The Project Gutenberg EBook of The Boot and Shoe Manufacturers' Assistant
and Guide., by Various
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org/license
Title: The Boot and Shoe Manufacturers' Assistant and Guide.
Containing a Brief History of the Trade. History of
India-rubber and Gutta-percha, And Their Application to
the Manufacture of Boots and Shoes. Full Instructions in
the Art, With Diagrams and Scales, Etc., Etc. Vulcanization
and Sulphurization, English and American Patents. With an
Elaborate Treatise on Tanning.
Author: Various
Editor: Richardson, Jr. W. H.
Release Date: January 3, 2019 [EBook #58605]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK THE BOOT AND SHOE ***
Produced by Richard Tonsing, Chris Curnow and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Transcriber’s Note:
The cover image was created by the transcriber and is placed in the public domain.
In preparing the following pages, the author has aimed to supply a want hitherto unsupplied. No work devoted to the wants of the Boot and Shoe-maker, manufacturer, or merchant, has ever been compiled. Able articles upon the “Trade,” statistical statements, and general comments upon matters of interest local in their character, and having particular reference to the state of the times in which they were written, have been published, perused and forgotten. But no work, containing a history of this important mechanical interest, together with instructions in the science of the Boot and Shoe manufacture, has ever been written. The Author does not flatter himself that he has, by any means, exhausted so fruitful a subject, but that he has prepared and compiled important facts and rules, and submitted valuable suggestions which are correct in theory, and practical in their application, he has not a doubt.
Within a few years, this important industrial interest has assumed almost wonderful proportions, and it now towers in magnitude and importance, above all its compeers. New elements have been introduced into the manufacture of boots and shoes, and fortunes have been expended in endeavoring to introduce new methods by ivwhich to cheapen the process of manufacture, as well as the raw material. The introduction of India-rubber and Gutta-percha as articles of mechanical use, has quickened the pulses of invention, and has already produced wonderful, and important changes in all departments of the mechanic arts, and more especially in that of boots and shoes. Already have these important vegetable gums, and the thousand uses of which they are susceptible, attracted the attention of the world, and last but not least, we are indebted to the discovery and use of Gutta-percha for the successful insulation of the Atlantic Cable, without which substance, the cable could not have been safely submerged. Establishments for the manufacture of India-rubber, and Gutta-percha, into almost every conceivable shape, have sprung up, as it were in a day. Patents for its use and application, are constantly presenting themselves. Heretofore, it has been the policy of all interested in the manufacture of India-rubber and Gutta-percha, to surround their inventions with an air of mystery. “No admittance” has been blazoned upon their laboratories, and no “open sesame” pronounced by the uninitiated, has succeeded in opening the doors to their carefully guarded treasures.
In this work, we have endeavored to make clear, simple, but important facts, scientific discoveries and observations, which, from practical experience, we know to be of great utility. A collection of the most approved recipes for the preparation of compounds of India-rubber, and Gutta-percha, would alone, make a volume worthy of preservation. But we have endeavored to present all the important rules, practical hints, and observations, necessary to the manufacture of boots and shoes, also an important and economical method of repairing the same.
vHerein may be found a history of the discovery of India-rubber and Gutta-percha, its uses and applications, the inventions which they have called into existence, the patents that have been taken out, the “claims” set forth by different individuals, the causes of the failures of many of them, and a brief history of their pretensions. We herein introduce a process of manufacturing boots and shoes, of the most durable character, at about one-half the expense of the old method, by a process so simple that the humblest cordwainer in the land, no less than the wealthy and extensive manufacturer, can at once enter upon the field of competition; but time and experiment will determine the real value and utility of Gutta-percha as a substitute for “pegs” and “stitches,” in the manufacture of boots and shoes.
Particular attention has been given to the application of Gutta-percha, and India-rubber, in the manufacture of boots and shoes, inasmuch as it is a new field, and much interest is manifested by the “craft” to understand its value and use.
Not least in the application of this process of shoe manufacture, is the invaluable benefit to be derived by all who wear thin soled shoes or boots, inasmuch as shoes thus made are impervious to water from the sole, thus allowing the most delicate lady to walk with impunity upon ground, wet by the morning shower, or evening dew. Perspiration of the foot is in no wise confined by this process, as it escapes from the upper portion of the shoe.
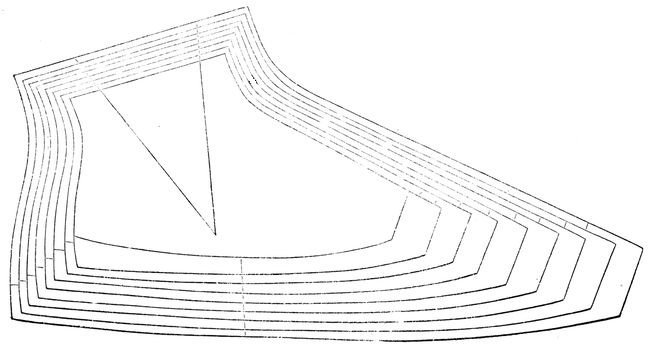
The system of cutting Patterns, herein set forth, is alone worth the price of the work, as its simplicity, scientific correctness, and application to every description of boot or shoe, enables any mechanic possessing ordinary ingenuity, to prepare sets of patterns for all classes of work desired. Diagrams, to assist the beginner are explained viso clearly, that every important rule is at once understood.
A “Treatise upon Tanning” is also introduced, in which the subject is treated in a comprehensive manner, and compilations from the most approved authorities are made.
The history of Vulcanization, Adulterations of India-rubber, (caoutchouc) and gutta-percha, will be found to contain many important facts and suggestions.
The author is indebted to various sources for many of the scientific and historical facts herein contained. First, to a Boston gentleman of high standing, long identified with the Boot and Shoe interest, for facts in the early history of the trade in New England.
A great number of English works have been carefully examined, and such of their contents as bear directly upon the elucidation of facts, and theories set forth, copied. The Scientific American, has also furnished us with many important facts and suggestions.
All the practical and useful compounds herein described, with a few exceptions, are the results of long, patient, and laborious investigation; also the process of making boots and shoes by the new method, are from actual tests, and personal experiments. This portion of the work, or rather the facts therein set forth, were furnished by a gentleman who has devoted many years to the prosecution of experiments in gutta-percha, and India-rubber compounds. He is acknowledged to possess great practical knowledge, and scientific research in this department of mechanical art.
A general, rather than a scientific compilation has been adopted, so that the work shall be found universal in its application, although addressed especially to the mechanic. All technicalities have been avoided as far viias possible, and simple descriptions, and popular terms substituted.
The “Assistant and Guide,” is dedicated to all interested in the great industrial interest which it represents. It is a humble pioneer in a new field, and is submitted with the hope that it may be found a valuable “assistant” to those just starting in the first years of their apprenticeship—a “guide” to such as are desirous of perfecting themselves in the calling to which their efforts are directed, and a “companion” to the merchant, and all who seek for information, in the thousand varied channels through which it flows.
| Introduction—An account of the various styles of “covering for feet,” before the Christian Era; with illustrations, | xv | |
| BOOK I. | ||
| CHAPTER I. | ||
| Importance of the Boot and Shoe Trade, | 9 | |
| CHAPTER II. | ||
| Rise and Progress of the Boot and Shoe Trade, | 14 | |
| CHAPTER III. | ||
| Gutta Percha—its Properties, Manufactures, &c., &c., | 19 | |
| CHAPTER IV. | ||
| Gutta Percha—its First Application as a Cement in the United States, | 39 | |
| CHAPTER V. | ||
| Gutta Percha for Belts, Harnesses, &c.; its Application to Wood Work, &c., | 43 | |
| Testimonials, | 45 | |
| CHAPTER VI. | ||
| India Rubber—its Discovery, Uses, &c., | 51 | |
| Cleaning Processes, Mackintosh Cloth, | 56 | |
| Cutting Processes, India Rubber Liquid, Braids and Webs, | 58–60 | |
| Vulcanized; Comparison of India Rubber and Gutta Percha, | 61–65 | |
| xBOOK II. | ||
| CHAPTER I. | ||
| Preparation of Stock, | 66 | |
| Middle Soles; Spur or Spring Lifts; To Prepare Leather Soles; To Prepare Counters; Preparation of Stock for Cloth Shoes; Preparation of the Upper Stock; To Prepare Uppers made of any description of Leather, or part Leather and Cloth; Instructions for Lasting; Cementing Processes after Lasting; Directions for applying Thick or Thin Soles to Shoes and Boots; Remarks on Finishing; Taps or Soles for Repairing; Preparing the Boot or Shoe to be Repaired; Important Facts for Manufacturers; Compounds for Heels of Shoes or Boots; Various Fibrous Compounds for Leather Soles, &c.; Practical Hints. | ||
| CHAPTER II. | ||
| Hints and Instructions on Pattern Cutting, | 79 | |
| Diagrams on pages 82, 83, 84, 85, 87, 96, 97, 99; Fitting up Lasts for the Measurement of the Foot, 88; Cutting Boot Patterns, 89; Scales for Lasts, 91; Scales for Medium Proportions of Feet, 93; Directions for Pattern Cutting, 93–101. | ||
| CHAPTER III. | ||
| Instructions for Making French Custom Boots, Shoes and Gaiters, | 103 | |
| BOOK III. | ||
| CHAPTER I. | ||
| Discovery of the Vulcanization and Sulphurization of India Rubber in America, | 106 | |
| Nathaniel Hayward, 109; Importance of the Discovery, 113; Causes of Failure, 114; Charles Goodyear, and Interesting Account of his Trials, 114–124; Results. | ||
| CHAPTER II. | ||
| xiVulcanization—Interesting Reflections, | 128 | |
| CHAPTER III. | ||
| Vulcanization—Tests of Quality of Native Gums, Power to be used in Manufacture, 136; Methods of Manufacture, &c. | ||
| CHAPTER IV. | ||
| Vulcanization—Importance of Gum Elastic for Educational Purposes, | 142 | |
| CHAPTER V. | ||
| Adulteration of India Rubber (Caoutchouc;) English System of Adulteration fully presented, | 145–164 | |
| CHAPTER IV. | ||
| Valuable Recipes—Purifying Gutta Percha, | 165 | |
| Marine Glue; India Rubber Armor; New Gutta Percha Composition; India Rubber Varnish; Water-Proofing Oil; India Rubber Teeth; Emery Paper, &c.; Cheap Method of Making Leather Water Proof. | ||
| BOOK IV. | ||
| CHAPTER I. | ||
| Gutta Percha Patents, | 174 | |
| First Patent by D. A. Brooman, fully described; Properties of Gutta Percha; Artificial Fuels; Elastic Applications; Applications in State of Solution; Patent for Improvements in Boots, Shoes and Gaiters, 181; Description of Patent, 182–186; Patent by Charles Hancock, Improvements in the Manufacture of Gutta Percha and its Application, 186: Description of Process of Making and Applying Varnishes to India Rubber Shoes, &c., 187; Method of Making Gutta Percha light, porous and spongy, 190; Varnishes, 192; Parke’s Improvements in Dyeing, 195; Hancock’s Patent for Improvements in Preparation of Gutta Percha, and Application to Manufacturing Purposes, 196–200; Re-Vulcanization, 200; Lorimier’s Patent for Combining Gutta Percha and Caoutchouc with other materials, 203; Compounds for Boots, Shoes, &c.; Hancock’s Specification for Making Water Proof Shoes, &c., 205; Claim for Making Shoes of Gutta Percha with other materials, 208; Cartley’s Patent for Varnishes, 210; Burke for Manufacture of Air-Proof and Water-Proof Fabrics, 211; Hancock’s Patent for Gutta Percha Heel Tips, 213; Varnishes, 214; Gerard’s Patent for Dissolving India Rubber and Gutta Percha, 217; Newton’s Patent Applicable to Boots, Shoes, and other coverings for the feet, 219; N. S. Dodge’s Improvements in Treating Vulcanized India Rubber and Gutta Percha. | ||
| xiiCHAPTER II. | ||
| American Patents and Claims—Introductory, | 230 | |
| Synopsis of American Patents, commencing 1813, ending 1858, 232–284; Chaffee’s Patent, Application of India Rubber to Cloth, 233; Goodyear’s Patent, Divesting India Rubber of its Adhesive Qualities, 234; Hayward’s Patent, Sulphur Preparation, 237; Chilcott & Snell’s Patent for Improvement in the Manufacture of Boots and Shoes, 255; Reynold’s Patent for Composition in Tanning, 257; Edward Brown, for Improvement in Porous Elastic Cloth for Gaiters, 258; Hyatt & Meyer, Improvement in Manufacture of Boot and Shoe Soles of Gutta Percha and India Rubber, 258; J. A. Pease’s Improvement in Over-Shoes, 262; Tyer & Helm’s Improvement in Manufacture of Boots and Shoes, 264; Parmlee’s Attaching Metallic Heels to India Rubber Soles, 265; Arthur’s Machine for Cutting Boot and Shoe Uppers and Soles from India Rubber, 266; Rice & Whorf Improvement in Lasting and Applying Soles to Shoes, 269–272; Tyer & Helm, Making India Rubber Cloth, 271–272; Crockett, Making Sheets of Leather from Currier’s Shavings or Buffings, 274; N. Hayward, Preparing Elastic India Rubber Cloth, 275; Thomas C. Wales’ Water Proof Gaiter Shoes and Boots, 279; Samuel Whitmarsh, Composition for Artificial Leather, 282; Boyden & Frederick’s Composition for Varnishing Leather, 283; F. Baschnagel, for Restoring Waste Vulcanized Rubber, 284; Descriptive Index of Chemical Patents Issued in 1855–66, 284–285. | ||
| Remarks.—Many of the Patents, described in this chapter, are not here referred to, as they are not particularly applicable to the Shoe and Leather interest | ||
| xiiiBOOK V. | ||
| CHAPTER I. | ||
| Tanning, | 286 | |
| Description of the Art; Natural and Artificial Tanning, 289; Extent of the Business in the United States, 290. | ||
| CHAPTER II. | ||
| Tanning and the Tanning Woods of America, | 293 | |
| CHAPTER III. | ||
| Practical Hints on Tanning, | 301 | |
| CHAPTER IV. | ||
| Hibbard’s Process of Tanning, | 308 | |
| CHAPTER V. | ||
| Tanning Processes, | 317 | |
| The Preller Process, 318; Tanning Buckskin, 321; New Method of Tanning, 322; Dexter’s Process, 323; Fair Leather, 325. | ||
| CHAPTER VI. | ||
| Patents for Tanning, | 326 | |
| Hibbard’s Patent, 326; Towle’s Patent, 327; Enos & Hunt’s, 328. | ||
| Appendix, | 329 | |
| Jenkins’ Improved Heater and Press; Valuable Recipes for Gutta Percha and India Rubber Cement for Boots and Shoes; Varnishes, Gums and Glues, 331; Black Varnish for Boot and Shoe Edges and Heels, 333; Water-Proof Cement, 334; Shellac Varnish, 335; Glues, 336–339; Water-Proof Cloth, 340; Japanning Leather, 343; Gums, 344. | ||
| Directory. | ||
The readers of the “Guide” will be interested in an examination of the various styles of shoes, or rather “coverings for the feet,” that have prevailed, dating some fifteen hundred years prior to the advent of Christ. Some of the most unique, we have had engraved from Cantrell’s designs, which we here furnish, to give correct views.
The first attempt, of which we have any account, to give style to the coverings of the feet, produced the Sandal. These differed in style, though slightly varied in form. Those used by the poorer classes were constructed of flat slices of the palm leaf, which, lapped over in the centre, formed the sole, and a double band of twisted leaves secured and strengthened the edge; a thong of the strong fibres of the same plant was affixed to each side of the instep, and was secured round the foot, while those indulged in by the more wealthy classes were made of leather, and were frequently lined with cloth, the point or end turning up like a pair of modern skates. The sandal reached its greatest perfection among the Romans. The emperor Aurelian gave the royal permission to the ladies of his time to wear sandals of various colors, the men not being permitted to indulge in so great a luxury. The Roman senators wore buskins of xvia black color, with a crescent of gold or silver on the top of the foot, while the soldiers wore simple sandals fastened by thongs. In the reign of Edward the Third, of England, those who worked at the shoe trade, were denominated the “gentle craft,” as they produced shoes of the most gorgeous description, the richest contrasts of color were elaborated and the greatest variety of pattern devised.

Fig. 1 in this plate displays a beautiful design. It is supposed to be worn by one of the royal family.
xviiThe English shoe of the middle ages is “beyond all Greek, beyond all Roman fame.” The second specimen in the engraving is simpler in design, but not less striking in effect, being colored jet black, and worn with red hose. Another curious fashion of those times was—see Fig. 3. The left shoe was black and the stocking blue, the other leg of the wearer being clothed in a black stocking and a white shoe. This shoe was cut very low over the instep, the heel being entirely covered, and a band fastened by a small buckle or button passing round the ankle secured it to the foot.
Coming down to the reign of Richard II., boots and shoes were made of great length, so that they were chained to the knee of the wearer, that he might walk with some degree of freedom. Of course, only the nobility could afford so expensive a method of locomotion. Extremes were introduced from time to time, as in our own day. During the reign of Edward III., it was enacted that any shoemaker working for the “unprivileged classes,” should not make any shoes, the toes which should exceed two inches in length, under a penalty of twenty shillings. This edict had the effect to widen the toes to a most absurd extent; this fashion was followed by a proclamation from Queen Mary, that the width of the toes should not exceed six inches.
The mania for wearing expensive shoes, in 1588, was only exceeded in folly by the Tulip excitement at a later date in Holland. Large sums were expended in shoe decorations. The poet Taylor alluding to this extravagance thus writes of those who,
In the reign of Charles I., boots, which were made of elegant Spanish leather, of a buff color, were cut so large xviiiand wide at the top, that the wearer was obliged to stride so ridiculously, that it afforded much sport for the satirists of that age. In the time of Cromwell, large boot tops were worn by the Puritans, but were not adorned with lace. Upon the restoration of Charles II. came the enormous French boot, in which the courtiers of “Louis le grand” delighted to show their legs.
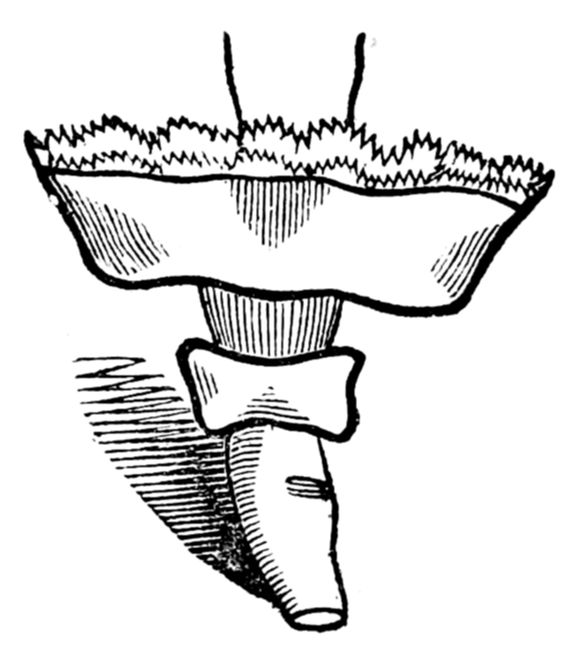
The accompanying cut will furnish an idea of the amplitude of the tops. The boot is adorned with lace around the upper part, and that portion of the boot into which the leg is inserted was fitted with pliant leather; over the instep is a broad band of leather, beneath which the spur was fastened.
The shoes in the following cut were such as were worn by the ladies during the reign of William III.
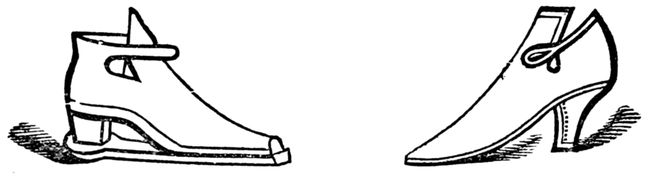
The clog beneath the shoe on the left side, was simply a piece of stout leather, evidently intended to protect the feet from excessive moisture. The distinguishing xixmark of gentility in the reign of George I. and II., was red heels. The ladies preferred silk or velvet to leather, and the favorite shoe worn by the ladies of the court were made of figured blue silk with bright red heels and silver buckles.

The above cut was the style worn in 1780. Ten years later a change occurred by which ladies’ shoes were made flat and low, like the slipper of the present day.
A picture by Fores was published in 1791, of a shoe worn by the duchess of York. The shoe was made of green silk, ornamented with gold stars, and bound with scarlet silk; the heel was scarlet and shaped exactly in the modern style.
Shoe buckles disappeared about the commencement of the present century, and were succeeded by the plain shoe string. In England the Prince of Wales endeavored to preserve the custom, by persisting in their use, in order to sustain the buckle-makers, but imperious fashion was too powerful for even the influence of the great.
The accompanying cut represents a variety of shoes worn by females.
No. 1 is the sandal of a Russian lady of 1768. The second that of a female of Finland, a low, slipper-like shoe, secured by a band across the instep, having an ornamental clasp, like a brooch, to secure it on each side of the foot; it was probably a coarsely made piece of jewelry, with glass or cheap stones set around it, as the people of this country at that time were fond of such showy decorations, particularly upon their shoes. xxNo. 3 is a production of the same country, and is similar to those worn by the matrons of the upper classes. No. 4 is the shoe of a Tartarian lady of 1577. Nos. 5 and 6 are examples of the shoes of oriental ladies, which are sometimes highly ornamented; the covering part being wrought with gold, silver, and silk, and perhaps set with jewels, real or imitated. The shoes of noblemen are of similar construction. They were no doubt easy to wear.


Not so are the ladies shoes, for they only were allowed the privilege of discomfort, fashion having in this country declared in favor of small feet, and the prejudice of the people having gone with it, the feet of all ladies of decent rank in society, are cramped in early life, by being placed in so strait a confinement, that their growth is retarded, and they are not more than three or four inches in length, from the toe to the heel. By the smallness of the foot the rank or high-breeding of the lady is decided on, and the utmost torment is endured by the girls in early life, to insure themselves this distinction in rank; the lower classes of females not xxiibeing allowed to torture themselves in the same manner. The Chinese poets frequently indulge in panegyrics on the beauty of these crippled members of the body, and none of their heroines are considered perfect without excessively small feet, when they are affectionately termed by them “the little golden lilies.” It is needless to say that the tortures of early youth are succeeded by a crippled maturity, a Chinese lady of high birth being scarcely able to walk without assistance. These shoes are generally made of silk and embroidered in the most beautiful manner, with flowers and ornaments in colored silk and threads of gold and silver. A piece of stout silk is generally attached to the heel for the convenience of pulling up the shoe.
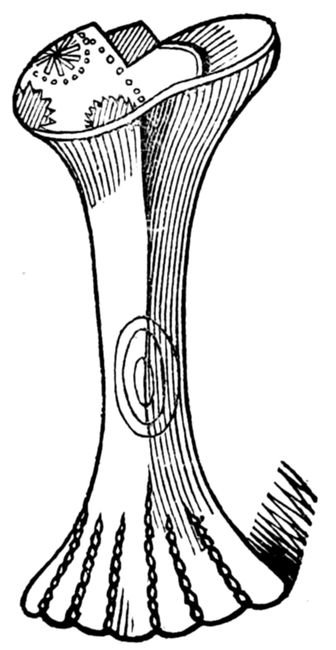
The Turkish ladies of the sixteenth century, and very probably much earlier, wore a very high shoe known in Europe by the name of a “chopine.” This fashion spread in Europe in the early part of the seventeenth century, and it is alluded to by Hamlet, in act ii., scene 2, when he exclaims, “Your ladyship is nearer heaven than when I saw you last, by the altitude of a chopine,” by which it appears that something of the kind was known in England, where it may have been introduced from Venice, as the ladies there wore them of the most extravagant size.
Coryat, in his “Crudities,” 1611, says: “There is one thing used by the Venetian women, and some others dwelling in the cities and towns subject to signiory of Venice, that is not to be observed (I think) among any other women in Christendom.” The reader must remember that it was new to Coryat, but a common fashion in the East. The engraving is intended to represent a singular fashion once adopted by the Venetians. It is called a chapiney. They were of various heights, some half a yard, the tallest being worn by the shortest xxiiiwomen, although the height and ornament usually designated the nobility. They were curiously painted and gilded. It required the utmost skill to balance upon the chapines: the ladies always in public, were supported by two servants or old women, upon whose heads the ladies placed their hands, and in this ridiculous manner proceeded to their gondolas.

The sabot, a shoe peculiar to France, is here represented. They are quite clumsy, but warm and comfortable. Those usually worn are entirely plain, and the color of the wood.
The modern styles of boots and shoes do not require any particular description. The Gaiter Boot inaugurated a new era in the history of “coverings for the feet,” and its introduction is attributed to the Countess of xxivBlessington. This boot was found to be troublesome, owing to the necessity of lacing and unlacing, the tags breaking off, holes wearing out, and such like annoyances. All these difficulties were obviated in a great measure by the introduction of the Elastic Gaiter. American skill and ingenuity has completely rivalled the most elegant specimens of Parisian handicraft, and the importation of French gaiters, which was once quite extensive, has almost or quite ceased. Most of the so-called French manufacture is the product of American artizans. This “amiable deception” is practiced in order to gratify the whims of those who lack confidence in the skill and taste of American manufacturers. An anecdote illustrative of this prejudice is general in its application. The incident related, occurred in a Broadway establishment, New York.

A lady, after examining the slippers of the tradesman, said, “Mr. ——, why do you not import your slippers from Paris?” “Madam,” was the reply, “I have already sent out an order, and I expect every day the arrival of an extensive assortment; if you will call in in about a week, I think I can furnish you with just the article you desire.” The lady left, promising to return, and Mr. —— visited his printer and had a number of “tickets,” bearing the name of an imaginary French shoemaker, struck off, and by her next visit he was prepared xxvwith a “very extensive assortment.” She was fitted with a pair, and after extolling the style, elegance, and comfort of her slippers, insulted the tradesman by enquiring “why he did not make such shoes.”
The Americans are rapidly securing to themselves a superiority over all other nations in this important manufacturing interest, and in a few years boots and shoes of American manufacture will be regarded as the ne plus ultra of the art.
The great importance of the Boot and Shoe Trade in the New England and Middle States, and the vast amount of capital devoted to its development, the energy, brains, and perseverance of its leading men, place this branch of the mechanic arts high on the list of the great industrial interests of the age. It is, therefore, a matter of surprise, that some work has not appeared which should contain important scientific, statistical, and practical information concerning the rise and progress of the Shoe and Leather interests. Works upon Tanning have been published, covering many of the collateral branches of that science, and fugitive articles occasionally appear, giving accounts of new discoveries, or new applications of old methods, concerning the preparation of leather, &c.; but in the manufacture of boots and shoes, no work has ever appeared which would enable the shoemaker to make any advancement in his calling, other than that which his own observation or genius might suggest. The Boston Board of Trade 10publish annual Reports in which appear able articles upon the Shoe and Leather interests, but these, of course, are mainly statistical and financial in their character. There is published, also, in Boston, New York, and Philadelphia, simultaneously, the Shoe and Leather Reporter, by J. D. Field & Co., a valuable journal, devoted exclusively to the trade in boots and shoes, leather, hides and its collateral branches, also market reports and correspondence from various portions of the world. This paper is the only organ, we believe, devoted exclusively to the shoe and leather interests. Systems of measurement, the cutting of patterns, preparation of stock, all of which can be gained by study and application, have been, as it were, sealed from the direct investigation of the inquiring mind. In other branches of the mechanic arts, volumes have been published, and the ambitious student pursues his investigations from primary principles to ultimate results in regular gradations.
In the science of shoe manufacture, we must refer for information principally to English works; and even these are collateral, rather than direct, in their application. Dodd’s British Manufactories, Brande’s Encyclopedia, Dictionary of Arts and Sciences, Penny Cyclopedia, Results of the Late Exhibition, (London,)—all these are the repositories of much that has been written upon the leather interests; sources of information which none but the man of leisure, or the enterprising compiler, would be likely to trace out.
It may be said that the simplicity of this branch 11of the mechanic arts does not require that degree of study and investigation which the more abstruse and complicated sciences demand, and hence there is no necessity for works upon the subject. This objection is only true in part. It requires the nicest adaptation of skill to make a perfectly fitting shoe or boot, and no man, unless he who is fully conversant with the rules and principles which enter into the preparation of the stock, the correct measurement of the foot, the “cutting out” of the several parts of the stock, the lasting and fitting of the shoe or boot, can be successful in his profession. The making of an easy, elegantly fitting boot, requires a knowledge of the anatomy of the foot, a familiar acquaintance with the angles, lines and curves, which are involved in the perfect adjustment of part to part, and their relative positions. Most shoe manufacturers, and ordinary village shoemakers, learn their trades from their fathers, and the knowledge has been handed down from generation to generation, without change or improvement, and shoes are made to fit lasts, rather than the feet which are to wear them. Hence intelligent instinct has taken the place of intelligent knowledge, and progressive investigation. The workman knows nothing of the anatomy of the foot, the science of pattern cutting, and therefore works on as though all feet were cast in one mould, with the simple difference which the “sizes” indicate. These “sizes,” as is clearly shown in another portion of this work, are regularly incorrect. Hence, in the absence of a correct standard, the system of boot and shoe making 12is simply the following of established mechanical rules, upon a false foundation.
We refer in these remarks to the manufacture of what is known as “sale work.” There are many, very many, “custom workers,” who proceed by correct rules, and upon scientific principles; men who understand how to adapt the shoe or boot to the foot, so that when the customer first draws the boot or shoe on, it fits naturally and easily, adapting itself to any, and every deformity or slight irregularity which the foot may present. We make general statements, which every intelligent shoemaker, or large manufacturer, will at once acknowledge. The whole trouble arises from the want of some correct standard by which to be guided in the preparation of the stock for the workman. All this cannot be gained but by study, patient investigation, and the practical application of scientific rules.
The French are generally acknowledged to understand the art of boot and shoe making better than those of any other nation, and they have carried the science to a degree of perfection not yet attained by ourselves, except in a few comparatively isolated cases. The whole secret of their success is their patient perseverance, and artistic skill in understanding the rules which are vitally essential to success.
In another chapter we have devoted considerable space to the elucidation of the principles of measurement, pattern cutting, and such instructions as will enable the manufacturer—and in this term we comprise all who are engaged in this important 13branch of our industrial interests—to become a scientific proficient in his vocation.
This work, however, as its title indicates, is devoted more specifically to the application of Gutta-Percha, and the various Rubber compounds, in the manufacture of boots and shoes. Yet we regard the principles of their manufacture, as equally important, and as vitally essential, to the perfect fitting of the boot or shoe, whether sewed, pegged, or cemented.
The Boot and Shoe Trade of New England is of comparatively modern date. The first vessel, the sloop Delight, ever freighted at Boston with a full cargo of boots and shoes, sailed for the port of New York, in the month of May, 1818, consigned to Spofford & Tileston, then the largest boot and shoe jobbers in New York. This firm then commenced supplying the shipping demand from that port, instead of Boston. The manufacture, then, was confined to the New England States, but it soon commenced to take a wider scope. The trade increased rapidly, but eleven years later, 1829, there were only four jobbing houses in New York. In Boston, the centre of the trade, the whole jobbing trade for 1828 did not exceed but little over one million of dollars. The trade has increased to an almost wonderful extent. It now forms one-third of the whole manufacturing power of the country; New England and Pennsylvania retaining two-thirds. In the city of Boston there are about two hundred and eighteen wholesale and jobbing boot and shoe 15houses, doing business to the amount of fifty-two millions of dollars annually. In New York there are about fifty-five jobbing houses, whose aggregate sales reach from fifteen to sixteen millions yearly. The domestic and foreign boot and shoe trade of the State of Massachusetts alone, amounts to between fifty-five and sixty millions annually. The shipments from Boston to San Francisco for 1856, were $2,100,000.
The manufacture of boots and shoes is the largest domestic trade in the States, and there is no country or nation that can successfully compete with us, either as regards prices or quality. Common styles of goods, such as men’s pegged boots and brogans, women’s pegged and common sewed shoes and gaiters, are manufactured in the following villages of New England, viz: Lynn, Haverhill, Worcester, Milford, Natick, Randolph, Abington, the Readings, Danvers, Georgetown, Stoughton, Woburn, and several other towns in Massachusetts. The amount of capital employed in the city of Worcester, in the boot and shoe business, is one hundred and seventy-six thousand dollars; the annual value of boots and shoes manufactured, about one million of dollars. The total value of boots manufactured in Milford, Mass., in 1857, was upwards of two millions of dollars. The amount would have greatly exceeded that estimate had not the financial troubles of the country prostrated this, in common with every other manufacturing interest. According to present indications, the manufactories of Milford, this year, 1858, will nearly, or quite, reach the value of four millions 16of dollars. The city of Lynn, Mass., has employed in this business, about five thousand workmen, and its sales for the year 1857, exceeded four millions of dollars.
Each New England village, town or city, where this industry is carried on, is devoted to one kind of boot or shoe, and whole communities are built up by this special industry. Some idea of the importance and extent of the boot, shoe and leather interest may be inferred from the fact, that there are forty-one thousand men in Massachusetts who work upon leather, either in manufacturing the article or moulding it into various forms. Every eighth man in the State is a shoemaker.
The Shoe and Leather Trade of Boston takes its date, as a prominent branch of commerce, about the year 1830, caused principally by the change made in conducting the business. It was formerly the custom for Manufacturers and Dealers in Boots and Shoes to seek a market for their goods, by consignment on their own account, to New York, Philadelphia, Baltimore, Charleston, Savannah, New Orleans, Havana, and other West India Islands. It was found to be remunerative for a while, but on the increase and competition of trade, it became a losing business. The leading houses failed. Since 1828 and 1829, an entire change in the method of conducting the shoe business has taken place. Manufacturers and Dealers now sell their goods on their own account instead of consigning them to other States. The consequence is that Boston is made 17not only the head-quarters for nearly all the manufactories of New England; and although the city of Lynn and the towns of Haverhill, Danvers, &c., sell a large portion of their goods at home, a large number of the manufactories have offices in Boston for the sale of their goods. If the domestic trade of Boston had been conducted on the home principle, the expansion of the city would have greatly exceeded its present limits.
The great industrial and trading interest is a correct type of New England thrift and industry. No branch of our mechanical pursuits is conducted with so much safety, energy and intelligent perseverance, as is the great Boot and Shoe interest. When convulsions come which rend in pieces other commercial or internal trading interests, the boot, shoe and leather trade, is the last to succumb, and the first to reinstate itself. The great financial crisis of 1857, thoroughly tried the strength of this branch of trade, and nobly did it sustain itself, even extending the helping hand to such as required assistance. Especially applicable is the latter remark to the merchants of Boston. All this demonstrates the soundness of their basis—the back-bone which enables the Shoe and Leather interest to hold itself up under a pressure which easily crushes all departments of trade and commerce built up on a paper foundation.
The peculiar characteristics of the boot and shoe trade, its democratic elements, its freedom from all monopoly, gives it a strength and power which corporations can never wield. Every man is his own 18director, and as all interested are subject to, and dependent upon, their individual shrewdness and enterprise, it is very seldom that success fails to crown their efforts. The day is not far distant when all our industrial interests will be conducted upon a like basis, and corporations cease to exist.
The almost numberless uses to which this remarkable gum has been, and is applied, has awakened an interest in the public mind concerning its discovery, and its uses, and especially the different applications, and their methods.
The discovery of Gutta-Percha is comparatively recent. The first that was known of this wonderful production by Europeans, was in the year 1845. Dr. Montgomerie, an English gentleman, residing at Singapore, observed in the hands of a Malay woodchopper, a strange material used for a handle to his axe. Curious to learn its nature, he questioned the native, and ascertained that he procured it from a tree in the form of sap; that upon exposure to the air it became solid; also, that in immersing it in hot water it became soft and plastic, and could be moulded into any desired form. Dr. Montgomerie at once obtained samples of the material, which he forwarded to the London Society of Arts and Sciences, with a description regarding it. After subjecting it to various tests, the Society were unanimous in their opinion concerning its great value. They awarded to Dr. M. a gold medal for the valuable knowledge 20thus communicated to the manufactories of the world.
It is observable, however, that this substance may be said to have had two European discoverers, independent of each other; for the tree, and the gum which exudes from it, were discovered or observed by Mr. Thomas Lobb. This gentleman visited the islands of the Indian seas in 1842–3, on a botanical mission, as agent to Messrs. Veitch, the scientific and energetic florists of Exeter; and it was during his rambles that he became acquainted with the gutta-percha tree.
In proportion as the value of this substance has become known, so has a desire extended to ascertain the range of its growth in the East. It is now known that the gutta-percha tree abounds in that extreme south-eastern point of Asia, which obtains the name of the Malay Peninsula; in the neighboring island of Singapore; in the important Bornean island, which Rajah Brooke has been the means of making so familiarly known to us; and in various islands which constitute the Eastern Archipelago. There seems very little cause to apprehend any failure in quantity; for even if the present supply from the neighborhood of Singapore should be exhausted, the capabilities of more distant islands are quite beyond present calculation.
It appears that percha (of which the pronunciation is pertsha, not perka or persha) is the Malayan name for the tree which produces the gum; while gutta is a general name for any gum which exudes from a tree. The tree belongs, of course, to the group in 21which botanists place sapotaceous or gum-exuding genera. The wood of the tree, being soft and spongy, is applied to many useful purposes. The fruit yields a thick oil, which is used by the natives with their food; and either from this or some other parts of the tree an ardent spirit is capable of being distilled. But it is the sap which forms the most valuable product of the tree. It circulates in small vessels which run up between the bark and the wood.
Thrifty methods are teachable to rude islanders, as to more civilised men, when the advantages have been once made apparent. The natives around Singapore, when they first found a market for the solidified gum, proceeded ruthlessly to work; they killed the bird which laid the golden eggs, by cutting down the trees in order to obtain the gum. But they have now been taught better; it is shown to them how, by tapping or cutting notches in the branches at certain intervals of time, the sap may be made to flow, without endangering the life of the tree. Experiments are now being made to determine whether the gutta-percha tree can be planted so as to maintain a continuous and inexhaustible store of gum or sap; should these attempts succeed, the supply would equal any imaginable demand.
The gutta-percha is sold at Singapore by weight, according to the apparent quality of each lump; but, when the consignment reaches England, it is not unfrequently found that a large stone or a piece of heavy wood is imbedded in the heart of it, to increase the weight. It would entail a serious loss of time to cut open each lump at the time of purchase; 22so that at present Oriental honesty is rather an important element in the commercial value of this article. There is, too, a great amount of difference in the quantity of bark, leaves, and dirt, which become accidentally mixed up with the gum.
The crude gum is imported to the extent of about two millions of pounds annually.
The extensive and highly interesting establishment of the Gutta-Percha Company, situated near the City Road Basin of the Regent’s Canal, is worthy of attention even beyond the general average of such centres of industry, for the peculiar character of the substance operated upon necessitates the employment of new processes, new machines, and new tools. An incessant course of invention has marked the manufacturing history of this material during the brief period of its existence. If the gutta-percha is to be applied to some new useful purpose, tools and processes of novel character have to be employed; if an ornamental application is determined on, methods are adopted for developing any natural beauty which the grain of the substance may present; if an attempt be made to supersede leather, or wood, or papier-mache, or metal, by this singular gum, great pains are bestowed on a study of the special qualities to be imitated, and the process of imitation often requires operations and tools differing considerably from those before employed.
The first process consists in cutting the block into slices. There is a vertical wheel, on the face of 23which are fixed three knives or blades; and while this wheel is rotating with a speed of two hundred turns a minute, a block of gutta-percha is supplied to it, and speedily cut into thin slices—much on the same principle as a turnip-cutter performs its work. Woe to the steel edges if a stone be imbedded in the block.
These slices show that the gutta-percha is by no means uniform in different parts, either in color or texture. To bring about a uniformity is the object of the shredding or tearing process. The slices are thrown into a tank of water, which is heated by steam to such a temperature as to soften the mass; dirt and heavy impurities fall to the bottom, leaving a pasty mass of gum; and the mass being thrown into another rotating machine, is there so torn and rent, and dragged asunder by jagged teeth, as to be reduced to fragments. The fragments fall into water, upon the surface of which (owing to the small specific gravity of the material) they float, while any remaining dirt or impurity falls to the bottom. These fragments are next converted into a dough-like substance by another softening with hot water, and the dough undergoes a thorough kneading; it is placed in hollow heated iron cylinders, in which revolving drums so completely turn and squeeze and mix the now purified mass, that all parts become alike, and every particle presents a family likeness to its neighbor.
The kneaded state may be considered the dividing line between the preparatory processes and those which relate to the fashioning of the material. The 24soft ductile mass may be formed either into sheets or tubes. In forming sheets the mass is passed between steel rollers, placed at a distance apart corresponding with the thickness of the sheet to be made—whether for the heels of a rough-booted pedestrian, or for the delicate “gutta-percha tissue,” now so much employed by surgeons. By the time that the substance has passed through the rollers it has cooled sufficiently to assume a solid, firm consistency. By the adjustment of a few knife edges, the sheet may be cut into bands, or strips of any width, before leaving the machine. In making tubes and pipes, the soft mass of kneaded gutta-percha is passed through heated iron cylinders, where a singular modification of the wire-drawing process reduces it to the desired form and dimensions.
From the sheets and tubes thus made, numberless articles are produced by cutting and pressing. Machines, somewhat like those used in cutting paper, are employed to cut the gutta-percha into pieces. If for shoe-soles, a cutting press produces a dozen or so at one movement; if for string, or thread, narrow parallel slips are cut, which are then rounded or finished by hand; if for producing stamped decorative articles, the sheets are cut into pieces, and each piece is warmed and softened to enable it to take the impress of a mould, or die. But the mode of casing copper wire for electro-telegraphic purposes is, perhaps, one of the most singular applications of the material in the form of a sheet. Several wires are laid parallel, a strip of gutta-percha is placed between them, another strip is placed above them, and 25the whole are passed between two polished grooved rollers; the pressure binds the two surfaces of the gutta-percha firmly together and to the wires, while the edges between the grooves indent the gutta-percha so deeply, that it may easily be separated longitudinally, each slip containing its own core of copper.
When Lady Franklin fitted out an expedition in search of her gallant husband, a year or two ago, Captain Forsyth, the commander of the vessel, took out with him a gutta-percha boat, presented for that purpose by Messrs. Searle. His account of the behavior of this boat, under the rough usage to which it was subjected in the ice-bound regions of the north, is most laudatory. He states that “whilst the other boats constructed of wood suffered much by the cutting of the young ice, the gutta-percha boat was not in the least damaged, and returned to England in almost as good condition as when she left, although she underwent all the rough work of the voyage.” Mr. Snow, who had especial charge of the gutta-percha boat belonging to the ‘Prince Albert,’ has detailed in a clear manner the remarkable way in which this material resists the rude buffetings of those regions. It must be remembered that the boat had a skeleton of wood and a covering of India rubber. Mr. Snow says, “The severest trial it endured, and endured successfully, was on both my visits to Whaler Point, Port Leopold. To those unaccustomed to the nature of such ice as was there met with, it will 26be impossible fully to conceive the position a boat was placed in. The mere transit to and fro, among loose masses of ice, with the sea in a state of quiescence, would have been quite enough to have proved or not the value of gutta-percha boats; but when, as in the present case, those masses were all in restless agitation, with a sea rolling in upon an opposing current, it might have been well excused—and without deteriorating from the previously attested goodness of the article—if it had not been able to have resisted the severe shocks it received.... Sliding through and over the ice; sometimes lifted completely out of the water by the sudden contact of a resistless floe; and at others thrown side-ways upon an adjoining craggy piece; I think it would have been next to impossible for any other kind of boat to have been otherwise than crushed or stove on the instant.” It was in a right spirit that the explorers gave the name of “Gutta-Percha Inlet” to the spot where the boat had rendered them such important service.
A rare catalogue we should present, if all the useful applications of gutta-percha were duly set forth. We should have to speak of breast-coating for waterwheels, of galvanic batteries, of shuttle-beds for looms, of packing for steam-engines and pumps, of cricket and bouncing balls, of felt-edging for paper making, of curtain rings whose merit is noiselessness, of window-blind cord and sash lines, of clothes’ lines (recommended to the laundress as defying 27all attacks of weather,) of bosses for flax-spinning frames, of whips and sticks, of policemen’s and ‘special constables’’ staves, of flax-holders for heckling machines, of skates, of fencing sticks, of washers for the axles of wheels, of plugs or solid masses used in buildings, of buffers for railway carriages, of gunpowder canisters (which ‘keep the powder dry,’) of sheet-covering for damp walls, of linings for ladies’ bonnets, of jar covers, of sponge bags, of foot baths, of funnels, of goldsmith’s bowls, of bobbins for spinning machines, of covers for rollers, of book covers, of moulds for electrotypes, of coffin linings, of sounding boards, of portmanteaus, of beds for paper-cutting machines, of fine and coarse thread, of envelope boxes, of powder flasks, of portfolios, of a stopping for hollow teeth—a tolerable list, this, which shows how multiplied are the applications for which this singular vegetable product is available.
When softened by heat, this substance will take the impress of a mould or stamp with delicate precision; and in the course of a few minutes it reassumes its tough state, retaining permanently the pattern given to it. The power of application is thus unlimited, or limited only by the inclination of the purchaser. Whether the mould be of copper or of brass, of pear tree or of box, an impress can equally well be obtained from it. In practice, all these four materials are employed, and sometimes others. The mould being carved and in a state of readiness, 28the piece of gutta-percha (always, or nearly always, in the form of sheet) is laid upon a marble slab, which is heated by steam from beneath; and the gum being thus brought into a pliant and yielding state, it is placed on or in the mould, a counter mould is laid upon it, and the action of a press forces the material into the minutest parts of the device. If the pattern be deep and the relief bold, a hydraulic pressure of a hundred or a hundred and fifty tons is brought to bear upon it; but if of lighter and simpler character, a hand-press is brought into requisition.
