Project Gutenberg's Glass and Glass Manufacture, by Percival Marson This eBook is for the use of anyone anywhere in the United States and most other parts of the world at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org. If you are not located in the United States, you'll have to check the laws of the country where you are located before using this ebook. Title: Glass and Glass Manufacture Author: Percival Marson Release Date: October 9, 2020 [EBook #63421] Language: English Character set encoding: UTF-8 *** START OF THIS PROJECT GUTENBERG EBOOK GLASS AND GLASS MANUFACTURE *** Produced by deaurider, Barry Abrahamsen, and the Online Distributed Proofreading Team at https://www.pgdp.net (This file was produced from images generously made available by The Internet Archive)
AN OLD GLASS HOUSE, A.D. 1790
Frontispiece
Who is not acquainted with glassware in some form or other? From the early days of the Ancient Egyptians the art of glassmaking was known, and it is now one of our most important industries, supplying as it does many articles for our common domestic use and convenience. Glass windows have introduced comfort and convenience into every home; for by their means light is admitted into our dwellings without the wind, rain and cold, and we enjoy the blessings of the one without the inconveniences of the others. The purposes for which glass can be used are manifold; and in domestic articles it contributes largely to our cleanliness and health. In the use of spectacles, table glass, mirrors, bottles, and many other goods our dependence upon glass becomes very evident. The degree of proficiency attained in the manufacture of glass is still more remarkable when we consider the various kinds of glassware used in physical, chemical, astronomic, medical, and other scientific investigations. Many of the wonderful results of the present times would not have been attained without the aid of glass in supplying the needs of our scientific investigators. Before August, 1914, few people realised the important part glass occupies in the production of war munitions. The importance of optical glasses for telescopes, gun sights, and microscopes is well known. Again, glass plays an essential part in every ship, locomotive, motor-car, aeroplane, and coal mine, and if defective glasses were supplied there would vibe a great loss in our industrial efficiency. The manufacture of high explosives or special steels could not be carried on without the supplies of laboratory glassware to enable the chemist to carry out his delicate tests.
Upon the outbreak of the present war our supplies of certain types of glassware were not made in Great Britain, but imported from abroad, and it was owing to the energy and enterprise of a Scottish glass manufacturer, with some assistance from a well-known scientist, that a start was made in making these much-needed goods, and what might have been a serious crisis was averted. Professor Herbert Jackson and the Institute of Chemistry placed at the disposal of glass manufacturers numerous formulas for the special glasses that were urgently required, and later on this work was recognised by the Government; and now the investigations are being continued by a committee, with the assistance of the Government, under the control of the Ministry of Munitions. This committee is now rendering the greatest assistance to manufacturers in the general development of the glass trade and the reclamation of the ground lost in previous years. There is now every hope that Britain may raise again to eminence and perfection this very important industry of glassmaking. One of the chief objects of this volume is to supply within a small practical treatise the general available information upon glass manufacture, much of which, although familiar to many manufacturers or those engaged in glass works, will be of great assistance to those who are commencing a study of this very interesting and complex subject.
Few people have any idea of the vast and enormous trade done on the Continent in the manufacture of glassware for export to Great Britain and British Possessions abroad, and on this account it is essential viithat so important a subject as glass manufacture should form some part in the technical education of our universities and trade schools, so that a section of the rising generation may be taught to understand the manufacture of such a necessary commercial product, and assist in recapturing the trade from the Continental glass works in supplying our needs. That some progress has been made along these lines is evident by the establishment at Sheffield University of a school in Glass Technology, and it is to be hoped that similar schools will be established in other centres, staffed by capable instructors and supported by the co-operation of the glass manufacturers.
The author gives in an Appendix the literature accessible to those who wish for further information upon the subject, and trusts that, in the presentation of these notes, in response to the demand for such a book, a useful purpose will have been served by introducing the first principles of glass manufacture to those interested.
It affords me great pleasure to acknowledge the valuable aid that has been rendered me by Mr. S. N. Jenkinson, Professor Herbert Jackson, and Mr. Frederick Carder, to whom I am much indebted.
My thanks are also due to the following firms: Messrs. Melin & Co., Crutched Friars; The Hermansen Engineering Co., Birmingham; The Glass Engineering Co., Edinburgh; and Banks & Co., Edinburgh, who have kindly supplied me with illustrations.
Craigentinny,
Edinburgh.
| CHAP. | PAGE | |
| PREFACE | V | |
| I. | HISTORY | 1 |
| II. | THE CHEMISTRY OF GLASS-MAKING AND THE MATERIALS USED | 4 |
| III. | THE CHEMICAL AND PHYSICAL PROPERTIES OF GLASS | 15 |
| IV. | THE COMPOSITION OF THE DIFFERENT KINDS OF GLASS | 24 |
| V. | COLOURED GLASS AND ARTIFICIAL GEMS | 28 |
| VI. | DECOLORIZERS | 32 |
| VII. | THE REFRACTORY MATERIALS USED | 36 |
| VIII. | GLASS HOUSE FURNACES | 43 |
| IX. | GLASS-MELTING POTS AND THEIR MANUFACTURE | 59 |
| X. | LEHRS AND ANNEALING | 71 |
| XI. | THE MANIPULATION OF GLASS—GLASSMAKERS’ TOOLS AND MACHINES | 76 |
| xXII. | CROWN, SHEET, AND PLATE GLASS | 89 |
| XIII. | TUBE, CANE, AND CHEMICAL GLASSWARE | 96 |
| XIV. | OPTICAL GLASS | 104 |
| XV. | DECORATIVE GLASSWARE | 108 |
| XVI. | ENGLISH AND FOREIGN METHODS OF GLASS MANUFACTURE COMPARED | 118 |
| APPENDIX | 123 | |
| INDEX | 125 |
| PAGE | |
| AN OLD ENGLISH GLASS HOUSE, A.D. 1790 | Frontispiece |
| HORIZONTAL CRACKING-OFF MACHINE | 1 |
| INTERIOR VIEW OF AN ENGLISH GLASS-MELTING FURNACE | 44 |
| EXTERIOR VIEW OF AN ENGLISH GLASS-MELTING FURNACE | 46 |
| SIEMENS SIEGBERT REGENERATIVE GLASS-MELTING FURNACE— | |
| FIG. A. CROSS SECTION | 48 |
| FIG. B. SECTIONAL PLAN | 49 |
| Fig. C. SECTIONAL ELEVATION | 50 |
| A MODERN GLASS HOUSE. HERMANSEN’S CONTINUOUS RECUPERATIVE GLASS-MELTING FURNACE, COVERED POT TYPE | 52 |
| HERMANSEN’S CONTINUOUS RECUPERATIVE GLASS-MELTING FURNACE, 8-POT TYPE | 53 |
| HERMANSEN FURNACE— | |
| FIG. A. SECTION THROUGH GAS PRODUCER | 54 |
| FIG. B. CROSS SECTION THROUGH GAS PRODUCER | 55 |
| FIG. SECTIONAL PLAN | 56 |
| “THE HARLINGTON” BOTTLE-MAKING MACHINE | 79 |
| GLASS WORKER’S CHAIR | 81 |
| GLASSWARE BLOWN IN MOULDS, FIG. A. AND B. | 85 |
| VERTICAL CRACKING-OFF MACHINE | 87 |
| FOUR STAGES IN CROWN GLASS MAKING (A, B, C, D) | 90 |
| SIX STAGES IN SHEET GLASS MAKING (A, B, C, D, E, F) | 91 |
| MACHINE FOR SMOOTHING BOTTOMS OF TUMBLERS | 110 |
| GLASS ENGRAVING | 113 |
The discovery of making glass is attributed to the early Phoenicians. Pliny relates that certain mariners who had a cargo of soda salt, having landed on the banks of a river in Palestine, started a fire to cook their food, and, not finding any stones to rest their pots on, they placed under them some lumps of the soda from their cargo. They found that the heat of their fire had melted the soda and fused it with the sand of the river bank, producing a transparent glass. The natives in the vicinity where this discovery was made in process of time carried on the practice of fusing sand with soda and other materials to make glass, until they succeeded in improving and bringing the art to a high degree of excellence. Discoveries amongst the ruins of Pompeii and Herculaneum present some first-rate examples of the skill attained by the ancients in glassmaking: glass was found to have been used there, admitting light into dwellings in the form of window glass.
The ancient Egyptians have left us many distinct proofs that glassmaking was practised in Egypt. At the same time, the glazing of pottery was also carried out, proving that they knew the mode of mixing, 2fusing, and melting the proper ingredients for glassmaking. Among the tombs of Thebes many specimens of glass and glazed pottery beads have been found, which suggests a date about 3,500 years ago.
From the Egyptians, the Greeks and Romans acquired the art of glassmaking, which in Nero’s time was so highly developed that clear crystal glasses were produced in the form of drinking cups and goblets, which superseded the use of gold cups and were much prized by the Emperor in those days.
Many specimens of old Roman glass discovered have been preserved in the British Museum, and, although many valuable pieces have been lost by disintegration and collapse due to the influence of years of exposure, there still remain some very fine examples which show that the Romans were highly skilled in glassmaking. One of the finest examples of the work of the ancient Romans in glassmaking is the Portland Vase, which was unearthed near Rome. This is an ornamented vase showing white opaque figures upon a dark blue background. The white opal appears to have been originally cased all over the blue and the beautiful figures carved out in cameo fashion, with astonishing patience and skill upon the part of the operator.
The Venetians and Muranians followed the Romans in the art, and examples of old Venetian glassware show rare skill and ingenuity. To the Venetians belongs the honour of first making glass at a cost to allow of its being more generally used, and they also introduced the art of making window glass and drinking vessels into this country. Jacob Verzelina, a Venetian, introduced such glassmaking into England, working at a factory in Crutched Friars, London, between 1550 and 1557, where he made window glass, afterwards 3carrying on similar work in other places about the country until his death in 1606.
Not until 1619 were glass works started in the neighbourhood of Stourbridge. There we find some remains of a factory worked by Tyzack about that date in making window glass in the village of Oldswinford. That Stourbridge should have been selected as one of the early centres for glassmaking is probably due to the presence in that locality of the so necessary and important to glass manufacturers in building their furnaces and pots, and the coal used for maintaining the fires for melting their glass.
Stourbridge was known for a long time before this as a centre for the mines producing , and eventually this clay was adopted for making glass-house pots; now many other sources are available for these fire-clays. Much of the antiquity of the glassmaking of England is hidden in the neighbourhood of Stourbridge, and the writer has himself found a few antique specimens of old green devitrified window glass embedded in the subsoil of some fields near Oldswinford, probably relics of the Huguenots, who practised and extended the art of glassmaking in that district. Other important centres for glassmaking now are York, London, Manchester, Edinburgh, Newcastle, and Birmingham; but, although glassmaking has reached a high degree of excellence in this country, there is nothing yet comparable with the extensive factories which exist abroad. The conservatism of many English manufacturers, and the adverse influence of the Glass Makers’ Society, considerably restrict the progress of this trade compared with the broad and progressive manner in which it is carried on abroad.[1]
1. See article “Trade Unionism,” in last chapter.
The term “glass,” in a general sense, is applied to the hard, brittle, non-crystalline, transparent, opaque or translucent vitreous substance which results from fusing silica with active mineral solvents or fluxes, such as the alkalies, earthy bases, or metallic oxides. Silica exists in great abundance, in a free natural state, in the form of flints, quartz, and sand; and in the latter form it is now most generally used for glassmaking. When sand alkali and lead oxide are heated together to a high temperature, the sand is dissolved by the solvent action of the fused alkali and lead oxide until the whole becomes a molten mass of glass. The solvent action of the alkalies, soda potash or lead oxide, is very energetic whilst being heated, and the mass boils with evolution of gases until, at last, the solution, becoming complete, settles down to a clear quiescent molten liquid metal, which is quite soft and malleable, after the nature of treacle. In this condition it is ready for working. The time and temperature necessary for melting such mixtures vary according to the proportions and composition of the ingredients.
Silica, combined with alumina and other oxides, is freely distributed in nature in the form of clays, granites, and feldspars, which are also available for use in glassmaking. Originally glass was made by using crushed and ground flint stones as the source for the silica: hence is derived the old name of “flint” glass; but now 5the large extensive deposits of white sand present a much more convenient and less expensive source, and sand has become universally used. Fine white sand is obtained from Fontainebleau, near Paris; other sources are Lippe, Lynn, Aylesbury, Isle of Wight, Holland, and Belgium.[2] These are the sources preferred by crystal glass manufacturers and makers of fine quality glass, such as chemical ware pressed glass, tube, cane, and medical bottles, on account of their greater purity. The commoner varieties of sand from Reigate and Bagshot and even red sand are being used in the manufacture of the lower grades of glass such as beer bottles and jam jars, where a greater latitude in the chemical impurities present is permissible. Only the best and purest silica sands are used for making cut crystal and optical glasses. In these trades the sand is always cleaned by washing it in water to clear it from any salt, chalk, or other impurities which may possibly be present. The sand, after washing, is heated to redness, or “burnt,” in order to burn off any organic or vegetable matter, and when cold it is sifted through a fine screen to take out any coarse grains or lumps. In this prepared state, the sand is ready for weighing out into the proportions desired for mixing with the other materials, and is stored for use in covered wooden compartments situated in or near the mixing rooms, along with the other materials which may be used in the glass mixtures.
2. See “British Glass Sands” (Boswell), “British Glassmaking Sands” (Peddle); papers read at the third meeting, Society of Glass Technology, Sheffield, for further information.
The alkalies, potash or soda, or a mixture of both, are commonly used in making glass in the form either of carbonates, sulphates, or nitrates. The soda and potash silicates form very fusible glasses, but they are not permanent, being soluble in water; therefore they 6cannot be used alone. In making glassware for domestic use, other bases, such as lead oxide, barium, or lime, have to be added to form more insoluble combinations with the silica or sand.
Carbonate of Potash or Pearlash, which before the war was imported into this country by glass makers from Stassfurt, is much prized by crystal glass makers on account of the colourless silicate it forms when fused with the best white sand. It is now very expensive and difficult to get, and is less used on this account. Potash carbonate is very hygroscopic and absorbs much moisture from the air; therefore it is necessary to keep it within sealed chests while in store.
Potash and soda each have an influence upon the colour of the resulting glasses in which they are respectively used. The potash silicate gives better and clearer glasses than the soda silicate.
Carbonate of Soda, or Soda Ash, is now more generally used. Being a less expensive form of alkali, it constitutes a base in most of the commoner varieties of glassware. Carbonate of soda is manufactured in England from common salt, of which there are large deposits in the Midlands. This common salt, or chloride of sodium, is treated chemically and converted into the carbonate, in which form it is supplied to the glass manufacturers as soda ash.
Sulphate of Soda (Salt Cake) is the form of alkali used in window and bottle glassmaking. In mixtures containing sulphate of soda it is necessary to use a small proportion of carbon in some form, such as charcoal or coal, in order to assist the decomposition of the salt and the formation of the sodium silicate. Sulphate of soda is used in this class of glassware on account of its cheapness. Glasses made from sulphate of soda mixtures are not so clear and colourless as those in which 7the source of alkali is potash or soda carbonate. On this account, the best crystal glasses cannot be made from sulphate of soda.
Potash Nitrate (Saltpetre) is used in glass mixtures to oxidise the molten metal and improve the colour of the glass. In fusing it disengages oxygen gas, which purifies the glass while melting, and assists the decolorizers in their action by keeping up an oxidising condition within the molten mass.
Sodium Nitrate, or Chili Nitre, is the corresponding soda salt to potash nitre. It is much cheaper, but less pure; it has a similar but not nearly so powerful an oxidising action in the glass as potash nitre. It is exported from Chili, where it exists naturally in a crude state as “Caliche,” from which the nitrate is refined by recrystallisation.
Boric Acid acts as an acid in glass, as does silicic acid. It renders glass more fusible and brilliant; it has a searching action upon the colourising properties of certain metallic oxides when they are dissolved in the glass. It is an expensive ingredient, but is considerably used in optical and special chemical glassware in replacing a portion of the silicates ordinarily used and forming borates. It cannot be used in large amounts, as an excess produces glass of a less stable nature.
Borax, or Borate of Soda, consists of boric acid combined with soda. It is a very useful glassmaking material and is an active fluxing agent. If used in excess in glass mixtures it causes considerable ebullition, or boiling of the metal. In moderate proportions it is used in the manufacture of enamels for glass, as it helps to dissolve the colorific oxides and diffuse the colouring throughout the enamel mass.
Tincal, and Borate of Lime, are other forms in which borates may be introduced into glass.
8Carbonate of Lime, Limespar, Limestone, Paris White, or Whitening are all forms of Calcium Carbonate. It is an earthy base and is added to the simple alkaline silicates and borates to form insoluble combinations or double silicates of soda and lime. By the use of lime, glasses are rendered more permanent and unchangeable when in use. Lime forms a very powerful flux at high temperatures. The quantity used must be carefully regulated according to the proportion of other bases present; otherwise an inferior or less stable glass may be produced. In excess it causes glass to assume a devitrified state.
Dolomite is a Magnesium Limestone, and is a natural stone which is available for use in making glass in tank furnaces.
Fluorspar, or Fluoride of Lime, is used in giving opacity and translucency to glass. It can only be used in small amounts, as the presence of any large proportion attacks the clay of the pots, causing serious damage by the sharp cutting chemical action due to the evolution of fluorine gas.
Phosphate of Lime is another material which produces opacity and translucency, but does not seriously attack the pots. Bone ash is a form of phosphate of lime, and is procured by calcining bones until all organic matter is consumed.
Carbonate of Barium, or Witherite, is a very heavy, white powder, and is a form of earthy base available for use in glassmaking. It can be used to replace lime, with similar results. By replacing other elements in the glass which are of lower density, barium can be used to increase the density of glass. Like lime it is a very powerful flux in glass at high temperatures. It gives increased brilliancy and little coloration. For this reason it is very useful in the manufacture of 9pressed glassware, giving a glass which leaves the moulds with better gloss than is found to be the case with lime glasses.
Magnesia and Strontia are other bases which are less used in glassmaking.
Zinc Oxide is a base used in the manufacture of many optical glasses. With boric acid it gives silicates of a low coefficient of expansion and special optical values. Used with cryolite, it forms a very dense opal suitable for pressed ware. It is rather more expensive than the other bases used.
Cryolite is a natural opacifying ingredient used in making opal glasses. It consists of a combination of the fluorides of aluminium and sodium, and is one of the most active fluxes known to glass and enamel makers. Its cutting chemical attack on the pots is very intensive. It is imported from Greenland. An artificially manufactured form of cryolite is known, which is a little cheaper than the natural variety and gives similar results in opacifying glass.
Alumina. This is sometimes present to a small extent in glass makers’ sands. As such it is not a dangerous impurity. It exists in combination with silica and potash to a large extent in feldspars, china clays, and granites. Alumina, when used, has a decided influence upon the viscosity and permanency of glass. In large proportions it noticeably diminishes the fusibility of glass, and makes it more or less translucent. Owing to the refractory nature of alumina it is with difficulty that it can be diffused in alkaline silicates, borates, or lead silicates; consequently any considerable proportion present in glass may cause cords or striae, which are objectionable defects in the glass.
Oxide of Lead. Red Lead, or Minium, is much used in the manufacture of enamels, table glassware, and 10heavy optical glass. It gives great brilliancy and density to all glasses in which it is used, but if used in excess the glass is attacked readily by mineral acids and becomes unstable. Red lead is a powerful flux, even at low temperatures, and forms the chief base in making best crystal ware and enamels. The red oxide of lead used by glass manufacturers is a mixture of the monoxide and peroxide. Glass manufacturers, in buying red lead, should realise that it is the peroxide present which is the active oxidising agent, and that at least 27 per cent. should be present. A dull, dark red oxide shows a low percentage of peroxide; a bright orange red a high percentage. Impure red oxides of lead may be adulterated with barytes, finely divided metallic lead, or added water. Such impure varieties should be avoided. The red oxide of lead is preferred to the other oxides and forms of lead for glassmaking, on account of its greater oxidising action, which is desirable in producing crystal glassware.
Tin Oxide and Antimony Oxide are used as opacifiers. When used they generally remain suspended in a finely divided form in the glass. Used in small quantities they have a favourable influence in the development of ruby-coloured glasses.
Manganese, Arsenic, and Nickel Oxides are used in glassmaking as “decolorizers,” which will be treated in a later chapter.
Cullet. In all glasses a proportion of “cullet,” or broken glass scrap, is used. This cullet is usually of the same composition as the glass mixture or “batch.” The use of cullet facilitates the melting, and assists in giving homogeneity to the resultant glass by breaking up the cords and striae which tend to develop in most glasses.
In the commoner varieties of bottle glass Basalt and other igneous rocks are crushed and used. These are 11naturally occurring silicates containing lime, alumina, alkalies, iron, and other elements in varying proportions. They are used more on account of their cheapness, and produce dark, dirty-coloured glasses, which in the case of common bottles are not objected to. In some instances iron, manganese or carbon is added to produce black bottle glass.
Of the various silicates used in glassmaking, the silicate of alumina is the most refractory. The silicates of lime and barium are rather refractory, but under a strong heat and in the presence of other silicates they can be readily formed. The silicates of the alkalies, lead, and many of the other metals are formed at much lower temperatures. In the case of the silicate of iron, manganese, or copper, a strong affinity is shown between the metal and the silica, and a black or dark-coloured slag with a very low melting point is formed. Such slags are very active in corroding the masonry and pots of the furnace.
No single silicate is entirely free from colour. Each gives a slight distinctive coloration, the lead silicate being yellowish and the soda silicate greenish, but by the judicious mixture of different silicates and the use of decolorizers, such as manganese, nickel, etc., compound silicates are obtained, giving less perceptible colours or crystal effects. In optical glassmaking the use of the ordinary decolorizers is not permissible, and the purity of the materials used becomes the most important factor.
The raw mixture of the various materials used in making glass is termed a “batch.” The mixing is usually done by hand, but in many cases mechanical batch mixers are used. If the mixing is done by hand, the materials are first weighed out in their correct proportions by means of a platform weighing-machine. As they 12are weighed out, one by one, they are introduced into a rectangular wooden arbour or box, large enough to hold the whole unit weight of the batch and allow of its being mixed and turned from side to side. The batch is then sieved, and all the coarse materials reduced or crushed to a size not coarser than granulated sugar. By sieving and turning the batch several times a thorough mixture of the ingredients is obtained. A few ounces of manganese dioxide are then added, according to the unit weight of the batch weighed out, and the proportion of decolorizer necessary; which varies according to the heat of the furnace and the amount of the impurities present.
The whole batch is then put into barrels and conveyed to the glass house, where the furnace is situated. Here it is tipped into another arbour or box in a convenient position near to the melting pot, and, a proportional quantity of “cullet” being added, the mixture is then ready for filling into the pots. The stopper of the pot mouth is taken away and placed aside, and a man shovels the mixture or batch into the hot pot until it is full. He then replaces the stopper, and, after a few hours, when the first filling has melted and subsided, another filling of batch into the pot takes place until it becomes full of glass metal in its molten state. The batch melts with considerable ebullition, owing to the chemical reactions taking place under the heat of the furnace, giving off at the same time large quantities of gas. By the evolution of these gases the batch shrinks in volume so that it becomes necessary to fill a pot more than once with the batch before it becomes full of molten metal. The capacity of the pots varies between 250 and 1,200 kilogrammes, according to the type of glass and nature of the goods made.
Much care is required in mixing and sieving batches 13containing lead and other poisonous ingredients, to prevent the inhalation of the dust by the mixer. Therefore, where such materials are used, exhaust fans and ventilating ducts should be provided and fitted in the mixing rooms. A proper respirator should be worn by the mixer in charge to prevent any absorption into his system of the poisonous dust. Cases of poisoning are not unknown, but these are due to gross carelessness. A small regular weekly dose of Epsom salts should be taken by the mixers who have to prepare lead batches. This salt tends to remove any lead salts absorbed in the system by converting them into insoluble lead sulphate.
Materials. |
Formulae. |
Molecular Weight. |
|---|---|---|
| Alumina | Al2O3 | 102 |
| Antimony Oxide | Sb2O3 | 287 |
| Arsenic | As2O3 | 197 |
| Bismuth Oxide | Bi2O3 | 468 |
| Boric Acid | H3BO3 | 62 |
| Borax | Na2B4O710H2O | 382 |
| Calcined Borax | Na2B4O7 | 202 |
| Calcined Potash | K2CO3 | 138 |
| Carbon | C | 12 |
| Carbonate of Barium | BaCO3 | 197 |
| Carbonate of Magnesia | MgCO3 | 84 |
| China Clay | 2SiO2Al2O32H2O | 258 |
| Chrome Oxide | Cr2O3 | 153 |
| Cobalt Oxide | Co2O3 | 105 |
| Copper Oxide (Red) | Cu2O | 143 |
| Copper Oxide (Black) | CuO | 79 |
| Cryolite | 6NaFAl2F6 | 210 |
| Dolomite | CaOMgO2CO2 | 184 |
| Fluorspar | CaF2 | 78 |
| Gold Chloride | AuCl32H2O | 339 |
| Iron Oxide | Fe2O3 | 160 |
| Lime | CaO | 56 |
| Lime Spar | CaCO3 | 100 |
| Manganese Oxide | MnO2 | 87 |
| Nickel Oxide | NiO2 | 75 |
| Nitrate of Soda | NaNO3 | 85 |
| Phosphate of Lime | Ca3(PO4)2 | 310 |
| Potash Carbonate | K2CO3(2H2O) | 174 |
| Potash Felspar | 6SiO2Al2O3K2O | 556 |
| Red Lead | Pb3O4 | 683 |
| Saltpetre | KNO3 | 101 |
| Sand | SiO2 | 60 |
| Soda Carbonate | Na2CO3 | 106 |
| Sodium Fluoride | NaF3 | 61 |
| Sulphate of Soda | Na2SO4 | 142 |
| Tin Oxide | SnO2 | 150 |
| Uranium Oxide | UO2 | 272 |
| Zinc Oxide | ZnO | 81 |
The main essential and peculiar property of glass is its transparency. When subjected to a gradually increasing temperature, glass becomes softened, and whilst hot it is plastic, ductile, and malleable, in which state it can be cut, welded, drawn, or pressed. A thread of glass can be drawn so thin and fine that it can be twisted and bent to a remarkable extent, showing that glass is flexible.
