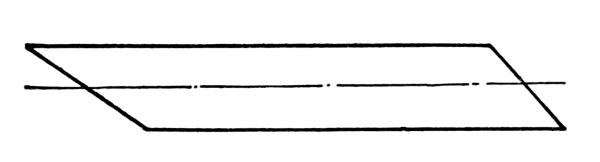
Farman
This Section is inefficient
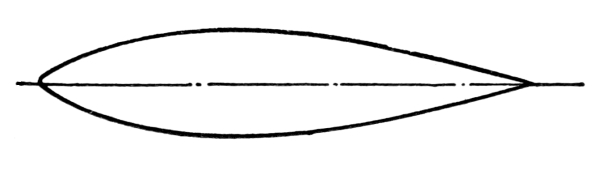
Streamline
An efficient Section
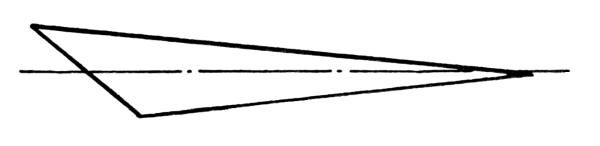
Wedge
This formation cannot be recommended
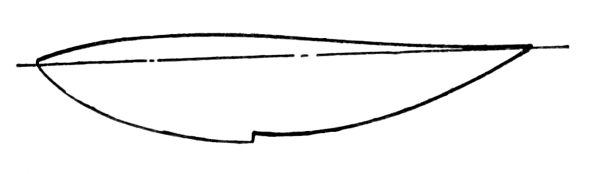
Stepped
Fig. 167.—Sections of Hydroplane Floats
[Pg 130] Calculating Capacity of Hydroplane Floats.—The floats of a model hydroplane must be made sufficiently large to displace about three times the model’s weight of water, since it is necessary that they should be only one-third immersed. A cubic foot of water weighs 1,000 oz. approximately. Then
| 1728 | 8 | ||
| —— | × | — | = 13·8 cub. in. |
| 1000 | 1 |
must be displaced to float 8 oz. Multiplying this by three gives 42 cub. in. as the total cubic capacity of the floats. Two front floats, each 5 in. by 2 in. by 1 in. maximum depth, and a rear float 8 in. by 3 in. by 1 in. would be about the correct size to use. A slightly larger diameter and pitched propeller would be necessary on a hydroplane to develop more thrust to overcome the resistance of the floats. Some well-known hydroplane sections are given in Fig. 167. [Pg 131]
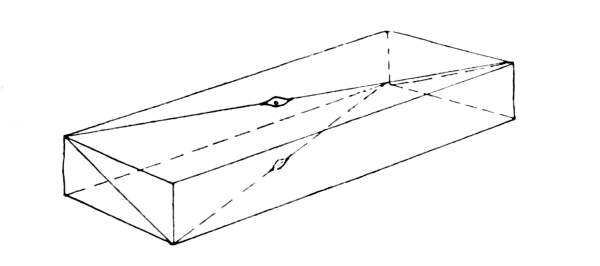
Showing Marking of Block
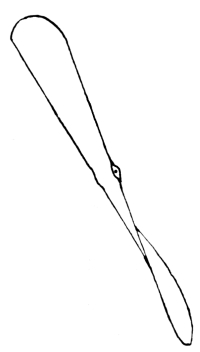
Finished Screw of Truly
Helical Formation
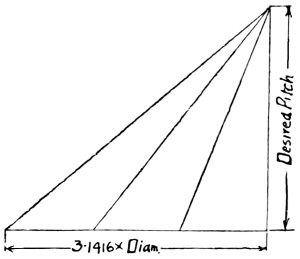
Setting out the Angles

Cross-Section
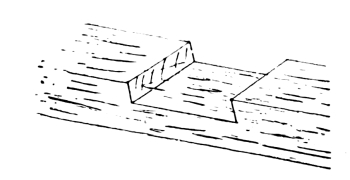
Showing Halving of Block
Fig. 168.—Four-bladed Screws
[Pg 132] Waterproofing Silk for Model Aeroplanes.—A waterproofing solution can be made of pure coach varnish reduced in consistency with turpentine in the proportion 2: 1. It is, however, more important to make the fabric airtight than waterproof. This solution accomplishes both. Rubber lubricant is made of 1 part of graphite, 6 parts of pure soft soap, 1 part of glycerine, 4 parts of water, and 1 part of salicylic acid, boiled together and allowed to cool.