In this way, aided by minor manipulation, are produced the varied and ever-increasing specimens of ornamental gutta-percha work. Trays are produced of every imaginable (or at least of every usable) form and pattern: bread trays, biscuit trays, cotton or work-table trays, counter or card-table trays, pen trays, pin trays, card trays, soap trays, shaving trays, &c. Then there are work-baskets and hand baskets, flower vases and bouquet holders, plates and platters, decanter stands and watch stands, bas-reliefs and alto-reliefs. The desk fittings admit of much beauty in this material; inkstands are produced in most diverse forms; while pen trays, paper weights, wafer boxes, envelope boxes, &c., are beginning to establish a formidable rivalry to the similar articles made in papier-mache. Beauty, pattern, graining, clouding, or whatever we may choose to term it, is produced in a very remarkable way on the surface of gutta-percha. Some specimens of gutta-percha are darker than others, and all have a tendency to 29darken by age; and the workman dexterously avails himself of these varying tints to produce a pattern. He softens two or more pieces, of different tints, passes them between two rollers to thoroughly unite and amalgamate them, and then presses them into the mould; leaving it to the freaks of chance to bring out the wavy lines, the curls, the streaks, the knots, which the intermixture of tints produces. This diversity is not very apparent at first; but it becomes developed when the substance is polished, and considerably enhances the beauty of the article produced.
Water-pipes have had a few vicissitudes in their history. Those who remember the arrangements for the water-supply of London, in past days, will have been familiar, with the wooden pipes, formed of bored trunks of trees, which were wont to be laid down beneath the paving of the streets. These gave way to iron. The smaller pipes have chiefly been made of lead; but zinc in one quarter, brown ware in another, glass in another, have invaded the domain of lead. A new competitor now enters the field. Gutta-percha claims to be not merely an efficient material for water-pipes, but to possess certain sanitary qualities very important in this sanitary age of ours. It is very strong and tough (say the patentees); it possesses much durability underground; it stoutly resists frost; and it leaves the water as pure as it finds it. Hence it is applied to pump barrels, to ships’ pumps, to locomotive feed-pipes, to syphons and mine-pipes, 30and to fire-engine pipes. But if the testimony of medical men is to be deemed authoritative, the substitution of gutta-percha for lead as a material for water-pipes is a matter of yet higher import. Dr. Thomas Smith, of Cheltenham, states that “Many serious and alarming disorders, such as mania, epilepsy, sudden death, nervous affection, paralysis, consumption, hydrocephalus, heart disease, &c., owe their origin in some instances, their intractable character in others, to the gradual and continuous infinitesimal doses of lead, copper, &c., introduced into the system through the channel of our daily drink.” It appears that the carbonic acid contained in water has a tendency to combine with the lead of the pipe which contains it, and to generate a compound possessing poisonous qualities. That gutta-percha resists such action, all authorities agree; and although at first the gum imparts a slight taste to the water, this effect seems speedily to disappear.
There are many other circumstances which render tubes of this material very advantageous for the conveyance of water. It bears an amount of friction and hard usage which is frequently surprising. At New York there is a gutta-percha pipe a thousand feet in length, which conveys the water of the great Croton Aqueduct to Blackwell’s Island; the pipe lies along the bed of the intervening river, and is kept down by upwards of a hundred small anchors, and yet it resists both the friction of the bed and the weight of the anchors. With an immense pressure of water, gutta-percha pipes have been found to remain unharmed, where leather hose would be disrupted. It resists 31the action of marine insects, which would soon make ravages on stout timber. If water be contained in a gutta-percha pipe, it remains liquid at a temperature which would produce ice in almost any other pipes. For watering gardens and roads, for sprinkling malt in a kiln, for applying water from a fire engine, these pipes appear to be singularly well fitted, since, with a great power of resisting pressure, they may be bent, or twisted, or lengthened, or shortened, in any required degree. Nor is this material, per se, the only efficient part of such pipes; for a gutta-percha pipe may be firmly united to a metal pipe in five minutes, with no other cement than warm water; the end of the pipe being softened in warm water, and drawn over the end of the metal, the gum contracts on cooling so as to grasp the metal tightly, and thus form an impenetrable joint.
But if water be conveyed thus effectively through tubes of gutta-percha, the qualities of the material are still more remarkably displayed in the conveyance of chemical liquids. Few persons are so ignorant of chemistry as not to be aware that the stronger acids and alkalies play sad havoc with the vessels and tubes which contain them. On the other hand, there is an obstinacy of constitution about this singular substance which enables you to battle a whole host of formidable opponents. It does yield, certainly, to concentrated sulphuric and nitric acids; but if these acids in a weaker state be the liquids in question, or if muriatic, acetic, or hydrofluoric acids, or chlorine (all of which have a very destructive action), then the gutta-percha stoutly resists them, and renders 32good service. Carboys, pipes, dye-vats, flasks, funnels, bowls, ladles, syphons, troughs, measures, buckets—all are now made of this material, for use in chemical works, print works, dye and bleach works, and other establishments where strong chemical liquids are employed.
The chemistry of cement is a curious one; for the stony particles adhere with a force which is in some instances almost equal to the power of stone itself. The so-called Roman cement has long been famous for its cohesive property; but the Portland cement recently introduced far excels it. In an experiment lately conducted, two solid blocks were prepared, one of Roman and the other of Portland cement; and they were placed in such positions that weights might be suspended from them. The Roman cement yielded to a disruptive force of eleven hundred pounds, but the Portland cement stoutly maintained its integrity till rent asunder by a weight of nineteen hundred. But this cement has still more strikingly shown its strength when used as a mortar in brickwork. On a recent occasion in Hyde Park, a brick beam was built up with Portland cement as a mortar. The bricks were hollow, and were so ranged as to form a beam about four feet in height by two in width. This beam was rested at the two ends on supports more than twenty feet asunder, and weights were suspended from the centre; and not till the astonishing weight of nearly seventy thousand pounds was thus applied did the beam yield and break. It was not the actual 33binding power of the cement alone that resisted this enormous force, for thin slips of iron were introduced at different parts; but the experiment was intended to show how much strength might be obtained by hollow bricks and Portland cement, aided by a little iron.
Mr. Muir, of Glasgow, has invented a mode of stereotyping, managed in the following way. A page of common type is first set up, and well fixed: a warm cake of gutta-percha is applied to it, screwed down tightly, and allowed so to remain a quarter of an hour; when this gutta-percha mould is removed, it is brushed over with fine black-lead, and an electro-copper cast taken from it; the printing is then effected from this cast. It is found that gutta-percha constitutes a very convenient and efficient substance for the mould, owing to the readiness with which it can be softened, and its toughness when cold; while the electro-copper cast is said to bear the action of the printing press throughout a much greater number of copies than an ordinary stereotype plate.
The same inventor also practices a plan in which the gutta-percha performs not only its own work but that of the electro-copper also. A mould is taken from an engraved wood-block, in gutta-percha; and this mould, when brushed over with black-lead, is made to yield a cast also in gutta-percha, in an exactly similar way; and from this cast the impressions are printed. It seems difficult to conceive that, after this double process, all the delicate lines of a wood engraving 34should be preserved on the surface of such a material as gutta-percha; and yet, without this preservation, the method would be practically valueless.
The conveyance of sound is, perhaps, the most extraordinary service which gutta-percha tubes have yet rendered.
There are two qualities required in a speaking tube; first, that it shall concentrate a large amount of sound into a small space; and secondly, that it shall not stifle the acoustic vibrations within the tube itself. Any material will answer equally well, so far as the first-named quality is concerned, for it requires simply a trumpet-shaped mouth at one end, and a very small orifice at the other; but gutta-percha possesses rare qualities in respect to the second kind of service. Whether it is the smoothness of the texture, or the peculiar kind and degree of elasticity, or the relation of the substance to heat or electricity—whatever may be the cause, a tube of gutta-percha preserves sonorous vibrations with a surprising degree of clearness and equability; and the modes in which this quality are brought into useful requisition are also very numerous.
There is, for example, the long ear-trumpet, with a wide orifice at one end and a small one at the other; and there is the portable ear-trumpet, differing from the former only in bringing the speaker and the hearer closer together, by a ‘French-horn’ system of twisting in the tube. There is the ear-cornet, so small and neat that one may be almost invisibly attached to 35or near each ear. There is the paraboloid trumpet, in which the sound is echoed from a large concave receiver before it enters the tube. There is the trumpet with a long flexible tube, or with several tubes, so that several persons round a table can communicate in turn with the user. In short, there have been almost as many useful variations of the principle as there are variations in the social inconveniences of those who require such aid.
A different group altogether is formed by those contrivances which are intended to aid—not partially deaf persons—but those whom noise or distance would otherwise disenable from conversing together. Drivers of omnibusses now sometimes communicate with the conductors, and captains of steamboats with the engine-men, by gutta-percha tubes. But these are trifling services compared with such as the tubes render at greater distances. The Domestic Telegraph, as it has been called, is simply a gutta-percha tube conducted from one apartment to another: it is employed as a medium of transmitting messages, and saves many a weary footstep to those who are at the beck and call of others. The Medical Man’s Midnight Friend (a lack-a-daisical sort of a title) is a gutta-percha tube extending from the ‘doctor’s’ street-door to the doctor’s bed, by which a message can be transmitted to the awakened practitioner, instead of merely the sound of his bell. In factories and large establishments such speaking tubes are advancing extensively in favor; for the communication between distant buildings is most complete. In printing offices, spinning and weaving mills, in union 36poor-houses, in hospitals and infirmaries, and in various other establishments of magnitude, the advantages are so self-evident that the use is becoming very general.
The church acoustic apparatus is in many respects the most interesting and remarkable of these highly curious applications. Let us conceive, for clearness of illustration, that in a remote pew of a church is a person who, though not deaf, yet fails in ability to hear what is said in the pulpit or reading-desk. A gutta-percha tube is laid down either on or beneath the floor from the pulpit to the pew—the material bends so easily that it may be carried in any form—and a small ivory or hard wood ear-piece is attached to one end, while the other end expands in trumpet-form. Now the remarkable circumstance is, that the required effect is brought about without necessitating the approach of the speaker’s mouth to the tube; his head may be two or three feet above, or below, or behind, or at the side of the trumpet-mouth; and yet the sound will reach the remote end of the tube in audible quantity. The truth is, that if the tube receives a mouth-full of sound (which it can in any direction round and near the speaker), that quantity is so economised, and so faithfully conveyed to the other end, that it becomes condensed to an audible pitch; if the trumpet-mouth be large, and the ear-piece very small, we may liken the action to the condensation of many threads of sound into one; and the ear of the auditor becomes sensible to this condensed power. In practice, the trumpet-mouth is usually fixed to the front of the pulpit, mouth uppermost, 37and is stamped or moulded in an ornamental form consistent with the decorations of the pulpit. Beyond all this, the sound may be laid on, like gas, to any pew or any quarter of the church; for there may be a tube (which we will call the main-pipe) laid along the centre aisle, and lateral tubes may spring from this to any required spot. Some clergymen have what they call a deaf pew; that is, a pew in which those are congregated who may be collectively benefitted by this admirable apparatus. This contrivance has been used at some of the great meetings (four thousand strong) at Exeter Hall, by those to whom the speeches would otherwise have been little else than dumb show.
Gutta-percha has been discovered in the British province of Mergui, and though not precisely identical with the gutta-percha of commerce, it possesses all the valuable properties of that substance, including plasticity in hot water, and the power of insulating electric currents.
The tree from which the true gutta taban is produced (erroneously misnamed gutta-percha, a gum yielded by a different tree,) is one of the most common in the jungles of Johore and the Malay Peninsula. It is not found in the alluvial districts, but in undulating or hilly ground. There is a great uniformity in the size of the full grown tabans, which rise with perfectly straight trunks from sixty to eighty feet in height, and from two to three feet in diameter, the branches being few and small. The natives, after felling the tree, make an incision round it, from which the milk flows. This is repeated at 38distances of six to eighteen inches along the whole trunk. It appears that the taban, or milky juice, will not flow freely like India rubber, but rapidly concretes. Its appearance in this state, before being boiled, is very different from that of the article as imported and shipped. It has a dry, ragged look, resembling shreds of bark, and instead of being dense and tough, is light, and possesses so little cohesion that it is easily torn to pieces.
Various statements are made as to the produce of each tree, which is somewhat surprising, considering the uniform size of the trees. It takes twenty trees to produce one picul of 133 lbs., and as the exports of gutta-percha, from the commencement of the trade up to the close of 1853, amounted to 3,107 tons, it follows that upwards of one million trees must have been destroyed to obtain that quantity in nine years. The natives, however, do not appear to be under any apprehension that the trees will be extirpated, and smile at the probability when suggested; for it is only trees arrived at their full growth, or at least at a very considerable age, that repay the labor of felling them and extracting the gutta; and those of all inferior ages which are therefore left untouched, will, it is supposed, keep up the race.
The collection of the gutta has widely extended, embracing now the Johore Archipelago, Sumatra, Borneo and Java. Unfortunately, the quality has deteriorated by the admixture of other inferior gums, the products of different trees, which are often used to adulterate the taban.
Gutta-percha, as a cement, was first introduced to our notice in 1849. A medical gentleman having received a severe cut upon one of his fingers, dissolved a portion of the gutta-percha in chloroform, then with a fine brush, first immersed in the solution, passed several times around the finger in order to produce the required thickness; then, immersing his finger in water for a short time, thus formed a neat and durable covering, air and water proof. Thus protected, it healed quickly without soreness or farther trouble. With this cement and crude gutta-percha, we first applied it to Boots and Shoes, and found it held very firmly the fibres of cloth and leather together. A sample in sheet form, we applied with a warm iron. It held with great tenacity, and with an additional quantity, we applied it with entire success, in the repairing of about five hundred pairs of shoes. These shoes had cloth uppers, without “foxing” around the heels, and were badly cut in taking out the “raw” in finishing the knife work around the heel. We have continued the use of 40gutta-percha as a cement for shoes, also as a water-proofing substance between the inner sole and the outer sole, and our experiments were fully successful. This process also prevented the boots and shoes from “squeaking,” that horror of nervous temperaments, at the same time adding greatly to the durability of the leather.
Among the many advantages we have observed in our experiments in the use of gutta-percha in the manufacture of boots and shoes, are its exceeding fine grain, its perfect water and oil repellent properties, which render it far superior to all rubber cements and combinations ever offered to the public. Gutta-percha is proof against water, acids, and oily substances, dampness and decomposition. It is very tenacious, clean, and sweet, and will stand all weathers, and will not become sticky. The boots or shoes made with it, may be worn in damp or dry localities, through water, oily or acid combinations, without injury to the cement. These statements are corroborated by actual tests of the severest nature.
No one will doubt who will investigate the subject of the application of gutta-percha to boots and shoes. It is worthy the study of all engaged in the manufacture of these articles, and will amply repay the closest study and investigation. Nor can it be doubted that it is destined, in a very brief period, to supersede all other improvements in the manufacture of boots and shoes.
41In 1855, the “The North American Patent Boot and Shoe Co.” tested gutta-percha as a cement after they had abandoned a rubber filament or cement as useless. They continued to manufacture boots and shoes by the use of gutta-percha, and found, after a long and satisfactory trial, through all seasons of the year, that it remained firm and uninjured, not being in the least affected by the oleaginous substances or fluids used in preparing the various kinds of upper leather or sole leather. The oily matter here referred to, destroys all the rubber cements, and the Company found that gutta-percha continued as firm and tenacious after their tests, as when first applied to the shoe, and was not affected by other chemical combinations used in the construction of the shoe. That Company spared no pains or expense in perfecting part of the manufacture of the shoes, whereby they were enabled to produce a quality of goods never before equalled in lightness, style, or practical utility, exceeding, as they did, the most sanguine expectations of all interested. They fully demonstrated that shoes thus manufactured were far superior to the sewing or pegging process, or rubber cements; thus proving conclusively that the process is destined to produce an entire revolution in the manufacture of every description of fine shoes and boots.
Gutta-percha cement applied to sole leather renders it water-proof just in proportion as it is mixed with its fibres, and the quantity applied; at the same time improving the leather more than one hundred per cent. as it adds to its solidity and durability. The mixing, mingling, or saturating the fibres of the 42leather, or other fibrous substances, as cloth, with the cement, gives it its firm and tenacious hold on the various substances to which it is applied in the manufacture of boots and shoes, and all other combinations that require a tenacious cement.
Objections are sometimes urged against the gutta-percha sole as being liable to sweat the feet. This objection we regard as purely mythical, as no such result will follow unless the feet are encased in rubber or gutta-percha. The top of the foot being covered with leather, thus allowing the perspiration to escape, the gutta-percha sole acts only as a protection, thus avoiding the unpleasant effects realized in wearing India-rubber shoes. Shoes or boots may be made, if desired, by cementing the edges of the inner sole and outer sole only. This process obviates the objection just alluded to. We have manufactured shoes in this manner, which have worn at least one-third longer than when pegged or sewed, the materials being the same. For perfectly dry walking they are a very desirable article. Only about one-fourth the quantity of cement is required when manufactured in this manner.
Belts of leather may be put together by this cement, which adds greatly to their wear and durability, not being in the least affected by dampness, neither by the oils which may come in contact with them from the machinery. In cutting up belt for harness leather, there is usually great waste and loss of stock, as portions of the sides are very thin, and unfit for use. But by this process every particle may be saved. Cut the stock the proper width, stretch it, then raise a strong thick fibre on all the thin parts and the laps. Apply the cement hot with a brush to all the thin portions and laps. Let it dry until the solvent has evaporated; then heat the parts sufficiently, and press together with a vice or clamps. On all the thin places apply a piece of the cemented leather until the belt is of an even thickness; press firmly together, then shave off the projections with a knife or cutting machine. Trim the edges: you will thus produce a firm, smooth belt, without a stitch, rivet, or lacing. All portions of a harness or saddle may be cemented in the same manner. This process is exceedingly simple, at the same time economical—a 44saving of time and money, and adds greatly to their durability.
It may be applied to vats, drains, cisterns, sinks, etc., to great advantage. All square joints should be first prepared by raising a fibre, as in veneering work. Apply the cement hot, as glue is spread. In a few hours the solvent will evaporate; then heat the parts sufficiently to melt the cement; press together firmly. The gutta-percha will be found to be an excellent cement for all leaky places in stone, brick or wood work. Mix it with sand, or any fibrous substance, apply hot, or melt it in with a hot iron. The pure gutta-percha will cement broken stone, marble or brick, so firmly that it will remain for years. It is undoubtedly the best cement ever yet discovered. Ornamental work, centre-pieces, etc., may be thus cemented to their position.
It is a well known fact, that sub-marine wires, enclosed in the gutta-percha tube, are indestructible, as all sea insects, worms, &c., never molest it. In caulking all ships, boats, &c., oakum, or any fibrous substance, may be saturated with pure gutta-percha, and then pressed hot into the joints with a hot iron. This process renders the joints proof against all agencies. The joint thus cemented is made more firm and solid than the plank itself.
The application of gutta-percha soles for boots and shoes have been extensively and satisfactorily tested, its merits having been acknowledged by all who have worn them. Indeed, experience has proved that gutta-percha soles wear twice as long as leather, with great additional personal comfort, and remain perfectly impervious to wet until worn through.
Gentlemen: I write to thank you because I can speak confidently of the advantages of gutta-percha over leather soles. I made the first pair last October, and wore them eight months before I wore the soles through. I had them heeled six times, and one pair of extra fronts I put to the same soles. I only kept one pair in use to see how long they would last. I will never wear another leather sole so long as I can obtain gutta-percha soles, and I walk from twelve to twenty miles a day.
Patent Gutta-Percha Soles.—The applicability of gutta-percha soles for boots and shoes having been extensively and satisfactorily tested, we can unhesitatingly 46recommend the material prepared for the purpose, its merits having been acknowledged by all who have tried it. Indeed, experience has proved that gutta-percha soles wear twice as long as leather, with great additional personal comfort, and they remain perfectly impervious to wet, until quite worn through.
Gentlemen:—I have given the gutta-percha boot soles what may be considered a fair trial, namely: three month’s constant wear on a rough, gravelly road, and can bear testimony to its usefulness. With proper care in putting them on, and a little attention afterwards, I am persuaded that it will last longer than leather, and being impervious to wet, will be found invaluable to persons subject to damp or cold feet.
Dear Sir:—It is with pleasure that I bear testimony to the good qualities of gutta-percha soles. You are aware that my occupation requires me to be on foot a great deal, upon all kinds of roads, and in all weathers, and since I began to wear gutta-percha soles, I have not had to complain of wet or cold feet. The pair I have on now have been in almost daily use for more than four months, and my fear is, that the upper leather will be worn out first. I am quite sure that I save from thirty to fifty per cent., in the cost of shoes, in consequence of my family wearing gutta-percha 47soles, and, so long as I can get them, I intend to wear them in preference to anything else I have seen.
Gutta-percha Boot and Shoe Soles for Summer Wear.—The fact of the total imperviousness of these soles to water, enables the most delicate, by the use of them to escape the suffering which the proverbial uncertainty of our climate, even in summer, so often inflicts upon the incautious. All injurious effects may be entirely prevented by a sole so thin and light, as to afford to the wearer a degree of ease and comfort, unattainable in conjunction with security against damp. At the same time the remarkable nonconducting properties of gutta-percha, afford a most valuable protection to those who are subject to suffering or inconvenience by walking upon heated pavements. No instance of failure has ever come to the knowledge of the company, which may not be ascribed to the neglect of the wearer.
The following article from the London Weekly Despatch will be read with interest. The writer has, evidently, not only a knowledge of the subject upon which he writes, but an appreciation of the value of gutta-percha, and its invaluable importance in the mechanical arts.
“We have lately visited the extensive works belonging to the Gutta-Percha Company, in Wharf-road City-road, and confess that we were delighted and 48astonished. The premises in which the business of the company is carried on cover a large area of ground. Several floors of the building are devoted to the operations of the workmen, amounting to nearly one hundred and seventy individuals, including a sprinkling of stout, hearty-looking boys. The basement is occupied by two steam-engines, without whose presence the works would by no means be complete. These groan from “early morn to dewy eve,” in turning lathes in the engineering department, in kneading the gutta-percha, cutting out soles and heels for boots and shoes, rolling out driving bands of every dimension, and heating the steam-chests by which the gutta-percha is rendered pliable and fit for the hands of the workmen. On the principal floor there are several hydraulic presses, used in the process of manufacture; and we had the good fortune to witness the production of a complete dessert service of the most chaste and elegant pattern, and in imitation of gnarled oak. The subjects of adornment were brought out in high relief, and after undergoing the process of varnishing, were surprisingly beautiful, light, and incapable of being fractured or broken by a fall or blow.”
Some of these sets were of the vine-leaf pattern, in close imitation to nature. These things were pressed out with some rapidity, but not without great manual labor, notwithstanding the aid of the powerful presses alluded to. Inkstands of the most beautiful character were also fashioned in a short time; indeed, all sorts of ornaments, elaborated with the most ingenious devices, were made during our stay. We observed a 49vast deal of ornamental work, intended to supersede the labor of the carver. There were frames of large dimensions ready for the reception of pictures. We were particularly struck with the appearance of one intended for a large pier-glass. The foliage was of the most sumptuous workmanship, and possessed a sharpness and finish which the hand of man could scarcely accomplish. A design for a bible cover was exhibited. The subject harmonized with the nature of the book it was intended to enclose, and was in bold relief. It is believed that gutta-percha will, in a short time, be in general use among book-binders, not only in the shape of massive covers, but to supersede the present cotton binding which has so pretty an appearance, but is not of that lasting character as to induce persons to adopt it in cases where strength and durability are required. In other portions of the factory, workmen were employed in making instruments used by surgeons, to be employed in cases of a delicate nature; others were finishing off the numerous objects just turned out of the moulds. Amongst the other articles of curiosity, we observed several yards of gutta-percha rendered exceedingly thin by machinery, and intended for ladies’ dresses. It was of a light pink color, by no means displeasing to the eye, and possessed of great strength. By the aid of delicate machinery, the gutta-percha was run out into thread, to be used in the manufacture of ladies’ work bags, fishing nets, and for a hundred other purposes.
Large tubing, and some with an inconceivably small bore, was run out to lengths of various dimensions. Wagon and cart harness, of enormous strength, combined 50with lightness, we observed hanging up in the establishment, besides gentlemen’s riding-whips, and things of every kind. Greatly as we were delighted with all these things, we had yet another treat to come, which infinitely surpassed anything we had seen. We were shown several specimens of enormous panelling, on which the carving of the original design was brought up with remarkable fidelity. Considering that gutta-percha is an indestructible material, we have little hesitation in stating, that the mansions of the nobility will soon be decorated with ornamental work produced by this new system of multiplying objects, produced by the ancients to their glory and eternal honor.
This important gum is known by a variety of names. Caoutchouc, gum-elastic, and India-rubber. It is a product of the syringe tree of South America. This substance was first brought to Europe in 1735, by some French astronomers, who were sent to Brazil to make astronomical observations. It is found abundantly in Peru, Brazil, and Quito, and has recently been discovered in Asia. Considerable quantities of it are now obtained in Java, Penang, Singapore and Assam. In some places hundreds of miles are covered with trees. They are very lofty, rising to the height of fifty or sixty feet, without branches, but covered with a rich tufted foliage. The bark is exceedingly smooth, its leaves deep green, thick and glossy, and six or seven inches in length. The fruit consists of white almonds and is regarded by the natives as very delicious. The process of obtaining the liquid is very simple. A longitudinal gash is cut in the bark of the tree with a hatchet, a wedge is then inserted to keep the aperture open; the gum 52then oozes out in the form of a milky juice. A small clay cup is attached to the tree into which the sap flows. In the space of four or five hours the milk ceases to run, and the quantity received is about five table spoonsful. The cups are now emptied and the process of smoking is commenced; this with the forming process must be done as soon as the milk coagulates. A fire is built upon the ground made of the nuts of the wassou palm tree; over this fire an inverted earthen pot, with a hole in the bottom is placed, from whence issues a jet of pungent smoke. The smoke changes the color of the gum very slightly at first, but by exposure to the atmosphere it becomes first brown, then quite black, presenting the appearance which we see it has in articles of commerce. The sap of the tree is laid on a mould in successive layers, which are allowed to dry, and are formed into bottles and cakes, in which form it is exported. The natives of South America are very ingenious in the uses to which they apply it. Boots, shoes, 53syringes, and tubes, are among the many articles of domestic use into which it is converted. The tubes they use as torches, which burn very clearly, and emit but little odor. According to the celebrated chemist, Faraday, its composition is carbon, 87.2, hydrogen, 12.8—a hydro-carbon. It melts when exposed to a heat of 248°, and is resolved into vapor at 600°, and can be condensed into a liquid called caoutchoucin. In 1770, a cubic inch of India-rubber was sold in London for seventy-five cents, to erase pencil marks. It was not used to make water-proof fabrics until about the year 1800. These were first invented by Charles Mackintosh, of Glasgow, who applied a naptha solution to the surface of two pieces of cloth, then laid them together, passed them between rollers and thus cemented them together.
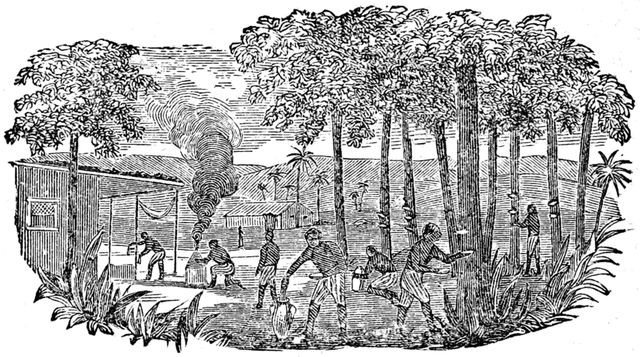
NATIVES GATHERING GUTTA-PERCHA.
A “Mackintosh” was the name applied for many years to a water-proof coat. Dr. Ure, although well aware of Mr. Mackintosh’s invention, coldly passes it over in his dictionary. It is supposed that personal feeling was the cause of this, as Dr. Thomson and Ure were once rival chemists in Glasgow, and Mackintosh was the friend and pupil of the former. The fabrics of Mackintosh had a most disagreeable smell, still he was the first person who established India-rubber manufactures in Britain, and perhaps the world. He afterwards removed his factory to Manchester, England. Various kinds of goods made of India-rubber soon afterwards began to be manufactured in England, but they were all decidedly objectionable to use, until the grand discovery of sulphurization was made; for this the world is indebted to an 54American inventor, Nathaniel Hayward of Woburn, Mass.
This substance, or rather, compounds of it, is now manufactured into so many articles of beauty and usefulness, that it forms an object of no small wonder to witness the rapidity with which such manufactures have sprung into existence.
The following description of the India-Rubber tree and its fruit is given by Chevalier D. Claussen, inventor of the flax cotton. He says that in the course of his travels in South America, he had occasion to notice the different trees which produce the India-rubber, and of which the Hancornia speciosa is one. It grows on the high plateaux of South America, between the tenth and twentieth degrees of latitude south, at a height of from three to five thousand feet above the level of the sea. It is of the family of the Sapotacæ, the same to which belongs the tree which produces gutta-percha. It bears a fruit, in form, not unlike a bergamot pear, and full of a milky juice, which is liquid India-rubber. To be eatable, the fruit must be kept two or three weeks after being gathered, in which time all the India-rubber disappears, or is converted into sugar, and is then in taste one of the most delicious fruits known, and regarded by the Brazilians (who call it Mangava) as superior to all other fruits of their country. The change of India-rubber into sugar, led him to suppose that gutta-percha, India-rubber, and similar compounds contained starch. He therefore tried to mix it with resinous or oily substances, in combination with tannin, and succeeded 55in making compounds which can be mixed in all proportions with gutta-percha or India-rubber without altering their characters. By the foregoing it will be understood that a great number of compounds of the gutta-percha and India-rubber class may be formed by mixing starch, gluten, or flour with tannin and resinous or oily substances. By mixing some of these compounds with gutta-percha or India-rubber, he can so increase its hardness that it will be like horn, and may be used as shields to protect the soldiers from the effect of the Minie balls, and some of these compounds in combination with iron, may be useful in floating batteries and many other purposes, such as covering the electric telegraph wires, imitation of wood, ship-building, &c.
A description of the various uses to which India-rubber is applied, will be found exceedingly interesting and instructive. The English have thus far succeeded more perfectly, or rather more generally in their application of it, than we, although since 1856, rapid strides have been made in perfecting the manufacture of the various fabrics in which it is used in our country, especially New England. It must not be forgotten that to an American is due the discovery of the process of sulphurization, which discovery immediately gave a new value, and a new impulse to the application of this wonderful product of the forests of South America.
The following account of the various uses to which India-rubber is applied, is taken principally from English sources, and refers to the manufactures of that country.
The India-rubber, or caoutchouc, now imported to the enormous extent of six or seven hundred thousand pounds annually, reaches this country in masses of varied shape, but mostly of a dark color. In its imported state it is used for very few purposes; considerable modifications being necessary for its adaptation to practical service. It requires to be transformed into cakes, or sheets, or tissues, or tubes, or solutions, preparatory to its ultimate use; and this transformation requires operations of a somewhat peculiar kind, owing to the necessity of rendering the whole mass homogeneous in substance.
The bottles, and masses, and fragments, as imported, have much inequality in texture, and are, moreover, contaminated with much dirt and refuse. To separate these, the India-rubber is first cut into very small fragments, and then steeped in warm water, by which the dirt is precipitated. The fragments are dried, and are then thrown into a kind of kneading machine, where immense pressure is employed to bring them to one homogeneous mass. The India-rubber, though put in cold, becomes so hot by the agitation that it could not be safely touched by the hand; it is necessary to supply the machine with cold water, which is made nearly to boil by the caloric driven out of the elastic mass. So thoroughly is the mass pressed, rolled, pricked, cut, and kneaded, by the severe turmoil which it undergoes, that all dirt, air, water and steam are expelled, and it presents the appearance of a dark colored, uniform, smooth mass. It is put into cast iron moulds of great strength, and brought, by 57hydraulic or screw pressure, to the form of blocks, slabs, or cylinders, according to the purpose to which it is to be applied.
The manufacture of the Mackintosh cloth is a singular one. The material is merely two layers of cotton cemented with liquid India-rubber; but the junction is so well effected, that the three become to all intents and purposes one. The stout and well-woven cloth is coiled upon a horizontal beam, like the yarn beam of a loom; and from this it is stretched out in a tight state and a nearly horizontal position. A layer of liquid or rather paste-like solution is applied with a spatula, to a considerable thickness, and the cloth is drawn under a knife edge, which scrapes the solution and diffuses it equally over every part of the cloth, which may be thirty or forty yards long. The cloth is then extended out on a horizontal framework to dry; and, when dried, a second coating is applied in a similar way; and a third and fourth may be similarly applied if necessary. Two pieces, thus coated, are next placed face to face with great care, to prevent creasing or distortion; and, being passed between two smooth wooden rollers, they are so thoroughly pressed as to be made to unite durably and permanently. Cloth, thus cemented and doubled and dried, may be cut and made into garments which will bear many a rough trial, and many a deluging before rain or water can penetrate.
It is as a sheet and as a thread that India-rubber meets its most extensive application; and both of these are made by cutting from the blocks and slabs. A block is cut into sheets by an ingenious machine, in which a sharp knife-edge has a rapid vibratory motion in a horizontal plane, so adjusted as to cut a thin film from a block of India-rubber supplied to it by a steady motion. The knife requires to be kept cool by a flow of water, or it would adhere to the India-rubber. In this way thin sheets may be cut, or thicker sheets from which stationers’ India-rubber may be obtained, or sheets of any thickness, great or small, according to the purposes required.
The separation of the material into shreds or narrow strips is a very pretty operation, exhibiting much nicety of manipulation. A continuous strip may be cut from a bottle or any other curved mass of the India-rubber. The bottom of the bottle is cut off, and is pressed into a round and tolerably flat form. The cake thus fashioned is fixed to the end of the horizontal shaft, or lathe-axis, and is made to revolve with great rapidity; and while so rotating, a circular knife, rotating at high speed, cuts through the substance, and advances steadily towards the centre of the disc; thereby separating the disc or cake into one continuous spiral thread. This thread can be easily drawn out straightly, and can even be separated into two or more finer threads, by drawing it through a hole where one or more sharp-cutting edges encounter it. If a bottle or any other hollow piece of India-rubber can be drawn over a cylinder of 59uniform diameter, it may be cut into a continuous thread, by a modification of the same machine; the cylinder being made to revolve, a steel cutter is placed against it, and as the cylinder has a slow longitudinal motion given it, the gum is cut spirally from end to end—just on the same principle as a worm or thread is cut on a bit of iron by the screw-cutting machine. Machines of this kind were invented in France more than twenty years ago; but the machines used in our own country are of English invention and of later date.
When once it was discovered that India-rubber may be dissolved in petroleum, in naptha, or in oil of turpentine, it was speedily seen that a new and extensive sphere of utility was given to it. The coarsest pieces, as imported, the waste from the kneading operations, and the parings and cuttings from other manufacturing operations, are placed in a close iron vessel, to which the liquid solvent is added. A brisk agitation is kept up, and the heat thereby generated in the elastic gum warms the liquid and increases its solvent power, until at length the whole of the gum is dissolved. This operation is conducted on a somewhat extensive scale; for the iron vessel is large enough to contain more than half a ton of India-rubber, which requires three days of constant agitation for complete solution. The liquid thus produced has a consistency which fits it to be used as a varnish, or as a water-proofing medium, or as a cement, or for many other purposes 60which the sagacity and self-interest of manufacturers have enabled them to discover.
If we glance among the stores of the India-rubber manufacturers and retailers at the present day, we find the braids and cords, webs and bands, form no inconsiderable portion of the wares exposed for sale. These, in most cases, require that the India-rubber should be first made into blocks or cakes, next cut into sheets, and then separated into threads, or cords, or narrow strips. Supposing these preliminary cuttings to be effected, the making of braids and webs is exceedingly curious, for it involves a combination of the India-rubber with other materials. Let us briefly trace the processes. In the first place, the narrow cords are stretched by a kind of wheel, and kept extended till nearly deprived of their elasticity, and till they form a thread of the desired thickness. The thread is then put into a braiding machine which is a complicated and very ingenious apparatus, whereby a sheathing of cotton, silk, flax, or worsted, is wound round the India-rubber thread. In such a machine several threads are twisted round each other, from three to nearly thirty in number; each thread has its own bobbin, and all the bobbins revolve round a common centre, giving out their threads in the proportions and order required. Generally speaking, the braiding machine is employed in making stay-laces, braid, upholsterers’ cord, &c.; but it is also applicable to making the numerous elastic cords and webs which owe their elasticity to India-rubber. 61When an envelope of cotton, silk, flax, or worsted, has been given to the thread of India-rubber by the braiding machine, the threads are laid as warp in a loom, and woven into the required kind of web, whatever it may be. Then comes a curious development of the properties of the material; in the preliminary stretching, the India-rubber was made somewhat stiff and unyielding; but by now exposing it to the action of a hot smoothing iron upon a table, the elasticity is restored, the riband or web contracts in length, and the sheathing or envelope corrugates or wrinkles up on the surface. The web thus produced is very soft and elastic. The warp threads may be alternated with others of non-elastic character; and the weft-threads may be either elastic or non-elastic, so that any desired degree of elasticity may be obtained.
Why a piece of India-rubber, when it has been somewhat modified by heat and chemical action, should be deemed vulcanized, it is for the inventor to say. Let us take the name simply as an expression of a fact, that fire or heat has been brought to bear upon this substance as a means of affecting its qualities. The method was invented by Mr. Hancock seven or eight years ago, and it has been the means of giving a wide extension to the use of India-rubber.
This vulcanized India-rubber is in fact a compound of sulphur with the vegetable gum. When a sheet of India-rubber is immersed in liquid sulphur, a 62marked change takes place in its qualities; the sulphur acts upon the gum and combines with it; and indeed the two may almost be said to form a new substance. The methods by which the combination is brought about are varied, but the effect is in all cases very remarkable. The strength of the India-rubber is increased to an extraordinary degree. The elasticity is rendered more permanent, analogous in some respects to that of gutta-percha. The new substance will absorb essential oils without injury, whereas such oils would dissolve India-rubber. It retains its properties at a temperature so low that India-rubber would be too much hardened for use; and at a temperature so high that India-rubber would be destroyed. Later experimenters have found that antimony, and many other substances, may similarly be combined with India-rubber; and it is reasonable to expect that many useful novelties are in use for us in this “vulcanized” rubber.
Much ignorance exists in relation to the intrinsic merits of gutta-percha and India-rubber. It is generally supposed that there is so little difference that it is hardly perceptible, and that the one or the other may be used for the same purposes, with the same results. In order to correct this impression and convey an intelligent idea of their relative properties, we here give an analysis of the two gums:
Gutta-percha when immersed in boiling water contracts considerably in bulk, whilst India rubber, when 63immersed in boiling water, expands and very materially increases in bulk. Gutta-percha juice also is of a dark brown color, and consolidates in a few moments after exuding from the tree, when it becomes about as hard as wood. India-rubber sap, on the contrary, is perfectly white, and of about the consistency of thick cream; when it coagulates it gives from four to six parts water out of ten. Gutta-percha first treated with water, alcohol, and ether, and then dissolved with spirits of turpentine and precipitated, yields a substance consistent with the common properties of gutta-percha; but India-rubber similarly treated, results in a substance resembling in appearance the gum arabic. Gutta-percha by distillation yields 57⅔ per cent. of volatile matter; India-rubber by the same process, yields 85¾ per cent.
India-rubber, or caoutchouc, is produced from a milk-white sap taken chiefly from the Sephonca Cahuca tree, afterwards coagulated, and the whey pressed out or dried off by heat—the residue is the India-rubber of commerce.
Gutta-percha is produced from the Isonandra, or Gutta tree; is of a brownish color, and when exposed to air, soon solidifies, and forms the gutta-percha of commerce.
India-rubber of commerce, is of a soft, gummy nature, not very tenacious, and astonishingly elastic.
Gutta-percha of commerce is a fibrous material, much resembling the inner coating of white oak bark, is extremely tenacious, and without elasticity, or much flexibility.
India-rubber, when once reduced to a liquid state 64by heat, appears like tar, and is unfit for further manufacture.
Gutta-percha may be melted and cooled any number of times, without injury for future manufacture.
India-rubber, by coming in contact with oil or other fatty substances, is soon decomposed and ruined for future use.
Gutta-percha is not injured by coming in contact with oil or other fatty substances—in fact one good use of it is for oil cans.
India-rubber is soon ruined for future use, if brought in contact with sulphuric, muriatic, and other acids.
Gutta-percha resists the action of sulphuric, muriatic, and nearly all other acids—in fact one great use of it is for acid vats, &c., and other vessels for holding acids.
India-rubber is a conductor of heat, cold and electricity.
Gutta-percha is a non-conductor of electricity, as well as of heat and cold.
India-rubber, in its crude state, when exposed to the action of boiling water, increases in bulk, does not lose its elastic properties, and cannot be moulded.
Gutta-percha, in its crude state, when exposed to the action of boiling water, contracts and becomes soft like dough or paste, and may then be moulded to any shape—which shape it will retain when cool.
India-rubber is vulcanized to reduce its elasticity and give it more firmness than is natural to the crude material.
65India-rubber, vulcanized, is not so perfectly a repellent of water, as before being vulcanized.
India-rubber is not a perfect repellent of water, but is more or less absorbent, according to quality.
Gutta-percha has an exceedingly fine grain, and its oily property makes it a perfect repellent of liquids, oils, acids, and all oleaginous substances, so that when united to tanned leather, the oil in the leather will not affect the adhesive properties of the gutta-percha. Whereas oil in leather will decompose any India-rubber cement that may be applied to it.
Pure gutta-percha is without smell or disagreeable odor, and whenever it is found to produce any but a perfectly sweet odor, it arises from its impurities, and may be regarded as a test of its quality.
India-rubber when vulcanized has an odor about it very disagreeable. It will decompose, become sticky like tar, and much of it becomes entirely useless. It is vulcanized to reduce its elasticity and give it more firmness than is natural to the crude material, and when exposed to friction, even after vulcanization, it rolls up a dirty, sticky mass.
The foregoing analysis is so simple and clear, that the attentive reader will at once comprehend the natural as well as chemical differences existing in gutta-percha and India-rubber, being not only chemically, but mechanically and commercially different.
In the preparation of the leather for outer soles, after it has been stripped up in the common form, remove all the loose flesh by skiving or splitting, or any other process. The stock should be thoroughly dry. Then raise a thick and even fibre on the flesh side, (remembering always, that the adhesive quality is in proportion to the thickness of the fibre) with a common card or rasp, or other convenient tool. The cement should be applied hot, with a coarse paint brush, as evenly as possible, then expose the leather to dry air a day or two, in order to allow the solvent to evaporate. If the first coat is too thin, apply a second in the same manner, until the leather is well coated. Then the leather should be again exposed, as before, until completely dry. It may then be wet in water, in the usual form, until properly tempered or prepared. The leather is then in a condition to be rolled, or hammered. If hammered it should be first cut up into soles. If rolled it may be placed in a cutting machine, and cut up in the usual form. 67Sole leather is cut to the best advantage by hands with the proper patterns, or “dies.” After the soles are properly rounded to the desired pattern, for all thin edged work the cement should be featheredged, from the edge of the sole at a proper distance, in order to secure a good finish. This process prevents the cement from adhering or sticking to the upper, when the sole is pressed on.
After they have been properly fitted, ready for use as in the common form, the parts should be dried and a thick fibre raised, as before described for the outer sole, only that a fibre should be raised on both sides, as will be readily understood. Cement on both sides. This process may be done before cutting into soles or lifts, at the option of the manufacturer.
Cut from thin leather skirting or shavings. After properly fitting to the pattern or last, the edges of the in-sole should be reduced to a proper thickness. A strong fibre should be raised on the side on which the cement is to be applied, the stock being previously dry. Then cement as before. One coat is sufficient if the cement is thick. If not, spread again upon the edge, as that portion of the sole should receive the thickest coating, for the purpose of holding, with great firmness the linings or upper, when lasted, as the shoe may require.
After properly fitting and drying, cement on both sides of the lower edges, corresponding to the cemented portion of the lining or “upper.”
First cement the linings on both sides entirely around, as far as they are to be drawn over the edge of the last. Then cement inside of upper, to correspond with the cemented portion of the linings. Place them in position for drying, so that the cement shall not be brought in contact with any other part of the upper. In order to facilitate the cementing process, the uppers or linings, may be so packed or placed, the one upon the other, that large quantities may be cemented at the same time. This should be done before binding.
The linings, (if any are used), should be cemented as described for the cloth shoe. The inside of the leather portion or parts of the upper should be made as fibrous as possible. Then apply the cement as described for linings. When fully dry they are ready for lasting.
The process of lasting is simple and may be done with great despatch, when all parts of the stock composing the shoe or boot are properly prepared, according 69to instructions. Tack the in-sole on the last, place it in the “Improved Heater,” or other drying apparatus, the heat being about 160° Fahrenheit, in which place the counter or stiffening. Allow it to remain in for two or three minutes, until the cement has softened somewhat. At the same time place the upper inside, or on the top of the “Heater.” Heat carefully, but slightly, until the cement becomes tacky. Then tack the inner sole on the last, on which place the upper. Last over the linings, put on the counter, press over evenly, then draw the upper over neatly and smoothly to its proper position. Great care must be observed in lasting over the lining or upper, to remove all unevenness. On cloth uppers, all the superfluous stock around the heel and toe, may be removed with scissors, on leather uppers with a knife in the usual form. At the same time press, rub, or hammer each part that it may be retained firmly and evenly in its proper position. If the uppers are small, tacks may be used to hold each part in its place. In such cases, do not remove the tacks until the cement is cold. If during the operation of lasting, the cemented surfaces become too cool to stick firmly, heat again over the “Heater.” Then hammer the parts lightly. The lasting thus prepared, (if wholly of cloth) are now ready for the cement. If the upper is part leather, the leather portion that is drawn over the edge of the last, must have its grain or enamelled surface removed as in Patent leather. This outer surface should be very carefully removed with a rasp or knife. A rasp is preferred as it leaves a desirable fibre. The grain thus removed should extend no farther than the 70edge of the inner sole. The shoe is now ready for the cement.