The above properties shown by glass while softened under heat permit it to be shaped and formed by a variety of methods, so that in the manufacture of the different kinds of glass we find goods pressed, blown, drawn, moulded, rolled and cast from the hot metal. Upon cooling, the form given to them is retained permanently.
Another property of glass is its conchoidal fracture and liability to crack under any sudden change of temperature. Advantage is taken of this peculiarity in dividing or cracking apart glass when necessary, during the stages of the manufacture of any glass article.
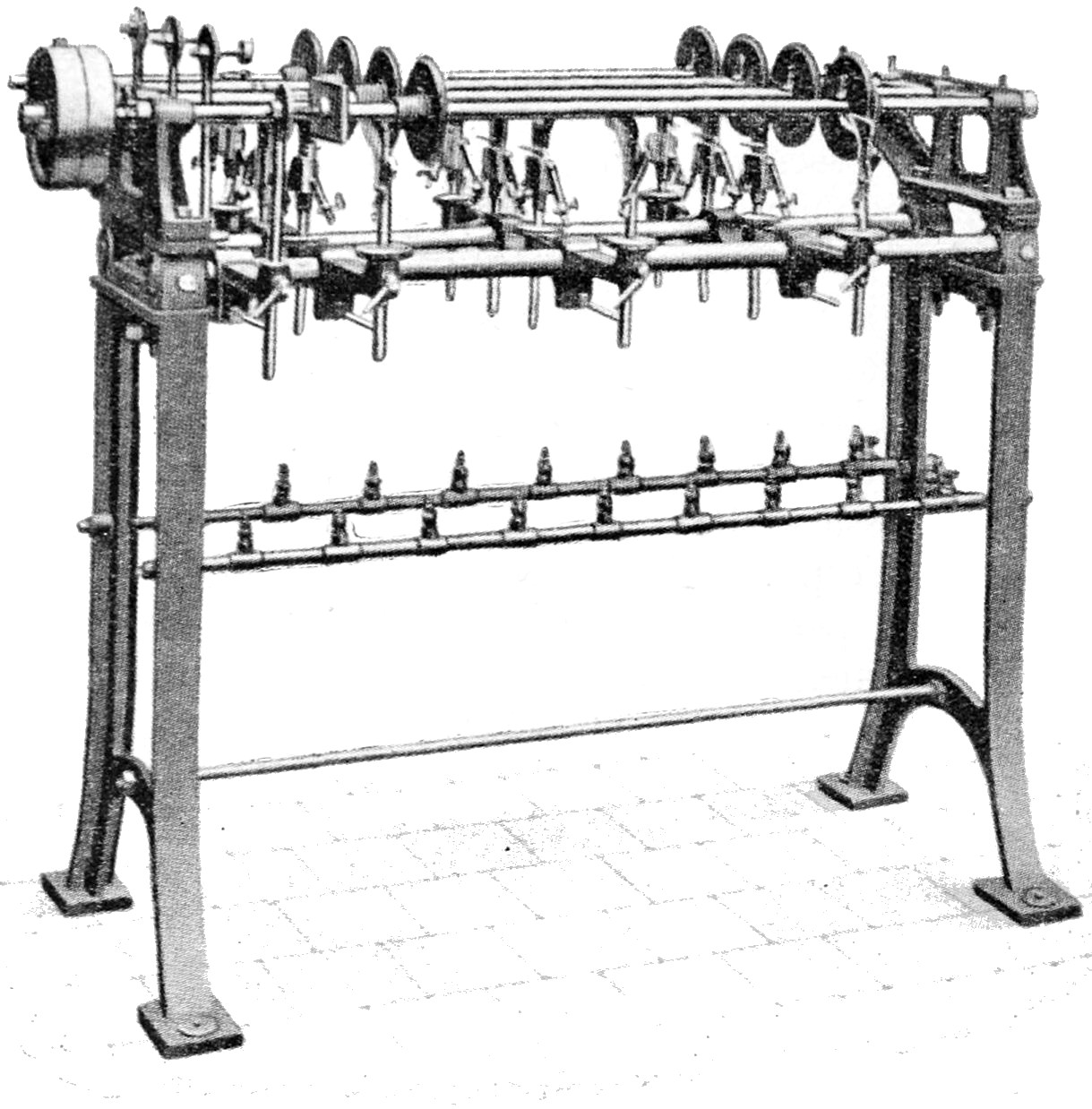
By permission of
Melin & Co.
HORIZONTAL CRACKING-OFF MACHINE
If a glass worker, in making an article of glass, desires to detach or cut apart certain sections, he applies a cold wet substance, such as an iron file wetted with water, to any portion of the hot glass, which causes it to fracture at the point of contact with the cold metal, and a slight jar is then sufficient to break the two portions apart. This method of chilling heated glassware to divide it is applied in the mechanical process 16of cutting up the long cylindrical tubes of glass into short sections for use as miners’ safety lamp chimneys. Wherever it is desired to cut them through, a narrow section or line round the cylinder is first heated by a sharp, hot pencil of flame projected from a burner against the rotating cylindrical tube of glass at equidistant short sections, and the divisions chilled by contact with a cold, steel point, or the heated area may be gently scratched with a diamond point, when a clean, sharp fracture results exactly where the chill or scratch 17has been applied and spreads round the whole circumference in a circle, giving neat, clean-cut divisions. In cutting narrow tube and cane, the fracture caused in the structure of the glass by scratching its surface with a steel file or diamond is sufficient to cause it to break apart without the application of heat.
A piece of hot glass will weld on to another piece of hot glass of similar composition. The glass maker uses this method of welding for sticking handles on to jugs, etc., during the process of making table glassware.
The density of glass varies according to its composition. Certain classes of lead and thallium glass for optical work are of very high density. The specific gravities of such glasses may vary from 3·0 to well over 4·0. In soda-lime glasses the density is less and approaches 2·4. Ordinary crystal glass approximates to a specific gravity of 3·1.
The elasticity and thermal coefficient of expansion of glass can be regulated within normal limits. Glasses are now manufactured which can be perfectly sealed to copper, iron, nickel, and platinum wires.
Glass, if kept heated for any length of time at a temperature just short of its softening or deformation point, becomes devitrified and loses its transparency, becoming opaque and crystalline. In this state it has much of the nature of vitreous porcelain and is totally different to manipulate, being tough and viscid on further heating. This devitrified state may occur during glassmaking, where the metal is allowed to remain in the pot or tank furnace for a considerable time under low temperature. Small stars or crystals first develop throughout the glass and continue to grow until it becomes a stony, white, opaque, vitreous mass. “Réaumur’s Porcelain” is a glass in a devitrified state, and is used for pestles and mortars, devitrified glass being less 18brittle than ordinary glass and similar to vitrified porcelain.
Glass can be toughened to an extent which is surprising. Bastie’s process consists of plunging the finished glass article whilst hot into a bath of boiling oil, which toughens the glass so much as to make it extremely hard and resistant to shocks, losing most of its brittle nature. Strong plates of glass are produced by a process of toughening under pressure. These plates of glass are used for ship porthole lights and in positions where great strength is required. Toughened or hardened glass is of great value in the production of miner’s lamp glasses and steam-gauge tubing. Glass, when hardened, is difficult to cut even with the diamond, and difficulty is experienced in finding suitable means to cut it into shapes to suit commercial requirements.
“Prince Rupert drops,” or tears, exhibit the state in which unannealed glass physically exists. These are made as a curiosity by dropping a small quantity of hot metal from the gathering-iron into a bath of water and then taking the pear-shaped drops out quickly. These pear-shaped drops of glass will stand a hard blow on the head or thicker portion without breaking, but, if the tail is pinched off or broken, the whole mass crumbles and falls to powder. This well illustrates the latent stresses or strains apparently in a state of tension and thrust within the structure of unannealed glass.
Glass is not a good conductor of heat. This accounts for the necessity of slow cooling or annealing glassware, and also applies when re-heating glass, which must be done slowly and evenly to allow time for the conduction of the heat through the mass gradually. Glass is a non-conductor of electricity, and is used to a considerable extent in the electrical trades for insulation purposes. Most glasses are attacked slightly, but not 19readily, by water and dilute mineral acids. Continued exposure to a moist, humid atmosphere causes slight superficial decomposition, according to the stability and chemical composition of the glass. Old antique specimens of glass show the superficial decomposition caused by long continuous exposure to atmospheric moisture. Many antique specimens have been known to collapse instantly upon being unearthed. The first change in antique glass is exhibited by a slight iridescence forming on the surface, gradually increasing towards opacity afterward disintegration sets in, until it finally collapses or crumbles to powder. Glasses high in lead are readily attacked by the acid vapours met with in the atmosphere, but the harder soda-lime glasses are more resistant. An excess of boric acid, soda, or potash also renders glass subject to disintegration and decay.
Hydrofluoric acid attacks all silicate glasses, liberating silicon fluoride. Use is made of this acid reaction in decorating glasswares in “Etching,” by exposing the surface of glass to the fumes of hydrofluoric acid gas in some form.
The most permanent glasses are those containing the highest proportion of silica in solution, but the available heat necessary to decompose such highly silicious mixtures is limited by the present known refractory materials which can be procured for constructing the furnaces. Quartz glassware is a highly silicious glass. It is now made and used in the manufacture of special chemical apparatus and laboratory ware such as crucibles, muffles, etc., which have to withstand severe physical and chemical tests. This quartz glass possesses remarkable features in its low coefficient of expansion and resistance to heat changes. It is highly refractory. Articles made of this glass can be heated to red heat and plunged directly into cold water several times 20without fracturing. Several varieties of quartz glass are now manufactured, and a new field for investigation is presented in applying the features and properties of this glass for use in chemical processes.
In a purely physical sense glass is a supercooled liquid, the silicates are only in mutual solution with each other, and they appear to be constantly changing. Glass cannot be described as a homogeneous or definite chemical compound. Many of the after effects and changes which occur in glass, and the formation of crystals in the devitrification of glass tend to prove the above assertion. The colour changes which take place when ruby and opalescent glass is re-heated, and even the change in colour of glass going through the lehr, cannot be explained unless in the above sense of viewing these remarkable changes. Glasses with an excess of lime in their composition are more subject to devitrification than lead glasses or those of moderate lime content constructed from more complex formulas. The presence of a small proportion of alumina in glass prevents this tendency to devitrification and ensures permanency. Those glasses which have the highest silica content, and which have been produced at the highest temperatures, show the greatest stability in use. Bohemian glasses of this type contain as much as 75 per cent. silica, and are produced in gas-fired regenerative or recuperative furnaces, where the heat approaches 1,500° Centigrade. Such glass is much sought after for enamelling on, being harder and less easily softened by the muffle heat firing on the enamels used. Taking two corresponding glasses of the same basicity, or proportion of silicic acid to the bases present, those formulae which have the greater complexity of bases produce the more fusible glasses. A multiple of bases constituting a more active flux than a single base content, 21it follows that a compound mixture of silicates fuses or melts at a lower temperature than the respective simple silicates would. These facts are useful in constructing commercial formulae for glasses.
Glasses containing lead oxide as an ingredient are subject to reduction when exposed to flames of a carbonaceous nature. The carbon partially reduces the lead oxide to its metallic state, forming a black deposit. On this account, lead glasses cannot be used in blow-pipe working with the ease with which soda-lime glasses can be worked, without reduction taking place. English crystal glass, which contains a high percentage of lead, is usually melted in hooded or covered pots to prevent the carbonaceous flames of the furnace reducing the lead and otherwise destroying the clearness of the glassware. Soda-lime glass and others without the presence of lead can be melted in open pots without any fear of reduction. Modern gas-fired recuperative furnaces, in which more complete combustion of the carbon takes place, can now be used for melting lead glasses in open pots, thus presenting a great saving in the fuel required to melt and produce such glass, besides permitting the use of a cheaper form of pot. This cannot be done with the ordinary English coal-fired furnaces.
Advantage is taken of the reducing action of the coal-gas flame when producing lustre and iridescent glassware. A small proportion of easily reducible metal, such as silver or bismuth, is introduced into the glass and first melted under oxidising conditions. It is then reduced in after-working by flaming, which deposits the metal in a thin sheen upon the surface of the glass, where it comes in contact with the reducing flames. An example of this effect is shown in Tiffany lustre ware, in which silver chloride is used and reduced 22within the glass, giving a pretty coloured iridescence on the surface, due to the reflection of light from the particles of metal deposited under the surface.
“Aventurine” is a form of glass in which copper and iron oxides are introduced under reducing conditions during melting. The glass is then allowed to cool slowly. The metallic copper tends to separate out in small spangled crystals, which give a pretty sparkling effect. The use of strong reducing agents with very slow annealing is necessary to produce this effect. Copper and gold ruby-coloured glass presents other instances of partial precipitation of the metal by reduction within the glass. According to the extent of reduction, the glass ranges in colour from yellow, ruby, to brown.
The manganese silicate is readily affected by oxidising or reducing conditions, the purple colour being present under oxidising influences and a greenish-grey colour under reducing conditions. In using manganese as a decolorizer, the glass maker may have added too much of it to his glass, in which case it shows too prominent a purple colour. To destroy this excess of colour he pushes either a little strip of green willow wood or a clean potato to the bottom of the pot of metal. The reducing action of the carbonaceous gas involved takes out the excess of purple colour by partially reducing the manganese present to a colourless state.
The colour of glass is gradually affected in course of time by sunlight. This change in colour is often noticeable in old windows, the glass having developed a yellowish green tint in course of time from the action of the solar rays.
Glass which has been incompletely fused or not sufficiently melted to give a complete solution of the materials present is in a weakened state of cohesion 23and is liable to disintegration. The presence of undecomposed sulphates, chlorides, or borates in the glass also tends to early disintegration. A continual exudation and crystallisation of salt takes place upon the surface until the glass wholly disintegrates away to a white powdered salt.
Glass is a poor conductor of heat. When a piece of glass has been expanded under the influence of heat, and is rapidly cooled, the superficial outer portions become intensely strained and contracted upon the interior portions, which retain the heat longer. Under these conditions of cooling, glass is apt to “fly,” or collapse and fall to pieces, owing to the outer portions giving way under the great strain. These stresses or strains are relieved in the process of annealing, under which they are gradually eased by a slow and regular cooling from the heated condition. Certain glasses, the composition of which shows considerable differences in the density of the respective bases present, are more subject to this defect than those in which the bases are of more even density and homogeneous in character. Such glasses should be “de-graded” and re-melted in order more thoroughly to diffuse and distribute the denser portions throughout the mass. In de-grading glass, the hot glass is ladled out and quenched in cold water, dried, and re-used as “cullet.”
The composition of glasses may be simple, compound, or complex, according to the number of bases or acids which may be present in the mixture.
The Simple types of glass are exhibited in the soda silicate, potash silicate, and lead silicate. The two former silicates are of most industrial value.
Soda Silicate is made from a fusion of 100 parts of sand with 50 parts of soda carbonate and 5 parts of charcoal. The charcoal is added to facilitate the decomposition. The fused mass when cool is transparent and of a pale, bluish, sea-green colour. Upon boiling it in water it dissolves and gives a thick viscid solution called “Water Glass.” This is extensively used in the various arts and manufactures. Textile fabric and woodwork saturated with this solution and dried are rendered fireproof. In the manufacture of artificial stone it forms, with lime and other basic oxides, very stable cements. Mixed with silicious or ganister it forms the well-known fire cements for repairing the cracks in retorts, muffles, etc. Water glass is also used in soap, and colour making, and for preserving eggs.
Potash Silicate is less used, being more expensive. It is produced from a fusion of 100 parts sand, 60 parts potash carbonate, and 6 parts charcoal.
Lead Silicate is composed of 100 parts sand and 66 parts of red lead fused together. This silicate is mostly used in the manufacture of soft enamels and artificial 25gems, and goes under the names of “Rocaili flux,” “strass metal,” and “diamond paste.”
There is another form of soluble glass which is a combination of the soda and potash silicates. This is really a double silicate and may be produced by fusing sand 100 parts, soda carbonate 25 parts, potash carbonate 30 parts, and 6 parts of charcoal. This silicate is used in soap making. Soluble glass can also be formed by using sulphate of soda as the alkali. In this case, a larger proportion of the alkaline salt has to be used, also a larger amount of carbon, in order to complete the decomposition of the sulphate. A mixture of sand 100 parts, saltcake 70 parts, and carbon 16 parts would produce sodium silicate. The boron silicate and borate of alumina are two other forms of soluble glass used in their simple states.
The Compound Glasses may be flint or crystal glass, soda-lime glass, Bohemian glass, pressed glass, and sheet glass. These are the general type of glasses used in the manufacture of domestic glasswares.
Crystal Glass, which is a silicate of lead and potash, is made from best sand 100 parts, red lead 66 parts, potash carbonate 33 parts, cullet 50 parts, to which a small proportion of potash nitre, arsenic, and manganese dioxide is added. The bulk of English cut-glass table ware and fancy goods are made from this type of glass. It gives very brilliant and colourless results, more especially when cut and polished. A second-rate quality of crystal glass for table ware may consist of a silicate of lead and soda, as follows: sand 100 parts, red lead 66 parts, soda carbonate 25 parts, cullet 50 parts; with small proportions of Chili nitre, arsenic, and manganese.
Bohemian Glass is made from sand 100 parts, potash carbonate 35 parts, lime carbonate 15 parts, cullet 2650 parts; with small proportions of potash nitre, arsenic, and manganese dioxide. This type of glass is used mostly by continental manufacturers for chemical ware, table and mirror glass. It is a hard, brilliant, and stable glass, very suitable for enamelled glassware. It is a silicate of potash and lime.
Pressed Glass consists of sand 100 parts, soda carbonate 50 parts, barium carbonate 15 parts, cullet 50 parts; together with soda nitre, arsenic, manganese, and cobalt. This is used by manufacturers of pressed glass table ware or moulded ware. It is a silicate of soda and barium, the barium having a direct influence in giving a good surface to the pressed goods.
Crown Glass consists of a silicate of soda and lime; sand 100 parts, soda carbonate 36 parts, lime carbonate 24 parts, soda sulphate 12 parts, cullet 50 parts; with traces of manganese and cobalt. This glass is used for making sheet window glass by the crown, disc, and cylinder methods.
Plate Glass is a silicate of soda and lime; sand 100 parts, soda sulphate 55 parts, limestone 30 parts, coal or anthracite 5 parts; with traces of nickel oxide, cobalt, or antimony oxide. This is used for cast plate glass, rolled plate, cathedral glass, window and mirror glass.
The Complex Glasses may be described as those in which more than three bases are introduced, and constitute such types of glasswares as bottles, thermometer tubes, chemical ware, etc.
Common Bottle Glass may be described as an example of complex formulae. Common bottle glass, or tank metal, is made from a silicate of soda, alumina, lime, magnesia, and iron, as follows: Common sand, containing iron and alumina, 100 parts; greenstone or basalt (a silicate of alumina, iron, lime, magnesia, and 27potash), 25 parts; dolomite limestone (magnesia and lime), 30 parts; sulphate of soda, 35 parts; carbon, 5 parts. Felspathic granites may be also used in such glasses.
Bottle glasses require intense heat to melt, and are usually dark in colour when made from igneous rocks, owing to the large amount of colorific oxides present in such materials. These dark colours are not objected to in bottles for stout, wine, and beer.
It will be noticed these formulae cover a long range, from the best table glass to the commonest dark bottle glass. Besides these, opal, opalescent, and fancy glasses are made, in which either arsenic, tin, alumina, antimony, zinc or barium oxides or borates phosphates and fluorides may enter into the compositions.
Glass makers’ recipes vary considerably in the proportions of the various materials used, according to the locality and the type of furnace used. Generally, it will be found that, where a gas-fired furnace is in use, a larger proportion of sand can be used and a cheaper metal produced.
The metals produced in covered pots are usually softer and contain more lead and fluxes than those produced in open pots. In using open pots the heat of the furnace has direct access to the surface of the metal therein. In the case of covered pots, the heat has to be conducted through the cover of the pot, which retards the heat to a certain extent. On this account, softer mixtures are used in covered pots.
In colouring glass, either or several of the following colorific oxides may be used. They are added to the batch before fusion. Varying proportions are added, according to the depth of the colour desired. Occasionally the colour is influenced by the nature and composition of the rest of the batch. In some instances several colouring oxides are used. In this way many delicate tints are obtained; in fact, there are but few colours that cannot be produced in glass.
For Green Glasses the following oxides may be used: Chromium oxide, 2 to 6 per cent. of the batch; black oxide of copper, ·5 to 3 per cent.; red iron oxide, ·5 to 1 per cent.; or a mixture of two or three of the above oxides in less proportions. Salts of chromium, copper, or iron may be used as the carbonates, sulphates, and chromates.
For Blue Glasses, cobalt oxide, ·1 to 1 per cent. of the batch; zaffre blue or smalts, 1 to 3 per cent.; nickel oxide, 2 to 4 per cent.; iron oxide, 1 to 2 per cent.; black oxide of copper, 2 per cent.
For Violet and Purple, manganese oxide, 2 to 4 per cent. of the batch.
For Rubies, red oxide of copper, gold chloride, purple of cassius, antimony oxysulphide, selenium metal in small proportions.
For Yellows, uranium yellow, 4 to 6 per cent. of the batch; potassium antimoniate, 10 per cent.; carbon, 6 per cent.; sulphur, 5 per cent.; ferric oxide, 2 to 4 per cent. Silver nitrate and cadmium sulphide are also used.
29Black Glass is obtained from mixtures of cobalt oxide, nickel oxide, iron oxide, platinum and iridium. Many very dark or black bottle glasses are obtained by using basalt, iron ores, or greenstone in a powdered form, added to the batch ingredients.
White Glasses or Opal are obtained by using phosphate of lime, talc, cryolite, alumina, zinc oxide, calcium fluoride, either singly or in double replacements of the bases present in the glass batches.
Many of the colouring oxides give distinctive colours to glass of different compositions; also the resulting colours may vary with the same colouring ingredient, according to reducing or oxidising meltings. Thus, in a batch of reducing composition, red copper oxide gives ruby glass, but in oxidising compositions the colour given is green or bluish-green. Iron oxide in an oxidising batch gives a yellow. In the reducing batch it gives bluish or green results. Manganese is similarly affected.
Many colouring oxides give more brilliant tints with glasses made from the silicates of potash and lime than if used in glasses composed from silicates of lead and soda. For many colours the lead glasses are preferred. In colouring the batches, the colouring oxides must be intimately mixed with the batch materials before fusion, more especially in the preparation of the pale tints, where only small quantities of colouring are necessary. It is a well-known fact that careful mixings give good meltings, for then the materials are more evenly distributed and uniformly attacked during the melting. Careful and exact weighings are necessary when using colorific oxides, and a pot is kept for each respective colour melted, so that the different colours and crystal glasses do not get contaminated with each other. When open pots are used for colours, the colour pots should 30be kept together in one section of the furnace, so that whilst melting, especially during the boiling up of the batches, the colours do not splash over into the other pots containing crystal metal.
As a rule, smaller pots are used for coloured glass; generally they are only a third of the size of crystal melting pots. When this is so, they are set together under one arch of the furnace, and the workman informed which pots contain the respective colours. All colour cuttings and scraps should be kept separate from other cullet for re-use. Coloured glasses are expensive, and no waste of glass should be permitted.
Artificial Gems. In the manufacture of the glasses for imitation “paste” jewels, every effort is made to procure pure materials and colorific oxides. The base for making artificial gems is a very heavy lead crystal glass termed “Strass paste,” which gives great brilliancy and refraction. The composition of such a paste would be: Best white sand 100 parts, pure red oxide of lead 150 parts, dry potash carbonate 30 parts. These should be thoroughly well melted until clear and free from seed, and the molten mass ladled out of the pot and quenched in cold water, or “de-graded.” This assists in making the paste homogeneous. After repeated melting and de-grading, the paste or cullet is collected, dried, and crushed for use in making the coloured pastes. Usually, this strass metal is melted in small, white porcelain crucible pots holding about 5 to 10 kilogrammes of the metal and heated in a properly regulated gas and air injector furnace. The coloured paste is kept in fusion for a whole day, after which it is slowly cooled and annealed within the pot, and the gems cut from the lumps of glass thus obtained. The following are some of the compositions used in the preparation of the respective gems.
31Opal. Powdered strass paste, 1,000 parts; white calcium phosphate, 200 parts; uranium yellow, 5 parts; pure manganese oxide, 3 parts; antimony oxide, 8 parts.
Ruby. Powdered strass paste, 1,000 parts; purple of cassius, 1 part; white oxide of tin, 5 parts; antimony oxide, 10 parts.
Beryl. Powdered strass, 1,000 parts; antimony oxysulphide, 10 parts; cobalt oxide, ·25 parts.
Amethyst. Powdered strass glass, 1,000 parts; purest manganese oxide, 8 parts; pure cobalt oxide, 2 parts.
Emerald. Powdered strass glass, 1,000 parts; green chrome oxide, 1 part; black copper oxide, 8 parts.
Sapphire. Powdered strass glass, 1,000 parts; pure cobalt oxide, 15 parts.
Topaz. Powdered strass glass, 1,000 parts; antimony oxide, 50 parts; uranium yellow, 10 parts.
Garnet. Powdered strass glass, 1,000 parts; antimony oxysulphide, 100 parts; gold chloride in solution, 1 part; pure manganese oxide, 4 parts.
