OTHER BOOKS BY
MARY WHITE

- HOW TO DO BEADWORK
- HOW TO MAKE BASKETS
- MORE BASKETS AND HOW TO MAKE THEM
Obvious typographical errors have been silently corrected. Variations in hyphenation have been standardised but all other spelling and punctuation remains unchanged.
Blank pages occur in the original around chapter headings. Their numbers have not been displayed.
HOW TO MAKE POTTERY
OTHER BOOKS BY
MARY WHITE
By
MARY WHITE
Illustrated by the Author

NEW YORK
DOUBLEDAY, PAGE & COMPANY
1904
COPYRIGHT, 1904, BY
DOUBLEDAY, PAGE & COMPANY
PUBLISHED, OCTOBER, 1904
Acknowledgment is hereby made to the Bureau of American Ethnology for permitting the use of the illustrations reproduced in Chapter XI.
An art like pottery-making, which is nearly as old as the human race, is naturally approached with some degree of reverence. One thinks of its old masters in various lands and ages—how they were content to spend a lifetime in the study and practice of it.
There is, however, another thought that comes to mind—that this art, like every other, had to have its beginning. Moreover, every potter, from the primitive man who first realised that clay which held water could be moulded into portable vessels for a like purpose, to the artist potter of to-day, has learned the first steps of the craft.
It was this thought that encouraged me to study the beginnings of pottery, and that leads me to offer this book to those who would also start clay-working, with no other qualification than the wish to learn how to make pottery.
| CHAPTER | PAGE | |
| I. | The Clays and Tools | 3 |
| II. | Hand-made Pottery | 15 |
| III. | Working on the Wheel | 27 |
| IV. | Methods of Decoration | 41 |
| V. | The Glaze and How to Apply It | 55 |
| VI. | Pottery for Beauty and Use | 67 |
| VII. | How to Make a Plaster Mould | 91 |
| VIII. | The Making of a Tile | 103 |
| IX. | The Kiln | 113 |
| X. | Basket-Covered Pottery | 125 |
| XI. | Indian Pottery | 149 |
| XII. | Modern American Pottery | 167 |
| Newcomb Pottery Jug | Frontispiece |
| FACING PAGE | |
| Building a Piece of Pottery: | |
| 1. Making the First Coil. 2. Testing the Outline. 3. Continuing the Piece | 18 |
| Working on the Wheel: | |
| 1. A pale-green bowl for flowers. 2. A cream-jug. 3. A flower-jar with two handles. 4. A nasturtium bowl | 38 |
| Methods of Decoration: | |
| 1. A large fruit-bowl. 2 and 3. Low dishes for candy. 4. A lamp-bowl | 38 |
| Where Use and Beauty are Combined | 68 |
| Pottery for Beauty and Use: | |
| 1. Rose-bowl. 2. A low Dutch dish. 3. Fruit-bowl | 80 |
| How to Make a Plaster Mould: | |
| 1. A plaster mould. 2. A rose-bowl | 80 |
| Pottery for Beauty and Use: | |
| 1. Lamp-bowl. 2. Candlestick. 3. Wall-jar for water-plants. 4. A flower candlestick | 80 |
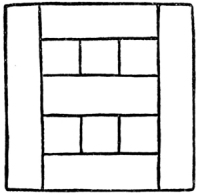
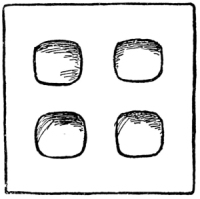
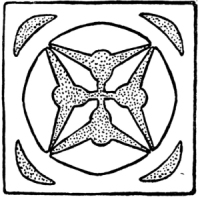
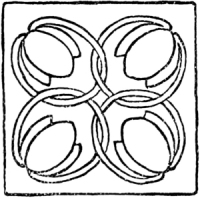
| The Making of a Tile | 108 |
| Basket-covered Pottery | 126 |
| Indian Pottery | 156 |
| Indian Pottery | 162 |
| Teco Ware | 172 |
| Some Pieces of Volkmar Pottery | 176 |
| A Piece of Newcomb Pottery | 178 |
| Figures | Page |
| 1 | 10 |
| 2 | 10 |
| 3 | 10 |
| 4 | 10 |
| 5 | 10 |
| 6 | 11 |
| 7 | 11 |
| 8 | 12 |
| 9 | 17 |
| 10 | 27 |
| 11 | 29 |
| 12 | 33 |
| 13 | 33 |
| 14 | 34 |
| 15 | 35 |
| 16 | 35 |
| 17 | 39 |
| 18 | 39 |
| 19 | 39 |
| 20 | 45 |
| 21 | 46 |
| 22 | 49 |
| 23 | 49 |
| 24 | 50 |
| 25 | 70 |
| 26 | 72 |
| 27 | 73 xvi |
| 28 | 77 |
| 29 | 79 |
| 30 | 80 |
| 31 | 84 |
| 32 | 84 |
| 33 | 94 |
| 34 | 96 |
| 35 | 99 |
| 36 | 104 |
| 37 | 104 |
| 38 | 106 |
| 39 | 106 |
| 40 | 107 |
| 41 | 107 |
| 42 | 109 |
| 43 | 109 |
| 44 | 115 |
| 45 | 116 |
| 46 | 120 |
| 47 | 127 |
| 48 | 133 |
| 49 | 138 |
| 50 | 141 |
| 51 | 142 |
| 52 | 144 |
| 53 | 150 |
| 54 | 150 |
| 55 | 151 |
| 56 | 151 |
| 57 | 152 |
| 58 | 153 xvii |
| 59 | 154 |
| 60 | 155 |
| 61 | 156 |
| 62 | 157 |
| 63 | 160 |
| 64 | 161 |
| 65 | 162 |
| 66 | 171 |
| 67 | 171 |
| 68 | 179 |
The Clays and Tools
HOW TO MAKE POTTERY
Clay is what might be called the drift of the rocks of ages past. Most stone consists mainly of silica and alumina. In some bygone age, the potash and other alkalies, under the action of heat, fused these materials into rock. Potash is affected by the atmosphere, so it gradually left the rock, which decomposed, and the many particles, the fine refuse, after various changes became clay. Perfectly pure clay, or hydrated silicate of alumina, is found where some granites and other felspar-bearing rocks have decomposed. In the course of years, the clays, especially those on the surface, gathered impurities. Black clay, for example, which is found at the top of the bed, contains a large per cent. of carbon, formed by decayed leaves and twigs—like coal or peat. Strange to say, this burns whiter than any other pottery clay. It4 contains more potash than the other clays, and fires at a lower heat. The different proportions in which certain minerals are found in clays determine their plastic or non-plastic, fusible or refractory character. Potters have not been able to agree as to the reason for the plasticity of clay. Some believe that the silica gives it plasticity; others that it is due to the water inherent in the clay (which is called the water of combination), and give as their reason for the belief the fact that burned clay loses its plasticity, never to get it again. Yet water alone does not make every clay plastic: other ingredients are sometimes necessary. The early potter used the clay just as it came from the ground, but when he began to bake it in the fire he found that tempering materials were necessary. Sand was often added to make it easier to handle, and coarse, sharp pieces of shell or rock helped to prevent the clay from cracking, by lessening the shrinkage.
Later, as the art advanced, the value of certain materials in regulating the fusible and refractory qualities of the natural clay were recognised. There is in clays the play of melting and non-melting substances. Flint and alumina are hard, and uphold the clay in the fierce fire of the kiln;5 potash and soda make it soft and fusible. It is believed that the value of ground flint in pottery was not discovered until late in the seventeenth century. The story is that a certain potter travelling on horseback was delayed on account of an inflammation of his horse’s eyes. An ostler, wishing to help him out of his difficulty, took a flint from the road, and, after putting it in the fire until it was red-hot, threw it into cold water. It broke into pieces, pure white, which were easily powdered and applied to the animal’s eyes. Delighted as the potter was with the cure of his horse, the discovery of a white, infusible material for his pottery pleased him still more.
The combination of iron and lime in a clay forms a natural flux. For example: Fire-clay, which is quite refractory but which contains a small per cent. of iron, will, by the addition of a proportion of whiting (lime), become more fusible. Iron and lime in larger quantities are found in the clay which is made into red ware—flower-pots, red bricks, and other common articles. The large per cent. of iron gives it its red colour. It does not make as strong a ware as other clays. This red ware, which fires at the lowest heat, we will classify as Group I. To Group II. belongs the6 yellow or Rockingham ware. This fires at a light-orange heat, from 1,800 to 2,000 degrees Fahrenheit. It is often finished with a dark-brown glaze. Mixing-bowls and other kitchen ware come under this group. Group III. contains the buff or cream ware, usually made of fire-clays. This hardens at an intense heat, from 2,200 to 2,500 degrees Fahrenheit. In this group is the fine pottery. Art pottery comes under this head. Group IV. is the buff or cream ware, fired at white heat and beyond. This is the stoneware. On account of the great heat at which it is fired, it is possible to use only certain colours in the glazes. They are limited to gray, brown, green and blue. Ox-blood has been obtained in this ware, but it is uncertain. Claret-and vinegar-jugs and butter-crocks come in this group. Group V. is the white or tableware, and Group VI. the translucent ware or porcelain, made of kaolin, the purest grade of clay. Felspar makes it meltable and translucent, and, to give it plasticity, a small proportion of ball or fire-clay is added.
Pottery clay differs from modelling clay in that it has more stiffening, so to speak. It is not so plastic, but, on the other hand, it will stand the heat of the kiln, which the other will not. The7 addition of whiting or felspar to modelling clay will give the needed stiffness. A pottery clay suitable for the work one can produce in one’s kiln must be so arranged as to harden at the degree of heat at which the kiln fires. Practically, we shall have little to do with any but the blue or ball clay and fire-clay. These are the best for pottery which is to be beautiful as well as useful. It is possible, of course, to use the flower-pot clay, and, perhaps, if one can easily obtain this clay, and is near enough to a pottery where the red ware is fired—so that one’s pieces can conveniently be sent there—it might be wiser to use it than to buy finer clays that come from a great distance, and then be obliged to send one’s pottery to a far-away kiln for firing.
The flower-pot ware is not strong, however, and fine glazes cannot be used upon it, so that, if possible, clay that will fire at a greater heat should be chosen. A mixture of fire-clay and ball or blue clay will give good results, and the pieces made with it may be sent to the nearest art pottery or to a kiln where stoneware is fired. Having once found a good clay, potters rarely change. In fact, this feeling is so strong with some that it amounts almost to a superstition. A8 potter who has obtained a clay that is satisfactory in a certain State will always send to the same State and bed for that clay, no matter how far he may be from it, nor how nearly the clay in his own State may come to the analysis of that which he has used.
The clay is, of course, brought from the clay beds in caked masses. It should be kept out of doors, for the wind and weather are good for it. In preparing it, the great lumps are pounded up fine and put through a sieve in which there are thirty to forty meshes to the inch. It is now ready for soaking. A common mistake is to pour water upon the clay in its rock state and then employ a boy or spend one’s own time kneading it into condition. The more simple and practical process is to sift it as already described, and then add the powdered clay to the water. In this way, each particle is wet at once, and in much less time the clay is ready for use. If it proves that too much water has been provided, pour off some after the clay is well mixed, and, if it is still too moist, spread it upon plaster slabs in the air; which will soon dry it sufficiently—the plaster itself absorbing much of the surplus moisture.
It is often possible, at slight expense, to obtain9 the clay already sieved and mixed from a pottery, and this is, of course, an advantage.
Keep your clay in a large earthern crock in which a little water has first been poured. Make deep holes with the thumb and pour water into them. Cover with a damp cloth and then with the earthen top. When the clay dries out so much that it is difficult to mould, let it dry thoroughly and pound it to a powder on a strong bench or table with an old flat-iron. It may then be re-mixed, as already described.
When ready to begin work, take a good-sized lump of clay, say about ten pounds; pound and knead it upon a table. Then draw a strong wire through it at the middle, dividing it in halves. Press the two outer surfaces together, kneading out the air-holes, which will be found on the inner surfaces. This process repeated a number of times will finally expel all the air-bubbles and leave the clay in good condition for moulding. Clay that is to be used on the wheel will need to be much more thoroughly kneaded than that for hand-moulded or built pottery.
Boxwood modelling tools are useful for the hand-moulded pottery and for decoration. One
pointed tool, like a sharpened pencil (see Fig. 1), and another double-ended one, with points that are more flattened and rounded (see Fig. 2), will be enough to start with. One should also have a11 double-ended steel tool with pointed knife-ends (see Fig. 3), for incising and other decorative work. A steel tool with narrow, flattened ends (see Fig. 4) is necessary for cutting away the background to leave the design in low relief.
The tools for use with the potter’s wheel are mostly of thin steel, and may easily be cut from a12 sheet of steel which one can buy of a dealer in hardware. There should be an oval shape, two and a quarter by four inches, and another of the same size and shape with the edges cut in saw-teeth (see Fig. 5). There should also be a tool with one straight side and the other curved (see Fig. 6), and a rectangular one about two by four inches. A hoe-shaped tool of steel (see Fig. 7) is indispensable for working on the wheel, as is a slender point of steel, an inch and a quarter long, set in a wooden handle (see Fig. 8), and a piece of stout wire. A rubber polisher, the size and shape of the oval tool of sheet steel, will also be found useful. These may be bought of dealers in potters’ tools. A sponge, a ground-glass slab about a foot square, a rolling-pin, and sandpaper are also essential.
Round and square slabs of plaster of paris should be provided upon which to put the pieces of pottery while they are being formed. These may be bought or cast in moulds, according to the directions in Chapter VII.
It is quite important that the potter should have a workshop—be it ever so small—which clay-dust and water will not harm. A light, dry cellar is a good place, or an outbuilding, if one lives in the country. The sense of freedom which comes from working in this way is a help in accomplishing good results. Protected by a long-sleeved apron and in such a place, one need not have a care for clothes or carpets. A stout old table, one or two chairs, and possibly a shelf, upon which to put the finished pottery—with these, and the potter’s wheel and bench (see Chapter III.), one will be well equipped. This is taking for granted that one has been able to buy one’s clay ready mixed. Otherwise there must be a tub for mixing the clay, and a sieve (see Chapter I.). In addition to the clay and the tools already mentioned in Chapter I., a pitcher of water will be needed, and a bowl for the “slip,” or clay thinned with16 water to the consistency of very thick cream. The potter is now ready for work.
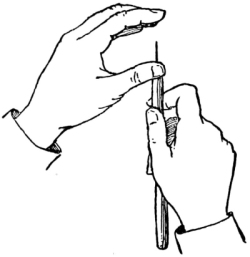
Small pieces of pottery, such as dishes and candlesticks, may be moulded with the hands from a single piece of clay (see Chapter VI.); but, for larger pieces, the strong and simple Indian process of building up with coils of clay is more satisfactory. This may be done in a variety of ways. Either the piece is formed by coiling the strips of clay within a mould, as described in Chapters VI. and VII., or by building it up by eye, assisted by a cardboard outline (see plate), or it may be formed entirely by eye, like the rose-bowl with a moth design in Chapter VI. The first method, while it is the simplest, is not the best to begin with, for one relies too much upon the mould, and unconsciously uses it too often, instead of training one’s eye to make a true and beautiful form. The second method—testing the form with a pasteboard outline as the piece is built—will be the best to start with. Having decided upon the shape he wishes to make, the potter draws it in outline (natural size) upon a piece of cardboard. It will be wise to choose a form as nearly like a cylinder as possible; for example, a jar for flowers. The outline sketch is divided by17 a vertical line ruled exactly through its centre. Another straight line, parallel with the first, is drawn three inches to the right of it. The outline is then cut out (see Fig. 9) so as to make a guide for the contour of the jar. A flat, round piece of clay, about five inches in diameter and half an inch thick, is now moulded and placed in the centre of a plaster tile. In the middle of this piece, a circle, two and three-quarters inches in diameter, is drawn with a tool. A lump of clay, which has been well worked to get out all air-holes, is rolled on the table with the palms of the hands (near the base of the thumb) lightly, yet with sufficient push to make the clay revolve wholly each time. If the roll flattens from too hard pressure, pat it into circular form, and continue to roll it until it is of even thickness—about an inch in diameter. It is then flattened evenly, one end is18 cut into a long point, and the coil is started on edge, narrow side up, on the circle drawn upon the clay bottom, which has previously had lines criss-crossed upon it back and forth with a steel tool, to insure the first coil’s clinging to it. To make this even more certain, a touch of slip is brushed lightly here and there over the edge of the circle. While the thumb and middle finger, on either side of the coil, support it, the forefinger presses it down firmly on to the bottom all the way around (see plate). It is so much easier to flare the walls of one’s piece than to make them straight, or bring them in, that they should be kept as nearly vertical as possible, especially in starting. When the circuit has been made, cut the end of the clay strip into a long, flat point which will fit evenly in with the one at the beginning of the coil, and press the edges together with the flat of the nail of finger or thumb. This is also done where the edges of the coil come against the bottom, outside and in. Quick, firm, yet short strokes of the nail up and down join the edges. In putting on the second row, no marking with the tool is necessary—only to brush it with slip. After the second row is added, the jar is put out in the air for half an hour or so, until it has stiffened a19 little. This is supposing that the potter is working at a time when the clay will not freeze. When the weather is cold, the piece must be left to stiffen indoors, as pottery that has once frozen is useless. The inside of the bottom and walls are then smoothed with great care, for, as it is to be a tall jar, this must be done before the walls get too high. Two more rows of coiling are now added as before, testing the shape by pressing the cardboard outline close against it all around the circumference. After this, the jar is again put out in the air for half an hour or so. This method is continued until the jar is built up.