The cement should be spread on the inner sole, and the edges of the upper that are lasted over, smoothly and evenly, to the edge of the in-sole, and no farther. Place the shoe or boot to dry in such a position as shall prevent the cement from running, or spreading over other portions of the shoe. One coat of thick cement is usually sufficient. But thick cloth of various descriptions, as Felting, Pilot cloth, etc., will require a double coating. Also some kinds of leather, as buckskin, it being very porous on its surface. All the fibres should be fully saturated with the cement; the solvent of the cement should be entirely dried out, or evaporated, before putting on the outer sole. If the solvent is not entirely removed the cementation soon decomposes. The drying process is all-important.
First it must be remembered, that all heavy or thick soles should be first wet in warm water, thus softening them, so that they can be easily formed to the shoe. Then wipe dry from the cemented surface, place them in the “Heater,” (or other suitable heating oven,) with the other portions of the stock that are required in the construction of the shoe or boot. Place the shoe upon the “Heater” allowing it to remain only long enough to melt the cement; then if the shoe be a “spring heel,” place it 71(the heel) upon the shoe. If for a double sole, place the middle sole in its place, then the outer sole. Hammer and rub down firmly, so as to exclude all the air. Keep them in this condition by wetting slightly with cold water, with a sponge, until they are firmly united and cold. Thin stock does not require wetting. This being done, the shoes are ready for the finisher. The finisher may wet the soles by soaking them in cold water, providing the upper stock is not injured thereby, as would be the case in bronzed or delicate stock. In such cases let them be carefully wet with a sponge. They can then be finished in the desired style.
[☞ By using due care, and following the directions as laid down, any style of boot or shoe may be put together, from the coarsest brogan, to the finest kid stock of any color, enamelled leather, in short, all classes of stock without any damage to any portion thereof. Also all kinds of cloth, from the coarsest Felting or Pilot cloth, to the finest and most delicate satins. All may be made in a superior style without the least defect.]
Sometimes by accident, there is seen some cement pressed out, adhering to the upper, caused by fitting the sole too full, or pressing over too far. In such cases it can be readily removed after the sole has been properly wet, by the use of a thick knife. Its edges must be round and smooth so that it will not cut or mar the upper. Warm the knife sufficiently to soften the cement, then the outer sole may be set off from the upper at a proper distance, sufficiently to pare the edge neatly in finishing.
Caution.—Great care must be used in the use of 72the warm knife. If too hot, it burns the leather upper. The finisher will soon learn the precise heat required.
Having given full instructions concerning the manufacture of the gutta-percha cemented shoe, we will now proceed to the process of repairing every description of boots and shoes, pegged, sewed, or cemented. A discovery of great practical importance involving cheapness, lightness, quickness and wonderful durability, rendering them water-proof on the sole, thus affording a protection against wet, or dampness to the most delicate shoe; an invaluable consideration when we remember that the primary cause of nine-tenths of the colds that are experienced, arise from damp or wet feet, which cannot be prevented by the old process. Every considerate mind must acknowledge the great advantage thus gained by the water-proof sole. The sole thus prepared being a non-conductor of heat, the shoe retains its warmth, no matter how damp or cold the surface of the earth may be. Shoes or boots thus prepared may be emphatically denominated “health preservers.”
First to prepare leather taps, fit them in the usual manner, by “skiving” or shaving off the proper portions of the sole or tap to the desired thinness. The stock being perfectly dry, next raise a thick fibre, and cement as before described, for outer soles, As a rule the cement will dry in the space of an hour, or even in much less time, if desired.
Shave off the various portions in the usual manner of repairing. The soles should be clean and dry. Now raise a strong fibre, with a rasp or card, then cement the loose or broken parts of the old sole, if any, fully. When dry, the sole or tap being in the same condition of dryness, properly heat them in the “Heater,” as described for putting on the outer sole. Hammer and rub them so that the tap shall unite firmly to the shoe. Let them remain until cool, say from four to six minutes. Then wet and finish as before described. It is desirable to have a quantity of taps on hand, ready for use when wanted. Stock thus prepared will be sure to adhere, if properly put on, until worn off, unless removed by improper exposure to heat.
Boots or shoes made, or repaired by this process, are made to be worn, not roasted and burnt, as is too often the case, by the reckless and imprudent. The feet may be warmed as thoroughly, and even more so, with the gutta-percha cemented shoe, as with the common pegged or sewed shoe. Yet care must be used not to heat the shoe to the injury of the leather. Persons wearing these shoes will soon learn that they seldom require to be warmed, as the soles retain the heat much longer than the common shoe. Hence, whenever it becomes necessary to warm the feet, much less heat is required, and less time in warming them.
Repairers of the gutta-percha cemented shoes will soon find that gutta-percha for a cement, is far superior to the old method, for all kinds of repairing. All the thin stock or bits of leather can be cemented for taps, lifts, counters, or for any other purpose, and worked up to the best advantage to all concerned. He can apply leather, or sheet gutta-percha for soles or taps, of any thickness desired.
Various compounds of fibrous substances can be used and made by mixing and grinding gutta-percha with the following substances, between heated rollers.
Artificial leather may be made by rolling and mixing saw-dust of any kind, or other fibrous substance, with gutta-percha, as chopped tow, flax, juto, cotton waste, etc., etc. Take maple saw-dust, two parts, gutta-percha one part. This compound thus prepared, will resemble oak-tanned leather. For the gutta-percha cemented shoe, this leather is considered as being far superior to any leather in use, being more durable, and leaving no waste, as all scraps can be again mixed and rolled as at first. The more it is mixed and rolled the better it becomes. Mahogany saw-dust, or other red-wood saw-dust, mixed and prepared as before, will produce an article resembling red sole leather, or hemlock tanned.
For repairing shoes, these compounds, or artificial leather, is superior to common leather, as it can be moulded and heated and applied at once, without the preparation required in common leather. It is, 75therefore, simply to heat and apply, as the gutta-percha is thoroughly mixed and ready for use; or it may be moulded into heels, in a solid form, and then applied.
Take two parts gutta-percha, one part sand, ground flint or granite, mix them well by passing between heated rollers. It is now ready to be moulded into heels, and will produce an article of wonderful durability. The compounds may be varied to suit the fancy of the manufacturer. The proportions may be varied by mixing a portion of saw-dust, or other fibrous substance. Heels thus made are exceedingly cheap, and will out-wear the firmest leather.
It will now be observed, that we have processes for the manufacturing of a purely vegetable leather, far superior to any other, at one-third the price—which will not decompose in any latitude, and is not affected by atmospheric changes—is perfectly sweet, and may be worn at any time, through heat or cold, wet or dry—through acids or oily combinations, with entire safety.
May be made by the same process as the artificial leather, and rolled to any required thickness. These compounds make the best counters for all kinds of cemented boots and shoes, as they are water proof, and easily fitted and moulded to the shoe, after being properly warmed in the “Heater.” 76Old sail cloth, or cotton fabrics of every description, that may have become useless for any other purpose, make good in-soles, by rolling thereon a thin sheet of gutta-percha, and may be combined to any required thickness. Gutta-percha may be applied to all kinds of pasteboard, straw-board, coarse paper or cloth, thus forming a cheap and convenient water-proofing. This may be done by simply spreading the warm gutta-percha upon its surfaces. After the cement has been submitted to a drying process of a few hours, it should then be subjected to a heat of about 180° for the space of five minutes. This process completely expels the solvent, at the same time causes the cement to penetrate the substance upon which it is spread. This material for linings and coverings of boxes, or boxes made of heavy coarse paper thus prepared for packing boots and shoes, all kinds of fine goods, medicines, vegetable compounds, highly finished tools, etc., may be thus shipped on long voyages, and subjected to damp, mildew, and decomposition, with the utmost safety. Edges of boxes may be cemented together with gutta-percha by a warm iron, precisely like the soldering process.
Common paper boxes may be made water-proof by the process just described.
The cloth or paper thus prepared, forms an excellent water-proof lining for trunks, valises, or chests.
Stout cloth thus prepared may be made into tubes for conveying water to all parts of the house, or from the spring to the house. Water thus conducted remains as pure and sweet as when taken from the 77spring, and the tube is literally indestructible by all ordinary agencies.
Excellent speaking tubes may be thus prepared at a trifling expense.
Gutta-percha may be mixed and ground together with almost an endless variety of substances, which substances are usually regarded as of little or no value in themselves; but being combined with gutta-percha, are thus transformed into valuable articles of mechanical manufacture. Much of the gutta-percha which is introduced into the market is nothing but a mixture of dirt, bark, and mineral substances, which entirely destroy its value. Great care should therefore be observed in its selection, as its purity makes its value.
Gutta-percha must be mixed or combined with what may be denominated imperishable substances, or substances which the gutta-percha renders imperishable.
In many of its combinations found in commerce, it is entirely destroyed and the manufactured article made worthless. In very many instances which have come to our knowledge, boots and shoes have been thus rendered of little or no value, and were justly returned to the manufacturers. Kid and leather shoes, with baked or burnt upper stock, and combinations of rubber cement, rot or decompose the fibres of all cloth or leather to which it is applied that contains any oleaginous substances. Thus kid and leather shoes, with baked or burnt upper stock, and combinations of RUBBER cement, which rot or decompose 78the fibres of all cloth or leather, which contain any oleaginous substance to which it is applied, have been thrown upon the market, thus producing a prejudice in some minds, and destroying confidence in their utility.
In England and France, where the use of gutta-percha is better understood and appreciated, it has been used in its application to shoes for several years. Gutta-percha soles are prepared to suit the various sizes of boots or shoes, and are thus sold in packages. Prepared cement in small boxes with directions is an article generally for sale. Thus any person can mend his shoes without the aid of the cobbler. The process is exceedingly simple, the sole requiring only to be warmed and pressed upon the shoe with the hand.
Thousands are thus enabled, especially in the manufacturing districts of those large commercial centres, to mend their own shoes at less than one-half the usual cost, and in a much superior manner. Foreigners, on arriving in this country, are greatly surprised at our lack of enterprise in this direction, and loudly call for the gutta-percha taps, especially after using the miserable, half-tanned, and poorly made, sewed or pegged trash, which is so abundant, quantities of which are sent to our Southern and Western markets. This is well illustrated by the anecdote of a Southern negro, who, having worn a pair of these cheap, roughly-constructed brogans, and finding them falling to pieces, said to his master, “What make these shoes come to pieces so soon?” “Why,” said the master, in reply, “those shoes grow at the East on trees.” “Is dat it, massa; well, den dese was picked before dey was ripe.”
It is well known to all shoe manufacturers, that great difficulty and trouble is constantly arising for the lack of some standard system of measurement, which shall enable the workman who is dependent simply upon his own unaided labors for a livelihood, or the manufacturer who employs many “hands,” to cut out their own patterns. As it now is, there are “pattern cutters” to whom the workman must apply for his sizes and patterns, thereby subjecting him to expense and loss of time. In order that all obstacles of that nature may be obviated and a reliable system or plan of cutting patterns be introduced, we herewith submit a system for cutting diagrams, or patterns of boots and shoes. The plan is simple, scientific, correct. For those whose experience has been limited, this method will be a perfect key to the mysteries of pattern cutting. The great desideratum with all boot and shoe makers, is to construct a neat, comfortable, well-fitting boot or shoe, so that 80in all cases they shall fit the foot. This can only be done by having the last made to fit the foot properly, and the upper cut to fit the last. Boots and shoes are usually cut, and lasts are made, to suit the eye, the fancy, whims, or traditions of manufacturers, as they are the responsible parties, as from them all “orders” emanate. Ask the manufacturer why the lasts are made crooked on the bottom—why hollow the shanks equally on both sides—why make a hollow on the outside of the last affect a fulness on the foot—why make the inner ball straight, when in the foot it is always round. No satisfactory answer can be given. Are these unnatural deformities required to make a well fitting boot or shoe? Why not make the last the natural shape, and let the shank remain firm and solid? If the last is made in perfect conformity to the foot, all parts of the boot or shoe would then remain in their proper positions, natural and easy to the foot. So far as our observation extends, there is no established principle in constructing lasts, as there is no conformity as a general thing, to the shape of the foot. This fault does not attach to the last maker, but to those who order them.
As a rule, we may say, all lasts should be made nearly straight on the bottom. The ball on both sides should be equally distant from a longitudinal line drawn from the centre of the toes to the centre of the heel.
As the foot indicates, the inner shank should be formed by rounding it from behind the large toe ball, and near it and forward to the heel seat, and two-thirds 81across it, passing the centre of the last, leaving the outside shank full and properly rounded to fit the foot. All parts of the last should conform to the shape and thickness of the foot. For ladies’ lasts, the spring of the toes and bottom of the last should be so concave as to give perfect ease and rest to the foot when standing, as seen in Fig. No. 1. No. 2. represents a last in common use; the upward course from the centre of the heel to the back portion of the heel, places it on an inclined plane, thus always pressing the foot forward, and pinching the toes, until from continuous pressure, the heel seat gives way and the stitches or pegs start at every step. For ladies’ high-heeled boots, see Fig. No. 3. By the horizontal and perpendicular line of the last, as represented, the foot is at rest. The slight curve prevents the foot from pressing forward, at the same time the elastic takes its proper position, thus allowing the boot to be drawn on with ease, and to be worn with comfort.
No. 4. represents a boot once very much in use, and even at the present, frequently seen. The wearer stands and walks, it will be observed, upon an inclined plane.
86Every step presses the foot forward, causing the shoe to slip up at the heel, and always crowding the front portion of the foot and toes into a most uncomfortable position. Thus causing great pressure on the upper portion of the foot; if the foot is of a side-lace cut, the lacings are strained, torn, or broken by the continued efforts of the foot to bring the upper, and sole, to the natural position of the foot. Shoes thus cut, and made on such lasts are almost invariably bent in the shank in order to conceal the ignorance of the manufacturer or designer. But the foot is sure to betray the deformity of the last and the cut of the uppers. Boots and shoes thus made are literally spoiled, unless the wearer can keep the ankle back to an angle of forty or forty-five degrees, which is the position of the foot when thrown forward, while in a sitting position.
No. 5. represents a side view of a lady’s last for high-heeled boots, and its block. The blocks are changed to give any desired fulness on the same lasts. The blocks are represented in Nos. 1, 2, 3. Mr. John Kimball first invented and introduced them to the public in 1827. Since that period they have continued in general use, giving the most perfect satisfaction both in style and comfort. The practical utility of Mr. Kimball’s system is of the highest importance to the shoe dealer and manufacturer. It is equally clear that the same system should be adopted for mens’ and boys’ lasts so as to indicate the dimensions of boots or shoes by the use of a single letter of the alphabet. The mechanical part of the above mentioned system has been performed in a very faithful and workman-like manner by Mr. Joshua Hitchings, of Boston, Mass. The letters used by Mr. Kimball to indicate the width of soles and lasts are, A B C D E F. If a wider last is wanted it would be called G.
88In taking the measures of the foot, the tailors’ tape is the best, as it is non-elastic. Great care should always be used in taking measurements. In taking the length of the foot, it should rest evenly upon the size-stick, the weight of the body being about equal in its position. In taking the measure for the heel, place the end of the tape on the curve of the instep, and pass it around the end of the heel back to the centre or starting point; then place the end of the tape about three-fourths of an inch forward of the curve of the instep, pass it over the prominence of the foot, entirely around it; next place the tape on the ball of the large toe, pass it over the ball of the small toe around to starting point. These are the common measurements. Sometimes deformities of the foot require variations on account of corns, etc.
For children, and youths, cut and fit them up full to the measure, and in some cases fuller. For boys and misses, fit full. For ladies fit closely, and be guided by the foot, rather than the fashion, or what is termed “style;” fit the heel full, the instep half an inch less than the measure, and most of the other measures one-quarter of an inch less. For Oxfordties, fit them one-quarter of an inch less than measure; the same for shoes with long quarters. For short quarters, as brogans, &c., fit over the instep full in order to produce ease. For coarse boots fit up full to all parts of the measure; for kip boots if thin, one-quarter of an inch less than the measure, but in all cases be guided by the hardness and thickness of the upper. In gentlemen’s fine boots, for all parts, let taste and fashion be your guide in length, toes, &c. Fit the heel up full to the measure, and all other parts snugly to the foot; be guided by flexibility 89or hardness of the foot, making all due allowance for tender parts, corns, callouses, or rolling of the small toes, and fulness of great toe joints, by fitting a piece on the last in the proper position and shape, to correspond to the variations as above.
Opinions concerning the cutting of boots are very numerous. There seems to be little or no uniformity in the system of cutting. Mr. S. C. Shire, of Bloomsbury, Pa., received a patent for a boot-drafting, cutting, blocking machine, which patent bears date August 14th, 1847. It has received the approbation of the Southern and Western manufacturers, and has been adopted as a guide by them. Many of our own manufacturers have also adopted it. It operates with ease and accuracy, and is easily adjusted to any size.
As the process of boot cutting is very simple, many manufacturers cut by the eye. The apparatus alluded to will assist all who are commencing the business. Have the last agree with the foot in every part, then cut the boot-upper to fit the last, so that in lasting, it will come over the last easily and smoothly without straining, as all such pressure is an actual damage to the boot. Most boot-uppers are not crimped but jammed and crushed into their position. The crimping is of great importance and should be done with care. The crimp should agree in its form to the last in all its upper curves; then, when cut properly and fitted, it will last over smoothly and all parts will adapt themselves to their proper position, thereby preventing all friction, which is the origin of corns, 90and the various diseases of the foot. It is absolutely necessary that the measures be taken with great accuracy, and the last fit the measure, and the boot cut to fit the last, and all parts of the work done well, then the wearer will enjoy the luxury of a closely fitting boot, without any of the painful results which are usually consequent upon wearing new boots. The great secret of the ease, comfort, and elegance of a French boot is its perfect conformity to nature. The style of a boot is simply a matter of fancy. The boot-trees should more nearly imitate the natural limb, and not present that extreme swelled appearance, as many do, thus causing the side seam to burst out. Make the top of the boot leg slightly larger than the heel measurement as a general rule, and add to or diminish from it, as the instep is high or low. In some cases of high instep more room is wanted, consequently more leather in the instep; this is obtained by cutting the upper fuller at the bottom.
All lasts should be made with blocks, and high combs, for all kinds of boots or shoes, as thus the uppers are kept smooth, in good shape, and clean.
There is much confusion in the length of boots and shoes. This is caused by the manufacturers using the size sticks in common use, which are incorrect. Thus shoes marked fives, are made on a four and a half last; a five last should be made just ten inches long, and all below that should vary just one-third of an inch to each size, and all sizes above five should be subject to the same variation.
| 91 | ||||
| WOMEN’S LASTS. | ||||
| Marked | 2 | is | 9 | inches long. |
| Marked | 3 | 9⅓ | inches long | |
| Marked | 4 | 9⅔ | inches long | |
| Marked | 5 | 10 | inches long | |
| Marked | 6 | 10⅓ | inches long | |
| Marked | 7 | 10⅔ | inches long | |
| Marked | 8 | 11 | inches long | |
| BOYS’ LASTS. | ||||
| Marked | 1 | is | 8⅔ | inches long. |
| Marked | 2 | 9 | inches long | |
| Marked | 3 | 9⅓ | inches long | |
| Marked | 4 | 9⅔ | inches long | |
| Marked | 5 | 10 | inches long | |
| MEN’S LASTS. | ||||
| Marked | 5 | is | 10 | inches long. |
| Marked | 6 | 10⅓ | inches long | |
| Marked | 7 | 10⅔ | inches long | |
| Marked | 11 | 12 | inches long | |
| Marked | 12 | 12⅓ | inches long | |
| Marked | 13 | 12⅔ | inches long | |
| Marked | 14 | 13 | inches long | |
The width of mens’ lasts on the bottom, vary one-twelfth of an inch for each size, and three-twelfths of an inch over the instep for each size. A man’s ten last of a good fulness measures across the ball three and three-eighths inches; across the heel two and five-eighths, and in the same proportions of fulness; the five’s last measure across the ball three inches, and the heel two and three-eighths, and the same proportions of fulness should for a ten’s last, girt ten and one-half inches over the instep, and the five’s should girt nine and one-quarter inches. A ten’s vamp for men’s Oxford-tie, measures across its extreme points, nine inches; five’s vamp, eight inches. Draw a line across from one extreme point to the other, and six and seven-eighths inches of that line will give the length for the ten’s vamp, and six inches will give the length for the five’s vamp. Five and one-half inches will be the proper length for the base line of a ten’s quarter; five inches for the five’s quarter; 92the quarter at the back of a ten’s upper is three and one-half inches high; the five’s quarter is three and one-sixteenth inches high. Draw a line from the front point of the quarter, to the top of the heel line on the quarter, and eight and one-quarter inches gives its length, and seven and one-quarter the length for the five’s; the front base line for the ten’s is three and three-eighths of an inch long, the five’s three inches long. Draw a line perpendicular from the base of the ten’s quarter to the top point, and five and one-eighths inches will give its height; four and five-eighths will be the height for the five’s quarter. Draw a line on the upper, after it is closed from the centre of the toes, to the top of the quarter, and also to the heel, and its length will be twelve and seven-eighths. On a ten’s last it is eleven and five-eighths full. The upper when folded and pressed together, will be three and one-half sizes larger than the last.
The width of Mr. Kimball’s seven F last across the ball is three and one-eighth inches; width of heel two and one-sixteenth inches. The A’s seven last across the ball is two and one half-inches, the heel two and three-sixteenths. By this it will be seen that his system for varying the width of his lasts, is one-eighth of an inch for each size across the ball, and one-sixteenth of an inch across the heel. With his three marked C, M, F,[1] &c., you have three degrees of fulness for each last, making it the most convenient system in use. The upper of A. No. 6 ladies’ shoe, should measure eight and five-eighths inches over the highest part of the instep; the No. 2 should 93measure seven and seven-eighths and one-sixteenth, over the same part. In this manner, the variation for each size is one-twelfth of an inch on each side of the vamp; this is the same variation as in the men’s uppers.
1. C—common; M—medium; F—full.
Children and misses shoes can all be arranged on the same system of diagrams. Every Boot and Shoe manufacturer and maker, should have full sets of patterns. By having a pattern of each size and style, there is no waste of time in drafting. The patterns can be easily and correctly altered or varied to meet any emergency that may arise. It is not safe to trust to the eye as it is liable to mistakes.
By following the directions here given, together with the instructions already laid down, any person of common capacity and ordinary ingenuity, can cut a full set of patterns for any description of boot or shoe required.
| MEN’S SIZES. | ||||||
| Size. | Length of foot. | Heel measure. | Over the instep. | |||
|---|---|---|---|---|---|---|
| 6 | 10⅓ | inches. | 12½ | inches. | 9¼ | inches. |
| 7 | 10⅔ | inches. | 12½ | inches. | 9⅜ | inches. |
| 8 | 11 | inches. | 13 | inches. | 9⅜ | inches. |
| 9 | 11⅓ | inches. | 13½ | inches. | 9⅞ | inches. |
| 10 | 11⅔ | inches. | 14 | inches. | 10¼ | inches. |
| 11 | 12 | inches. | 14½ | inches. | 10½ | inches. |
| LADIES’ SIZES. | ||||||
| Size. | Length of foot. | Heel measure. | Over the instep. | |||
| 3 | 9⅓ | inches. | 11¼ | inches. | 8½ | inches. |
| 4 | 9⅔ | inches. | 11½ | inches. | 8¾ | inches. |
| 5 | 10 | inches. | 11⅞ | inches. | 9 | inches. |
| 6 | 10⅓ | inches. | 12 | inches. | 9¼ | inches. |
| 7 | 10⅔ | inches. | 12⅛ | inches. | 9¼ | inches. |
| 94BOYS’ SIZES. | ||||||
| Size. | Length of foot. | Heel measure. | Over the instep. | |||
| 1 | 8⅔ | inches. | 10½ | inches. | 7⅞ | inches. |
| 2 | 9 | inches. | 11¼ | inches. | 8¼ | inches. |
| 3 | 9⅓ | inches. | 11½ | inches. | 8⅞ | inches. |
| 4 | 9⅔ | inches. | 12 | inches. | 8⅝ | inches. |
| 5 | 10 | inches. | 12¼ | inches. | 8⅞ | inches. |
| YOUTHS’ SIZES. | ||||||
| Size. | Length of foot. | Heel measure. | Over the instep. | |||
| 9 | 7 | inches. | 8¾ | inches. | 6½ | inches. |
| 10 | 7⅓ | inches. | 9 | inches. | 6¾ | inches. |
| 11 | 7⅔ | inches. | 9¼ | inches. | 7 | inches. |
| 12 | 8 | inches. | 9½ | inches. | 7¼ | inches. |
| 13 | 8⅓ | inches. | 10 | inches. | 7½ | inches. |
| MISSES LASTS. | ||||||
| Size. | Length of foot. | Heel measure. | Over the instep. | |||
| 10 | 7⅓ | inches. | 10 | inches. | 6⅔ | inches. |
| 11 | 7⅔ | inches. | 10⅓ | inches. | 6⅚ | inches. |
| 12 | 8 | inches. | 10⅔ | inches. | 7 | inches. |
| 13 | 8⅓ | inches. | 11 | inches. | 7⅙ | inches. |
| 1 | 8⅔ | inches. | 11⅓ | inches. | 7⅓ | inches. |
| 2 | 9 | inches. | 11⅔ | inches. | 7½ | inches. |
| C LASTS. | ||||||
| All Children’s Lasts should always be made Block Lasts. | ||||||
| Size. | Length of foot. | Heel measure. | Over the instep. | |||
| 10 | 7⅓ | inches. | 10 | inches. | 6⅔ | inches. |
| 9 | 7 | inches. | 9⅔ | inches. | 6½ | inches. |
| 8 | 6⅔ | inches. | 9⅓ | inches. | 6⅓ | inches. |
| 7 | 6⅓ | inches. | 9 | inches. | 6⅙ | inches. |
| 6 | 6 | inches. | 8⅔ | inches. | 6 | inches. |
| 5 | 5⅔ | inches. | 8⅓ | inches. | 5⅚ | inches. |
| 4 | 5⅓ | inches. | 8 | inches. | 5⅔ | inches. |
| 3 | 5 | inches. | 7⅔ | inches. | 5½ | inches. |
| 2 | 4⅔ | inches. | 7⅓ | inches. | 5⅓ | inches. |
| 1 | 4⅓ | inches. | 7 | inches. | 5⅙ | inches. |
| 0 | 4 | inches. | 6⅔ | inches. | 5 | inches. |
95Remarks.—The toes of the smallest sizes of children’s lasts should be made two sizes wider proportionately, than the largest size, i. e., one-sixth of an inch, as the small foot is wide and soft, requiring more room for its expansion. Thus the practical advantages to be derived, by cutting the patterns by the packed diagram principle, (No. 8,) are made clear, as the foot of a child grows faster in length than in width.
By the foregoing scale the length of the foot and other measurements in inches, and all shoes from the smallest child’s to men’s elevens, are obtained, and by following the same rule, smaller or larger sizes may be cut.
By having all lasts, diagrams, and patterns, made by the scale, and all proportions of fulness of lasts regularly graded, making the children’s much the fullest in width, owing to the greater degree of roundness of the foot, and wider in proportion, on account of rapid growth. In preparing patterns for children, due allowance must be made for the increasing fulness of the ankle. The same caution is applicable to misses, but not to so great a degree.
No. 6 is the side view of a gaiter boot upper, with last and block, giving the “pitch” line, concerning which there is quite a diversity of opinion, also the heel line, instep, waist and toes.
98By measuring the instep of a foot with callippers, one half of the distance gives the centre. Then take the thickness of the large toe in the same manner and half the thickness gives the centre; then draw a line from that to the instep centre—carry the line a short distance beyond, to where the callippers strike the bottom of the foot just in front of the heel, and the end of the last, (as seen by a dotted line in the centre) whatever “pitch” you may give the toes. The “pitch” is governed by the height of the heel as seen in No. 3. Boot cutters make it a convenient practice to draw from that centre, a perpendicular line in order to give the centre of the boot leg at the top, and all is governed by the height of the heel.
By a little attention to the front line (No. 7,) will be seen, the true shape of a boot form or crimp, and the back line, the boot properly treed; the centre line, the seam. By passing the eye up the instep measure line, at the top is seen the curve that the fulness represents. That curve, or line, from the toes to the ankle line is carried in, or out, as the heel measure may determine. By having a pattern of that curved line, from the toes to the ankle line, all the variety of fulness is obtained, as is readily seen.
The ankle measure in many cases, is three-eighths of an inch shorter in a direct line than the heel line; that is, when these lines are doubled, as seen in No. 7.
100Having a pattern of that curve line from the ankle to the toes, of all styles and varieties of boots and shoes, by moving it out in the same direction as the heel measure, to the instep, one-twelfth of an inch, (as that is a size) as seen in Mr. Parrott’s diagram for cutting uppers; that makes it a size fuller and vice versa. As that curved line remains the same through all the sizes, by having that pattern, and one side of it properly curved, for the heel line, and a portion of the same for the bottom line or curve, and those lines properly divided off and numbered, for each size of any desired design, by that pattern all sizes may be cut with ease and accuracy. Some have their several patterns fitted for the varieties of shoes they wish to manufacture. For custom work, they are very convenient. As the measure of the foot is the proper guide, draw the bottom line, then the heel, giving it the position desired for the shoe or boot, then the width of the toes, observing their elevation, as the shoe may be heeled or not. Then apply the heel measure; draw the instep line from the toes to the ankle, draw a line for, or from the toes and ankle, and you have the desired result.
Some cutters draw only one instep curve line, and make one-third of a size allowance for the length on the heel, and two-thirds of a size on the toes, for each size, and one-twelfth of an inch on the bottom at the heel, and a little more on the toes. It produces about the same result, regulating the height of the quarter by the same heel scale, as fancy may dictate.
In 1832, we made the first full set of diagram patterns that we ever used; since that time the principle has spread from Maine to the far West, and a change has been wrought in the manufacture of shoes by machinery that causes the old-fashioned manufacturers to blush at the reflection that new tools, new machines, new ideas, have been introduced successfully, in spite of their determined opposition. 101But it must be confessed that a great proportion of the machines and tools now in general use, are exceedingly imperfect. Most of the really important improvements that have been made, are the products of that class of mechanics who have brains, but shallow pockets. The ideal must always precede the actual, and the poor shoemaker who conceives an idea that his superior genius discovers to be really practical, is too often regarded as an idle dreamer, and the old adage is at once applied, “Ne sutor ultra crepidam”—no shoemaker should go beyond his last.
The science of shoe manufacturing is yet to be greatly changed and improved. There is, in our opinion, no branch of the mechanic arts more susceptible of improvement than this; we mean in the process of manufacture, none that admits of more machinery and tools. All parts of the stock can be cut and fitted by machinery, far superior to the hand methods. The rounding of pump out-soles, feather edging, the pricking of holes or stitches, all in-soles for welted boots or shoes, can be fitted precisely alike. All this work should be done by the “Boss” before the work is distributed to the workmen, then, of course, the shape of the shoe and edges would present a uniform appearance.
The foregoing suggestions may be questioned by those who have little perception and less knowledge, but nevertheless, the march of progress will surely witness factories arranged with perfected machinery, so that all parts of the work will be done under the supervision of skilful and practical workmen. By improved processes of manufacture, boots and shoes 102will be made durable and firm as the stock will admit, and the finish will far exceed that now produced by the ordinary methods, while those who take the lead in the market, by the facilities they possess, will be able to introduce and form the prevailing styles or fashions. There are many obvious advantages which readily suggest themselves, to be gained by the introduction of improved machinery which we have not space to enumerate.
In collecting the “Hint’s and Facts,” here presented, we have carefully considered the subject, and examined those tools and machinery that are now in general use in this country; also the drawings of many and various machines, tools, etc., that have been published in England and France. From these sources, and our general observations, experiments, etc., we are fully convinced that the day is not far distant when marked and beneficial changes will be successfully introduced into this all-important branch of the mechanic arts. We will here remark, that in conversation with very many of our most energetic and leading shoe manufacturers, we have found the most sanguine believers in the various improvements suggested. New and improved machinery for sewed, pegged and cemented work; cements for rubber compounds, gutta-percha and chemical unions, are now being successfully introduced, together with new tanning combinations, all of which are yet to take a prominent and important place in the manufacture of boots and shoes.
First, place the foot to be measured upon a sheet of white paper. Mark around the foot with a long pencil, being careful to hold it in a perpendicular position. Next, take the circumference across the ball and instep with a tape measure. Next measure the heel and calf.
For calf boots, the boot must be one-fourth of an inch wider on the heel than the foot, and the ankle one-fourth of an inch less than the heel measure.
The last must be one and one-half of a size longer than the foot, and as wide as the widest part of the foot.
For stubb toes, the last should be one size longer.
Proper allowance should be made for corns. Place a round knob made of leather, or any other suitable substance, on the last, just the size of the corn, or enlargement, on one or both sides of the last, according to circumstances.
104The instep must be one-eighth of an inch less than measure.
For a sound, healthy foot, make the last one-fourth of an inch less on the ball, and three-eighths of an inch less on the instep.
Patent leather boots, around the ankle must be full with the measure as the stitches contract.
If a boot is well cut, and not properly lasted, the boot will not fit.
Soak the counters well in water. Paste between each.
Draw the uppers smoothly over the last, as tightly as the leather will bear.
In drawing the uppers over the last, the counter should be left about half way into its place or position.
After the uppers are well lasted over the ball, then drive the heel last down to its place.
Now commence to last the boot in the shank; smooth either side alternately, towards the toe, until it fits smoothly.
Remarks.—Judgment should always be used in the manufacture of boots or shoes for tender feet. No specific directions can be given; the good sense and discretion of the artizan will suggest such modifications of the rules as the case requires. The instructions given concerning “corns,” will usually correct the difficulty, but in cases of general tenderness of the feet, the alterations must be made throughout.
105Around the heel, the patent leather boot should be three-eighths of an inch larger than is the calf boot.
The last should be two sizes longer than the foot in order to secure comfort. The reason is obvious; the foot works farther into the shoe, than in the boot.
The last, at the instep, should be as wide as the foot, because the stitching contracts the leather; otherwise the shoe will cause great discomfort. The shoe should be made one-fourth of an inch less than measure across the ball of the foot.
The last should be made the same as for calf-skin boots, whether patent leather, or other material.
Soak the leather well in water. Remove all the fleshy substance, from stock of every description.
Draw the in-sole well over the last. Let it remain until nearly dry. Hammer the in-sole after removal. Next, cut the in-sole as required; by the sole thus prepared, cut the other sole.
The remainder of the stock should be nearly dry before cutting up.
Ruff the soles with a rasp, then paste between them. Put every piece comprising the heel on separately, rasp every lift, and paste as before.
It may be safely stated that no chemical discovery within the last century, has produced such wonderful results as those here alluded to. From being a simple gum, the use of which was limited to the erasure of the school boy’s blunder, or the merchant’s mistakes, India-rubber, by the process of vulcanization, has become one of our most important articles of commerce. It is one of the most wonderful products of nature that has ever been applied to the arts.
The first attempt to manufacture caoutchouc or India-rubber into clothing, and articles of daily use in this country, was upon the discovery that the essential oils was a dissolvent of the gum sufficient to 107spread it upon cloth. This was the beginning of the excitement. The idea of making water-proof clothing took possession of the public mind at once. This was about the year 1834. Spirits of turpentine was the cheapest and most effectual solvent. A company organized and established a large manufactory in Roxbury, Mass., and the shares at $100 par value soon went up in the market to 3 or 4 hundred.
It was soon found however, that they had not sufficiently investigated the matter. In a few months, or perhaps weeks, the manufactured articles which at first presented a substantial face became soft again and adhesive, so much so that masses of clothes adhered together and became almost a solid body. But the excitement continued as the real facts were not made known to the public; companies were formed, and factories were erected to a considerable extent before the bubble burst.
The discovery of sulphurization in the United States was made about the year 1835, by Mr. Nathl. Hayward, a native of Easton, Mass. Mr. Hayward was at this time a resident of Boston, the proprietor of a livery stable. Being of an inventive turn, his mind for a long time had been revolving the idea of applying some substance which would remove the cause of the adhesiveness of the manufactured article so fatal to the success of this great enterprise. Not possessing a thorough knowledge of chemicals or their compounds, Mr. Hayward purchased at random a great variety of drugs to mix with the dissolved rubber. These he placed in the sun hoping that he might, by chance hit upon that substance which 108would cause the rubber to become hard and retain its consistency. White lead, and all other substances which possessed the virtue of “driers” were successively subjected to his alembic. For months Mr. Hayward prosecuted his investigations, but hitherto without success. Finally, becoming discouraged, he one day collected all the various drugs, etc., which he had purchased, and threw them indiscriminately into a boiler, happening to have some sulphur in hand which he had procured for his horses, he mixed that in with the rest. Nil desperandum—the result of this experiment was the key to the long sought for secret. A fine substantial India-rubber cloth was produced free from stickiness, and presenting the peculiar appearance of sulphurized rubber.
The result was produced, but which of the agencies had caused this wonderful transformation? For months Mr. Hayward pursued his investigations, until at length the mystery was unveiled. Thus by ACCIDENT was this important discovery made.
Yet another discovery was necessary in order to fully complete the magnificent results which Hayward had developed. Sulphurized goods were found to emit a very unpleasant odor, and what was of still greater importance, the goods became rigid in cold weather, and loose and elastic in warm weather. These objections must be removed, or the discoveries of Hayward would lose their chief importance. Vulcanization, subsequently discovered by Goodyear, was the important element to be applied. To Hayward and Goodyear conjointly is the world indebted for 109the benefits which have followed as a sequence to their discoveries. They stand like the Siamese twins connected by reciprocal inventive faculties, the one equally dependent upon the other for the success which has crowned their united efforts. The intelligent reader cannot fail to see the relative importance which the one holds to the other, and how admirably the genius of Goodyear completed what the untiring energy of Hayward first disclosed. This much is necessary at this point to introduce the reader to what follows concerning vulcanization.
On the 24th day of February, 1839, Mr. Hayward secured a patent for vulcanizing India-rubber by means of sulphur, which patent was assigned to Charles Goodyear—a man of shrewd and future grasping mind. Some idea of the importance of this improvement may be formed from the fact that it has been a subject of continual litigation for a number of years; yea, almost since the day the patent was issued. It is the real vulcanizing substance now used in the manufacture of India-rubber fabrics of every description. The claim is in these words: “the combining of sulphur with gum-elastic, whether in solution or in substance, either by mixing with the digested India-rubber, kneading it, or sprinkling it on the surface of sheets and pressing it in.”
At the time of the famous contest between Goodyear and Day, testimony was produced by which it was endeavored to be proved that the vulcanization of India-rubber was discovered in Germany by F. Luedersdorff, six years before Hayward’s patent was 110granted. Some doubts have been expressed concerning the statement. Whether true or false, we cannot see why the circumstance should detract in the least from the claims or position of Mr. Hayward, inasmuch as it is very conclusive that his discovery was purely accidental.
A Prussian pamphlet published at Berlin in 1832, describes the experiments made by F. Luedersdorff with India-rubber, and the production of sulphurized India-rubber compounds. The Scientific American in speaking upon this subject, and combating the claims of the learned Prussian has the following:—
“The clamminess of dissolved India-rubber, and its tendency to decomposition are attributed to its resinous properties. On page 28, the following language occurs: ‘After a long series of experiments, in which neither deodorizing or oxidizing substances, neither alkalies, nor mechanical means, which affected the speedy drying, produced the desired result; I succeeded at last in finding in sulphur the substance, which even in very small quantities, perfectly prevented the injurious effect of the resinous aggregation.’ Instructions are given how to prepare the sulphur solution, by heating and stirring three parts of flour sulphur in one hundred parts of rectified oil of turpentine, bringing them to a boiling heat, then dissolving the India-rubber in the solution. By Hayward’s patent, one teaspoonful of sulphur was mixed with that quantity of oil of turpentine required to dissolve a pound of India-rubber, and in this respect, there is little difference between his method and that 111of the Prussian doctor. It is the sulphur which is the grand agent in the production of vulcanized India-rubber, no matter how combined, in solution, or with India-rubber softened by heat. Leave sulphur out of the question, and we would have no vulcanized India-rubber fabrics.
“The question now arises, what reliance is there to be placed upon the authenticity of this pamphlet, published six years before Hayward’s patent was obtained? We have been assured that the original work is in the College Library, at Providence, R. I.; but it is rather singular, that in the many controversies on this subject, and the numerous suits at law which have taken place, respecting the originality of the invention, that such information was not produced as testimony before some tribunal.
“That Dr. Luedersdorff made the experiments described, we will assume to be true in every respect, but neither is our country or any other indebted to him in the least, for the introduction and success of India-rubber manufactures. To American inventors alone, is the world indebted for the invention of vulcanized India-rubber. Hayward was no doubt totally ignorant of the Prussian doctor’s experiments; he probably could not read German; he made the discovery of sulphurized India-rubber by his own efforts, and he is an original inventor, in this sense of the term.”
We have thus given a brief account of this remarkable discovery. Heretofore but little has been written or published upon the discovery, and the subsequent 112inventions to which it gave rise. The books which have been published have carefully avoided full and complete statements or facts, and have contained little or no information of value, but on the contrary, have seemed, at least, to deal in generalities calculated to befog and mislead.
In the long and tedious trials which tasked the ingenuity and power of Webster and Choate, it was clearly proven that the articles claimed to be made by specifications there introduced, could not be manufactured by such compounds. To all who are interested in the facts, etc., elicited upon these celebrated trials, we would refer them to “Day’s Bible” if obtainable, containing the Genesis and Revelation of all that could then be said or written upon the subject.
“The profits on the India-rubber business will reach almost two millions of dollars in the year, and the present manufactories cannot supply the demand. Shoes which weigh nine ounces per pair have only about three and a half ounces of rubber, the other materials being worth only from one to six cents per pound. One girl can make from twenty to thirty pairs per day, hence, enormous profits have been derived by the manufacturers of such goods. The best valve packing is made of 30 lbs. of India-rubber, 6 lbs. of lampblack, 22 lbs. red or white lead, and 22 oz. of sulphur; these metalizing substances are all very cheap. India-rubber is easily rendered plastic, and combines readily with almost every substance, such as the oxides of metal, clay, pulverized sand, gums, carbon, saw-dust, ground cork, &c. It is, certainly, 113one of the most wonderful and useful products of nature that has ever been applied to the arts.”
The importance of the discovery of the vulcanization of India-rubber to the world, can hardly be over-estimated, whether regarded in the light of science, or political economy. But comparatively few years have elapsed since its highest uses were discovered and applied; and even now, with all the success which has thus far crowned the efforts of those engaged in its development, it is yet in its infancy. Like many of the most important discoveries in the mechanic arts, that of vulcanization was imperfectly applied, and millions of dollars were expended in the manufacture of improperly vulcanized goods, mills, machinery, &c.
No sooner had the practicability of manufacturing boots and shoes from India rubber been demonstrated, than the attention of capitalists, and inventors, was turned to this new field of enterprise. Without stopping to test the nature of the gum which was to be moulded in golden ingots, viz., the manufacture of boots, shoes, etc., and the effect of the seasons upon the manufactured articles, the anxious speculator, and the enthusiastic manufacturer plunged boldly into the sea of trade. All classes became interested in its success, stock companies were formed, the shares of which were eagerly snatched up, and visions of untold profits were divided in anticipation. But the “bubble” soon burst, goods manufactured and solarized in April, became a sticky mass of useless rubbish in July. The warm weather literally melted 114the hopes and expectations of the incautious adventurer. A panic was the consequence, mills were abandoned, thousands of artizans were suddenly thrown out of employment, and this vast field of enterprise so promising but a few months before, was swept as by a hurricane. Hundreds of thousands of tons of India-rubber, both raw and prepared were either given away, or sold at ruinous sacrifices. Hilltops blazed with its ignited masses, and the illuminations of the fourth of July succeeding the failure, were made unusually brilliant by the aid of the India-rubber panic.
As before intimated, the cause of this great loss of money and material, originated in the “indecent haste” of the manufacturer. In the first place, solarization, that is heating in the sun the cloth, or other substance upon which the gum or compound of rubber, and some foreign substances was spread, was an imperfect process, as the heat of the sun was not sufficiently powerful to evaporate the solvent, and form a chemical union between the sulphur and the rubber, which union constitutes perfect vulcanization.
The unfortunate result of the “experiment” was so dearly purchased, that all who were engaged in the traffic, abandoned it without an attempt to profit by experience. It is at this point that we introduce Mr. Charles Goodyear, a man of observation, possessing a larger share of perseverance than is usually found in any single individual, together with fair inventive genius. He saw the sad results of that zeal which is without knowledge, and resolved to find if possible, the thread which should guide him safely 115through the labyrinth of this mystery. He undertook the task alone, as the severe reverses which had visited the pioneers in the movement, had disgusted them with further attempts to correct, what appeared to be insurmountable objections. Mr. Goodyear seemed to be impressed with the idea that nature never plays practical jokes, and that what had already been accomplished in the uses of rubber was simply an earnest of what might be realized. Acting upon this conjecture, we see him devoting himself to the elucidation of the mysterious problem. Two important points were to be gained. To those acquainted with the India-rubber or gum-elastic, it is well known that after it has been subjected to a certain tension for any considerable time, it loses its elasticity; also, that during hot weather it melts and becomes sticky or adhesive, and in cold weather becomes stiff and rigid, and correspondingly less pliable. These important, in fact, fatal objections must be removed, or India-rubber would become comparatively valueless. Mr. Goodyear engaged in the work with all the enthusiasm of his nature, and notwithstanding he was without money, and the sympathy of friends, and was frequently the subject of privations, hardships, and imprisonments, still he labored on, as though a presentiment of the discovery of the long sought for secret was continually before him, encouraging him to work and he should finally triumph. His persistent efforts were finally successful. The admixture of sulphur with the gum at a heat of about 270°, was the “open sesame” to the treasures which he ultimately realized in the prosecution of his labors.
116The Commissioner of Patents of the United States, the Hon. Joseph Holt, in his late decision upon the “extension” of the Goodyear Patent, thus eloquently discourses concerning the early efforts of Mr. Goodyear, in the search of his ultimately wonderful discovery.