Turquoise. Powdered strass glass, 1,000 parts; cobalt oxide, ·5 parts; black copper oxide, 10 parts; white opal glass, made with tin oxide, 200 parts.
After suitable pieces of glass of the requisite tints are obtained, they are cut and ground on a Lapidary’s wheel, then polished, engraved, and set as gems.
Artificial Pearls are now cleverly made in glass. A tube of the requisite size made of translucent or opal glass is cut into small sections, which are heated on a tray to softening point whilst set in a rotatory movement. As the heat increases they gradually melt in and seal at the openings, when they are removed from the tray and sorted.
Decolorizers are the agents employed by the glass maker to neutralise or subdue the objectionable tints given by the colouring action of small traces of iron oxide, which exists as an impurity present in the materials used or otherwise become accidentally admixed during the process of the manufacture of glassware.
The small additions of manganese dioxide, arsenic, nitre, nickel oxide, selenium, antimony, oxide, etc., to glass batches may be considered as decolorizers. The most commonly used of these materials is manganese dioxide, so the action of this material will be explained. Every glass maker finds that one or other of the raw materials he uses may contain impurities. It is seldom that glass makers’ sand can be obtained that does not contain traces of iron oxide present as an impurity. Again, the cullet collected from the glass house often contains iron scale or rust from the blowing-irons, which firmly adheres to the glass and gets admixed with the batch for re-melting. The presence of even very small traces of iron in glass becomes evident as a pale sea-green tint when viewed through any thickness of metal. The chemical action of the glass upon the walls of the pot is continually dissolving a minute quantity of iron from the and diffusing it throughout the metal, giving it a tendency to the pale-green tint.
To subdue or neutralise this objectionable tint in the glass, the glass maker uses certain metallic oxides 33which give delicate counter-tints. Only those glasses which are made from the purest materials can be decolorized to become sufficiently clear to use in making the best table glassware. In optical glassware, where the use of manganese is not permissible, the greatest care has to be taken in the selection and testing of the materials to be used. If manganese oxide be used in making optical glass, although the eye may not be sensitive enough to observe the actual color absorption, glass is produced in which the solar rays are obstructed, and much less light is transmitted by the glass when used as an optical lens or prism. Therefore the optician avails himself of those glasses which have not been decolorized as being more satisfactory for his purpose, as more light is transmitted by such glasses.
Apart from the pale sea-green tint given to glass by the presence of small traces of iron, certain of the silicates themselves produce natural colors. The soda silicate present in soda-lime metal tends to give a pale bluish-green tint when viewed through any thickness of glass. The lead silicate has a yellowish hue. Each of these influences has to be counteracted if clear crystal glass is desired. The decolorization of glass by manganese dioxide depends upon the purple tint it gives to glass. This purple color, being complementary to the pale green color given by the presence of iron, serves and acts as a counter-tint, and by the absorption of the green light, a less perceptible coloring is produced. In the case of the decolorization of glass, we get the red and blue of the purple subduing the blue and yellow or green tint given by the iron. But certain other factors are necessary. The purple color from manganese oxide is given only to glass in the presence of oxidizing agents; and the absence of 34sufficient oxidising agents in the glass batch, the purple manganese colour is unstable and its action as a counter-tint is lost. Therefore, the glass maker uses strong oxidising agents in his glass mixtures for crystal effects, usually in the form of potassium nitrate and red lead, which liberate oxygen. Whilst undergoing decomposition in the glass melt, the presence of this free oxygen keeps the manganese used in a higher state of oxidation, and gives the necessary purple coloration. It is also evident that, if the glass melting in the pot is kept at a high temperature for any considerable length of time, this period of oxidation cannot last, and, after all the free oxygen gas has been evolved, any further heating tends to turn the glass greenish again or of poor colour, by the conversion of the manganese into the lower state of oxidation in which the purple colour is not evident. If by chance the glass maker has added too much manganese to the glass, and the purple colour becomes too evident, he resorts to the use of a small amount of carbonaceous reducing agent, such as a piece of charred wood or potato, which he plunges or pushes to the bottom of the pot by means of a forked iron rod or pole, where it vaporises, giving off moisture and carbonaceous gases which reduce the manganese purple colour to a lower oxidised colourless state, and in a very short time the excess of purple colour has disappeared and the glass appears colourless.
Much of the success of crystal glassmaking depends upon the proper adjustment of the decolorizers used and obtaining the best colourless effect. The quality of the manganese is important; only pure manganese dioxide should be used. In many cases the mineral ore, pyrolusite, is used on account of its cheapness. This is objectionable, as much iron may be present in the ore, when its use as a remedy is worse than 35the defect. The necessity of taking advantage of the services of a consultant chemist here becomes apparent, for, if glass manufacturers would only have their different consignments of materials examined and tested from time to time, many of the disappointments and difficulties experienced by them at present would be obviated. A considerable saving in the cost of batch materials can be made by the judicious selection of more suitable qualities in preference to inferior or adulterated varieties. In many cases, a chemist can substitute for certain of the expensive batch materials other cheaper materials introducing the same elements at less expense, and still retain the same quality in the glass produced.
Of the greatest importance to the glass manufacturer are the refractory materials upon which the life of his furnace and pots depends. A few notes giving a description of them and dealing with the manufacture of the fire-resisting blocks used in building the furnaces will be of interest.
The chief and most generally used of such materials are the goods. The best known deposits of fire-clays in this country are those in the Midlands, Stourbridge, Leeds, and Glasgow districts. In each of these districts the mining of fire-clays and the manufacture of fire-resisting goods for furnace work forms an important industry. The theoretical composition of a true would be a double silicate of alumina, and in this pure state it would be of a very refractory nature. But, naturally, fire-clays show the presence of other bases, such as iron, lime, magnesia, titanium, and alkalies, which, if present to any appreciable extent, lower the degree of resistance to heat or refractoriness of the clay. These other bases may be considered as impurities or natural fluxing agents. The characteristics of a highly refractory clay suitable for glass manufacturers’ requirements would be: (a) that such a clay should show no signs of softening at the highest heat of the furnace; (b) a squatting point not below Cone 31 or 1690° Centigrade; (c) a high alumina content not below 30 per cent.; (d) the greatest freedom from impurities; (e) a fine-grained texture; and (f) a high degree of plasticity. These are the qualities most 37essential for glass house work. The figures given by the chemical analyses of good fire-clays would probably fall within the following limits—
| Silica | 49% to 65% |
| Alumina | 48% to 31% |
| Ferric Oxide | 0·5% to 1·5% |
| Titanium Oxide | nil to 1·5% |
| Lime | nil to 0·5% |
| Magnesia | nil to ·2% |
| Total Potash and Soda | 0·5% to 1·8% |
Clays of higher silica content than 70 per cent. would not be considered suitable as pot-clays owing to the case in which glass attacks silicious clays. It is important that chemical analyses of fire-clays should be compared with results obtained from the analysis of fired or burnt samples, or they should be recalculated to allow of such comparison, so as to exclude the figures for the hygroscopic and chemically combined water of the clays.
The writer gives the following particulars of a very suitable for glass house pot-making. It is plastic and highly refractory, and is now being considerably used by the trade. The clay is supplied by Mansfield Bros., Church Gresley. The figures are from a report made by Mr. J. W. Mellor, D.Sc., of the County Laboratory, Stoke-on-Trent, and are as follows—
| Silica | 46·45 per cent. |
| Titanic Oxide | 2·65 per cent. |
| Alumina | 35·32 per cent. |
| Ferric Oxide | 1·31 per cent. |
| Manganese Oxide | — |
| Magnesia | 0·09 per cent. |
| Lime | 0·41 per cent. |
| Potash | 1·08 per cent. |
| Soda | ·76 per cent. |
| Loss when calcined over 109° Cent | 12·14 per cent. |
38The physical properties of fire-clays vary as well as their chemical properties. The analysis alone of a is not always sufficient indication as to its ultimate behavior when in use. Many physical tests have to be carried out before a clay can be proved satisfactory for a particular purpose, and much information can be gained by engaging the services of a specialist upon refractory materials to carry out petrographic, pyrochemical, and physical tests, and report upon the suitability of the material for its specific purpose. Fire-clays should be plastic, and this plasticity should be developed to its utmost to increase the binding properties of the clay when used. To develop the plasticity, fire-clays should be weathered or exposed in thin layers to the action of atmospheric influences. The heat of the sun and the action of frosts and rain have a direct influence in breaking up the clay and developing its better properties. The use of new unweathered clay is the cause of much trouble to the glass manufacturer who makes his own pots and furnace goods, and on this account he should insist upon having his clays weathered for some time before use, so as to have them thoroughly matured. Before fire-clays are weathered or used for important work they should undergo a process of selection and cleaning. When first raised from the mines all foreign and inferior portions, carbonaceous matter, vegetation, iron pyrites, and stones are removed. The best and cleanest portions of the are sorted out and removed to the weathering beds, where the lumps are broken down to small pieces about the size of an egg, and left to mature and season by weathering.
This is then spread out in a layer about 2 ft. deep, and, after a period of exposure to the action of the weather, the heap is turned by men shoveling 39the clay from one side to the other. The clay, under the continued action of the wind, frost, and rain, disintegrates and slacks down until it is reduced to a mild, fine-grained mass, which condition shows it to be well seasoned and ready for use. Fire-clays vary in this respect: some clays season quickly in the course of a few months, others take years to develop their proper nature. The former may be classed as mild fire-clays, the latter as strong fire-clays.
After weathering, the clay is carted or conveyed to the clay-grinding plant, where it is stored under cover until it is dry enough to be ground on the clay-mill. Here the clay is fed into a revolving pan, and crushed under heavy iron runners, and, after passing through perforations in the bottom of the pan, it is elevated on to screens which sieve the clay to a requisite degree of fineness. It is then admixed with a large proportion of ground-burnt and the mixture is tempered with water until it forms a plastic mass of dough, which is conveyed to the workshops where the furnace blocks or pots are to be made. These making and drying shops have false or double floors, under which steam or heated air is passed using pipes or flues below the floors, giving the steady and uniform heat which is necessary to dry the goods as they are made. Heavy goods should on no account be hurried in drying, lest trouble should occur through the goods cracking or warping.
In making the blocks for the furnaces the workman takes a portion of the prepared clay and tramps the plastic mass into a wooden frame, or mold, the shape and size of the block required, with due allowance made for shrinkage. The blocks are made on the warm floor, which is of cement or overlaid with quarries. When the mold is filled the surplus clay is cut off and 40the wooden frame is lifted up, leaving the clay block on the floor. The empty mold is then cleaned and refilled. The blocks are left until they attain considerable stiffness from the evaporation of the water present by the heat of the room. They are then dressed and cut to the final shape desired, after which they are further dried until they become quite hard and white. When thoroughly dry the blocks are removed from the drying sheds to the kiln for burning.
In burning thick and heavy blocks much care and vigilance is required in expelling the chemically combined water present in the clay, and, as the temperature rises and approaches red heat, the rate of heating should be retarded to allow proper oxidation to take place throughout the structure of the blocks, and prevent black cores from being formed. In all fire-clays, besides the mechanically admixed water used in preparing the clay to a plastic mass, which is mostly driven off whilst in the drying shed, there exists water in a chemically combined state. This the combined water is not expelled below 250° Centigrade, and is tenaciously held by many varieties of mild fire-clays. Due care has to be exercised in dehydrating goods made from such clays; therefore the man in charge of the burning regulates his fires, keeping the kiln at a moderate heat for some time to allow this chemically combined water to be properly and completely expelled. This dehydration stage in burning clay goods occurs between the temperatures of 300° and 650° Centigrade.
After the dehydration stage of burning is completed, the fireman raises the temperature within the kiln to a dull red heat, when the next stage in the process of burning begins. This is the oxidation period, during which any organic carbonaceous matter present in the clay is expelled. During this stage in burning, 41goods require extended time, to allow for the heated air to permeate and get to the interior portions of the blocks and oxidize the cores; otherwise the blocks are badly burnt.
After the oxidation stage is completed, the fireman raises the heat quickly until he obtains a high temperature, sufficient to eliminate and complete the shrinkage of the goods. When this heat is sufficient to complete the fire-shrinkage, the kiln is finished and is allowed to cool down. The blocks, when cold, are then withdrawn and delivered to the furnace builder.
For the erection of the furnaces several grades of blocks are used, according to the conditions and nature of the heat they have to resist. In the presence of reducing agents, fuel ash, or glass, goods vary greatly as to their suitability. So the local conditions to which they are to be subjected whilst under heat should be first ascertained, and the mixtures for the blocks adapted accordingly. So many differences exist in the pyrochemical and physical properties of clays that their misuse is often apt to occur if the conditions under which they are to be used are not properly understood and allowed for. A may show a the high degree of refractoriness under a fusion test, and yet be less suitable for a specific purpose than one of less refractoriness showing better physical properties and of the more suitable chemical constitution. The size of grain in both the burnt clay and raw clay used in the mixtures for making glasshouse furnace blocks is of the greatest importance. In many cases it is necessary to grade the ground-burnt material used, so that the proportion of coarse grains to the fine flour can be regulated to suit requirements. The burnt clay used in making the furnace blocks should be hard and well burnt, to prevent any after-shrinkage of the goods 42when they are used in the furnace. Fire-clay goods for glass house furnaces should not be burnt at a lower temperature than Cone 12, and in the construction of gas-fired furnaces and tanks, burning the blocks at a higher temperature, Cone 14 would give much better results.
On the Continent the glass manufacturers usually grind and mix their fire-clays, with the result that they know exactly what they are using in making their pots and furnace goods, and they are not then dependent upon outside firms to carry out their wishes. English glass manufacturers usually buy their clays ready mixed, and as often as not have perforce to take the mixtures offered by the clay firms. Unfortunately, in Great Britain many of the firms who supply the refractory requirements of the glass trade are exceptionally backward in applying technical knowledge to their trade; consequently, progress is somewhat retarded in the glass trade as far as the refractory materials are concerned. So obstinate is this ignorance of science that quite recently one well-known firm replied to an inquiry for samples of fire-clays to be sent for important research work then being undertaken upon the resources of the country, stating “that, as their clay product was perfect, and research work was quite unnecessary.” It often turns out that their conservatism is simply a cloak to hide ignorance, as it is quite evident to any technicist that there is ample scope for improvement in the present goods on the market, and such an open opportunity for a scientific investigation into the nature of their fire-clays, however well known they may be, should be welcomed with delight, and every facility and assistance offered for research chemists to improve their material, and apply tests with the object of developing the best properties of such refractories for special purposes.
The pots within which the raw materials are melted are set within a strongly heated chamber called the glass furnace. The old circular type of English furnace usually contains either six, ten, or twelve pots, and will be described first. The pots stand in a circle upon a form of hob called the “siege,” which constitutes the floor of the furnace. In the centre of this chamber and below the level of the siege is the “eye” of the furnace through which the flames come from the furnace fire below. The burning fuel is contained in a circular or cylindrical-shaped fire-box, about 4 ft. deep and 5 ft. in diameter, and is supported by a number of strong iron bars across the bottom of the fire-box. Passing under the fire-box, and across the whole width of the glass furnace, there is an underground tunnel called the “cave,” each end of which is exposed to the outside air, which is drawn in through the caves by the draught of the chimney cone above the fires. These caves are of sufficient height and width to allow the fireman, or “tizeur,” as he is called, to attend to the stirring of the furnace fires from time to time. Using a long hooked bar of iron, he rakes out the dead ashes and clinkers, as they are formed, and stirs the fire through the bars by prodding the fuel with a long poker. The coal is fed upon the furnace fire through a narrow mouth situated in the glass house leading into a chute which runs under the siege, from the glass house floor level towards the fire-box of the furnace. The fuel is pushed down this 44chute and falls into the fire-box and is fed at intervals of the half to three-quarters of an hour, according to the heat desired and the draught allowed.
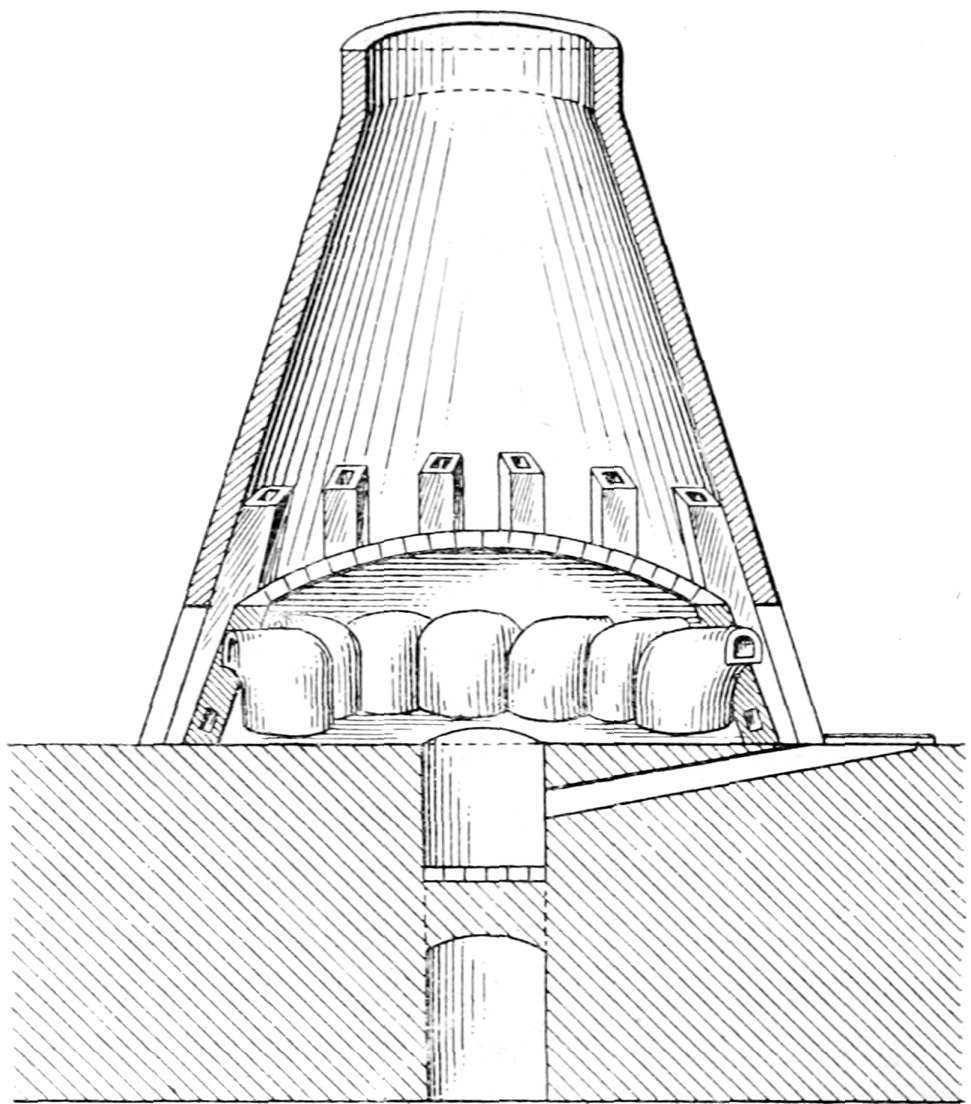
INTERIOR OF ENGLISH TYPE OF GLASS-MELTING FURNACE
Above the siege and over the pots is a covering called the crown of the furnace, which is supported by fire-brick pillars. This is built of the most refractory material possible to be obtained, as the hottest flames from the furnace fires beat against this crown and are reverberated downwards upon the surrounding pots. The flames, continuing their course, pass between the pots into small openings or flues leading from the siege floor and passing upwards through the pillars which 45are situated between each pair of pots, they then escape from little chimneys leading into the outer dome or conical-shaped structure so familiar to outsiders. This outer truncated cone-shaped structure constitutes the main chimney of the furnace. The furnace chamber containing the pots is constructed entirely within this cone. The blocks are carefully shaped, neatly fitted, and cemented together with a mortar made of fine, plastic, raw ground mixed to thin paste with water. The presence of any molten glass which escapes from a cracked pot, and the fluxing action of the fuel ashes, cause severe corrosion of the blocks forming the siege and fire-box, and these necessarily have to be made of extra thickness in order to extend the life of the furnace. When the furnace crown or siege becomes badly corroded away, the furnace has to be put out for repair; so generally an auxiliary furnace is kept at hand, in order that it may be started and the workmen transferred from one furnace to the other whilst the repairs are being done.
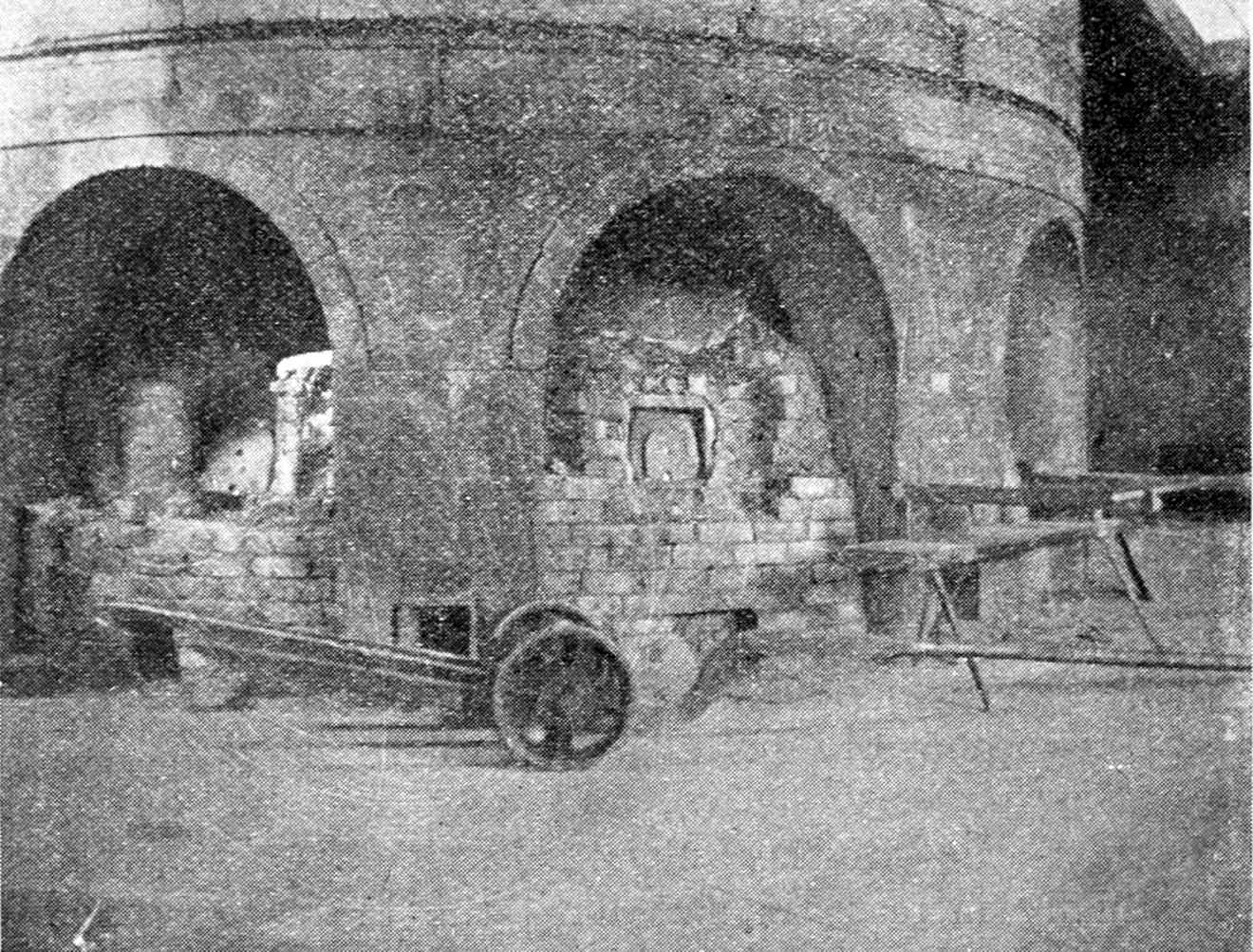
EXTERIOR VIEW OF ENGLISH GLASS-MELTING FURNACE
Pot Trolley in foreground
The action of the glass upon the siege of the furnace is very active, and any leakage quickly destroys the blocks, leaving fissures which gradually increase in size until the blocks are eaten right through. Consequently, every care is taken to preserve the pots from losing metal. If by chance any pot develops a crack through which the metal leaks into the furnace, the glass working is ceased at that particular pot, and every endeavour is made to ladle out what remains of the metal, and so prevent any more running on to the siege and causing further mischief. The metal is ladled out of the pot by means of thick, heavy, iron spoons, with which the hot metal is scooped out of the pot and dropped into a large cauldron containing water. This is very exhausting work, but there 46is worse trouble still if the metal is allowed to continue to run through the crack in the pot and over the siege into the eye of the furnace, for it then fluxes with the ashes of the fuel, causing them to form into a big mass of conglomerate, which, lying in the fire, interferes with the draught and combustion of the fuel within the furnace, and before the furnace can be got to work properly again has to be cut away, piece by piece, through the firebars whilst hot, until it is all removed. At the sign of any glass running down into the fires and through the bars, the tizeur hurries up to give the word that a 47pot is leaking in the furnace, and when the pot is isolated the work of ladling the hot metal out into water begins in earnest. A pot which has cracked and leaks is useless for any further work of melting glass, and at a convenient time it has to be withdrawn from the furnace and a new pot must be substituted. Glass-melting pots form a very expensive item in the glass manufacturer’s costs; consequently, every care is taken to prevent the pots within the furnace from getting chilled by inadvertently allowing the fires to burn too low or allowing cold air to rush through the bars, through unskilful clinkering and inattention to the furnace fires. Sometimes these furnaces are fitted with a Frisbie Feeder. This is a mechanical firing arrangement fitted underneath the furnace bars, by which the fuel is fed upwards into the furnace box, so that all smoke given off by the fuel baitings has to travel through the hot fuel above, and thereby is more completely consumed, giving better combustion than when the black fuel is thrown on the top of the hot bed of fuel. A mechanically operated piston pushes up small charges of fuel from within a cylindrical-shaped box, which works on a swivel backwards and forwards as the fuel is fed into it.