Making Four-bladed Air-screws.—Fig. 168 on the preceding page shows how truly helical and also four-bladed screws are carved. Four-bladed screws are not so efficient for models as two-bladed ones. The drawing also shows the method of marking out and also of halving the blocks together at the centre, so that the four blades are at right angles to one another. A view of an ordinary twin-blade screw of similar design is appended to give some idea of the finished shape of the blades. The pitch should not exceed the circumferential measurement of the disc swept by the propeller; that is to say, the pitch angle, or the angle made by the propeller tip with the axis, should not exceed 45 degrees. The angles along the blade are determined in the manner illustrated by Fig. 168. A line is laid off to any convenient scale equal to the circumference of the propeller disc = π × diameter. The tip angle (or pitch angle) may now be produced and the triangle completed by erecting a line at right angles to the first, or the pitch may be erected perpendicularly to the circumferential line to the spiral scale and the pitch angle line drawn in. The circumferential line may now be divided into a number of equal parts and the points [Pg 133] connected up. In the illustration three points have been taken, which will be enough for a small propeller. Cardboard templates should be cut to these angles and the blades checked at the points corresponding. The balance of the screw must be attended to and is a most cogent factor in such a small design. Marine-screws are exceedingly inefficient when working in air, and their use for driving model aeroplanes, etc., is to be strongly deprecated. The formula for propeller pitch is: p = πd tan A, where p = pitch, π = 3·14, d = diameter of propeller, tan A = tangent of pitch angle.
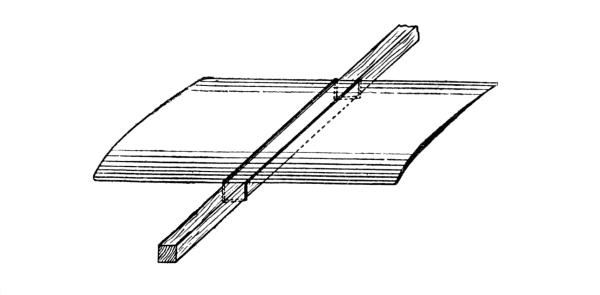
Fig. 169.—Securing Wooden Planes
Fixing Planes.—Fig. 169 shows a neat and effective method of securing the planes.
Very little wood is now used for the planes of model aeroplanes; but to build a plane of veneer, it should first be cut to the shape required and then a strip of birch pinned and glued on the under-side of the leading edge for strength. The veneer is then pinned and glued to the ribs which have previously been bent to the correct camber. The reader may be reminded that birch is the most suitable wood for bentwood [Pg 134] propellers, the wood being first cut to shape with a fret-saw, then soaked in hot water and bent over a bunsen burner to the desired pitch. This requires considerable experience, but can be done quite quickly by an experienced workman. For propellers up to 12 in. in diameter, use ¹/₁₆-in. wood; this should gradually taper off to ¹/₃₂ in. at the tips.
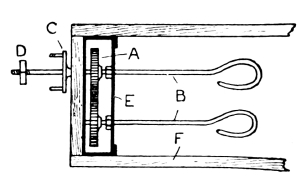
Fig. 170.—Geared Motor
for Model Aeroplane
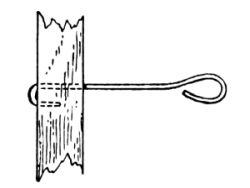
Fig. 171.—Fixing Shaft
of Carved Screw
Making Motor for Model Aeroplane.—A geared motor suitable for a model aeroplane is given by Fig. 170. A cage E for the gears A can be made from ¼-in. by ¹/₃₂-in. strip iron, and the propeller shafts B can be made from cycle spokes. The illustration also shows a method of fixing the propeller to the shaft. The piece C is soldered to the shaft B, and engages with two holes drilled in the propeller boss, the propeller being secured by [Pg 135] the nut D. The gears A have an equal number of teeth. There is no advantage in using a geared-up motor. F is the fuselage of the model.
Fixing Propeller of Model Aeroplane.—With a carved propeller, the motor hook can be secured to the propeller as in Fig. 171. If a bentwood propeller, the best way is to fasten a strip of tin round the centre and solder the motor hook to this.
[Pg 136]
One of the difficulties that beset the juvenile kite-flyer is the inability to get the kite to rise from the ground unless there is a fairly good wind blowing. Even then the services of an assistant are required, whilst numerous trials to adjust the amount of weight on the tail, the position of the carrying thread on the kite, and the distance required to be run to get the artificial wind to enable the kite to rise above the surrounding buildings, are difficulties that damp the enthusiasm of the most inveterate kite-flyer.