“As early as 1834–’5, Mr. Goodyear seems to have formed a most exalted estimate of the capabilities, as a material for manufacture, of the gum known as caoutchouc or India-rubber. This gum had been previously extensively employed in the fabrication of a variety of articles, but, owing to their indifferent quality, all concerned in these enterprises, as well as in those which followed for a series of years afterward, were involved in bankruptcy and ruin. The fabrics thus made could not keep the market, because they were found to grow rigid under the influence of cold, and to soften and become sticky under that of heat, while they rapidly decomposed when brought into contact with perspiration and the animal oils. The applicant was thoroughly convinced that these qualities, which had proved so disastrous to the trade, could be removed, and he set himself resolutely to work to ascertain the process for accomplishing this result. Sulphur had already been advantageously combined with India-rubber by Hayward, so that the discovery had been approached to its very verge. The step, however, which remained to be taken, short as it was, was indispensable, and without it all those which had preceded it would have been unavailing. Science could afford but little assistance in the 117inquiry, for, as the event proved, the most potent element in the process was too subtle to be disclosed by the severest chemical analysis. The applicant had therefore to pursue the investigation gropingly; but he persisted in it with an ardor and a courage which nothing could abate or daunt. His aim was definite, his conviction as to its attainability complete. As one who searches for a hidden treasure in a field where he knows it is to be found, so pursued he his explorations in quest of this secret. He sought it on the right hand and on the left, by day and by night, in the midst of ceaseless toil and lavish expenditure, and by the light of every form of experiment which his most fertile genius and daring spirit could suggest. He became completely master of everything known in regard to the properties of the material which it was his ambition to improve, and so thoroughly was he imbued with the soul of his inquiry, and so intensely quickened was his vigilance, that no phenomenon, however minute, could meet his eye, no sound, however faint, could fall upon his ear, without his at once detecting and appreciating its bearing upon the great problem whose solution he was seeking. From four to five years were passed in these unremitted labors, when an incident occurred which at once revealed the long sought truth. And it is a singular coincidence, that the spark of light yielded by this incident, was elicited by a collision, so to speak, the result of that intense zeal which, so far as health and fortune were concerned, had been the consuming fire of his life. In one of those animated conversations so habitual to him, in reference 118to his experiments, a piece of India-rubber combined with sulphur, which he held in his hand as the text of all his discourses, was by a violent gesture thrown into a burning stove near which he was standing. When taken out, after having been subjected to a high degree of heat, he saw, what it may be safely affirmed would have escaped the notice of all others—that a complete transformation had taken place, and that an entirely new product—since so felicitously termed “elastic metal”—was the consequence. When subjected to further tests, the thrilling conviction burst upon him that success had at length crowned his efforts, and that the mystery he had so long wooed, now stood unveiled before him. His history in this respect is altogether parallel with that of the greatest inventors and discoverers who have preceded him. The lamp had swung for centuries in the Cathedral of Pisa, but of the thronging multitudes who worshipped there, none had heeded the lessons which it taught. It was reserved for the profound and observant intellect of young Galileo to extract from its oscillations the true laws of the pendulum, which led to the creation of an infallible measure of time. The theory of universal gravitation loses nothing of its grandeur or value because suggested by the falling of an apple from the tree. In all lands, by teeming millions, this phenomenon had been observed, but to none had it imparted instruction—to none had it spoken of that wonderful secret which lurked beneath its simple features. At length its “still small voice” fell upon the delicate and appreciative ear of one whom it startled into inquiry. The light 119thus afforded, to which all had been blind, was indeed dim and twinkling; but, following its guidance, as one who traces back the dawn, the great Newton soon plunged into the full-orbed splendors of a discovery confessedly the most brilliant which has gilded and ennobled the annals of science. On all the hearthstones of the civilized world, for thousands of years the kettle had boiled and lifted its lid by the expansive power of its steam; yet for none had this seemingly trite and ever-recurrent incident been significant—to none had it announced that measureless power of which it was the humble but distinct exponent. At length the movement caught the eye of a lonely student of nature, then a prisoner in the Tower of London, and in the soil of his prolific mind it proved the rapidly expanding germ of that steam-engine whose triumphs have changed the social, political, and commercial aspects of the globe. So India-rubber in combination with sulphur may by accident have been exposed to a high degree of heat often before without attracting the attention of any; and it is safe to allege that it might have been thus exposed a thousand times afterwards, without the world’s having been wiser or wealthier for it. The thorough self-culture and training of the applicant and his unwearied researches prepared him at once to seize upon, to comprehend and embody in a practical form, the truth he sought, the moment it presented itself, no matter how dimly, to him. This was his merit—the same in kind with that of the most illustrious inventors who have appeared in the world, and by that of but a few of them surpassed in degree. It is 120a figure of speech—but an exalted mode of expression—which assigns to man any part in the work of creation.”
The importance of this discovery is well understood. Gum-elastic is thereby made permanently elastic—it resists exposure to heat and cold—is elastic under compression—is impervious to wet—resists the action of solvents to a remarkable degree, and the attacks of vermin of all kinds. It can be moulded into almost every conceivable shape for use, or beauty. In the mechanical arts it has been subjected to a thousand uses, with remarkable success. And here we may remark en-passant, that gutta-percha was discovered subsequently, and is already a formidable rival of India-rubber inasmuch as the latter is affected by oils, and will, in a short time, except as a hard gum, become decomposed, whereas the former (gutta-percha) is not affected in the least by oils or acids, in its pure state; and here is the grand secret of the failure of those shoe manufacturers, who, ignorant of the fact that those shoes or boots cemented by a rubber filament would in a short time become useless, owing to the decomposition of the cement caused by the oil in the leather, were induced to make heavy outlays in the fitting up of large manufacturing establishments which were finally abandoned from this cause alone. Gutta-percha is a firmer and more consistent gum than India-rubber. Gutta-percha when placed in boiling water contracts considerably in bulk, while India-rubber expands. Gutta-percha juice, when taken from the fire, is of 121a dark brown color, and consolidates in a few moments, and becomes hard like wood. India-rubber sap is perfectly white, and has the appearance of thick cream; when it coagulates, it gives from four to six parts water out of ten. Gutta-percha first treated with water, alcohol, and ether, and dissolved with spirits of turpentine and precipitated, yields a substance consistent with the common properties of gutta-percha; but India-rubber similarly treated, results in a substance resembling in appearance gum arabic.
Gutta-percha by distillation yields 57⅔ per cent. of volatile matter; India-rubber by the same process, yields 85¾ per cent.
But Mr. Goodyear’s discoveries of vulcanization, as applied to the softer elastic compounds, did not end there. He continued his experiments for the space of five years from the time of his first grand discovery, when he obtained his patent for Vulcanized Hard Rubber. This invention was the crowning result of his long, patient, and laborious researches.
Probably the entire history of inventions cannot furnish an instance of more intense self-sacrificing, entire self-immolation to the elucidation of a great scientific principle, than is shown in the persistent labors of Mr. Goodyear while in pursuit of the crowning discovery of the age. Let us read the glowing account of his toils and disappointments, his defeats and victories, as given by the Commissioner from whom we have previously quoted.
“From the first moment that the conception entered his mind until his complete success—embracing 122a period of from sixteen to eighteen years—he applied himself unceasingly and enthusiastically to its perfection and to its introduction into use, in every form that his fruitful genius could devise. So intensely were his faculties concentrated upon it that he seems to have been incapable of thought or of action upon any other subject. He had no other occupation, was inspired by no other hope, cherished no other ambition. He carried continually about his person a piece of India-rubber, and into the ears of all who would listen he poured incessantly the story of his experiments and the glowing language of his prophecies. He was, according to the witnesses, completely absorbed by it, both by day and night, pursuing it with untiring energy and with almost superhuman perseverance. Not only were the powers of his mind and body thus ardently devoted to the invention and its introduction into use, but every dollar he possessed or could command through the resources of his credit, or the influences of friendship, was uncalculatingly cast into that seething cauldron of experiment which was allowed no repose. The very bed on which his wife slept, and the linen that covered his table, were seized and sold to pay his board, and we see him, with his stricken household, following in the funeral of his child on foot, because he had no means with which to hire a carriage. His family had to endure privations almost surpassing belief, being frequently without an article of food in their house, or fuel in the coldest weather—and indeed it is said that they could not have lived through the winter of 1839, but 123for the kind offices of a few charitable friends. They are represented as gathering sticks in the woods and on the edges of the highways, with which to cook their meals, and digging the potatoes of their little garden before they were half grown, while one of his hungry children, in a spirit worthy of his father, is heard expressing his thanks that this much had been spared to them. We often find him arrested and incarcerated in the debtor’s prison, but even amid its gloom his vision of the future never grew dim, his faith in his ultimate triumph never faltered. Undismayed by discomfitures and sorrows which might well have broken the stoutest spirit, his language everywhere, and under all circumstances, was that of encouragement and of a profound conviction of final success. Not only in the United States did he thus exert himself to establish and apply to every possible use his invention, but in England, France, and other countries of Europe, he zealously pursued the same career. In 1855, he appeared at the World’s Fair in Paris, and the golden medal and the Grand Cross of the Legion of Honor were awarded to him as the representative of his country’s inventive genius. Fortune, however, while thus caressing him with one hand, was at the same moment smiting him with the other; for we learn from the testimony that these brilliant memorials passed from the Emperor and reached their honored recipient, then the occupant of a debtor’s prison among strangers in a foreign land—thus adding yet another to that long sad catalogue of public benefactors who have stood neglected and impoverished in the 124midst of the waving harvest of blessings they had bestowed upon their race. Throughout all these scenes of trial, so vividly depicted by the evidence, he derived no support from the sympathies of the public. While the community at large seemed to have looked on him as one chasing a phantom, there were times when even his best friends turned away from him as an idle visionary, and he was fated to encounter on every side sneers and ridicule, to which each baffled experiment and the pecuniary loss it inflicted added a yet keener edge. The mercenary, naturally enough, pronounced his expenditures, so freely made, culpably wasteful; the selfish and the narrow-minded greeted the expression of his enlarged and far-reaching views as the ravings of an enthusiast; while it is fair to infer from the depositions, that not a few of the timid and plodding who cling, tremblingly apprehensive of change, to the beaten paths of human thought and action, regarded him as wandering on the very brink of insanity, if not already pursuing its wild and flickering lights. Such in all times has been the fate of the greatest spirits that have appeared on the arena of human discovery, and such will probably continue to be the doom of all whose stalwart strides carry them in advance of the race to which they belong. With such a record of toil, of privation, of courage and of perseverance in the midst of discouragements the most depressing, it is safe to affirm that not only has the applicant used that due diligence enjoined by law, but that his diligence has been, in degree and in merit, perhaps without parallel in the annals of invention.”
125The change produced in the native gum has been aptly compared to the change which is wrought in the perishable hide by the process of tanning. We can hardly estimate the uses to which this “vulcanite” may be applied, or rather we may say we shall find it quite as difficult to say what uses it cannot be made to subserve. It can hardly be denominated an improvement, but a creation. Daniel Webster in his great plea, Goodyear vs. Day, eloquently remarks that, “it introduces quite a new material into the manufacture of the arts, that material being nothing less than elastic metal. It is hard like a metal, and as elastic as pure original gum elastic. It is as great and momentous a phenomenon occurring to men in the progress of their knowledge, as it would be for a man to show that iron and gold could remain iron and gold, and yet become elastic as India-rubber.” Mr. Goodyear denominates this improvement “metallic gum elastic.” This article is extensively used, and may be wrought into thousand shapes, from massive blocks to the thinnest sheets. It is susceptible of a beautiful polish, and possesses great firmness and durability. It already constitutes an important staple of commerce. Millions of dollars are invested in its manufacture, both in Europe and America. It is largely wrought into imitations of marble, wood, leather, whalebone, shell, horn, &c. The imitation is so perfect as to deceive even a practised eye, and while it so closely resembles the various articles alluded to, it is more durable and permanent than many of them, inasmuch as it remains unaffected by heats or colds, dampness or 126extreme dryness; no corrosion, oxidation, nor decay. It excels in beauty, nicety of finish, and in durability, those trinkets of glass and jet, which, in the common form, are so liable to instant destruction by children.
Few persons have any adequate conception of the wonderful transformations to which vulcanite may be changed, or its important position in the industrial arts.
Having traced at length the discovery of vulcanization and its contingent results, we now call attention to remarks that have appeared in various English scientific works, of acknowledged authority. The whole process of vulcanization and its application is fully and clearly set forth. And here we would remark that the English have not been backward in publishing with commendable liberality the various discoveries and improvements as they were perfected. On the other hand, all the American inventors have studiously avoided, not only the publication of their discoveries, but have endeavored to obstruct and prevent all investigation, the publication of which would simply make known to the world the results of their genius. The object seems to have been to throw an air of mystery around their discoveries, and by thus preserving to themselves their secrets, be enabled to place an undue value upon the manufactured article. Were they not fully protected in the manufacture and sale of their goods, by the patents which have been so lavishly granted, American inventors would be fully justified in preserving as profound secrets, the results of their perseverance and patient toil, but as it is, we can see no substantial 127reason for this endeavor to shield from the public eye that which would add to the general stock of scientific knowledge, and could but be honorable to the manliness and genius of the discoverer.
We are indebted to the London Mechanic’s Magazine for many of the valuable thoughts which we shall now introduce to the reader.
We have attempted to show, that amongst the number of advantages claimed for the hard vulcanized India-rubber, is that of the power of closely imitating almost any article, substance, or material. In doing this, we ought to have referred to the Vulcanite Court of the Crystal Palace for a full corroboration of the position we desired to assume. We are now about to advance a step farther, and shall put forward proofs that hard India-rubber, submitted to a certain facile process, not only has a right to be placed side by side with almost all and every material it affects to imitate, but has a further right to be considered as superior. Of course there are exceptionable cases to this, as in all rules, and these will be pointed out during this attempt to give a thought-bearing digest of the present position of this discovery.
The material produced by vulcanization being as hard as, and capable of a greater amount of wear, than iron, brass, and, in many cases, even than steel, we have the element of durability to start with; and 129it must be recollected, that this wonderful power of resisting wear, both from friction and the action of the atmosphere is endowed by a process as facile as that possessed by the baker of ship biscuits. That while the mass or dough is in its soft state, it falls into, and as it were, courts the required form of its future existence with a fluency possessed by scarcely any other material. Designs of the most exquisite kind, or of the simplest character, may thus be turned out like tea cakes, and like tea cakes carried to the vulcanizing oven. But here, the simile stops, for these biscuits of Mr. Goodyear defy the teeth of time and the digestion of ages. There are manufacturers, however, that cry out, “we don’t want articles that will last.” This is a narrow view of things. Experience is opposed to so unjust a sentiment. A moment’s thought would forever dispel the illusion. Is there any less demand for iron furniture or iron household utensils, because such articles in that metal will last longer than others? Or is the diamond less prized because it is nearly indestructible? The family of mankind, ever growing and increasing, with its varied wants, its constant changes of fortune and alterations in its tastes, its coquetry, and its caprice, will find for the industry of the world quite enough to keep it employed.
With the introduction of machinery there was to have been a less demand for “hands;” with the introduction of railways, horses were literally to go to the dogs. Need instances be multiplied? Perhaps it would be better to do so, while such a feeling is in the ascendant; but space is imperative, although prejudice 130is stubborn. But, very naturally observes the reader who has possessed himself of some one or more of the specimens from the Crystal Palace, “this quality of cheapness is a myth.” I for one have put it to the test, and this stick, for instance, cost me 5s. or this pencil 2s. Now, in the first place, the stick or the pencil should be compared with any other sticks or pencils professing all the recommendations of those in question, to arrive at a fair appreciation; and in the next, it should be remembered that those examples are produced from abroad. They bear a duty, and in many cases, they proceed from small and experimental operations. We have made especial inquiries into these facts, and find that such is the case, and that such circumstances are no more than reasonable, as appertaining to every invention upon its first introduction.
The Daguerreotype is a case in point. The inventor, and all those concerned in placing the discovery before the public, take care that the prices shall be kept so that a remuneration shall be obtained before it is let down to the bare cost of production, added, it may be, to interest upon capital employed.
The mass, in its soft stage, does its own work; that is to say, a sheet of it may be laid over a mould, and the bare weight of a shovel full of sand cast upon it will press it into every lineament of the matrix. This sheet of the soft material may have for its components, a large proportion of oxide or of saw-dust, as the desire may be either an imitation of bronze or of some particular wood, or other material. * * *
Mr. Charles Goodyear, in an unpublished work 131upon the subject, states that the first pair of India-rubber over-shoes were made by himself and daughter in a cellar in New York. There are now millions of them made each year at the various India-rubber mills throughout America, France and Belgium. But a singular desire to appreciate and follow sequences, and an indomitable perseverance in conquering difficulties, appears to have acted upon the industrious mind of Mr. Goodyear, in this direction with peculiar force. The India-rubber over shoe perfected, Mr. Goodyear did not sit down quietly to contemplate his work, even when apparently complete, but strongly convinced that there was more to do than covering the feet of nations with a water-proof substance, however symmetrical in its form and comfortable in its fit under almost every circumstance, he felt that if the leather boot or shoe could be altogether dispensed with, and there could be substituted for it an India-rubber boot or shoe, a boon of priceless worth would be conferred upon humanity, the more so as the item of boots and shoes to a poor family, or even to a person of moderate means, was one of considerable importance. To reduce the cost of this article of clothing, and to give to the poor man a pair of boots at one-third of the present expense, and not as now, at more than one-half of his week’s wages, has been one of the special objects of Mr. Goodyear’s untiring life. That he will succeed in this, there now exists not a shadow of doubt. The combinations of the hard, the semi-hard, and the soft vulcanized India-rubber, have given him all the needful elements of success, and ere long, boots and shoes 132of India-rubber which need not a morsel of leather for their formation, will be as plentiful as over-shoes are now, and even more so. The power of the hard, the semi-hard, and the soft vulcanized India-rubber to resist wear, is one of their extraordinary features. Heels, for instance, made of the soft material, have been put on to shoes of boys at the United Parish School at Norwood, and on to the toes of the same boots iron tips of the eighth of an inch have been secured. The result of this test has been that the iron has been worn out, and the heel, when removed and weighed, has scarcely suffered the slightest appreciable difference in weight or density. Mr. Goodyear has already made arrangements to disperse heels of this material by the hogshead. He fashions them in a circular form making the outer margin of the hard material and the inner circle of the soft. The hard material is smooth and beautifully polished. It does not require blacking, and will keep its lustre a long time. The centre bulb projects beyond the surface of the hard ring, and when trodden upon yields and is flattened by the weight of the body. One of the applications of this form of heel bears directly upon the perfectibility of a boot or shoe wholly made of India-rubber. In the first place, the rotary principle of heel is employed which one might suppose almost an unnecessary arrangement, and in the next, the peculiar form of the bulb or lobe acts when pressed upon as a valve or air-pump, and sends at every step into those shoes or boots properly prepared, a certain amount of air, or perhaps it would be more correct to say, it displaces a certain amount of air 133which finds renewal from other parts of the boot. Is a boot made unsightly?—not in the least. They are really elegant in form and general contour. Our readers are familiar with the corrugated dress boots. The India-rubber boots we have seen closely imitated these, but it may be added, that in thus copying, Mr. Goodyear copies his own, as the corrugated dress boot was introduced more to prepare the eye for what was to follow, than to give the beau of New York, of Paris, and of London, any particular style of dress boot. In this, Mr. Goodyear displays a consummate knowledge of human nature. Had he brought out a corrugated boot without this avant courier and child of fashion, his invention might have possessed very essential recommendations but that of “optical familiarity,” and the work of years would have been as nought.
We may mention here a characteristic of Mr. Goodyear’s inventive genius. He considers failures as stepping-stones to success. He tells one of the many well selected aids by whom he is surrounded, to do such and such a thing. The mechanician returns after giving his earnest attention to the task, with a something so clumsy or so ridiculous that it either raises the fear of censure or the dread of laughter as the reward of his pains; but neither laughter or censure await him. The result is just what its originator expected; the practical application confirms his views. A dozen failures, perhaps fifty, perhaps two hundred, wait upon these efforts, but with this valuable difference, that each failure approaches, directly or indirectly, the something that the mind 134desired to arrive at. Thus, each thing is, as it were, hemmed in; it is check-mated by these far-seeing moves, and science, the antagonist in this noble game, renders up the coveted object of an intellectual struggle. In a word, it is a practical exercise of inductive philosophy, or the algebra of mechanics getting at positive and useful facts by means mysterious and unintelligible to ordinary comprehensions.
Camphine or turpentine, oil of sassafras, and all the essential oils, are faithful tests of the quality of gum elastic, and as certain in their tale-telling as nitric acid is of the genuineness of gold. As the native gums, and also the common manufacture of gum elastic have the same general appearance as those that are vulcanized, more particularly to persons not acquainted with the manufacture nor judges of the goods, these tests are of the utmost importance, not alone to determine whether the goods are genuine, but also to ascertain whether those that are vulcanized are properly done. When these tests are applied to any fabric of native gum, it is rendered very adhesive, and so quickly as to destroy any light fabric almost immediately, while upon goods that are well vulcanized, they should have no such effect. If they do so the manufacture is bad.
Although the manufacture of hard India-rubber goods, by the process of vulcanizing, is extensively known and appreciated in the United States, and in France and Belgium, very little appears to be understood in Great Britain. Indeed, in Birmingham, 136which is justly termed the “work-shop of the world,” little or nothing, or if anything, a something amounting to a misunderstanding, would comprise the quantity of intelligence upon the subject. There can be little doubt, however, that as the infinite capabilities of the material become known, and justly esteemed, and its amazing applications get manifested, no one thing of late years, surprising as the changes have been in that neighborhood, will have caused so great a revolution in very many of the staple manufactures of that town as will the introduction of this discovery.
As regards the power to be used in the manufacture, steam has a decided advantage over water, as in the plastic state of the mass there exists a variety of proceedings, according to the nature of the material to be made or the object to be imitated, in which steam would have to play a conspicuous part. But it must be in this country as in America and elsewhere, that as the manufacture extends, so will the best and most suitable machinery and power be devised and rendered subservient to its development. When the manufacture is favored with the advantages of steam power, and large capital, the most profitable results have been and are attendant upon it; and perhaps there are few manufactures which require less comparative space, and in which less waste is consequent. There should not be a particle of the substance lost, as all cuttings, sweepings of the factory, and the very dust upon all things around, can be re-worked with profit and advantage. Indeed, it is here that we should make publicly known the fact that every article of vulcanized India-rubber, bears 137its value according to its make and kind, however old it may be.
As a general impression exists that India-rubber when once vulcanized cannot be again used, this statement should be borne in mind, and the greatest publicity given to it in order that the millions of pounds now lying waste in the shape of galoshoes, &c., may not be heedlessly thrown away. The old Jew clothesmen will at once open their eyes to the fact, and the valet or humble servant girl will find in their collection and sale an increase to their perquisites, in proportion to the consciences of those with whom they deal.
Here, then, we have important elements of economy, at the very beginning and end of the manufacture, if end that can have which has the attribute of a renewal of usefulness. Galoshoes may be called in as worn out sovereigns and shillings are now, and returning to their mint, be melted up and re-stamped for renewed circulation. Another advantage in the manufacture is, that the same tools are employed for its various branches, and the same operatives can be turned from the making of one description of an article to another, without delay or expense. A girl, for instance, who may be engaged as the maker of garments one day, may become the next a trunk, a harness, or a shoemaker; and on the third, find herself occupied in pressing out of the soft and ductile mass brooches, and other articles of adornment, which being afterwards vulcanized, and thus rendered almost imperishable, may serve to encircle the neck, clasp the arm, or hang pendant 138from the waist of Britain’s fairest daughters. The machinery employed in the manufacture of India-rubber, since the first attempts to work it, has been subjected to variation and gradual improvement. Numerous expedients and divers machines were early tried for chopping, grinding and spreading the gum, and also for flowing it in a liquid or semi-liquid state, which have been abandoned. It is now generally agreed by manufacturers in this business, that the machinery is as near perfection as can be attained; that is to say, they are all satisfied with it. But in this age of improvements, we might see to-morrow one machine doing the work of two or more, and all calculations as to perfectibility obliterated, but to begin again upon fresh data. It must however be admitted that it is of the most simple kind, doing the work well and with astonishing rapidity, although requiring great mechanical power, owing to the toughness and tenacity of the gum. The machine used for cutting and washing the gum is the same as that employed by paper-makers in cutting rags. A large proportion of the India-rubber was nearly useless from the quantity of bark in it until this engine came into use. Gum-elastic or India-rubber can be readily mixed or combined with almost every other substance. It may be mixed with other gums, oils, coal-tar, carbon, and with the earths, and oxides or pulverized metals or ores. It can likewise be combined with all fibrous products.
It is compounded in the manufacture with many of the above substances, for the purpose of obtaining particular advantages for special uses. Ground cork 139and other light materials are sometimes mixed with the gum to increase the bulk, and make the articles light. The oxides of metals, their filings and pulverized silicas will give imitations of marble. The fibre of cotton, or the dust of different woods will afford simulations of wood of greater or less gravity, as may be required. The combining of plumbago gives the crayon; oxide of zinc, produces lithographic stone, and so on, and on. Pigments and earths are used for color and cheapness, and to increase the weight of the fabric as in the case of carpeting. Bitumen and rosin are sometimes used to give articles a finish, or high lustre. Oxides of some of the metals are used, but white lead and litharge are commonly preferred. From two to four ounces of either of these metals to the pound of gum cause the articles, and particularly those that are thick or massive, to be readily changed or vulcanized, and more completely, or with greater uniformity. Sulphur is applied through the medium of heat in different ways, according to the nature of the articles or fabrics, and their uses. It is generally mixed in the process of crushing or grinding the gum, in the proportion of half an ounce of sulphur to the pound of gum for the vulcanized elastic goods, and about five or six ounces to the pound of gum for the “vulcanite,” or hard goods. In the former case, about 270° of heat are necessary, and in the latter, 300 to 310°. At other times the sulphur is dusted upon the articles in the form of flour of sulphur before they are placed in the heater or oven. This is commonly done in the manufacture of elastic thread and other articles, which possess no 140extraneous mixture, in which case the gum is penetrated or impregnated with the sulphur, without its being mixed with the gum in the crude state.
Enough has been given in this chapter to permit of the intelligent and thoughtful at once following us, in the manufacture and finish of—we will say for example—buttons. The mass in a tough but plastic state, a toughness and plasticity in combination with which there exists no approachable parallel—having been so rendered by simply plunging it into boiling water, becomes of as easy manipulation as clay. Indeed the material in this stage being so like clay, we can scarcely point to any better illustration than the porcelain button manufacture, which being familiar to most, there can be no need to detail. Treated thus like clay, the moulds may be filled by the gross, and the buttons afterwards submitted to vulcanization. The moulds may bear any impress, and however fine such patterns may be, the material will receive and retain them after vulcanization, to a degree which will defy every power that destroys all other substances short of those of actual cutting, filing, or grinding. Thus a button is produced at an extraordinary economical rate, and with marvellous ease, which, while comparing the facility of its origin to that of the porcelain, possesses the superlative qualities of being comparable with one made with the properties and strength of iron or other metal, and in imitation of bronze, ivory, cameo, and is, indeed, a substitute for any other, and the very best material or thing ever used for button making. In a word, it may possess the closest similitude to the 141most exquisite carving, with the properties of bronze, ivory, or any hard and scarce material. The applications as far as results are concerned, are attended with like favorable characteristics, whether the article produced be nearly every one of those innumerable and familiar things, which meet us at each turn, either within the palace or cottage, or the many others to be met with out of doors.
The importance of the improvements in gum-elastic for educational purposes, has been previously commented upon in previous portions of these notices, and we would now give a little additional space to some of the many purposes in this direction, which assist in filling up the almost infinite measure of the uses of vulcanized India-rubber. Much has been done to perfect them, but enough has already been accomplished to prove that the causes of education will hereafter be promoted by the use of many articles made of the vulcanized fabrics. The cheapness of some of these articles, compared with the cost of those of other materials, gives double assurance of the correctness of this view. The expensiveness of globes, for instance, which are admitted by all to be by far the best means of imparting and obtaining geographical and astronomical information, has rendered them accessible to few persons, either pupils or teachers. The adaptation and application of gum-elastic to these purposes, will bring within the reach of every youth in the commonest school, a perfect globe, at a price within their means, and maps more durable 143than leather or parchment, at cheaper rates than paper maps are now made when mounted on linen.
The outline maps which we have seen, are printed upon the vulcanized India-rubber fabrics, both transparent and opaque, and also upon various articles to be used for other purposes besides maps, such as piano covers, crumb cloths, and carpets. Arrangements are being made for this manufacture, which may facilitate the method of teaching from outline maps by printing on this material, maps of the world, upon a scale large enough for “papering” the sides of an ordinary sized room of a school house, academy, public lecture room, or dwelling. The same map, when suspended at a suitable distance from the wall, with lights placed behind it, may be used as a transparency for teaching at night. A series of sectional maps printed on a scale as large as can be conveniently printed upon calenders, after the manner of calico-printing, may be cemented together, and arranged upon rollers.
The globe has heretofore been so expensive, as to be found only in schools of the higher class. No form of map or atlas can give so correct an idea of the surface of the earth, or of the relative situation of places, as a globe. An attempt appears to have been made by Mr. Goodyear to make them of gum-elastic, soon after the discovery of the “acid gas process.” These attempts have been followed up at intervals, until the production of the present process. 144They are made of various sizes, and when embossed by the method described in the manufacture of hollow ware—by steam and vulcanization—they may be made to supply the present deficiency of globes for the blind.
Their utility and importance to the cause of education need not, we are sure, be insisted upon, when it is understood that any child can be furnished with a perfect globe at a price to come within ordinary means. When used they are inflated with air, and when collapsed, may be folded in so small a compass as to be no incumbrance under any circumstances. When the large sizes are filled with hydrogen they become highly ornamental and beautiful objects.
Every article of commerce that is susceptible of adulteration is sure to fall into the hands of those who seem to be peculiarly educated to the work of diluting, and reducing by various chemical processes the real value of the article to be counterfeited. No matter how cheap the pure substance can be obtained, some method must be conjured up by which the innocent purchaser or consumer is unconsciously duped. India-rubber and gutta-percha are among the vegetable gums, which have been most extensively adulterated. It long since became a matter of scientific research in England, to ascertain how great a per cent. India-rubber could be reduced, by the admixture of worthless compounds, and the same skill has been thus perverted in our own country.
In Prussia, a law was passed in 1856, making the adulteration of chemicals and articles of consumption by which life shall be endangered, an offence punishable with death. The simple adulteration of food or drink with any deleterious substance, is punishable 146with fifteen years’ hard labor; and any other adulteration is regarded as cheating (betrug), and is punished accordingly. However severe or stringent these laws may seem to a republican mind, they are nevertheless just. What is the sale of an adulterated article, but the obtaining of money under false pretences, and why should not every rude infraction of the law of right, be visited by some adequate penalty?
A series of letters were published in 1856, in England, under the above caption, which shows very clearly the extent to which the practice of adulteration had then been carried. We herewith give the most important statement contained in those letters. The letters referred to were written by William H. Herbert, Esq., and addressed to the Editor of the London Mechanics’ Magazine.
He commenced the series by remarking that as adulteration by cheap compounds mixed with caoutchouc or India-rubber, are extensively used by engineers, he desires to submit a brief account of the processes, etc., by which they are mixed. Java and Para rubber will float upon water, and all manufactured goods free of foreign matter, are of the same density; and just in proportion as manufactured articles, such as valves, rail buffers, carriage and engine springs, washers, hose, &c., sink in water, so in exact ratio, are they adulterated with some cheap pigment, of which the following are a few, and usually in extent from 30 to 100 per cent. Say then, chalk, Paris white, Cornwall or porcelain clay, barytes, oxide zinc, white and red lead, ivory black, lampblack, 147black lead, Spanish brown, &c., &c. Interested manufacturers will tell you they improve the article, bear greater pressure, &c.; but as a rule this is a mere trade subterfuge, the truth being, it enables manufacturers to obtain extortionate profits, which, when I submit the exact formulas, will be very clearly seen.
Engineers do not seem sufficiently alive to this question of density. Of course in colored articles, it is necessary to use some pigment, but it is the monstrous excess that I wish to expose, and applies more particularly to the American inodorous system. I think it only fair to Messrs. Mackintosh & Co., to admit, that most of their goods I have examined float on water; but I know nothing, and have no interest whatever in their establishment, but simply state the fact, because I have found they form the exception to this adulterating or mixing system.
What I wish more especially to impress upon the minds of engineers, is the ready mode they have of discovering or ascertaining whose make is best and cheapest, and it is more likely an India-rubber valve of same dimensions at 2s. 6d. per lb., will cost more money than one at 4s. 6d. per lb., arising solely from the extravagant mixture of these cheap pigments, and its great density over the latter. Java India-rubber, which is mostly used, is at this moment about 7d. per lb., and best Para sheet about 1s. 11d. * * If they are fair goods for usual work, then I trust the information I supply may enable contractors to obtain their wants by competition, furnishing their own form. This will realize a great saving to them; 148but they must not be induced to accept goods of greater density under the plea of being better. The Java gum used in these adulterated articles is ground without undergoing the process of cleansing, but in all articles of light density, the cleaning machine frees it from all gritty matter, and it is usually employed in this cleansed state for such, as well as all gray or white goods.
Messrs. Mackintosh & Co., claim in their patent for vulcanizing all the preparations of sulphur, and without it, so far as I know and believe, no substitute has yet, or is likely to be discovered at a price which can render it commercially available. Indeed, I doubt whether any other than sulphurous bodies will vulcanize, or render fit for the use of the engineers the gum called India-rubber. Hence, the reason why many of the manufacturers are licensed under that firm, and subject to have their goods so stamped. The American inodorous makers attempted to shield themselves, (but on legally trying the point) in vain. The screen against Mr. Mackintosh’s patent was called, as a blind, “hypo.” It is prepared in several ways, but is a compound of sulphur and lead, and when perfect and the lime well washed away, is a very excellent black, costing about 30s. per cwt.; but its whole efficacy rests with the sulphur, and without it would not vulcanize, (though lead works kindly with caoutchouc). This chemical contains about 20 per cent., of sulphur, consequently, five pounds is about equal to twenty-five ounces of sulphur. This extra cost was readily submitted to, rather than to knuckle under to Messrs. Mackintosh’s 149patent. In many cases it was only said to be used, and what really was used, was white lead or lampblack, oxide of zinc, all in connection with sulphur, according as the color of the goods required, rendered necessary. It was pretended also, by these inodorous manufacturers, that white goods, such as the elastic beds, advertised as “Improved Hydrostatic Beds,” and “Hospital Sheeting,” were vulcanized with sulphuret of zinc, prepared chemically; when, in fact, it is well known that the cost of manufacture is quite prohibitory, and is only of value in proportion to its richness in sulphur. What was in reality used, was, and is, the “yellow sulphur,” and the “pure precipitate of that article.” I mention these things to clear the mystification it may be to the interest of manufacturers to keep up, and as I only write from experience, I have reason to believe your readers, who are interested, will better understand the nature and value of unmixed and mixed caoutchouc, after my fund on this topic is exhausted. With these remarks I will give the recipe for common black packing at 2s. 2d. per lb., in quantity, discount as agreed.
The chemical termed “hypo” is manufactured thus: The sugar of lead is made into a solution with water in a separate vessel. The sulphur and lime are then boiled in water, so as to make a solution of sulphur with the lime. The latter solution (clear) is then poured into the former, which unites with the sulphur, and the precipitate is the “hypo.” The hypo is then washed and dried. The lime merely enables the lead to take up the sulphur.
| 150 | |||||
| £ | s. | d. | |||
|---|---|---|---|---|---|
| Grind | 15 | lbs. Java Caoutchouc at 7d. | 0 | 8 | 9 |
| Grind | 15 | lbs. Para Caoutchouc at 2s. | 1 | 10 | 0 |
| Grind | 15 | lbs. Oxide of Zinc at 3d. | 0 | 4 | 0 |
| Grind | 16 | lbs. China or Cornwall clay | 0 | 0 | 3 |
| Total, | 16 | lbs. | |||
| 28 | oz. Yellow Sulphur | 0 | 0 | 3 | |
| Mill-costs at 3d. per lb., on 73 lbs. | 0 | 18 | 3 | ||
| Total, | 3 | 5 | 3 | ||
| Costs therefore, 10½d. per lb. | |||||
The above is 110 or 112 per cent. of adulteration.
I should here remark, there is also a kind of packing in use, which perhaps is practically best known as “Rag Packing,” made principally from the useless cuttings in the manufacture of India-rubber coats, where the gum is run or spread on calico foundations, which is usually the case with water-proof garments offered for sale at the shops. It is made as follows:
Rag packing for valves, bearing springs, or in sheets of any thickness, where less elasticity is required, and great pressure.
| £ | s. | d. | |||
|---|---|---|---|---|---|
| Grind | 35 | lbs. Useless scraps, say | 0 | 3 | 0 |
| Grind | 18 | lbs. Black Lead, at 2¼d. | 0 | 3 | 4½ |
| Grind | 16 | lbs. Java Gum, at 7d. | 0 | 9 | 4 |
| Grind | 1 | lbs. Yellow Sulphur, | 0 | 0 | 1½ |
| Total, | 70 | lbs. | |||
| Mill-costs at 4d. per lb. on 70 lbs. | 1 | 3 | 4 | ||
| Total, | 1 | 19 | 2 | ||
This is sold at 2s. per lb. in very large quantities, or 1s. 6d., if a shrewd man, net, or a small discount for cash.
151Our gardens, fire engines, brewers, and pump-makers (for suction, &c.,) have found the value of this gum, and the following is the form used with success, and perhaps the adulterations are the best substitutes for pure caoutchouc that the cheap compound market offers.
| £ | s. | d. | |||
|---|---|---|---|---|---|
| Grind | 20 | lbs. Java, at 7d. | 0 | 11 | 8 |
| Grind | 10 | lbs. Para, at 2s. | 1 | 0 | 0 |
| Grind | 14 | lbs. White Lead, at 3d.} | 0 | 7 | 0 |
| Grind | 14 | lbs. Red Lead, at 3d.} | |||
| Grind | 1½ | lbs. Yellow Sulphur, | 0 | 0 | 3 |
| Total, | 59 | lbs. at 3d. per lb., Mill-costs, | 0 | 14 | 9 |
| Total, | 2 | 13 | 8 | ||
| Consequently costs 10½d. per lb. | |||||
This is spread upon flax cloth, (Messrs. Richards & Co., Broad Street, are manufacturers,) which weighs 10, 16, and 32 ounces to the square yard, and is about the same cost as the compound, so that the weight is the truest criterion of cost, and is so calculated by the manufactory. * * * *
Excepting garments every other description of black goods are made from such forms as I have figured, with very little variation according to the requirements of the engineer, and which needs very little judgment or experience to meet. To those who cling to these heavy goods, the formulas I have rendered will enable them to have supplies at a fair competing charge according to quality, and it is their own fault entirely if they persist in purchasing 100 per cent. of cheap powder at the same charge as for “pure caoutchouc” of a third of their density.
152Your readers must be good enough not to lose the fact of “specific gravity,” and test all the above goods made with pure, unadulterated India-rubber, by their floating on water. Any deviation from this is a proof of some cheap stuff unfairly introduced. It will be just in proportion as they keep themselves well posted up in this matter, that manufacturers will be sly of throwing into their caoutchouc such mad and infamous proportions of cheap adulterations, and drive them (for they will not volunteer) to the necessity of manufacturing from the pure gum, and thus place better disposed traders upon a more just footing, and enable the latter to compete (if need be) upon their own terms, or upon recipes supplied by the engineer. Another fact must not be lost sight of, and that is the use of “light carbonate of magnesia,” which, mixed with the gum, does not increase its density, as will in some measure be illustrated by the recipe I shall now figure out, merely remarking that a somewhat heavy carbonate was used, as well as in an unroasted, and hence the somewhat increased density. This article is worth the attention of buyers of rubber goods, as in a moderate quantity it reduces the costs without correspondingly injuring the manufacturer. (Light buffer spring just sinks in water.)
| Grind together | 25 | lbs. Clear Java Rubber, |
| 5 | lbs. Para Rubber, | |
| 10 | lbs. Common Magnesia, | |
| 25 | oz. Pure Sulphur. | |
| Costs 19 cts. per pound—Sells for 60 cts. per pound. | ||
This is brown at first, but in a few days the sulphur blows over the surface grey or white, and 153would lead an amateur to judge they were of that color throughout. Buffer springs and other moulded goods from this compound are a little heavier than Messrs. Mackintosh and Co.’s. A density railway spring, at 4s. per lb. gross, and were made at first to meet it, also sold at 2s. 6d. per lb. net. It is a most useful spring, and in competition should be bought at 1s. 3d. to 1s. 6d. per lb. net, but I should strongly recommend that engineers try a substitute of all “Java gum,” by obtaining a few away from their usual manufacturer, ON TRIAL, as I believe their quality as a spring would not be injured, and the price would be reduced, and, moreover, it would guard against the manufacturer being left tempted to do so, without reducing the charge.
For the guidance of engineers, I remark, that a spring of this quality and dimensions, 4½ × 2½ × 1, pressed to half an inch, showed 3½ tons on the dial, and one with equal quantities of oxide of zinc and magnesia, of same size, &c., indicated 1½ tons on equal pressure, while the quality of Mackintosh and Co.’s, referred to before, and of which this was an intimation, marked 1¾ tons on the dial; of course, a spring with a smaller bore than 2½ inches would show greater tonnage.
The next recipe is for grey packing, which is largely and exclusively used by some dealers for marine engines, &c., as well as in sheet; and if the price (3s. 6d. per lb.) was not excessive for so much adulterated matter, I would pass it over in silence as a very fair and useful article, and if approved, my form will enable the engineer to obtain it much cheaper by competition.
154Say then,
| Grind together | 25 | lbs. Para Rubber, |
| 5 | lbs. Cleaned Java, | |
| 16 | lbs. Oxide of Zinc, | |
| 6 | lbs. Carbonate of Magnesia, | |
| 3 | lbs. Porcelain or Cornwall Clay, | |
| 2 | lbs. Red Lead, | |
| 30 | oz. Pure Sulphur. |
So that it costs 25 cts. per lb., and hence I submit that 75 cts. per lb. is excessive, with discount from 10 to 20 per cent. Unless the magnesia in this packing is well calcined it will cut porous, but does not show its valves cut to shape before vulcanizing. It may seem I lay too much stress upon high prices, and if the goods were bought in trifling quantities, it would carry argument; but as the orders are usually large, and show good monied invoices, there is a wide margin for reduction; besides in many cases these long prices prohibit the use of caoutchouc. The prices are about right if the goods were of pure India-rubber.
I ought to remark that in all formulas which I use, Para rubber is used, which is now nearly four times the cost of Java, and is frequently more. This circumstance has for some time been attracting the attention of manufacturers, and bids fair to shut out almost the use of the former in all goods confined in moulds to vulcanize. I would call the especial attention of engineers to this fact, as Java materially reduces the cost, and needs very little judgment on their part to adopt it in these forms, in place of the expensive kind. I do not say it is so strong a gum 155as Para, but I feel certain that the manufacturers will be awake, and use it, without perhaps yielding the advantage out of their own factories, and therefore it is necessary for consumers to try how far they can “assist themselves” without their benevolence, especially as “Java gum” is now so readily and cheaply cleansed of all dirt or gritty matter. These remarks apply to the recipe I now hand, which is termed—best pure spring, or washers, &c.
| Grind together | 30 | lbs. Para Gum, |
| 5 | lbs. Oxide Zinc, | |
| 2 | lbs. Carbonate Magnesia, | |
| 3 | lbs. Common Chalk, | |
| 2 | lbs. Porcelain or Cornwall Clay, | |
| 30 | oz. Pure Sulphur. |
This costs about 33 cts. per lb. and is sold at $1 per lb., and though heavier, is intended to meet Messrs. Mackintosh and Co’s. article at $1 12½. The difference in density renders the latter the cheapest to the consumer, while the reduced price of the former catches the unsuspecting trader in these goods, and frequently obtains his preference.
The companion quality to the above for large valves, and packing sheets, is made as follows, and is styled—best pure packing.
| Grind together | 30 | lbs. Para Rubber, |
| 5 | lbs. Oxide Zinc, | |
| 5 | lbs. Porcelain or Cornwall Clay, | |
| 28 | oz. of Pure Sulphur. |
This costs about 31 cts. per lb. and is sold at $1 per lb., and is a trifle heavier than the pure spring quality.
156It will be perceived that sometimes pure sulphur is used, and sometimes the common flour of sulphur; the former is thought to render the goods more soft and velvety, but the difference in their relative cost is very wide, and the writer will not undertake to say how far the marketable value of the goods is improved, but thinks it will be admitted that their intrinsic value to engineers is not altered in any way.
I may here observe, that carbonates work best in all moulded goods, but not otherwise, and it is necessary they should be retained therein until quite cold, or they swell out of shape; but in packing, &c., vulcanized openly, oxides should be selected, as there is little or no chemical action with sulphur or heat. I have made no mention in these papers of very finely pulverized talc, or French chalk, which, from its cheapness, if well bought, and its being unaffected by heat, and its slippery nature, is invaluable as a top dressing, well rubbed in, upon the surface of all white goods for open vulcanizing, as well as dusting the sheet zinc upon which they are laid. It is equally valuable in all goods cured in rolls, such as medical sheeting, &c., and renders entirely unnecessary the rays of the sun afterwards, needing only to be wiped off with a dry cloth after vulcanizing.
There are many most respectable manufacturers, and these should have their sense of honorable integrity acknowledged, and, as far as possible, be protected from their inferiors in morality. In writing these papers off hastily, one is really tempted to get into a 157violent rage with this vicious system; especially when one calls to mind that, no sooner does an ingenious man invent something really valuable and useful, but these kidnapping and adulterating traders counterfeit the same instantly, and render their make to all appearance (and to the unsuspecting) equally good, though, in reality, not so, being merely cheapened by this adulterating and tricky system. Added to which, if the originator is not very sharp in obtaining his protection for the really valuable service he has rendered to science, and to the sale of which he is looking very naturally and justly, as a remuneration of what may have probably cost the inventor many days and nights of weariness, and possibly involved the spending of his money capital, and perhaps, even besides, months of labor, disappointment, poverty, and sorrow, I say, if he is not very quick in his protection, the unblushing effrontery and impudence of these “second hand people” will rob him of the whole. I believe no pen can sufficiently protest against those individuals who thrive “and make haste to become rich” from the oozings of other men’s brains. Theirs is the basest class of felony our laws cannot reach, and, consequently, their infamous and nefarious habit continues unheeded and untouched, and often (because unknown) unscorned. This applies to caoutchouc. Special reference to particular manufactures must be discussed another day; but, if I am rightly informed, Mr. C. Goodyear especially, and others, to some extent, have suffered from these copyists very egregiously and seriously. Though my testimony would be confirmed by our best men in every branch 158of trade, where there is scope for genius. I must not digress, and trust you will excuse my hasty protest against this counterfeit coin.