In the old type of English furnace containing twelve pots, each 38 in. diameter and holding about 15 cwts. of metal, the furnace would be capable of melting 7 to 8 tons of glass a week, taking 40 tons of best fuel. The more up-to-date glass-melting furnaces are constructed upon a much better principle than the coal-fired old English type of furnace just described. These are usually producer gas-fired and give more economy and greater convenience in every way.
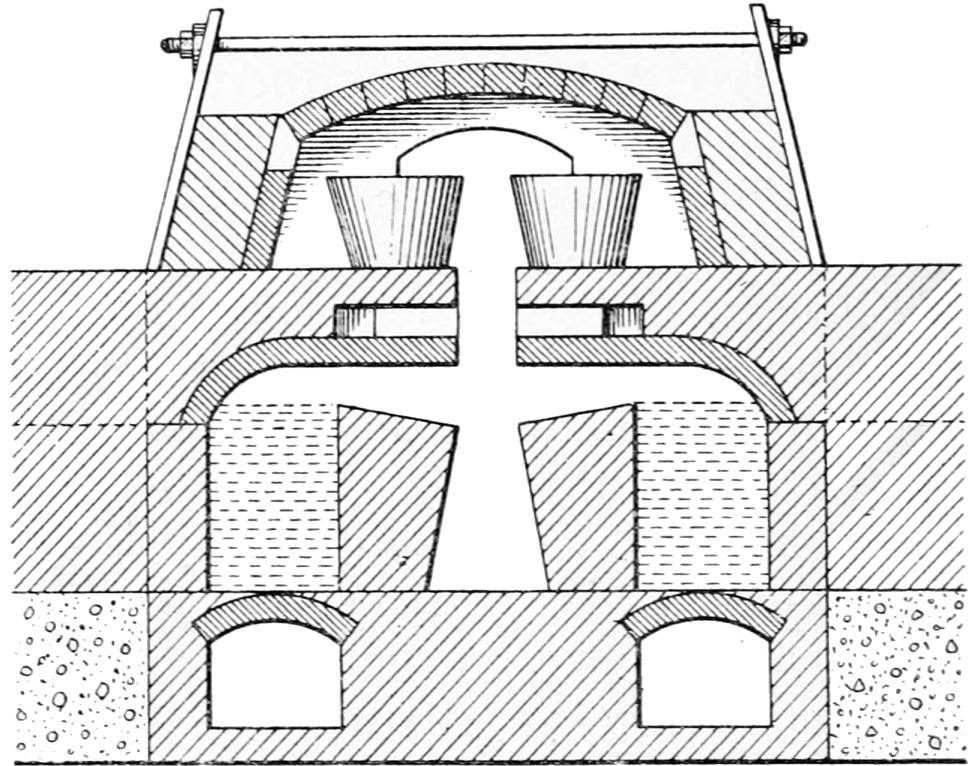
Fig. A
SIEMENS SIEGBERT TYPE OF REGENERATIVE GLASS-MELTING FURNACE
In these better types of modern furnaces some form of regeneration or recuperation of the waste heat is 48usually adopted. These furnaces are much smaller and more compact; being gas-fired, they give much higher temperatures, more complete combustion of the fuel, greater ease in regulation, cleaner conditions, and far greater production than the older types of English furnaces. Considering the reasonable initial cost that the latest types of these modern furnaces can be built for, it appears incredible that so many of the old out-of-date English furnaces remain in use in this country.
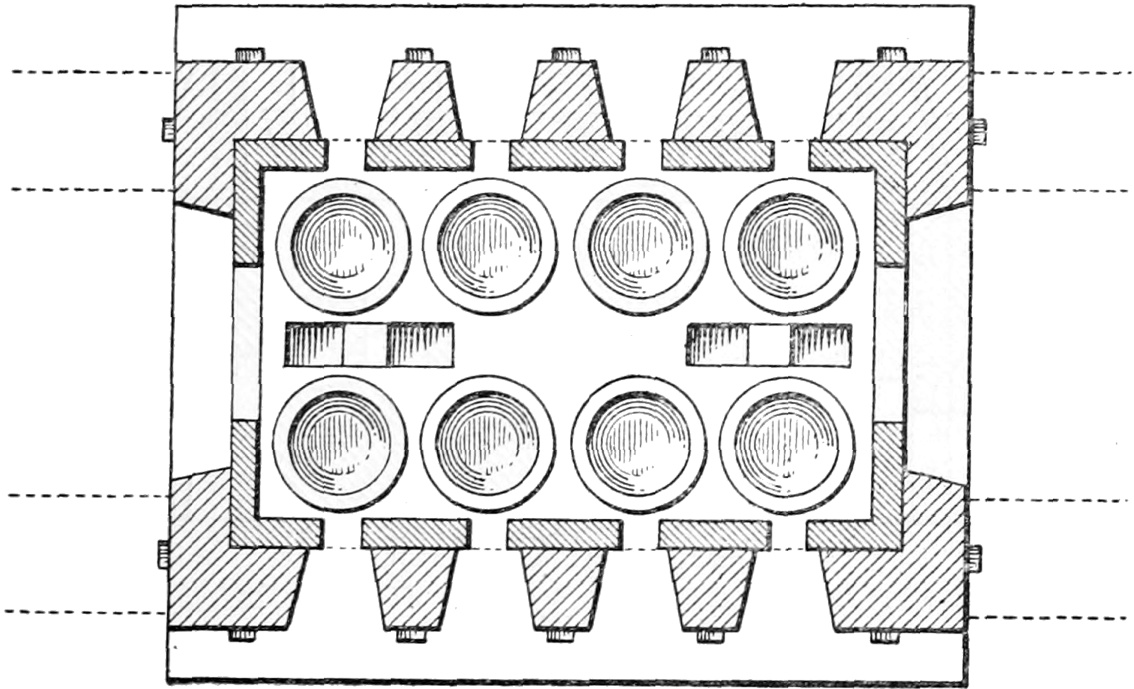
Fig. B
SIEMENS SIEGBERT TYPE OF REGENERATIVE GLASS-MELTING FURNACE
As examples of the types of regenerative and recuperative furnaces, a description will be given of the Siemens Siegbert Gas-fired Regenerative Furnace and the Hermansen Recuperative Furnace for glass-melting, which are extensively used on the Continent and are giving remarkably good results.
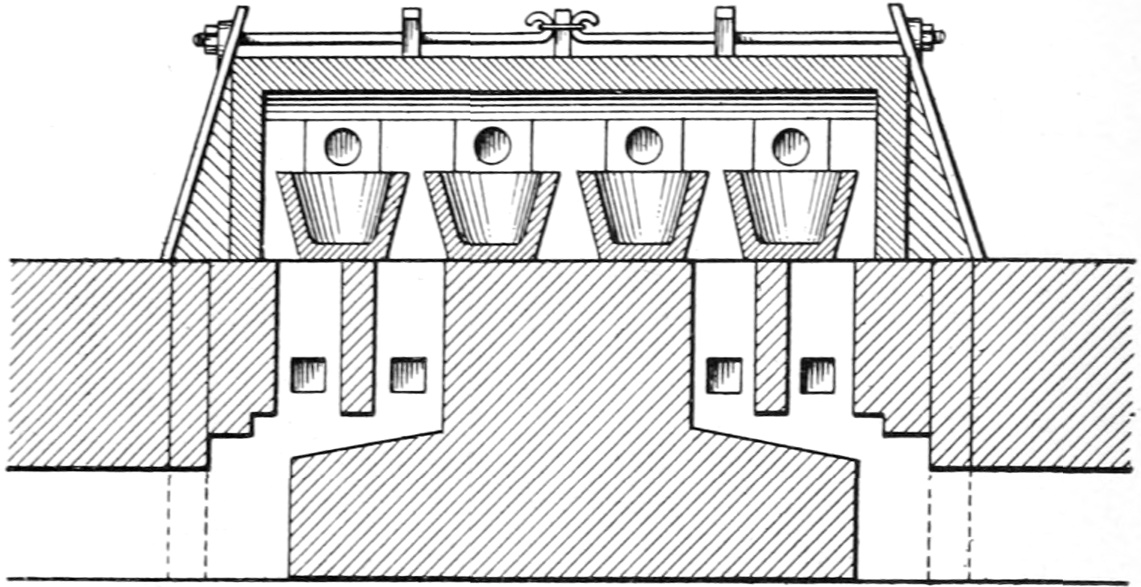
Fig. C
SIEMENS SIEGBERT TYPE OF REGENERATIVE GLASS-MELTING FURNACE
In the Siemens Siegbert type, the furnace may be a rectangular or an oval-shaped chamber, approximately 18 ft. by 9 ft., the crown of which is about 4 ft. 6 in. high. No outer cone-shaped dome exists, and the pots within the chamber are arranged much closer together and practically touching each other round the furnace. The furnace chamber is heated by a mixture of producer gas and heated air, the gas being generated in an independent gas producer situated outside the glass house and some little distance away from the furnace. At either end of the furnace, beneath the floor of the siege, are two blocks of regenerators. These are deep rectangular chambers containing an open lateral arrangement of fire-brick chequers, through which the air or products of combustion pass on their way to or from the furnace. Port-holes are situated directly above these regenerators which lead the gases through the 50floor or siege into the furnace chamber. The draught is induced by a tall stack, which draws the gas from the gas producers through a duplicate arrangement of flues to the port-holes at one end of the furnace, where it is mixed with the air which has been drawn and heated in its passage through the regenerator beneath. This gaseous mixture, whilst in combustion, is drawn across the furnace chamber to the other end of the furnace. The flames playing across the tops of the pots on either side pass down through the port-holes and regenerator at the opposite end. The hot gases or products of combustion, in passing through the lateral channels of this regenerator, leave behind their heat by the absorptive or conductive capacity of the fire-brick chequers through which the hot gases have passed on their way to the stack. The direction of the current is reversed at intervals of half an hour or less by using an arrangement of valves situated in the gas and air 51flues, so that the currents are made to travel on the contrary direction, the air necessary for combustion then being drawn through the hot block of regenerators which was previously heated by the exit gases. On its way through these lateral channels the air becomes intensely heated, and, when it is admixed with the coal gas at the porthole, this pre-heated air accelerates the combustion and calorific intensity of the gaseous mixture. The direction of the current is continually being reversed at the interval of half an hour or less by the manipulation of the valves, so long as the high temperature is desired.
In practice, however, the regenerators are only used whilst the batch materials are being melted during the night, and by morning, when the metal is melted and “plain,” the heat is brought back, or retarded, by using the gas from the gas producers and cool atmospheric air under natural draught, instead of the regenerated hot air. This cooler mixture, naturally not being so active in combustion, maintains just sufficient temperature for working the metal out during the day. Later in the day, when the pots are emptied and refilled with batch, the regenerators are re-connected and the founding proceeds again through the night, and the metal is again got ready for the workmen coming in next morning.
It will be seen that this method of melting and working out the metal does away with night work, the furnace man alone remaining in charge during the night. All firing is done outside the glass furnace room, which is well lighted, clean, and free from coal dust, totally different conditions from those existing in many English glass houses of to-day.
A Siemens Siegbert furnace taking ten open crucible pots, and filled each day, turns out 15 to 18 tons of 52metal a week. The crucibles are about 30 in. in diameter and have a capacity of 5-1/2 cwts. of metal each. The amount of fuel consumed is about 18 tons a week. This type of furnace costs about £1,600 to £2,000 to build. In the miter’s opinion, a disadvantage of this furnace is that, during the reversing in the direction of the fire gases, the greatest heat is suddenly brought to bear on the cooler pots, resulting in a short life for the pots. The temperature of the incoming air is not so constant as with the recuperative type of furnace; however, with proper control, these defects may be obviated to some extent.
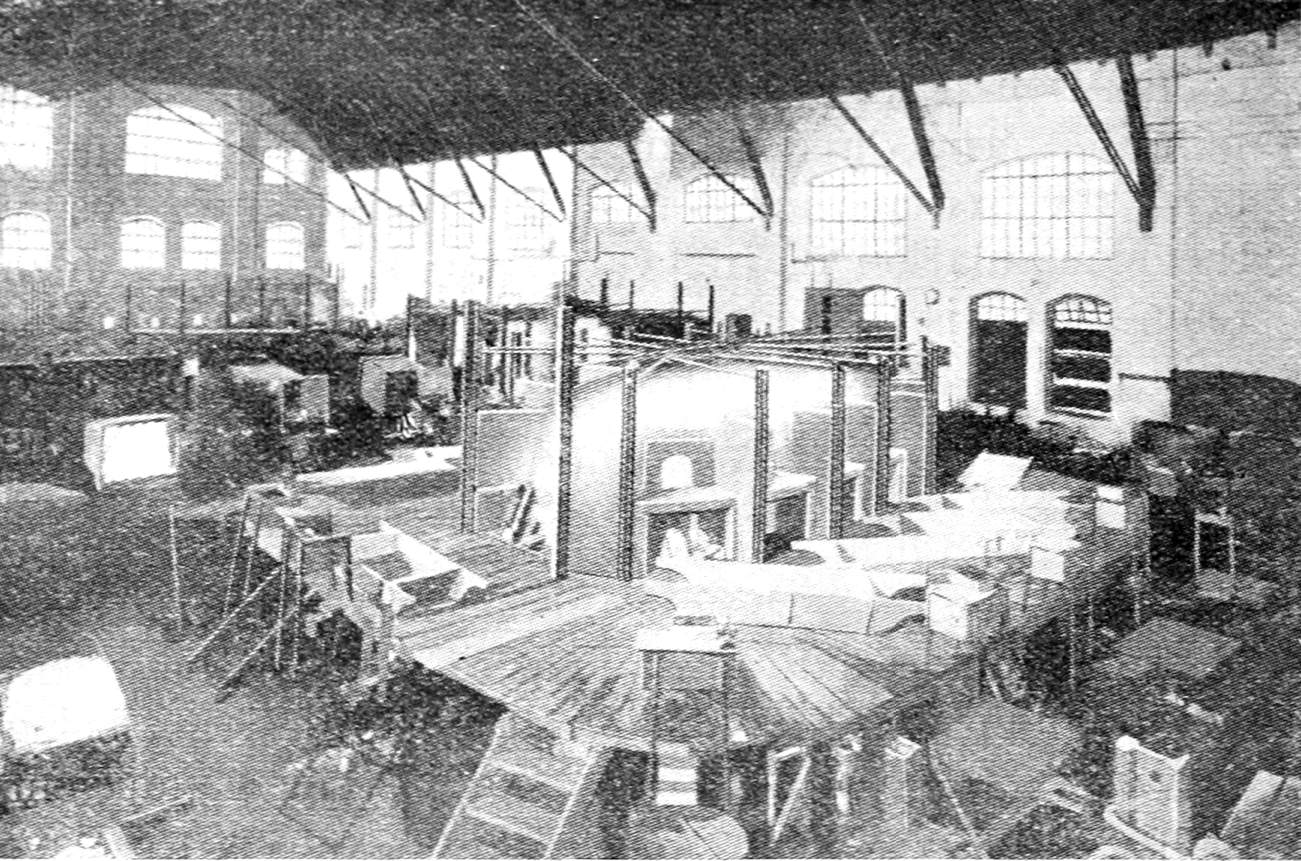
A MODERN GLASS HOUSE
The Hermansen Continuous Recuperative Glass-melting
Furnace in foreground (Twelve Covered Pot Type).
By the kindness of Messrs. Hermansen, the patentees, I am permitted to illustrate their Recuperative Glass-melting Furnace, eight pot type.
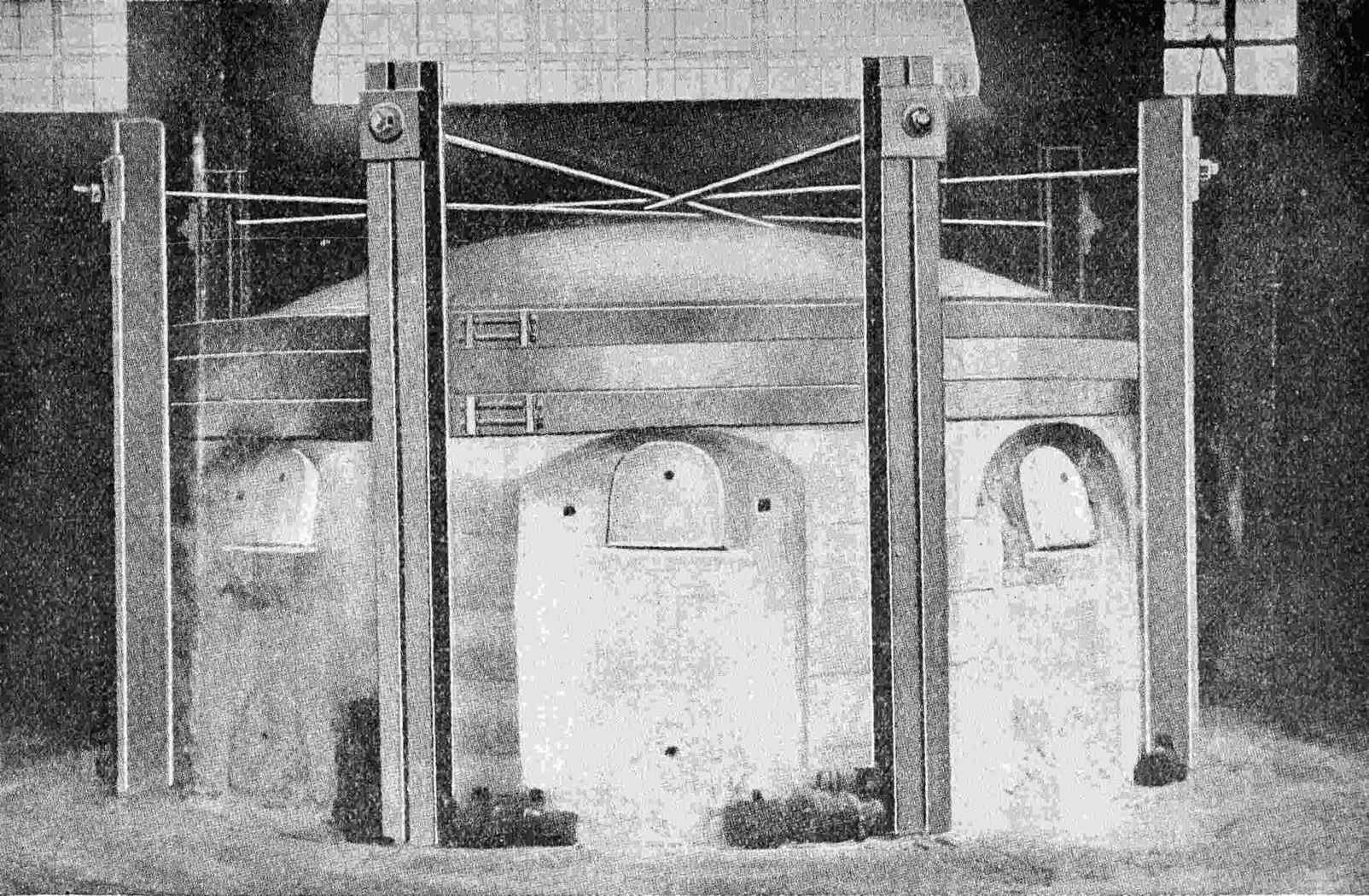
HERMANSEN GLASS HOUSE FURNACE (EIGHT POT TYPE)
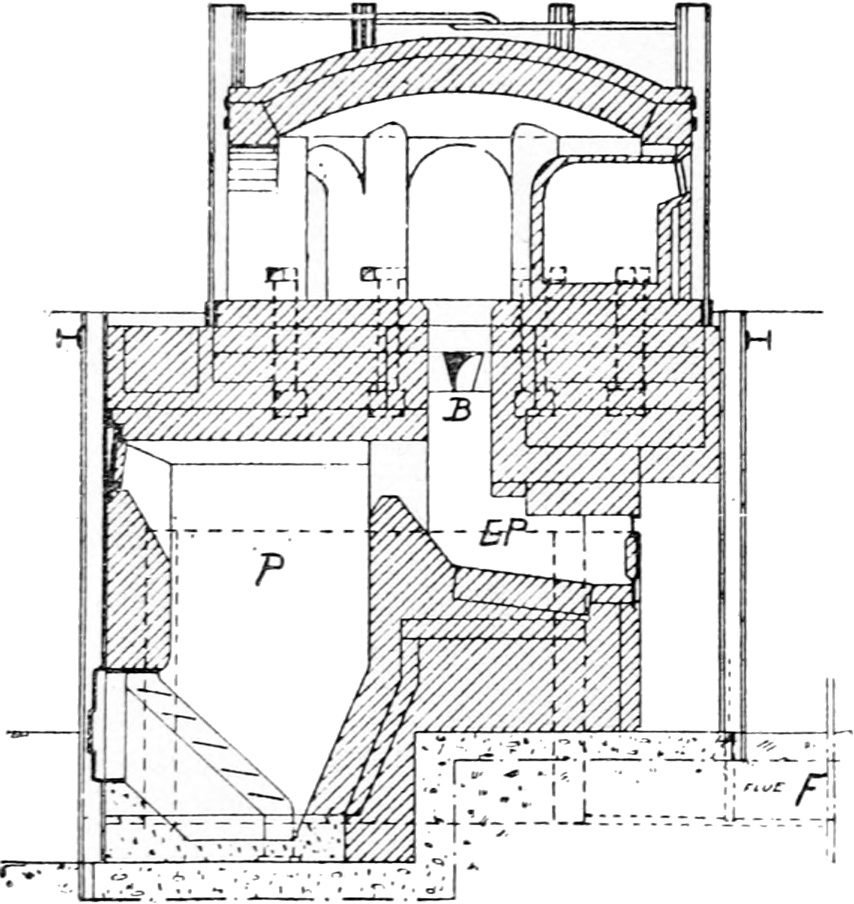
Sectional Elevation.
A
HERMANSEN’S CONTINUOUS RECUPERATIVE GLASS-MELTING FURNACE
P. Producer.
B. Burner.
G.P. Glass Pocket.
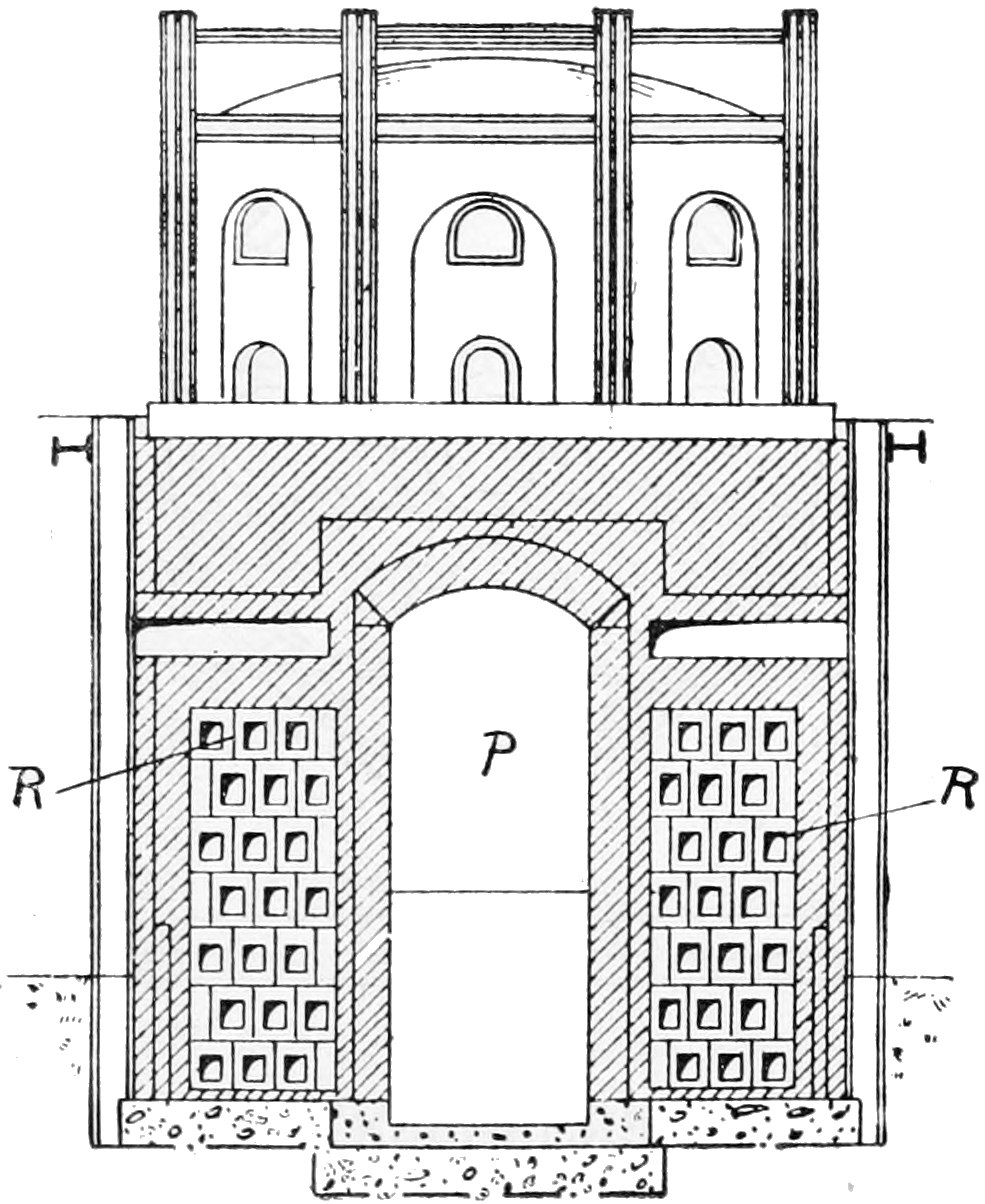
B
HERMANSEN FURNACE
Cross Section through Gas Producer.