To the kites sold in the shops the foregoing remarks apply. They are too heavy, and are suitable for flying at the seaside only. To make the sport interesting, the kite should fly in the least wind, and should be so made as to fly from the hand, the thread or string being paid out as the kite rises. It should be perfectly balanced so as to be stable in the most erratic wind. The kites shown in the accompanying illustrations, if made to the directions, will fulfil all the above conditions, and at the same time be easy of construction. The dimensions can be varied in proportion; but the would-be maker is advised to stick to the given sizes for the first attempt. [Pg 137]
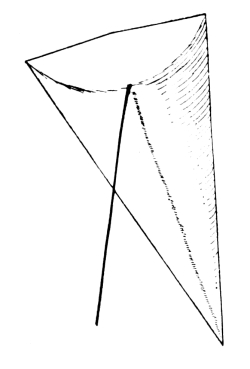
Fig. 172.—Hargreaves Kite
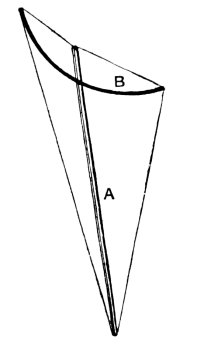
Fig. 173.—Frame of Hargreaves Kite
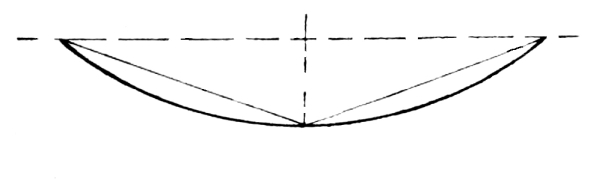
Fig. 174.—Measuring Bend
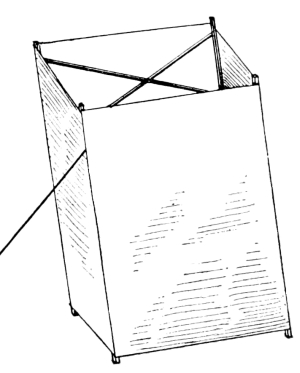
Fig. 175.—Box Kite
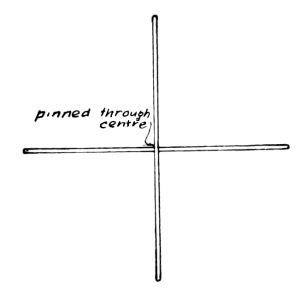
Fig. 177.—Joint of Stretcher Ribs
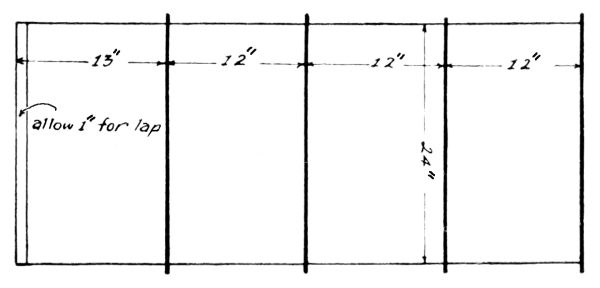
Fig. 176.—Covering with Paper
[Pg 138] The Hargreaves kite (Fig. 172) is the simplest. The frame (Fig. 173) consists of a straight length of yellow pine A, to which is attached a cross piece of cane B. This cross piece is made by cutting a thin cane and splitting it, trimming the edges off until nearly square in section, and then bending it over a small gas flame. As it gets hot, bend it gently by grasping the ends in each hand. Pass it to and fro in the low flame, and it will be found to give. Bend it evenly and allow to cool, when it will remain in this shape. Find the centre and ascertain if the bend is equal on each side by measuring as shown in Fig. 174. This being so, notch A and B (Fig. 173) slightly where they cross, and assemble, applying a little glue and lapping with cotton. Join the ends of the bent limb with linen thread, and also take a thread round the frame, securing it at each extremity in a notch with the addition of glue.
When dry the frame is covered with paper. The very thin coloured paper used for making artificial flowers is just the thing. Gum it on with a thin flour paste, and allow very little overlap, keeping the paper as free from crinkles as possible. Cut a disc of stout paper, and gum it over the frame at the crossing. This is to strengthen the paper at this point, as the attached thread is liable to make a wide hole. Secure a yard of strong thread at the crossing, and when dry the kite can be tested. If all is right the result will be eminently satisfactory, the kite flying from the hand like a bird, no tail whatever being needed.