I will therefore, at once, hand you the formula for
| Grind | 30 | lbs. Java caoutchouc, |
| Grind | 18 | lbs. Oxide of zinc, |
| Grind | 6 | lbs. Carbonate of magnesia, |
| Grind | 6 | lbs. Clean chalk or whiting, |
| Grind | 2 | lbs. Flour of sulphur. |
This costs about 13 cents per lb., and is sold at 50 cents per lb., and, as you will perceive, contains about 110 per cent. of adulterating matter. Considering the mass of foreign substances in the above formula, (and yet sold under the name of “caoutchouc,” which should be pure Java gum, of less than half the density, for a great deal less than 50 cents gross price), one is almost astonished that the “gum-elastic” should retain any of its original liveliness, mixed up with so much dead weight; but so it is, as I shall show, by stating that a buffer-ring (4½ × 2½ × 1 ins.) of this quality exactly, and of the same size as those of which I gave the tonnage in your Magazine of the 24th of October, indicated, on the same being pressed to half an inch, 4½ tons on the dial. Of course the weight of the ring was fully double those then remarked upon, arising from increased density by adulteration. Pursuing the same subject of density, I have observed that these manufacturers have been compelled to charge less than the actual weight of their goods, as the people at Berlin would not pay caoutchouc price for so much rubbish. This in the 159“good old red-lead time,” when the manufacturers, with more faith than judgment, considered they could not include too much of that metal, but they have since become more crafty and subtle, and use it less madly. I weighed a cylinder or spring some few months since, of which a like quantity are now in use by the London and North-western Railway, and, I expect, at their station at Wolverton, which contained at least, 100 to 130 per cent. of cheap, heavy adulteration; and yet they paid 1s. 6d. per lb. in quantity nett. The size was 6½ × 2½ × 4, and weighed close upon 6 lbs. I should say, if the charge had been 9d. per pound, no manufacturer could need a better trade, hence I have chosen to throw a little a “free trade light” upon the subject.
The washer trade is a very lucrative one to the manufacturers, being principally cut from the spare or waste ends unavoidable in the make of springs, cylinders, and buffer-rings.
I will now give you the formula for what is termed
| Grind | 30 | lbs. Clean Java gum, |
| Grind | 5 | lbs. Lamp black, |
| Grind | 11 | lbs. Dry chalk, or whiting, |
| Grind | 5 | lbs. Sulphuret of lead. |
Costing about 12½ cents per pound.
Sometimes the Para gum is used in this mixture; but, though better, its use is not considered imperative if the Java caoutchouc is well cleansed. A cured coat, well vulcanized, is a great improvement in all respects upon the filthy naptha or varnish 160coat, and should, when competition is thrown into the market, exceed it very little in charge. As long as the calico upon which these are run is covered, the thinner that covering the better; and by far the best I have seen are made by Messrs. Mackintosh and Co., Moulton & Co., Moses, Son & Davis. I have seen some very bad ones, ill-shaped, non-vulcanized, and altogether only useful in bringing the better make into unjust dislike by the public. The sooner these latter daubs are improved, or withdrawn from sale, the better for the reputation of the India-rubber garment dealers. The cloth upon which the material is spread weighs about four ounces by the yard, and therefore the quantity of gum on each article is readily assessed, and the scale will determine which are lightest and best for a storm.
The article termed “sulphuret of lead” in the formula, is the chemical I have before remarked upon, and the screen or blind, nick-named (for reasons therein explained) “hypo,” and is only useful in so far as it is an excellent black pigment, which is only of importance in the garment branch of the trade.
There is no necessity for the monstrous charges at present made for these goods, and hence I desire to open up the subject fearlessly. The amount of adulteration necessary to bring up the desired color, is from 4 to 10 per cent. of the pigment termed oxide of zinc; but the formula used for the manufacture 161of the water or air mattresses and cushions referred to, contains about thirty-five per cent. of this cheap substitute for India-rubber. In writing thereon I take leave to state at the outset, that, like the “air,” or Mackintosh cushions or pillows we have known for so many years, they can be had of any size or shape, and differ from them in being of pure caoutchouc, or elastic gum, (minus the adulteration) instead of only a thin coating of pure gum, upon a cloth or non-elastic foundation. Hence their increased value to medical men in preventing bed sores, &c.
In my judgment, what is understood in these days by the word “humbug,” has gained such ascendancy over common sense, that honorable people, who disdain to practice it, are so out-distanced by the many who do, that they lose thereby several of the chances of trade. This “popular pet humbug” is, therefore, largely dealt in by puffing advertisers (even in these articles) who perpetually issue illustrated catalogues, &c., under the word “patent,” where none exists, “Improved Hydrostatic Water Mattresses,” “Inventor” and “sole manufacturer,” and a host of other fanciful and attractive names, through our Post Office, to the whole medical profession in the United Kingdom, as well as to the staff of medical men connected with all the Hospitals, Poor Law Union Infirmaries, East India and other companies, &c., and these mattresses are now in use at most of such establishments; and if the retail prices were not highly extortionate, and altogether beyond all reasonable limit, I would not throw the “sunshine” upon this valuable medical appliance. 162It just strikes my memory that there is a quiet notification in the interior of the envelopes of these circulars, that a discount of 12½ per cent. is allowed to the “profession,” (but which some refuse.) I may as well add, that these dealers, of course, have no exclusive right to the above names, as they would lead the public to infer, the manufacture being as free as the air we breathe; and of “hydrostatics,” they understand about as much as they do about general “chemistry,” and I am quite sure that of the latter exquisite science they know only just as much as the letterer can actually embody and make inherent in the words he may be instructed to paint on the door posts or facia outside. It is a melancholy truth, that this lettering is now accepted as proof that the “professor” inside, is in fact, a “practical” or “operative chemist,” though he may live and keep shop at the west end of the metropolis, and exhibit a framed notification, that he is a member of the “Pharmaceutical Society of Great Britain,” but without examination.
It is incredible, moreover, how these people, by their presumption, even seem to deceive medical practitioners, judging from the numerous “good names” they append to some of their valueless compounds of exhausted roots. In many cases beyond the capacity of informing an enquirer why, in “camphorated spirit” the addition of “water” precipitates free camphor, (to use a figure) they know no more of chemistry than the writer’s “foot;” and yet if one had not daily experience and proof that true science is modest and retiring, one would be liable to put these “professors” down as real living “Faradays,” “Herapaths,” 163“Redwoods,” and other equally illustrious chemists instead of quacks. Excuse the digression, but these characters who disgrace an intellectual science, will cross one’s mind in writing.
Returning to the water mattresses, I will show in figures, in the manufacturer’s price in 1850, and the manufacturer’s charge in May, 1856, (and it must be less at this moment,) and the uniform retail price, and to this latter I invite the special attention of your readers, and ask them carefully to note the retailer’s profit on each, and decide the advantage to be derived from purchasing of the manufacturer. I have no personal interest in any of them. I will show also their usual sizes, and their weight, as they are all sold by the manufacturers, on this basis.
I trust this may stir up increased demand for so useful and necessary an article for the alleviation of human suffering, the use of which the immense retail profits have hitherto prohibited among the middle and humbler classes.
The formula for water mattresses and cushions—(India-rubber) is:—
| s. | d. | |||
|---|---|---|---|---|
| 1 lb. | Fara Gum (in sheet,) | 2 | 0 | |
| (Present cost, 1s. 7d., per lb.) | ||||
| 6 oz. | Oxide Zinc, | 0 | 1½ | |
| 1 oz. | Pure Sulphur, (common equally good,) | 0 | 1½ | |
| Mill costs, | 3 | |||
| 2 | 5 | |||
| Or 1s. 7d. per lb. | ||||
| Say of the above compound, | 1 | 0 | ||
| Making waste, | 0 | ⅓ | ||
| Grinding, running, cleaning and vulcanizing, | 0 | 6 | ||
| Add 36⅓ mill profit, or | 0 | 10 | ||
| is | 3 | 2 | per lb. | |
164This is the price per pound the weight should be estimated at. The mattresses vary in size from 8 + 14 inches to 48 + 72—some with cells—some without cells. The retail profits on these goods, over the manufacturer’s prices, in 1856, ranged from 13s. 6d. to £7, 6s.—according to the size of the mattress. Or in American currency, from about $3.00 to $36.00 profit on single mattresses.
Should so serviceable an article be thus clogged and fettered by such immoderate charges by the retail shop-keepers? It may probably be a guide to some of our readers to state, the best size pillow is 17 + 22, and that the celled mattresses 27 + 30, and 30 + 40, are found most useful, and of adequate length to support the trunk of invalids, and admit the other portion of the body to rest upon the usual feather bed, and thus steady a weak patient; as a full length mattress of elastic gum, 33 + 72 is beyond the safe control of such invalids.
The retailer, for obvious reasons, recommends the larger mattresses, and which are not returnable, even if the patient dies before they reach him.
H. H. Day, of New York, has obtained a patent in England for extracting from gutta percha a peculiar etheric oil which it contains, preparatory to its being subjected to the process of vulcanization, by submitting it to the action of a liquor which dissolves out the etheric oil, and also, at the same time, by acting upon the woody matter, disengages the sand or other foreign substances held therewith. This liquor is composed of caustic potash (hydrate of potassa) dissolved in water, with an ether formed from a solution of chloride of lime and alcohol added, and after the crude gutta-percha is placed therein the whole mass is heated to a boiling point, and so kept for about nine hours, and then treated between rollers under water, in the ordinary manner. When taken out, the gum will consist of a pure and solid mass, resembling India-rubber, and fully equal to it in fineness, and in the readiness with which it may be worked to prepare it for the additional process of vulcanization.
By James Reynolds, of New York City. Gutta-percha, in the raw state in which it is imported, contains large quantities of bark, dirt, and foreign substances. In the common processes of manufacture these cannot be extracted, and bad results often ensue. For example, in the covering of telegraph wires, holes are often left wherever foreign substances are present, and thus the insulation is impaired. The only method heretofore employed, for preventing the quality of the manufactured article from being too much injured by the presence of these impurities, has been to reduce the bark and dirt into fine particles, by long-continued and tedious grinding, and then incorporating them with the gum.
The object of the present improvement is to effect the entire extraction of the bark and other foreign particles, and thus improve to a very great degree the quality of the manufactured article. The invention consists in first cutting the gutta-percha into extremely thin slices or sheets, and then submitting it to heating, rubbing, and screening operations. Under this treatment the foreign matters, are almost entirely extracted, and the gutta-percha left pure. This is a valuable invention.
Take one pound of India-rubber and then dissolve it in the exact quantity of naptha, or oil of tar to render it moderately thin, (about a gallon) to which is added shellac, and the whole allowed to macerate 167for ten days, until it attains to a cream like consistency. After which more shellac is added to make it pretty stiff, when it is heated and then poured out into plates. It is heated to 250°, when applied. The mixture is that of India-rubber and shellac dissolved in naptha. It is insoluble in water and not affected by the heat of the sun.
In Paris a new kind of cuirass for the use of the army, is shortly to be tried. This cuirass is of vulcanized India-rubber, about half an inch thick. The thickness, it is stated, is more than sufficient to resist the action of a ball projected from any kind of firearm. All the experiments tried have proved entirely successful. The force of the ball is completely broken by the elasticity of the India-rubber, and it falls on the ground at the feet of the person against whom it was sent.
Alfred H. Gaullie, Paris, patentee. This improved composition is formed by mixing together equal parts of gutta-percha and of Roman cement reduced to a pasty consistence with ox-gall. The operation of mixing is to be performed while the gutta-percha is in a heated and plastic state, and the two ingredients must be well masticated so as to cause them to combine intimately together. Any kind of coloring matter may be combined with the materials according to the effect desired to be produced.
A. Ford, of London, has obtained a patent for making solutions of India-rubber and gutta-percha, which solutions can be used for water-proofing as a varnish. The India-rubber or gutta-percha, is dissolved in warm turpentine or naptha. The turpentine, or naptha, is prepared by mixing a caustic alkali, such as potash, in it—one pound to the gallon—then agitating them in a suitable vessel, and allowing them to stand for about three days, when a dark colored residuum is found at the bottom. The clear liquor is then poured off and used for dissolving the India-rubber. It is stated that this makes a very beautiful varnish.
A patent has been obtained by Alex. Parkes, of Bury Port, Wales, for a preparation of oils similar in its nature to the improvement of Mr. Daines. He treats oils with the chloride of sulphur, which changes their character, rendering them similar to vulcanized India-rubber, and insoluble in mineral naptha and sulphuret of carbon. He heats about 2 parts by weight, of the chloride of sulphur with 8 parts, by weight, of oil, up to about 250°, when the combination of the two is effected. This vulcanized oil, it is stated, can be mixed with gutta-percha or India-rubber, to cheapen the manufactured articles made from these materials. This, apparently, is also an important invention.
Mr. Parkes has also taken out a patent for a varnish made of gun cotton dissolved in alcohol, or any 169solvent of gun cotton. This varnish is transparent, and he applies it to coat silk, sewing cotton, thread, leather, plaster, wood, &c., to render them water-proof. Gun cotton dissolved in chloroform is a well known varnish.
This article, in the form of purified white India-rubber, has been patented in England, for making artificial teeth, gums, and palates. By its adoption, many advantages hitherto impossible to be attained, have been introduced. The adhesion is complete, it can be moulded with perfection, to suit every inequality of the gums and teeth, and supplies an artificial periosteum, as it were, to the teeth, when become painful by the wasting away of the gum, added to these is the elasticity of the material, which completely obviates the inconveniences that arise from any motion with artificial teeth, as made by other means.
The Moniteur Industriel mentions an ingenious method of obtaining fine emery paper for polishing metals. Strips of paper coated with fresh starch-size are hung on ropes at different altitudes in a small room, which is afterwards carefully closed. A quantity of fine emery is then blown in by means of a ventilator, through an aperture left for the purpose, by which means a dense cloud of emery dust fills the room, but only the finest particles rise in the air to a sufficient height for them to be deposited on 170the upper slips; those of the second row receive a somewhat coarser sort, and so on, while such particles as are too heavy, and therefore too coarse for delicate polish, fall to the ground at once. Thus emery paper of different degrees of fineness may be obtained by a single operation, and sorted with mathematical certainty.
At a recent meeting of the Society of British Architects, J. B. Daines stated that by subjecting eight parts (by weight) of linseed oil and one part of sulphur, to a temperature of 278°, in an iron vessel, he obtained a species of paint possessing singularly preservative properties. Applied to the surface of a building with a brush, it effectually keeps out air and moisture, prevents deposits of soot and dirt, and preserves the beauty of the stone, wood, or brickwork to which it is applied. It has long been known that a portion of sulphur can be dissolved in oil, but until recently such a composition, as a paint or varnish, has attracted no notice; in fact, its preservative and impervious qualities when dry, were unknown. It is well known to chemists that sulphur, (the substance employed to give body to the oil,) is unalterable in the air, and is not acted on by moisture; hence its quality as a preservative for coating the outside of structures exposed to the weather. It is capable of preserving plaster of Paris figures exposed to the air, also monuments, and buildings of the brown freestone, which are liable to detrition, from the action of the weather. It is stated that it improves the color 171of the stone to which it is applied, as well as preserves it; therefore it is a most useful paint, and deserves to be very generally employed.
Mr. C. Goodyear has recently taken out a patent in England, for a new compound, composed of India-rubber and coal tar vulcanized with sulphur. Coal tar is heated in an open boiler until it acquires the consistency of melted rosin, when it is mixed with India-rubber, in proportions which may vary according to the character of the material to be produced for a specific purpose. It is mixed with sulphur and then heated to vulcanize it.
Dissolve two pounds of strong glue in one quart of water, in a glue kettle, or in a water bath; when the glue is entirely melted, add little by little to the amount of ten ounces of strong nitric acid. This addition produces an effervescence due to the disengagement of hyponitric acid; when the whole of the acid is added, remove the vessel from the fire and leave it to cool.
Glue thus prepared, kept in a stopped flask, will remain good for two or three years.
A series of interesting experiments have just been concluded at the Birmingham Waterworks, relative to the strength of gutta-percha tubing, with a view to its applicability for the conveyance of water. The 172experiments were made (under the direction of Henry Rolfe, Esq., engineer,) upon tubes three-quarters of an inch in diameter and one eighth of gutta-percha. These were attached to the iron main, and subjected for two months to a pressure of 200 feet head of water, without being in the slightest degree deteriorated. In order to ascertain if possible, the maximum strength of the tubes, they were connected with the Water Company’s Hydraulic Proving Pumps, the regular load of which is 250 lbs. on the square inch. At this point the tubes were unaffected, and the pump was worked up 337 lbs., but to the astonishment of every one the tube still remained perfect. It was then proposed to work the pump up to 500 lbs., but it was found that the lever of the valve would bear no more weight.
The utmost power of the hydraulic pump could not burst the tubes.
The gutta-percha being somewhat elastic, allowed the tubes to become slightly expanded by the extraordinary pressure which was applied, but on its withdrawal, they resumed their former size.—London Mechanics’ Magazine, Vol. LI.
Two pounds of tallow, a pound of hog’s lard, a half pound of turpentine, and the same quantity of bees-wax are melted together in an earthen pipkin. The boots and shoes are dried and warmed, and the composition is well rubbed into them with a piece of tow dipped into it; the articles being held near a hot fire 173until they have imbibed as much as they can take up. This mixture is used with very good effect by sportsmen.
Another mixture for the same purpose, which is much used by fishermen, is applied in the same way. It consists of a pound of bees-wax, a half pound of rosin, and the same quantity of beef-suet.—Morfit.
Gutta-Percha is destined to exert a very important influence in commerce and manufactures. Since its discovery it has made rapid strides as a useful and important agent in the arts. Its uses may be said to be innumerable, and although it was discovered but a few years since, it has completely superseded other substances, which were before regarded as indispensable. Our object is to give to manufacturers and all interested in the use, history, or application of this gum, as much insight as possible into the patents which have been issued in relation to it, both in England, France, and the United States. We have very carefully examined all the English works which treat upon the subject, and shall give a faithful history of all that has been written upon it which is of practical importance to the shoe manufacturer. A better knowledge of its properties and uses cannot, we think, be obtained than is set forth in the various patents and communications which have been issued. 175Here may be found, not only a general idea of gutta-percha as a gum, but the results of scientific investigation, application, and analysis. We have, therefore, carefully avoided all the superfluous technicalities connected with patent papers, except such as are important to the object proposed, and selected only such as will be of real importance to the shoe manufacturer, or the scientific enquirer.
The first patent ever issued in England, and which may be considered as the master patent, was taken out by Richard Archibald Brooman, of London. Patent dated March 11, 1845. Specification enrolled September 11, 1845.
After reciting the specification, the patent describes the properties of the gum.
First. It is of a highly combustible quality, being chiefly composed of carbon and hydrogen, while at the same time it inflames only at a very high degree of heat, and is not injuriously affected by any known degree of atmospheric heat.
Second. It is soluble in essential oils, but resists, to a great extent the action of grease and unctuous oils.
Third. It mixes readily with paints, pigments, and most other coloring matter.
Fourth. It is repellent of, and unaffected by cold water or damp.
Fifth. It may be so softened by mere immersion in hot water, or by exposure to steam or hot air, as to be capable without further treatment, of being kneaded or moulded, or rolled out, or spread in any desired shape, and to any extent of tensity.
176Sixth. It is of a strongly adhesive or agglutinating quality, and when dry is free from stickiness.
Seventh. In the dry or solid state it is flexible, of great tenacity, and to a slight degree elastic.
Eighth. It is impermeable to, and not injuriously affected by atmospheric air.
Ninth. It is, in a pure state, nearly inodorous.
Tenth. It is little, if at all injured by use, (except as fuel), and may, after it has been employed in a manufactured state, be recovered or renovated, and manufactured anew.
In some of these properties, namely, its adhesive, and water and air repellent properties, gutta-percha resembles caoutchouc, or India-rubber, but it is advantageously distinguished from it in its freedom from stickiness when dry, in its not being so affected by atmospheric heat, or by unctuous oils, and in its being workable by means of hot water alone.
[The patentee then described how this substance may be applied, either by itself, or in combination with other materials.]
1st. Artificial Fuels.—Five different sorts are described, the peculiarity in all of which consists in the substitution of the gutta-percha, in different forms or proportions, for the coal tar, or other agglutinizing substance ordinarily employed.
2d and 3d. Artificial mastics and cements.
The gutta-percha is directed to be first freed from the fibrous and foreign matters with which it is usually found intermixed, when first imported, after which it is to be applied in any one of the three states, namely, 1st, a plastic state; 2d, a granular or pulverized state; and 3d, a state of solution.
The kneading machinery is similar to that used in the manufacture of rubber. When it is desired to give to the mass of gutta-percha a greater degree of elasticity than is natural to it, I mix up and incorporate with it, while it is going through the kneading machine, either a portion of caoutchouc or a portion of sulphur, or portions both of caoutchouc and sulphur.
The following are good average proportions: about three parts caoutchouc for every six parts of gutta-percha, or one part of sulphur for every eight parts of gutta-percha, or two parts of caoutchouc, and one part of sulphur for every six parts of gutta-percha. When caoutchouc, however, is employed to increase the elasticity of the gutta-percha, a degree of heat, of not less than 150° Fahrenheit is necessary to effect the amalgamation of the two substances. The caoutchouc is most conveniently introduced into the machine at the same time with the gutta-percha, but the sulphur should be dropped into and upon the gutta percha from time to time, and in small quantities at a time. The gutta-percha takes up the other materials readily, and the whole are, at the end of the process, thoroughly amalgamated. Should it be desired to give any color to the mass, the requisite pigment or coloring matter is introduced in the same manner as the sulphur, and also in small quantities at a time. The coloring matter penetrates every part of the mass, and becomes perfectly amalgamated and identified with it. The gutta-percha may be also improved in smoothness, by incorporating with it some pulverized French or Turkey chalk, or other 178soft powder, adding it in same way as the sulphur, or should it be desired to make it rough, and abrasive, it may be mixed up with some ground emery, sand, or other hard substance, in a granular state.
There are other combinations in which the gutta-percha in its plastic state, intimately mixed or blended with other materials, as for example:—There may be added to the gutta-percha, while in the kneading machine, paper pulp, wood dust, leather dust, hair bristles, oakum, &c. (taking care when they are not in a comminuted state, to cut them up small) and compound fabrics will be thus produced very suitable for paring, roofing, sheathing, and other purposes.
As before stated the gutta-percha may be dissolved in most of the essential oils, and by the application of a gentle heat, the patentee states that he prefers using for the purpose, rectified naptha, or rectified oil of turpentine. It may also be applied in a state of solution to rendering water and air proof, or cementing the various articles to which gutta-percha has been before stated to be applicable for these purposes in a plastic state, when sulphur imposed upon or between the surfaces of articles. It may be applied in this fluid state, to the saturation of cordage of all sorts, in order to increase its strength, and render it water proof, and as a size for stiffening silks, ribbons, and other fabrics. And lastly, it may be employed in this liquid state mixed with colors, for printing silk, cotton, leather, and other fabrics.
179R. A. Brooman caused another patent to be issued, under date of March 27, 1845.
The invention comprehended under this patent is stated to have for its object the “the manufacture of a thread of great strength and durability, and perfectly water-proof, from the substance called gutta-percha, and the application thereof to the manufacture of piece goods, ribbon, paper, and other articles.”
The specification then describes the manner in which this object is carried out. The machinery is very simple. It consists of a die-box kept hot by steam, from the bottom of which a number of small tubes project downwards into a tank filled with cold water; and a cylinder and piston mounted on the top of the box. The mode of operation is as follows:
A roll of the prepared gutta-percha is introduced into the cylinder immediately above the die-box. The piston is then replaced, and forced steadily downwards by hand or other suitable power upon the gutta-percha, which, becoming softened at the lower end by contact with the hot die-box, escapes from the pressure through the tubes in a series of threads, which, as they drop into and are cooled in the water in the tank, and carried around a roller, whence they are conducted to and wound upon a set of revolving reels, after the manner of hand-spinning, that is, by working the thread between the fingers and thumb, the thread may be stretched about four times the original length. The threads are then wound off on bobbins and ready for use.
I twist and spin two or more such threads together 180into one round thread, by means of a bobbin and fly frame, such as is used in the manufacture of cotton. Besides giving to the gutta-percha threads the desired roundness, these whirling and twisting processes have the effect of greatly improving them, in point of elasticity.
A strong, and perfectly water-proof fabric is formed by simply laying a number of gutta-percha threads side by side upon a foundation of cotton or linen, or other textile fabric, and passing the two materials between heated rollers, which have the effect of cementing the threads firmly to the cloth and to one another; and such fabrics may, by using the threads of different sizes and color, have every nicety of striped appearance given them.
Articles resembling diaper, or mosaic work, are made of gutta-percha threads of different colors or shades, very rapidly and economically. In the manufacture of paper, an article very difficult to rend, and which will, therefore, be found extremely suitable for documents exposed to much tear and wear, as bills of exchange, certificates, also for wrappers, envelopes of all sorts is formed by interposing between two sheets of paper pulp threads of gutta-percha, laid cross-wise like net work, at distances of an inch or two apart, more or less, and combining the two sheets by any suitable machinery as heated rollers. The gutta-percha thread may also be plaited either in the naked or sheet state, into hats, cans, bonnets, or into bags, baskets, basket work, or into coverings for chairs as a substitute for cane, or into whips, bridles, reins, 181or into any other similar articles—and finally, cordage of great strength may be made by twining together threads of gutta-percha with threads of flax, or other durable fibrous material, by the same processes as are ordinarily followed in the manufacture of the different sorts of cordage.
The following described Patent for improvements in Boots, Shoes, Gaiters, &c., is of great importance, inasmuch as it fully describes the method of manufacture, the solution used, &c. It will be observed that Mr. Keene mixed caoutchouc or India-rubber with gutta-percha. This process is now found to be very detrimental to the durability of the boot, shoe or gaiter, inasmuch as a rubber mixture is sure to become decomposed by the oils in the upper stock or soles. It also renders the shoe a nasty, sticky mass, making it impossible to repair them. The process has been tried here, evidently a copy of the Keene patent. After an expenditure of thousands of dollars, the manufacture of boots and shoes by this admixture of India-rubber has been abandoned as impracticable.
Gutta-percha, on the contrary, is not affected by oils, and here is the grand secret of the success and triumph of boots and shoes cemented by it. Goods of various descriptions, including boots and shoes, were largely manufactured in England, between 1845 and 1848, which, being made with a mixture of India-rubber and other foreign matter, were thus rendered valueless. In six months after many of these varieties of elegant fabrics were put into the market, they 182were discovered to be a sticky mass of worthless trash, or where the rubber was omitted became brittle like glass. Whereas, goods that were manufactured from the pure gutta-percha, such as picture frames, &c., remained uninjured to the present day, and are now apparently as firm and indestructible as when first made.
Here follows the Patent.
Charles Keene, of Sussex Place, Regent’s Park, Esq., for improvements in Boots and Shoes, Gaiters, Overalls, and other like articles. Patent dated May 29th: Specification enrolled November 29th, 1845.
My improvements in boots, shoes, gaiters, overalls, and other like articles of apparel, consist in rendering the same more or less weather and water-proof, and more easy of wear, by the application of the same, in whole or in part, of the substance recently imported from the East Indies called gutta-percha.
First. I coat the pieces of leather, or other material, of which the boots, shoes, gaiters, overalls, or other articles of apparel, are made, on either one or both sides, with a solution of gutta-percha, or a solution of gutta-percha mixed with a portion or portions of caoutchouc, or sulphur, or coloring matter, or any other substance or thing which may be calculated to improve the quality of the said solution as directed and explained in the specification of certain letters patent, of date March 11th, 1845, granted to Richard Archibald Brooman, for “certain improvements in the preparation and application of artificial fuels, mastics, and cements,” and this I do 183either once, twice, or oftener, according to the thickness of the solution, and the thickness desired to be given to the coating; and sometimes, instead of so coating the whole of the said pieces, I coat those pieces which are likely to be most exposed to the weather or wet, as for example, the outer sole and upper leathers only.
Second. I protect in like manner the said pieces of leather, or other material, some or all of them, by covering the same, either on one or both sides, with a layer or layers of gutta-percha in the plastic state, or of gutta-percha combined in the said plastic state with a portion or portions of caoutchouc, or sulphur, or coloring matter, or of French chalk, or other soft powder, as directed in the aforesaid specification of the patent of Richard Archibald Brooman, applying the said layer or layers by the means and in the mode also described in the said specification.
Third. Instead of either coating or covering, as aforesaid, the materials of which the boots and other articles before mentioned are made, I sometimes interpose between the same or certain portions of the same, as for example, between the inner and outer soles, or between the upper leathers and linings, pieces of gutta-percha in any of the sheet states in which it is manufactured under the said patent of Richard Archibald Brooman.
Fourth. I manufacture boots, shoes, gaiters, overalls, and other like articles, in whole or in part, of a compound fabric, formed and described by the specification of the said Richard Archibald Brooman, by adding to the gutta-percha while in the kneading 184machine (whether previously combined, or not combined with caoutchouc or sulphur, or coloring matter, or French chalk, or other soft powder, as aforesaid) a portion of leather, dust, or hair, or bristles, or ground cork, or woolen shearings, or other membranous or fibrous substances, in a finely comminuted state.
Fifth. I also manufacture boots, shoes, gaiters, and other like articles, in whole or in part, of a certain other fabric which is directed in the specification of the said Richard Archibald Brooman to be formed by saturating a bat or fleece of cotton wool, or other fibrous material, with a solution of gutta-percha, or a mixed solution of gutta-percha and caoutchouc; preferring, however, for the purpose of this part of my invention, such bats or fleeces, as have been saturated with a solution containing in it a portion more or less of sulphur and of some coloring matter.
Sixth. I make boots and shoes, and the other articles aforesaid, of gutta-percha, or of a mixture of gutta-percha and caoutchouc, either sulphurized or not sulphurized, all in one piece, without sewing or stitching, as usual, by casting the same in cored moulds, made of the required form of the boot, shoe or other article. I either fill the mould with the material in a state of hot solution, and leave it to cool, or I fill it with the material in a granular state; heat the mould till its contents become in a pulpy state, and then set it to cool. I sometimes use a single matrix only, and cause the material in a sheet or in a plastic state, to assume the state of that matrix by forcing it into the recesses thereof, by means 185of the pressure of water or air, and sometimes in order to give greater springiness to the boot or shoe, or other article, instead of casting it all in one piece, I cast it in two or more pieces; as for example, I cast the front part in one piece, and the heel or back part in another piece, and unite the two parts by means of an interposed piece or pieces of leather or of gutta-percha in the sheet, and sulphurized state, or some other like flexible material.
Seventh. Instead of uniting the different parts of which boots and shoes, and other articles aforesaid are made, by stitching or sewing, as usual, whenever any two of these parts, or any one or two parts consists of gutta-percha, or of a mixture of gutta-percha and caoutchouc in any of the sheet states aforesaid, I pass a hot iron over the joint or joints, which causes the two surfaces to adhere firmly together.
Eighth. I take boots, shoes, gaiters, overalls, and other articles as they are now ordinarily made of unsulphurized caoutchouc, and greatly improve the same in point of smoothness of texture, and capability of resisting variations of temperature by exposing them for from thirty to sixty minutes to the fumes of sulphur, in a close vessel, heated to a temperature of 210 to 250 degrees more or less, or immersing them for the same length of time in a bath of melted sulphur. In either case, in order to prevent the articles from sticking to one another, they should be done over with a paste made of French chalk, flour and water, and that paste allowed to dry before subjecting them to the action of the sulphur. Boots, shoes, and other articles made in whole, or in part of 186unsulphurized gutta-percha, may be treated in the same way, but I prefer incorporating the sulphur in the first instance with the gutta-percha, when it is in the state of solution, or in the plastic state, or in any of the other states of preparation and combination aforesaid.
Lastly. I improve the shoes of horses by laying upon and securing to the upper part of the same, a sheet, or layer of sulphurized gutta-percha, or of sulphurized caoutchouc, or by making the same wholly of either of the said materials. In the former case, the sheet or layer of sulphurized gutta-percha, and sulphurized caoutchouc, may be either attached to the shoe by rivets, before it is applied to the foot, or it may be laid loosely between the shoe and foot when the horse is being shod, and be made fast by passing the shoe nails through it. It affords a soft and yet firm footing to the animal, and resists, without injury to its shape, very high degrees of heat and pressure.
The following described patent was taken out by Charles Hancock, of Grosvenor Place, for “certain improvements in the manufacture of gutta-percha, and its application alone, and its combination with other substances.” Patent dated Jan. 12, 1846.
In copying these patents our aim is to make perfectly plain and clear to all interested, certain chemical facts, compounds and the like, which produce desired results, and which have thus far been preserved, as profound secrets. For example, in selecting certain claims or descriptions in the Hancock Patent, we here 187describe the process of making and applying varnishes to India-rubber shoes, etc., which varnishes are perfectly sweet, “shutting in” all disagreeable odors, from sulphur and other combinations.
These varnishes may be applied to leather or cloth, giving them a beautiful glossy exterior, also rendering them water-proof.
The inventor says—“My invention consists firstly, in certain improved methods of preparing gutta-percha for manufacturing purposes. If the gutta-percha to be operated upon, is not very impure, it may be at once submitted to the process hereafter described. * * * * If impure, the gutta-percha may be cleansed by the process as laid down by R. A. Brooman, March 11, 1845.”
Mr. Hancock continues—“According to one of my improved methods of preparing gutta-percha, I place it in a plastic state in a cylindrical screw press, kept hot by a steam jacket, or otherwise, and having the bottom perforated with numerous holes, and squeeze it through the strainer and perforated bottom, from which it falls in a much purified state.
“This operation may, if necessary, be repeated; I then transfer the gutta-percha in this purified state, to a masticating machine, such as is commonly employed in the preparation of caoutchouc, and kept hot by any suitable means, and work and knead the gutta-percha until it is brought to the consistence of dough or putty. According to another of my modes of preparing gutta-percha, instead of passing it through the screw-press, as before described, I take the plastic mass and pass it a number of times between 188heated rollers, kept hot by hot water, steam, or any other convenient means. Or, thirdly, I take the gutta-percha as imported, and dissolve it by means of rectified oil of turpentine, or any other suitable solvent, and filter the solution while warm, through flannel, or felt, or fine wire gauze, after which I distil off the solvent, and evaporate the residuum to the consistence of dough or putty.”
Secondly, “My invention consists in making a compound, elastic, water-repellent substance for manufacturing purposes, by combining gutta-percha with an elastic and water-repellent substance, called “jintawan.” I combine the two substances in a masticator, and then operate upon the two materials by that machine; at the same time adding any coloring matter that may be desired, continuing the operation of the machine, until they are intimately blended together. And I make the triple combination of ‘gutta-percha,’ ‘jintawan,’ and ‘caoutchouc,’ and by means of a masticator, in the same manner. For the purpose of making these combinations. I vary the proportions of the two, or of the three substances which I combine according to the quality which it is desired that the combined substance shall possess.”
Thirdly, “My invention consists in combining gutta-percha, or gutta-percha, caoutchouc, and “jintawan” with orpiment, liver of sulphur or other sulphurets, having like chemical properties, which will enable it to combine effectually with the other articles above mentioned, and afterwards subjecting the compound substance to heat, as herein described. * * 189A good compound for bands or tapes, is found by combining 50 parts of gutta-percha, 24 parts of “jintawan,” 20 parts of caoutchouc, and 6 parts of orpiment. I may state as a general rule, deduced from the experiments which I have made, that the proportion of orpiment, or other sulphuret used, ought not to exceed 25 per cent.
“When jintawan, or caoutchouc is used in making this compound article, the combination of the materials will be much facilitated by previously moistening the jintawan and caoutchouc, or such of them as are used, with rectified oil of turpentine, or some other solvent, so that they may be softened in the manner aforesaid. The orpimented, or sulphureted compound is next to be exposed to a heat of from 300° to 340°, for a period varying according as the temperature is higher or lower. With a heat of 300° Fahrenheit, I keep the article exposed to it for about sixty minutes; with a heat of 340°, for about fifteen minutes only. The required heat may be obtained by means either of high pressure steam, or water heated under pressure, or of hot air.
“I consider the use of sulphur to be objectionable, because of the offensive smell which it imparts to the article, and of the tendency which sulphur has to effervesce, or exude from the surface of it. And therefore I prefer the use of orpiment or some other sulphuret which will combine more effectually with the other component parts of the article.”
190Fourthly, “My invention consists in a mode of rendering gutta-percha, or a combination of that substance with ‘jintawan’ and caoutchouc, or either of them, of a light, porous, and spongy texture, forming a species of artificial sponge, suitable for stuffing or forming the seats of chairs, cushions, mattresses, saddles, horse collars, buffers, and for many other useful purposes.
“To gutta-percha, which is intended to be made porous or spongy, for such purposes as aforesaid, must be added about 10 per cent. of rectified spirit of turpentine, or other proper solvent, and the whole mixed together by any convenient means. And if any of the above-mentioned compounds of gutta-percha is intended to be similarly treated, the caoutchouc or “jintawan” used therein, must be previously dissolved in from 100 to 200 per cent. of a similar solvent, the quantity of solvent being more or less, according as the product is intended to be more or less spongy and elastic. To the article which is intended to be made porous and spongy, must be added alum or carbonate of ammonia, or some other description of volatilizable substance.
“If the article which is intended to be made porous and spongy, is required to be made more permanently soft and elastic, it should be combined orpiment, liver of sulphur, or a sulphuret, in the same way as described in the third part of my invention. A portion of sulphur may, in such a case, be used, but I prefer orpiment, liver of sulphur, or a sulphuret, for the reasons I have before stated.
“The article which is intended to be made spongy 191and porous must then be thoroughly mixed with from ten to twenty per cent. of alum, carbonate of ammonia, or some readily-volatilizable substance, either in the masticating machine, or by any other convenient means. The material thus prepared, may be put into moulds, or forms, or upon trays, or confined in such a way as to cause it to assume the form which it is intended to possess. The material is then put into an oven or chamber, heated by steam or other convenient means, to a temperature of from 250° to 260° of Fahrenheit, at which temperature the article must be kept from one to two hours, according to the desired result. The effect of the exposure of the article to this high temperature will be to drive off the solvent with which it has been mixed, and at the same time, the alum, carbonate of ammonia, or other volatilizable substance before mentioned, cause the article to swell, and will render it porous and spongy. When the article has been exposed to this temperature for about one hour, it will be in the most porous and spongy state, and if the operation is further prolonged, the effect will be to render it less elastic and more rigid.”
Fifthly, “My invention consists in imparting, by the following process, to gutta-percha and its various combinations with caoutchouc and “jintawan,” when orpimented or sulphureted as aforesaid, almost any degree of hardness and tenacity, without injury to its water-repellent properties. I take the gutta-percha, or gutta-percha compound, after it has gone through the process described under the third head of this specification, and while it is yet in a plastic state, and 192press it into moulds, which I bind tightly together with iron plates, screws and nuts. I then place these moulds in a chamber or vessel raised by steam or hot air to a temperature of from 300° to 380°, for from one to five or six days, varying the degree of heat and the time of exposure to it, according to the degree of hardness and tenacity required, after which I set the moulds aside to cool slowly. The gutta-percha and gutta-percha compounds may be so hardened by this means, as to be turned in the lathe, like wood or ivory. And they are thus rendered applicable to a great variety of purposes, for which they could not in any other state be suitable, such as picture-frames, knife and sword handles, door-handles and panels, walking-sticks, chess-men, seal-holders, paper-cutters, combs, flutes, musical-keys, buttons, pulleys, ornamental and architectural decorations, &c.
“The material may be either at once formed into any of these articles, by making the moulds of the form and figure of the articles; or it may be produced in the first instance in plain blocks, and afterwards cut up and fashioned at pleasure, by such tools and instruments as are ordinarily used for like purposes.”
Eighthly, “My invention consists in forming in manner certain varnishes which may be applied to the water-proofing of leather or cloth, and in applying them either alone or mixed, without coloring matter, to gutta-percha or its compounds, or to articles made from them, they may have a fine, glossy exterior given to them, and the smell of any ingredient which may have been mixed up with them, and which may be of an offensive nature, (such as sulphur) may be effectually 193shut in. For this purpose I take the gutta-percha, or gutta-percha combined with “jintawan” and caoutchouc, or either of them, orpimented or sulphureted as before described, or sulphurize and dissolve it by confining the mass in a steam-tight vessel, and by placing that vessel in a chamber heated by steam or other convenient means to a temperature of 300° to 380° Fah., or I mix gutta-percha and caoutchouc, or gutta-percha and “jintawan” (using the substance indifferently, so far as the proportion one bears to the other,) with sulphur or orpiment, or other sulphuret, in the proportion before directed to be observed, where these substances are introduced with about eight to ten parts of animal or vegetable wax, or of animal or vegetable fatty matter, and then dissolved in rectified spirits of turpentine, and evaporate as before. As these varnishes combine readily with colors, they afford the means of rendering a numerous class of articles, such as elastic rings, bands, bandages, straps, &c., much more extensively, suitable and vendible than before. These varnishes mixed with colors, may also be used for the purpose of painting or printing cloth, leather, or any other fabric. These varnishes will also be found very useful as cements, particularly in combining gutta-percha and its compound, with silk, cotton, and other textile fabrics.”
Eleventhly, “My invention consists in making cards for carding cotton and other fibrous materials, in manner following—I make the backs either of gutta-percha alone, spread in a plastic state to a sufficient thickness on a cloth, or felt, or other suitable foundation, 194or of any of the gutta-percha compounds which are of sufficient flexibility and consistence for the purpose. And I insert the metal teeth in these backs, according to any of the known methods followed in the manufacture of such cards.”
Twelfthly, “My invention consists in mixing with the gutta-percha prepared in the manner first hereinbefore described and exemplified in the masticating machine, shellac, or resin, or asphalt, or some other resinous or bituminous matter; and when the materials are thoroughly amalgamated, I spread the mixture while in a fluid state, upon cloth or leather, or any other suitable foundation.
“For low priced articles, I sometimes combine caoutchouc and sulphur with vegetable or Stockholm pitch; and when spread into sheets or made up into other forms, I vulcanize the compound. The proportions may be varied very considerably, as well as the temperatures at which they are vulcanized; but I find the following to answer well: 8 parts caoutchouc, 2 sulphur, 3 pitch; or 8 parts caoutchouc, 2 sulphur, 1 pitch, submitted to a temperature of 290° for an hour. To prevent blistering and porosity, if necessary, I employ pressure by means of screw cramps and plates, or otherwise, during the vulcanizing. This material is applicable to railway packing, and other rough uses.
“I also combine and vulcanize in the same manner caoutchouc, sulphur, and resins, preferring on account of its cheapness the common resin of commerce. The proportions and temperature, as in the 195case of pitch, may be varied; but the following I find to be useful for many purposes: 16 parts caoutchouc, 2 parts sulphur, 6 parts resin; or 16 caoutchouc, 4 sulphur, 2 resin. These compounds may be submitted to the same treatment as in the case of pitch, and are applicable to similar uses. For some purposes, I also combine caoutchouc and sulphur with wood or cork dust, or fibrous substances, such as hemp and flax, or any other suitable material cut into short lengths, and vulcanize such compounds, either in blocks, or spread, or otherwise wrought into sheets, or formed into figures, or embossed, or ornamented as before described.”
The following account of “Parke’s Improvements in Dyeing” will be found to be very important:
I will now proceed to describe another part of my invention, which consists in dyeing caoutchouc and gutta-percha alone, or in combination; and afterwards, when desired, treating those matters by changing agents, according to either of the methods herein described.
To dye caoutchouc, or gutta-percha, or their compounds, black, I boil the same from a quarter of an hour to half an hour in the following preparation: I take one pound of sulphate of copper dissolved in one gallon of water, one pound of caustic ammonia, or muriate of ammonia; or I take and boil one pound of sulphate or bisulphate of potash, and half a pound of sulphate of copper with one gallon of water. To dye caoutchouc, or gutta-percha, or their compounds, green, I take one pound of muriate of 196ammonia, half a pound of sulphate of copper, two pounds of caustic lime, and one gallon of water, and boil as before, from quarter to half an hour. Another dye producing a purple tinge, I obtain by using one pound of sulphate or bisulphate of potash, a quarter of a pound of sulphate of copper, and a quarter of a pound of sulphate of indigo, and boil the caoutchouc, or gutta-percha, or compounds, from one quarter to half an hour. The depth of color may be varied by varying the proportion of the ingredients used. When it is wished to color caoutchouc, or gutta-percha, or their compounds, I employ the following colors, but do not confine myself thereto, nor do I make any claim to the same. For blue, those known in commerce as Victoria blue and ultramarine. For red, vermillion, carmine or rose lake. For green, Brunswick green or acetate of copper. For yellow, chrome yellow or oxide uranium. For white, the color known as satin white; and I prefer generally to use this color as a ground for the colors above named, and I would here observe, that the coloring processes precede those for “the change.”
To Charles Hancock of Grosvenor Place, Middlesex, London, for certain improvements in the preparation of gutta-percha, and in the application thereof, alone and in combination with other materials, to manufacturing purposes; which improvements are also applicable to other substances. Sealed, February 10th, 1847.
197This invention relates, firstly, to the methods and machinery employed for preparing gutta-percha for manufacturing purposes.
Secondly, to certain improvements or processes previously secured to the present patentee, and consisting in sulphuretting gutta-percha, (since called metallo-thionizing) and in applying these improvements to the sulphuretting of caoutchouc and jintawan.