P. Gas Producer.
R. Recuperators.
The Hermansen furnace, like the Siemens furnace, is producer gas-fired. The gas producer is built within the body of the furnace, (P) below the glass house floor. On either side of this gas producer the recuperators are situated. These are constructed by an arrangement of tubes, designed to give two distinct continuous channels, the one horizontal and the other vertical. The vertical channels are connected with the atmosphere and supply the air necessary for combustion. The horizontal channels (R) are the flues through which the hot waste products of combustion are continually being drawn from the furnace by the stack. It will be 55evident that, the horizontal channels being intermediate to the vertical tubes, the waste heat is continually being absorbed by the air travelling inwards. In other words, the air is pre-heated by passing through flues which are surrounded by the hot waste gases. Therefore, in this type of furnace there is no necessity for reversing the currents to procure the necessary pre-heated air for combustion, and the regulation of the furnace heat becomes a simple matter of controlling the draught by means of the dampers provided in the main flue. In this type of furnace the glass is melted nightly; open or covered pots may be used, the capacity of which varies between 5 and 12 cwts., according to 56the class of glassware manufactured. The furnace is designed in four, six, and eight pot types, and several are now working in this country. These Hermansen furnaces are capable of producing 20 tons of metal, with a fuel consumption of 16 tons.
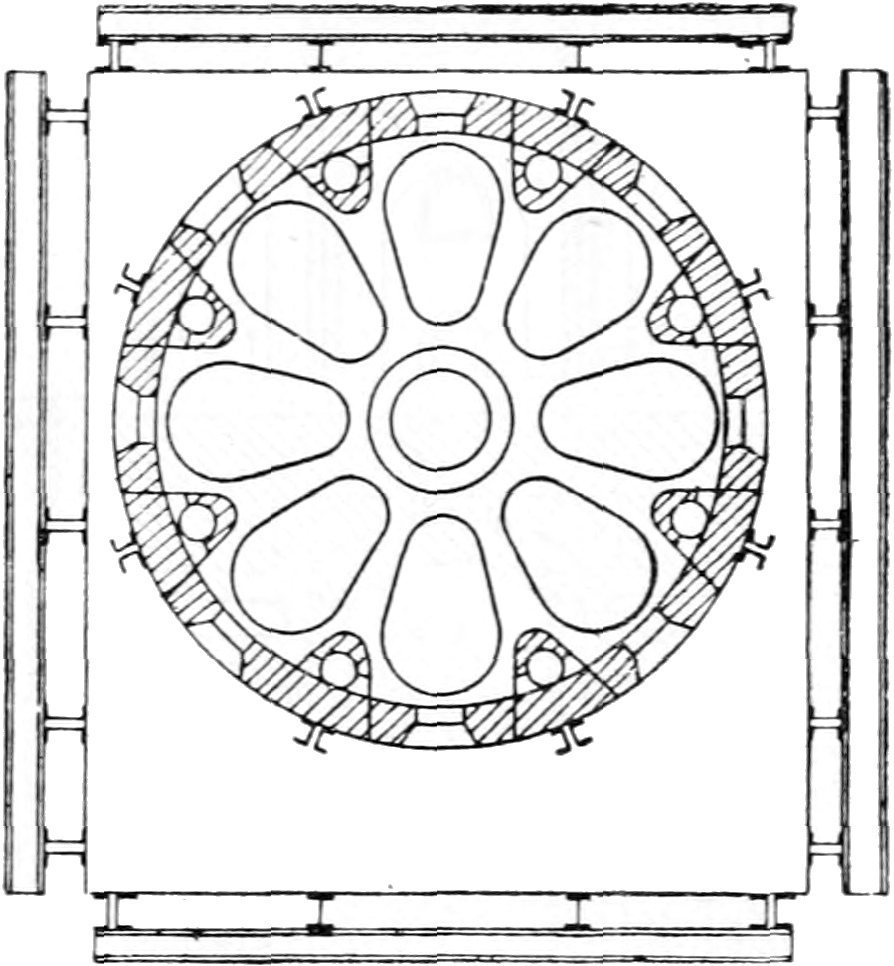
C
PLAN OF HERMANSEN’S FURNACE
(Eight Pot Type)
The Hermansen Continuous Recuperative Furnace is the most efficient furnace known to the writer. It is easier to control than the regenerative types. Being compact, it takes up little space and is easy to repair, and its life well surpasses other types. The initial outlay and cost of erection varies from £850 to £1,200. The combustion in this type of furnace is so perfect that it is used with open crucible pots for melting lead crystal glasses. On the Continent this furnace is in general use for all types of glassware, and, from the amount of glass it will melt, its efficiency is greater than the regenerative type.
57Tank Furnaces are at present used for the melting of the commoner and cheaper types of glass. They are so constructed as to contain a single rectangular-shaped compartment, or tank, about 18 in. to 2 ft. deep, and from 30 to 100 ft. long. The bed and retaining walls of this tank are constructed of specially selected fireclay blocks; no pots are used. Tank furnaces are simple and melt the glass economically, but the metal produced is not nearly so good a quality as pot metal.
Tank furnaces are chiefly used for making the cheaper glasswares, such as wine, stout, and beer bottles, gum bottles, ink-pots, sauce bottles, and like goods, where a large production is essential. Improvements are continually taking place in the design of this type of furnace, and much finer and clearer metals are being produced. It is quite probable that in the future tanks will be preferred for making cast plate and sheet window glass, as a larger body of metal is held by them when compared with pot furnaces. Like the Siemens and Hermansen furnaces, they are gas-fired, but the port-holes by which the gas and air are introduced and the products of combustion are withdrawn from the melting chamber, are situated on either side, above the level of the metal, whilst the glass blowers work at one end of the furnace. The melting and working of the metal is continuous. The tank is divided by a shallow bridge, which is partially submerged and situated midway between the two ends of the furnace, dividing it into two sections, respectively the melting and working compartments. This bridge keeps back all unmolten material and allows only that portion which is melted to travel forward to the working compartment. The tank is crowned or arched over, and at the working end openings are provided to enable the glass workers to gather the metal from within. Small rings, or syphons, are used, 58which, floating on the metal, serves further to refine the glass as it is gradually used. The batch mixture is filled through a convenient opening near to the port-holes. Tank furnaces vary in capacity. Some have been constructed to give an output of 300 tons of glass a week. This pace can only be kept up with the aid of automatic bottle-making machinery; in which case hand labor is practically eliminated.
Liquid fuel or oil-fired glass furnaces have not proved a success, being very costly in repairs on account of the local heating effects of the flames issuing from the burners vaporizing the oil.
Electric furnaces for glass-melting have been tried with partial success. These are expensive in maintenance compared with their efficiency in producing glass.
Glass house pots are large hollow vessels made of refractory in which the glass manufacturer melts the materials of which his glass is composed, and which retain the molten metal whilst in a state of fusion for the workmen’s use. In the case of the lead crystal glass, the materials, whilst being melted, require protection from the flames, smoke, and fuel ash present in the old English types of furnace chambers, which would otherwise reduce the lead present to a metallic state and spoil the glass; therefore, such glasses are melted in covered or hooded pots and thus protected from the direct action of the flames. Consideration has to be given to the extra amount of heat required from the furnace to find its way through the hood of the pot. For crown plate and chemical glassware, the metal is usually melted in open or uncovered pots. In this case the fusion is facilitated by allowing the heat of the furnace to come into direct contact with the materials within the pots.
Pots which are covered or hooded have an opening cut out in the front, in a position just above the level of the molten metal. Through this opening the workman gathers the hot metal. In the case of open pots, the crucible is set in a similar position within the furnace, but the working hole or mouth is built to form part of the construction of the furnace in front of the crucible.
Good pots are of the greatest importance to the glass manufacturer, and upon their life much of the success 60of glassmaking depends. They have necessarily to resist the corrosive action of the raw materials and molten glass within, and, at the same time, withstand the very intense heat of the furnace without giving way under the great weight of the glass within them. Should a pot of metal give way whilst in the furnace, the loss is considerable and very serious, for not only has the metal been wasted, but much of it has flooded the floor of the furnace and siege, and, finding its way into the fire-box, attacks the furnace walls, fusing and melting with the fuel ash, checking the draught, and causing endless trouble.
Glass house pots are very difficult and expensive to manufacture, and upon an average each pot has cost £10 by the time it is set within the furnace; therefore every care is taken to extend their life by procuring the best possible materials for their manufacture.
Only the best selected pot-clays available are used, and every endeavour is made to keep them clean and free from foreign contamination. Only the best portions of the seam are taken for this purpose, and a considerable amount of diligence and stringent precaution is taken to procure the best qualities. As the clay is raised from the mine, clay pickers look over the lumps and select out the best portions. A foreman of long experience is stationed at the head of the mine, and it is his duty to supervise the clay pickers and see that every care is exercised to guard against any unfortunate results which would naturally attend any indiscriminate or indifferent selection. The best portions having been selected and placed aside, the lumps are scraped on the surface to remove any dirt, and broken into pieces about the size of an egg, which are again carefully examined on all sides and cleaned from foreign matter such as pyrites or bluish 61parts. If this is carefully done, and the clays analysed and tested from time to time, a good pot-clay is obtained.
The clay for burning is treated similarly and dried. It is then burnt to a very high temperature and taken to the mill to be ground to the necessary fineness of grain. All pot-clays are well seasoned and weathered before use. They are first ground to a very fine flour and then mixed with a ground-burnt clay, or “chamotte.” The proportion of raw clay to burnt varies with most manufacturers but depends very much upon the plasticity or binding property of the raw pot-clay used. The burnt clay is preferable if ground to a size about 1 to 1-1/2 mm., being sieved to take out any coarser particles. Some clays are more plastic than others, so the proportions in the pot-clay mixtures may vary from six parts of burnt clay to five of raw, down to one part of burnt clay to three of raw clay. The proportions are reckoned by volume, not by weight. The mixture is sieved into a trough and mixed with water to form a stiff paste, and removed into a large tank, where it is allowed to soak for some time. It is then well-tempered by treading with the bare feet until the whole mass becomes plastic and tough. The clay mass is turned and trodden several times, in order thoroughly to consolidate the clay particles. Many efforts have been made to do this work mechanically, but without success. The fact remains, and experience has proved that, in the process of treading, the clay is more consolidated than by any mechanical method of preparation. The tempered and toughened clay is then allowed to sour and mature for a few weeks before use. It is then ready for the pot maker to begin the work of building the pots.
The room in which the pots are to be made is kept evenly warm using a series of hot water circulating 62pipes arranged around the outer walls. Usually a temperature of between 60 to 70° Fahr. is maintained.
Double doors are provided at the entrance, with a porch, so as to prevent sudden inrushes of cold air and prevent draughts in the pot-making room. All unauthorised persons are prohibited entrance, and only those who work therein are allowed free access. They are made responsible for keeping the place clean, as well as looking after the clay and taking care of the pots whilst they are being made.
The usual shape of a pot is of round section, 38 in. in diameter and 42 in. high, but many other shapes and sizes are used, according to the class of goods being manufactured. Thus, for colours, a very much smaller pot, less than one-third this size, is used, three of them, taking the position of one large pot, being set within one arch. For sheet and optical glass, a covered pot with a very large mouth or working opening is used.
In some instances, as in the Hermansen furnace, the pots are oval or egg-shaped. These are used on account of their larger capacity in relation to the space occupied in the furnace. Other pots have an interior division, which has a syphonic refining action upon the glass; such pots permit of continuous melting and working, instead of the intermittent process adopted when the regular or common shape is used. For plate glass, open crucible or bowl-shaped pots are used.
In regard to the manner in which the pots are made, and their subsequent treatment in annealing, the utmost care and control is necessary. In making the pots, the pot maker begins by making the pot bottom first, working the plastic clay paste into rolls about the size of a large sausage. He takes these rolls and applies them one after another in a circular form upon a round level board, the size of the bottom of the pot. 63This board is supported on a low table. As he applies each roll, he presses them together to exclude all air spaces between them, and continuously work the rolls on the top of each other in circles, until he gets a circular flat slab of clay in thickness about 4 in. and the width of the pot bottom. He then has the necessary thickness and size of the pot bottom formed as a clay slab, which is smoothed and leveled over the face with a knife or straight piece of wood. The slab of clay is then reversed upon another board, covered with a strong hurden cloth and a layer of ground-burnt clay, which prevents the clay from sticking to the board, and facilitates drying of the pots.
The first board is then removed, and the pot maker begins to build the sides or walls of the pot upon the circular clay slab by working the clay in rolls around the circumference of the slab to a thickness of 3 in., which gives the thickness of the pot walls. As he works and presses on each roll with his right hand, he supports the inside of the curve with his left hand, and presses roll after roll around the circumference of the slab of clay, increasing the height of the walls until he attains a height of about 6 in. The height of this wall is increased by about 6 in. every other day or so; these time intervals allow each section built to stiffen a little before beginning upon the next section.
The workman passes from one pot bottom to another, building up these sections until he builds each to a height of about 30 in., when he places within each pot a clay ring about 18 in. in diameter, which he has previously made.[3] After placing these rings within the pots, the pot maker begins to form the hood or dome of the 64pot by working on the clay rolls, and at the same time drawing the sides inwards towards the middle, lessening the thickness of the walls and gradually diminishing the open space until it is covered and sealed in. Whilst the clay is still soft, the mouth or working opening is worked on and cut out of the dome, and the whole finished and smoothed by means of wooden tools.
3. These rings, floating on the metal, are used by the glass makers to keep back the scum of the glass away from the middle portion from which he gathers.
The pots are now completed and are left to dry gradually at a moderate heat, which is increased a little at the end of a few months in order to thoroughly dry them. They are then removed from the boards and are ready for the furnace.
Crucible pots are made in a similar way, except that at the height of about 27 to 30 in. the pot maker finishes off the top edge of the walls and leaves it in that form to be dried.
Many efforts have been made to manufacture pots by other methods. One which has been tried with a fair amount of success is to cast the whole pot or portions thereof by using a plaster case mould and pouring in liquid clay slip. Another method which has been tried is to press the form by means of a hydraulic press and mould. Other mechanical contrivances have been used, but few of them have given such satisfactory results as the hand-made pots.
| Mixture for Pot-clay | ||
|---|---|---|
| By volume. | ||
| (Base) | Fine ground strong Fire-clay | 5 parts |
| (Binder) | Fine ground mild Plastic Fire-clay | 4 parts |
| (Grog) | Ground burnt Chamotte | 2 parts |
| (Grog) | Ground selected Potsherds | 1/2 part |
The fusion point of the mixture should not be less than Cone 32, or 1710° Centigrade.
Strong fire-clays are those coarser and harder grained, and are usually more silicious and less plastic than the 65mild fire-clays. Mild fire-clays are very fine-grained, plastic, and easily weathered clays. They act as the binder portion in fixing the burnt grog used in pot-clays.
The raw clays should be ground very fine and separately from the burnt clays. The ground burnt should be crushed from hard and well-burnt fire-clays, and should pass a sieve of ten meshes to the linear inch.
The mineralogical composition of the fire-clays for making pots is important. The presence of pyrites renders fire-clays unsuitable as pot-clays. Some indication as to the subsequent behavior of a can be obtained by submitting it to a petrographic examination, and the usual pyrochemical and physical tests carried out in testing refractory materials. In this country, Stourbridge pot-clays are chiefly used for pot-making, and so conservative are the majority of glass manufacturers that they will not use other clays, although, in the writer’s opinion, many better clays exist in Great Britain, and have now been introduced and used successfully by some firms for pot-making.
Ground potsherds are selected pieces of old broken pots, cleaned from any adhering glass. These selected pieces are crushed and ground in a similar way to the burnt clay, and sieved to the same degree of fineness before use.
Plumbago glass house pots are sometimes used. These are made from mixtures of graphite, or plumbago, and raw . They are very refractory and withstand the attack of very basic glasses, where such have to be manufactured.
Pot rings are made by taking a long roll of clay about 3 in. in thickness and shaping it around a circular frame. The two ends are joined and finished smoothly, the frame took away, and the ring dried. A ring is placed in each pot.
66Stoppers are the lids used to close the mouth of covered pots whilst the metal is being melted. These are made in plaster case molds by pressing a bat of clay into the desired shape and releasing the outer case by turning the whole upside down upon a board and lifting off the mold. An indentation is made in the middle, forming a small hole. An iron rod can there be inserted, by which the stopper can be lifted away from the pot mouth whilst hot. Stoppers are burnt before use and are made in various sizes to fit the mouths of different pots.
It is always advisable for the glass manufacturer to make his pots and prepare his clay, as he then knows exactly what he is using, and he is not dependent upon outside firms for his pots as he has them ready at hand when needed. The conveyance of pots from one district to another by rail or road is always accompanied by considerable risk, as the vibrations are given they in such journeys often cause mischief. As they are very heavy and fragile, their loading and unloading into the wagons is often attended with a mishap. As often as not, latent strains are caused, which only develop when the pot is put in the furnace.
Annealing and Setting the Pots in the Furnace. The pots, when made and dried, being of raw clay have to be carefully annealed before they can be introduced into the hot furnace. In doing this, the pot is removed from the drying rooms and placed within a small auxiliary furnace called a pot arch, which is constructed purposely to anneal them and get them hot before placing them in the glassmaking furnace. The pot is moved by picking it up on a long three-pronged iron trolley, made purposely to lift and move them about. The pot is set within the pot arch, resting upon two or three rows of fire-bricks, which allows the trolley to 67be removed and brought away, leaving the pot in a raised position in the pot arch. The doors of the pot arch are then closed and sealed with a stiff clay paste or mortar, and slow fires started which gradually heat the pot, until at the end of a week it is got to a white heat, and the pot is ready to be removed and set within the furnace for melting the glass.
At a convenient time, arrangements are made for setting the pot. All other work about the glass house has to cease, as all hands are required to help in the strenuous and arduous work. The old pot in the furnace, which has done work for several months, has to be withdrawn from the furnace and the new pot from the pot arch has to take its place. We see gangs of men here and there. Some are pulling down the wall of bricks from the front of the old pot, making an opening in readiness to remove it. Another gang of men advance with long, heavy, strong iron crowbars, sharpened at the points, with which by heavy blows and levering they endeavour to loosen the old pot from the floor of the siege, to which it has become firmly cemented by the heat and any leakage of glass which may have taken place. Eventually, by their combined exertions, they succeed in loosening the pot, and then, levering it up, they place the low iron pot trolley under it and drag it out of the furnace, whence it is taken away and thrown aside.
The old pot having been removed from the furnace, the glowing heat radiates more intensely than ever into the faces of the men at work, who endure it in relays whilst they work clearing away the old bricks and preparing the siege for the new setting. When this is done, a gang of men open the pot arch doors, and, placing the iron trolley under the new pot, convey it to the opening in the glass furnace from which the old pot has 68been removed. Facing the terrific heat, they struggle to push the new pot into its place in the furnace, with the aid of crowbars, and working in relays, in turn face the heat till at last it is got into position. Naturally, everything has to be done in a hurry, so that the new pot may not be chilled before it is got into the furnace by being exposed too long to the outside air. The whole work proves very exhausting to the men, as there is little protection from the heat. After the pot is set in its place, the trolley is brought away and the wall of bricks rebuilt up in front of the pot to protect it, clay being daubed over the exterior of the brick wall to prevent any inrushes of air, which would cause the pot to crack by finding a way through the joints in the brickwork.
The furnace, during these operations, is driven and worked to its full capacity, so as to allow for the very considerable loss of heat which takes place whilst the opening is being made and the pots removed.
The above is a description of the usual method of pot setting. In more modern and up-to-date works a travelling chain screen is used. This screen is like a curtain of loose chains, which is adjusted to hang in front of the open arch of the furnace and protects the workmen from the fierce heat. At the same time it permits the workmen to see and carry out the work of pot setting with greater ease and convenience. In using this screen arrangement whilst setting, the pot is pushed through the chain screen, which closes upon it after it has passed through. The workmen are thus enabled to get closer to their work by manipulating the crowbars through the screen as the heat is not radiated full upon them.
The newly set pot is allowed to stand empty in the furnace for a day or two to regain heat before it is 69filled with batch. It is first glazed on the inside by a workman taking a gathering of glass from another pot and plastering or covering the inside all round with the hot metal, which flows down and glazes the surface of the pot, giving it a certain amount of protection from the attack of the raw batch materials which are to be introduced later.
The founder, or glass melter, now takes charge of the pot, and he brings up the mixture of batch and cullet and shovels it into the empty pot until it is filled well above the mouth or level of the opening. The heat of the furnace melts the batch, and after several hours it becomes liquid and shrinks in volume so that probably only two-thirds of the height or capacity of the pot is occupied. The pot is then again filled with more batch materials until it is full of molten metal up to the level of the mouth of the pot.
The furnace is kept going at its full heat until the founder, drawing a small portion of the glass on the end of an iron rod, examines it and finds that it is melted clear and free from seeds or bubbles of gas. When clear, the metal is “plain,” and at this stage is in a very liquid, fluid, and watery state, too liquid to be easily gathered. It is, therefore, allowed to cool off by removing the stopper down and leaving the mouth of the pot open, until the glass becomes more viscid, or of a stiffer nature. The glass is then skimmed by dragging off any scum present on the surface, which is due to undecomposed salts that may have risen during the melting.
The metal is now ready for the glass blowers to begin work. Upon looking into the pot, the ring will now be noticed floating on the surface of the glass. This ring keeps back from its interior any further scum that may arise whilst work is in progress. The glass 70blower always gathers from within this ring, where the metal is cleanest; and from time to time the metal within the ring is skimmed in order to keep that portion in the best condition. When the greater part of the metal within the pot has been gathered or worked out, the heat of the furnace is raised again and fresh batch materials filled and the process repeated.
The time taken to melt the glass depends upon the heat of the furnace. A gas-fired furnace will melt the batches in eight hours, but the old type of English furnace takes much longer, usually two to three days.
Owing to the peculiar structure of glass, and its liability to fly or collapse when exposed to sudden changes of temperature, a process of annealing becomes necessary in order to produce a more equal distribution of the tensions throughout the structure of the glass; otherwise, glassware of any thickness would be in such a state of tension as to be extremely liable to fracture when passing through any sudden change in the atmospheric temperature, especially in frosty weather. In this state it is useless or dangerous for general purposes. On this account most glasswares undergo a form of annealing at some time during the process of their manufacture. And in the case of certain goods, such as table glass, lamp glasses, optical glass, etc., special care and time are devoted to this process of annealing. Often in the case of improperly annealed glass, instances are known where its unhomogeneous structure has suddenly given way as the result of derangements set up by internal tension. Friction, or rough handling whilst cleaning, at the ordinary temperature of the atmosphere, is sufficient to cause a rupture. Therefore annealing cannot be too carefully attended to.
For annealing the glass manufacturer uses a lehr, which is an arched tunnel with a fully exposed opening at the exit end and partially closed at the entrance end, where the goods are introduced. The lehr is heated at the entrance end to a temperature of about 350° Cent., which temperature is gradually diminished towards the exit end, which is quite cool. The hot end, 72or entrance, should be constantly at a temperature just short of the actual deformation or softening point of the glass introduced; usually the entrance is in a position near, or convenient to, the glass furnace around which the glass blowers make the goods.
In old-fashioned works coal-fired lehrs are used, but they are very unsatisfactory and difficult to regulate. The heat of the lehrs in modern works is maintained and regulated by a series of gas burners situated under the floor of the tunnel or lehr. Along this floor are placed iron trays linked up with each other to form a continually travelling track, which gradually moves towards the cold end of the lehr; these trays are operated by a mechanical jack and gears. As each tray of goods comes out of the cooler end of the lehr, they are taken off and conveyed to the warehouses for cleaning and packing, and the empty tray is sent back to the entrance end to be linked up and refilled again with fresh goods.
These tunnels, or lehrs, are about 40 ft. long, and as the glasswares travel through on the trays they are subjected to the gradually diminishing heat, until they are ultimately removed at the cooler end in an annealed condition, in which state they are less liable to fracture in use. The time occupied in travelling through the lehr is usually about three days. But this period varies according to the nature of the ware being manufactured. In special glasses, and in the annealing of optical glass, the glass may undergo a process of annealing that takes as long as ten days, and in other cases, where the glassware is made very thin, no annealing at all is necessary. Usually the thicker and heavier articles require the longest time in annealing. Table glass which is made thick and heavy for cutting or decoration requires a little more care and time in the lehr than ordinary plain glassware, as the abrasive 73action of cutting quickly develops any latent strains and causes fracture.
In some works, especially on the Continent, several small externally-heated kilns are used for annealing, in which the hot glassware, as it is made, is packed in tiers; when full, these kilns are closed up and then allowed to cool of their own accord; after which they are opened and the goods taken out to the warehouse. This is an intermittent process of annealing, and is quite satisfactory for certain classes of goods, such as lamp shades, which are usually of equal thickness throughout their form.
The travelling or continuous form of lehr admits goods of more unequal thickness in form and variety. Thus, wine-glasses, jugs, and bowls may be annealed together with less risk of malformation in their shape than would be present if they were annealed together in kilns. The manufacturer can, by suitably arranging the temperature of the gas burners, give more heat to one side of the lehr than to the other. He then places the heavier goods on the hotter side and reserves the other for lighter goods, such as wines, etc. They then travel down together side by side under the most suitable conditions for the annealing of each class.
Many physical changes take place in the glass passing through the lehr. One remarkable effect is the slight change in colour which occurs in glass decolorized with manganese. It is noticed that the glass becomes a greener tint in passing through the lehr when the decolorization is just on the margin of efficiency.