Should the walls become weak and insecure from working them too rapidly, let them dry for a longer time, several hours or over night, before finishing. Test the shape constantly with the cardboard outline. When the jar is as high as the drawing, or even a quarter to half an inch higher, let it dry over night. It should then be smoothed with an oval steel tool, which has a saw-toothed edge (see Fig. 5), to take the worst unevenness off. The tool is bent to fit the shape of the jar and held at right angles with it, smoothing it with short strokes in different directions. This is done inside and out. The hollows are also filled in.20 To do this, wet the spot first with slip and fill in with clay as nearly the consistency of that in the jar as possible. The sides are then made perfectly even with the oval tool with smooth edges, holding it as the saw-toothed tool was held. When there are no hollows or ridges and the walls are about a quarter of an inch thick, the surface of the jar is smoothed with a damp sponge and polished with the fingers and thumb inside and out, taking care in handling it not to hold it by the edge, but rest it in the hollowed hand. Should it have become very dry, as it will in a comparatively short time in warm weather, so that it is light-gray in colour, it will be wise to smooth it with sandpaper instead of with the sponge, as in this state even a little water may cause it to crack. One cannot learn too soon, or have too often impressed upon one’s mind, the risk of adding wet clay to a piece of pottery that is much drier. The natural shrinkage which has already taken place in the dry clay will be repeated in the wet, and, as it shrinks, it will crack the drier clay. Cracks in clay are of two kinds—those caused by shrinkage of the unbaked or green clay, and those that come from cooling too rapidly in the biscuit or baked clay. The former can usually be mended satis21factorily, but for the latter there is no remedy; the piece is spoiled.
To mend a crack in clay that is only partially dry, put a little slip into the crack and then work in, with a modelling tool, clay of the consistency of the piece. If, after drying longer, the piece cracks again—a long, deep crack, that goes through to the inside—there is no way to mend it except by cutting the clay out on either side for quite a space beyond the crack, brushing both sides with slip, and filling in with clay as nearly as possible the consistency of the piece. This is pressed in in small bits, little by little, until the gap is filled. If it should crack again in small, short places, fill them with dry, powdered clay, pressed in and moulded with a steel tool.
In case of the piece cracking when it is bone dry—that is, after it has dried for several days and is pale-gray in colour—grind some pieces of baked clay to a fine powder, add enough water to make a soft, yellow paste, and fill the cracks with it.
The edge of the jar is cut as even as possible with a tool, and then made perfectly true by the following method: A little water is poured on a ground-glass slab, and the jar, held bottom up, is moved firmly but rapidly round and round on the22 wet surface, and then quickly taken up (by sliding it off at the edge of the slab) before it clings to the glass. The bottom must now be finished. The jar is first placed bottom up on a slab or table, then a circle is drawn with a pencil at about half an inch from the edge of the bottom. This is outlined with the pointed steel tool, and the bottom within the circle is evenly and carefully cut out with strokes of the oval, smooth-edged tool, so that the outside ring shall form a ridge not over one-sixteenth of an inch above the depressed interior of the circle. The potter now cuts his initial or mark, which is made in as simple lines as possible, into the bottom with firm, deep strokes. If the jar is not very dry, a wooden modelling tool may be used for this. Otherwise, the pointed steel tool is chosen. Care should be taken not to cut under the edge in making these incised lines. The edges should instead be bevelled, so that, when the glaze is put on, it will flow more freely over them.
If possible, this jar, being large, should be fired in the biscuit—that is, before it is glazed, and then again after it has been glazed; unless one is obliged to send it a long distance to be fired, so that more than one firing is impracticable, in23 which case it must, of course, be glazed on the unbaked clay.
A pale green glaze (see directions in Chapter V.) will complete it.
In packing to send pieces to a far-off kiln by express, use a wooden box, and, after lining it with newspaper, wrap the pieces in soft paper, and pack them carefully in sawdust.
Working on the Wheel
That the primitive potter did not mould his pottery on a wheel we can be reasonably sure. The Egyptians, however, as early as 4000 B. C., used the simplest potter’s wheel, as is proved by fragments of pottery still in existence. This wheel was a small, round table revolving on a pivot (see Fig. 10). The potter set it in motion with his hand, and from time to time gave it a spin to keep it revolving. The same wheel is used to this day in many parts of India. An improvement on this simple contrivance was made in Egypt under the Ptolemies. A larger circular table was fixed lower down on the same axis. This the potter set and kept in motion with his foot, leaving his hands28 free at all times to mould the clay, while the wheel was kept at a regular speed.
What is technically known as “throwing” or moulding pottery on the wheel is a process that is not learned in a moment, or even in a day. It takes time and patience, but it is certainly one of the most fascinating parts of the craft. One would have lost half of the charm of pottery-making who had not felt the plastic clay, on the potter’s wheel, rise and fall between his hands, almost as if endowed with life!
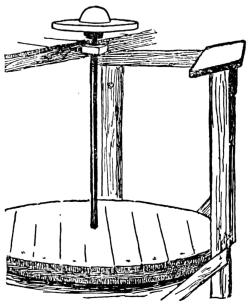
The rapidity with which pieces can be formed on the wheel is an advantage over other processes, while the regularity of shape, refinement and perfection of finish give wheel-made pottery a beauty all its own. Until lately, few women potters have worked on the wheel, because the ordinary form of potter’s wheel, which was turned with one foot, the potter standing on the other, made the work too difficult and laborious for a woman to attempt. Now, however, a wheel copied from an old French model is in use which enables the potter to sit while at work. This is the wheel shown in Fig. 11. It is obtainable from makers of potters’ tools. The cost of such a wheel, with an iron top and shaft, and wooden flywheel made of three thicknesses of29 boards, is eighteen dollars, but second-hand wheels can sometimes be bought for much less. When the wheel is set up, the shaft box (a square box below the upper wheel) is fastened to the edge of a strong table or shelf, which has been placed in a good light. A seat which slants forward, not unlike a reading-desk in form, is made of wood (see Fig. 11), and set up near enough to the wheel for a person sitting on it to reach the wheel comfortably. It is braced by a board on either side extending diagonally forward, from the leg of the seat to the floor, and by a board fastened on the right of the top of the seat and reaching to the table. Under the table a foot-rest, roughly made of boards, is needed.
At first, it will be wise to learn how to set the wheel in motion. Suppose we practice this a few times before beginning to mould. When one is seated on the inclined bench, the left foot on the rest, the right foot starting just below the body,30 near the outer edge of the wheel, swings the flywheel from right to left. The point of the foot is used for this. Four or five vigorous turns are given, and then the foot, swinging nearer the iron shaft, gives five or six more pushes to the flywheel, and is placed on the foot-rest. Expert potters can turn with the foot while the hands are busy moulding, but we who are beginners will do wisely to start the wheel revolving, then, keeping both feet on the rest, give all our attention to the hand-work, until the slower revolutions warn us that it is time to give the wheel another start. One caution should be given, and it may not be out of place here: Do not work too long a time at the wheel. Half or three-quarters of an hour’s steady work at a time will be enough. After that, leave it for half an hour and you will not get physically or nervously tired; besides, the work will go much better. Have your tools and a bowl of thin slip within easy reach as you sit at the wheel.
In beginning your piece, a lump of clay, say about two pounds, well worked, is made into a ball. Wet the top of the wheel, then rub it off so as to leave the wheel just moist enough for the clay to stick, but not slippery, so that it will slide. The lump of clay, held in both hands, is then thrown31 firmly on to the centre of the wheel. The bottom of the lump should be well down on the wheel, and it is most important to have it exactly in the centre. The hands are wet with slip, which is also rubbed over the lump of clay with both hands so that it is thoroughly moist.
The wheel is now set in motion as already described, and when it is well started, and both feet are up on the rest, the hands held one on either side of the clay starting close to the wheel, move slowly up the sides of the lump, drawing it up into a cone shape. The elbows should be well braced against the sides of the body, so as to hold the hands absolutely steady, for they should never waver or swing with the wheel, but hold true and firm. If the mass is not exactly in the centre of the wheel, or the cone shape is not even, the hands are again wet with slip, a few drops of which are shaken on to the clay. The thumbs are laid together, and the hands at the bases of the thumbs are pressed firmly down on the clay (as the wheel turns), pressing it again into mound shape. The hands and clay are wet once more, and the wheel started. The clay is now pressed up again into the cone form, taking great care to have the pressure even and slow. The hands should move, after each revo32lution, not more than a quarter of an inch. When a good cone shape is made exactly in the middle of the wheel, the piece is “centred.” In order to prove that the cone is absolutely in the centre, set the wheel going, brace the arms against the body, and, steadying the right hand with the left, move the forefinger of the right closer and closer to the cone, until it all but touches it. If the figure hits in any one place, that will prove that the cone is not centred, and it must be pressed again into mound shape as already described, but if it just clears it all the way round, the potter proceeds to the next step.
The thumbs, held close together above the clay, are aimed at the exact centre of it, and their ends pressed firmly but lightly in, while the wheel revolves once or twice. This is to mark the centre. The next step is to hollow out the piece. This is also done with the thumbs. The hands and clay being wet with slip, and the wheel started well, the fingers inclose the outer walls of the piece, while the thumbs are pressed into the centre of the clay firmly and decidedly down to within less than half an inch from the bottom. This is something that the potter learns to know almost by instinct—how close he can come to the top of the wheel and yet leave a bottom thick enough to trim and finish.
A form as nearly cylindrical as possible will be the simplest to begin with. Suppose one wishes to make a jar of the shape shown in Fig. 12. The next step is to make the walls of equal thickness, hollowing the bottom more. To do this, the elbows are braced against the sides, and the fingers placed in the position shown in Fig. 13. This is one of the ways in which the hands are made to support each other and work in unison. The different placings of the hands, to accomplish various results, are known as potter’s grips. In this one, the right hand, which remains outside the piece (lying close against it), supports the left by the thumb which rests against it, the forefinger of the right hand having previously been coiled around its thumb (see34 Fig. 13). The middle finger of the left hand lies against the wall of the piece inside. The piece is thus supported outside and in by a hand.
Starting at the bottom, as the wheel turns, the hands, held steady and firm, rise slowly with each revolution of the wheel. The right presses more than the left, hollowing the bottom and walls of the piece. Slowly, slowly, the hands rise, until the top is reached. If the shape is not quite true, the hands start in the same position at the bottom and again go up, pressing hardest when pressure is needed, and going lightly where it is not necessary to alter the shape. Another position of the hands (see Fig. 14) may be used to press the clay into a narrower form. This must be done with great deliberation and care, however, as too much pressure may make a crease in the clay wall which will35 spoil the piece. When the walls are of even thickness (not more than a quarter of an inch) and the shape about what one wishes, the top must be finished.
First the edge is cut even. We will use for this the tool shown in Fig. 8.
Holding the tool, which has been wet with slip, firmly in the right hand, brace the left by resting the thumb near where the steel is inserted in the wood (see Fig. 15). As the wheel turns, lay the left forefinger, wet with slip, just inside the top of the piece, and directly opposite (at the point where one wishes to cut the top) run the point of the tool through, till it touches the finger, and hold it steady and firm till one revolution of the wheel has been made. The wheel is then stopped, and the edge that was cut lifted off deftly and quickly.
To soften the edge, hold the forefinger and middle finger of the right hand apart (see Fig. 16). Wet their inner surfaces thoroughly with slip, then, as the wheel revolves, hold them straight and firm (while the left hand steadies the wrist of the right) and press the rounded joining of the two fingers gently but firmly down on the top of the piece, holding it there steadily till one or two whole revolutions of the wheel have been made. If one wishes to have a more flaring top, lay the forefinger of the right hand inside the edge with ever so slight an outward pressure, while the wheel turns once. Before perfecting the bottom, it may be as well to let the piece stiffen for half an hour.
The hoe-shaped tool is used for cutting away the extra clay under the bottom. Set the wheel in motion, then take the tool, well moistened with slip, in the left hand. Hold it firmly with its long edge on the top of the wheel (if it is to be a long and gradual slope into the bottom of the jar), while the right hand steadies the top outer angle of the tool. It is then run in under the bottom and there held till one or more revolutions have cut away the surplus clay.
Should one wish to make a more abrupt line up from the bottom, the process is reversed, the right37 hand holds the tool, the short side of which is laid on the wheel, while the left hand holds the outside top angle, to steady it.
After an hour or two, when the piece has stiffened somewhat, it may be smoothed, and the form refined or improved, if necessary, with the smooth-edged oval tool of sheet steel. When the wheel is in motion, this tool, moistened with water and bent to fit the curves of the piece, is held in the right hand at right angles with the piece, while the left hand supports the wrist of the right. Too abrupt angles may be softened and roughness removed with this tool. Start at the bottom with it, and move it up gradually, with each revolution of the wheel, lightly, except where the form needs much trimming. The rubber polisher, wet with water, is now passed over the surface in the same way, taking care that it is held at right angles with the piece and the hand that holds it is braced by the other. A stout wire held close to the piece on either side is then drawn under it once or twice to prevent its clinging to the wheel.
The next day, or as soon as the piece is stiff, it is removed to a plaster tile. In finishing the bottom, the wheel is first scraped and wiped clean of all clay; the piece is then placed on it bottom up and centred.38 This is done by putting it as near the middle as possible by eye; then when the wheel is going well, hold the right forefinger or a wooden tool, well braced, close to the piece. See if it touches at any point, and if so, move that side nearer the centre. Roll four short pieces of rather stiff clay. With two of these make supports on the wheel about an inch high, close to the piece on either side to hold it steady—not close enough to cling to it. Two more supports are placed half-way between the first two.
Get the wheel going well, and holding the hoe-shaped tool so that its middle angle will strike the bottom of the piece about half an inch from the edge, aim it truly and hold it steadily till the wheel has made one or more revolutions, which will mark a circle. Within this line depress the bottom slightly by cutting out a thin layer of clay. This is done with the rectangular sheet steel tool held first near the line, then with each revolution nearer the centre till it reaches it. The potter next cuts his mark on the bottom with a wooden tool, if the piece is not very dry, otherwise it should be made with a pointed steel tool, taking care to bevel the edges of the incised lines.


The large fruit-bowl on the left has an incised design of orange leaves near the rim. Beside it is a low dish for candy, with a built-up decoration of rings. A design of maple leaves is incised on the other small dish, and the lamp bowl at the right of the plate has a pierced decoration.
The jar is finished with a handle on each side. Roll out two strips of clay five and a half inches long; flatten them, and trim the edges. Now mark a place on each side of the top of the jar, so that a line drawn from one to the other would exactly divide the top. Make two other marks in the same way at the bottom, directly under those at the top. These are for guides in attaching the handles. Starting at the top, below one of the marks, criss-cross lines with the steel tool for an inch down the side of the jar. Do this on the other side of the jar, and then, starting an inch above the mark on either side of the bottom, cut criss-cross lines for an40 inch up the side of the jar. Now take one of the clay strips, brush the upper criss-crossed lines on one side of the jar with slip, and press the end of the strip upon it, working the edges close against the side of the jar with the flat of the nail. The other end of the strip is cut in a long point to fit the form of the jar, and bent into the shape shown in the plate. Wet the criss-crossed lines below it with slip, and attach this end in the same way as the first. The other handle is put on in the same manner.
A mat-glaze of gray green (see Chapter V.) will complete the piece.
Such forms as are shown in Figs. 17 and 18 can be made without any difficulty, and they will be most attractive for short-stemmed flowers—violets, sweet peas, or nasturtiums. A cream-jug (see plate) is comparatively simple. The lip is formed with a deft touch of the finger after the piece is moulded, and the handle added afterward. A dull-green mat-glaze will make a charming finish for this piece. The jar shown in Fig. 19 is more difficult to shape, but it is an excellent one for flowers.
The more simple and strong pottery designs are, the better. Those that are intricate, no matter how beautiful, are out of place on the big, substantial forms; while delicate traceries are lost under the glaze. Here, as in basketry, we can learn much from the work of primitive peoples.
In applying such designs, simple methods, too, are best—incising, building up the outline so that the design shall be raised above the background, cutting away the background to leave the design in low relief, and piercing. These are good processes, easy to learn, and effective in result.
In starting, suppose we decorate a wheel-made piece—a low dish for candy, with a built-up design of rings.
Materials required:
A wheel-made dish or bowl,
Ultramarine blue water-colour paint,
A small water-colour paint-brush with a fine point,
A saucer of ground, baked clay, mixed with water,
A pitcher of water.
The low bowl shown in the plate is not difficult to mould on the wheel. After it has become bone dry—as it will in three or four days—it will be safe to decorate it in this way. Be careful, in handling the piece, not to grasp it by the edge, which, in all unbaked pottery, but especially in that that is bone dry, is the most fragile part. It should be held in the hollow of the left hand, while the right does the work. Have ready some ultramarine blue water-colour paint mixed with water in a cup, a small paint-brush tapering to a fine point, and a saucer in which is some baked or biscuit clay, pale yellow in colour, ground fine and mixed with water to the consistency of thick cream. A jug of water nearby is also necessary, to thin the clay mixture when it stiffens.