In the last-mentioned specification, the patentee recommends that the sulphuretting of the gutta-percha should be effected by means of sulphurets, such as orpiment or liver of sulphur, in preference to sulphur itself; and he there states that though a portion of sulphur might be used in place of an equal portion of sulphuret, yet he conceives the use of sulphur to be altogether objectionable, because of its offensive smell and tendency to effervesce. He has since ascertained that if a minute portion of sulphur be used along with a sulphuret, a better result is obtained from a combination of the two than from either substance alone. The proportions which he finds to be the best are, 6 parts of sulphuret of antimony, or hydrosulphate of lime, or some analogous sulphuret, and 1 part of sulphur to 48 parts of gutta-percha: when these materials have been mixed, the compound is to be put into a boiler and heated (under pressure) to a temperature of from 260° to 300° Fah.; and it is to be left in this state for a period varying from half an hour to two hours, according to the thickness of the materials; by which times the gutta-percha becomes completely 198sulphuretted or metallo-thionized. The patentee applies precisely the same combination of materials (i. e., a sulphuret and a small quantity of sulphur) to the sulphuretting of India-rubber and jintawan, and in the same way. * * *
The fourth mode consists in making a paste of the sulphuret and sulphur with the addition of a small quantity of gutta-percha or caoutchouc solution, brushing it over the material to be sulphuretted, and then subjecting the same to one of the three processes as described.
The invention consists, fourthly, in the following means of improving gutta-percha, both in a sulphuretted and unsulphuretted state, and in the application of the same to caoutchouc and jintawan in the like conditions.
The patentee either exposes the material for a minute or two to the action of binoxide of nitrogen gas, (obtained by the usual method of dissolving a metal, such as zinc, copper, mercury, in nitric acid) or he immerses it in a boiling and concentrated solution of chloride of zinc, for a period varying from one to five minutes, according to the strength of the solution; and in either case, he afterwards washes the material with some alkaline solution, or with soft water. The material may be subjected to the action of the binoxide of nitrogen gas, either by putting it into the acid while the metal is in the course of being dissolved and the gas evolved, or by introducing it into a chamber in which the gas has been collected for the purpose.
199Gutta-percha which has been thus treated (whether sulphuretted or unsulphuretted), becomes exceedingly smooth and of a lustre approaching to metallic: so also does common unsulphuretted caoutchouc (rubber) with the addition of being entirely freed from that stickiness peculiar to it, while sulphuretted caoutchouc acquires under such treatment, all the downy softness of velvet. * * *
The sixth part of the invention consists in producing a new compound of gutta-percha by mixing, in a masticating machine, six parts thereof with one part of chloride of zinc; and in forming new compounds of caoutchouc and jintawan by a like proportional combination. All these compounds admit of being afterwards sulphuretted or sulphurized.
The seventh part of the invention consists in an improved combination of materials for producing a porous and spongy gutta-percha, fit for stuffing or forming the seats of chairs, cushions, mattresses, saddles, horse-collars, railway carriage-buffers, and other like articles, similar to that described in the specification before alluded to; and in the application of the said improved combination of materials to the rendering of caoutchouc and jintawan similarly porous and spongy. The patentee takes 40 parts of gutta-percha, India-rubber or jintawan (moistened when a very light product is desired, with oil of turpentine, naptha, bi-sulphuret of carbon, or other proper solvent), 6 parts of hydrosulphuret of lime, sulphuret of antimony, or any other analogous sulphuret, 10 parts of carbonate of ammonia, carbonate of lime, or other substance that is either volatile or 200capable of yielding a volatile product, and one part of sulphur. He mixes these materials together in a masticator, and then subjects them to a high degree of heat, observing the same conditions in respect thereof, which are set forth in the specifications alluded to; except only that the heat may be pushed with advantage several degrees higher, say to from 260 to 300°.
The ninth part of the invention consists in producing by the combination of gutta-percha, caoutchouc and jintawan, with other materials, a fabric of a permanent lustre, resembling that of japanned goods, and in giving the like lustre to articles made of any of these materials in a sulphuretted state. The patentee takes the gutta-percha, caoutchouc, or jintawan after it has been sulphuretted, and either before or after it has been made into an article of use, and brushes it over with a solution of resin in boiling oil; he then places it for from two to five hours in a chamber heated to from 75 to 100° Fahrenheit; and afterwards polishes it by the means and in the manner usually adopted by Japanners. In some instances coloring matters are mixed with the Japanning materials, which are to be applied by blocks, cylinders, or rollers, in the usual way of floor cloth printing.
Patent dated December 30th, 1847, for “Improvement in the Treating and Manufacture of Gutta-percha, or any of the varieties of Caoutchouc.” Patentees, Thomas Hancock, of Stoke Newington, and Reuben Phillips, of Islington, chemists. Specifications enrolled June 30, 1847.
201The patentees state that their improvements consist in the dissolving of gutta-percha, or any of the varieties of caoutchouc, or of reducing any of them to a soft, pulpy, and gelatinous state after they have undergone the process of “vulcanization or conversion;” also in preparing or treating unvulcanized, or unconverted solutions of any of these substances, so as to bring them into a vulcanized or converted state; and, lastly, in the moulds employed in the manufacture of articles therefrom. The term “vulcanized” or “converted” are used to designate certain processes by which these substances are rendered less liable to be injuriously affected by exposure to comparatively high temperatures, and which were described, the first in the specification of a patent granted to Mr. Thomas Hancock,[2] November 21, 1843, and the record in that of a patent granted to Mr. Alexander Parker,[3] August 25, 1846.
2. See London Mechanics Magazine, vol. xlii. pp. 112 and 150.
3. See London Mechanics Magazine, vol. xlv. p. 400.
The patentees desire to be understood, that when employing the term gutta-percha, or any of the varieties of caoutchouc, as referring to all those substances known to the Indians, or natives of the country where they are produced, under the names of saiknah, gutta-tuban, gutta-percha, jintawan, dollah, &c., in this country of bottle, root, sheet, scrap, India-rubber, &c. In operating upon any of these materials, which have previously undergone the vulcanizing or converting process, it is preferred to use the cuttings or waste of them, as being an economical application of what would otherwise be useless. These cuttings 202or waste, are first submitted to the action of rollers, or other suitable machinery for reducing them to shreds, and then boiled in oil of turpentine until reduced to the requisite consistency. Other solvents may be employed, such as coal, naptha, &c., but in that case, in order that the solvents may attain to a degree of temperature sufficiently high to dissolve the material, close vessels must be employed, for which reason, oil of turpentine is preferred.
No fixed rule, it is stated, can be given for the guidance of the workman to enable him to determine the relative proportion of the material to the solvent, the time for conducting the operation, or the degree of temperature, on account of the varieties of the material, and the degree of vulcanization or conversion to which it has been subjected; for these and other details he must rely upon his own intelligence, and the result of actual experience.
The rule which the patentees, however, state that they have found to be the best, under ordinary circumstances, it is to just cover the material when prepared and placed in the vessel with the solvent, and then to add about one-third more, and maintain the mixture at the boiling point of oil of turpentine, for about from 15 to 30 minutes. The consistency of the mixture may subsequently be increased or diminished by evaporating, or by the addition of oil of turpentine, coal, naptha, or other solvent. When the material has been rendered hard or horny by vulcanization or conversion, the time necessary to dissolve it or reduce it to a soft pulpy state would be so long, as to render the preceding process worthless.
203The mode of operating under the second head consists in mixing from eight to twelve parts of sulphur, with every one hundred parts of the solid material in solution, and then subjecting the mixture to the necessary degree of heat to produce the vulcanized or converted state.
The patentee mentions numerous applications of these solutions, among which may be cited water-proofing, and the employment of them as a medium for colors in painting, and in printing calico, &c.
The improvements in moulds consists in making them of a material easily soluble at low temperatures, such as D’Arcet’s metal, &c., so that they may be broken up, and easily removed from the moulded article without injury to them.
To Anthony Lorimier, London, England. For improvements in combining gutta-percha and caoutchouc with other materials. (Sealed 10th of July, 1848.)
The first part of this invention consists in cutting gutta-percha into very thin shavings, (which the patentee prefers to effect by the use of certain described machinery, or any other suitable means may be employed); then drying the same by spreading them over any suitable surface, and afterwards subjecting the shavings of gutta-percha to the action of other machinery, by which they are bent in various directions and reduced or divided into smaller pieces; by this means the impurities will be separated without the use of heat or water, and the gutta-percha rendered suitable for use at a very small cost.
204The second part of the invention consists in combining gutta-percha with burned clay, burned flint, broken articles of earthen ware and china, marble, Portland, Cornish, or other stones, crushed and sifted, likewise oxide of zinc, oxide of copper, hydrate of lime, oxalate of lime, and also a compound of lime slaked with oxalic acid dissolved in water; in preparing this compound, about three pounds of acid are used to each bushel of lime; the acid is first dissolved in a sufficient quantity of water for slaking that quantity of lime; and after the solution has been added to the lime, the product is well dried and sifted. Any one or more of these materials may be combined with gutta-percha, with or without other materials, so as to produce new compounds of gutta-percha, useful for moulding articles, or for making sheets, suitable to be cut into soles for boots and shoes, straps, bands and other articles.
The above matters are to be ground very fine and sifted; and the gutta-percha may be combined therewith, by any convenient means; but the patentee prefers to lay the gutta-percha on a heated plate, and roll it into a sheet, then to sift the materials over the sheet, and fold and re-fold the same, and to repeat the rolling, folding and sifting of the materials, until the desired compound is produced; or he rolls the gutta-percha between two smooth heated rollers, then dusts on the powder and folds the sheets, and again and again rolls the same till the desired mixture is obtained. He further states that in place of using the “welding machine,” he can employ like means to those just described for combining the small pieces or 205shavings of gutta-percha into a mass. The compound of gutta-percha may, whilst still in a heated state, be moulded to any desired form, or rolled into sheets. When great elasticity is required, caoutchouc (India-rubber) is mixed with such compounds of gutta-percha.
Charles Hancock, of Broughton, gentleman. For “certain improved preparations and compounds of gutta-percha, and certain improvements in the manufacture of articles and fabrics composed of gutta-percha alone, and in combination with other substances.” Patent, dated May 11, 1848; specification enrolled Nov. 11, 1848.
Specification.—In making water-proof shoes and galoshoes of gutta-percha, I begin with casting the gutta-percha in moulds into pieces or blocks, of a form suitable for the purpose. * * * * I next take a last of the form desired to be given to the shoe or galosh, and draw upon, or otherwise fit closely to it, some elastic or flexible material which may serve as a lining for the gutta-percha, such as cotton or woolen cloth, or knitted silk, or worsted, or cotton. I then coat the outside of this intended lining, with a solution of gutta-percha or caoutchouc, and leave it to dry. I next select a gutta-percha block of the best form, adapted in its general outline to the said last, and, by heating it in any convenient way, bring it to such a plastic state that it may be readily moulded by the hand. I warm also the last, with its elastic or flexible covering, but not to such a degree as to decompose 206the gutta-percha or caoutchouc solution spread over it; and these preparations having been made, I place the last upon the block, adjust by hand the one to the other, and press the gutta-percha, of which the block consists, into as close combination as may be, with the elastic or flexible covering of the last. But, as in the course of the preceding manipulations some inequalities of surface may have been unavoidably produced, or the limits between the sole and the upper not have been sufficiently defined, I once more bring the whole into a warm or plastic state, by dipping the shoe or galosh (with the last still inside of it) into hot water, or by exposing it to steam or hot air, and then smooth it carefully all over. When it becomes cold and hard, I run a revolving stile or other suitable instrument over the contour lines, after which the last is withdrawn, which leaves the shoe or galosh complete. Sometimes I use hollow lasts made of metal, glass, or earthen ware, and heated by steam, hot air, or hot water.
When made in the manner just described, the article, though water-tight, is of a dull appearance; but it may have a high polish given to it, or to any part of it, by applying glass or porcelain moulds to it, after it has undergone the process last hereinbefore mentioned, and while it is yet in a warm and impressible state; each of these moulds being a fac simile in reverse, in some portion only of the last, (as for example, the sole or the upper) and not removed, after being so applied, till the materials beneath have become quite cold. Shoes made of gutta-percha, on foundations of elastic or flexible materials, in the manner before 207described, possess this great advantage over others, that the foundations take up and disperse the perspiration of the foot, and prevent it from condensing, to the injury of the health and comfort of the wearer.
Exception has been taken to gutta-percha shoes and galoshoes on account of their want of or deficiency in springiness. I remedy this, (when desired) by making the block out of which the sole and upper is formed, of two sheets or pieces of gutta-percha, and interposing between them, while they are yet in a warm and plastic state, a thin plate of steel, slightly bent in the direction from heel to tip, and press the whole closely together, so that the metallic spring may become permanently fixed, embodied in, and combined with other materials.
Third. I paint and print articles and fabrics made in whole or in part of gutta-percha, and also other articles and fabrics of any color or colors, and of any design or pattern, by using as a vehicle for the pigments or other coloring matters, the following compound: I take one part of caoutchouc and one part of gutta-percha, each dissolved in spirits of turpentine, (or other suitable solvent,) add thereto four parts of gold-oil size; mix the whole of these materials together in a bath of hot water, and then thin with spirits of turpentine, it being of advantage to use this compound in a very thin state. The pigments or other coloring matters should be well ground up in turpentine before they are mixed with the vehicle. The proportions such as I have given, are such as I find to answer, on the whole, best in practice.
208In carrying out the different improvements which I have hereinbefore specified, I uniformly prefer employing such gutta-percha, or compound of gutta-percha, as has been prepared by boiling or by masticating it in a bath of water and muriate of lime, but to this mode of preparation I do not here lay any claim.
To make a compound preferable to any yet in use for casting and moulding purposes, for water-proofing cloth, leather, and other articles and fabrics, and for coating ships’ bottoms, lining tanks and cisterns, &c., I mix with gutta-percha which has been first boiled in a bath of muriate of lime, and then masticated thoroughly, and while it is yet undergoing the process of mastication, a compound of shellac and borax, adding the same little by little as the mastication proceeds, and using more or less, according as it is desired to make the compound more or less tenacious. The compound of shellac and borax is prepared by boiling in a steam kettle over a common fire, five parts stick lac, or shell lac, or seed lac, with one part of borax, in so much water as will just cover these materials, and evaporating the water according to the thickness desired to be given to the compound. Any desired color may be given to this mixture of gutta-percha, shellac and borax, by mixing the requisite pigment or coloring matter with the shellac and borax compounds.
The improvements which I claim in my invention are as follows:
First. I claim the mode of making shoes and galoshoes of gutta-percha, combined with other materials 209first before described, in so far as regards the combination of elastic or flexible foundations with gutta-percha soles and uppers.
Second. I claim the employment of glass moulds to give a polish to the exterior or parts of the exterior of shoes and galoshoes made in whole or in part of gutta-percha, as before described.
Third. I claim the making of backs and stocks for brushes in whole or in part of gutta-percha, in order to give springiness to the same.
Fourth. I claim the making of backs and stocks for brushes in whole or in part of gutta-percha, as before described and exemplified.
Fifth. I claim the employment for painting, printing, or otherwise applying colors to articles and fabrics made in whole or in part of gutta-percha, and also to other articles and fabrics of the particular compound or vehicle hereinbefore specified, but without limiting myself to the exact proportions in which each of the materials has been directed to be used in such compound or vehicle, inasmuch as the said proportions may be varied without affecting the general result.
Sixth. I claim the employment, for all manufacturing purposes to which the same are applicable, of the several other improved preparations and compounds of gutta-percha specified under the fourth head of this specification, each in the peculiar combination of materials of which the same consists, and the peculiar process or processes by which it is prepared.
210James Cartley, of Harpenden, Hertford, manufacturing chemist, for improvement in the manufacture of varnishes from resinous substances. Patent dated January 11, 1849.
This invention consists,
First. In manufacturing in manner following, from resin spirit, and the gum resin called gutta-percha or gutta taban, a new compound or varnish which possesses the properties of being strongly adhesive and perfectly water repellent. The patentee puts into a pot three parts, by weight, of the gutta-percha or gutta taban, as imported or as it may be bought in the home market, and adds nine parts of crude resin spirit, (obtained by the destructive distillation of common resin) and subject them to a heat of from 120° to 140° Fah., stirring the mixture occasionally. The resulting solution forms a varnish which answers well for the coating of all coarse fabrics, such as tarpaulings, rick cloth, &c. But to obtain a varnish of a purer and better quality, suitable for fine articles, he rectified resin spirit, which he obtains by passing a current of steam through the crude resin spirit until the condensed product which comes over exhibits a specific gravity of about 0.870, at which point the process of distillation must be stopped, all products of a higher specific gravity being injurious to the quality of the spirit.
Claim 1st. The manufacture of the new varnish compounded of gutta-percha and resin spirit, (crude, rectified, or purified,) as before described.
Second. The manufacture of the new varnishes compounded of gum damar and resin spirit, or of 211gum mastic and resin spirit, whether such spirit is rectified and decolorized or rectified only, as before described.
William Henry Burke, Tottenham, manufacturer. For improvements in the manufacture of air-proof and water-proof fabrics, and in the preparation of caoutchouc and gutta-percha, either alone, or in combination with other materials, the same to be applicable to articles of wearing apparel, bands, straps, and other similar useful purposes. Patent dated April 26, 1849.
First. Mr. Burke proposes to employ a compound of antimony instead of sulphur, for the purpose of rendering caoutchouc, gutta-percha, or their compounds permanently elastic, and unaffected by changes of temperature. The compound is prepared by mixing 1 part of crude antimony with 25 parts of crystallized carbonate of soda, or 20 parts of carbonate of potash, and 250 or 300 parts of water. The mixture is boiled from half an hour to three-quarters, and allowed to precipitate, when the supernatant liquid is run off. The precipitate is then dried and incorporated with the caoutchouc in a masticating machine in the proportion of from five to fifteen per cent. When bands or other articles are to be cut from blocks of caoutchouc, it is taken, while warm, from the masticating machine, and subjected to pressure for one or two days.
Second. It is also proposed to manufacture driving bands, by spreading the material dissolved in a suitable menstrum, with calender rollers, upon pieces 212of calico or other fabric, powdered with French chalk, to allow of the easy separation of the two, and to increase the rigidity and durability of gutta-percha driving bands, stripes of some fabric are to be affixed to the wearing parts, and both surfaces coated with the antimonized caoutchouc.
Third. To remove the shiny appearance of single texture garments, &c., Mr. Burke coats them with the antimonized caoutchouc, dissolved in some suitable menstrum, and mixed with ground silk or cotton, which is stated to have the effect of giving the article the appearance of cloth.
Fourth. Gutta percha soles and heels are proposed to be defended at the edges, where they are exposed to great wear and tear, with metal tips, shields, and guards.
First. The treating caoutchouc, gutta-percha, or their compounds, with the antimony compound.
Second. The mode of manufacturing driving bands.
Third. Coating water proof articles with antimonized caoutchouc, mixed with ground silk, cotton, or wool.
Fourth. The manufacture of gutta-percha soles and heels with metal tips, shields, and guards.
Sir:—We are reminded weekly by the advertisement in your Number, that gutta-percha “must be 213regarded as one of the blessings of a gracious Providence.” Doubtless this, as well as every other natural production, should be so regarded, although in the state in which it is left by Providence it would be of little use were it not for the additional blessings of ingenious-minded men, (as the Hancocks and others) by whose skill the crude gifts of Providence are manipulated and presented to our acceptance in a thousand beautiful and highly useful forms.
As weather-proof, and consequently health-preserving soles for boots and shoes, gutta-percha most assuredly stands unrivalled. The application of this material to heels has not hitherto been equally successful, from its being unequal to withstand the vast amount of wear and tear, to which this part of our understanding is subjected, one consequence of which is liability to spread, and become worn and ragged on its edges. For this defect, however, an efficient remedy has been provided in the compound heel tips, invented by Mr. B. Tyler, of Sheffield, and manufactured under Messrs. Hancock & Co.’s patent. The frame or border of this improved steel tip consists of a rim of cast iron or steel, furnished with tangs or projections. This frame is filled up with a tough compound of gutta-percha and cork, which encloses the tangs. The heel thus formed, requires no nailing to affix it to the boot or shoe, a coating of solution being sufficient for that purpose. Thus arranged, the metal and gutta-percha mutually aid and support each other; no spreading can take place, nor can the edges become worn or ragged. These tips never become loose, neither are they liable to become 214slippery. Having worn them for more than two years, I can with confidence assert them to be the best contrivance extant for the purpose. * * *
Edward John Paine, Chancery Lane, London. For improvements in marine vessels, in apparatus for the preservation of human life, and moulding, joining and finishing hollow and solid figures, composed wholly or in part of a certain gum, or a combination of a certain gum; also for improvements in dissolving the aforesaid gums, and in apparatus or machinery to be used for the purposes above mentioned. Patent dated June 7, 1849.
A Water Proof Varnish.—Mix together 1 lb. gutta-percha, 3 oz. gum opal, ½ lb. linseed oil, 8 oz. sugar of lead, 2 lbs. spirits of turpentine. Place the mixture in a tincture press, the cylinder of which is heated by a sand bath, and the produce is the varnish required.
A varnish with which colors may be mixed, and very suitable for coating articles in gutta-percha.—Take 100 lbs. gutta-percha, 18 lbs. 12 oz. gum opal, 50 lbs. linseed oil, 200 lbs. spirits of turpentine, and mix the whole together.
A varnish for unpainted articles in rough wood.—Take 50 lbs. India-rubber, 100 lbs. gutta-percha, 30 lbs. gum opal, 70 lbs. gum damar, 150 lbs. linseed oil, 75 lbs. sugar of lead, 500 lbs. spirits of turpentine.
215A varnish for articles of metal.—Take 100 lbs. gutta-percha, 20 lbs. gum opal, 75 lbs. linseed oil, 25 lbs. sugar of lead, 200 lbs. spirits of turpentine.
W. Johnson. Improvements in the treatment, preparation, or manufacture of sheet caoutchouc, and in the combination thereof with cloth and other fabrics. (A communication.) Dated October 3, 1856.
This relates to a mode of preparing sheets of caoutchouc, and combining them firmly with cloth and other fabrics, to produce goods for the manufacture of articles of various degrees of elasticity, and consists in preparing sheets of vulcanized caoutchouc, by desulphurizing their surfaces by first boiling the sheets in caustic alkali, and afterwards in salt pickle, to neutralize the alkali remaining on the sheet, and then washing the same. These sheets are then roughed on their surfaces, and the fabric to which they are to be applied is prepared by coating the surfaces thinly with a solution of caoutchouc dissolved in some solvent, and then thoroughly evaporating the solvent.
F. C. Jeune. An improved manufacture of floor cloth. Dated May 26, 1856.
The patentee mixes in a masticating machine, India-rubber, (partly the waste of vulcanized rubber) and gutta percha, to produce a binding substance, and throws in ground cedar wood, or other vegetable dust, for increasing the bulk, and reducing 216the cost. When the mixing is effected, he adds fibrous substances in length, to impart toughness, and rolls the compound between rollers into sheets, which he submits to steam or hot air, to complete the adhesion of the particles.
C. Goodyear. An improvement in combining gutta-percha and asphalt or pitch. Dated August 30, 1856.
This consists in combining gutta-percha with asphalt or pitch, by the aid of hot water. They are, when desired, further combined with sulphur, with India-rubber, or other matters; and compounds are, when required, subjected to high temperature.
A. Lorimier. An improvement in re-working vulcanized India-rubber. Dated October 20, 1856.
This consists in preparing the waste of vulcanized India-rubber by crushing the same between pressing rollers, then subjecting it to a considerable degree of heat, and whilst so heated causing it to be stirred, by which means the mass is progressively brought into a fluid state. It is then allowed to cool, but before becoming cold, a solvent of India-rubber is added, by which an India-rubber cement is produced.
George Simpson, Newington, Butts, chemist, and Thomas Foster, Stratham, manufacturer. For improvement in manufacturing, or treating solvents of India-rubber, and of other gums or substances. Patent dated April 26, 1849.
First. Bisulphuret of carbon is placed in an iron still, the top of which opens into an earthen ware 217vessel containing pentuchloride of antimony, and a pipe leads from the top of this vessel, to the worm of an earthen-ware condensor. The still and first vessel are heated by steam jackets. The resulting product flows from the condensor to a reservoir, after which, it is rectified by lime and is then ready for use as a solvent. Before rectification, the India-rubber, gutta-percha, or other gum may be immersed in it, or exposed to its fumes and thereby rendered less liable to injury from the effects of cold or heat.
Second. Coal is purified and rendered applicable as a solvent of these gums by being subjected to a similar process, chloride of lime in solution being substituted for the pentuchloride of antimony.
Claims. 1st, The manufacture of chloride and bichloride of carbon, and its application as a solvent of India-rubber, gutta-percha, and other gums not soluble in water, and the mode of treating rubber, as described.
Second. The mode of treating coal oil with chloride of lime, for the purpose of obtaining a solvent of the before mentioned gums.
To Gustave Eugene Michel Gerard, of Paris, in the Republic of France. For improvements in dissolving caoutchouc (India-rubber), and gutta-percha. [Sealed May 7, 1850.]
This invention consists in certain improved means of dissolving India-rubber and gutta-percha.
The patentee commences his specification by remarking that heretofore all solutions of India-rubber, whether clear or thick, have possessed great coherence 218and elasticity; the solvent, whatever it may have been, has always expanded the gum to a great extent; and as it is not until after this has taken place that the real act of dissolving the gum commences, a large quantity of the solvent is consequently required. * * *
The new process consists in mixing with the solvent (of whatever nature it may be) a certain quantity of alcohol, and macerating therein the India-rubber or gutta-percha, which will expand very little, and at the end of twenty-four hours, it will be in the state of paste, suitable for being moulded into any desired form. The patentee prefers to employ as a solvent, sulphuret of carbon, chloroform, sulphuric ether, naptha, essential oils of coal, or turpentine, and to add thereto from five to fifty per cent. of alcohol. The caoutchouc is mixed with the alcoholized solvents in all proportions, varying from equal parts to thirty parts of the latter, to one of the former, according to the thickness of the solution required, and after one or two days, the paste is submitted to the ordinary process of masticating, if the solution is made of equal parts, or when it is made of small quantities of the solvent; in other cases it is not necessary. The patentee adopts the same system when treating gutta-percha. He dissolves it in the alcoholized sulphuret of carbon, and dilutes it until it arrives at the consistence of thick syrup of sugar. In this state he permits it to remain three or four days, during which time, the impurities will be precipitated or rise to the surface; and then he draws off the gutta-percha in a state of complete purity.
219It will be seen that the character of the invention is the mixture of alcohol with the solvent used for dissolving caoutchouc, and gutta-percha. As alcohol is the liquid which most quickly precipitates India-rubber from its solutions, the patentee avails himself of this property, by causing the alcohol, by means of a solvent, to enter into the interior parts of the India-rubber, or to detach all the adherent atoms which form the mass of the caoutchouc. By the addition of the alcohol, the particles are rendered less adherent among themselves, and are easily separated by pressure, retaining the form resulting from this pressure, and not returning to their ordinary form. On the solvent and the alcohol being evaporated, the caoutchouc will return to its original state. All liquids which possess the properties of alcohol may be mixed with the solvents. The principle of this invention is the causing matters which are not of a solvent nature, to be introduced into the body of the India-rubber by means of a solvent, such matters having the property to disunite the parts constituting the mass of India-rubber, and destroy the adherence of the particles, whether these matters are combined with the solvents, or introduced by themselves.
To William Edward Newton, of the Office of Patents, 66 Chancery Lane, London, England. For improvements applicable to Boots, Shoes and other coverings for, or appliances to the feet. [Sealed 6th of June, 1850.]
The first part of this invention consists in providing the under surface of India-rubber shoes, buskins, 220gaiters, boots, and over-shoes, with projecting metallic points, permanently secured in or to the soles, so as to render the same less liable to slip or slide, when used in walking over snow, ice, or other smooth or slippery surfaces.
In carrying out this improvement, the inventor
procures short metallic points, in the form of headed
rivets, in length very slightly exceeding the thickness
of the sole, having a head of any convenient size.
The diameter of the head is not material, but it should
not be less than an ordinary rivet-head; and the size
of the projecting portion should be, for light shoes,
about 1
20 of an inch in diameter, which may be increased
according to the size of the shoe,—care being
taken not to render the shoe burdensome. Before
the sole is applied to the shoe, these rivets or points
are inserted through perforations in the sole, so that
the heads shall rest upon the inner surface, and the
points project through and beyond the outer surface,
but so slightly that they can scarcely be felt in passing
the hand over the surface. The sole thus prepared, is
then applied in the usual manner, to the shoe. Another
mode of providing the sole with such points,
differs from the foregoing, in this respect only;—instead
of using a number of headed rivets, the patentee
takes a metallic plate, with projecting points, which
may be cast for the purpose, so that when the points
are inserted in the sole, the projecting points on the
outer surface will be similar to those prepared with
rivets as above described; while, on the inner surface,
instead of presenting several heads, there will be
one plate, which may be treated as one connecting
head for all the rivets.
221The third part of the invention relates to a method of making that kind of shoes known as clogs, and consists in making them of India-rubber, or the compounds thereof, and of what the inventor denominates India-rubber sponge, moulded of the desired form, with the upper part of the sole, which comes in contact with the sole of the shoe or boot, formed with a ring all around, and protuberances, so as to give the desired elevation with little weight.
The operator mixes sugar or resin with the India-rubber, prepared in the usual manner for vulcanizing, in the proportion of one-quarter of a pound of sugar or resin to each pound of India-rubber; and after the compound has been worked and treated in the usual manner, he forms the clog thereof, in a mould, and subjects it to the curing or vulcanizing process, by which it is rendered spongy and light. The mould is so formed as to make the sole thin, with a rim all round and protuberances within, for the boot or shoe to rest on, to give the foot the required elevation from the ground. The sole thus prepared, can be provided with a toe-piece and heel-strap, as described under the second part of the invention, or it may be provided with any other means of securing it to the foot.
The last part of the invention relates to a mode or modes of making India-rubber shoes or coverings for the feet pervious to perspiration, and yet impervious, under ordinary circumstances, to water or damp. This object may be effected by taking a quantity of India-rubber sponge and rolling it into thin sheets, which sheets may be made into boots, shoes, or coverings for the feet, and as they will be found to be covered 222with a great number of very fine holes, they will allow the perspiration to pass through, but will effectually keep out the wet.
It is preferred, however, to perforate the India-rubber by mechanical means, as a greater amount of regularity may be thereby attained, and the perforating process will be more under command. When the sheet rubber is made up into boots or coverings for the feet, it will be necessary either to leave those parts of the boot nearest to the sole, and most exposed to the wet, unperforated and impervious, or to cover those parts with an impervious material, leaving only the upper part pervious to perspiration. Under this head of the invention the claim is for making boots, shoes, and other coverings for the feet, pervious to the perspiration of the wearer, by making such articles of sheet rubber, previously perforated with minute holes.
To Alfred Vincent Newton, of the Office of Patents, in Chancery Lane, London, England. For improvements in the preparation of materials for the production of a composition or compositions applicable to the manufacture of buttons, knife and razor handles, inkstands, door-knobs, and other articles, where hardness, strength and durability are required. (Sealed 4th of March, 1851.)[4]
4. This is one of the most important patents ever taken out, being of great practical utility.
This invention relates to the preparation and treatment of caoutchouc and gutta-percha, either alone or in combination, for the purpose of producing a new 223manufacture or composition, applicable to various uses where hardness, strength and durability are required. The composition designed to be produced, will possess some of the characteristics of horn, ivory, jet, and may, according to the color imparted to it, be employed in place thereof; or it may be used as a substitute for costly woods, and be applied to furniture in the form of veneer.
In treating caoutchouc (India-rubber) for this purpose, it is combined with sulphur,—the best proportion being about equal parts, by weight, of each ingredient. By combining sulphur in this proportion, with the caoutchouc, and subjecting the compound to the curing operation, (hereafter to be described) a hard substance will be produced, but a still better result will be obtained by the introduction of magnesia or lime, or of carbonate, or sulphate of magnesia, or carbonate or sulphate of lime, or calcined French chalk, or other magnesian earth, into the composition, in which case, the following proportions will be found highly advantageous, viz.; one pound of caoutchouc, half a pound of sulphur, and half a pound of magnesia, or lime, or carbonate or sulphate of magnesia, or carbonate or sulphate of lime, or calcined French chalk, or other magnesian earth. The proportions specified in both of these compounds, may be considerably varied without materially changing the result; but in no case is it desirable to use a much less quantity of sulphur than four ounces to every pound of caoutchouc. With either of these compounds just described, gum lac, or gum shellac, may be combined to great advantage,—say, in the proportion 224of from four to eight ounces of gum lac to every pound of caoutchouc. Rosin, oxides or salts of lead or zinc, of all colors, and other similar substances, both mineral and vegetable, may be added in small quantities, to either of the compounds, for the purpose of imparting a polish, or a color thereto, and for making the mixture work more easily; but no precise rule for these additions can be given; nor, indeed, is it necessary, as the taste and judgment of the operator will be his guide in this particular.
The compounds produced according to the above plans, are next treated in the manner to be presently described; but, as this process is equally applicable to the treatment of other compositions included in this invention, the patentee first explains of what these compositions consist. When using gutta-percha in lieu of India-rubber, the inventor takes certain proportions of gutta-percha, sulphur and magnesia, or lime, or a carbonate, or a sulphate of magnesia or lime, or calcined French chalk, or other magnesian earth, and mixes them in a convenient manner.
The portions preferred are the following, viz.—one pound of gutta-percha, six ounces of sulphur, and from six to eight ounces of either magnesia or lime, or a carbonate, or a sulphate of magnesia or of lime, or calcined French chalk, or other magnesian earth. Instead of using the specified proportion of the magnesia or lime, or of the carbonate or sulphate of magnesia or lime, or of calcine French chalk or other magnesian earth, the same proportion of any two or more of these substances combined, may be employed, care being taken that the quantity of this third ingredient 225in the composition does not vary from the proportion of six or eight ounces. These proportions may, however, be slightly varied, without materially changing the result.
To the composition above specified, a fourth ingredient may be added, viz., gum shellac, by which a still better article will be produced—the body thus obtained being stronger and more easily worked. The quantity of shellac, in such case, should be about four ounces to every pound of gutta-percha.
Resin, oxide or salts of lead or zinc, of all colors, and other like substances, both mineral and vegetable may be added, in small quantities, to either of the above compositions, for the purposes before stated with respect to the India-rubber composition.
The compounds described may be mixed by a masticating machine or other means, until the several ingredients are thoroughly incorporated. The mineral ingredients should be finely divided, and good results are obtained by reducing them before mixture, to an impalpable powder.
When rolled or moulded, the compounds are then to be “cured.” This is effected by exposing the compound to a high degree of artificial heat, using for this purpose either steam, hot water, or hot air. The degree of heat to which this compound is to be exposed, and the duration of its exposure, will depend somewhat upon the size and thickness of the article; but in ordinary cases the heat should be raised to about 260° or 270°, Fah., and the compound exposed to such heat for about four hours; as a general rule, however, it may be stated that the heat should range 226from 250° to 300°, Fah., and the time of exposure from two to six hours. The compounds or compositions by undergoing this heating or curing operation, will become of a hard, stiff character, in many respects resembling tortoise-shell, horn, bone, ivory, and jet. In the compounds described as compositions of caoutchouc, considerable proportions of gutta-percha may be substituted for caoutchouc (rubber) without injury; and, in the compounds described as compositions of gutta-percha, considerable proportions of caoutchouc may also be substituted for gutta-percha without injury * * * *
The compositions, when hardened, may be worked like wood or bone; but, in some instances, it is proposed to mould, shape, or otherwise treat the compositions so as to render them better suited to the purpose for which they are intended, prior to submitting them to the hardening process. Thus when it is desired to use these new compositions in combination with common flexible vulcanized caoutchouc, the parts intended to be hardened may be united to a connecting band, or connecting pieces of flexible vulcanized caoutchouc, by cementing or pressing together the surfaces required to be joined, before the heating or curing process has been effected; by which means, during the process of curing, the abutting elastic and non-elastic surfaces will become firmly united together.
Another mode of applying the composition consists in uniting them in their plastic or green state with iron, or other metals or rigid substances, which will 227bear a high degree of artificial heat without alteration or damage, roughened in such portions of its surface as are intended to be brought into contact with the compound of caoutchouc or gutta-percha, and the compound is then applied to the roughened surface of the article. When it is desired that the compound of caoutchouc or gutta-percha shall serve as a covering to the iron or other substance, a thin sheet of the compound (sometimes one thirty-second part of an inch in thickness or less) is pressed with great care, upon the iron or other substance, so as to expel all air from between the adjoining surfaces, and to cause the most perfect union and adhesion, as the coated article is bound with strips or ribbons of cloth, or other suitable material, whereby the compound is kept in close contact with the article during the process of hardening. The combined materials thus treated, will be found to possess the qualities desired—the iron or other substance giving strength and the compound giving a hard and durable surface. In this way may be produced many articles used in and about harnesses or carriages, such as saddle trees, buckles, terrels, bits, stirrups, martingale rings, dasher-irons, and articles intended to be used as furniture, either in whole or in part, and a great variety of other useful objects.
A. Ford. Preparing and dissolving in naptha or oil of turpentine, vulcanized India-rubber for the purpose of water-proofing, and for all or any of the other purposes for which the same not so prepared and dissolved is now applicable, and expressly for the coating of iron ships’ bottoms. Dated June 27th, 1856.
228The inventor first cuts the vulcanized India-rubber into small pieces, and places it in a boiler, having within it an agitator or stirrer, kept in constant motion during the process. The only openings into this boiler are a main hole with a screw top; a safety-valve which comes into action only when the pressure on the inner surface of the boiler exceeds 25 lbs. to the square inch, and the opening occasioned by the passage of the stem of the agitator, which passes in at the summit. He then applies heat in such a manner as that three-fourths of the outer surface of the boiler shall be at once exposed to its influence, and at a temperature of never more than 300° Fah.; and he continues the same until the India-rubber shall be reduced to the consistence of dough, when he takes it out, and having mixed with it a sufficient portion of French chalk in powder to remove its adhesiveness, passes it a few times through metal rollers, after which it is capable of being dissolved in naptha or oil of turpentine in the manner of ordinary India-rubber. The rationale of the process is, that by means of the heat applied to the boiler, he decomposes a small portion of the vulcanized India-rubber, whereby a gas is generated which, filling the interior of the boiler, acts upon the remaining portion, and softens it. The not allowing the gas to escape is, therefore, a very important feature.
N. S. Dodge. Improvements in treating vulcanized India-rubber or gutta-percha. Dated January 18th, 1856.
This invention relates to a mode of treating vulcanized 229India-rubber, for rendering scraps or waste pieces, such as old shoes, &c., fit to be re-used without requiring to be vulcanized. The material is reduced into small pieces, and placed in a vessel hermetically closed, and to it is added pure alcohol and bisulphate of carbon (¼lb. of the former, and 10 lbs. of the latter, to 100 lbs. of the material,) the alcohol and the bisulphate being previously mixed together, and then poured over the material to be treated. The vessel is then closed air-tight for two hours, at the end of which the process is complete.
W. A. Turner. Improvements in the manufacture of elastic tubing. Dated February 29th, 1856.
The invention relates to tubing made of India-rubber and gutta-percha, either separately or in combination, and is designed for rendering such tubing capable of withstanding a pressure of from 50 to 100 lbs. on every square inch of surface. The novelty consists in combining with the aforesaid material a rigid substance, such as a helix or a series of rings of metal or other material.
No sooner had the nature of India-rubber began to be developed, than the spirit of American enterprize commenced to work, in experimenting upon the various uses to which it is susceptible. Of course, the progress was at first slow and tedious. Charles Mackintosh, of England, seems to be the first individual who discovered the process of dissolving the gum in spirits of turpentine, and to introduce the manufacture of those goods which now bear his name. But it seems that as early as 1813, eight years prior to Mackintosh’s discovery, Jacob H. Hummel, of Philadelphia, had secured a patent for “India-rubber varnish.” What the method of preparation was, the “report” does not state. From that date to 1831, the spirit of investigation and experiment in this direction, lay dormant.
The next step in this country, (in 1831,) was a patent secured for “India-rubber Fluid,” to render articles water-proof. In about one year from the issuing of this patent, Wait Webster, of New York, secured 231a patent for attaching India-rubber soles to boots and shoes. With the introduction of Chaffee’s patent for India-rubber shoes, in 1832, the spirit of invention, experiment and competition commenced, and has continued until the present time. The new, curious, and almost universal application of India-rubber and gutta-percha, in the industrial arts, has wrought a wonderful change, and has given an added stimulus to our manufacturing and commercial interests. The importance of these gums can hardly be over-estimated, and, it is hardly too much to predict that discoveries in the combination of gutta-percha and India-rubber with other substances, will yet be made, which will almost or wholly supersede the common sole-leather, now so extensively used. Already have patents been secured for artificial leather, that in appearance is hardly distinguishable from the best sole-leather. Its DURABILITY, it is contested, together with its CHEAPNESS, will, when the processes of its manufacture are perfected, give it a decided superiority over all other leather.
In preparing and arranging the following list of “American Patents and Claims,” we have given all the really important ones ever issued. Some of the descriptions are very brief, and necessarily so, from the fact that the Patent Office Reports have given but little more than the title, or “text” of the patent issued. It is a very singular, and somewhat remarkable fact, that our Patent Office Reports are exceedingly barren of information concerning the nature and description of inventions. Why this meagreness of detail is put forth, and important information thus 232withheld or suppressed, is a problem that we cannot solve. We have before alluded to the marked difference which exists between the English and American Patent Offices in this important particular, and while we are able to give full, minute, and instructive descriptions of English patents, we can only afford, in many American patents herein referred to, but little more than the announcement of the issue.
First American Patent, received by Jacob H. Hummel, of Philadelphia, April 29, 1813, for India-rubber Varnish.
Second, to George H. Richards, Washington, D. C., April 11, 1831, for India-rubber Fluid, to render articles water-proof.
Third, to Wait Webster, New York, May 19, 1832, for attaching India-rubber soles to boots and shoes.
Fourth, to Edwin M. Chaffee, Roxbury, Mass., Feb. 6, 1833, for India-rubber shoes.
Fifth, to Nathaniel Ruggles, Bridgeport, Conn., Feb. 20, 1833, for attaching India-rubber soles to boots and shoes.
Sixth, to Samuel D. Breed, Philadelphia, Pa., April 4, 1833, for attaching soles to boots and shoes by means of India-rubber.
Seventh, to Samuel D. Breed, Philadelphia, June 29, 1833, for hose from cloth and gum-elastic.
233Eighth, to Edwin M. Chaffee, Roxbury, Mass., Dec. 31, 1833, for India-rubber mail and travelling bags.
Ninth, to Edwin M. Chaffee, Roxbury, Mass., May 17, 1834, for boots and shoes from India-rubber.
Tenth, to Patrick Mackie, New York, Oct. 16, 1834, for covering ropes with India-rubber.
Re-issued, Dec. 3, 1834.
Eleventh, to A. L. Van Horn, Philadelphia, Pa., June 26, 1835, India-rubber webbing for riding-saddles.
Twelfth, to Charles Goodyear, New Haven, Conn., Sept. 9, 1835, for India-rubber cement.
Thirteenth and Fourteenth to William Atkinson, New York, Oct. 6, 1835, for cutting India-rubber into threads; also, another patent same date, for spreading and drying India-rubber upon cloth.
Fifteenth, to Patrick Mackie, New York, March 23, 1836, for dissolving India-rubber in naptha and sulphate of zinc.
Sixteenth, to Ranson Warner, New York, May 18, 1836, for manufacturing gum-elastic suspenders.
Seventeenth, to E. M. Chaffee, Roxbury, Mass., May 31, 1836, for India-rubber application to cloth. Mr. Chaffee obtained another patent in August, 1836, for softening India-rubber and applying it to cloth, without dissolving it, by pressing it between heated rollers. This was and is, a very important patent. It is not reported in the United States Patent Reports, and the reason for its suppression is variously accounted for.
234Eighteenth. Specification of a Patent for divesting caoutchouc or India-rubber of its adhesive qualities, and also of bleaching the same, and thereby adapting it to various useful purposes. Granted to Charles Goodyear, New York City, June 17th, 1837.
Mr. Goodyear claims the discovery of a new and improved mode or process of divesting caoutchouc, gum elastic, or India-rubber, of its adhesive properties. I employ the various acid solutions of the metals, and with such metallic solution I wash over the surface of the caoutchouc, of which I mean to destroy the adhesive property; or instead of washing the surface of the caoutchouc, I dip it, or the article coated with it, into such a solution. * * *
The metallic solutions are not, by any means, equally effective in destroying the adhesiveness of the caoutchouc; the stronger acids being in all cases preferred, as being perfect in their action, nor is it indifferent what kind of metal is employed. The strong nitric acid, undiluted, is that which I in general prefer; and among the metals, I prefer either copper or bismuth, forming a nitrate of copper, or a nitrate of bismuth, as the full effect is produced by these solutions in from one to five minutes. After the action is thought to be complete, the article acted upon is to be washed with water, so as to remove the whole of the acid solution, and it will be found that not only the surface of the caoutchouc will resemble that of a soft cloth, but that the surface may be worn off to a considerable depth, and the new surface not manifest the slightest tendency to 235adhesiveness; it is indeed so far altered in its properties as to resist, to a considerable extent, the action of those menstrua by which it is ordinarily dissolved. It may, for example, be washed in spirits of turpentine, or in the oil of sassafras, without being rendered sticky; and it will equally resist the action of solar or of artificial heat, under all ordinary temperatures.
I have sometimes covered the surface of the caoutchouc with the metallic powder known by the name of bronze, and have afterwards washed it over with nitric acid, which has produced the same effect as the washing it with, or dipping it in the metallic solution, such a solution being in this case immediately produced by the action of the acid upon the metal. It is a common practice to add some of the absorbent earths, or some pigment, to the dissolved caoutchouc, and when this is done the metallic solution may be readily made to operate to a greater or less extent throughout the whole mass of a sheet of considerable thickness.