The state in which the structure of glass exists when quickly cooled and the action of annealing might be explained. When glass is quickly cooled, being a bad conductor of heat, insufficient time is allowed for the middle or interior portions of the glasswares to settle 74down and assume their normal state of solidification. The outer portion, or crust, will first cool and contract with an enormous strain upon the hot interior. This difference in the state of tension between the outer and interior portions gives a want of uniformity, and stresses of tension and thrust are developed, which cause the whole to collapse with the slightest external scratch or heat change. In annealing, this strained or forced condition in the structure of the glass is relieved by subjecting the glass to a pre-heating, and gradually diminishing the temperature, allowing a sufficient time for the different layers mutually to adjust themselves to their comparative normal positions, and thus relieve the strains within the mass. Much depends upon the pre-heating temperature and the rate at which the diminution of the temperature takes place. If this is properly provided for, the best results are obtained in the stability of the resulting glass. The presence of any stress can be determined by using a polariscope.
The average British glass manufacturer has little knowledge of the value of a polariscope, or stress viewer, in ascertaining the physical state of his glasswares, and until he adopts its use there is little prospect of an improvement in his annealing methods. Much faulty annealed glass is being turned out which the glass manufacturer is not aware of, and which could be avoided by the intelligent use of such a simple instrument, which detects badly annealed glass at once by the aid of crossed nicols and a selenite plate.
Owing to the unequal densities of the various silicates present in the heavy lead and barium glasses, they are more subject to striation and require more careful annealing than the soda-lime glasses, in which the silicates present are of more equal density. However, much depends upon the proper “founding” and melting 75of such glasses. The use of a larger proportion of cullet assists in breaking up striation. The presence of striae or cords in glass disqualifies it for most purposes, as it is usually found that, apart from their defective appearance, they tend to produce stresses within the glass.
Transparency, brilliancy, stability, and homogeneity are important factors in producing perfect glassware, and the proper development of these distinguishing properties requires considerable skill on the part of the glass manufacturer, alike from a technical, physical, and practical standpoint.
The tools used by the glass blowers are few and simple. The greater part of the crude form is produced by blowing out the hot glass into a spherical or pear-shaped bulb and regulating the size and thickness by gathering more or less material. The tools are mainly employed in finishing and shaping this bulb into the desired form, such as shearing, forming the neck spout, crimpling, and sticking on the handles to the various shapes made.
According to the type of the goods manufactured, different manipulative methods in forming the articles are adopted in various works.
The best English table glassware is mostly hand-made blown ware, generally entirely executed by the handicraft of the workman without the aid of moulds to form any part of the articles, and a considerable amount of skill and practice is necessary before the workman is competent enough to shape a number of articles exactly to the form of his model. It is astonishing to notice the skill and precision with which a workman produces wine-glasses one after another, so uniform that one cannot trace any dissimilarity between them.
A second class, or cheaper form, of tableware is made by blowing the sphere or bulb of hot glass within a mould, to give some part, or the whole form, of the desired article. If only a portion of the intended shape is thus formed by the mould, it is afterwards finished by hand with tools. This is the general continental method of working, and has only been partially 77adopted by this country for making tableware. Where a number of articles of one shape have to be produced, this is by far the most economical method. Glass tumblers, honey pots, and rose bowls illustrate this class of ware.
Another class of tableware produced by a method of pressing the form is known as “Pressed glassware.” The hot metal is gathered from the pot and a portion cut off, and allowed to fall into an iron mould fixed within a lever press, which carries a plunger fitting within the mould formed to shape the interior and exterior, with the thickness of the glass as the intermediate space between them. As the hot glass is introduced, the workman brings down the lever arm and the plunger presses the hot metal to shape. The plunger is then released and the mould reversed, turning out the pressed form of glass, which is then carried away to be fire-polished or further manipulated with tools before it goes to the lehr. The case or mould portion is made in two halves, to facilitate the removal of the hot glass after being pressed. Pressed glass tableware can be recognised by the presence of seams, showing these divisions of the mould. Many exquisite designs imitating cut-glass tableware are executed in pressed glassware. The moulds are a very expensive item, as there is much tool work in cutting the patterns and refacing them after prolonged use. In making pressed goods, an oily, carbonaceous liquid is used to give the moulds some protection and prevent the oxidation of the iron. This liquid is from time to time applied, as the work of pressing proceeds, by mopping the interior of the mould with a mop dipped in the preparation.
Another process in glassmaking is that of bottle-making by automatic machinery, in which the glass 78worker does little but gather the requisite quantity of glass from the pot and place it into the revolving clips of a bottle-making machine, which does the work of formation, by the aid of compressed air delivered from a supply main. This is largely of American introduction, and is the method adopted in making common bottles. In some cases the bottle neck may be finished by a hand tool after a mould has done its part of forming the bottle. Modern machines have been perfected to do the whole work of gathering the metal, forming the shape, and completing the bottle; a number of arms travelling round a track carry the mould forms, which alternately dip into water to keep them cool, open to receive the hot metal, close, deliver a requisite pressure of air to extend the hot glass within the mould, and then deliver the bottle on to a travelling belt, which takes them to be annealed.
In the manufacture of bottles by machines, hand labour is practically eliminated as far as the actual making of the bottle is concerned. The bottle-making industry is undergoing great changes by the introduction of such machinery. In some plants a ten-armed machine will produce automatically 120 gross of 16 oz. bottles in twenty-four hours, at an average cost of 1s. 6d. a gross.
Owen’s Bottle-making Machines are of this type. Such machines produce 700 bottles an hour, according to their size and the number of arms fitted to the machine.
As an illustration of a less complicated bottle-making machine, “The Harlington” may be described.
This machine consists principally of a table, on which is arranged on the left-hand side a parrison mould, and on the right-hand side a column with a revolving table carrying two finishing moulds.
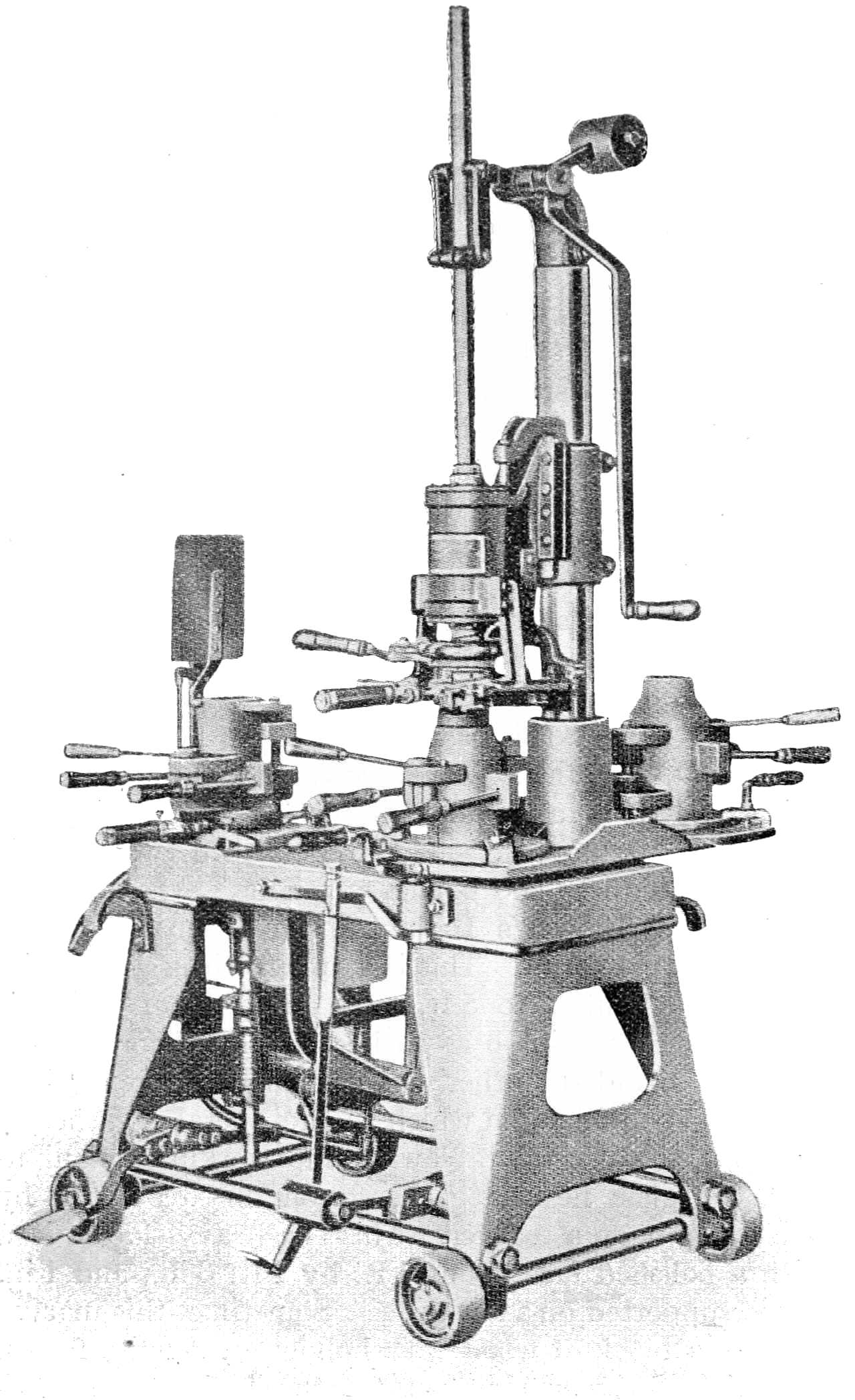
By permission of Melin & Co.
“THE HARLINGTON” BOTTLE-MAKING MACHINE
80Below the table, near the parrison mould, is arranged an air cylinder, through which a piston runs, operated by a hand lever. On the upper part of the column, on which revolves the table with the two finishing moulds, is also arranged an air cylinder operated by a hand lever.
The method of working is now as follows—
A gatherer puts the metal into the parrison mould into which it is sucked by moving the left-hand lever. Through this operation the head of the bottle is formed and finished. By reversing the lever, air enters the parrison, thus blowing the same out to the height of the parrison mould. The parrison mould is now opened and the parrison hanging in the head-mould held by the tongues is placed under the blowing cylinder above the open finishing mould. Now the latter is closed, and by moving the lever, the bottle is blown and finished. Whilst this last operation is being effected by a boy, the table is revolved and the previously finished bottle is taken out and another parrison is made ready to be handled in the described way. This machine produces 200 bottles per hour.
The Glass Blower’s Tools. The glass maker’s chief tool is the blow-iron. This is a tube of iron 1/2 to 1-1/4 in. wide and about 4 to 5 ft. long, one end of which is shaped or drawn in so as to be convenient for holding to the lips, and the other end is slightly thickened into a pear-shaped form, on which the hot metal is gathered.
In making crystal tableware the workman manipulates the glass he has gathered on this blow-iron by marvering it on a marver. This is a heavy slab of iron with a polished face about 1 ft. by 1 ft. 6 in., and 1 in. thick, supported on a low table. Sometimes this marver may be a block of wood with hollows of definite forms, in which the workman rotates the hot glass he has gathered to regulate the form and thickness of the metal 81to suit his work before beginning to blow it out into a hollow bulb.
The pontil is a solid rod of iron of similar length and thickness to the blow-iron. By gathering a little wad of hot glass on the pontil and sticking it against the end of the bulb attached to the blow-iron, the workman can detach the bulb from the blow-iron and hold it by the pontil to which it has been transferred, and which enables him to work on the other end or opening in the bulb which is exposed in detaching it from the blow-iron.
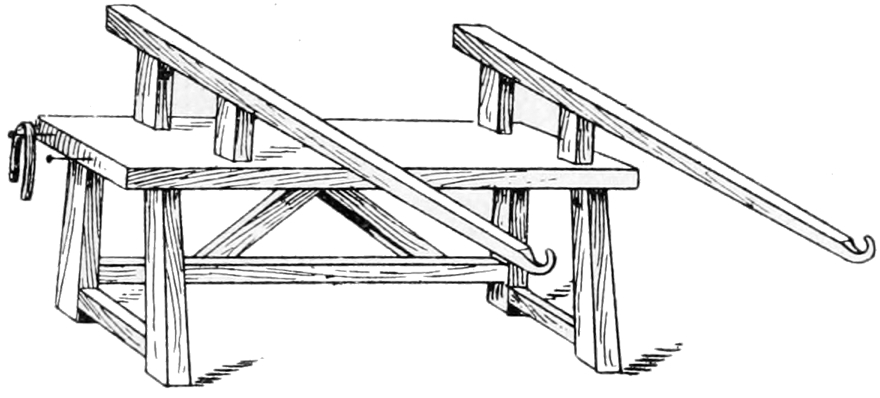
GLASS WORKER’S CHAIR
After re-heating the glass, he may shear it with his scissors or shears, open it out with his pucellas, crimple it with his tongs, measure and caliper it, or shape it to a template.
Whilst he is doing such operations he sits in a glass worker’s chair. This chair has two long extending arms, which are slightly inclined, and along which he rolls his blow-iron or pontil, with the glass article attached, working upon the rotating form, turning the iron with one hand, whilst he uses his tools with the other hand, to shape or cut the glass to its requisite form whilst it is hot, soft, and malleable.
The shears are like an ordinary pair of scissors, and are used for cutting the hot glass, or shearing off the tops of bowls and wines to their proper height.
82The pucellas is a steel, spring-handled tool in the form of tongs, which the workman uses to widen, extend, or reduce the open forms of glass by bringing pressure upon the grips of the tool whilst applying it to the hot glass.
The glass maker also uses another form of spring tool in taking hold of hot glass or pinching hot glass to form. These are the tongs.
The battledore, or palette, is a flat board of wood with a handle, used for flattening and trueing the bottoms of jugs or decanters, etc.
The chest knife is a flat bar of iron, usually an old file, used for knocking off the waste glass remaining on the blow-irons and pontils after use. A chest or iron box is kept for collecting such waste glass for further use. A pair of compasses, calipers, and a foot rule complete the glass maker’s outfit of tools.
Making a Wine-glass. The manipulations in the manufacture of a wine-glass will now be described. A common mule wine-glass is formed from three distinct pieces of glass: (a) the bowl; (b) the leg; (c) the foot.
A wine “shop,” or “chair,” consists of three men; a “workman,” whose main work consists of finishing the wine-glass; a “servitor,” who forms or shapes the bulb; a “foot maker,” who gathers and marvers the glass; and a boy who carries away and cleans the blow-irons.
The “footmaker” of the “chair” gathers on the end of a blowing-iron sufficient glass to form a bowl. This is then shaped on a marver until the required shape is obtained. The footmaker then blows this out to a hollow bulb similar in size to the pattern to which he is working. When the bulb leaves the footmaker it is the shape of the bowl of the wine-glass.
This is then handed over to the servitor, who drops 83a small piece of hot glass on to the end of the bulb, and heats the whole by holding it in the furnace. This serves to make the joint of the two pieces perfect. The servitor next proceeds to draw out the leg from the small piece of glass at the end of the bulb, leaving a button of glass at the end of the leg. The servitor then dips the end of the leg into the molten glass within the pot and gathers on sufficient glass to form a foot. He spreads this portion of the glass out to the required shape and size with a pair of wooden clappers, with which he squeezes the hot glass to form the foot.
The servitor has now done his part of the work, and the glass is handed to the workman. It is then cracked off, and the foot caught by a spring clip arrangement attached to a pontil, called a “gadget.” The workman now re-heats or melts the top edge of the glass by holding it within the furnace, and when it is hot he cuts off the surplus glass with a pair of shears. A line is chalked on at the correct distance from the foot, and guides the workman in cutting the glass to the proper height. He then melts the top again and opens it out with his spring tool to the required shape, after which the glass is taken to the annealing lehr by the boy, to be annealed.
Other forms of wine-glasses are made, and various methods are adopted, according to the district and class of workmen.
For instance, the method of making the above common mule wine-glass varies in different districts. Instead of gathering the metal for the foot upon the leg of the glass, the workman may drop a piece of hot glass, which has been gathered by the servitor, on to the button at the end of the leg, and by means of a pair of wood clappers spread the hot glass to form the foot.
In another method of making a wine-glass, the stem 84or leg is drawn out from the body of the bulb by pinching down a knob at the end of the glass. The servitor draws the leg out of this knob and knocks off the extreme end. Meanwhile, the footmaker has been preparing a foot, gathering a small portion of metal on a blow-iron and blowing it out and shaping it into a double globule. The end globule forms the foot and the second merely acts as a support. The footmaker takes these globules, and the servitor sticks them on to the drawn stem of the wine whilst it is hot; the blow-iron holding the globules is knocked away, leaving them adhering to the leg of the wine-glass. The footmaker then knocks off the second globule at the line between the two and, re-heating the bulb at the foot of the glass, opens and widens the edges out. The glass then goes to the workman to be finished in the same way as the common mule wine-glass.
Many articles of glassware are formed with the aid of moulds. Take as an illustration the manufacture of tumblers and honey pots. A quantity of glass is gathered on the blow-iron, marvered, and blown out into an elongated bulb, which is introduced into a mould divided in two halves, which open or shut by hinges, a handle being fixed on either half to facilitate the operation. The interior of the mould is made to the shape of the article, and as the bulb of hot glass is introduced it is shut, and the workman blows down his blow-iron and extends the glass until it expands and fills the space within the mould, giving the complete form of the article with a surplus of metal just where the blow-iron is attached to the glass at the top. These tops are then cut off and finished, either by the workman re-heating the article by attaching the bottom to a pontil and shearing off the top edges, or the glass is annealed in its unfinished state and the top surplus 85portion cut off by an automatic machine specially constructed for cracking off such goods.
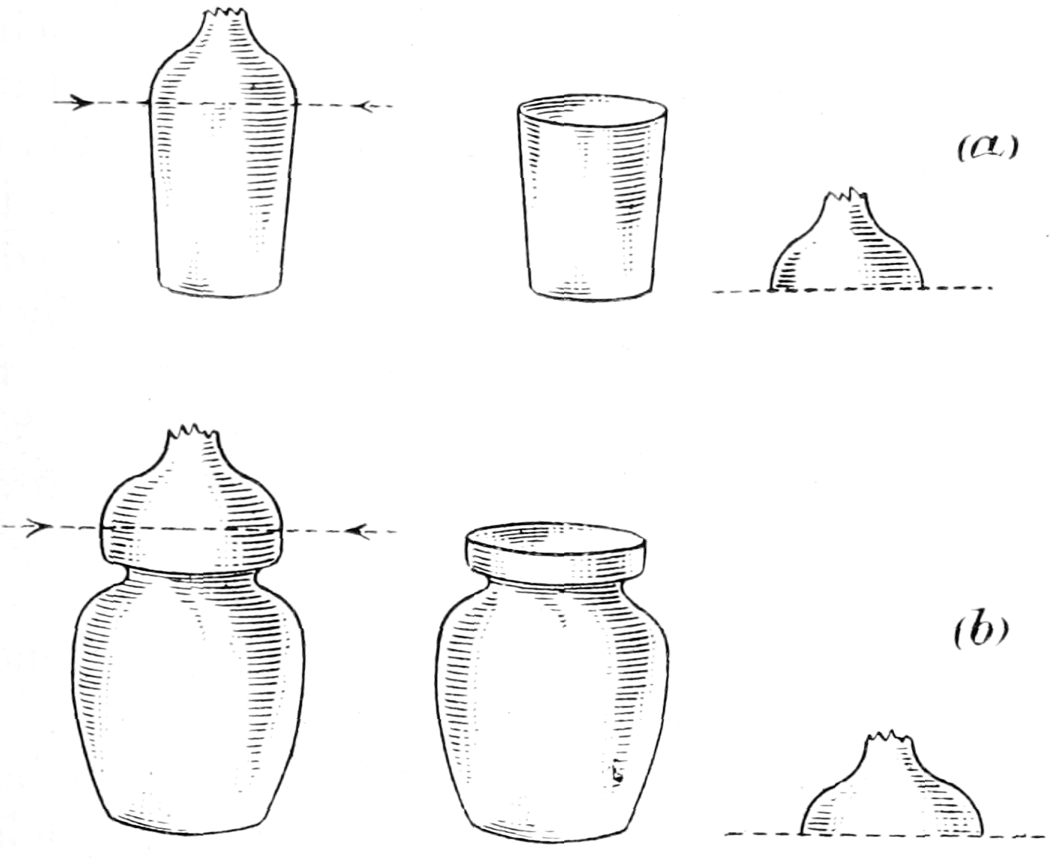
GLASSWARE BLOWN IN MOULDS SHOWING PORTIONS CRACKED OFF
(a) Tumbler.
(b) Honey Pot.
Such machines consist of a set of revolving tables upon which the glass articles are centred, and each in turn revolves in front of a thin, pointed, hot jet of gas flame, which impinges on the glass at the height at which the glass is to be cracked off. After one or two revolutions in front of this hot pencil of flame, it is removed, and, by applying a cold steel point so adjusted as to touch the part where the jet has heated the glass, a chill is imparted which causes the upper portion of the glass to crack away in a clear, sharp line round the glass. This top portion of surplus glass is thrown aside and returned to the furnace for re-melting as cullet.
86The tumbler or honey pot is then conveyed to another machine which fire-polishes the edges to a smooth finish.
This machine consists of a circular revolving frame carrying small supports, which themselves rotate on their own centres. Upon each support an article is placed to be fire-polished and the frame carries them round, and they travel into another section of the machine, passing under a hooded chamber, which is heated by a fierce jet of flame. The jet of flame, which is localised on to the top edges of the tumblers or other goods passing through the hood, gives just sufficient heat to melt and round off the sharp edges of the glassware where they have been cracked off by the previous machines. By using these machines in this way labour is considerably economised, and as many as 300 or more articles an hour can be cracked off and fire-polished with unskilled labour.
These machines are extensively adopted in the manufacture of electric light bulbs, shades, lamp chimneys, and tumblers.
Moulds are usually opened, shut, and dipped by boys, but in up-to-date glass works an automatic machine called a “Mechanical Boy” is used. With this machine, the mould is operated at the desire of the workman and not at the desire of the boy. The output is considerably expedited by the use of these automatic devices for opening and shutting the moulds.
It is obvious that whatever the shape of the mould, or whatever the design within the case, the glass takes the impression and retains it in after working. In this way, square sections, fluted indentations, or raised bosses can be formed with facility and regularity.
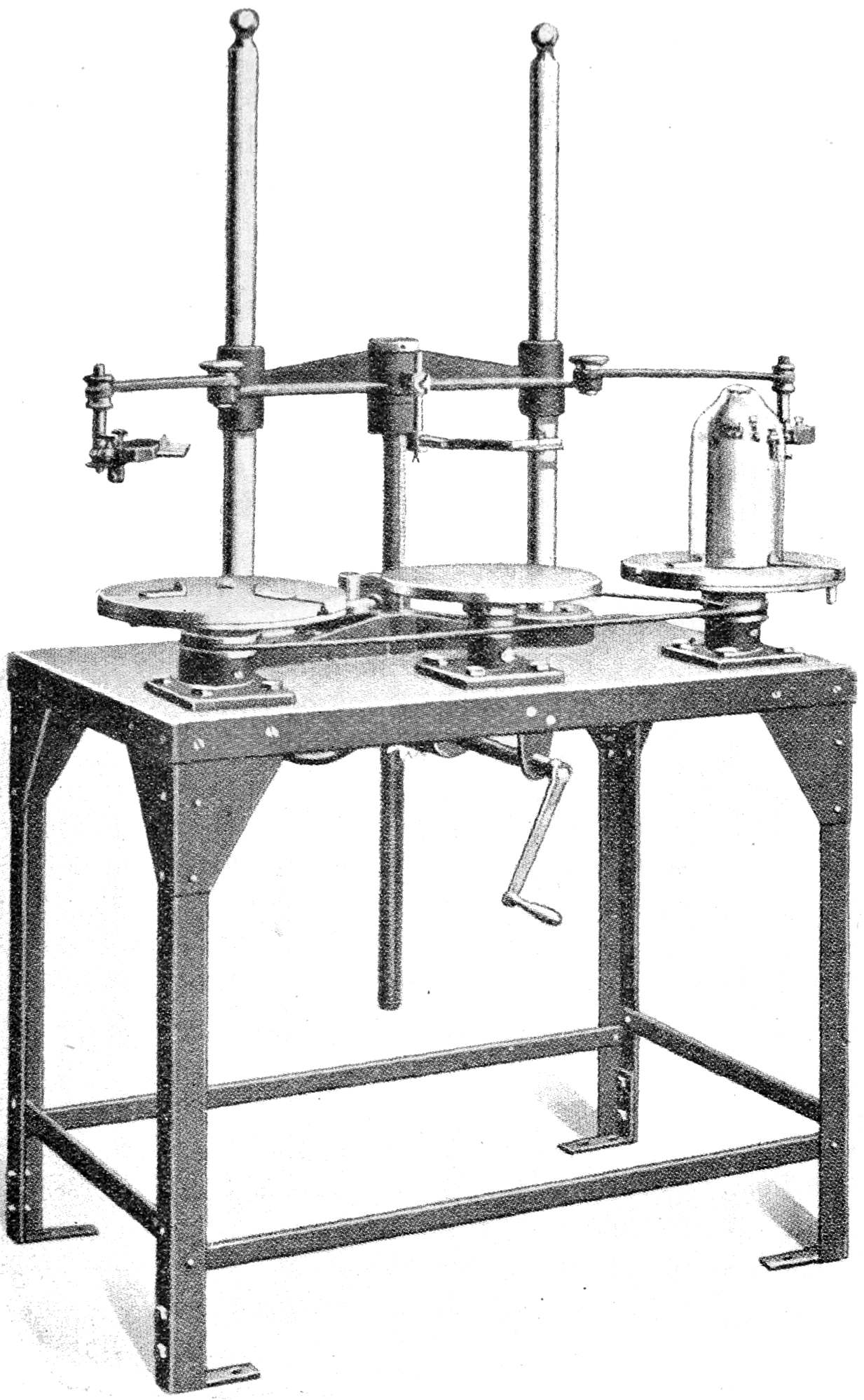
By permission of Melin & Co.