For decorative purposes a short fish tail and fins can be added, or a rubber balloon can be used as a tail. [Pg 139]
The box kite shown by Fig. 175 is not more difficult to construct than the kite previously described. It flies with equal facility, and is quite as steady. Being made collapsible it can be rolled in a small compass.
To make the kite, paste two of the coloured sheets together to form a continuous length, and spread on the floor. Cut the four uprights of yellow pine to the correct length and thickness, and having liberally glued them, place them on the paper as shown in Fig. 176, and paste a long strip over them on to the paper underneath. This is to strengthen the paper round the uprights. When dry and firm, which does not take long if the glue is put on tacky, the loose end of the paper can be joined to the upright to form a hollow long box.
Now cut four thin lengths of wood to form cross-pieces, secured together with a pin through the centre (see Fig. 177). Notch the ends and open them out so as to fit inside the box between the uprights. Fit one to each end, and then secure the upright ends with a linen thread pulled tightly from one to the other, and tied and glued at each end. This takes the strain of the cross piece off the paper, and at the same time provides a support for the paper, which is clapped round it and gummed on to itself.
The kite having been completed, a short length of thin string is attached about 3 in. from one end of one of the uprights. To this the thread for flying is attached. This kite will fly quite well with the thread attached to the very end of the upright, so that there is no fixed position for it to a fraction of an inch. The nearer it is [Pg 140] brought to the centre, the more unstable the kite becomes. In a moderate wind, with the thread attached to the top, the kite tends to ascend more vertical than it would otherwise.
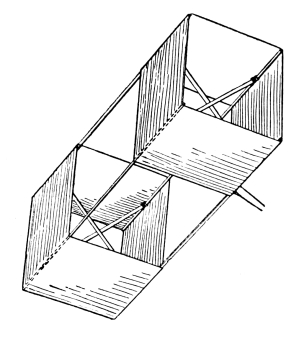
Fig. 177A
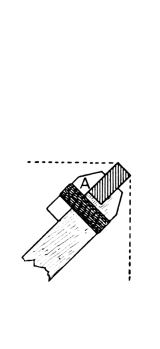
Fig. 177B
Figs. 177A and B.—Details of Twin Cellular Box Kite
Fig. 177A shows another simple form of box kite. It is made from four strips of straight grained wood (preferably spruce), 2 ft. 6 in. by ⅜ in. by ½ in. Obtain also four other pieces, each 1 ft. 7½ in. long, but ¹/₁₆ in. wider and thicker than the foregoing, and halve their ends to a depth of ⅛ in. by ¼ in., in order that when the false end A (Fig. 177B) is tightly bound on, these cross sticks will firmly grip the long pieces edgewise; the sides of the cell are indicated by dotted lines. It is advisable to make the cross-pieces a trifle long, to ensure their straining the kite to its correct form.
[Pg 141]
It has not for obvious reasons been possible, in the design here presented, to rigidly adhere to the lines of the prototype, as in the adaptation of the design to rubber-driven model form several modifications have necessarily been introduced. It has been the aim of the writer to bring the model within the constructional capabilities of the amateur; indeed, it is hardly possible to have simplified the construction further. Now, the success of a dirigible, whether full size or model, depends primarily on the observance of the fact that an airship is lighter than air, and thus, unlike the aeroplane, does not rely on speed to obtain lift. Secondarily, the lifting power of hydrogen must be remembered, and although this varies according to temperature and the purity of it, it may be taken as a general rule that hydrogen will lift 80 lb. per 1,000 cubic feet. It is a good rule to adopt a lower figure, say 70 lb. lift per 1,000 cubic feet, to allow for discrepancies. In