Instead of the process above described, or preparatory to it, I combine the caoutchouc with quick lime, as I have found this earth is preferable, in fitting the sheet caoutchouc to be acted upon throughout its whole thickness by the metallic solution; but besides this, the lime has the property of bleaching the caoutchouc, and of giving to it a surface and texture adapting it to the receiving impressions from copper plates, or by other modes of printing, rendering it, either alone or when used as a coating for cloth, applicable to the purpose of printing charts, or other devices. The caoutchouc so prepared with 236lime, will be rendered adhesive by the action of heat or of solvents, unless the metallic solutions be applied to it; in which case much of the whiteness communicated to it by the bleaching property of the lime will disappear.
The following is the process:
I slake a portion of the finest quick lime, and then mix and agitate it with so much water as that it shall not be thicker than milk, when on allowing it to stand at rest, all the coarser particles contained in it will rapidly subside; the upper portion containing the finer particles, is then to be poured off, and the fine lime allowed to subside, the water left on the surface of this being poured off, it is obtained in a state fit for incorporation with the caoutchouc when in that form of thick paste into which it is brought by the manufacturer, preparatory to its being rolled into sheets.
What I claim as my invention, and wish to secure by letters patent, is the destroying of the adhesive property not only of the surface of caoutchouc, gum elastic, or India-rubber, but also to a considerable extent below the surface, whether the same being in sheets unconnected with cloth, or other substances, or when used as a coating therefor, by the application thereto of an acid solution of the metals, substantially in the manner set forth.
I also claim the manner of preparing and incorporating lime with the caoutchouc paste, for the purpose of bleaching it, and giving to the sheets formed of it a color and texture adapting it to receive printing impressures and rendering it applicable 237to various other purposes, either without or with the treatment by the metallic solutions, as set forth.
I further claim, as an entirely new manufacture, the sheet caoutchouc prepared by the within described process of treatment, by the metallic solutions as herein described, as it is thereby so essentially changed in its properties as to bear but little resemblance to such articles as have, heretofore, been manufactured out of the same material, and is rendered applicable to a variety of new purposes hitherto unattempted, or attempted without success.
Nineteenth, to Stephen C. Smith, New York, December 7th, 1837. Manufacture of India-rubber.
Twentieth, to Charles Goodyear, Roxbury, Mass., July 24th, 1838. For manufacturing India-rubber.
Twenty-first, to Nathaniel Hayward, Assigner to Charles Goodyear, Boston, Mass., Feb. 24th, 1839. For an Improvement in the mode of preparing India-rubber for the manufacture of various articles.
Sulphur, it is known, is soluble in the essential oils, which also are the solvents usually employed for dissolving caoutchouc, the oil of turpentine being generally employed for that purpose. I take the essential oil, say oil of turpentine, and dissolve in it, by digestion, a portion of sulphur generally using about a teaspoonful of sulphur, in flour, to a quantity of oil of turpentine which is to dissolve a pound of India-rubber; the exact proportion not being important, and that indicated being sufficiently near for practical purposes. With this solution I proceed as with the ordinary spirits of turpentine.
238Instead of making this solution of sulphur, I sometimes use the flour of sulphur, or sulphur in fine powder, and incorporate it in the proportion above indicated with the gum when brought to a pulpy mass by any of the common solvents, or when worked by heated cylinders without any solvents, taking care that it is intimately mixed with the mass. Another mode of using the sulphur is to apply it to the surface of the gum after it has been applied to the cloth, or rolled into sheets, causing it to adhere by pressure or otherwise. After which the gum is to be submitted to the action of metallic salts, in the manner described by Charles Goodyear.
The effect of the sulphur in whatever way it may be added to the gum, is to cause it to dry more perfectly, and to improve the whole substance thereof, rendering it much superior to that prepared by any other combination therewith. The subsequent process of curing, or tanning, the surface above referred to, as patented by Charles Goodyear, removes all the odor of sulphur, and is intended to be generally applied to all articles manufactured as above.
What I claim as my invention, and desire to secure by letters patent, is the combining of sulphur with gum elastic, whether in solution or in substance, in either of the modes above pointed out, or in any other that is substantially the same, and which will produce a like effect.
Twenty-second, to Charles B. Rodgers, and E. Arnold, Charlestown, Mass., June 21, 1841. Assigns to E. Chaffee, Cambridgeport, Mass. For manufacturing India-rubber Balls.
239Twenty-third, to Sewall Gleason, New York, Nov. 24, 1843. For Machine for making India-rubber Hats.
Twenty-fourth, to Charles Goodyear, New York, March 9, 1844. For India-rubber Fabrics.
Twenty-fifth, to Charles Goodyear, New York, June 15, 1844. For India-rubber Fabrics.
Twenty-sixth, to H. G. Tyer and J. Helm, New Brunswick, N. J., October 9, 1844. For India-rubber Cutting.
Twenty-seventh, to Horace H. Day, Jersey City, N. J., October 12, 1844. For India-rubber Goods corrugated and shirred.
Twenty-eighth, to Nelson Goodyear, Newton, Conn., April 22, 1845. For manufacture of India-rubber.
Twenty-ninth, to Nelson Goodyear, Newton, Conn., May 13, 1845. For India-rubber Fabrics.
Thirtieth, to James Bogardus, New York, May 21, 1845. For Sheering Machine for India-rubber.
Thirty-first, to Horace H. Day, Jersey City, N. J., June 7, 1845, H. G. Tyer, and J. Helm, New Brunswick, N. J. For Machine for cutting India-rubber Threads.
Thirty-second, to Charles Goodyear, New York, June 10, 1845. For India-rubber Fabrics.
Thirty-third, to James Bogardus, New York, November 21, 1845. For Machine for cutting India-rubber Threads.
240Thirty-fourth, to Horace Day, New York, June 15, 1846. For India-rubber Portable Boat.
Thirty-fifth, to J. W. Harrison, New York, June 15, 1846. For process for grinding India-rubber previous to softening.
Thirty-sixth, to William F. Ely, New York, April 17, 1847. For preparing India-rubber.
Thirty-seventh, to Charles J. Gilbert, and Gamaliel Gay, New York, July 17, 1847. For India-rubber Fabrics.
Thirty-eighth, to Robert Story, and Thomas Hopper, New Brunswick, N. J., August 17, 1847. For India-rubber Shoes.
Thirty-ninth, to James Thomas, New York, September 4, 1847. For preparing India-rubber.
Fortieth, to Charles F. Durant, Jersey City, N. J., October 25, 1847. For process for softening and dissolving India-rubber in Chloroform.
Forty-first, to Charles Goodyear, New Haven, Conn., April 25, 1848. For process of making hollow spheres, various hollow toys, or other hollow articles of India-rubber (caoutchouc), the same consisting in the employment of a mould, and heat, and air, substantially in the manner above set forth.
Forty-second, to Charles F. Durant, Jersey City, N. J., April 25, 1848. For application of per-chloride of formyle, otherwise known as chloroform, to soften and dissolve gutta-percha, and to soften and dissolve rubber.
241Forty-third, to Horace H. Day, Jersey City, N. J., May 2, 1848. For finishing or treating cloth, or other articles made wholly or partly of gutta-percha, and cloth and fabric made of these, with Japan varnish, such as is generally used in the manufacture of patent leather.
Forty-fourth, to Horace H. Day, and Francis D. Hayward, of New Brunswick, N. J., May 7, 1848, re-issued November 7, 1848. For forming and rendering elastic suspenders, shoulder braces, riding belts, and other similar articles, by use in combination therewith of the elastic rings, for the purpose of giving spring and draught.
Forty-fifth, to Henry Bewley, Dublin, Ireland, May 23, 1848. For application of gutta-percha in any of the states, and by any of the processes before specified, to the manufacture of flexible syringes, tubes, bottles, hose, or other like vehicles or vessels, or to the improvement of such articles after manufacture.
Forty-sixth, to Charles Hancock, Grosvenor Place, London, May 23, 1848. For a method of making bands and belts of gutta-percha, or the compounds thereof, by the process of forming, in combination with the process of stretching or drawing out, substantially as described; and this I claim irrespective of the methods that may be employed for forming and stretching, or drawing out the bands or belts.
Forty-seventh, to R. A. Brooman, London, England, May 23, 1848. For manufacture of various articles, by moulding, stamping, or embossing, &c., 242to give to such articles the form required to be retained, whether useful or ornamental, whereby I am enabled to produce articles useful or ornamental, or both, at less cost, more durable, more easily applied, and in short, more valuable than when made of any other known substance; and this I claim, whether made of gutta-percha alone, or in combination with such other substances as are herein specified.
Forty-eighth, to Charles Keene, Sussex Place, Regent’s Park, England, May 23, 1848. For the manufacture of boots, shoes, and other articles of any known kind of cloth or leather, lined or coated, as herein described, with gutta-percha in any of the states of preparation or combination, by cementing instead of sewing or stitching them together.
Forty-ninth, to Richard Solis, November 7, 1848. For a mode of preparing the cloth for the rubber by stretching, also placing the rubber on the cloth obliquely.
Fiftieth, to H. G. Tyer and John G. Helm, January 30, 1849. For improvement in the manufacture of India-rubber. We here disclaim the use of rubber and sulphur alone, as also the submitting of rubber, or rubber compounds to a high degree of heat, patents having been granted for that process, in this and other countries; neither do we wish to secure the right of coloring rubber, such having frequently been done by rubber manufacturers.
But what we do claim and wish to secure by letters patent, is the combination of caoutchouc in its several 243varieties, with either carbonate of zinc, sulphate of zinc, or the other salts of zinc with sulphur, in manner, form and proportion as hereinbefore set forth.
Fifty-first, to H. G. Tyer and John G. Helm, Aug. 7, 1849. Re-issue. For improvement in the manufacture of India-rubber goods by means of zinc compounds.
We here disclaim the use of rubber and sulphur alone, as also the submitting of rubber or rubber compounds to a high degree of heat; neither do we wish to secure the right of coloring rubber, such having frequently been done by rubber manufacturers.
But what we do claim as our invention, and desire to secure by letters patent, is India-rubber fabrics made by the combination of caoutchouc in its several varieties, with zinc compounds, in their various forms, as herein set forth, and sulphur; and in combination with these, the submitting our compound to the action of a high degree of heat; the whole being combined and manufactured substantially as above described.
Fifty-second, to Nelson Goodyear, Oct. 16, 1849. For improvement in elastic cords for suspenders. I do not claim simply covering threads of metallic or vulcanized rubber with braid, as this has long since been done, but not whilst the India-rubber is in a state of tension; nor do I claim simply combining non-elastic cords with the button-hole pieces, and with the shoulder straps of suspenders, by passing such cords through loops or around rollers attached to the shoulder straps, as this has also been long known; but—
244What I claim as my invention, and desire to secure by letters patent, is the making of elastic cords for suspenders, by braiding or winding silk, cotton, or other threads, around cords of metallic or vulcanized India-rubber, whilst in a partially distended state, substantially as described, whereby springs of greater resisting force are produced, than by any other known plan.
Fifty-third and fifty-fourth, to Charles Goodyear—re-issued—Dec. 25, 1849. For improvement in processes for the manufacture of India-rubber. What I claim as my invention, and desire to secure by letters patent, is the curing of caoutchouc or India-rubber, by subjecting it to the action of a high degree of artificial heat, substantially as herein described, and for the purpose specified.
And I also claim the preparing and curing the compound of India-rubber, sulphur, and a carbonate or other salt or oxide of lead, by subjecting the same to the action of artificial heat, substantially as herein described.
For improvement in felting India-rubber with cotton fibre. What I claim as new and of my invention, is incorporating the fibres of cotton or other substances, with India-rubber, by pressing the fibres of a fleece or bat of cotton or other fibrous substance into a sheet of India-rubber in the green state, without subjecting the fibres, after they have been incorporated, to a stretching or drawing operation, substantially as herein described.
Fifty-fifth, to Francis C. Hayward and J. C. Bickford, of Colchester, Conn., March 19, 1850. For process 245of rolling India-rubber cloth. The “claim” is a new or improved process of applying rubber to cloth, by means of rollers; the process being a combination of the method of spreading rubber by the pressure of rollers, and the method of grinding and spreading, at one and the same time, against and into the substance of the cloth.
Fifty-sixth, to John Pridham, Assignor to Horace H. Day, New York, March 19, 1850, for use of oxide of tin, in the manufacture of India-rubber. He does not claim the combining of ochre or pipe clay with India-rubber, or submitting rubber to high heat, or mixing sulphur with rubber. The specific claim is, the combining rubber with tin, as set forth, and the combination of these with sulphur and heat, whereby is produced a fabric having a black surface, which is capable of withstanding all the elements which distinguish vulcanized from other preparations of rubber.
Fifty-seventh, to Fowler M. Ray, New York, April 2, 1850. For springs for cars, &c., of India-rubber. A method of making cylinder or rolls of prepared India-rubber, by rolling up a thin sheet of India-rubber, on a mandrel, while the sheet is in a green state, and as it comes from the heated calendering cylinders, substantially as described. He also claims a mandrel or cylindrical rod pressed against the periphery, or a cylinder or roller, so that the thin sheet of prepared rubber in the green state, and taken as it comes from the calendering cylinder, may be wound upon the mandrel, and the several windings made to adhere, by pressure, substantially as described.
246Fifty-eighth, to S. T. Armstrong & C. J. Gilbert, of New York, N. Y., for improvement in the process of working gutta-percha. Sept. 17, 1850. What we claim under the first part of our invention, consists in the use of lime or other alkaline substance, with heat, in the manner substantially as herein described, in the cleaning of gutta-percha, to neutralize the acid or acids contained in that substance in its crude or native state, and thus preserve and render more permanent its useful properties, as specified.
And in the second part of our invention, we claim compounding lime with gutta-percha, substantially as herein described, for the purpose of improving its qualities, preserving it wholly or partly from deterioration, and protecting it against the injurious effects of the atmosphere and heat, substantially as described.
Remarks.—Two patents for improvement in the manufacture of India-rubber, were granted in 1850. The first of which is for the use of the hypo-sulphate of zinc. This salt is prepared in the following manner. In a solution of caustic lime, potash, or other caustic alkali, boil flour of sulphur until the liquor is saturated, and into this liquid pass sulphurous acid gas, by any of the known means, for the purpose of obtaining a hypo-sulphate of the alkaline base. The liquid is allowed to stand and cool. The clear liquor is then decanted into a vessel containing a suitable quantity of a saturated solution of the nitrate or other analogous salt of zinc. On mixing these solutions the zinc is precipitated in a white powder, which is regarded as the hypo-sulphate of zinc. It is then washed on a filter, dried and subsequently ground in 247a paint-mill. Three pounds of this powder is mixed with ten pounds of India-rubber, and heated from three to five hours, at a temperature of 260° to 280°. The rubber, according to the inventor, will be found completely cured or vulcanized, and requires no free sulphur to be used in any part of the process, and no washing with alkali, as do the ordinary materials used for vulcanizing. Hence it is alleged that this process is adapted to the covering of silks and other delicate textures, and colored fabrics.
Another patent was granted for a compound for vulcanizing India-rubber. The mode of treatment is much the same as the last, and produces the same results. The material is the artificial bi-sulphuret of zinc. The inventor claims the use of this composition without the use of sulphur in any part of the process of manufacture, and the washing with alkaline solutions is not required, and is not used in this mode of manufacture.
Fifty-ninth, to Fowler M. Ray, New York, Oct. 18, 1850. For vulcanized India-rubber springs. The “claim” as set forth in the employment of a ring, or rings, or disks, made of any of the preparations of caoutchouc, known under the various appellations of metallic or vulcanized rubber, as a substitute for metal or other kinds of springs, heretofore known and used, when such ring or rings, or disk or disks, or the equivalent thereof are applied, in manner substantially as described, whether made of metal or other solid or non-elastic substance. Also making the surfaces of all or either of the plates above and below, and interposed between the elastic rings or their 248equivalents, or the surfaces of the elastic rings or other of their convex, substantially in the manner and for the purpose specified.
Sixtieth, to Jonathan Trotter, of New York, Dec. 3, 1850. For vulcanizing India-Rubber. The claim is the use and employment of zinc, in a manner whereby a hypo-sulphate or similar preparation of zinc is obtained in combination with India-rubber, for the purpose of curing or vulcanizing it, substantially as set forth with the use of free sulphur in any way in combination with the rubber.
Sixty-first, to Jonathan T. Trotter, New York, January 1, 1851. For improvement in the manufacture of India-rubber.
Having described my improved process of curing rubber, I will state what I claim and desire to secure by letters patent. What I claim, therefore, is the use and employment of zinc, substantially as prepared by the process above described, in combination with India-rubber, for the purpose of curing or vulcanizing it, in form and manner as herein set forth, without the use of free sulphur in any way in combination with the rubber.
Sixty-second, to David McCurdy, Newark, N. J., April 1, 1851. For improvement in the manufacture of India-rubber.
Having described my invention, and the best mode known to me of manufacturing the same, what I claim as my invention, and desire to secure by letters patent, is the combination of potash with rubber and sulphur, and submitting the same to a high 249degree of heat, whereby to produce the change upon rubber known as vulcanizing.
Sixty-third, to James Reynolds, New York, April 22, 1851. For improvement in machines for gutta-percha tubing and covering wire.
What I claim as my invention, and desire to secure by letters patent, is the use, for the purposes specified, of feed-rollers, C, C, in combination with the stomach, G, G, having a lip, or mouth, h, arranged and operating substantially as shown and described.
Sixty-fourth, to Nelson Goodyear, New York, May 6, 1851. For improvement in the manufacture of India-rubber.
I do not claim the heating or curing process, as it is termed; that having been patented by Charles Goodyear.
What I do claim as my invention, and desire to secure by letters patent, is the combining of India-rubber and sulphur, either with or without shellac, for making a hard and inflexible substance, hitherto unknown, substantially as herein set forth.
And I also claim the combining of India-rubber, sulphur, and magnesia, or lime, or a carbonate, or a sulphate of magnesia, or of lime, either with or without shellac, for making a hard and inflexible substance, hitherto unknown, substantially as herein set forth.
Sixty-fifth, to Horace H. Day, Jersey City, N. J., May 20, 1851. For improvement in India-rubber shoes.
250Having described the advantages of my improvement, and the best way known to me of manufacturing the same, what I claim as my invention, and desire to secure by letters patent, is the manufacture of rubber boots and shoes without cloth, being made of separate pieces of different degrees of elasticity, and each piece having its peculiar and requisite degree, the shoe to possess different degrees of elasticity in different parts, and uniform elasticity in each different part, and having no part without some elasticity in every direction, by the means herein described, or any other substantially the same, whereby I lessen the cost, obtain a shoe not liable to break, which can be kept clean, stretched in every direction at the same time, easier to the foot, adjustable to larger boots, and yet not rendered useless to wear over smaller, light and elegant, and retain permanently their shape.
Sixty-sixth, to S. T. Armstrong, New York, June 24, 1851. For improvement in making gutta-percha hollow ware.
What I claim as my invention, and desire to secure by letters patent, in the process above described, is the method, as described, of moulding articles of gutta-percha, or the compounds of gutta-percha with other substances, by first making the same in the form of a pipe, and whilst in a partially heated and plastic state, giving to it the form required in a mould, by forcing a liquid inside to expand the gutta-percha, as described.
251Sixty-seventh, to John Ryder, New York, June 1, 1852. For improvement in the process of manufacturing gutta-percha.
The claim is the preparation of gutta-percha for vulcanizing by a preliminary separate heating of it, to such a degree as to expel its volatile ingredients, which generally can be effected at the high temperatures of from 285° to 430° Fah. Mr. Ryder also claims the process of vulcanizing gutta-percha by first heating it to a sufficiently high temperature to expel all the volatile ingredients specified, which it is believed can be done between 285° and 430°, and then incorporating with it a hypo-sulphate, either alone or in combination with metallic sulphurets or whiting, or magnesia, or with all of them together, and then subjecting the mixture to a temperature of from 285° to 320° Fah., all the steps of the process being performed as set forth. Mr. Ryder disclaims the vulcanizing of gutta-percha in all cases save when it has been prepared for the vulcanizing operation by the aforesaid preliminary heating.
Sixty-eighth, to Frederick Bonner, Vera Cruz, Mexico, Sept. 7, 1852. For preserving India-rubber.
The nature of my discovery, is by applying the before mentioned quantity of Campeachy salt, or muriate of soda, to the rubber, in its sap state, and that by so doing, to prevent putrefaction and fermentation of the juice, to which, more especially, I confine the claim of my invention.
Sixty-ninth, to Charles Goodyear, New Haven, Conn., October 12, 1852. For improvement in 252making India-rubber Bat cloth. The claim is passing the bat or fleece cotton, flax, silk, or other fibrous substance, together with dissolved or softened India-rubber, gutta-percha or other vulcanized gum, or the compounds or preparations thereof, between calendering rollers, with an elastic substance interposed between the bat or fleece, and one of the rollers as described, or between the glazed apron and one of the rollers, substantially described.
Seventieth, to John L. Kingsley, New York, January 18, 1853. For improvement in metallic gum composition.
The nature of this invention consists in the process of preparing and using compositions made by grinding metals, earths, and other similar materials, with the raw uncured gums of gutta-percha and caoutchouc (India-rubber.)
Also claims—The making of stereotype moulds, and plates of the raw uncured gum, combined with the pulverized oxides of iron and antimony, or other equivalents.
Seventy-first, to Richard Solis, of New Brunswick, N. J., February, 1853. For India-rubber. I claim the manufacture of India-rubber fabrics by the mixture of ground or powdered vulcanized rubber, with the ordinary India-rubber of commerce.
Seventy-second, to Charles Goodyear, New York, April 12, 1853. For improvement in manufacturing articles composed of gutta-percha.
This invention consists in using or employing sand, pulverized soapstone, plaster, or some similar granular 253or pulverized or porous matter, or moulds made of porous substances, to sustain and keep the form of moulded or modelled article composed of caoutchouc or its compounds, and other gums, during the process of vulcanization, in proper shape and form. The caoutchouc or other gums are taken in a green state, and formed into the exact shapes desired, then covered with pulverized soapstone, or other similar granular or adhesive powder; they are placed in a box and heated to 200° or 300° Fahrenheit, from three to seven hours when the articles are vulcanized.
Seventy-third, to Charles Goodyear, and Robert Haering, of New Haven, Conn., April 12, 1853. (Assigners to Charles Goodyear.) Patented in England, March 4, 1851. For manufacturing India-rubber and gutta-percha.
The art or method of manufacturing articles composed in part of caoutchouc, or other gums, susceptible of vulcanization, by heating or vulcanizing the same, when surrounded with and pressed upon, externally or internally by or moulded in pulverized soapstone, sand, plaster, or other similar granular, pulverized or porous matter, or in moulds of plaster or other porous substance, as described.
Seventy-fourth, to John L. Kingsley, New York, June 14, 1853. For improvement in moulding gutta-percha Stereotype Plates.
The nature of this invention consists in making moulds for stereotyping of India-rubber, or gutta-percha, by mixing the gums with the metallic or 254earthy substances, and by expelling all air from the mould while it is being filled, to render the cast in all respects perfect. (The process would require too lengthy a description for this report.) The “claim” is the process of expelling air from the surface of the type when forming the mould, and from the surface of the mould when forming the plate. Also the method of dressing, levelling, or thickening the moulds and plates, when made of any compounds that run, so that all plates made shall be invariably of the same thickness.
Seventy-fifth, to Lenardo Westbrook, of New York City, July 19, 1853. For Gutta-percha Stereotype Composition. An improvement on the patent of Josiah Warren, dated April 25, 1846, first, the compound described, of shellac, plumbago or graphite, asphaltum and gutta-percha, treated by sulphate of copper and water, as described, as a substitute for type metal.
Seventy-sixth, to H. L. Novis, (Assigner to S. T. Armstrong) New York City, July 26, 1853. Patented in England, February 24, 1853, and in France, March 13, 1853. For preserving India-rubber in the liquid state.
Mr. Novis claims the compound, consisting of the native juice of the caoutchouc, with aqua ammonia or the equivalent thereof, as set forth, when said ammonia or its equivalent is mixed with said juice of the caoutchouc in a liquid state, by means of which, the juice above named is preserved for a great length of time, and can be manufactured at less expense 255than the India-rubber of commerce, which is mixed with other foreign substances.
And I also claim the solid elastic article when manufactured from the said composition of matter as described.
Seventy-seventh, to John Chilcott, and Robert Snell, New York, September 13, 1853. For improvement in the manufacture of Boots and Shoes.
The sole is made of three parts, viz., the India-rubber sole, a leather lining, and a leather border, or edge. The India-rubber sole is made smaller than the sole it is intended to cover, and its edges are bevelled off thin all around; the leather lining is of the full size of the bottom of the boot or shoe, and united to the upper side of the India-rubber sole by water-proof adhesive material, leaving a margin of the lining all around the edge of the India-rubber sole; the leather border or edge is of the same thickness as the India-rubber sole, and overlaps the bevelled portion of it, and is also bevelled so thin that its outer face will be level with the outer face of the India-rubber. A solid sole is thus made of uniform thickness, which may be secured to a boot or shoe, by sewing, cementing, or pegging.
Claim connecting the whole or any portion of the sole of a boot or shoe, substantially as described, of India-rubber, with its inside or edges covered and protected by leather, which is united with it by any water-proof cement, with or without stitching, and forms a hard, firm leather edge.
256Seventy-eighth, to Charles Goodyear, New York, October 11, 1853. For improvement in coating metals with gutta-percha.
The nature of this invention consists in the application of “caoutchouc or gutta-percha” when mixed with pulverized sulphur (six or eight ounces of sulphur to one pound of gum) to the surface of metal. The article covered is subjected to a high degree of heat, from 260° to 300° Fahrenheit, from three to seven hours. The hard compound covering may then be polished and varnished.
Claim.—The art or method of coating articles composed wholly or in part of metal with compound of India-rubber or gutta-percha, and subjecting the same to a high degree of artificial heat, or the process of vulcanization, substantially as specified.
Seventy-ninth, to L. Otto P. Meyer, Newton, Conn., December 20, 1853. For improvement in the manufacture of caoutchouc or other vulcanizable gums.
The nature of this invention consists in producing by means of oil and other fatty substances, smooth and glassy surfaces upon the material commonly known as hard compound of vulcanized caoutchouc, or gutta-percha, or other similar gums, which may be manufactured according to the process described in letters patent granted to Charles Goodyear, May 6, 1851.
Claim.—The producing smooth and glassy surfaces upon hard compounds of caoutchouc and other vulcanizable gums, by means of the use of oil, or other equivalent substances, applied to the surface of the 257prepared gum, and between the gum and the plates or the moulds.
Eightieth, to William E. Rider and John Murphy, of New York. For improvement in sulphurizing gutta-percha and like gums. Patented November 7, 1854. The improvement consists in the removal of superfluous sulphur from India-rubber or gutta-percha, when it has been vulcanized or is in the act of being vulcanized, by filling the vulcanizing oven with hydrogen gas during the heating process, called the curing, and allowing the gas to escape as fast as it becomes neutralized; by which, as the inventor alleges, the after accumulation of sulphur upon the surface of said gums, is prevented, and consequently the necessity of boiling them in caustic alkali, entirely avoided.
Claim.—The claim covers the whole ground, substantially as set forth. No illustration.
Eighty-first, to George Reynolds. For improvement in composition for tanning. Patented Dec. 19, 1854. Twenty hides with the hair on, are steeped for six weeks, in the following solution, viz.: 1 bushel of muriate of soda, 1 bushel of alum, and 6 pounds of sulphuric acid, diluted with three hogshead of water. The hides are to be beamed, and when steeped as stated, they are removed and dried, and then stuffed, or rubbed with tallow or oil, according to circumstances. But the hides are not steeped in tanning liquor till finished. They are calculated to be used for mocassins, &c., with the hair next the person.
Claim.—The claim is confined to the composition stated.
258Eighty-second, to Edward Brown. For improvement in porous elastic cloth for gaiters. Patented Sept. 26, 1854. This improvement consists in cementing between two pieces of stocking fabric, strips of India-rubber, or a sheet of India-rubber previously perforated, for the purpose of furnishing a material pervious to moisture.
Claim.—The above described elastic fabric, the India-rubber being confined between two thicknesses of stocking-work, in the manner and for the purpose set forth.
Eighty-third, to Elias C. Hyatt and Christopher Meyer, of Milltown, N. J. For improvement in the manufacture of boot and shoe-soles of gutta-percha or India-rubber. Patented January 17, 1854. The material, in its plastic state, is passed between two rollers, marked 1 and 2 in the engraving, so as to form a continuous sheet of various thicknesses in its different parts, suitable for the heel, the shank, and the toe. The external surface of the sole is formed by No. 2—a being a corrugated surface for the toe parts, c for the heel part, and b a smooth surface for the shank part. After the continuous sheet has been formed between the rollers, it is cut up into pieces of suitable width for soles.
The inventors say: We are aware that India-rubber has long since been reduced to sheets by rolling, and that the rollers used for this purpose have sometimes been engraved to produce a figured surface, analogous to that often connected to the heels and fore parts of shoes; but these sheets have been substantially of uniform thickness, varying only in the 259slight indentations, &c., required to produce an ornamental or figured surface. This we do not claim. But we are not aware that India-rubber has ever been rolled into sheets having a substantial variety of thickness in its different parts. Nor are we aware that shoe-soles, having the proper variety of thickness, have ever been rolled out, or made in one solid piece, before our invention; nor was it known that such forms could be produced, as we have produced them, in India-rubber, until our experiments practically illustrated the fact.
What we claim, therefore, as our invention, and desire to secure by letters patent, is—
1st. Producing a shoe-sole, or other analogous manufacture, in India-rubber or gutta-percha, in one piece, having a variety of thicknesses in its different parts, by the use of rollers whose surfaces present the reverse of the forms to be produced, at a single operation, substantially as herein described.
2d. Forming soling of India-rubber or gutta-percha, with shanks, fore-parts, and heels of appropriated differences of thickness in one solid piece, at one operation, as described—thus producing a useful, economical, and novel manufacture.
3d. Also, forming such solings, or analogous manufacture, in continuous sheets, at one operation, by rolling, as described.
Eighty-fourth, to Charles Goodyear, of New Haven, Conn. For improvement in treating vulcanizable gums. Patented April 4, 1854. The improvement and claims consist in the method of manufacturing 260compounds of caoutchouc, gutta percha, and other gums susceptible of vulcanization, in sheets, by covering the surface or surfaces of the sheets of gum with sheets of paper or cloth, or the equivalent thereof, and then confining the same during the process of vulcanization, by pressure between plates of metal or their equivalents, or otherwise, substantially as described. No illustration.
Eighty-fifth, to Julius Herriet, October 24, 1854. For improvement in gutta-percha Stereotype Composition.
Equal parts, by weight, of gutta-percha or caoutchouc, and pulverized graphite, or soapstone, or plaster of Paris, or chloride of lime, or peroxide of manganese, or other equivalent, are mixed together, heated, and moulded while hot. The proportions may be varied to suit the desired softness or toughness of the mass. The alleged qualities of the composition are plasticity, sufficient hardness to present sharp-angle lines and yet to resist pressure, aptness to be remoulded, and cheapness.
Claim.—The making of moulds and plates, for printing characters or figures, of gutta-percha or India-rubber, compounded with some other substance, substantially such, and for the purposes as described.
Eighty-sixth, to Henry Forstrick, Hoboken, N. J. For working over vulcanized India-rubber.
I claim the manner of extracting inorganic matter from vulcanized India-rubber, gutta-percha, and other gums or their compounds, by the application of diluted nitric acid and the use of fusel oil (grain 261oil) either in a heated state, mixed with the gum, or in the shape of vapors, for the restoration of the cleansed gums to the state of cohesion.
Eighty-seventh, to L. Otto P. Meyer, February 28, 1854. For improvement in vulcanizing India-rubber and other gums.
The invention or claim consists in the heating or curing of the material commonly known as the hard compound of vulcanized caoutchouc, or other vulcanizable gums, by means of the immersion of the material in, or under water, or other suitable liquid, heated to about 300° Fah., daring the process of curing.
Eighty-eighth, to Ellsworth D. S. Goodyear, assignor to the New York Rubber Company, March 28, 1854. For improvement in processes for treating India-rubber.
The improvement refers to the manufacture of hollow articles from India-rubber, and consists in filling such ware, as balls, &c., to a certain extent, with water, which being, during the process of vulcanization, converted into steam, exercises the necessary inside pressure to impart any desired pattern to the exterior face of the article.
Claim.—The introduction of water or any other liquid into the interior of articles which require expansive force for their perfect formation against the interior surface of moulds, said liquid to be converted into steam, substantially as, and for the purposes, specified.
262Eighty-ninth, to L. Otto P. Meyer, April 4, 1854. For improvement in treating caoutchouc and other vulcanizable gums.
The interposing between sheets of gum, &c., to be cured, sheets of flexible material, when the series of sheets thus piled are confined between plates of iron during the process of vulcanization, being disclaimed, the improvement and claim are restricted to covering the surface of what is known as the hard compound of caoutchouc with tin foil, or other equivalent substances, to preserve the form previously given by embossing or moulding, the contact of the tin foil during the curing process having the effect to preserve the form and the surface without pressure or moulds.
Ninetieth, to Julius A. Pease, November 14, 1854. For improvement in over-shoes.
The claim explains the character of this invention, by reference to the accompanying figure. A. represents the ribs, and B. the depressions between them.
Claim.—Making India-rubber or gum shoes with the inner surface ribbed, corrugated, or otherwise made uneven, for the purpose of allowing a circulation of air between it and the boot or shoe over which it is worn; and this, whether it be effected in the precise manner stated, or by lining the shoe with a similar ribbed, corrugated, or otherwise raised and depressed surfaced fabric, as described.
Ninety-first, to John Murphy, May 30, 1854. For improvement in the process of treating gutta-percha.
The improvement refers to the process of re-heating, 263as patented to John Rider, in June, 1852, and consists in mixing two ounces of sulphur with ten pounds of gutta-percha, and heating the latter to about 285° Fah., preparatory to the regular vulcanization; this amount of sulphur, although not enough to vulcanize the gum, being alleged to serve the purpose of expelling certain volatile ingredients preparatory thereto.
Claim.—Incorporating with gutta-percha, substantially, the proportion of sulphur, or its equivalent, herein specified; and then subjecting it to such a degree of heat, and for such a length of time, as to expel therefrom its injurious volatilizable ingredients, preparatory to vulcanizing the gutta-percha thus treated, or of using it in the condition that said process of treatment puts it into.
Ninety-second, to Daniel Haywood, August 29, 1854. For improvement in the manufacture of India-rubber.
The improvement consists in the use of the steam-jacket both for the mould and the die employed in the manufacture of India-rubber goods, and in the sudden introduction of cold water after the hot steam into the jackets. By the first device the vulcanizing of new articles is alleged to be more perfect, and the remelting and remoulding of old, worn-out India-rubber to be rendered attainable. By the second device the degree of hardness of the product, or its adhesiveness on the surface, can be moderated at pleasure.
The drawings exemplify the improvement as applied to manufacturing buckets.
264Claim.—The claim is confined to remoulding worn-out India-rubber goods, by the means stated.
Ninety-third, to Henry G. Tyer and John Helm. For improvement in the manufacture of boots and shoes. Patented March 27, 1855. The object of this improvement is to produce a boot or shoe combining the qualities of India-rubber with the lightness and elegance attainable by the use of other materials, and capable of being re-soled when necessary.
The upper a and in-sole B having been cemented together, perforations are made around and through the upper a, until the cemented surface of the in-sole B has been pierced. Then these holes are filled up with cement, and the outer sole c properly cemented, is pressed upon the in-sole. If sufficient strength be used, slightly to separate those several parts of the sole, see fig. 2, the rubber filament can be seen in threads H. as represented in fig. 2.
The inventors say,—we disclaim the use or application of this our device, or invention to any other matter or thing than is described, and set forth. We claim the uniting of the outer sole and upper, manufactured wholly or in part of vulcanized India-rubber, with the in-sole of boots and shoes, by means of cement, the cement passing through preparations made for that purpose in the upper, in the manner substantially and for the purpose described.
Ninety-fourth, to John M. Wimley, (Assignor to J. &. B. Shaw), June 12, 1855. An improvement in attaching gutta-percha soles to Boots and Shoes.
265The melted gutta-percha is filled into mould A, up to the rim B, and the shoe placed thereon and firmly pressed down, until the sides of the shoe come in contact all around with the rim B. The gutta-percha is forced into, and through the holes purposely made, through the in-sole and edges of the upper.
The inventor says, I am aware that India-rubber, after being cut out, and shaped like a sole, has been united to the in-sole and upper, by means of an intermediating cement, caused to penetrate holes made in the in-sole and upper, but I do not claim this, nor do I claim uniting gutta-percha and leather for any other purpose than that of manufacturing boots and shoes as before described. But I claim manufacturing, or making boots and shoes, with the outer sole made entirely of gutta-percha, when the said outer soles are simultaneously formed and united to the upper and in-sole, by means of heat and pressure in a mould substantially as described and set forth.
Ninety-fifth, to S. T. Parmelee, New Brunswick, N. J., July 17, 1855. For improvement in attaching metallic heels to India-rubber soles.
The India-rubber is vulcanized after having been filled within the metallic casing. It could not be done after the vulcanizing, as vulcanized rubber cannot be rendered sufficiently soft. The inventor claims having the metallic rings or casings formed with recesses arranged in any proper way, so that the soft or elastic India-rubber mixed with the proper vulcanizing materials, may be fitted therein, and the rubber and rings or casings be permanently locked 266together, by subjecting the rubber to steam heat, and vulcanizing it when fitted within the rims or casings for the purpose as set forth.
Ninety-sixth, to John Arthur, and Evan Arthur, New Brunswick, N. J., July 24, 1855. For improvement in Machine for cutting boot and shoe uppers, soles, &c., from sheets of India-rubber.
After describing the machine the patentees set forth the following as their
Claim.—1st. The cutting or separation of India-rubber by placing it on a wet cloth, or other suitable moistened surface, and submitting it to the pressure of a heated die, having an edge of the form of the article to be cut, substantially as set forth.
2d. The combination of one or more reciprocating die-frames, each carrying a set of dies with a stove, and with carrying and pressing apparatus, to carry the sheet or piece of rubber, so that the dies by their reciprocating movement, may be carried into the stove to be heated, and then return to cut or stamp out the pattern or article from the piece as set forth.
3d. The method of raising the die-frames to carry the dies on their return movement towards the stove. Providing pins for the ends of the die-frames to strike against, to throw up the opposite ends carrying the dies.
4th. The swinging frame with its fingers, arranged and operating to conduct the points or ends of the patterns, as soon as they are cut or separated between the roller upon which the cutting is performed, and another roller by which they are at once prevented 267curling it, and are conveyed along towards where they are delivered from the machines.
Ninety-seventh, to Edwin B. Larchar, Baltimore, Md., July 24, 1855. For improvement in making gutta-percha boats.
Claim.—The method of making a safety boat or other vessels of gutta-percha mixed glue, so that the air chambers or other parts, if separately formed, may together with the boat body, be so united and completed at one pressure, that if the braces, thwarts, knees, supporters, or other accessories to the boat proper, are solid, the whole, with the inner and outer forms, may be made or completed together at one time, and at one pressure, as described.
Ninety-eighth, to William F. Converse, Harrison, Ohio, April 17, 1855. For improvement in India-rubber springs.
Ninety-ninth, to Sigismund Beer, assignor to Lewis Feuchtuanger, and Sigismund Beer, New York, May 29, 1855. For improvement in de-vulcanizing India-rubber.
Claim.—The restoration of caoutchouc, gutta-percha or other similar gums, which have undergone the process of being cured or vulcanized, so that those gums may be capable of being used again as a substitute for native gums, may be capable of being used again as a substitute for native gums of like character, or in combination with such gums, by first treating the vulcanized gum with alkalies, or compounds of alkalies and oils, as potash with any common grease or oil, for extracting the sulphur, &c., and then submitting 268the mass to heat and turpentine, or any other liquid known to be a solvent of the gum in its natural condition.
One hundredth, to Francis Baschnagel, New York, Aug. 14, 1855. For improvement in compositions for treating rubber and gutta-percha.
Claim.—The conversion or restoration of caoutchouc or gutta-percha, whether they have been vulcanized or not, into a soft, plastic, and workable state, (by a new combination of chemical agents) so that they may be re-manufactured in a state already vulcanized or not, according as the substance converted or restored had or had not been vulcanized; the substances which I use for this purpose being bi-sulphuret of carbon in conjunction with alcohol absolute, and not common alcohol, without the addition of any other chemical agent; and without the application of heat.
One hundred and first, to James West, October 30, 1855. For improvement in roofing compositions.
The proportions are: Sixteen ounces naptha, half an ounce of India-rubber, half an ounce of shellac, and half an ounce of gutta-percha dissolved in linseed oil, gum shellac dissolved in alcohol, two ounces “puzzolan” (composed of pulverized glass,) quick lime pulverized and sifted, and two ounces of smalt.
Claim.—The use of lime in combination with the rubber, gutta-percha, and shellac solutions in the composition, as set forth.
The solution of rubber, gum-shellac, gutta-percha, and the naptha, are to be warmed to blood heat, then 269the “puzzolan” to be mixed therewith, and immediately to be applied to the roof and rubbed smooth; then the smalt is to be sifted on.
One hundred and second, to Charles Rice and Sylvanus H. Whorf, Nov. 13, 1855. For improvement in lasting and applying soles to shoes.
The sole and the upper are first placed together upon a last A, the upper being made to overlap the outer surface of the in-sole, and affixed thereto by cement. The whole being thus prepared, is next placed within the clamping bed, B, and the parts of the latter closed; next the platten of the press is to be depressed, so as to carry the punches.
Claim.—The holding clamp, B, and last, A, as used together, and in connection with the pressing or punching mechanism, or both, for the purpose of fixing soles to shoes by cement, substantially as set forth.
One hundred and third, to Charles Rice and Sylvanus H. Whorf, Nov. 20, 1855. For improved machine for preparing leather for the manufacture of boots and shoes.
Claim.—The above described mechanism, or machine, for preparing leather for the manufacture of boots and shoes, the whole being arranged and made to operate, substantially in the manner, and for the purpose set forth.
One hundred and fourth, to H. G. Tyer and John Helm, New Brunswick, N. J., Jan. 2, 1855. For improvement in processes for making India-rubber cloth.
270This improvement consists in subjecting the cloth, which has been previously coated with a layer of India-rubber, suddenly to a degree of heat from 140° to 180° Fah. By this sudden application of heat while the goods are still in a green, undried state, the camphene used in the cement evaporating very rapidly, and leaves the gum punctured with minute orifices, which are too small to allow the passage of globules of water through them, but are large enough for the passage of air through them.
Claim.—The peculiar mode, so described, of preparing the uppers of boots and shoes.
One hundred and fifth, to Charles Morey, citizen of the United States, residing at Paris, France, Jan. 9, 1855. For improvement in re-working hard rubber compounds.
The material is placed in an iron mould closed and subjected to a powerful pressure. It is then placed between two red-hot iron plates, and thus again introduced into the press. When the mould is sufficiently hot, it is put into cold water until it has become cool. The soldering, after the article is taken from the mould, is performed in the following manner: The broken parts are scraped off; dust of hard vulcanized India-rubber is introduced between the scraped parts; the whole is submitted to a high degree of heat and pressure, whereby the broken parts are united in a perfect manner.
Claim 1st.—Forming or moulding scrapings, filings, dust, powder, or sheets of hard vulcanized India-rubber, into a compact, solid mass, by means 271of a high degree of heat and pressure, as above described.
Second.—The application of dust powder, filings of hard vulcanized India-rubber for soldering or uniting hard vulcanized India-rubber.
One hundred and sixth, to Henry G. Tyer and John Helm, Jan. 30, 1855. For improvement in processes for making India-rubber cloth.
The India-rubber compound, (in a plastic state) is introduced at C, between cylinders 1 and 2, as it passes between the said cylinders, and adhering to cylinder 2, is carried round and down until it comes nearly in contact with cylinder 3, when the end of roll of cloth A is inserted between cylinders 2 and 3, and the compound is pressed upon and into the cloth by the action of the cylinders. When the cloth and compound thus united on one side have passed round cylinder 3 until they have have become nearly in contact with cylinder 4, the end of the cloth from roller B is inserted between cylinders 3 and 4 so as to come in contact with the compound on cloth A. The two pieces of cloth, with the compound between them, then pass between cylinders 3 and 4, when the two pieces of cloth become firmly united with the compound.
Claim.—The process described of making elastic fabrics without a previous preparation of threads, strips, or sheets, or the coating of the cloth by cement.
One hundred and seventh, to Sylvanus H. Whorf, assignor to himself and Charles Rice, Jan. 8, 1856. 272For improvement in the manufacture of boots and shoes.
The inventor says: “I do not claim uniting the sole to the upper by means of cement, made to extend through the upper alone, but what I do claim as my improvement, is the manufacture of a shoe by cementing its sole and upper in extending the cement not only through perforations in the upper, but in and through the perforations made in and through the in-sole or the outer sole, or both, the same presenting great advantages, not only in securing the parts together, but in rendering them water-proof when the cement employed is of a character to resist water.”
One hundred and eighth, to G. Tyer and John Helm, New Brunswick, N. J., Jan. 9, 1856. For improvement in making gum-elastic cloth.
Claim.—An elastic fabric composed of pieces of cloth either woven with the threads of the weft in a diagonal position to the threads of the warp or of common cloth stretched so as to force the threads into such relative diagonal position, combined and caused to adhere together, exclusively by vulcanized compound of India-rubber or gutta-percha, the two pieces of cloth being first united by the vulcanizable compound and the compound being vulcanized after the union.
One hundred and ninth, to Sylvanus H. Whorf and Charles Rice, March 4, 1856. For improvement in the application of soles to boots and shoes, by means of pressure, and gutta-percha or other cement.
273The nature of this invention will be understood by reference to the claim. The machine for pressing the sole to the upper is illustrated in the engraving, where H represents a hollow last, into which steam can be introduced by means of pipe I; and the sole can be pressed to the upper by means of the pressing apparatus and the platten C.