The design chosen is one large and two small rings, alternating around the bowl near the top (see Fig. 20). First measure the circumference of the top of the bowl. Divide it into fifths and mark the divisions with the paint-brush and blue paint. Starting a quarter of an inch below one of these45 marks, draw a small ring, about half an inch in diameter, with the blue paint. Should you make a mistake, the paint will erase easily after it is dry.
Half an inch below the first ring another is drawn. One of these groups of two small rings is made below each of the five marks around the top of the bowl. Then starting half an inch below the top of the bowl, and midway between two groups, draw a larger ring about an inch in diameter. One of these rings is outlined in the same way in each of the five spaces. When the design is perfected and the paint dry, dilute a little of the baked clay in the saucer to the consistency of thin cream, and with it and the brush, thoroughly cleansed from blue46 paint, trace the outlines of the decoration. Use a full brush, and make the lines as uniform as possible in width and thickness. There should be four or more coats of this material applied in order to build up the design sufficiently, but only the first one is thin. This is so that it shall cling to the clay underneath. The next and subsequent coats are made with a thicker consistency of the creamy mixture, which must, however, be thin enough to flow freely from the brush. Do not add a coat until the one underneath is thoroughly dry.
The piece is now ready for glazing.
A pale-green glaze may be used (see Chapter V.).
Incising is an absolutely simple process, which gives a charming effect. Examples of this method of decoration are shown in the fruit-bowl with a garland of orange leaves just below the rim on the inside (see plate and Fig. 25), and the smaller bowl with a maple-seed design (see plate and Fig. 21). Incising also helps the pierced design on the rose-bowl described in Chapter VII.
Materials required:
A small wheel-made bowl,
A pointed steel tool,
A pointed boxwood tool,
A boxwood tool with curved point.
The bowl, a low one, is made on the wheel according to the directions in Chapter III. After it has dried for a day, it may be decorated with an incised design.
Suppose we choose for this a winged maple-seed, the simple outlines of which any one can draw. From tip to tip of the wings should measure at least an inch and three-quarters. If the bowl is small, not more than four and a half inches in diameter at the top, six seeds should be made at equal distances around it. First measure the circumference of the top of the bowl. Divide it into sixths, and with a pencil mark off as many divisions on the edge of the bowl.
The design, which is drawn so that the seed portion is down and the little wings turn up, is first outlined in pencil near the top of the bowl. Begin by drawing the seed part, which should be about an inch below a pencil-mark on the edge. With a boxwood point deepen the line, and then make the48 incision still deeper, using the wooden tool with a curved point. Take care not to make a double line in deepening the first outline; it should be a clean, firm line, with a bevelled edge. Avoid cutting under the edge, as the glaze will not run smoothly over it.
If the piece is too dry to admit of incising with a wooden tool, use a pointed steel tool at first and finish with a wooden one. Certain parts of the design should be accented by deepening the line—for example, the rounded seed portion, particularly where it joins the wings.
This bowl may be finished with a pale-green mat-glaze (see Chapter V.) or with a soft brown one.
A decoration that is left in low relief by cutting away the background is admirable for some pieces. The moth design on the rose-bowl in Chapter VI. is made in this way. The design is first drawn on the piece in pencil. Next it is outlined with firm, sure strokes, using a pointed steel tool, and taking great care not to cut under the edge of the outline, but bevel it, as in other processes. Go over the whole outline of the design again with a boxwood point, making the lines deeper. Then start close to the edge of the outline with the steel tool, which has a flat point, and scrape away from it, cutting as deep49 as the outline, close to the design, and sloping gradually up to nothing at about half an inch from it. Certain parts of the design may be emphasised by cutting the outline somewhat deeper at those points. Be sure to cut away enough clay about the design to leave it in decided relief, for the glaze softens the edges, and makes them too indefinite if they are not firm and clear in the beginning.
Pierced decorations are particularly good on pottery. Such simple designs as those in Figs. 22, 23, and 24 will be found the most satisfactory.
In planning a pierced decoration for the top of a piece, take care not to start it too close to the rim;50 three-quarters of an inch or more should be left between the edge and the decoration, otherwise the piercing will weaken the piece.
Outline the design first in pencil, then with firm, clear strokes follow the line with the pointed steel tool. The line is traced a second time still more deeply. All the clay within the outlines is cut out as far as the incision has been made, and then the sharp point of the tool is run through the wall close to the line. While the clay is being cut away with the right hand, the left supports the inner wall of the piece.
When the whole design has been pierced, moisten the finger with water and soften the edges of the decoration, that the glaze may flow freely over it. Decorations in high relief are made as follows:51 Small lumps of clay, as nearly as possible the consistency of the piece of pottery, are applied to the portions which are to be decorated, and which have previously been criss-crossed with a steel tool, and wet with slip. The design is then moulded with the hands and wooden modelling tools, working the edges close on to the surface of the piece.
The Glaze and How to Apply It
Clay that is simply baked, without a glazed coating, will not hold water perfectly.
One can imagine what a blow it must have been to the early potter when he found that this was the case. Some say that he used wax at first to close the pores of his pottery, and later—perhaps by the overheating of a kiln—glazed pottery was discovered. Pottery that is soft will develop a semi-glazed surface when overfired, and it is probable that some such accident suggested the use of the glaze.
The first glaze was doubtless a pure silicate of soda. Oxide of lead added to this made it more fusible, but it was not as hard or durable.
What is known as biscuit is baked clay porous and without gloss—for example, a flower-pot.
Glossy pottery has a very thin layer of glaze upon it. The Samian ware of the Greeks furnishes56 examples of this finish. Glazed pottery is covered with a perceptible coating of glass.
Enamelled ware, or pottery with a mat-glaze, has a glazed coating made opaque with oxide of tin. This finish is used on some of the most beautiful art pottery. Glazes may be coloured with certain metallic oxides without losing their transparency.
One is often confused by hearing the terms enamel and glaze carelessly used. Enamel should be used to describe a vitreous coating that is opaque, and glaze a glossy, transparent surface—both may be coloured. The term mat-glaze is an exception to this rule. This means an opaque glaze with a glossy finish.
The materials of which glazes are composed are about the same as those that enter into the composition of clays with a few additions. There is in glazes, as in clays, the play of soft and hard materials, or the flux and frit. Flint, aluminum, or china clay forms the frit or hard, refractory portion; potash, soda, lead or borax the melting part or flux. The addition of clays gives durability.
In preparing the flux, it is melted like glass and then crushed to powder. The frit must first be57 melted, then dropped from the crucible into water before it can be powdered.
The making of glazes is not often done by amateurs, and unless one is planning to start pottery-making as a business, and requires large quantities of glazes, it is best to buy them from a reliable dealer. They come in the form of powder—soft glaze, hard glaze, and stannifère, which is a hard glaze with some oxide of tin added, to make it opaque. The soft glazes are used on ware which fires at a low heat, and is therefore not durable. A large proportion of hard glaze must be added to make the preparation applicable to a pottery which is fired at an intense heat, while if one wishes a mat-glaze the stannifère is also used.
The colouring materials may be bought of the same dealer. They are as follows: Antimony for yellow, cobalt for blue, copper for green, chrome for green, manganese for brown, and iron for brown. Red oxide of iron colours a purplish red, and carbonate of copper makes a gray green that is very beautiful. A ground glass or stone slab, on which to mix the glaze, and a palette knife, will be required; also a small quantity of gum-arabic and of gum tragacanth, a small teacup, and a measuring-glass. These, with two or three soft paint-brushes58 of various sizes—one that is an inch wide, one smaller, and another larger—will be enough of an outfit to start with.
The gum-arabic should be dissolved in water to the consistency of honey. It is used in the first coat of glaze to bind the glaze and prevent it from rubbing off. Quite a little of it may be prepared at a time and kept in a covered glass jar until needed. The gum tragacanth is bought in small quantities—five cents’ worth at a time. Cover this amount with one pint of water and let it stand over night. In the morning, strain it through a fine sieve and put it away in a glass jar till it is needed.
If possible, very large pieces of pottery should be fired before they are glazed—in the biscuit, as it is called. Small and medium-sized pieces may be glazed on the green clay—the term by which unbaked clay is known among potters. The piece should have dried thoroughly for several days, until it is light gray in colour, and what is known as bone dry. It is decorated, if decoration is required, and then glazed. All vessels that are used to hold or measure glaze should first be dipped in water to prevent waste from the glaze clinging to them. The hands should be washed thoroughly59 after working with glazes, as some of the materials used are poisonous.
For the inside of most pieces a transparent glaze is used, whether the outer glaze is to be transparent or opaque.
All of the odds and ends of transparent glaze, no matter what the colour, that are left after each glazing, are poured into a large bowl or other vessel which is kept for the purpose. The mixture of all colours in this combination of glazes makes a neutral tint which harmonizes most agreeably with the outer glaze, whatever its colour.
It is applied as follows:
Take a small cupful of transparent glaze, and, holding the piece of pottery over the large vessel containing the liquid, pour the cupful of glaze into it, rolling it around the inside of the piece quickly but carefully, so as to have it cover the entire inner surface. Then turn the piece deftly and suddenly bottom up, so as to empty it into the large vessel without letting any of it drip over onto the outside of the piece. Should this happen, by accident, rub it quickly off with the fingers.
The most satisfactory finish for the outside of fine pottery is a mat or opaque glaze in any soft dull shade of green, brown, blue, yellow, or the red obtainable with red oxide of iron. For an art pottery, composed of fire-and blue-clay, which requires a strong heat, the following glaze is applicable:
Mix
1 tablespoonful of soft glaze,
½ tablespoonful of stannifère, and
½ tablespoonful of China clay,
together on a stone or glass slab with a palette knife, adding ¼ teaspoonful of gum-arabic and enough water to make the consistency a little thicker than thick cream. About ¼ teaspoonful of carbonate of copper added to this mixture (and ground thoroughly into it with the palette knife) will make a light gray-green. For deeper shades increase the quantity slightly. The tint appears much lighter than it will when fired; indeed, in the colouring of glazes, as in painting on china, the worker needs a great deal of faith, for until the magic of the kiln brings out the colours one would never guess what they were to be.
In applying the glaze, place your piece bottom61 up on a table, or other flat surface. Dip a soft, flat paint-brush into the bowl of glaze, and beginning with the bottom, paint it on in short strokes in every direction—what an artist would call cross-hatching—and overlapping slightly like the shingles on a house. The bottom receives but one coat of glaze, as it is liable to stick in firing and be uneven if it has more than one. Next start at the sides, near the bottom (as the piece stands upside down), and paint down for an inch or two all around. The piece is then set right side up, providing, of course, that the bottom is dry, which it will be undoubtedly, and the rest of it is glazed. From time to time stir up the glaze from the bottom, that it may be thoroughly mixed.
The edge especially should be carefully covered, and the outer glaze may even be brought over inside the piece a little. Before applying the second and third coats (for the piece receives three) two teaspoonfuls of gum tragacanth, well mixed according to directions, are added to the glaze. In putting on the second coat, the piece is again placed upside down on the table, and beginning where the sides join the bottom, the glaze is applied as before. The sides and top edge only are glazed this time. The third coat, which is put on when the second is62 dry, is begun at the top edge, covering it well, and is ended gradually and unevenly half way down the sides.
To make a lighter shade of green, with just a hint of yellow to soften it, add to half the quantity of the glaze first mixed as much again of the uncoloured glaze and a slight sprinkling of yellow.
It will be seen from these directions how much the colouring of glazes is like the blending of pigments for a picture. It is a delightful field for experiment, and the element of chance is supplied by the kiln, which often does unexpected and interesting things to one’s colours and glazes—leaving here, a touch of brown about the rim to relieve an expanse of green; there, a metallic tinge almost like lustre; and again the biscuit peeps through the glaze, giving a warmer tone to the edge of a decoration.
In mixing the glaze for a piece that has been fired in the biscuit, make it a little thicker than that for use on the green clay—about the consistency of whipped cream. It is applied somewhat differently, too. A potter would tell you to "rag it on"—that is, put it on with firm, short strokes, using the63 ends of the hairs of the brush instead of the flat part. Let each coat dry well before the next is applied. Three or four coats will be necessary, except for the bottom, which receives but one. After the first coat, gum tragacanth is added, as in glazing on green clay. The fourth coat need not entirely cover the piece, but the top should be carefully glazed. If for any reason the pottery has to be re-fired, it should be reglazed, but two coats only will be necessary, and the glaze need not be quite so heavy as that used on the biscuit. Do not be discouraged if your pieces need a second or even a third firing, for often the most beautiful results are obtained by re-firing. Quality—that combination of richness, and depth of colour and texture—rarely comes with the first firing.
Pottery for Beauty and Use
When one thinks of the limitless possibilities of pottery in household decoration—the great dishes for flowers and fruit, the lamp-bowls, candlesticks, and tiles—one may make, one can hardly wait to begin. Now is the chance to work out a long-treasured idea for a match-bowl, or a plant-jar to hang against the wall or window frame. Now one can show the superiority of one’s conceptions over the stupid things in shops! Let us hasten to get out the clay and begin.
Materials required:
About 4½ pounds of clay,
A plaster mould for a bowl, 10 or 11 inches in diameter at the top,
The oval tools of sheet steel,
The wooden modelling tools,
The pointed steel tool,
A flint bag,
A rolling-pin,
A bowl of slip,
A small sponge.
Take a good lump of clay, about four and a half pounds, well worked and free from air-bubbles. Beat out a piece with the flat of the hand on a table until it is about three-quarters of an inch thick and more than large enough to cover the bottom of the plaster mould you have chosen. It should be of even thickness, and may be rolled with a rolling-pin to make it smooth. Be sure that the plaster mould is clean and free from scraps of clay. Then dust it with powdered flint tied up in a cotton cloth. Now fit the flat piece of clay carefully into the bottom of the bowl mould, pressing it firmly, but lightly, against it. Cut the edge evenly around. Next a long rope of clay is rolled as described in Chapter II. It should be an inch in diameter, and long enough to go around the bowl just above the bottom. Pat it flat and even, and cut one end into a long point. After cross-cutting the edge of the bottom piece (to insure its holding firmly to the coil above), brush it with slip and lay the coil along, pressing it firmly on to the edge of the bottom piece. Work the edges of this piece and the coil together with firm, short strokes of the flat part of the thumb or forefinger nail. Where the coil joins the other end it is cut into a long, flat point that will fit exactly the point at the beginning, completing the row.
For the next coil no cross-cutting with the tool is necessary, but otherwise the process is the same in joining this and subsequent coils. Care should be taken to press the clay firmly against the walls of the mould, as well as upon the coil below. When the inside of the mould is covered, if a deeper bowl is desired, add one or two more coils above the edge, taking care to have them slope in such a way as to continue the lines of the bowl. It is then set away to harden. The next day the clay will have dried and shrunk sufficiently to come easily away from the plaster. The bowl is then placed bottom up on a table or flat slab, and the hollows left between the coils on the outside are wet with slip and filled in evenly, with clay of the consistency of that in the piece. This will take time and care. The bowl is then allowed to dry for an hour or two. Next it is carefully scraped and made even; first with the oval steel tool with a saw edge, held at right angles with the bowl and curved to fit the form: this is to get the large bumps off. It is then carefully evened off with the smooth-edged oval tool bent to fit the curves of the bowl. The inside is made smooth and even in the same way, brushing any deep hollows with slip and filling them in with clay. This process should be carefully and70 conscientiously done, so that the walls of the bowl, as one feels them between finger and thumb, are even and free from lumps. They should not be more than a quarter of an inch thick.
A damp sponge is then passed over the bowl, and the fingers and thumb smooth and polish it outside and in. The edge is trimmed as evenly as possible by eye with a steel tool and then bevelled as follows:
On a large slab of ground glass pour a little water, which should be spread over the glass till it is thoroughly wet. Now, holding the bowl bottom up, firmly with both hands, press its edge quickly and with a circular motion flat on the glass. It must be done so rapidly and deftly that it will not stick, but makes the edge even and true. Slip it off at the side of the slab instead of lifting it up from the centre. The bottom is finished as described in Chapter II. If this is done in the morning, the bowl will be ready for the decoration in the afternoon. This is a band of orange leaves (see Fig. 25), deeply71 incised near the top of the bowl on the inside (see Chapter IV.). More character will be given to the design if the line is broad and deep, particularly at the points of the leaves, which are thus emphasised. This piece being so large, should, if possible, be fired in the biscuit and then finished, inside and out, with a dark-green mat-glaze (see Chapter V.), and fired again.
Materials required:
About 1¼ pounds of clay,
The boxwood modelling tools,
The pointed steel tool,
A plaster slab,
A small sponge.