the design here submitted, aluminium (or what is equally as good, magnalium) tube forms the framework of the body or envelope. The general arrangement will be apparent from Figs. 178 and 179, which show the model in plan and side elevation respectively. [Pg 142] The framework is of hexagonal cross section, the longitudinal members of which terminate at each end in a brass cap, to which they are riveted with soft brass pins. It will be necessary to anneal the tubes before bending them to impart the conical shape to each end of the frame, and this can best be effected in a weak spirit flame, care being taken to keep them on the move in it, to obviate fusing them. Where it is necessary in the construction to rivet the tubes, solder should be run over the pin to take up any play. Fig. 180 shows the method of securing the longitudinal members to the brass end-caps. The tubes are first flattened out, as at B, and then riveted to the caps. This figure also shows the method of adjusting the angle on the rudder. A piece of brass tube is soldered to the end-cap; and it should be of such a bore that the No. 18 gauge wire of which the rudder is constructed makes a bare fit through it. Two similar pieces of tube, ⅛ in. long, are soldered to the rudder, to maintain the position of it. Thirteen hexagonal cross members will be required, and each is formed from ³/₁₆ in. aluminium tube. In order that they may not become out of truth, they are cross-braced with No. 35 s.w.g. piano wire, the ends of each wire being made off in a small hole drilled through the tube. Fig. 180 will make the detail clear; each cross member is riveted to the longitudinal, and the latter is flattened out at those points where the cross member is attached. [Pg 143]
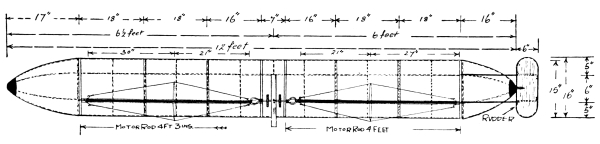
Fig. 178.—Side Elevation
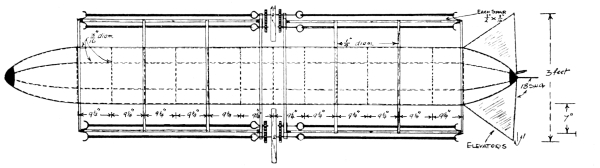
Fig. 179.—Plan
[Pg 144] The model is driven by four elastic motors, transmitting their power through equal gearing to the twin propellers. The four motor rods may, for preference, be hollow spars, of the same cross-section as the solid ones indicated. If such are used, they may be made by ploughing a groove in a length of wood of suitable cross-section so that it represents the letter U. Two will be required for each spar, so glued together that a hollow tube is formed. At the point where it will be necessary to pierce the spar to admit the bracing outrigger, small packing pieces of birch should be placed in the grooves previous to assembling the two halves of the spar. The spars, or, more correctly, motor rods, are suspended from the envelope framework by aluminium tube outriggers of ¼-in. diameter. Fig. 181, which shows the machine in end elevation, and Fig. 182, showing the central cross-section, indicate the form they are to take. Eight of them will be required. The angles must be cleanly and accurately formed, so that the two centres of thrust lie in the same plane. It will be found good practice, when forming both the outriggers and the cross-sectional members, to make a full-size drawing of them to use as a template. More especially is this needed in the construction of the cross-sectional members, for the purpose of ensuring that, in the operation of embracing them, they are not strained in any way so as to become out of truth.
Fig. 183 shows the joint of the motor-rod outrigger to the motor rod itself. As there shown, the tube is flattened out partly to engirdle the spar, to which it is attached by pinning and clinching. [Pg 145]
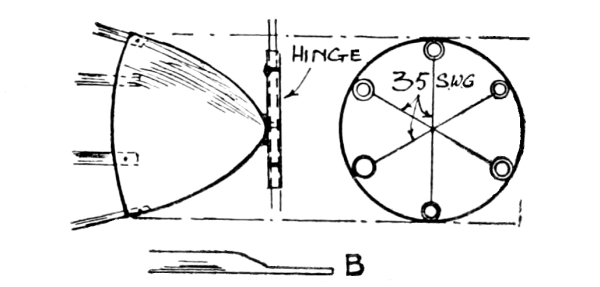
Fig. 180.—Joint of Tube to End-Caps
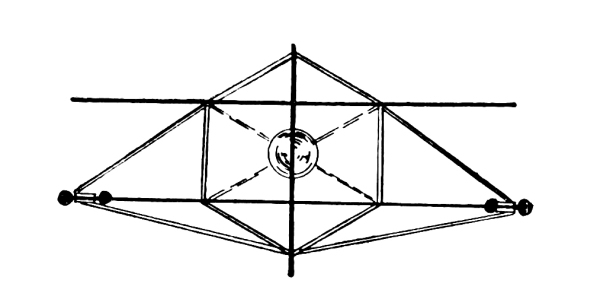