VERTICAL CRACKING-OFF MACHINE
The Glass Workers’ Union consider that the introduction of machinery deprives men of their independence and right to work, but as yet the glass blowers 88have been always fully occupied with useful work about the factories in which such machines have been introduced, so it cannot be said that they have been forced to be idle.
The advantages possessed by these automatic machines in their larger output at so much less cost compared with hand labour is the great factor in inducing their adoption; and in these days of progress and competition such machines enable the glass manufacturers to cope with the increasing demand and go far towards bringing a factory up to date and making it well equipped.
Manufacturers should certainly turn their attention to these mechanical methods, as their use is quite general on the Continent and in America, and by their use the metal can be worked out of the pots or tanks much more quickly, increasing considerably the turnout or capacity of the furnace against the fuel consumption. Much of the glassware imported into this country is composed of such articles as would have been manipulated by machines, and, unless a similar method of manufacturing them is adopted here, we cannot hope to compete with other countries in supplying our own needs. In the writer’s opinion, it is mainly due to the adoption of machinery for producing glassware that the continental people have been enabled to undersell us in our own market, and English manufacturers could produce at a much cheaper rate if they would only adopt similar methods of manufacture and the gas-fired furnaces as used abroad.
The glass used in windows may be either crown, sheet, or plate.
Crown Glass is made in the form of circular flat discs about 4 ft. in diameter. The workman, by repeated gatherings, collects sufficient glass on the end of his blow-iron until he has a mass approximately 10 or 14 lb. in weight, which he marvers into a pear-shaped lump by rotating the hot glass in the hollow of a wooden block. He then blows the glass into a spherical bulb (a), which, by quick rotation, is widened and assumes a mushroom shape (b). Another workman attaches a pontil to the outer centre of this bulb by welding it on with a small portion of hot metal.
The blow-iron is then detached by wetting and chilling the glass near to the blow pipe, which breaks away, leaving an opening in the bulb where it has become detached (c).
This is then carried to an auxiliary heated furnace, which has a wide opening emitting great heat, and by resting the pontil upon a convenient support and rotating it quickly the action of centrifugal force and heat causes the glass to spread out at the opening, which becomes larger and larger until the glass finally opens out into a flat circular disc of fairly even thickness throughout, with the pontil still at the centre, forming a bullion point or slight swelling, due to the knob of glass used in affixing it (d).
Next, the workman, keeping the disc in rotation, 90brings it away from the furnace and allows the metal to stiffen and set by cooling, when it is carried to the annealing oven and detached from the pontil. The discs are then stacked up for annealing. When annealed, these are afterwards cut across in sections or squares of convenient size by using a glass cutter’s diamond.
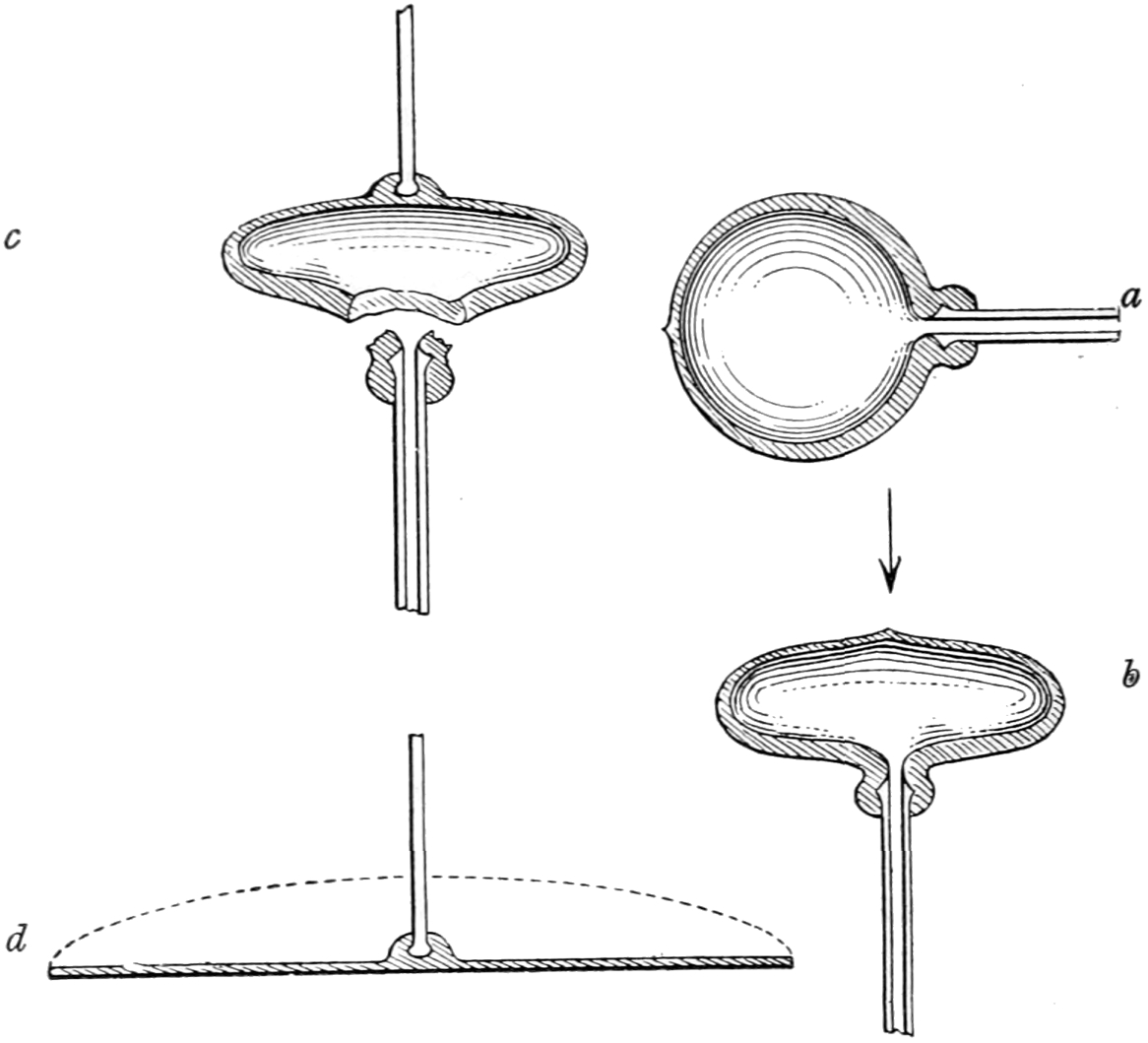
FOUR STAGES IN CROWN GLASS-MAKING
It is evident that the centre portion, containing the bullion point or bull’s eye, is useless for plain window glazing, but occasionally these are sought after by glass decorators for use in coloured leaded lights for door panels, etc.
91Sheet Glass is made in the form of thin, walled, hollow cylinders of glass, which are split along their length and round the cap and then opened out by heat and allowed to uncurl until each sheet lies out flat. The workman gathers a sufficiency of glass upon his blow-iron by repeated gatherings, and marvers it into a ball about as big as one’s head. This is blown out (a) and widened by rotating the blow-iron until he gets a mushroom shape (b), with a heavier bulk of glass at the extremity than at the sides.
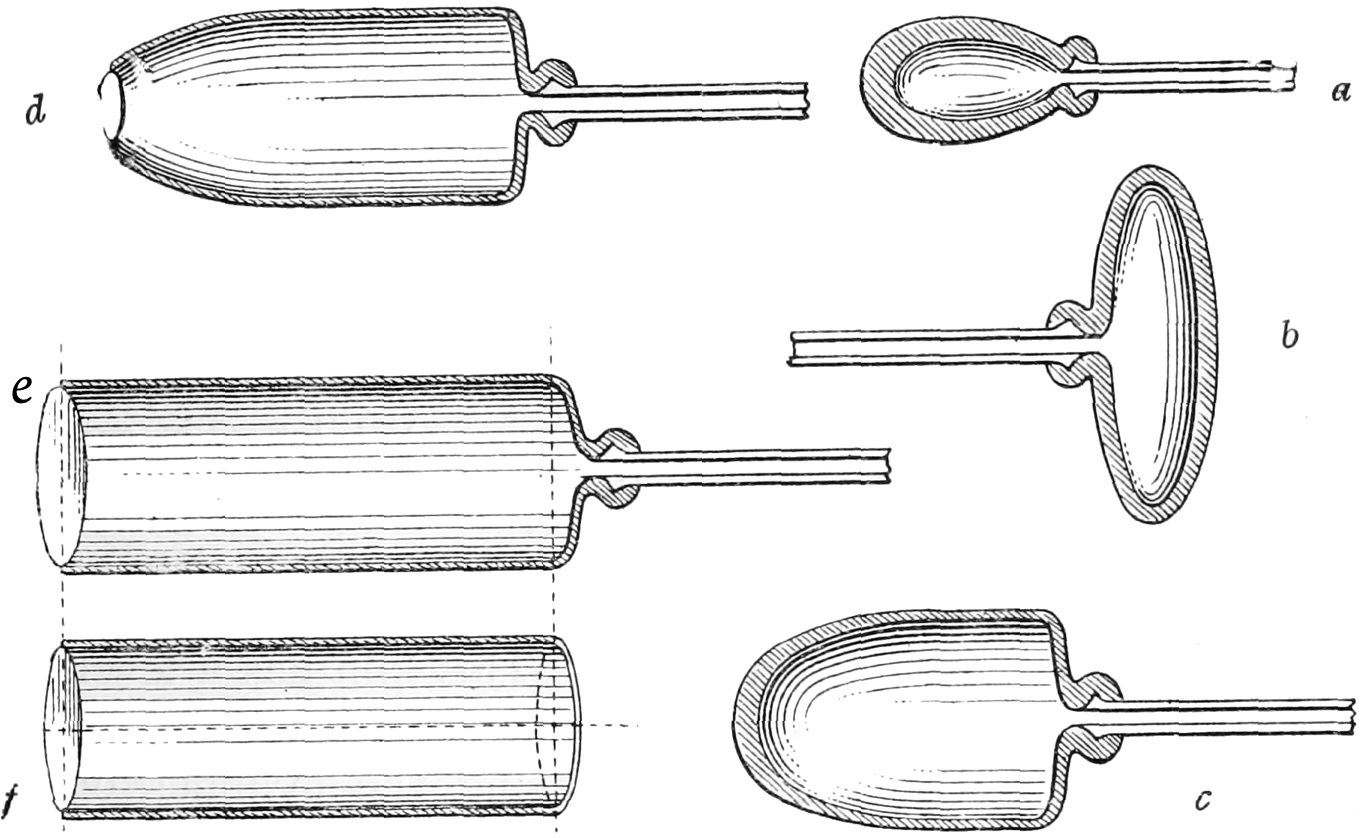
SIX STAGES IN SHEET GLASS-MAKING
This extra thickness of glass at the extremity of the bulb tends to lengthen the bulb of glass as he swings it in a pendulum fashion, and by blowing and swinging it alternately he gets an extended form (c).
To permit the workman to swing the mass of glass out conveniently to the full length of the intended cylinder, a long, narrow pit or trench is provided below the floor level, and by standing alongside this trench 92the workman is enabled to swing the glass within the trench at arm’s length until the requisite length and width of cylinder are obtained. This work requires a high degree of skill and strength. The shape of the cylinder of glass is now as shown on page 91 (d).
The extremity of this cylinder is now re-heated and opened with the aid of a spring tool with charred wooden prongs, until the opening is enlarged and drawn out to the same diameter as it is throughout the cylinder. It is now in the form of an open-ended cylinder (e).
The cap of the cylinder at the blow-iron end is now cracked off. A thread of hot glass is wrapped round the shoulder near the cap, and the line chilled by using a curved, hook-shaped rod of iron. Whilst the cap is being cracked off, the cylinder is allowed to rest supported by a wooden cradle.
The cylinder is now open at both ends (f) and is taken to the flattening kiln or furnace. This kiln has a level, smooth floor, heated from below, upon which the cylinders are flattened out. Placing the cylinder on the floor in front of him, the workman places along the inside length of the cylinder a long red-hot iron rod touching the glass, and then chills the line with a touch from a cold iron rod. This causes a split to take place along the whole length of the cylinder. As these cylinders are split open, they are removed to a hotter zone within the flattening kiln, where the heat causes the cylinder to uncurl and gradually flatten out.
As the sheet becomes flat the workman levels it out with a flat block of charred wood called a polisher. This is attached to a long handle, and is rubbed over the face of the sheet of glass. The weight of the wooden block is just sufficient to smooth out any creases and assists in levelling out any irregularities of the surface. It is essential that the floor upon which the glass is resting 93should be perfectly smooth and level, and uniformly heated. As each sheet is levelled, it is removed to the annealing oven and afterwards stacked up until cool, after which the rectangular sheets are cut up to the various sizes required for window panes.
It is evident that the crown glass method gives more waste in cutting up, and does not provide such large sheets as the cylinder method. On the other hand, cylinder glass always shows a certain amount of waviness on the surface, and is not so brilliant as crown glass. The better surface of crown glass no doubt is due to the fire-polishing it receives when being expanded out into the disc. It appears to be somewhat difficult to get a perfectly smooth level face to cylinder glass by using the wooden polisher.
Plate Glass is used as mirror glass and in glazing shop windows and showcases. It may vary between 1/4 and 3/4 in. in thickness, and is more expensive to produce than crown or cylinder glass.
In the manufacture of best plate glass, the materials are melted in open crucible-shaped pots of varying sizes; sometimes, in making large, heavy plate, their capacity reaches 25 cwts. of metal. When the metal is plain and clear from seeds it is either ladled out into smaller crucible pots for casting, or, as in the case of casting large sheets, the whole crucible of metal is lifted bodily out of the furnace by means of a crane, and, after being skimmed, is conveyed by an overhead travelling derrick to the casting table.
This table is a level iron bench the size of the plate to be cast, the face of which consists of thick sheets of iron plate riveted together to form a level top; along the whole length of each side of this table is a raised flange of a height sufficient to give the thickness of the plate of glass to be cast: resting on these two outer 94edges a long, heavy metal roller runs, covering the full width of the table. The crucible of hot metal is brought to a convenient position and the contents poured out on the table in front of the metal rollers. These rollers then travel along and squeeze or roll out the hot metal over the surface of the table to the thickness regulated by the side pieces, which also prevent the metal from flowing over the sides. The empty crucible is then conveyed back to the furnace for refilling.
The cast plate of glass is then trimmed from any excess of glass at the ends, and when set and stiff is lifted at one end slightly and pushed forward into a conveniently situated annealing oven, where it is re-heated and subjected to a gradually diminishing temperature to anneal it. The plate of glass, as delivered from the annealing oven, shows surfaces somewhat rough, wavy, and uneven, from the marks left by the table and the roller, and it has to be ground and polished level and smooth on both sides. This is done by fixing one face of the glass plate in a plaster of Paris bedding and setting it within a mechanical grinding machine.
This machine carries several revolving arms, to which are attached other smaller plates of glass. These are used as the rubbers, a slurry or paste of sharp sand and water, or abrasive powder, being interposed between the two. The revolving circular motion of the arms causes a grinding action between the two plates, which wears down any irregularities and gives a more even face. After this, finer grades of abrasive materials are employed, and, finally, polishing powder, until the face of the glass plate is polished smooth and level. The large plate of glass is then reversed and the process of grinding resumed on the other side.
Much care is necessary in handling these large plates, 95and every attention is necessary and devoted to get the largest pieces of plate without defects. All portions showing defects have to be cut away, and, consequently, reduce the size of the plate when finished.
In another method of making plate glass the molten metal is fed between two or more parallel rollers, which are spaced apart to the thickness of the glass required (about 1/4 in.). These rollers squeeze the glass out to a uniform thickness. A roughly decorated surface is sometimes given to this glass intentionally, by the metal rollers being indented with some form of set star pattern. This glass is not ground or polished, and is sold under the name of muffled or cathedral glass. It is mostly used for roof lighting, where the transparency may be somewhat obscured.
Wired glass, or strengthened plate, is formed by embedding in the soft glass, whilst being rolled, a network of metallic wire of special composition to suit the temper of the glass. This wire is fed from a separate roller into the space between the parallel rolls as the hot metal is fed in from either side. It is necessary that the wire should be made from a metallic alloy which is not easily oxidised. Another method of strengthening plate glass consists in sealing together two plates with an intersecting film of celluloid.
A decorated coloured rolled plate is made for use in leaded lights by mixing portions of several differently coloured glasses together in a small pot and slightly agitating the contents so as to intermix the respective colours. When the glass is rolled out, a pretty agate or marbled effect is obtained, due to the distributed coloured glasses becoming intermixed. As a rule, these glasses are more or less opalescent, and are only used for decorative purposes, church lights, etc.
Laboratory and chemical glassware consists of thin blown ware in the form of flasks, beakers, test tubes, etc., used in chemical operations. Most of these goods are blown in hinged moulds mechanically or automatically operated by the worker. The lips and flanges of the necks are neatly formed afterwards by re-heating and working the edge to a form allowing them to pour cleanly, and prevent any fluid contained therein from running down the sides of the flask or beaker whilst in use. The heavier glassware, in the form of desiccators, measuring cylinders, specimen jars, and three-necked bottles, are made by handwork. Chemical apparatus has necessarily to be made from a permanent stable highly refractory glass, so as to resist the solvent actions of mineral acids, alkaline solutions, and boiling water, as well as sudden changes in temperature.
The manufacture of tube and cane glass for various purposes forms a large and extensive portion of the glass trade. Considerable quantities of tube and cane glass in various sizes are used by lamp workers in the manufacture of certain forms of chemical apparatus and filling electric light bulbs. By re-heating glass tube and working before a blow-pipe flame, the various forms of test tubes, pipettes, burettes, soda-lime U-tubes, and condensers are made. Generally, for chemical apparatus two classes of tube are made, one a soft soda tube, and the other hard combustion tubing. Particular care has to be devoted to the grading and sorting of the various sizes. The bore of the tube, the thickness of the walls, 97and the outside width have all to be checked and the lengths classed accordingly.
In the manufacture of tubing, unless the glass is of large size or great thickness, it is not annealed, and shows a case-hardened condition which materially increases the strength of the tube to resist internal pressure, as is the case with boiler gauge tubing. In the manufacture of apparatus from tube and cane, care must be taken that the various pieces used in welding together the different portions of the apparatus should be of the same temper and composition, and supplied from one source, so that they may join and work perfectly together.
The lamp worker or glass blower should take care to get his supplies from a reliable source, so that the glass pieces will be adapted to work together. Trouble occurs when odd tubings from various makers are worked together. The same applies to fancy glass working, where various coloured canes are worked into ornaments. Reputable firms can always supply from stock such colours and tubing properly adapted for their specific purposes, and they take every precaution to see that the various colours join and work together. Supplies of glass rod can be had that will join on to platinum, nickel, iron, or copper wire with sound joints.
In making cane glass, the workman gathers sufficient metal upon a pontil: for thin cane he would gather less than for heavy thick cane. After gathering, he marvers the metal into the form of a solid cylinder. Meanwhile, an assistant gathers a little metal on a post or pontil with a flattened end. The metal he has gathered has covered the flat end of the post, and he holds this in readiness for the workman, who is now re-heating the cylinder of glass at the pot mouth. As the cylinder of glass becomes soft, he withdraws it and allows the end 98of the cylindrical shaped mass of glass to fall gently upon the flat end of the post, to which it adheres. They then carry the glass between them to a wooden track or run-way, along which they walk at a smart pace in opposite directions; stretching out the hot glass between them, it gradually thins out and rests on the floor. The pace the men separate apart from each other is regulated according to the thickness of the cane desired: for very thin cane a smart trot is necessary, but for a thick cane a slow walk is sufficient. As the glass is drawn out it is allowed to rest on wooden supports, and when cool is cut up into convenient lengths by scratching the glass with a steel file. These lengths are collected and bundled up for sorting and classification. All portions distorted or over-size are returned as cullet for re-melting and re-use.
In tube making, instead of a solid cylinder as in cane making, the workman, by gathering the glass on a blow-iron and blowing and marvering it, obtains a thick-walled, hollow, cylindrical form. This is re-heated and the end stuck to a post and drawn apart as before described in cane making, forming a tube of a width proportional to the rate the two have travelled apart in drawing it out, and to the quantity of metal gathered. In this way the respective sizes and thicknesses are regulated. A narrow cane or tube may be drawn out for 300 ft., but for a thick or wide one probably only 30 ft. may be drawn. In making the larger widths, some method of cooling, or fanning, is adopted, to ensure uniform size by cooling the hot glass quickly as it is drawn out. It is evident that, whatever shape is given to the original mass of glass whilst being marvered, the tube will bear a similar shape in proportion, either within or outside the glass. In this way, square, triangular, or oval sections can be produced in both tube and cane.
99The manufacture of white opal, coloured cane, and tube is carried out on like methods to those used in ordinary cane and tube making.
We will now describe the manufacture of Filigree. This is rod or tube containing opal or coloured threads, either straight, spiral, or interlaced within a transparent glass; these threads follow the whole length of the cane or tube.
This curious form of glasswork was originated by the Venetians, who are exceptionally skilled in producing some elegant and ornamental filigree decorated glassware.
The method of producing filigree cane consists of first taking a number of short lengths of opal or coloured cane previously drawn and cut to about 6 in. lengths. These are then placed in vertical positions around the inner circumference of an iron cup mould, which may be about 5 in. in diameter. The opal strips of cane are supported vertically in small recesses provided in the rim of the mould at equidistant intervals. A ball of hot crystal glass is gathered on a pontil and is lowered into the inside of the mould, the hot metal coming in contact with the opal strips of glass adheres to them, and upon withdrawing the glass it brings the opal strips away with it arranged in sections round the circumference of the ball of glass. This is now re-heated and marvered until the canes or strips of opal are well embedded in the hot glass. Then the workman gathers another coating of hot glass over the whole, marvers it again into a cylindrical form, and then proceeds to draw it out as described in cane making.
If a spiral form of lines is desired, the workmen, whilst drawing out the cane, turn or twist the pontil and post in contrary directions. These rotations cause the opal veins or threads to assume a spiral or twisted form within the glass. Various coloured cane may 100be used in the above process, and by placing them in alternate positions to the opal strips within the cup mould some very pretty and curious filigree work is obtained. These twisted filigree canes are used and manipulated over again in the process of making the various Venetian goblets and wine stems. Some fine effects in the application of filigree decoration can be seen in the specimens of Venetian glassware exhibited in the British Museum.
Millefiore work is produced by the workman, first spreading a layer of an assortment of small coloured glass chips of varying sizes (between 1/8 and 1/4 in. cube) over the face of the marver, and then taking a gathering of crystal metal on his blow-iron and rolling the ball of hot glass into the coloured mixture on the marver. The hot glass collects up a coating of the coloured chippings, and is then re-heated and again marvered, another gathering of crystal metal is made, which incases the whole. This is then blown out and worked into some form of ornament, such as a paper weight, inkpot, or bowl, producing a curious result that shows blotches of colours embedded within the glass, the effect of which is increased if a backing of opal glass has been used in the first gathering: this shows the coloured effect against a white background.
Spun Glass. Another curious form of glass is the spun glass which is much employed in making fancy ornaments. Glass can be spun into a thread so fine and flexible that it can be worked into a fabric like any textile material. In this way, glass ties can be made by plaiting the spun glass threads into the required form. Spun glass fibre is used in making the brushes used for cleaning metals with acids. On account of its greater resistance to acids than is shown by ordinary cloth, an endeavour is being made to use spun glass 101cloth in certain industries as a commercial application. Spun glass is used for making a form of filter cloth which is being used successfully in filtering acid residues in certain chemical processes, and, no doubt, when the elasticity and strength of the glass threads can be more developed, the scope for its use in other industrial processes will be increased.
The method of making spun glass thread consists in melting the end of a plain or coloured glass rod (which may be square, round, or triangular in section) in a blow-pipe flame and grasping the end which is melting with a pair of pincers, drawing it out and affixing it to a wooden drum, which is turned rapidly away from the glass being heated. The drum may be 2 or 3 ft. in diameter, and as the glass is continually fed into the heat it is drawn out into a very thin thread by the rapidly revolving drum, and coiled up until a sufficient quantity has been obtained. The thread is then cut across the drum, collected, and used for plaiting or braiding into the fabric or cloth.
The iridescence and variety of colours yielded by the refraction of light between the glass threads gives spun glass its peculiar effect, very evident in the forms in which it is used in decorating small ornaments such as forming the tails of glass birds.
Glass wool is made in a somewhat similar way, and is successfully used as a non-conductive packing material for insulation from heat.
Glass frost or snow is made by blowing small gatherings of glass out to a bursting point. These very thin shells are then crushed and the flakes collected, and used for such purposes as surfacing sand paper or decorating Christmas cards, being sieved to the requisite size and affixed with a siccative to the paper.
Dolls’ eyes and artificial human eyes are made by 102well-trained operators working before a blow-pipe flame and manipulating tube and cane of delicately coloured tints to form the pupil and shell of the eye, the veins being pencilled on with thin threads of red-coloured glass. A considerable amount of skill and adaptation is necessary to do this class of work, and much depends upon the matching of the coloured cane glass used to give the natural effects. When properly made, so clever and natural are these glass imitations of the human eye that it is with difficulty that the ordinary observer can tell that they are not real. A skilled worker will make the artificial eye to fit the muscles of the socket and so move. In this way much ingenuity has been shown in fitting the eye sockets damaged during the war.
Aventurine is a golden coloured glass containing minute yellowish spangles or crystals reflecting upon each other and giving its peculiar effect. This glass is obtained by the use of an excess of copper with strong reducing agents in the glass, whereby the copper is partially reduced within the glass, giving the pretty spangled effect. This glass is often used in the form of jewel stones, being cut and polished and fitted in ornaments. The process of making this glass was originated by the Italians, and for some time it remained a secret with them, and even now is styled “Italian aventurine.”