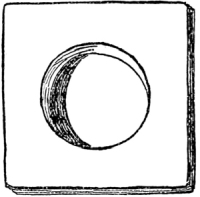
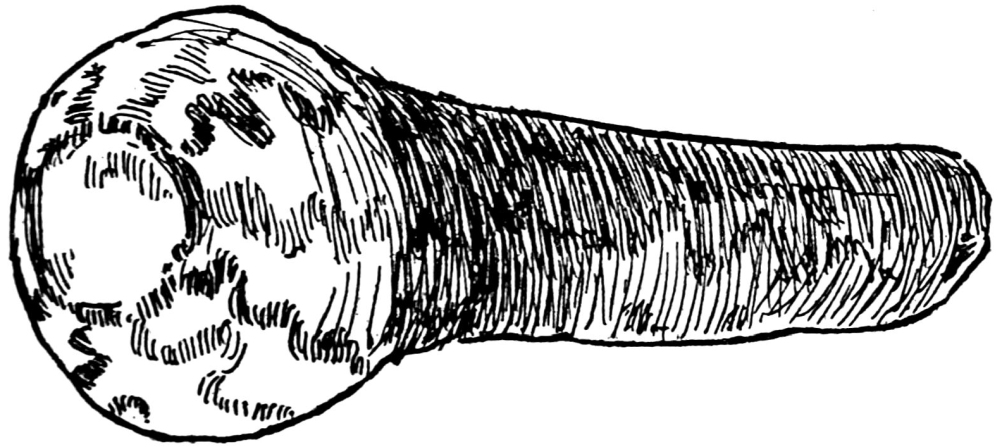
This sturdy little candlestick shows that it is hand moulded by the marks of the potter’s thumb on base, handle and candle cup. The square base is moulded from a single large piece of clay. This is patted flat and even with the thick part of the hand, and then cut square and the sides turned up for about an inch, making the base about five inches square and three-eighths of an inch thick. It is then placed on a plaster slab, and the corners are pressed in with a firmly held thumb. The sides of the square base are moulded into a gradual inward curve, and the corners are slightly depressed (see72 plate). A cup for the candle (see Fig. 26) is made by rolling a piece of clay into cylindrical form, about an inch and three-quarters in diameter and two inches and a quarter long. At the top of this roll, the finger makes a hollow for the candle. It should be remembered that the clay shrinks both in drying and firing, so this hole should be a trifle large and deep for the candle. The sides of the cup, at about an inch from the top, are squared and pressed in so that the four corners will stand out like columns. The hollowed sides between the corners show the mark of the thumb (see Fig. 26). The centre of the base is now wet with thick slip and the candle cup pressed firmly on to it, while the edges are moulded closely on to the base.
A piece of clay is then rolled and flattened into a handle an inch in diameter and five inches long. This is put on at one corner of the base, and is not attached at any other point. Before moulding it on to the base, touch the corner lightly with thick slip, to insure its holding. Where the handle joins the base it is made thick and substantial by adding73 a little extra clay. The print of the thumb is made where the handle joins the corner, another is pressed on the top, and another still on the end of the handle (see plate and Fig. 27). To support the handle until it dries, roll a ball of soft paper under it. After the candlestick has stood for a few hours out-of-doors or indoors overnight, it is carefully trimmed with one of the wooden tools or the sharp-pointed metal one, taking care to leave sufficient thickness to give it a sturdy, substantial character, yet not enough to make it clumsy. It is then rubbed over with a damp sponge and polished with the thumb and finger, which will smooth away any lumps and give the piece a hand-moulded look. Should there be any very deep hollows to make it uneven, they should be wet with slip very slightly and filled in with clay as nearly the consistency of that in the candlestick as possible. When it is bone dry, it will be ready for the glaze (see Chapter V.).
Materials required:
About 3½ pounds of clay,
A plaster mould for a bowl,
The wooden modelling tools,
The oval sheet steel tools,
The pointed steel tool,
A rolling-pin,
A flint bag,
A small sponge.
Having chosen a good mould for your bowl, brush it inside with ground flint tied in a cotton cloth, so that the clay will not stick to it. Now beat out a piece of well-worked clay on a board, with the flat of the hand, until it is perhaps two inches more in diameter than the bottom of the mould, and half an inch thick. It should be rolled smooth with the rolling-pin. Lay it in the mould, pressing it firmly against the bottom and sides. It may not be out of place here to say that no tool but a wooden one should be used in working in moulds, as metal tools are liable to injure the plaster. The edge of the bottom piece is next cut even with a wooden modelling tool, and a lump of clay is formed into a rude cube shape between the hands and then rolled out on a table or board with the flat of the hand till about three-quarters of an inch in diameter. This roll of clay is flattened evenly for its whole75 length. The top edge of the bottom piece is marked with criss-cross lines and wet with slip. The roll of clay is then started on edge, along the top of the bottom piece, pressed firmly down upon it and against the sides of the mould. It is joined to the bottom with firm, even strokes of the thumb or forefinger nail. When the circuit has been made, the two ends, each cut in a long, flat point, so that they will unite perfectly, are joined. Another roll is now made, the upper edge of the previous coil is wet with slip, and the coil is attached in the same way, being careful to start at a different place from where the previous coil was joined. Thus the whole bowl is built up. Where there are any decided hollows made by joining the coils, they should be filled in with clay of the consistency of the piece, and the bottom and sides smoothed with dampened finger or modelling tool. If a moderately deep mould has been chosen, after the sides are covered with layers of clay, four or more coils may be added above the mould to make a deeper bowl, continuing the sides in a graceful line. To do this, when the first coil above the mould has been attached, the bowl is set away, out of doors for fifteen or twenty minutes if it is in summer or indoors for a longer time if one is working in the winter. Whenever two coils have76 been built up, the piece is set away to harden. These coils, being free from the mould, can be joined on the outside as well as within. They are brought gradually in (see plate) until there is a space five and a half inches in diameter at the top. If a central-draught lamp is to be used in this bowl, a pierced design will be practical, as it does away with the necessity for a hole at the bottom of the bowl. There is much to be done, however, before the piece is ready for the design. When it has stood for four or five hours or overnight, the bowl can be lifted from the mould, the cracks on the outside where it was impossible to join the coils are wet with slip and filled in with clay of the consistency of the bowl, using the finger or a wooden tool. When the bowl is quite dry, it is smoothed inside and out, first with the oval tool with saw teeth, and then with the smooth-edged one, as described on page 19. The strokes with these tools should be short and firm, in every direction. The piece is then turned bottom up, a circle is drawn half an inch in from the edge of the bottom, and the clay within it scraped out, so as to leave a flat surface slightly lower than the outer rim. This is where the potter cuts his mark—a simple, quickly made initial in lieu of a signature.
The top edge, after it has been cut as true as possible by eye, is made absolutely even by the method described on page 70. The whole piece is then rubbed with a damp sponge and smoothed and polished with the fingers. It is now ready for the design (see Fig. 28).
The top edge of the bowl is marked off into fifths, and at three-quarters of an inch from the top the design is drawn with pencil, so that each time it is repeated the centre shall be directly below a mark on the edge. It is first incised with a metal tool, in firm, sure lines. Again the outline is traced, this time more deeply. Then the clay within the lines is cut out as deep as it has been incised, and finally the sharp edge of the tool cuts through the wall, close to the line. The left hand should support the inner wall of the bowl during this process. When the whole design has been made, dip the finger in water and soften the edges of the cut portion. The bowl is now ready for glazing. If pos78sible, it will be better to fire such a large piece as this in the biscuit before glazing. It will look well if glazed with gray blue or dark green (see Chapter V.).
Materials required:
About 4½ pounds of well-mixed clay,
A plaster slab about 10 by 12 inches,
The oval tools of sheet steel,
The pointed steel tool,
A rolling-pin,
Ultramarine blue water-colour paint,
A medium-sized paint-brush with fine point,
A saucerful of ground, baked clay, mixed with water.
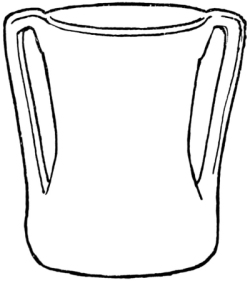
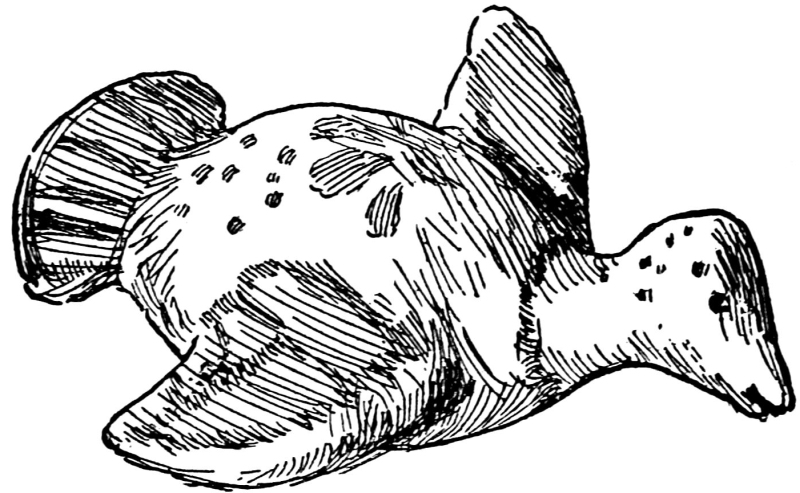
An Indian water-jar of basketry, smeared with pinon gum, pointed at the bottom so that it could be set upright in the ground or hung by leather thongs to a tree, suggested the form of this jar. One side is made flat, so that it can hang against the wall of library or piazza holding some long trailing plant that grows in water, ivy, or wandering Jew, or wild flowers gathered on a walk through woods and lanes. What more appropriate way to make it than the Indian process described in Chapter II.? We shall need about four and a half pounds of clay, well mixed. A large lump, almost two pounds, is flattened out on a table, with the thick part of the79 hand and then made even with the rolling-pin. The sheet of clay should be ten by twelve inches, and not less than three-eighths of an inch thick. Upon it the jar form shown in Fig. 29 is outlined with a pencil, making it as large as possible to allow for shrinkage. It is then cut out with the pointed steel tool and transferred very carefully to a large plaster slab, where it remains while the walls are being built upon it. A coil of clay is rolled out, as described in Chapter II., and beginning at the left side of the jar shape, at the top, it is attached to the edge (which has previously been criss-crossed with a steel tool and wet with slip), all the way around to the opposite side of the top.
The jar is then put in the air until quite hard, when the next coil is added in the same way. The third coil is brought in a little toward the centre, and subsequent coils come in still more, so as to make the form that of a jar cut exactly in half. After each coil is attached, it should be left in the air to stiffen, or the clay beneath will not support80 the coil in progress, so great is the strain in forming such a shape. Each time a coil is added the wall below should be criss-crossed with the steel tool (an extra precaution) and wet with slip. Care should be taken not to make the walls too thick, and to join the coils and finish the inside as it is made; for, when the jar is completed, it is impossible to get the hand and tool in far enough to smooth and finish it well.
When the jar is made, except for a diamond-shaped gap in the middle of the front wall, the piece to fill it is cut and fitted in. It will lie almost parallel with the back wall. Take care to make it full large for the opening, and join it to the inner edges most carefully, for here, if anywhere, is the jar liable to crack. The top is now made even by eye, using the pointed steel tool.



When the jar is somewhat dry, two handles (see plate) are formed of rolls of clay (the consistency of that used in making the jar), five and a half inches long by an inch wide and half an inch thick. These are firmly attached to the back wall of the jar at the top (see plate), according to the method described on pages 39 and 40. The decoration (see Fig. 30) is drawn on the rounded front wall of the jar with ultramarine water-colour, and then built up with powdered burnt clay and water (see directions in Chapter IV.). If possible, this piece should be first fired in the biscuit. A glaze of dark gray green (see Chapter V.) will finish it most attractively.
Materials required:
About 1½ pounds of clay,
The wooden modelling tools,
The sharp-pointed steel tool,
A plaster tile,
A rolling-pin.
A quaint Dutch dish, brought from Holland years ago, was the model for this sturdy little piece of pottery. It may be used for candy or to hold a vase of flowers, or a potted plant, protecting a polished table. A lump of clay is rolled on a table with the hands and a rolling-pin to the thickness of half an inch. Upon this clay sheet a rectangle four and a quarter by four and a half inches is drawn with a pencil and cut out with the pointed steel tool. It is then transferred to a plaster tile.
To the edge of this rectangle a coil of clay is attached according to the directions in Chapter II., and flared slightly outward, taking care not to make the corners sharp, but rounded and even. After the first coil has stiffened, and the sides have been made somewhat uniform and thin, it is cut even by eye, curving the edge up gradually toward the middle of the sides and depressing it slightly at the corners.
A second coil is now added, but instead of attaching it to the top of the first one, it is joined just below the top and inside the first coil. When it has stiffened sufficiently in the air, the dish is smoothed carefully inside and out with the hand and the wooden modelling tools, making the walls even and thin and perfecting the shape.
The effect of legs is given by cutting under the sides, beginning half an inch above the bottom. If this is started three-quarters of an inch from the corners, it will leave a sturdy, short leg an inch and a half wide at each of the four corners of the dish.
A roll of clay about five and a half inches long, an inch wide, and three-eighths of an inch thick is made into a handle (see plate), which is attached at the middle of one of the sides of the dish. At the two points where it is to be joined, the side of83 the dish is criss-crossed with the steel tool and wet with slip.
The bottom is finished by drawing a square with a pencil, half an inch in from the edge, and depressing it within the square, so as to leave a flat, even surface. The potter’s mark is then made within this square.
A pale green mat-glaze (see Chapter V.) makes a charming finish for this piece.
Materials required:
About 5 pounds of clay,
A rolling-pin,
The oval sheet-steel tools,
The pointed-steel tool,
The steel tool with a flat end,
A plaster tile.
This rose-bowl, which is shown in the plate, was built up without a pasteboard outline. If one’s eye is reasonably true this is not a difficult matter, but otherwise the outline process (see Chapter II.) may be followed.
A piece of clay is first patted flat with the hand, and then rolled out with the rolling-pin, until it is six inches square and about five-eighths of an inch thick. Upon this clay sheet a circle is marked, five inches in diameter, cut out and placed on a84 plaster tile. The edge is criss-crossed with a steel tool and wet with slip, and the first coil is attached (see Chapter II.).
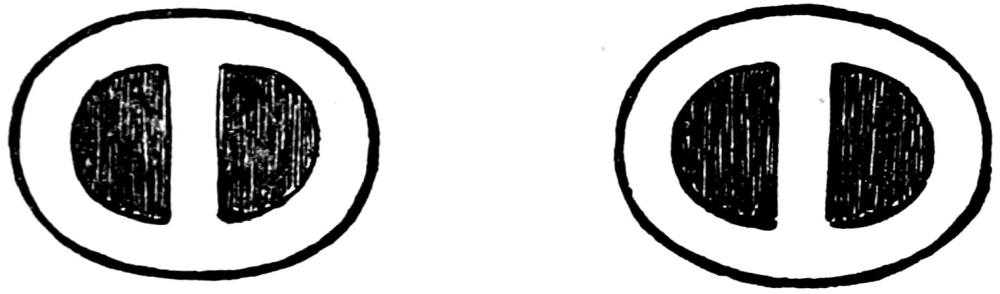
Two coils are built up, and then they are pressed outward to form the beginning of the outline, shown in Fig 31. This outline was taken from the lower sweep of the wings of a lunar moth, and the same moth forms the relief design upon it (see Fig. 32).
The bowl is then put out-of-doors until the clay is sufficiently firm to support two more coils. These are added; flaring them to follow the outline, and then the bowl is put away to harden—in the air, if the temperature is not too cold, otherwise indoors. It is built up exactly as was the flower jar in Chapter II., except that there is no cardboard outline to test it; the eye alone is the guide. Great care should be85 taken not to add the coils until those below are quite stiff, for the decided flare makes it difficult to keep the sides firm and true in outline. The circumference of the bowl, at its widest part, should be about thirty inches. When it is finished, the sides within and without are smoothed, first with the saw-edged oval tool, then with the smooth one. The edge is cut as true as possible by eye, and made perfectly level by pressing it quickly and lightly on the ground-glass slab, wet with clear water, as already described. A damp sponge is then passed over the piece, inside and out, while the fingers rub and polish it dry.
The bottom is finished and the potter’s mark made as described in Chapter II.
When the bowl is thoroughly dry—say the following day—it is ready for the decoration.
Divide the circumference of the top of the bowl into fifths, with pencil marks, lightly made. Then draw the design upon it, so that the top of the upper wings shall be not less than an inch from the edge of the bowl. Make the moths as nearly life size as the bowl will allow. Three and a half inches across, from tip to tip of the upper wings, with spaces an inch and a half between them, will86 look well, if the bowl is large enough. Having drawn the design in pencil, outline it firmly with the sharp steel tool, taking care to bevel the edge of the design. Never cut under the edge, as the glaze will not flow well over it. Go over the outline, making it firm and deep, with a wooden point. Now, starting close to the edge of the moth, with the flat-pointed steel tool scrape away from it, so as to cut as deep as the outline, close to the design, and shave off to nothing at about half an inch from it. This will give a low relief effect, which is very attractive. The antennæ are incised (see Chapter IV.), and the markings of the moth may be built up with ground, baked clay, so as to heighten the relief. The bowl may be glazed a pale green with a slight yellow tinge (see Chapter V.) to suggest the colour of the moth. It should, however, if possible be fired first in the biscuit.
Materials required:
About 1½ pounds of clay,
The wooden modelling tools,
A plaster tile.
A candlestick in flower form may be made in green and white, for a bedroom in a country house.