Fig. 181.—End Elevation
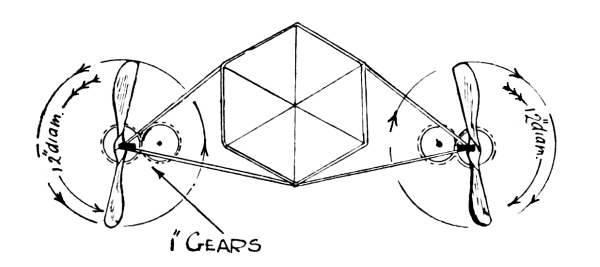
Fig. 182.—Central Section
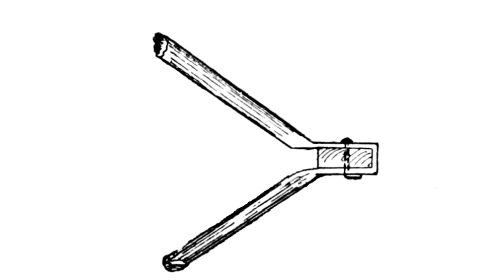
Fig. 183.—Joint of Outrigger to Motor Rod
[Pg 146] The gearing (see Fig. 184) consists of a brass framework (bound to the ends of the motor rods) which provides bearings for the gears. The use of gears is obvious; they eliminate torque on the spars, or the tendency which a single skein would have to twist the spar. Pieces of tube are passed over the shafts to bear between the gears and the gear bearing. In order to counteract the tendency of the rubber hooks to pull out straight when the rubber is in tension, the hook ends are secured as shown at A. When it becomes necessary to detach the skeins, it is only necessary to slide the tubes along the shaft to open the hook.
In Fig. 185 the kingpost attachment is shown. The spar is mortised, the kingpost forced through, glue having previously been brushed into the slot, and a pin tapped through from the side to secure it. Birch should be used for the kingposts, and their widest cross-section should be ⅜ in. by ³/₃₂ in., tapering off towards the extremities to ⅛ in. by ¹/₁₆ in.
To the ends of each motor rod are attached small No. 22 s.w.g. piano wire hooks, to which the spar bracing is made fast. A suitable length of wire is passed through the spar, and the hooks then formed. The bracing is fastened to the kingpost by a couple of turns being taken round it.
Next, four twin hooks should be made, of the form shown in Fig. 186. Sixteen gauge wire is to be used for them, bent tightly to clip the spar ends, to which they are bound. All the hooks should be covered with valve tubing to prevent them from cutting through the rubber when this latter is in tension.
The joint of the cross members of the envelope to the longeron is given by Fig. 187, from which the bend in the longitudinal, hitherto referred to, will be clear. [Pg 147]
To the tail of the machine a pair of superposed surfaces or elevators are fixed. These are fastened at their foremost extremities to the motor-rod outriggers, and at the rear they are supported by the two cross ribs of the rudder. Small slits are to be cut in the fabric with which the rudder framework is covered to enable any slight alteration in the angle of incidence of the elevators to be effected.
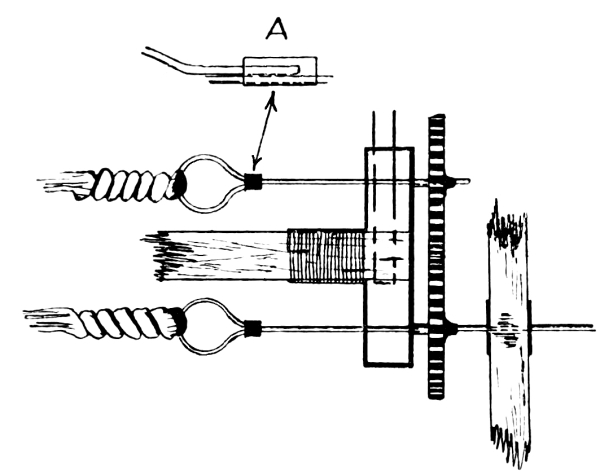
Fig. 184.—Arrangement of Gearing
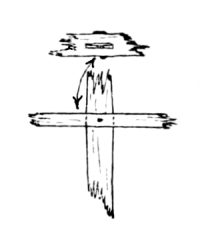
Fig. 185.—Kingpost Attachment
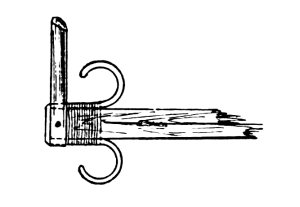
Fig. 186.—Detail of Twin Hooks
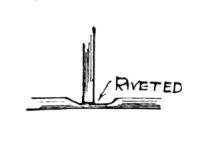
Fig. 187.—Cross Member Joint
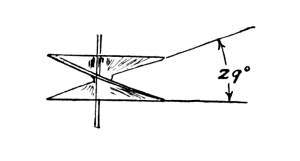
Fig. 188.—End View of Screw
[Pg 148] Attention may now be given to the propellers. As twin screws are used, they may be made of fairly long pitch, since their torques will be opposite and consequently balanced. Fig. 189 gives a perspective view of the propeller block marked out ready for carving, and Fig. 188 shows the screw in end elevation. The screw is first carved as a true helix, and then shaped up to the form shown in the sectional view (Fig. 182). American whitewood should be used for the blocks, or, failing this, poplar would do. Circular tin discs are pinned to each side of the propeller boss, to which the shaft is soldered. Great care is essential to ensure that both propellers are of the same weight, and that each is poised; that is, assumes an angle of 180° when balanced on a shaft. They may be finished with a coat of gold size and one of varnish. Each gear is driven by six strands of ¼-in. strip elastic, well lubricated with soft soap and glycerine.