Chrome aventurine is another form, giving a green, spangled effect. This is got by using an excess of chromium in the presence of reducing agents.
The successful production of aventurine depends upon slowly cooling the molten glass so as to assist crystallisation.
Mica schist, or flake mica, is used to give another curious effect in glass. A gathering of some dark-coloured glass is rolled or marvered upon a thin layer of 103flaked mica, and then a further gathering or coating of clear crystal metal is made. The whole is then blown and formed into some fancy ornament or vase. When finished, the glistening mica flakes show through against the coloured background, giving a curious silvery reflection.
The manufacture of optical glass forms a very important section of the glass industry, and presents some of the most difficult problems the glass maker has to deal with. It is in this section of the glass trade that applied physical and chemical science becomes of the utmost importance to the manufacturer. The production of optical glass is impeded by any defects which become evident in the structure of glass when examined under a polariscope. The presence of any striae, seeds, or stresses within the structure of the glass disqualifies it for any important optical work. It is a difficult matter to get pieces of optical glass only a few inches in diameter of the right optical constant and refractive index that are homogeneous enough to allow of the light rays passing without some dispersion when set up for use. It becomes necessary, therefore, to achromatise one glass with another in the form of doublets to correct aberration. A high degree of transparency and durability is necessary in all optical glasses.
The persistent evidence of stresses developed in the solidification of the glass upon cooling, even when the glass is slowly and carefully annealed, is a most difficult factor to deal with. In annealing optical glass, the various temperatures and time periods have to be delicately adjusted and controlled, or big losses result. Even then many efforts may be made before a suitable piece of glass is obtained, and the costs keep accumulating with each attempt, and some idea of the amount 105of labour involved in the undertaking to produce optical glass at once becomes evident. The use of decolorizers and impure materials is not permissible, on account of the absorption and consequent resistance to the passage of light rays. The annealing, instead of occupying one or two days, is sometimes extended over a course of ten or fifteen days, in order gradually to relieve any stress present. The pots in which the glass is melted may only once be used, as the glass is usually allowed to cool down gradually and undergo the process of annealing within the pot.
The temperature of the furnace is controlled by regulating the draught by means of dampers in the main flues, arranged to act so as to carry out the annealing of the glass within the furnace. The regulation of the temperature within the furnace is of the greatest importance; if too hot the glass dissolves the clay of the pot, and if retarded too much it gives difficulty in freeing the metal from seeds, and plaining or fining the glass properly. Small furnaces containing one or two pots give the best results. These furnaces are worked on an intermittent process of first melting the glass and then gradually cooling to anneal the glass within the pots in mass, the furnace being allowed to die out gradually. When cool, the pots are broken away from the glass, which is then cleaved into lumps. Each lump is carefully examined for any defects and the best pieces selected for re-annealing. These are afterwards ground to the desired shape in the form either of a lens or prism. The chances are that not many pieces of perfect glass can be obtained from each pot of metal, and probably out of a whole pot only a fifth would be suitable for use after the process of selection and cleaving has taken place.
In the manufacture of optical glass, batch materials are 106chosen that do not differ greatly in specific gravity. Every effort is devoted to obtain the purest materials possible; the batches are finely ground and well mixed before melting. The glass-melting pots should be made of the purest and most refractory obtainable in order to prevent the solution of any impurities into the glass whilst it is melting. In heating the pots for melting optical glasses every endeavour is made to heat them equally all round the top, bottom, and sides, so as to dissolve all portions of the glass evenly and completely together. At times the melted glass is stirred with a bent iron rod encased in a porcelain tube, and the glass agitated in order thoroughly to mix the components whilst fusing, and keep the composition of the glass as uniform as possible. After the metal has melted and plained clear from all seed and cords, the pot of metal is annealed, and when cooled the glass is extracted in lumps and examined for any defective pieces, which are rejected. The selected pieces are afterwards ground to the desired shape and, if necessary, re-annealed. In this process the pots being used only once, are expensive items, and they considerably increase the cost of production.
Before the war the optical glass trade was confined to a few firms in this country, who supplied only a fraction of our needs. We have been dependent mostly upon continental supplies of optical glass, and it is only quite recently that Government state assistance has been forthcoming in giving scientific aid to manufacturers by investigating and reorganising this section of the glass industry. It is to be hoped that this state assistance will continue, and that the optical branch of the glass trade will be perfected to such an extent that we may in future be independent, and produce for ourselves all the optical glass requirements of our 107navy and army. It is to be regretted that this industry did not receive state assistance before the war. If it had, we should certainly have been better prepared and equipped than was the case at the start of the Great War.
Certain methods of decorating glass are carried out whilst the glass is being made by the workmen. Other methods consist in decorating the glass after it has been made, such as cutting, fluting, etching, engraving, and enamelling. In another form of decoration the method consists of a combination of two or more of the above processes. The crystal glass may be cased over with a thin covering of coloured glass by the glass worker, and this outer coloured casing cut through by the glass cutters, exposing and showing through the colourless crystal underneath with very effective results.
A small portion of coloured glass, such as citron green, topaz, blue, or ruby metal is gathered from the pot by an assistant, and the workman, gathering a ball of crystal glass on his blow-iron, allows a portion of the coloured metal held by the assistant to fall or drop upon the ball of crystal. Upon blowing the whole out, the coloured metal is spread as a thin casing upon the outside of the bulb of crystal. This bulb is then worked into a wine-glass or other article, which, after annealing, is sent to the glass cutter, who decorates the outer surface by cutting the glass on his wheel. The colourless glass then shows through against the coloured surface where it has been cut to the pattern, the colour standing out in relief.
In another form of decoration, the workman allows small pear-shaped tears or drops of coloured glass to fall upon the outer surface of a bowl or vase, in equidistant positions round the circumference of the article, 109By placing and working the coloured glass into position in this way, some pretty artistic results are obtained, dependent upon the skill and artistic taste of the workmen.
In another method of decoration, certain coloured glasses are used, the composition of which causes them to turn opalescent upon re-heating the glass to a dull red heat. The re-heating of the tops of crimpled flower vases made from such glass gives pretty results, showing a gradual fading opalescence, extending from the top edges to a few inches down the vase, into a clear coloured glass at the foot of the stand. A similar effect, without the opalescence, is obtained by the workman gathering a small piece of coloured glass on the tip of his blow-iron, and then taking a further gathering of clear crystal metal. The whole is then blown out and worked into a vase or wine-glass, thus obtaining a coloration denser at the top edges, where the vase or wine-glass has been sheared off, and gradually fading away to a colourless glass a few inches towards the foot, which is clear crystal.
There are also certain compositions which, when worked into a vase, and re-heated on the edges, strike or turn to a colour such as pale blue or ruby. These are self-coloured glasses, in which the colouring remains latent until the glass is re-heated, like the opalescent glasses. In these glasses the composition is the more essential factor.
Glass cutting is an effective way of decorating glassware. In using this method, the crystal glassware is made fairly heavy and strong, so as to permit of the deep cuttings which refract the light and show up the prismatic patterns so brilliantly.
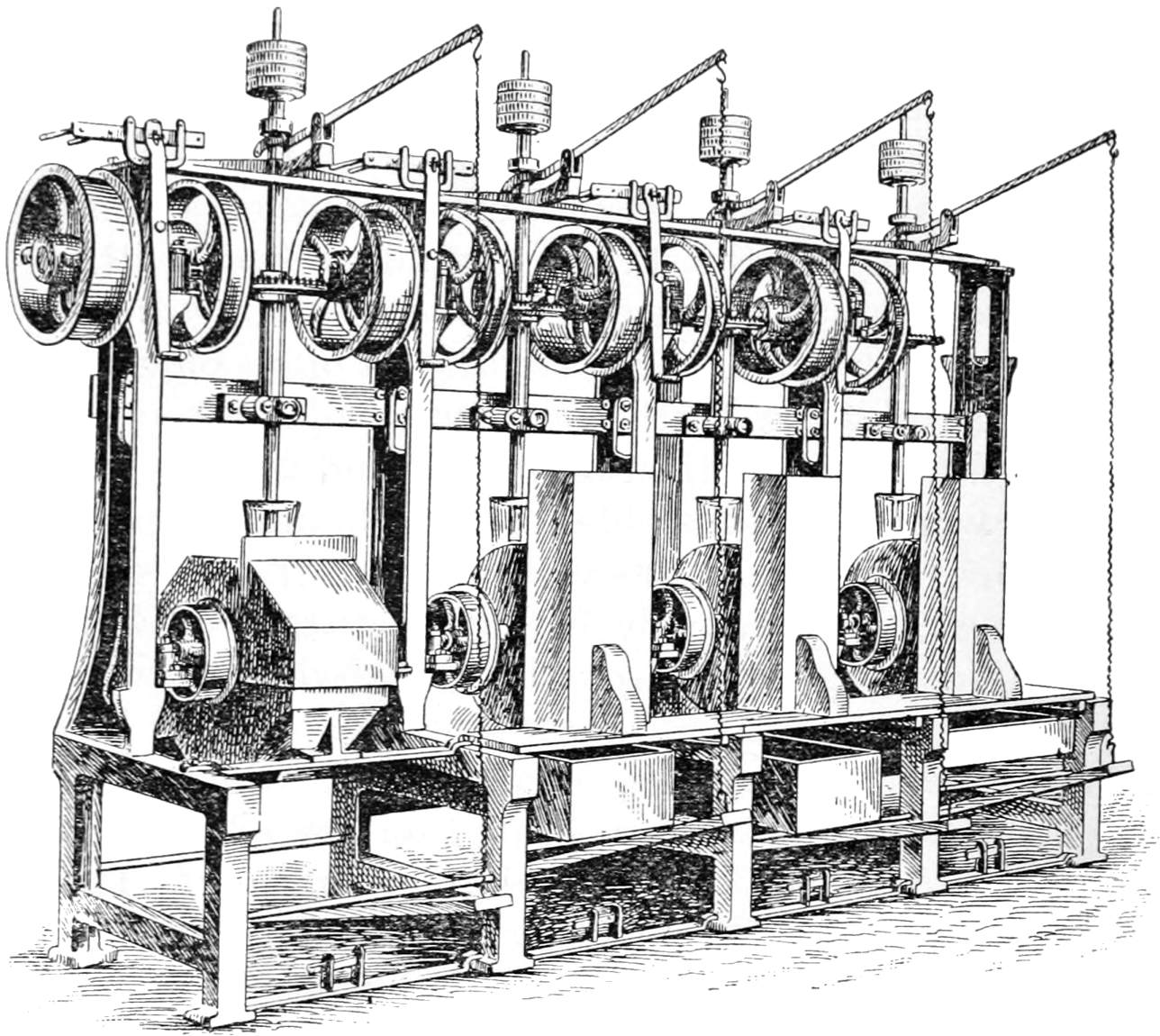
MACHINE FOR SMOOTHING BOTTOMS OF TUMBLERS
In cutting glassware, the glass cutter works in front of a rotating disc of iron carried in a frame. This wheel 110has a bevelled edge upon which a fine jet of sand and water is allowed to drip from a tundish above. The abrasive action of the sand cuts into the glass, and the workman, by holding the glass dish or bowl against the wheel, follows the design or pattern in diagonal lines across the article. These cuttings are recrossed, and the intermediate diamond spaces filled in with lightly cut set patterns, until the whole of the intended design is “roughed” out over the surface of the glass, after which the glass is taken to another frame carrying a stone wheel, which is of much finer abrasive action. This stone wheel smooths the rough cuts done by the 111previous wheel. After this the cuts are polished successively on a wood wheel and brush with polishing powders, until a smooth and polished cut is obtained.
As the value of the glass is greatly increased by cutting, only the best and clearest articles of table glass are so treated. The work of cutting becomes technical and expensive, according to the richness of the cutting demanded. The crystal table glass made from lead gives the most brilliancy in cutting. Soda-lime glasses are found to be hard to cut and do not give such brilliant and prismatic effects as the glass made from lead compositions.
An automatic machine for grinding, smoothing, and polishing the bottoms of tumblers, etc., “bottoms” or grinds, smooths, and polishes tumblers at the rate of 2,000 a day. Four vertical revolving wheels are fixed within a frame, one iron, two stone, and one wood. Over each of these is a rotating spindle carrying the tumbler so that the bottom of it is automatically pressed against each vertical wheel in turn. The first wheel does the roughing, the two next the smoothing, and the fourth the polishing. These machines are simple and require only unskilled labour to operate, and go far towards cheapening production.
Glass engraving and intaglio work is a much lighter and more artistic method of decorating glass than the deep cutting before described. In these processes the glass is cut or ground to a less extent, and a more free treatment of design is possible. Floral ornamentation and natural forms of applied designs can be carried out, and portions may be left rough or polished, according to the effect of light and shade required. The workman, whilst engraving, works before a small copper or metal wheel rotating in a lathe, and uses fine grades of emery or carborundum powders made into a paste with oil, 112as the abrasive medium. The frame turning these wheels is like a lathe, and may be worked by a foot treadle. The wheels are interchangeable, and an assortment of various sizes, having different bevelled edges, is kept at hand in a case, from which the engraver selects the one most suitable for the particular work to be done.
Glassware for engraving and intaglio may be made much lighter than that required for cutting.
Etching is a method of decorating glass by the chemical action of hydrofluoric acid. This acid in its various combinations attacks glass, decomposing its surface and giving a dull or semi-matt effect. Only those portions of glass which constitute the design are exposed to the acid paste or fumes. The other portions are protected by a covering of beeswax, which is unaffected by the acid and protects any portions covered by it.
GLASS ENGRAVING
The process carried out is varied in many ways. In some cases pantograph and etching machines are introduced to give the designs. A warm copper plate, with the design or ornament engraved thereon, is covered with a wax paste, and the surplus cleaned off with a palette knife or pad of felt, leaving the paste in the recesses of the engraving; a piece of thin tissue paper is laid over the engraved plate and takes an impression of the design in wax. This tissue is then transferred to the glass to be decorated, the wax design adheres to the glass, and the paper is drawn away. A further resist or coating of wax is painted round the design to protect the rest of the glass, and a paste composition giving the action of hydrofluoric acid is applied, which after a short time eats into the exposed portions of glass. After another short interval, it is washed off, and the wax coating removed by washing 114the glass in hot, soapy water. The design then appears in a matt state against the clear, unattacked glass.
The mechanical method of etching the design is carried out by first dipping the whole glass into a bath of hot liquid wax, allowing a thin coating to set and cool upon the surface of the glass. The article is then introduced into a machine which has a number of needles, worked by sliding gears in an eccentric fashion. These needles are adjusted just to scratch away the thin coating of the wax into a design, and expose the glass in the form of a decorated scroll or band round the glass. The glass is then dipped into a vat or bath of dilute hydrofluoric acid for a few minutes, after which it is removed and washed, and the wax recovered by heating the glass upon a perforated tray, when it melts and runs off the glass, and is collected for further use. The article is then washed and cleaned and shows the scroll or etched portions where the needle has traced the design. Another effective result is obtained by etching a design on the back of a plate glass panel. After cleaning and silvering or gilding the back, the design appears in a matt silver or gilt lustre upon viewing it from the front of the mirror.
Glass which has been sand-blasted has a similar appearance to etched glass, but a rather coarser surface. The portions of the glass plate to be decorated are exposed to the action of a blast of air, into which fine, sharp-grained quartz sand is automatically fed. An abrasive action, due to the force with which the particles of sand are blown against the glass, takes place, rendering the surface opaque or matt. This method is generally adopted in printing trade names or badges upon bottles, etc. A stencil of parchment or lead foil is cut out to form, and used to protect the glass and resist the abrasion where required. Rubber gloves are 115worn by the operator. The work of sand-blasting is executed within a small enclosed dust-proof chamber fitted with glass panels. The operator manipulates the glass through openings in the sides of the chamber. The air blast is supplied by a motor-driven air compressor and is regulated by a foot pedal. The action is very sharp and quick, and is a cheap and effective way of badging hotel glassware and proprietary bottles.
Glassware may be decorated by being enamelled with coloured enamels. In this method of decorating, soft, easily-fused, coloured enamels are used, containing active fluxes such as borates of lime and lead, which melt at low temperatures. These enamel colours are prepared by being fused and then ground to fine powders, which are mixed with a siccative or oil medium, and painted upon the glass. The painted ware is then heated within a gas or wood-fired enamelling furnace or muffle, until the painted designs are melted and fused well upon the glass. The glass is re-annealed in cooling down the muffle. For this form of decoration, a hard refractory glass is required that will not soften easily under the heat of the muffle; otherwise the glassware becomes misshapen too easily under the heat necessary to flux or fuse the enamels properly.
A form of staining glass is also practised which consists of applying compositions containing silver salts to portions of the glass and firing at a low heat. The silver stains the glass a deep yellow. The colour may be varied by the use of copper salts, when a fine ruby stain is obtained wherever applied.
Iridescent glassware is produced by several methods. Sometimes a small proportion of silver and bismuth is added to a coloured glass batch, and by manipulating the resulting glass in a carbonaceous flame the silver is partially reduced within the glass, forming a pretty 116iridescent reflection on the glassware. By a suitable adjustment of the oxygen content in the composition of such glasses, the iridescence can be regulated to such an extent that the slightest flash or reducing influence gives a beautifully finished lustre over the ware.
Iridescence can also be formed by re-heating crystal glassware within a chamber in which salts of tin, barium, aluminium, and strontium are volatilised. This method produces a superficial iridescence which is not quite so permanent as the previous process.
Glass Silvering. The silvering of mirrors is carried out by taking a thoroughly cleaned plate of polished glass and floating one surface in a solution of silver nitrate, to which a reducing agent is added. The silver is thereby precipitated or deposited in a thin lustrous film upon the glass, which causes reflection by the rays of light striking against the silvered background.
After silvering, the back of the plate is coated with a protecting paint or varnish, which dries and preserves the silver deposit and gives it permanency.
In the manufacture of fancy ornaments, such as birds, hat pins, and small animals, various coloured glass cane and tube are worked together by the operator melting and welding the respective colours together before a blow-pipe flame, the tails of the birds being formed by sealing in a fan of spun glass into the body of the bird, which has been blown out and formed from a piece of tube. Some very curious ornaments are formed in this way. Glass buttons, pearl, and bead ornaments are formed by working cane and tube of various coloured compositions before the blow-pipe, sticking and shaping the various forms on to wire.
Mosaic glass decoration is used in jewellery in a mural or tessellated form. In this method small cubical or other shaped cuttings of various coloured opaque glass 117are inlaid in mastic cements or pastes to form the design, the face being afterwards ground and polished smooth, and mounted or set within the ornament.
Larger cuttings may be inlaid in cement for pavement or mural decoration.
The continental methods of glassmaking differ so much from the English methods that a few remarks giving comparisons will be of interest. It is noticeable that chemical and engineering science is more thoroughly applied in the manufacture of glassware abroad. Their method of specialising wherever possible, and the introduction of mechanical and automatic machines have done much toward increasing their production and efficiency.
The flourishing and extensive state of glassmaking abroad is shown by the size and extent of the glass works, some of which work as many as forty or fifty furnaces and employ 3,000 to 5,000 hands. Gas-fired regenerative or recuperative furnaces are more generally used, which permit higher temperatures, cheaper metal, and greater economy in fuel and labour.
The present type of English furnace is very wasteful, and even with good fuel it is difficult to maintain high temperatures and regularity in working. Our method of firing, raking, and teasing is very exhausting to the workmen in attendance.
In many English glass works, especially those in the Stourbridge district, it is the practice to fill the pots on a Saturday morning and take until the following Monday night to melt and plain the glass, no glassware being made for three days of each week. Starting on 119Monday night or Tuesday morning, the glass makers work in six hour shifts day and night until Friday night or Saturday morning, when the pots are again filled and the weekly course starts over again. Abroad the pots are filled nightly and hold just sufficient metal to last out the work during the day, and are built of a capacity to suit the articles being made. The disadvantages of our method are obvious when a comparison is made with the continental method of melting the glass nightly and working it out daily, especially when the efficiency or output of the furnaces as compared with their fuel consumption is taken into consideration.
Abroad the furnaces are small and compact; they take up less floor space, yet they are far greater in efficiency. As they are gas-fired, the combustion is more complete, and by the use of regenerators or recuperators greater heat is available for melting the glass quickly. Larger proportions of sand are used in the glass mixtures, which, being the cheaper component, cheapen the production of their glass wares.
Owing to the more perfect combustion which takes place within the chambers of gas-fired furnaces abroad, lead glasses are successfully melted within open crucible pots. When the heat comes into direct contact with the batch materials being melted, it does its work quicker and with less fuel consumption than is the case if it has first to be conducted through the hood of covered pots which have necessarily to be used in the old English type of furnace.
It is particularly noticeable that the glass workers abroad do not spend so much time upon producing an article as is usual under the English method of working. By the extensive use of moulds fitted to mechanical contrivances operated by the foot, their work is expedited and made simple and easy.
120Technological education in the glass industry abroad is more thorough and general. The glass workers, not having to work at night, have the evenings free for recreation and education. It would do much towards developing the English glass trade if night work for boys could be abolished. The adoption of the continental system of melting the metal during the night and working only during the day (by using gas-fired furnaces) would do much in this direction. One cannot expect the youths of the glass trade, who have to work during nights, to attend the evening classes for educating themselves, without a severe strain upon their constitutions. This fact partially accounts for the repeated failure to establish technical classes and trade schools in the glassmaking centres of this country. The conservatism and lack of support from the glass manufacturers themselves account for much of the slow progress and development of the trade. As a rule, it will be found that the manufacturers have everything to gain by the better technical education of their employees. It is with pleasure we notice that a few at least are now taking this broader view and giving such schools their hearty support and financial aid. In the glassmaking centres abroad there are established state-aided technical and trade schools, where, for a small nominal fee, the youths of the glass works are trained and taught the principles of their industry. Apprenticeship in the factories then becomes unnecessary.
The working hours abroad are usually sixty hours a week (ten hours a day), compared with the English forty-four to fifty hours’ week (six hour shifts).
The trade unions of the glass workers abroad are more progressive, and their officials do not interfere with the manufacturers’ endeavours to increase efficiency and cheapen production by introducing machinery. 121The promotion of the workpeople goes by merit, and not by the dictation of the trade union officials, as is too often the case in this country. Here, very little sentiment or good-fellowship exists between the glass workers’ union and the employers, and in its place the rank officialdom of unionism has become so evident as to be a bar to the progress of the industry. Instead of assisting the progress of the trade, and mediating in cases of dispute, the union appears to exist as a buffer of antagonism between the glass workers and their employers. Many a capable youth in the glass trade here has been kept back from promotion to a better position solely by the dictation of the union to which the men belong. Cases are known where the union have restricted the workman’s output when he may be working under piece rate. The best inducements may have been offered him by the employer to increase his output, and, although the workman may be willing to accept the master’s terms, we find a union official stepping between them, and fixing the maximum number of the articles that shall be made in his six hour shift. Usually, this fixed quantity is got through in four hours, yet the workman is not allowed to make more than the stipulated number fixed by the union, or he is fined. Another incredible fact is that the employer here, when in need of a workman, is not allowed to choose his own men. He must apply to the union, and the man remaining longest on the society’s unemployed book is then sent to him. Whatever his inefficiency may be, the employer is bound to take him; if he employs anyone else, a strike results. Such action is despotic and shows up the worst features of trade unionism that can possibly be conceived. The English glass industry has been repeatedly disorganised by this obstinate attitude of the glass makers’ union, and a 122consequence is that the foreigner has seized the opportunity to step in and increase his market, to the detriment of our own trade; with this extended market, increased output, and cheaper production, the foreigner undersells us in our own country.
It is to be hoped these adverse conditions will soon be remedied and the English glass industry restored to a more flourishing state by the prompt and united action of the men and masters, realising the gravity of the position and acting accordingly.
“American Pottery Gazette.” (New York, U.S.A.)
“Boswell’s Memoir on Sands Suitable for Glassmaking.” (Longmans, Green & Co., London.)
“Pottery Gazette.” (Scott Greenwood, London.)
“Sprechsaal.” (Coburg, Germany.)
“Painting on Glass and Porcelain.” Hermann. (Scott Greenwood.)
“Decorated Glass Processes.” (Constable, London.)
“Jena Glass.” Hovestadt. (Macmillan & Co.)
“Glass Manufacture.” Rosenhain.
“Producer Gas-Fired Furnaces.” Ostwald.
“Glassmaking.” By A. Pellatt. (Bogue, London.)
“Gas and Coal Dust Firing.” Putsch. (Scott Greenwood.)
“The Collected Writings of H. Seger.” (Scott Greenwood.)
“Ceramic Industries.” Vol. I. By Mellor.
“Modern Brickmaking”; “British Clays, Sands, and Shales”; “Handbook of Clay Working.” By A. B. Searle. (Griffin & Co.)
“Glass Blowing.” By Shenstone.
“Asch’s Silicates of Chemistry and Commerce.”
“Clays.” By A. B. Searle. (Pitman, London.)
“Fuel and Refractory Materials.” Sexton. (Mackie & Sons.)
“Furnaces and Refractories.” Harvard. (McGraw, New York)
“The Society of Glass Technology.” (Sheffield.)
“The American Ceramic Society.” (Columbus, Ohio, U.S.A.)
“The English Ceramic Society.” (Stoke-on-Trent, Staffs.)
“Journal of the Society of Chemical Industry.” (Westminster, London.)
End of Project Gutenberg's Glass and Glass Manufacture, by Percival Marson
*** END OF THIS PROJECT GUTENBERG EBOOK GLASS AND GLASS MANUFACTURE ***
***** This file should be named 63421-h.htm or 63421-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/6/3/4/2/63421/
Produced by deaurider, Barry Abrahamsen, and the Online
Distributed Proofreading Team at https://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
[email protected]
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.