Five leaves, much the shape of poppy leaves,87 radiate from the centre, making a base from which the stem rises for three inches. A round, slightly flattened calyx, topped by a five-petalled flower, forms the cup for the candle. A sixth leaf, starting at the centre of the base, curls over until its tip rests sideways against the stem, serving the double purpose of a handle and a brace for the stem. The base should be modelled first, from a single piece of clay, placed on a plaster tile. Care should be taken to have it sufficiently thick—at least half an inch in most places. Although the leaves should be indicated, do not try to carry the leaf form way to the centre of the base. Let the irregular outline of the whole base, with an occasional raised tip, or edge of a leaf, suggest rather than imitate leaves. The leaf that forms the handle will, of course, be more carefully modelled. Now mould the stem, about an inch in diameter and three inches long, with the calyx on the end, an inch and three-quarters in diameter, and an inch high. After criss-crossing the middle of the base with the pointed-steel tool, wet it with slip and set the stem on the base, working the edges firmly on to it with the flat of the nail and wooden modelling tools. The leaf for the handle is brought over against the stem with a graceful88 turn, and there fastened with a touch of slip and some clay added underneath. Be careful to have the whole candlestick substantial, and not at all thin in construction, or it will suggest metal work rather than pottery.
After the candlestick has stiffened for a few hours, a five-petalled flower, three and three-quarter inches in diameter, is modelled and put on top of the calyx, which has first been criss-crossed and wet with slip. The cup for the candle is next hollowed out in the centre of the flower and calyx, raising the edge of the flower centre slightly above the surrounding petals. The candle cup should be a trifle larger than it will need to be when finished, as it shrinks somewhat in drying and firing, and the glaze, too, fills it up a little. Be sure, also, to have it deep enough to hold the candle.
The base, stem, and handle are finished with a gray green mat-glaze (see Chapter V.), while the petals are white—the uncoloured mat-glaze.
How to Make a Plaster Mould
In building pieces of pottery whose walls have a decided flare, a plaster mould will be found most useful. Its sides support the coils of clay and enable the potter to form his piece much more rapidly and surely than he could by eye, or even with the cardboard outline.
It should, however, be used with judgment, rather as an aid in beginning a piece which is afterward finished by eye than as a mould in which pieces are duplicated. Turning out many pieces exactly alike savours of commercialism and does not develop the potter’s individuality. Several bowl-shaped moulds, varied in form and flare, if used as suggested, will be a great assistance to the potter. They are made quite easily, as follows:
Materials required:
6 or 8 pounds of clay, well mixed,
A bowl, or mould in bowl shape,
A dishpan full of plaster of paris,
A dishpan of water,
A bag of ground flint,
A piece of oilcloth 8 inches wide by 1¼ yards long,
2 clothes pins,
A stout cord or rope,
A wooden wedge,
A few drops of olive oil,
The wooden modelling tools,
The rectangular tool of sheet steel,
A large hoe-shaped tool,
A large kitchen spoon.
Having chosen the bowl that you wish to copy, dust it with a cotton cloth in which ground flint is tied, and roll out a piece of clay two or more inches larger in diameter than the bottom of the bowl, and about an inch thick. Press this carefully into the bottom, making sure that it touches everywhere. Now roll out several other pieces of the same thickness, large enough to reach from the upper edge of the bottom piece to the rim of the bowl, and four or five inches wide. The upper edge of the bottom piece having been cut even and wet with slip, these pieces are pressed down firmly and joined to it with the nail stroke before mentioned. Great care is also taken to press these pieces against the sides of the bowl. When the bowl is lined in this way with a coating of clay an inch or more in thickness at every point close93 against its walls, the clay is smoothed evenly on top, on a line with the rim of the bowl (using the rectangular tool of sheet steel) and set outside to harden.
When somewhat firm, the bowl is filled in with clay until only a space the size of a man’s hand is left in the middle. It is then set away, this time over night, to harden.
The next day the clay will have dried and shrunk sufficiently to enable the potter to slip it out of the mould. Any cracks or hollows that may be found on the outside are wet with slip and filled in with clay of the consistency of the piece. After the clay is quite dry, the form of the mould should be made perfectly true by hand (using the oval sheet-steel tools) or on the wheel. If the latter method is chosen, place the clay mould bottom side up on the wheel, centre it (according to the directions in Chapter III), and, taking a large hoe-shaped tool, hold it firmly, bracing the hand still better with a stick laid across from a plaster mould, or other convenient object, on the table, to one’s lap. Having set the wheel in motion, hold the dull point of the tool so that it just touches the wall of the mould, near the wheel. Move the point up very slightly with each revolution of the wheel—this94 will trim and perfect the sides. The bottom is made even in the same way. Now wash the wheel outside of the mould carefully and oil it with olive oil. Take a piece of heavy oilcloth, about eight inches wide and long enough to reach around the wheel, overlapping about a foot. Placing it with the right side in, draw it tightly and fasten with clothes pins (see Fig. 33). Next tie a rope or stout cord around the oilcloth, about on a level with the wheel, and, to make it more secure, wedge it with a piece of wood. Roll strips of clay about the diameter of a lead pencil, and stop the cracks where the oilcloth overlaps, also between the oilcloth and the wheel, very carefully, so as not to touch the clay mould. Be careful, from now on, not to move the wheel until the mould is made. Now mix your plaster of paris, as follows: Have an empty basin or dishpan, large enough to hold the quantity necessary for the mould—you will learn to judge this pretty well by eye. Put in as much water as you will need, and sift gradually95 into it, by the handfuls, the dry plaster, pressing out all lumps; in this way the water will reach every particle. When there is a small island of plaster, about an inch above the surface of the water, there will be enough. Let the plaster get thoroughly saturated by the water, as it will in a few minutes; then mix with the hands or a large spoon until it is the consistency of thick cream. Pour it gradually around and over the clay mould, not all in one place, until it is about an inch and a half or two inches above the bottom of it. Let it set for an hour or more until it seems perfectly hard. The oilcloth is then taken off, and with the dull point of the hoe-shaped tool the bottom is trimmed true on the wheel, in the same way as the wheel-made pottery is finished. The sides should also be smoothed and made even with the straight-edged sheet-steel tool. It then looks like a great frosted cake. When the plaster is hard and set, the mould is taken from the wheel and reversed, so that the clay may be removed. To do this, dig out the inside of the clay mould with a large sheet-steel tool, taking care not to come near the plaster, which would be injured by the steel. The shell of clay remaining can be easily lifted out with the fingers.
One who does not own a wheel can make a mould by setting the clay bowl, bottom up, in the centre of a small shallow bread or dish pan, which must then be well oiled on its inner surface. The plaster of paris is mixed and poured around and over the clay mould, as already described.
If one uses a great deal of clay, plaster basins may be made for drying out the superfluous water from the clay after it has been mixed. These are moulded in the form shown in Fig. 34, the straight-sided circular cavity in the centre being about three inches deep, and the whole slab perhaps sixteen inches square. The basin part, like the bowl-shaped mould just described, is first formed in solid clay, and the mould is made in the same manner.
Plaster slabs, both round and square, to hold the pieces of pottery while they are being made and dried, may also be moulded.
Materials required:
A bowl-shaped mould of plaster, 3½ inches in diameter at the bottom and 9½ inches at the top,
About 3½ pounds of clay,
A bag of ground flint,
The wooden modelling tools,
The oval tools of sheet steel,
The sharp-pointed steel tool,
A bowl of slip,
A small sponge,
A rolling-pin.
A charming rose-bowl may be built up in the plaster mould described in this chapter. About three and a half pounds of well-worked clay will be needed, and the usual tools.
A small lump of clay is first patted out with the hands on a table or board, then rolled smooth with a rolling-pin until it is three-eighths of an inch thick and about six inches across. This is laid into the bottom of the mould, which has previously been dusted with ground flint tied in a cotton cloth. The clay is pressed lightly, but carefully, against the bottom and sides, and then made even at its upper edge with a wooden tool. Strokes of the wooden modelling tool, cutting this upper edge criss-cross, and a touch of slip, prepare it for the first roll of clay, which is made and at98tached as described in Chapter II. These coils need not be as thick as those used in making the first pieces. As the worker gains experience, he can make the walls of his pieces much lighter than at first, and still keep them strong. Subsequent coils are joined in the same way, taking care to press each against the wall of the mould, as well as upon the coil beneath. When the sides of the bowl are covered, a coil is attached above the edge of the mould. This should be almost vertical, instead of flaring, and a second coil (which is joined after the first has stiffened out-of-doors for twenty minutes) is brought in slightly toward the centre. The bowl is then left over night, when it will be quite dry and have shrunk sufficiently to slip easily out of the mould. It is turned bottom up on a table, and the cracks between the coils are wet with slip and carefully filled in with clay of the consistency of the bowl. After it has been set away to harden for a few hours, it is made smooth and even with the oval tools of sheet steel as described in previous chapters. In trimming the walls to an even thickness, they may be made comparatively thin—a little less than a quarter of an inch. Next the bottom is finished and the potter’s mark made. The edge, after it99 has been bevelled by eye, is perfected on the ground-glass slab.
The piece is now ready for its decoration. This is the design shown in Fig. 35. The circumference of the top of the bowl is divided into fifths, and marks are made in pencil half an inch below the rim. Just below each of these marks the design is drawn, placing it so that if a line were drawn straight down from the pencil mark, one of the oval figures would be on each side of it. The centre of the design is pierced, as indicated in Fig. 35, by the method described in Chapter IV., and a deep incised line surrounds it.
A pale green mat-glaze (see Chapter V.) completes the bowl.
The Making of a Tile
The ancient Egyptians were probably the first tile-makers. Some of their most remarkable pieces of enamel work are clay plaques or slabs, made as early as 1300 B. C. Figures of men and animals were drawn upon them, modelled in low relief, and coated with enamels, brilliant and beautiful in colour.
In other tiles a kind of mosaic was made—a combination of fine clay and enamels, which were mixed into soft pastes. The design was modelled and fitted together in these coloured pastes, which, when they were fired, the heat fixed and vitrified. Again these cunning craftsmen left in the clay incisions forming a design. Into these settings, so to speak, small pieces of glass or enamel were fitted, and when fused into place by the heat of the kiln suggested jewels.
Now-a-days our artist potters are designing and modelling tile for wall and floor decoration104 —whole mantels to match the colour scheme of a library or my lady’s boudoir.
To the uninitiated, the making of a tile seems almost too simple to learn—just a slab of clay, cut square and baked. Simple enough it is, to be sure, yet it has difficulties enough to make it interesting.
Suppose we mould a tile and learn by experience just what the difficulties are and how to surmount them.
The clay that is used in moulding tiles is the same as that of which the other pieces of pottery are made—i. e., a mixture of fire and ball or blue clay with the addition of a large amount of what is called by potters, “grog.” This is fire clay which after baking becomes pale yellow in colour and quite hard. It is pounded105 into pieces the size of a small pea, and smaller, and mixed thoroughly through the clay, to act as a tempering agent. Mould in as much of the “grog” as the clay will hold. Too much will make it lose its plasticity and separate into small lumps, but short of this the more “grog” the tile clay contains the better, as, being baked and shrunken, it minimises the chances of cracking by shrinkage.
In making a tile, the following materials will be required:
About 4½ pounds of tile clay,
A level board, about 15 by 20 inches,
A frame made by screwing a strip of wood, ⅞ of an inch thick by 2 inches wide and 21 inches long, on each of the long edges of a board, 14½ inches wide by 21 inches long,
3 pieces of white cheese-cloth, 15 by 21 inches,
A rolling-pin,
The rectangular sheet-steel tool,
A T square or a piece of sheet metal, 8 by 8 inches,
A strong, sharp knife,
A bowl of slip,
The boxwood modelling tools,
The pointed-steel tool,
The steel tool with flat point.
To begin with, a large piece of tile clay is worked until all the air-holes are out of it, as already described.
A wooden board which is absolutely level, having previously been covered with a piece of wet, white cheese-cloth, which is tacked securely upon it, the clay is moulded into a square by hand and laid upon the board. It is then pounded flat with the thick part of the hand into an irregular square cake, and rolled with a rolling-pin, wet with slip, until it is a little less than half an inch thick.
A wooden frame made of a board fourteen and a half inches wide by twenty-one inches long, with a strip of wood the same length, seven-eighths of an inch thick when planed, and two inches wide, screwed on to each of the long edges, should have been provided beforehand. A piece of wet cheese-cloth is spread upon this board,107 and the clay square is carefully transferred to it, fitting it carefully into the form by patting and pressing with the hand. It should then be smoothed with the rectangular tool of sheet steel.
The tile must now be reinforced for the reason that the outer edge, which dries and shrinks first, would naturally crack when the inside finally dried and shrank, and so spoil the tile. When reinforced, the edges, being double thickness, dry more slowly, making the whole tile shrink evenly. Six pieces of clay are rolled into as many rope-like strips. Five of these strips are patted flat with the hand until they are about an inch and a half wide and not quite half an inch thick. They are then laid along the outer edges of the tile, which have108 first been lightly brushed with slip, and across the middle (see Fig. 36), pressing them firmly onto the tile and joining the edges carefully. The sixth strip is cut into two short pieces, which are laid in at the centre, between the three strips crossing the tile (see Fig. 36), and firmly attached by moulding them against the other strips and working the edges on to the tile upon which a touch of slip has been brushed. A damp piece of cheese-cloth is laid on the tile and it is again rolled with the rolling-pin. Next it is made smooth with the sheet-steel tool, and the four depressions are moulded evenly, as shown in Fig. 37. It is then set away over night, to get in proper condition to cut and finish.
The following day put a board on the bottom of the tile and reverse the frame so that the tile will slide off on to the board. Then with a T square or a piece of sheet metal eight by eight inches (the size of the tile) laid upon it, cut around the edges with a sharp, strong knife. The tile is then set away to receive its decoration, which should be made the day following.
Care should always be taken to lay the tile only upon an absolutely level board or other flat surface in drying, as otherwise it will warp and dry unevenly.

The face of the tile. For detail of this design, see Fig. 38.
The back of a tile, showing the potter’s mark and the rough texture of the tile clay.
Having chosen a simple design—for example, the one shown in Fig. 38—draw it upon the tile in pencil. Next go over the lines with the pointed tool of boxwood, and with a curved pointed wooden tool incise the outline still deeper. Make a clean-cut, firm outline, broad and deep, with a bevelled edge. This is, of course, supposing that the tile has not become very dry, in which case the tool used should be the pointed steel one, finishing with the wooden tool. The whole design should be deeply incised with firm, sure strokes. The pieces of “grog” which the tool will run against now and then will not injure the outline if the hand is firm. Should one by mistake cut away more of the design than was intended, it can easily be repaired with a touch of110 slip and a small piece of clay, the consistency of the tile, worked in with the pointed steel tool.
The portions of the design which are indicated by dots in Fig. 38 are depressed with the flat-pointed steel tool, according to the method for leaving the design in low relief, described in Chapter IV. Before setting the tile away to dry for the last time, the potter incises his mark on the back. A dull yellow mat-glaze or a gray green one (see Chapter V.) will finish it attractively.
A tile such as this, eight inches square, is rather large for some purposes; it is, however, most effective as a decoration, and may do practical service in holding a flower-pot or vase of flowers—protecting a table or wooden mantel from moisture.
Fireplace tiles are, of course, considerably smaller, and those for use on a table are lighter as well. They are made by the same process, only using a smaller frame and rolling the clay thinner.
Some designs for tiles are shown in Figs. 39, 40, 41, 42, and 43.
The Kiln
Pottery, until it is fired, has little or no practical value. One who owns a piece of Gay Head ware, made in Martha’s Vineyard, and called by the name of the bluffs of whose clay it is made, will appreciate this. Though charming in colour, a terra-cotta background with swirling lines of pale yellow, black and white, it can only be put in one spot—on the highest shelf, out of reach of children and others who like to “look with their hands.” If it were baked, the colour which is its chief charm would be lost, and it is therefore so fragile that a rude touch will break or deface it. In the early days of pottery-making, when utility was everything, pots for cooking and domestic purposes were baked either before the fire, or covered with bark and other burning fuel, which hardened the clay and made it strong enough for service. We do not find traces of kilns, however, among the relics of those early potters.
Probably the first people to use the kiln were the old Egyptians.
One which is represented in their mural paintings was a high, circular chamber made of brick. The floor, near the bottom, was perforated, and beneath it was the fuel, which was put in through an opening on the side.
The kiln used by the early Greek potters had a place for fuel on one side, and an upper chamber for the pieces of pottery, with a door through which it could be put in and withdrawn. This differed from the Egyptian kiln only in having a dome.

Many of the kilns of the present day are shaped almost exactly like those used by the early Greeks. So important a part does the kiln play in perfecting a piece of pottery—putting the final touch upon it: the touch that shall make or mar—that the potter realises he must plan, before anything else, either to own a good kiln or to know of one where his pieces can be sent to be fired. Unless one wishes to make pottery on a large scale, as a business, the expense and care of owning one’s own kiln is unnecessary. There are makers of art pottery near the principal cities who for a reasonable amount will fire one’s pieces admirably, and with much less risk than an amateur could possibly115 do them—that is, providing one uses the same kind of clay as is employed by the owners of the kiln where one’s pottery is to be fired. If not, this clay can usually be purchased at the pottery ready mixed at slight expense. Even though one may not care to assume the cost and responsibility of owning a kiln, it may be of interest to know something of the construction of kilns and how they do their work.