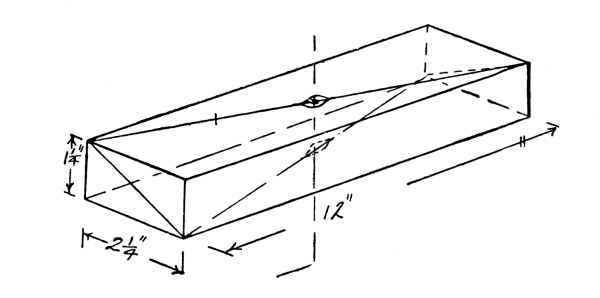
Fig. 189.—Propeller Block before Carving
[Pg 149]
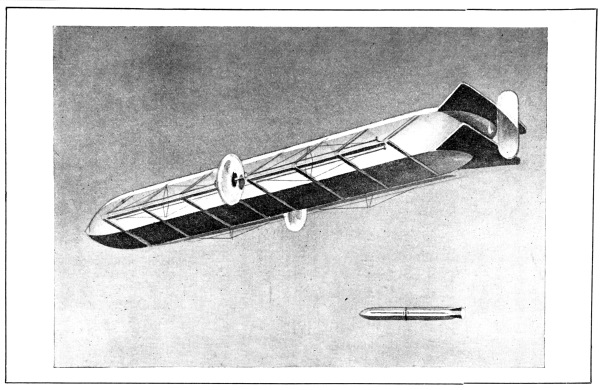
Fig. 190.—A Model Airship
[Pg 150] The covering is to be yellow Japanese silk, proofed with varnish diluted with 20 per cent. of linseed oil and 10 per cent. of turpentine; two coats should be given before the fabric is applied, and two afterwards. A covering strip of fabric should be glued over all seams to make the envelope as impervious as possible. And where the outriggers pass through further pieces should be glued over, and flanged on to the tube itself, being afterwards well doped. It is well to impress here the importance of making the envelope as gasproof as possible, and although a fabric entirely impervious has yet to be invented, it is possible, with care, to reduce loss of gas by percolation to a very low figure indeed.
A Lucas cycle valve is soldered into the brass end-cap constituting the rear of the envelope, for the purpose of inflation, which is effected in the following manner: A T-piece is fixed to a cycle pump, and a pipe from the gas container to the T-piece. A further tube is connected from the remaining arm of the T-piece to the valve. To inflate the envelope, release the pressure from the container until the pump handle is forced out to its full extent, and then shut off pressure and force the pump down, thereby causing ingress of gas to the envelope. Continue thus until the envelope “swells.” Of course, this method could be adopted if hydrogen from the gas jet is used, although this does not possess the lifting capacity of hydrogen procured from the balloon manufacturers.
In conclusion, it may be pointed out that the weight of the complete model inflated should not exceed 2 lb. A view of the appearance of the model in flight is given by Fig. 190.