The open-fire kiln is preferred by many potters. Such kilns have been used for generations by potters in England; and for ware that needs hard firing they have proved most reliable. Fig. 44 shows the in116terior of one of these kilns, and Fig. 45 the ground plan. From these diagrams one can get an idea of the principle on which such kilns are run. This kiln is built mostly of fire-brick, and should be under cover for more than one reason. First, there is no danger from frost if the kiln is inclosed by a wooden building, and then it is more convenient for the potter to do his work where he is not exposed to the weather.
The kiln is circular, built on a foundation of brick or stone, and strengthened with bands of wrought iron. At all four sides of the central chamber, where the pottery is placed, are fire-boxes where the coal is fed on to a grate below the level of the floor of the chamber. The hot air from the fire-boxes finds two outlets, one through a direct escape, close to the box, the other through a passage and out at the centre of the floor. Within the central chamber are piled the saggers—great circular117 boxes or drums made of fire-clay—all of which, if possible, contain pottery, but, whether full or empty, they must fill up the chamber, as their clay holds and radiates heat which would otherwise be lost. The office of the saggers is to protect the pieces of pottery from direct contact with the flame, smoke, and ashes of the fire.
The heat from the fire-boxes, if it rushed directly into the kiln, would fire the pieces near the bottom of the chamber too hard, so slabs of fire-brick, called firebacks, are arranged so as to send the heat up (see Fig. 44). It then, passing up between the saggers (which, stacked one above the other, form flues to improve the draught), passes off at the top opening. This aperture, as will be seen in Fig. 44, has a slab supported by bricks above it to control the draught. The heat escapes through the cone, and thus through the chimney. The cone is made of ordinary bricks, and its office is to help the draught. There is another kind of kiln much like this model, except that it has a down draught. The heated air, as it escapes, passes down through an opening in the floor, along a horizontal passage, up and out. This keeps the heat in the kiln for a longer time, but it also confines the gases,118 which affect the colour of the ware so that it is not practicable for art pottery.
Seen from the outside on a day when the kiln is being filled, its aspect is quite different. Inside the great brick chamber, workmen are stacking the saggers filled with pieces of pottery, some of which, not yet packed, are standing on tables near at hand. They look wan and pale, faint grayish-green, or leaden gray. Not until they have felt the fierce heat of the kiln will they glow with living green or will the beauty of their blues appear. Yellow that is almost orange seems to be only a deep cream colour before it is fired. Then there are pieces of green, or unbaked clay, to be fired in the biscuit—that is, without the glaze. These are put in another part of the kiln.
Just a word about the saggers. These huge, rough boxes of burnt fire-clay, whose office has already been spoken of, are sometimes bottomless, simply rings. Should a sagger be too low to contain a piece that is placed in it (as is often the case), one can build up the clay-box to the required height with the bottomless saggers. Between every two saggers rolls of clay are laid (coiled around the edge) to hold them together. When the kiln is filled at last with its stacks of saggers, the doorway119 is bricked up and the fire started. The open-fire kiln requires the best part of three days to complete it. The first day it is filled with pottery and the fire started. In firing a kiln, the heat should be raised very slowly. All that night the fire is watched and fed, as it must be kept at the requisite temperature, for if it gets low, or, as the potters say, “slips,” the glaze is spoiled and the pottery must all be reglazed and fired again. The weather affects the kiln, the draught not being so good on a damp or rainy day as on a fair one; and the coal also must be specially chosen for the kiln. It takes several tons to fire one kiln, so that the success or failure of a firing is no light matter. The second day much attention must be given to keeping the fire up, and at about nightfall the guides are drawn as follows:
At equal distances around the kiln are four peep-holes—small, round apertures on a level with the eye, which are closed with a cylindrical tube having a transparent asbestos end. In the glare of the kiln, directly on a line with these peep-holes, one can see a row of clay rings, which were daubed with glaze before the fire was started. Having withdrawn the cylinder which closes the hole, the potter runs in a long metal rod, with a hook on the end,120 catches a ring, and draws it out. He can tell from the appearance of this ring, or guide, how the kiln is firing and about when the pieces will be done. Usually they are finished that night, but the kiln is not opened until it has cooled for many hours.
THE MUFFLE KILN
The muffle kiln is shown in Fig. 46.
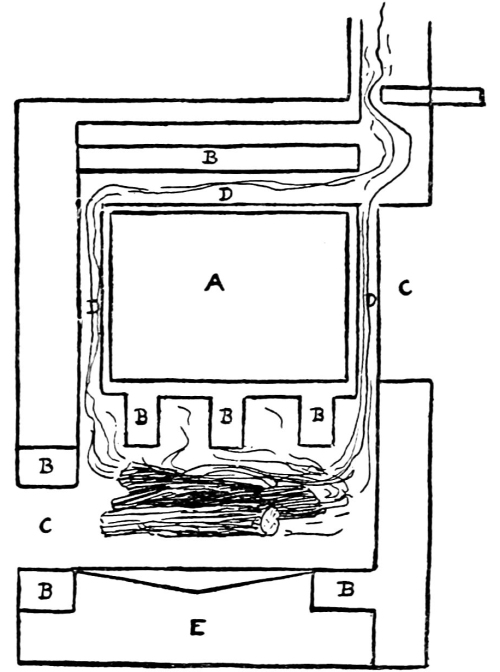
This fires at a low degree of heat, compared with the open-fire kiln. It is mostly used for under-glaze pottery and for glazing. In this kiln the fire could not come in direct contact with the ware, so that saggers are unnecessary; instead, there is a system of shelves upon which the pottery is placed.121 The fuel, which may be wood, is fed through a door on one side of the lower part of the kiln, with an ash-box below. A brick arch supports the muffle-box or chamber where the pottery is placed. On the opposite side from the furnace door is the opening through which the pieces are put into the kiln. This is carefully bricked up before the fire is started. The hot air passes through a passage extending around all sides and above the box, and the outlet is over the door where the pottery goes in. A slab extending nearly across this outlet controls the draught.
Basket-Covered Pottery
There has always been a close connection between pottery and basketry. Those who study Indian handicrafts learn that pottery was evolved from basketry in the long ago. Neltje Blanchan suggests that it may have happened in some such way as this: “Perhaps a hunter returned home hungry one day ... and his wife, anxious to hasten dinner for her impatient lord, coated her cooking-basket with clay that she might set it directly over the fire without danger of burning. Imagine the woman’s surprise and joy to find, on removing it from the embers after dinner, that she had a basket plus an earthenware pot!”
The two crafts have helped each other from that day to this. The Indian woman suspends her earthen cooking-jar with coils of wild grapevine, which ever and anon she smears with wet clay when the flames come too near. Japanese craftsmen enmesh their pottery jars with wistaria stems to126 protect them from breakage, or to suspend them against the wall, where growing plants or trailing vines may fill them to overflowing. Even the little ginger jar one buys for a few cents in Chinatown has its case and handle of pliant cane.
Charming things may be made for the beautifying of one’s own or another’s house if one knows something of the two crafts. A few of them are described in the following pages:
Materials required:
An Indian pottery bowl in white and Indian red, 6 inches in diameter at the top,
A bunch of Indian red raffia,
A curtain ring,
A tapestry needle No. 18.
Any one who has made raffia hats with the knots that our mothers used to call macramé in the early eighties, will see by a glance at the plate how the network of raffia which incloses this bowl is fashioned. The bowl is the first consideration. It may be bought at an Indian store for about a dollar; or, if one prefers, one can mould one’s own bowl of flower-pot clay. In that case, however, the white background which is so effective in the Indian ware will be missed.

The straight-sided hanging jar on the left was once the pillow of a Chinese woman. Beside it is a green bowl of Spanish pottery, inclosed and suspended with green rattan. The small jar below is a Flemish piece, with a covering of pale-green rattan. Above is an Indian bowl, with a knotted raffia covering. The three-handled plant-bowl on the right has a gray-green mat-glaze. It is suspended with raffia ropes.
To begin with: Thread a No. 18 tapestry needle with a strand of Indian red raffia. Twist the end three or four times around the middle and forefinger of the left hand, and cover the small ring thus made with button-hole stitches. The ring should be about an inch in diameter.
Finish off the end of the raffia by sewing several stitches through and through the ring. Pin this ring to a cushion on one’s lap or to some firm, soft object near at hand. Take two strands of raffia, double them around the ring, and with the four ends thus made tie a Solomon’s knot as follows: Hold the two upper strands straight and taut. Bend the under strand on the left across them to the right (see Fig. 47), and bring the under strand on the right over the end of the left strand, back of the middle strands, and through the loop made by the left strand in starting. Another pair of strands is knotted on in the same way, and another, until there are thirteen groups around the ring. Beginning anywhere on the ring, the128 strands on the right of a group are brought beside the two on the left of the group to the right of it, and the middle pair of the four are held straight down, while the strands on the right and left are knotted upon them as already described. This knot should be about half an inch from those in the previous row. Make a double knot this time—that is, repeat the process already described. Take the strand which was on the left after the first knot was tied, bring it over the middle strands to the right, and after bringing the strand on the right over the end of the left one and back of the middle strands, pass it up through the loop made by the left strand in starting. The two strands at the right of the right-hand group are next knotted in the same way with two on the left of the next group to the right, and so it goes on around the net—making a double Solomon’s knot each time.
Five rows more of this knotting are made, each row being half an inch from the previous one, except the fifth, which is three-quarters of an inch from the fourth. Now bring all the strands from three groups together at an inch and three-quarters from the last row of knotting. Hold the middle one of the three groups taut, and tie the strands to right129 and left upon it in a Solomon’s knot. Tie another knot close to the first one, and another, until there are seven—one below the other. Three more groups are brought together at an inch and three-quarters from the last row of knotting, and tied in the same way. Then another three. The fourth bunch will have four groups of strands in it (as there were thirteen groups in all at starting). Two of these groups, the middle ones, are held taut, and those to left and right are tied upon this double group as the others were. Then, taking the long ends of one of these bunches, tie them again in three Solomon’s knots at an inch and three-quarters from the seventh knot. They are next brought straight down without knotting, for two inches more, when two knots are made. For two and three-quarter inches more they are brought without knotting, then tied and wound around a large ring—an old curtain ring about two inches in diameter will do. When all four bunches have been knotted in the same way, and the ends of all have been fastened securely to the curtain ring, the ring is covered neatly with button-hole stitch in raffia, and a raffia binding about half an inch wide is made just below the ring, where the strands are fastened to it.
Materials required:
The Pottery Jar: About 2½ pounds of clay,
The wooden modelling tools,
The rectangular tool of sheet steel,
The pointed steel tool,
A bowl of slip,
A small sponge,
The Basket Covering: About six lengths of No. 4 deep-brown rattan,
A piece of fine but strong wire 24 inches long,
A pair of pliers,
A bunch of deep-brown raffia.
Around the quaint and attractive hanging jar from which this one is copied is woven a tale as curious as its covering of knotted brown twigs. It is this: the rectangular green jar, which looks like a pottery box, was once the casket in which some Chinese lady kept her pomades and perfumes. When she slept, her head, which had been dressed most elaborately with the aforesaid pomades, was laid upon this same pottery box for a pillow—another instance of the painfulness of pride in China!
How strange the little Chinese lady would think it of us to use her earthen pillow as we do—for a hanging flower-jar! Who covered it with knotted wistaria twigs? I should suspect it was some deft131-fingered Japanese—though the jar was bought in Hawaii.
It will not be very difficult to copy. First there is the box-like jar to be made. A rectangular bottom is cut from a well-worked lump of clay after it has been patted flat with the hand and rolled with the rolling-pin. It should be five by three and a half inches—which allows an inch on length and breadth for shrinkage. Upon this foundation coils of clay are built, as described in previous chapters, making them thinner, however, than usual—not over a quarter of an inch thick. As the walls are built they should be finished carefully inside and out, keeping them straight and true at the corners, as well as on all sides. When the jar is seven and a quarter inches high, the top is made even by eye and perfected on the ground-glass slab, as described in Chapter II. A rectangular piece of clay is then rolled and cut the size of the bottom; an oval piece about two by three inches is cut out of the middle, with the pointed steel tool, and it is left on a plaster slab to stiffen for half an hour. The upper edge of the jar is then criss-crossed with the pointed steel tool and wet with slip, and this flat top is attached to it deftly and carefully. After drying for several hours, it may132 be finished with the sheet-steel tool, the shape perfected, and the surface dampened with a sponge and polished with the fingers. When it has dried for several days it is coated with a glossy green glaze and fired.
The covering of knotted rattan is made as follows: Six pliable lengths of No. 4 brown rattan are needed for this covering. They must be carefully selected, for as they are to be tied they should, when wet, be almost as pliable as cord. It is not difficult to find them as soft as this, especially after they have been dyed. In starting, a length of rattan which has been wet until soft is tied around the jar at about half an inch from the top. The long end is twisted once around this foundation ring. This may be done off of the jar if it is easier. When the ring has been replaced on the jar, two pieces of very pliable rattan about sixty inches long are doubled around the ring at the middle of the front of the jar and tied in a Solomon’s knot, as already described (see Fig. 47). The second part of the knot, however, is not tied as the raffia was in making the knotted covering for the Indian bowl. Instead, the end which is on the right after the first knot has been tied is brought over to the left, above the middle strands, and the one on the left, coming133 down over its end, goes back of the middle strands and up through the loop left in starting the right strand (see Fig. 48). Another pair of strands of the same length is tied in this way around the ring at the middle of the back of the jar, and a pair at either end. The strands at the right of the knot in the middle of the front are then brought beside those at the left of the group on the right end, and these are knotted as just described, at about an inch and three-quarters from the first row, and at the corner of the jar. The remaining strands of the group on the right end are knotted with those at the left of the group in the middle of the back, and so on around the jar. There will then be four knots, all an inch and three-quarters from the first row, and each at a corner of the jar. Three more rows of knotting are made in the same way, and then the four ends remaining at the front and back after the fifth row of knots has been made are wet with warm134 water until very pliable and tied together under the jar. Those from the sides are tied in the same manner and at the same place. All the ends are bound securely just below these knots with fine wire, and over this an inch-wide band of raffia. The ends are cut irregular lengths, the longest not more than fourteen inches from the bottom of the jar.
A handle is then made as follows:
A piece of pliable brown rattan, No. 4, about two yards long, is wet until soft and passed around the knot nearest the top at one end of the jar. The ends are brought together and twisted for their entire length. At the opposite end of the jar they are brought around the knot nearest the top, turned up, and firmly bound to the handle with a piece of wire, which may then be covered with a binding of raffia.
Take care to make this wire binding secure, for this is the place where the greatest strain comes. It is in such places as this that the Oriental craftsmen show their superiority. Their ends, thus bound, are bound to stay, while ours sometimes slip.
Materials required:
A jar of Flemish pottery, 4 inches high, 2½ inches in diameter at the bottom and 1 inch at the top,
About six lengths of No. 00 green rattan.
A little jar of quaint Flemish pottery, charming in form and colour, is the foundation of this piece. This ware, which is just becoming known to us, is interesting in many ways. First of all, for its own sake—the attractive shapes: candlesticks, bowls, jugs, jars, and tiles all have the stamp of individuality, rare in any ware that is within reach of the average purse. The colours are beautiful—deep greens and blues, soft browns and dull orange for the most part. Some of the pieces are made by Belgian school children, others in potteries started by a club of men in Belgium, followers of Ruskin, who have revived the craft, employing only Belgians to design and mould the ware. The old methods are carefully followed—the pieces are wheel-made, not formed in moulds. Much of the decoration is done by boys, who make a charming picture, clad in blouses and sabots, their young faces all interested and absorbed in the work.
The open-meshed weave of pale-green rattan136 with which this jar is inclosed only slightly veils the colour of the glaze—deep-green at the base, shading through blue to a soft mousy-brown at the top. The covering is made as follows:
One end of a piece of green No. 00 rattan twenty-seven inches long is tied into a ring two inches and a half in diameter. Around this foundation ring the long end of the rattan is twisted in and out, until it has made the circuit twice—three times, counting the foundation ring. Some very pliable lengths of No. 00 green rattan are cut into twenty pieces thirty-two inches long. They are wet until quite soft, and then two of them are doubled around the ring and tied with a Solomon’s knot (see Fig. 47). Another pair is doubled and knotted upon the ring, and another, until ten groups have been attached at intervals around the circumference. Starting with any one of the groups, the two strands on the right are brought beside the two on the left of the group to the right of it, and knotted together as described on page 132, at three-quarters of an inch from the first row of knots. The two remaining strands of the right-hand group are brought beside those on the left of the next group to the right, where another knot is made, and so on, until the circuit is complete. One137 more row of knots is made in the same way, three-quarters of an inch from those in the previous row. The whole network is then wet thoroughly and fitted over the lower part of the jar, tying it if necessary, to mould the rattan in to the form. At about an inch and a half from the last row of knots, a row of pairing is made with a very pliable piece of No. 00 green rattan. For the benefit of those who may not know this simple basket weave, the following directions are given:
Holding the jar with its partial covering of rattan right side up, draw the ends of the strands remaining after the last row of knots was tied, close up against the sides of the jar. Double the pliable piece of No. 00 rattan around a pair of ends which formed the middle strands of one of the knots. Taking the upper half of the piece, which seems to come from behind the two strands (to the left of them), bring it over them, under the next pair and out in front. Hold down, with the left hand, the end you have just used, while with the right bring the other end (which was on the right of the first pair of strands) over the next pair of strands on the right and under the next. It is now held down in front, while the process is repeated—always taking the end on the left to weave with.
The doubled strands, or spokes, on which these stitches are woven, should be drawn close together, till not more than a sixteenth of an inch apart, so that they will cling to the jar. When the circuit of the jar has been made, another row is woven. At the end of this second row both of the weaving strands are cut, so that their ends will come back of the last pair of strands in the circuit. For half an inch the strands are drawn up toward the top of the jar without weaving; then, one row more of the pairing is made, and after thoroughly wetting the ends of the vertical strands the following border is woven: Bring each pair of strands over the next three on the right under the succeeding two and outside of the jar. The entire circuit of the border is made in this way, only leaving the first part of it loose and open, so that the last strands can be woven in easily. When finished, the border is again wet, and its edge made even and true, on a line with the top of the jar or slightly above it. The ends of the strands are then cut close to the jar,139 so as to allow each to lie back of the last strand it went under. If the covering stands out from the jar—does not cling as it ought, it should be thoroughly wet and bound around with string or raffia, and firmly tied, until it is dry. Fig. 49 shows the completed covering.
Materials required:
A green pottery bowl 5½ inches in diameter at the upper edge and 3¼ at the bottom,
30 pieces of pale-green No. 00 rattan 48 inches long,
2 lengths of pale-green No. 00 rattan.
This green bowl, inclosed with a knotted covering of pale-green rattan, may be used as a hanging flower-pot or for cut flowers. The original was a piece of deep-green Spanish pottery, but if one can make the bowl, so much the better—as long as the dimensions are those given above. In starting, fifteen pieces of No. 00 green rattan which have been wet until quite soft and pliable are laid side by side in a group which is doubled at its centre, and the ends tied securely together, about two inches from where it was doubled. One group of ends, containing fifteen pieces, is made flat and even, and then separated into three groups of five140 pieces each and braided in a three-stranded plait ten and a half inches long. It is then tied securely. The other group is separated and braided in the same way, keeping the strands flat and the plaiting close and even. Fifteen more pieces of rattan of the same size and length (which have been wet until pliable) are now passed through the loop made by doubling the other pieces, bent at the middle and tied as the others were, two inches from the place where they were doubled.
The ends of these pieces are also braided in two plaits for ten and a half inches and then tied firmly.
Holding the braids so that the ends of the strands turn up, and starting at about two inches from where the braiding stops, a pliable piece of No. 00 rattan is doubled around the pair of ends on the left of one of the groups, and is woven in pairing upon these ends and those succeeding them—keeping them about half an inch apart. As there is an uneven number of ends in each group, the fifteenth one is brought beside the first end in the next group, and the pairing woven upon them (see Fig. 50). Thus it goes on, until the circuit has been made, when the bowl is fitted into the ring (the braided handles, of course, turning up; and the ring about141 an inch below the top of the bowl). If the ring is too loose, the stitches may be wet and drawn up a little; if too tight, they are wet and stretched. Two more rows are woven with the handles turning down; then the work is reversed, so that the unfinished ends shall turn down. The ends are wet until soft and pliable, and at three-quarters of an inch from the last row of pairing they are tied into a row of the knots described on page 132. A second row of knots is made at an inch from the first. The case is then fitted over the bowl and wet if it is necessary in order to mould it in to fit the shape. Turn the bowl upside down, and at half an inch from the last row of knotting double a pliable piece of No. 00 rattan around a pair of ends anywhere on the circumference of the covering and weave one row of pairing, drawing the ends of the strands in, to fit the bottom of the bowl. This will bring them about three-eighths of an inch apart. Another row of pairing is woven, and then a base142 is made as follows: After the ends have been wet until pliable, start with any one of the pairs, bringing it over the first pair on the right, under the second, over the third, and under the fourth, taking care to leave the base loose and open where it begins, that the last strands may be easily woven in (see Fig. 51). The next pair of ends on the right is woven in the same way over the first on its right, under the second, over the third, and under the fourth. So it goes on around the bowl until the time comes to weave in the last strands, which will not be difficult if the caution in regard to leaving the beginning open and loose has been heeded. When the base is finished, wet it thoroughly, and draw up the strands or let them out until the edge is even and on a line with the bottom of the bowl.143 The ends of the strands are then cut so that the tip of each will lie behind the last strand it went under.
Materials required:
About 3½ pounds of clay,
A plaster mould for a bowl,
The wooden modelling tools,
The oval tools of sheet steel,
The sharp-pointed steel tool,
A bunch of raffia.
This charming bowl for a growing plant or cut flowers may either be used as a centrepiece on a table, or suspended by a heavy raffia braid in the recess of a window or on the porch. The dull gray-green mat-glaze with which it is finished harmonises delightfully with the colours of growing things.
It is formed in a bowl-shaped plaster mould in the same way as the rose-bowl described in Chapter VII. and the bowl for a lamp in Chapter VI., but the bottom is made unusually thick (three-quarters of an inch) to allow for cutting away, as the form is as nearly a hemisphere as possible, only flattened slightly at the bottom.
When the bowl has been built up to within an inch, perhaps, of the top of the mould, if it is not a deep one, make the next coil free from the sides of144 the mould—almost vertical, in fact. The coil that succeeds it slopes in ever so slightly.
This will make the shape deep enough. It is now necessary to let the bowl harden enough so that it can easily be slipped out of the mould. The hollows between the coils, after they have been wet with slip, are filled in with clay of the consistency of the bowl. The bowl is again set away to harden, and then smoothed and finished, as described in previous chapters, aiming to trim it as nearly as possible to the form of a half-sphere. After the edge has been cut as nearly true as possible by eye, it is made absolutely even by the process described in Chapter II.
Three handles are cut from a flat piece of clay about three inches wide by sixteen long and half an inch thick, in the shape shown in Fig. 52, and attached as follows: The circumference of the top of the bowl is divided into thirds and marked with a tool or pencil. It is then an easy matter to place the handles so that the centre of each shall be just above one of the marks on the top edge. At the points where the handles are to be attached, the145 top of the bowl is criss-crossed with the pointed steel tool and wet with slip. The handles are then placed in position, and their edges worked closely against the top and sides of the bowl with the flat of the nail. They should be curved in a little to follow the lines of the bowl (see Plate).
After the inside has been glazed with the glossy mixture mentioned in Chapter V., a mat-glaze of gray green will complete the bowl. The three raffia ropes by which the bowl is suspended are made as follows:
Thirty strands of natural-coloured raffia are doubled around one of the handles, and the ends are braided in a three-stranded plait for twelve inches, where they are tied. Two other braids are made on the other handles in the same way, and when they are twelve inches long the strands from all three braids are united in a thick loop.
Indian Pottery
In no other country can primitive pottery be so conveniently studied as in ours. Within our borders, he who digs may read the history of clay-working from the earliest days. Those who are denied this study at first hand will find in museums plenty of material—quaint bowls and jars, some of them smoke-stained and cracked, but all wonderfully well preserved when one thinks of their age. From the rudest pots, made by inferior tribes, we can trace the progress of the craft gradually advancing until, in the pottery found in or near Mexico, we see what may be considered the masterpieces of American ceramic art.
In the United States, the pottery of the Pueblo tribes ranks first, and, close to that, the charming wares of the Mississippi Valley and Gulf Coast.
There are many tribes which are still practising the craft, some following the old methods, while others, influenced by the white man, are making150 ware of little interest to the student of primitive pottery. The Indians of the Pueblo country are using almost the same processes as those of ancient days.
The pottery of different sections of the country varies in material, form, colour, and decoration. That the ware of a certain tribe was crude and im151perfect does not necessarily indicate that the people who made it were inferior in culture, but that the natural conditions were not favourable to pottery-making. A tribe living near clay-beds would as naturally make good pottery as one around whose homes materials for basket-making grew in abundance would excel in that craft. Perhaps, on the whole, the pottery of the South is more advanced than that of the Northern tribes, probably because of the difference in climate. While the people of the North were wandering hunters for the most part, those of the South were more prosperous and stay-at-home, and would be likely to have more wants than the Northern tribes, with leisure to gratify them.
As to the uses to which the Indians put their152 pottery; most of the pieces show with simple straightforwardness what purposes they served. In only a few cases is there any doubt—notably some spool-shaped articles of clay, found in the Ohio Valley. At first, pottery was chiefly used for the storing, cooking, and carrying of water and food; taking the place, in some degree, of vessels of wicker, horn, and stone. This has always remained its most important function. Earthen vessels were employed in religious and other ceremonies, and earthen tools were often made, while there are, besides the myriads of pipes, a host of small clay vessels and figures which were evidently toys or used in games (See Figs. 53 and 54). It is interesting to note the difference between our cooking-pots and those of this primitive people. Theirs have almost invariably a round or cone-shaped base (See Fig. 55), which Prof. W. H. Holmes explains was natural, as, among barbarous nations, hard, level floors were the exception, while those of sand and soft earth were the rule. Under those conditions, the153 rounded base would be much the best. In putting the pot over the fire, the fuel or other supports kept it in position. Often cooking-vessels were made with short, strong handles (See Fig. 56) or a flaring rim, so that they could be conveniently swung over the fire with vines or cords. In certain parts of the country where the Indians made salt by evaporating the water from saline springs, large vat-shaped vessels of clay are found which were evidently moulded for the purpose. They are peculiar because of their size and the great thickness of the walls, while almost invariably they have, on the outer surface, markings which seem to have been impressed with a woven fabric.
Other Indians made maple sugar, using earthen vessels to collect and boil the sap.
Numbers of the early writers tell of the use of clay vessels for drums, and earthen whistles and rattles are common to-day (see Figs. 57 and 58).
A curious-shaped implement, somewhat like a toadstool, was evidently a modelling tool—to support the walls of a partially stiffened piece of pottery from within, while the outer surface was finished with other tools.
In the lower Mississippi Valley clays were employed in plastering the walls of cave dwellings, as well as for the floors.
As burial urns, pottery bowls and vases were often made use of. Not so often, however, for holding the ashes of the dead as for the skull and other bones, which were crowded into a single jar, or bowl, such as was common in the household. This was covered with a smaller vessel (see Fig. 59). Sometimes several of these bowls surrounded and covered the bones. Occasionally, an earthen casket seems to have been made especially for the155 purpose. There have been found, beside these burial vessels in the Indian graves, smaller receptacles for food, and even rude toys. The latter were usually animal forms—figurines, images of fish, turtles, and birds. It is surmised that these were offerings made with the expectation of their being of service to the dead in a future life.
Unlike the Egyptians, the Indians made little use of clay in moulding beads and other personal ornaments. They evidently did not find it gay enough in colour, not knowing the secret of the brilliant enamels with which the early Egyptian potters coated their clays. Pipes, while they were often made of stone and other substances, were in some parts of the country moulded from clay, and ranged in form from a simple tube to curious and grotesque shapes. Those made by the Iroquois were particularly elaborate—a head of an animal156 or bird formed the bowl, or a snake coiled about it (see Fig. 60).
One would have thought that, in making their clay pots, which were primarily planned to serve useful purposes, and were, moreover, somewhat perishable, no attention would have been given to decoration; yet this is far from being the case. Bowls, cups, and cauldrons, water-jars and bottles (see Figs. 61 and 62) were often elaborately incised with beautiful and intricate designs. The forms, too, were simple and good.
The black pitcher on the right is of Santa Clara ware. Beside it is a water-cooler or tenaja made by a Zuñi.]
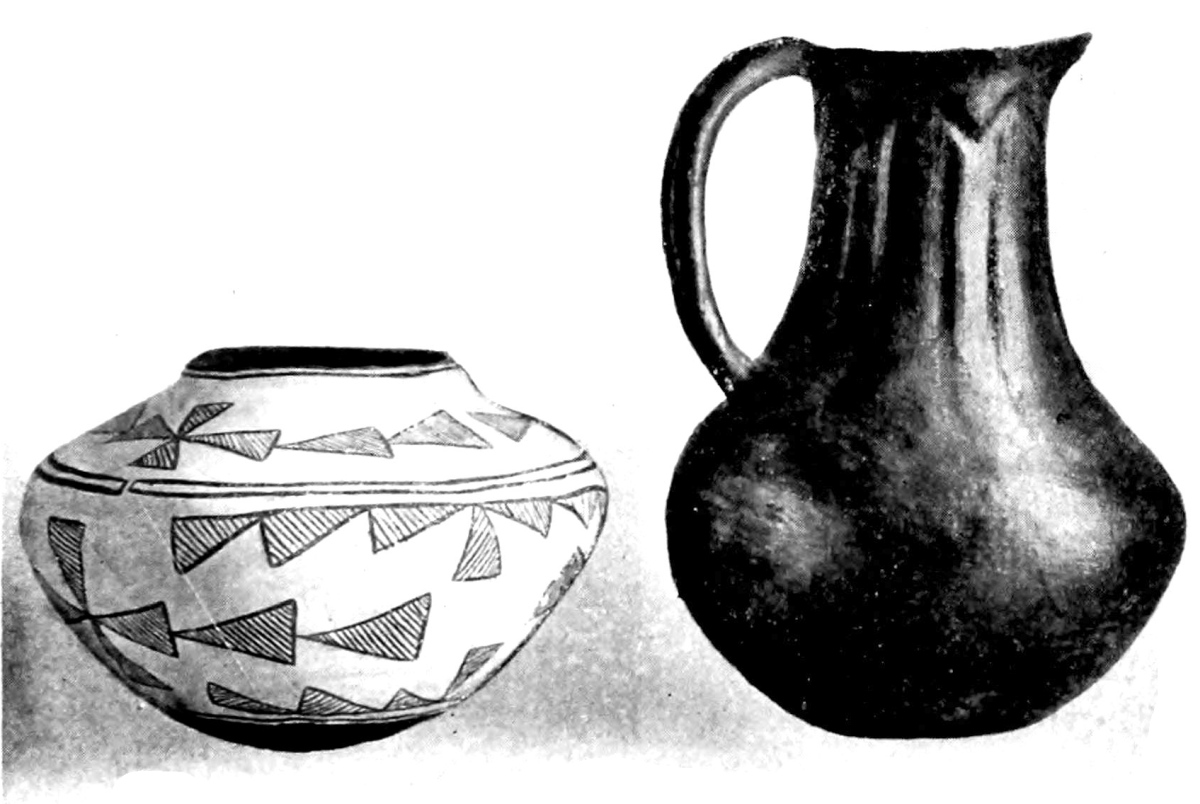
The clay used at first was such as could be found almost anywhere near the surface, and consequently was full of impurities. Later, however, clean clays were much sought after, and no pains were spared to grind and work them into good condition. This was done with the feet or hands, or both. As the craft advanced, potters began to temper their clay with other ingredients, according to the use to which the vessel was to be put. For instance, the clay for toys and the smaller vessels needed no tempering. Pipes were made of such clay, or of one tempered with a finely ground substance, while cooking-pots and cauldrons, which were subjected to constant heat, were made of clay containing a large amount of coarser tempering ingredients. Some of the tempering agents were rock, sand, pulverised shell, bits of baked pottery, cinders, ashes of bark, and even raw vegetal materials. The heat at which the pieces were fired was rarely strong enough to change any of the mineral substances in the clay.
In shaping the pieces, the fingers did the work unaided, except where a basket or gourd was used as a mould, or where such simple tools as could be fashioned of clay, stone, or shell were employed. A piece of a gourd was sometimes held against the inner wall158 to support it while the outer surface was being scraped and smoothed with these rude tools.
The bottom of the piece was formed either from a small lump of clay patted and moulded into proper shape by the fingers, or with the end of a clay strip which was coiled around on itself. In whichever way the bottom was begun, the walls were made of coils of clay. The ancient Cliff Dwellers, or Pueblos, used this method very skilfully. Their strips of clay were cut and coiled with great exactness, and the edges overlapping on the outside made spiral markings. There are no evidences of anything like the potter’s wheel, the nearest approach being the basket-mould, which was probably turned with one hand as the coil of clay was applied with the other.
The markings of cords and weaving which are often seen on the outer surfaces of Indian pots and vases were probably made by pliable fabrics, which were used to support the piece as it was formed. Woven textures were also wrapped over the hand, or a tool, to impress the wet clay, and cords wound about paddles or other tools made similar impressions. In some cases, the outer surface was rubbed smooth with the fingers and thumb, or with a stone; in others, the coil structure159 is plainly seen. After the body of the piece was finished, the rim was perfected, and the handles, legs, or other parts in relief were applied. These were made separately, and were attached by pressure and rubbing.
In decoration, the potters of each tribe had different ideas, as well as tools and devices for working them out. The fingers and nails were used to produce certain effects, and tools of various kinds were made for special purposes—pointed ones for incising, gouge-like tools to scrape away the clay, and all kinds of stamps for impressed designs. Some of the stamps were in paddle form (such as we use for making butter-balls), others were thin disks with indented edges, which were rolled over the soft clay surface.
Incised designs were perhaps the most usual, though colour was often employed in decorating the ware. Especially was this the case in the Pueblo country and in Arkansas. The colours were white, brown, red, and black, and they were mostly powdered clay, sometimes mixed with ochres. The surface of the piece first received a wash of fine paste, and afterward the colours, ground fine and mixed with water, were applied with the finger or a piece of reed-grass. The160 designs were generally made by the women. Circles and curved designs were most used, probably because they could be made with such freedom, in contrast to the slow and painstaking process of weaving right-angled designs into baskets.