For those who wish to design model airships of their own it may be stated that coal-gas lifts about 35 lb. per 1,000 cub. ft., or half the [Pg 151] weight lifted by an equal volume of hydrogen. A small model would not be very successful, as the volume, and hence the lifting power, decreases as the cube of the diameter. Thus assuming a model to be built of half the dimensions given in this chapter, the weight of it could only be ½ × ½ × ½ = ⅛ of the original model, and it would be found difficult to work to this limit. The writer would point out that little success can be expected from an airship of such small dimensions, as the following elementary calculation will show. It takes 35,000 cub. ft. of hydrogen to support 1 ton. Then 1 cub. ft. of hydrogen supports ²²⁴⁰/₃₅₀₀₀ lb. Now, the cubic contents of a model dirigible, we will assume, is
| 22 | 5 | 5 | 36 | 1 | |||||
| — | × | — | × | — | × | — | × | —— | = cub. ft., |
| 7 | 2 | 2 | 1 | 1728 |
and therefore the total weight it is capable of supporting is
| 22 | 5 | 5 | 36 | 1 | 2240 | ||||||
| — | × | — | × | — | × | — | × | —— | × | ——— | = .026 lb., or .4 oz. |
| 7 | 2 | 2 | 1 | 1728 | 35000 |
From this it will be seen that it is extremely improbable that a model can be built to this weight.
No more suitable covering than gold-beater’s skin exists. If the model is of the rigid type, then the covering should be stretched over the framework that imparts the ichthyoid shape to the envelope. Strips of the fabric must be attached with mucilage over all seams to make the envelope as impervious as possible. It is worthy of note that full-size airships have as many as three or four coverings to eliminate loss of hydrogen by escape through the pores of the fabric. If, however, the [Pg 152] reader contemplates building a model of the nonrigid type, a wooden hull should be cut and the fabric fitted up to this. The hull should represent the shape of the inflated envelope.
Compressed air also lends itself to model airship propulsion.
In conclusion, a word of warning: do not place the model near any fire, gas, match, etc., as any small leaks may cause an explosion.
In building model airships, it is advisable to remember that by doubling the diameter of the envelope we get four times the capacity and hence four times the lift for only double the weight. This will be seen from the following calculation:
Lift of airship 3 ft. long 2½ in. diameter equals, as we have just seen, ·026 lb.
By doubling the diameter the calculation becomes:
| 22 | 5 | 5 | 36 | 1 | 2240 | ||||||
| — | × | — | × | — | × | — | × | —— | × | ——— | = ·052 lb. |
| 7 | 1 | 1 | 1 | 1728 | 35000 |
From this it will be seen that if it is desired to lift a certain weight with a lighter-than-air craft, the minimum capacity should first be calculated and the diameter (which should always be as large as possible) then varied to obtain the required capacity.
Although it has been stated that the lift of hydrogen is 70 lb. per 1,000 cub. ft., it will be in order to explain two important considerations. It will be clear that, firstly, a full-size balloon must be inflated to a much higher pressure than a model, owing to the heavier mass of material to be forced out to form. As a direct adjunct to this fact it will be seen that percolation will be high. [Pg 153] Consequently the lift weight ratio 70: 1,000 is somewhat a low estimate for a model, since, firstly, it will only require to be inflated to less than half the pressure of a full-size balloon; and, secondly, percolation will be considerably less. The writer intentionally gave the full-size limit in order that, should the builder’s model fail to come within the prescribed limit of 2 lb., its flying capability would not be appreciably impaired.
Further, the envelope is kept to its shape by a framework inside, and is consequently full of air. Now if we start pumping hydrogen in it will make the contrivance heavier instead of lighter, because no outlet is provided for the escape of air. This could easily be remedied by standing the model on its end with the cycle valve at the top, with a valve or tap on the bottom brass cap. Open this bottom tap to allow the air to escape, and allow the hydrogen to fizz in through the cycle valve. Hydrogen will not escape through the bottom tap until all the air has been displaced. If the hydrogen cannot be had at a high enough pressure to operate the valve itself a valve should not be used.
It may in such a case be necessary to fit an induction valve to the pump. The envelope should be inflated to as low a pressure as possible, otherwise the lift is correspondingly reduced. In all cases it is exceedingly difficult with model airships to prescribe any definite formula, and although the lift coefficient for models exceeds the figure stated, the conjectural nature of the purity (and hence of lift) of hydrogen in various parts of the country renders it a safe one to use for all practical purposes.
[Pg 154]
Printed by Cassell & Company, Limited,
La Belle Sauvage, London, E.C.4
50.220
Transcriber’s Notes:
The illustrations have been moved so that they do not break up paragraphs and so that they are next to the text they illustrate.
Typographical and punctuation errors have been silently corrected.
Many of the illustrations are not in numerical order. This is not a mistake, it is part of the original book.
This eBook is for the use of anyone anywhere in the United States and most other parts of the world at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org. If you are not located in the United States, you will have to check the laws of the country where you are located before using this eBook.