The pottery was dried in the shade, in the sun, or before the fire, and afterward baked more or less thoroughly. Some tribes—the Catawbas, for example—simply baked their ware before the fire, while others covered the pieces with burning bark or other fuel, surrounding them evenly with it inside and out. The pieces were protected from contact with each other by broken pieces of pottery. They were carefully kept from draughts during the firing and the first part of the cooling, for fear of cracking.
Among the Cherokees, a glossy black was given to the inner surface of the pottery by what was known as smother-firing. When the process of baking, just described, was completed, the vessel161 was turned bottom up, over a small hole in the ground, which had been filled with burning corncobs. From time to time the fuel was renewed until in half an hour the inside of the piece had become glistening black.
It is to be regretted that, among the Indians, this art, like that of basketry, is passing. The coming of civilisation has brought iron and tin cooking-vessels and ordinary tableware to take the place of the bowls, platters, and cups, the jars and bottles of clay, so full of individual charm. Not only to the collector and the student of ethnology is Indian pottery of value; the potter of to-day finds much that is helpful and suggestive162 in primitive processes, as well as in the forms and decoration.
A study of the range of shapes and designs in Indian pottery is a revelation to many who have thought of the Indian as an ignorant savage. Aside from its beauty and decorative value, the uses to which Indian pottery can be put in our homes are many. The great bowl shown in the plate suggests one delightful way of utilising this ware. Foliage plants of any size, from a tiny cactus, which seems to find a bowl with a rounded base the most comfortable of abiding places, to a great spreading fern, harmonise with the Indian colours. So will flowering plants, except those which have red, pink, or purple blossoms; and what a relief these plant-bowls are to the eye after some of the jardinières one sees!
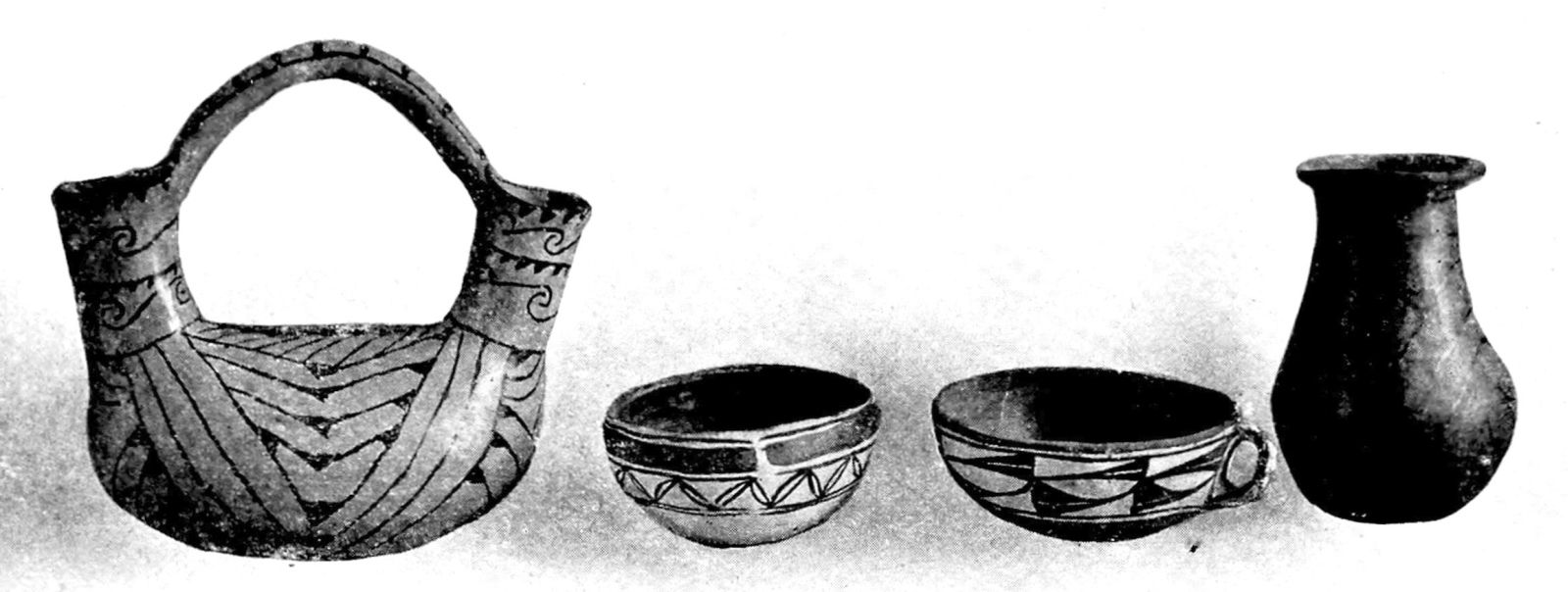
Large bowls are useful, too, for holding fruit on the porch of a country house, while smaller ones serve as nut-bowls. Low plaque-shaped pieces make excellent card-trays, and the small bowls163 hold matches. There are curious little pieces in the form of shoes made by the Indians of New Mexico. These also are useful for matches or cigar ashes (see Fig. 63). Last and least, though only in size, is the toy pottery—money-banks in the form of well-fed pigs, whistles, and toy dishes, cups, jugs, and plates—bewitching alike to little girls and big. A few of them are shown in Figs. 64 and 65. They are Indian red and creamy yellow in colour, with designs of black, and rarely are two of them alike.
Fashions change in pottery as well as in other things, and freakish forms which please us to-day may be ridiculed to-morrow; but primitive wares have an enduring value. Pieces that were moulded for service, by potters whose love for nature and its beauties must needs express itself even on the decoration of a cooking-pot, will last long after the ware that is made only for money has gone back to the ground from whence it came.
Modern American Pottery
One of the most encouraging signs of the advance in taste among American people is to be found in their appreciation of the pottery which is now being made in this country. Time was when majolica jardinières and Austrian china, with their high colours and glassy glazes, were things to be desired. Happily, they are going the way of plush-covered “suites” of furniture and crazy-quilts.
Much of the simplicity of method and design in American pottery comes from the study of primitive processes, shapes, and decorations. Indian ware, though of less value than some others to the student of ceramics, on account of its softness of body and unglazed surface, is nevertheless full of artistic feeling and suggestion to makers of pottery. There are many evidences also of French and Japanese influence.
In various parts of the country, true art pottery168 is being made—each ware with its own individuality and more or less characteristic of the section of the country from whence it comes. As yet but little tableware has been attempted at these potteries—the Dedham being almost the only one where it is made.
Modern pottery is either moulded by hand, thrown on the potter’s wheel, or cast in moulds. After it has been formed, it is generally decorated, either by the artist-potter himself or by some young man or woman who has learned design as applied to pottery. The decoration is either painted with colours which have been mixed with clays, like some of the Rookwood ware, or incised, modelled in relief, or built up, as the Volkmar pottery.
After it is quite dry, the pot is fired in the great kiln, this time without glazing, or in the biscuit. It is then glazed, and fired for the second time.
The philosophical potter—and every potter needs philosophy—will not despair if, in the second firing, the piece is not satisfactory. He glazes it again, with every care, in time for the next firing, and is often rewarded by having this ugly duckling of one kiln turn out the swan of the next.
Among the pioneers of art pottery in this169 country was Mrs. Maria Longworth Storer, a Cincinnati woman, who in 1880 opened a pottery called by the name of her father’s place, Rookwood. Mrs. Storer had, in addition to an artistic temperament, the patience and determination, as well as the financial resources, necessary to such an undertaking. The first kiln of the new pottery was drawn on Thanksgiving Day. By 1889, the pottery had become self-supporting. Rookwood has always been a distinctively American pottery. From the first, native clays were used, and their possibilities were discovered with the firing of each new kiln. Clays that fire at a comparatively low heat were used at first, and this necessitated employing the soft glazes. Later, the yellow, or Rockingham, ware formed the body of the pieces, and now a creamy-white body is used, which produces a strong and beautiful pottery. This is finished with a mat-glaze. At first, the tint of the native clay inclined the colour scheme to warm browns, yellows, and reds. This ware was decorated with flower or figure designs under a brilliant glaze. It is known as Standard Rookwood. The Tiger Eye and Goldstone are other wares with glaze effects not unlike the Standard Rookwood. Both of these have dark grounds with an occasional170 luminous gleam of gold—one of the interesting accidents of the kiln. Other varieties of Rookwood, in the order of their development, were Sea Green, in which an opalescent green effect is sometimes relieved with a touch of yellow or red, and Iris, which has the creamy-white body already referred to. This enables the potter to produce gray tones in his glazes. In Rookwood, which is coated with the flowing glaze, there is a quality not unlike some of the old Chinese wares. It has a richness of texture luminous and beautiful. The decorations are painted in relief, so simply that the glaze flows charmingly over them. There is also a variety of the Rookwood pottery with a mat-glaze. In this, the process is entirely different from that used in making the other kinds of Rookwood. The glaze is of the greatest importance, the forms are simple, sometimes almost rugged, and the decorations are subordinate. There are even pieces entirely undecorated, which depend upon their beauty of colour and texture alone. Decorations adapted from Indian designs are often modelled in relief or incised. Occasionally, metals are applied. Mantels, wall-panels, drinking-fountains, and architectural reliefs are also made of the Rookwood faience.
Many are the potters’ marks that have been used at Rookwood. Before 1886 there were eight in all. At that time, the mark shown in Fig. 66 was adopted. This was used, with the addition of a flame mark for every succeeding year, until 1900, when the mark was like Fig. 67. Since that date, a Roman numeral has been added below the mark, according to the year the piece was made. For example, the pieces of the present year have the Roman number IV. below the mark used in 1900.
A comparatively near neighbour of Rookwood is the Gates pottery, near Chicago, where Teco ware is made. The potter’s love for his work, and the potter’s zeal to produce something more perfect and beautiful than he had ever done before, led William D. Gates, who had long made terra cotta for architectural purposes, to experiment with clays and glazes until finally Teco ware was evolved. It is a hard, durable pottery built on simple lines. Western artists and172 architects of note have contributed designs and forms for this ware, and, for the most part, the pieces are beautiful and restful to the eye. The few incised or moulded decorations are not made prominent, but are suggested rather than sharply defined. Over all is a mat-glaze of soft, wax-like texture in green—the green that makes one think of weathered bronze.
Set in a picturesque valley, surrounded by flowers, and near a little lake, the Gates potteries are so situated as to inspire the artist potters who mould the forms and decorate the ware. It has been the aim of the makers of Teco pottery to produce a ware that shall be satisfying and beautiful, and yet of comparatively slight cost.
It is a far journey from these potteries to the three New England cities where are the Grueby, Dedham, and Merrimac potteries. Grueby ware, which was first made in Boston in 1898, is remarkable for the glaze, which was discovered by Mr. William H. Grueby. Although, for many years, dull-finished pottery has been produced by sand-blasting ware with a glossy finish, or by taking a piece of glazed pottery and treating it with acid, to make it dull, the Grueby potteries were the first in the history of ceramics to make a173 dull-finished pottery in their kilns. The surface thus obtained has a deep, velvety look, unlike any other finish made—such as that which was possessed by old Corean pottery. The ware was first exhibited in Paris, in 1900, where it made quite a sensation, and the French Government awarded the Grueby Potteries a gold medal for enamels and glazes, as well as a silver medal for design, and gave Mr. Grueby personally a gold medal for the work he had accomplished in dull-finished enamels. The forms are simple and good, and the decorations, which are incised or modelled in relief, are planned so that the glaze shall flow well over them. Common plant forms, such as the mullein leaf, blades of grass, plantain, and the enfolding leaves of the lily, are the motives for these designs. There is a delicacy—one might almost say a reserve—in their treatment that is rare and very interesting. The pottery is hard, and the glaze such as is applicable to a ware which fires at a great heat. The colours of Grueby pottery are beautiful and rich, ranging from an old ivory tint to golden yellows, russet browns, and velvety blues and a variety of green shades. The texture of the glaze is soft, like the bloom of a melon, and it has an unusual network of markings. No moulds are174 used in making this pottery; it is all thrown on the wheel, and, as in the old wares, no two pieces are exactly alike.
Besides its beauty and artistic value, the fact that the Grueby pottery is made in forms that are useful makes it doubly desirable. Among lamp-jars, particularly, there is the greatest variety. These are made both for oil and electricity. In the Grueby-Tiffany lamp, two charming products of applied arts are combined—the jar being Grueby ware, and the leaded or blown-glass shade of Tiffany design and workmanship.
The Dedham pottery is remarkable for many reasons, chief among them being the fact that it is, as already stated, almost the only place in this country where art tableware is made. Some of this ware, which is popularly known as the Bunny china, has lifelike little rabbits on the border, other pieces have designs of ducks, and others still have borders of fruit. The wonderful Oriental glazes that are used on pieces of Dedham ware were re-discovered by Mr. Hugh C. Robertson. The best-known glaze of this pottery, however, is the gray crackle-ware with designs of blue.
At the Merrimac pottery, in Newburyport, an excellent ware is made. A few of the pieces are175 moulded, but the majority are thrown on the potter’s wheel. Little decoration is used, the charm of the ware being its form and colour.
Among the most remarkable of the artist potters of this country is Mr. Charles Volkmar, of the Volkmar Kilns, in Metuchen, New Jersey. An artist to his finger-tips, he has a potter’s thumb which is the envy of all those who were less evidently born to the craft. Mr. Volkmar studied not only art, but his craft as well, in Paris, wearing the blouse of a workman in the potteries, where he learned so admirably how to work in clay that there are few in this country who approach him. The ware made by Mr. Volkmar and his son, Mr. Leon Volkmar, is remarkable for the simple beauty of its forms and for the quality of its glazes. The body of the ware is pale yellow, and it is exceedingly hard and durable. Years ago, Mr. Volkmar made a fine blue-and-white ware, which was decorated with historical scenes. His pieces now are for the most part finished with a mat-glaze, although some have a glossy transparent surface. All are beautiful in colour. Here is where the artist shows preeminently. The deep, rich texture of the mat-glaze softens, but does not hide, the simple176 incised or built-up designs. The pierced designs of Volkmar pottery are decorative and strong. This ware is as practical to use as it is charming to look at. The flower-jars are in tones that harmonise delightfully with the blossoms that fill them, and the jugs have flowing and graceful lines, and yet are substantial and of generous proportions. The plate shows a few pieces of this ware. The piece on the left is a pale yellowish-brown, with a glossy finish; this is suitable for a lamp-bowl or for flowers. Beside it is a sturdy little mug, with a deep green mat-glaze. The next jar is finished with a dull blue transparent glaze, and the taller vase-shaped piece on the right has a mat-glaze of pale gray-green. Not far from the Volkmar Kilns, at Woodbridge, New Jersey, is the Poillon pottery, where garden ware is made. Great tree- and plant-tubs, sun-dial stands, well-curbs, and window-ledge boxes are a few of the things that come from this pottery. The forms of these pieces are substantial and good. Some excellent indoor pottery is also moulded—candlesticks, toilet sets, jugs, and flower-bowls—a host of useful and attractive shapes, coated with a flowing glaze. The ware is finished in a variety of colours, yellow being one of the most successful. The177 Poillon potteries have designed special earthenware for country clubs—lamps, toilet sets, ashtrays, match-bowls; all uniform in colour and design, and each specially adapted in form to the use for which it is intended.
The work of the Brush Guild of New York is more like Indian pottery than any other of the American wares. The pieces all have a hand-moulded look, and the few designs are quite primitive in their simplicity. The glossy-black finish suggests Indian smother-firing. It is not unlike the black pottery which the Santa Clara Indians make, and the great generous pieces are also suggestive of this ware. Unlike any Indian pottery, however, the bowls and jars of the Brush Guild will hold water perfectly.
From the far South comes an exceedingly interesting ware: this is the Newcomb pottery, made by the students of Newcomb College, New Orleans. It may be seen at exhibitions of arts and crafts guilds here in the North. The ware originated in the art department of Newcomb College. Here, for years, teachers of drawing and painting had been educated, but it began to be manifest that, with the lack of other fields for art workers, this department could not be widely useful.178 The establishment of a pottery was the practical solution of this difficulty. Many young women have found, in the making of this pottery, an artistic vocation from which they reap profit and reputation. The aim of the originators from the first has been to make a ware that would be individual—one that should have a charm all its own. This has been accomplished by taking as motives for the designs the unusual and beautiful Southern flowers, plants, and trees, as well as the animal life of that part of the country. A charming pitcher has a design of snow-drops, painted in cream-white slip on a yellow-gray background. Another piece has a decoration of fishes, and on still another, a high, slender flower-jar, stalks of the sugar-cane form the design.
The methods of decoration are incising, painting, and modelling, used together or singly, according to the requirements of the design. Great freedom is allowed in the choice of colour as well as in the decoration, each worker feeling the responsibility attached to a signed piece of pottery. Some of the ware is undecorated save for the unexpected touches of the kiln, which give charming and unusual effects.
The mark shown in Fig. 68 distinguishes the Newcomb pottery, and only those pieces receive it which are approved by the art department.
Individual work of merit is being produced every year in this country, and it will not be long before the solitary potter of to-day, moulding his pieces and testing his glazes in some little workshop, like a brown chrysalis, will perfect his ware; so that the tiny workshop will expand into a great building, and another beautiful ware will be added to modern American pottery.