Claim.—We are aware that a gutta-percha sole has been applied to a shoe by melting gutta-percha in a mould and subsequently pressing the shoe therein. We, therefore, do not claim such. We are also aware that in book-binders’ presses, and in smoothing irons, the platten of the one, and the body of the other, have been provided with an air-chamber for the reception of either steam or heated air, or other means of heating. We, therefore, do not claim such. As we use heat not for either drying or smoothing alone, but for a different purpose, and in a process of manufacture wherein it has not been before applied, to our knowledge, in the way in which we employ it, being used by us for softening or melting gutta-percha, after it has been applied to a last, as specified; and therefore we claim our improvement in the process of manufacturing and finishing shoes with either gutta-percha soles, or soles formed of leather or other material, and united to the upper and in-sole by means of gutta-percha or its equivalent, and through the agency of pressing mechanism, as specified, our improvement consisting in supplying heat within a last by means of a chamber and pipe and steam or means of heating said last, the same not only enabling the gutta-percha of the 274sole to be softened or rendered adhesive while it is being pressed upon the in-sole and upper, but also serving to smooth and finish the upper, as described.
One hundred and tenth, to Richard McMullin, March 17, 1856. For improvement in processes for making elastic rubber cloth.
Claim.—Rendering vulcanized India-rubber, for the manufacture of shirred goods, adhesive by boiling it in a solution of potash, to remove the sulphur from its surface, thus fitting the sheet of rubber to receive a coat of cement, whereby it is caused to adhere firmly to the cloth, or other fabric between which it is placed, in the manner and for the purposes substantially as herein set forth.
One hundred and eleventh, to John H. Cheever, March 11, 1856. For improvement in the manufacture of India-rubber belting or banding.
One hundred and twelfth, to Charles F. Crockett, June 17, 1856. For improvement in making sheets of leather from curriers’ shavings or buffings.
The inventor says: “I do not wish to confine myself to any particular kind of cement, although I found India-rubber cement to answer the best purpose. Curriers’ glass is a good instrument to press the edges together.”
Claim.—Making sheets of leather of any desired size and thickness of curriers’ shavings or buffings, by lapping and cementing them together while in a moist state, and then subjecting the mass to pressure.
275One hundred and thirteenth, to Nathaniel Hayward, Colchester, Ct., April 15, 1856. For improvement in the manufacture of India-rubber.
One hundred and fourteenth, to Nathaniel Hayward, Colchester, Ct., May 6, 1856. For process of preparing elastic India-rubber cloth.
Claim.—The producing an elastic fabric of uniform strength by uniting a sheet of rubber with sheets of cloth thinly coated on one side with a vulcanized compound of rubber; the sheet of rubber before it is united with the sheets of cloth being in the modes set forth so prepared that the central part of it is completely vulcanized, while the surfaces are not.
One hundred and fifteenth, to A. D. Puffer, Somerville, Mass., May 20, 1856. For improvement in lining metal pipes with gutta-percha.
One hundred and sixteenth, to James Reynolds, New York, June 16, 1856. For improvement in Mandrels for making gutta-percha tubing.
One hundred and seventeenth, to Austin G. Day, Seymour, Ct., June 10, 1856. For improvement in cleaning India-rubber.
One hundred and eighteenth, to James Reynolds, New York, June 10, 1856. For improvement in feed apparatus for working gutta-percha.
One hundred and nineteenth, to James Reynolds, New York, July 29, 1856. For improvement in gutta-percha apparatus for covering wire.
276One hundred and twentieth, to William F. Shaw, Boston, Mass., August 12, 1856. For improvement in treating India-rubber.
One hundred and twenty-first, to Jacob H. Howell, Ansonia, Ct., Oct. 21, 1856. For improvement in making India-rubber hose.
One hundred and twenty-second, to Henry Forstrick, Hoboken, New York, Oct. 28, 1856. For improvement in working over vulcanized India-rubber.
One hundred and twenty-third, to Nathaniel Hayward, Nov. 4, 1856. For improved catch for India-rubber shoes.
Claim.—The use of a steel rubber or other kind of spring catch of any proper shape, in the heel of an India-rubber over shoe or clog, having a projection or lip extending out horizontally or through the quarter as specified, whereby the over shoe is prevented from slipping at the heel, and is susceptible of being disengaged from the under boot or shoe without using the hands.
One hundred and twenty-fourth, to T. Gault, Seymour, Ct., Nov. 11, 1856. For process of cleaning India-rubber.
One hundred and twenty-fifth, to Henry Davenport, New York, Dec. 23, 1856. For improvement in machines for cutting India-rubber threads.
One hundred and twenty-sixth, to James Reynolds, New York, Dec. 9, 1856. For mode of making gutta-percha cord.
277One hundred and twenty-seventh, to Charles Goodyear, of New Haven, Conn., June 15, 1844. Re-issued December 25, 1849, in two separate patents, being Nos. 156 and 157 of re-issued Patents, viz. For India-rubber fabrics.
No. 156. Processes for the manufacture of India-rubber. I claim the curing of caoutchouc or India-rubber by subjecting it to the action of a high degree of artificial heat, substantially as described and for the purpose specified.
And I also claim the preparing and curing the compound of India-rubber, sulphur, and a carbonate of other salt or oxyd of lead by subjecting the same to the action of artificial heat, substantially as described.
No. 157. Felting India-rubber with Cotton Fibre. I claim incorporating the fibres of cotton or other substance with India-rubber by preparing the fibres of a fleece or bat of cotton or other fibrous substance into a sheet of India-rubber in the green state, without subjecting the fibres, after they have been incorporated to a stretching or drawing operation, substantially as described.
One hundred and twenty-eighth, to James Reynolds, of New York City. For Machine for making gutta-percha pipes and covering telegraph wires.
This invention is for the purpose of forming, tubing, or coating wires—both operations being substantially alike—by forcing the gutta-percha, while rendered plastic by heat, through a die. The necessary pressure for this purpose is applied by a piston working 278in a cylinder, in which the material is placed and kept heated, or by other suitable forcing apparatus.
One improvement consists in connecting the cylinder with an air pump, or other suitable exhausting apparatus, whereby any air remaining in the said cylinder after it has been filled as full as possible with gutta-percha and closed, may be extracted before applying the pressure. The manufactured article is thus rendered free from blow holes, and is perfectly firm. This is a result of great importance for small tubing and the covering of fine wire.
A second improvement consists in arranging the die and core by which the tube is produced or the covering of the wire performed, in a position transverse to the direction in which the piston works to produce the pressure, to allow a hollow core to be used for the admission of air into the tube as fast as it is formed, and also to prevent it from collapsing by the formation of a vacuum within. The same arrangement also permits the passage of the wire through the die when it is being covered by the percha.
A third improvement consists in providing the stomach in which the die is placed, with an opening, to allow of the constant escape of a certain quantity of material during the operation. By this means the quality of the manufactured article is rendered more uniform. Without such an arrangement it is almost impossible to produce small tubing or cover fine wire with any degree of uniformity of thickness.
A fourth improvement consists in the employment of a continuously revolving trough of water, suitably arranged to receive the tube or covered wire as fast 279as it leaves the die, and coil it up in the water to cool it, to prevent the coils from sticking together.
One hundred and twenty-ninth, to Thomas C. Wales, of Dorchester, Mass., February 2, 1858. For Water-proof Gaiter Shoes and Boots.
I do not claim the vulcanizing process, nor do I claim making articles of cloth cemented together with rubber cement and afterwards vulcanizing them, nor do I claim making shoes partly of leather and partly of cloth, the same being made by connecting the leather and cloth together by water proof caoutchouc cement, as such when made partly of leather cannot be vulcanized, owing to the fact that the great heat required in the vulcanizing process, injures or destroys the leather.
I claim a new or improved manufacture, or water-proof vulcanized rubber and cloth gaiter shoe, made in manner and with its external layer of cloth, and its lining of cloth arranged together, and with respect to the remainder or rubber parts or foxing, substantially as specified.
One hundred and thirtieth, to Edwin M. Chaffee, of Providence, R. I., February 26, 1858. For India-rubber Door Mat.
I do not intend to confine myself to the lozenge cells, as it is obvious that square and some other forms will do as well.
Neither do I intend to confine myself to ribs or ridges intersecting each other, as it is evident that ridges forming various figures will answer much the same purpose, such, for instance, as run circular, parallel, 280serpentine, zig-zag or angular, or any other raised surface of rubber.
Nor do I confine myself to rubber alone as the only gum, as gutta-percha, and other gums may be substituted for it.
I claim the mat as formed by ridges or grating, together with the cells or spaces, of whatever form, the one to serve as scrapers to clean the foot, and the other to contain the dirt, whether of rubber, gutta-percha, or other flexible gums.
One hundred and thirty-first, to Gustavus Cuppers, of College Point, N. Y., July 20, 1858. For manufacture of Hard Rubber Goods.
I wish to have it distinctly understood that I do not claim as my invention the heating or curing process, as it is called, nor the combination of India-rubber and gutta-percha with sulphur, nor any other combination already patented and described.
But I claim the improvement in the hardening or curing process of caoutchouc or India-rubber and of gutta-percha, by which articles, wares, goods and merchandize may be manufactured into any desired size, form or shape, substantially as described.
One hundred and thirty-second, to Abraham Brower, of New York City, July, 1858. For Water-proof Cement.
I am aware that water-proof compositions for leather consisting of tallow, suet, wax, rosin, tar, oil, and India-rubber have been employed; these I do not claim of themselves, singly or combined.
I am not aware, however, of shellac or glue ever 281having been employed in unctuous water-proof compositions for leather; but these I do not claim of themselves in my composition, apart from the other ingredients, as all are required combined, to render it so excellent for the purposes set forth.
What I claim is, the composition composed of all the ingredients described, and in about the proportions for the purpose set forth, the same constituting an improved new and useful article of manufacture.
By a judicious compound of tallow, bees-wax, resin, shellac and glue, the inventor produces a very superior water-proof composition, the leather remains soft and pliable, will take a polish, and repel water very perfectly.
One hundred and thirty-third, to Austin G. Day, of Seymour, Conn., August 10, 1858. For treatment of caoutchouc.
I do not claim in the broad, vulcanizing rubber or equivalent gums, and irrespective of the special process used and product made. Therefore—
What I claim is, running the heat for vulcanizing elastic hard rubber compounds as set forth through the several grades of temperature, and the several intervals of time described and illustrated in the specification.
I also claim making, as described, the elastic, hard rubber composition of two parts by weight of rubber, and one part of sulphur, when such composition is made preparatory to the running of the heat through the several grades of time and temperature as set forth in the specification.
282I also claim equalizing the temperature in the heating apparatus by mechanical means or by a current of steam, or its equivalent, in the manner set forth.
One hundred and thirty-fourth, to Samuel Whitmarsh, of Northampton, Mass. For Composition for Artificial Leather.
I do not claim, broadly, the saturation of cloth and other fabrics in linseed oil containing umber or other substances.
But what I claim is the fabric specified, composed of cotton or other fibrous substance, in a woven or unwoven condition, saturated or coated with a compound of linseed oil and burnt umber that has been prepared as described.
Samuel Whitmarsh, of Northampton, Mass., has invented a new fabric which is intended to supply the place of leather in many of its applications. The fabric is composed of cotton or other fibrous substances either woven into cloth or in an unwoven state, and saturated or coated with a compound of linseed oil and burnt umber, prepared by boiling in every gallon of oil about three pounds of umber in a powdered state, for such a length of time, that the composition when cool will roll in the hands without sticking. The fabric may be made in forms suitable for the soles of boots and shoes, coverings for trunks, traveling bags, cap fronts, or as a substitute for carriage or harness leather, or for machine belting or hose pipe.
The mode of producing the fabric differs to some extent according to the use for which it is designed, but the general principles are in all cases the same. 283The umber is stirred into the boiled oil until it reaches the point desired, when it is ready to be applied in the manner best calculated to produce special articles.
One hundred and thirty-fifth, to O. S. Boyden, and M. C. Fredericks, of Newark, N. J. For Composition for varnishing leather.
We claim the employment in the compounds used in the manufacture of glazed, japanned, or painted leather, cloth, silk, and paper—either wholly or in part as a substitute for camphene or spirits of turpentine—of a paste made of the glutinous properties of flax seed, substantially as and for the purposes set forth.
The compounds commonly employed for the first, or first and second coats, in the manufacture of glazed or japanned leather or cloth, is made by boiling a certain quantity of umber in linseed oil, and adding a quantity of lampblack or other coloring matter with a quantity of camphene or spirits of turpentine, about equal to one and a half times that of the linseed oil. O. S. Boyden, and M. C. Fredericks, of Newark, N. J. have invented an improvement on the above composition, which consists in the substitution either wholly or in part for the camphene or spirits of turpentine in the compound, of a paste made by boiling flaxseed, either whole or after the oil has been expressed, and either ground into meal or unground, in water till its glutinous property is extracted. The use of this paste as a substitute for camphene and spirits of turpentine not only reduces the cost of the compound, 284but also renders the goods more pliable, and less likely to crack.
One hundred and thirty-sixth, to Francis Baschnagel, of Beverly, Mass., assignor to the Beverly Rubber Company. For restoring waste vulcanized rubber.
I claim the application of heat from 150° to 600° Fahrenheit, to waste vulcanized rubber with or without immersing it in cold water or any other cooling fluid as specified for the purpose of restoring the same, so that it may be used again in the manufacture of India-rubber goods and substances, hereby expressly disclaiming all and every right to the application of artificial heat to new rubber, vulcanized or not vulcanized, and to the application of heat to rubber in any manner and for any purpose except as above set forth.
The following is an epitome of the chemical patents issued by the United States in 1855-6. It was prepared by Dr. Daniel Breed, of the U. S. Patent office.
India-rubber Cloth.—Made pervious to air but not to water by sudden drying (of fresh cement) at 160° Fahrenheit, (evaporation of camphene makes the gum porous): H. G. Tyer, and John Helm, January 2.
India-rubber and Gutta-percha.—Vulcanized or not, rendered plastic by treatment with “bi-sulphurate” of carbon (?) and absolute alcohol: Francis Baschnagel, August 14.
285India-rubber Cloth.—Made by pressing cloth upon each side of sheet-rubber by means of rollers: H. G. Tyer, and John Helm, January 30.
India-rubber.—Scraps and powder of hard, vulcanized, moulded and cemented by heat and pressure: Charles Morey, January 9.
India-rubber, Vulcanized.—Treated with alkalies and oil to remove sulphur: Sigismund Beer, May 29.
India-rubber.—Crushed, washed, treated with potash, or soda, in vacuum, and washed to purify: A. G. Day, June 10.
India-rubber Sheet.—With surfaces not vulcanized, united to cloth: Nathaniel Hayward, May 6.
India-rubber.—Surface of vulcanized made rough, then coated with cement, and heated to 235° to render adhesive: Nathaniel Hayward, April 15.
India-rubber.—Treatment of sulphured rubber with drying oils; or common rubber with sulphured oils: Wm. F. Shaw, August 12.
India-rubber.—Treatment of vulcanized with nitric acid and fusel oil, to purify and render adhesive: Henry Forstrick, October 28.
India-rubber.—Boiling in potash to remove sulphur from the surface of vulcanized and render adhesive: Richard McMullin, March 18.
The science or art of Tanning is the process by which the animal hide or skin is converted into leather, thus rendering it subservient to the use of man. The art of tanning in its most simple form was known to antiquity, and consisted simply in the drying and cleansing the skins, which were then converted into articles of clothing. Thus used, they answered but a temporary purpose, as the re-absorption of moisture would speedily cause them to decay. The Egyptians were among the earliest tanners of whom we have any definite account, and Thebes was justly celebrated for its artificers in leather. But unlike most of the arts in which the Egyptians excelled, they do not seem to have reached an equal degree of skill in the preparation of leather, although it was wrought by them into tapestry, and made to subserve various useful purposes. In later times this useful art has been reduced to scientific principles, owing to the investigations of Sir H. Davy, Sequin Proust, 287and others. Leather considered chemically is a compound of tannin and gelatine, possessing the qualities of durability, pliability, and insolubility in water.
The important elements in the manufacture of leather are, first, cleansing and softening the skins. Second, the depilation or removal of the hair. Lime is principally used for the latter purpose, although any agent which possesses the power to soften or destroy the roots of the hair, and facilitate its removal is equally desirable.
The process of depilation with lime is slow, and tanners have yet to learn that practically there are other chemical processes which will greatly facilitate it. Hydrosulphuret of calcium is recommended.
The great secret of tanning consists in so preparing the cuticle or porous surface of the hide as that the gluey or gelatinous tissue shall unite with the tannin. This is produced by immersing the skins in an infusion of oak bark, or other substances containing tannin. Therefore any process which will open the pores of the unhaired skins so that they become light and spongy and thus facilitate the union of the tannin with the tissue of the skin, is desirable. The name of tan takes its origin from a coarsely powdered bark, which contains the active principle in the tanning process. The component is called tannin.
To Seguin, a celebrated French chemist, the discovery of a property in nut-galls of combining with the albumen and gelatine of skins, thus forming an insoluble and unalterable compound, is due. This is the key to the theory of tanning.
288Morfit’s definition of the principle is, “to saturate a skin with tannin in such a manner as to promote the slow combination of this principle with the gelatine, albumen and fibrine contained in the former, so as to form with them a new compound. This reaction, in the operation of tanning, does not proceed spontaneously, but is the result of a slow process, requiring great care and skilful manipulation.”
Tannin exists in the bark of the trunks of nearly all perennial trees, and especially that portion of the bark next to the fibre and sap wood. It is found in the leaves of trees in small quantities. The oak-tree bark, leaves and fruit, contain a larger amount of tannin than any other tree species in North America. The bark is usually gathered from May to July, as during those and the intervening months they contain more tannin than during the other portions of the season. There are various kinds of oak in the United States, all of which yield a large amount of tannin. There is a species of oak which grows in Delaware, Maryland and Virginia, known by the name of Spanish Oak, which is superior for its tannin properties. The rock-chestnut oak, the black and white oaks, and Spanish oak, are considered the most valuable, and are used almost exclusively by the manufacturers of leather in the United States. The wood of almost every tree, the bark of which contains tannin, is also useful for the same purpose. There are several varieties of tannin. The pure tannin and the impure tannin is a generic term for the different varieties. It was a long time before tannin was separated in a pure state. It is so intimately 289combined with other extractive matter that it was with difficulty separated.
Chemists give us four varieties.
Natural tannin, comprising several species, originating from the different proportions of extractive and gallic acids. Also three kinds of artificial tannin, obtained by the action of nitric acid upon charcoal; also upon indigo and the various resins; also that obtained by the action of sulphuric acid upon the resins and camphor.
The best kinds of hides suitable for tanning into leather are those of heifers. The large ox hides are those which are used chiefly for conversion into sole leather. The skins of horses, cows, bulls, and buffaloes, are used for thick sole leather. For upper, thin, and the various fancy leathers, the skins of small animals, dogs, sheep, goats, seals, &c.
The quality of the leather depends upon several circumstances; the nature of the skin, its condition in curing, upon the method of tanning, also the nature of the food upon which the animal fed, and its healthiness. Hides from cattle slaughtered in cold weather are said to produce five per cent. more leather than when taken in the warm months. Dry hides produce more leather than salted hides. For the production of 40 pounds of leather, the average is estimated 30 pounds of dry hide—60 pounds of salted, or 74 pounds of market hide. Large supplies of skins are imported from Buenos Ayres, Brazil, California, and Texas. Sheep skins are received from the Cape of Good Hope and Buenos Ayres; goat skins from Barbary; lamb and kid from Italy. 290Very few hides, comparatively, are obtained at home. In order to form some idea of the extent of the leather trade, as represented in the tanning establishments, a few figures will enable the reader to judge.
There are, according to Morfit, 6,263 Tanneries in the United States, the largest number being in Pennsylvania. These unitedly employ 20,909 persons, and in which business is invested the sum of $18,900,557. The value of the products is $32,861,796. About 6,000,000 skins of sheep, goats and other small animals, are tanned and dressed annually, which are not included in the above estimate.
The Scientific American, in alluding to Morfit’s excellent work on the “Arts of Tanning,” had the following notice which we here insert:
“In looking over this book, and reading the different plans for improving leather, and for reducing the time occupied in tanning a skin or hide, we are more and more convinced of the important fact that the tanning art has been greatly improved by modern discoveries and application—a contrary opinion to that held by the universal mass of the people. We know it is very difficult to introduce new plans of tanning, for tanners are, like others, wedded to old things; thus the rolling of leather—an operation now generally practiced—was opposed with much bitterness by some of our most experienced tanners, one of whom said ‘he never would roll a hide while he lived,’ an assertion which he wisely lived either to forget or repudiate.
“The whole science of tanning depends on two principles, one the removal of the hair from the skin, 291with the least injury to the gelatinous matter of which it is composed, and the other is the rendering of the skin insoluble in water, and to resist the action of the atmosphere, and yet be flexible. The hair can be removed by lime, sweating, and other means, but the employment of a substance or substances that will combine with the gelatine of the skin to form a new substance, insoluble in water and incapable of being injuriously acted upon by the atmosphere, offers a wide field for the historian of the tanning art, and presents a subject for the study of every tanner at least in our country. The art of tanning was known, we suppose, before the flood; it is practised among all nations, civilized and savage, and the gist of it lies in soaking the skins in different solutions of various vegetable substances of an astringent character, until the tanning juices of those substances have combined with the whole skin and rendered it a new substance named leather. Oak and hemlock barks, sumac, willow, blackberries, catechu, kino, &c., are employed. Those who wish to get an account of the various processes and substances employed, must consult this book.
“We have only another remark to make, it is this, we have never known any of the metallic solutions to be employed in tanning, and from their nature, in rendering some vegetable substances insoluble, we believe that it would be worth the trouble for some of our tanners to make a few experiments. We would recommend the chloride of tin; it is made by feeding drop-tin into muriatic acid until effervescence ceases. The way to try it would be to make up a 292solution of it in a tub of cold water, until it stood about 1½° in the hydrometer; the skin should have undergone through the whole tanning process before it is placed in this solution, in which it should lie about two hours, and be stirred up two or three times. After this it should be well washed in cold water, and then finished in a milk-warm water bath, when it will be ready for drying. It is our opinion that a superior leather would be produced by this addition to any of the present processes.”
The following letter in 1851 was addressed by Dr. Reid, of Rochester, New York, to Dr. Gale, of the United States Patent office, respecting the art of Tanning, and the various substances which are, or may be used in the processes. It is a very able and elaborate document, and will be found to contain not only facts, but important suggestions which must be valuable to all interested in tanning.
Dr. Gale—Dear Sir: As a chemist interested in the discovery of new chemical facts, and as an American citizen in the development of all branches of industry of our common country, permit me to call your attention to the following remarks and suggestions.
For two years and a half past I have been engaged, more or less of the time, in the investigation and development of an improved system of tanning, founded, as I flatter myself, upon a more correct knowledge of the chemical affinities and qualities of the various substances used, and of the processes employed in making leather.
294The art of making leather embraces two species of operation, viz., the chemical and mechanical: the first includes all the changes produced in the raw hide, by means of other substances applied to it, till it becomes leather. The second, all the physical labor expended upon it, whether by manual tools or machinery. The first is by far the most essential and important, and yet it is that which is least understood by practical tanners. For the want of chemical knowledge they are, in a great degree, incapable of understanding and appreciating the chemical phenomena daily passing before their eyes; hence improvement in the art of leather-making has been very slow: and those improvements which have been attempted belong chiefly to the tools and machinery employed. Very few tanners have ever ventured upon an improvement in the chemical branch of their art; and when they have, their supposed inventions or discoveries were in direct contradiction of chemical laws, and of course were impracticable and soon abandoned: as, for instance, patents have been taken out for the use of potash and soda ash, dissolved in the tan liquor or ooze. One man, a few years since, actually obtained a patent for the suspension of bags of ashes in the tan vats. If he were a tanner he must have known, what every practical tanner knows, that lime, remaining in the hide, prevents the process of tanning, besides making bad leather; but he did not know that lime and potash were both alkalies, and that tannin was an acid, and that alkalies and acids neutralize each other, and therefore for his purpose, incompatible, or he never would have made such an absurd mistake.
295For the last fifty years, nearly all the improvements, real or supposed, that have been patented, were chiefly for tools or machinery, for the purpose of expediting the mechanical labor necessarily employed, but the discovery and improvements which I have been investigating appertain solely to the chemical processes of tanning. They were first proposed by Harmon Hibbard, to whom letters patent were granted, as you are already aware; and with which improvements, and the chemical principles on which they are founded, you are familiar, having given them a careful and patient examination pending his application for a patent. But it is not my purpose to discuss these topics now, and I will dismiss this part of my subject by a quotation from Dr. Ure, and by offering a remark or two thereon.
In his dictionary of the Arts, Dr. Ure says:—“Various menstrua have been proposed for the purpose of expediting and improving the process of tanning; among others, lime-water and a solution of pearlash; but these two substances form compounds with tannin, which are not decomposable by gelatine; it follows that their effects must be prejudicial. There is very little reason to suppose that any bodies will be found, which, at the same time that they increase the solubility of tannin in water, will not likewise diminish its attraction for skin.”
Now the very objects here supposed by Dr. Ure to be unattainable, are literally and perfectly accomplished by Hibbard’s method, viz., a menstrum has been found “for expediting and improving the process of tanning,” and that, too, by “increasing at 296the same time both the solubility of tannin and its attraction for gelatine or skin;” by means, also, so simple, direct and obvious, that it is wonderful that so learned a chemist as Dr. Ure should not himself have made the discovery.
But I come now to the principle object in view in this communication.
During the experiments and investigations above alluded to, my attention has been directed to two important branches of the manufacture of leather.
First. The chemical principles involved in the several processes of making the various kinds of leather, whether it be in “tawing,” as in making kid glove leather, or in oil dressing, as in making buckskin and chamois leather, or in tanning proper, as in making morocco, upper and sole leather.
Second. The various species and qualities of the tannin materials used, viz., the bark of hemlock, several varieties of oak, American and Sicily sumac, and terra japonica: these embrace the chief kinds used in this country.
It is to this latter—the materials for tanning—that I wish more particularly to call your attention.
We greatly need both a qualitative and quantitative analysis of the several kinds of substances used for tanning, especially of the hemlock bark—of the white, black, red, Spanish, chestnut, oak, and other varieties of the Quercus; also of the American and Sicily sumacs, and of catechu or terra japonica. We have many native trees and shrubs, of whose barks an analysis might prove to be something more than mere scientific curiosities.
297A writer in one of our scientific journals asserts that the bark of the chestnut contains more tannin than oak, and more coloring matter than logwood of equal weights and qualities. On what authority he makes this statement, I know not, but if the fact be so, it should be established and known.
I am not ignorant that Sir Humphrey Davy and other distinguished foreign chemists have investigated this subject to considerable extent, but the barks and substances examined by them were not our indigenous products; besides, since their day, better and more accurate methods of analysis have been discovered, so that even their experiments need revision, and many of their conclusions may need correction.
According to Sir H. Davy, terra japonica contains about 54 per cent. of tannin, and is equal in tannin properties, to 6 or 7 lbs. of English oak bark, and to three lbs. of Sicily sumac. The tanners of this country consider American sumac as possessing only half the amount of tannin of the foreign and imported article; and it is worth only half as much per ton: hence it would require 6 lbs. of it to equal 1 lb. of terra japonica or catechu, and is, therefore, equal in tanning to English oak bark. But the hemlock of this country has probably double the amount of tannin that the white oak of the Northern States has; hence it holds a middle rank between Sicily sumac and terra japonica, and would consequently require 4 or 5 lbs. of it to equal one of the latter.
But the quality of the tannin, or rather the quality of the leather produced by these different kinds of tanning materials, is a matter of quite as much 298importance as the relative or absolute quantity of tanning contained in each of them. While terra japonica possesses the greatest quantity of tannin, it is considered as producing the most inferior quality of leather. So hemlock, which, excepting the Sicily sumac, possesses the next highest quantity, produce the next worst quality of leather; while the oaks, which are the lowest in the scale of quantity, afford the most superior in quality. And although the American and Sicily sumacs may be considered to be on a par with the oaks, as to quality, yet the same law seems to hold with respect to each other; that is, the American sumac, which possesses only about half the amount of tannin, makes a better quality of leather than the Sicily sumac.
Now pure tannin is probably the same in all cases, then why this great diversity of quality in the leather? A careful chemical analysis of the substances used, would determine the question; but, in the absence of such analysis, we readily and perhaps correctly conjecture, that very different vegetable gums, resins, acids, extracts, &c., must be combined with the tannin in these several tanning materials, which being also soluble in water, combine in some way with the gelatine of the hide as well as the tannin, and become fixed, although none of them could alone be made to unite thus permanently with the hide. It becomes, therefore, a matter of much importance to the tanner to know what these several vegetable products are which are combined with the tannin of each species of bark, or substance used for tanning, and as they are not merely useless, but injurious, to know how, 299if possible, he may get rid of them. Among these products, there is in hemlock bark a large amount of resin or pitch, a small portion of which, however, is soluble, unless very hot water is used in leeching the bark; but in all barks there is, besides extractive or coloring matter, a large amount of acetite of potash, which is nearly as soluble as tannin itself, and which is always leeched out of the bark and forms a part of the tan liquor or ooze in which the tanner steeps his hides. That the potash, which abounds in all barks, is leeched out, is evident from the fact, that ashes, obtained from burning the leeched bark of tan yards, will not afford a ley sufficiently strong to make soap. The same thing is true of wood that has been long soaked in water. The black oak or Quercitron—the Quercus Tinetosia which is so valuable for its coloring properties, is among the richest of barks in tannin, and makes the best quality of leather, but it is generally abhorred by tanners, and avoided in the first stages of tanning. It abounds in a rich, deep yellow precipitate, which attaches itself, like paint, so tenaciously to the surface of the hides, that the tannin penetrates very slowly. But by the Hibbard process of tanning, the hydrochloric acid used decomposes and neutralizes both the potash and coloring matters leeched out of the bark, in a great degree, so that the process of tanning is more rapid, and the color of the leather much fairer and more beautiful, besides it, the leather, being tougher and more pliable.
Here then, in the analysis of our indigenous barks, is a field large enough to give useful and honorable 300employment to all the first chemists of the country. Not possessing, myself, either the time, skill, or requisite means to pursue this subject, but believing that you possessed them all, in addition to a taste and zeal for such pursuits, I have taken the liberty to present those views and suggestions for your consideration.
There are other matters connected with this subject which belong rather to the commercial and agricultural business of the country, but are not wholly devoid of interest to the naturalist and chemist. I allude to the quality and quantity of tanning materials as produced and influenced by latitude, locality, and climate. In the Eastern, Northern, and Western States the quality and quantity of tan barks are far inferior to those of the Middle, Southern, and South-western. The facilities and natural resources of the South for manufacturing leather, over those of the North, as far exceeds those of the latter, as the actual amount of leather and shoes manufactured by the North exceeds those manufactured by the South.
The South, in fact, ought to furnish the North with leather; and should, moreover, produce all the sumac needed for home consumption, both for dyeing and tanning, of which we now import large quantities. By procuring from the coast of the Mediterranean the best varieties of sumac, viz., the Rhus Coriana and the Rus Cotinus—the former used chiefly in tanning, and the latter in dyeing, the South might grow enough in a few years for export, and find it a profitable branch of industry.
The Hon. Zadock Pratt, one of the largest Tanners in the State of New York, has given some very valuable information concerning the various tanning processes which his experience and knowledge have afforded him. We shall select a few of the most important as furnished by him to Morfit’s valuable work.
Skins with the hair on are first soaked in cold water for forty-eight hours, and are then subjected to the action of the machine (Monier & Ray’s Mill) for an hour and a half; exposure for which time is generally sufficient to render them pliable. Eight or ten skins, according to their size and thickness, are generally contained in the apparatus. The water is then allowed to drain off, a sufficient quantity of cream of lime is poured in and the skins are again beaten for four hours, when they are taken out and piled up. After having been left to drain for five hours in this position, they are again fulled for a time in the machine, and then are deprived of their hair and fleshed by the workmen. They are then 302beaten for an hour and a half in the machine, and cleaned and scraped with the slate. In order to remove the lime, some of which remains attached to the skins, they are now soaked in water containing one hundredth part of sulphuric acid, and, after being constantly stirred in this liquid for an hour, are washed and rinsed in running water.
This method of preparing skins for tanning dispenses with the laborious manipulations to which they are commonly subjected, and preserves their quality, not injured as they are in the old way, by the hands of the workmen. It also presents the additional advantage, that they do not require the long exposure to the action of lime which is so apt to injure their tissue.
Since I first commenced business, the gain of weight in converting hides into leather, has been increased nearly 50 per cent. That is, from a quarter to a third more leather can now be obtained from a given quantity of hides, than at the time when I learned my trade at my father’s tannery, conducted in the old fashioned way, some forty years ago. The great improvement in weight seems to have been gained by the judicious use of strong liquors, or “ooze,” obtained from finely ground bark, and by skilful tanning.
The loss and wastage upon hides, from hair, flesh, &c., may be estimated at from 12 to 15 per cent.
To green hides, particularly, nothing can be more injurious than to suffer them to remain too long in weak ooze. On the other hand, however, the effects of an early application of ooze, that is too strong and 303too warm, to green hides, is very injurious. It contracts the surface fibres of the skin, tanning at once the external layers so “dead,” as it is termed, as to shut up the pores, and prevent the tannin from penetrating the interior. In the impossibility of adapting fixed rules to the innumerable variety of cases, nothing can be depended upon but the judgment of the practical tanner. In softening hides, and preparing them for the process of tanning, a great deal depends upon the judgment of the one superintending the operation.
In “sweating,” the character of the hides, and the temperature, are essential, but ever-varying considerations. As a general rule, however, the milder the process for preparing the hides for the bark, the better. Too high a temperature is particularly to be avoided. Hides that are very stiff and hard, resisting all the ordinary modes of softening, are assisted by a solution of ashes, potash, or even common salt will be found beneficial; and particularly so in hot weather.
The following table may be found useful in conveying an approximation to a definite idea of the practice in my tannery:
| Soaking. | 40° Days. |
50° Days. |
60° Days. |
70° Days. |
|---|---|---|---|---|
| Buenos Ayres hides | 10 to 12 | 8 to 12 | 6 to 8 | 3 to 6. |
| Carthagena and Laguaira | 8 to 12 | 7 to 9 | 5 to 7 | 2 to 3. |
| Sweating. | ||||
| Buenos Ayres hides | 15 to 20 | 12 to 16 | 8 to 12 | 2 to 3. |
| Carthagena and Laguaira | 15 to 20 | 10 to 15 | 6 to 8 | 2 to 3. |
I would here remark that I changed the process from liming to sweating in the sole leather in 1836—the 304only change I have made in tanning for twenty years; and for sole leather, it has been proved to be quite as good as liming, if not better, and somewhat cheaper; besides yielding a greater gain of weight, and when well tanned, making leather more impervious to water. Liming and “bating,” however, for light leather, is preferable. Salted hides do not require more than two-thirds the time to soak; but generally rather longer to sweat. After the hides are prepared for tanning, the next process is what is commonly called “handling,” which should be performed two or three times a day in a weak “ooze” until the grain is colored. New liquors, or a mixture of new and old, are preferable for Spanish or dry hides—old liquors for slaughter. They are then, after a fortnight, laid away in bark, and changed once in two or four weeks, until tanned. Much care and judgment are necessary in proportioning the continually increasing strength of the liquors to the requirements of the leather in the different stages of this process. The liquors should be kept as cool as possible, within certain limits, but ought never to exceed a temperature of eighty degrees; in fact, a much lower temperature is the maximum point, if the liquor is very strong; too high a heat, with a liquor too strongly charged with the tanning principle, being invariably injurious to the life and color of the leather. From this it would seem that time is an essential element in the process of tanning, and that we cannot make up for the want of it by increasing the strength of the liquor, or raising the temperature at which the process is conducted, any 305more than we can fatten an ox or horse by giving him more than he can eat.
Hides that are treated with liquor below the proper strength become much relaxed in their texture, and lose a portion of their gelatine. The leather necessarily loses in weight and compactness, and is much more porous and pervious to water. The warmer these weak solutions are applied, the greater this loss of gelatine. To ascertain whether a portion of weak liquor contains any gelatine in solution, it is only necessary to strain a little of it in a glass, and then add a small quantity of a stronger liquor. The excess of tannin in the strong, seizing upon the dissolved gelatine in the weak liquor, will combine with it, and be precipitated in flakes, of a dark, curdled appearance, to the bottom. At the Prattsville Tannery, the greatest strength of liquor used for “handling,” as indicated by Pike’s bark-ometer, (an instrument to test only FRESHLY made liquors,) is sixteen degrees; of that employed in laying away, the greatest strength varies from thirty-five to forty-five degrees.
After the leather has been thoroughly tanned and rinsed, or scrubbed by a brush-machine or broom, it will tend very much to improve its color and pliability to stack it up in piles, and allow it to sweat until it becomes a little slippery from a kind of mucus that collects upon its surface. A little oil added at this stage of the process, or just before rolling, is found to be very useful.
Great caution is necessary in the admission of air, in drying when first hung up to dry. No more air 306than is sufficient to keep the sides from moulding, should be allowed. Too much air, or in other words, if dried too rapidly, in a current of air, will injure the color, giving a darker hue and rendering the leather harsh and brittle. * * * *
The average time of tanning in 1842, was five months and seventeen days; of 1843, five months and twenty-two days; 1844, six months; 1845, six months and eleven days; average of the whole time, five months and twenty-seven days. The average weight of the leather was over eighteen and one-half pounds per side. This, according to the best authorities we have, is considerably below the time employed in England. There, it is no uncommon thing for eight or ten months to be employed in tanning a stock of leather, and some of the heaviest leather, it is said, takes fourteen and eighteen months. Such deliberation undoubtedly insures a fine quality of leather, but it may be questioned whether there is not a great loss of weight—a loss of interest on capital, and in consequence an unnecessary enhancement of price, which does not suit the American market.
The tanning of leather, more than almost any other manufacture, is a chemical process, the success of which depends almost wholly upon the skill and judgment with which its complicated manipulations are conducted. To attain the requisite skill in the laboratory of the chemist, is evidently impossible; it can only be acquired in tanning itself, by long and careful attention and observation.
The labor in the loft and peeling bark during the 307above five years was 8820 days. One man will work through the beam-house, in one year, 6260 sides. One man will tan and finish 2228 sides. One cord of bark tans 196 pounds.
The question has been frequently asked me, how long does it take to tan sole leather. I answer, from four to six months, according to the strength of the liquor and the number of sides in the vats; and the quicker tanned the better.
If the hides are fresh, they are capable of being properly softened, and, if so, the process of tanning may be completed much sooner than in the case of old and hard hides, that cannot be softened with the same facility.
If the hides have sufficient room in the vats, so as not to lay crowded, they will tan much faster.
As the tanning advances, the liquor should be renewed seasonably, and its strength increased in a ratio proportionate to each stage of tanning.
The question, “Is the leather to be tanned so as to barely pass in market, or to be well prepared, so as to make firm and solid leather?” involves a consideration of much importance.
Every one interested in the science of tanning should purchase and study the able and elaborate work upon the subject by Morfit. No portion of this important art is left untouched, and the work gives abundant evidence of laborious research, and intelligent compilation, combined with a thorough knowledge of the subject.
We herewith give the specification of this important patent, allusion to which is made in the letter of Dr. Reid:
To all whom it may concern:—Be it known that I, William W. Reid, of the city of Rochester, in the county of Monroe, and State of New York, assignee of Letters Patent of the United States, granted to Herman Hibbard, of the town of Henrietta, in the county and State aforesaid, for certain improvements in “Tanning by Tannin and acids,” which Letters Patent, bearing date the 16th day of October, 1849, were assigned to me on the 23d day of October, of the same year, by deed, which deed was duly recorded on the 24th of Nov., year aforesaid, believing that said Letters Patent are inoperative, and invalid by reason of a defective specification, have surrendered the same, and according to the requirements of the Acts of Congress in such case made and provided, have applied for a re-issue of Letters Patent, for the same improvements under the specification of the words following, viz.: The invention and discovery 309of Herman Hibbard, consist in new and useful improvements in the preparing of hides and skins for tanning, and in the art or mode of tanning the same, with or without the hair or wool upon them, thereby making leather suitable for the various purposes to which hides and skins thus tanned may be applied.
First, the nature of his invention, so far as relates to the preparation of hides and skins for tanning, consists in the use of a composition of lime, wood-ashes or potash and salt, for the purpose of removing hair or wool, and also for the process of “Liming,” so called, instead of using lime alone as in the old method.
Lime and ashes or potash, and even salt in weak solution, have been used separately for the purpose of removing hair and wool, and also for the process of “Liming,” that is for removing grease, mucus, and other impurities from hides and skins, but not as above combined.
It requires several days and sometimes weeks to effect these several objects, by the use of lime alone. Moreover, lime being nearly insoluble, the hides become impregnated therewith, so that bates and drenches and much labor are required to remove it, before the hides are in a suitable condition to receive the tannin, in consequence of which, their muscular fibre and texture are materially injured. But potash being very soluble, is easily washed or worked out by water alone; besides, it has a greater affinity for fat or oil, and makes a soluble soap, which is also easily worked out; but lime makes an insoluble soap, which is removed with more difficulty; potash being 310soluble, penetrates and softens the hide more speedily, and thus enables the lime itself to act sooner than it could alone. But fresh quick lime loosens hair sooner than potash. Thus the two conjoined, subserve a better purpose than either singly.
Salt, in solution, also aids in softening dry or hard hides. It protects the substance of the hide from the too caustic action of the alkalies—loosens dirt, grease, &c., and thereby purifies the skin. It might be omitted in treating salted hides unless soaked too long in water. But in all cases it preserves the substance and weight of the hides, while undergoing the liming process.
Second, the nature of Hibbard’s invention, so far as it relates to the process of tanning, consists in the use of a composition of salt, sulphuric acid, and sumac, oak, hemlock bark, or any other tannin used for tanning.
The salt, sulphuric acid, and tannin being mixed together in water, in certain proportions hereafter mentioned, a portion of the salt is decomposed by the sulphuric acid, forming sulphate of soda and setting the muriatic acid free, which (the muriatic acid) being absorbed by the water acts directly and rapidly on whatever of the alkalies may yet remain in the skins, dissolving and removing them, while it acts with equal rapidity on the hide itself, “raising it,” or opening its pores, prepares it to receive the tannin, which, being present also in the mixture, immediately unites with the gelatine of the hide, forming leather more expeditiously than by the old method.
311To enable others skilled in the art of tanning to use this method, let them observe the following:
For unhairing and liming, so called, and for pulling wool, prepare and use the following composition, which we denominate—
Composition No. 1.—Good wood ashes, 1 bushel (or potash about 5 pounds); fresh slaked lime 4 quarts; salt about 3 quarts; water about 100 gallons.
These ingredients may be mixed together and the hides be put into the mixture, for unhairing and liming. But for pulling wool, take lime and ashes equal parts, and salt 1 quart, to one bushel of the mixture and mix with water sufficient to make a thin paste, which is to be applied to the flesh sides of the skins in the usual way, and kept at a temperature of 60° to 68° F.
Or a better method may be to leach the ashes, or, when potash is used, to dissolve it in the water. To the clear ley add the lime and salt, and use the mixture for unhairing and liming. But for pulling wool mix 1 bushel of lime and 1 quart of salt with good strong ley, making a thin paste, which apply to the flesh sides of the skins, as already described.
A little practice will enable the operator to judge of the proper strength of composition No. 1. It should have a slippery feel and quite a sharp alkaline taste. It is readily made stronger by the addition of more materials, or weaker by adding water.
The above quantities and proportions serve as a general guide. The lime and ashes or potash may be used in various proportions, but it is desirable that 312as little lime as possible to produce the desired effect, should be used, because of its insolubility and of its insinuating itself into the substance of the hide. The hides or skins having been properly soaked, softened, and broken, are to be put into composition No. 1, in a vat or vats, and handled in the usual way. The temperature may be kept at 50° to 60° F.
As soon as the hair will come freely, they must be taken out and put into clean soft warm water, and soaked several hours, then thoroughly worked, flesh and grain, on the beam. Then put back into the water, soaked again and worked again, till they are sufficiently reduced. They are then ready for the tanning process. As a general thing, bates and drenches will not be required, because the potash being soluble, and the little lime used, are easily washed out with water, and because composition No. 2, about to be described, used in the tanning, accomplishes the identical objects to be obtained by bating and drenching. If any prefer, they may prepare their hides and skins after the old method. They can be tanned just as well by composition No. 2, but skins and hides prepared by the foregoing method will make heavier and stronger leather, than when prepared by the old process of tanning and bating.
For tanning, make and use the following which we denominate—
Composition No. 2.—Take sumac, oak bark, quercitron, or any other tanning material, either singly, or combined; leach and make a strong infusion or ooze. To every 100 gals. of ooze add salt, 20 lbs.; sulphuric acid 2 pints.
313These quantities serve as a general rule. A little experience will enable a workman to determine by the color and taste, as to the requisite proportions and quantities and strength of the composition without weighing or measuring.
The salt should always be in excess over the acid. If it is considerably more so, no harm can accrue, but if the acid should be in excess, injury might be done. There should be sulphuric acid enough to decompose enough of the salt to liberate an equivalent of muriatic acid, of which there should be as much as is sufficient to give the hides a uniform color, and cause them to swell or puff up slightly.
The muriatic acid thus generated by the decomposition of the salt, by means of the sulphuric acid, attacks the alkalies that may remain in the hides, dissolves or converts them into soluble muriates of lime or potash, and thus acts as a bate and drench on the hides, to clean them, while at the same time it opens their pores, so that they imbibe the tannin more rapidly. It also precipitates or decomposes a portion of the coloring matter of the ooze, and thereby renders the color of the leather lighter, more lively and beautiful.
If there is a deficiency of acid, so as not to neutralize all the alkalies remaining in the hides, they will be spotted or dark colored. They will not raise or swell up. In such case, more of the sulphuric acid must be added for the purpose of decomposing more of the salt (which is supposed to be in excess) and thus furnish more of the muriatic acid.
N. B.—Muriatic acid of commerce may be added 314to the tannin and salt, and they will produce nearly the same result; the sulphate of soda would be wanting, but this also may be added, and then we should have the same composition, and precisely the same results; and when economy would warrant it, this course might be adopted, but at the present cost of these materials, it is cheaper to use sulphuric acid and salt, and thus generate both the muriatic acid and sulphate of soda; this method is also more simple.
The hides and skins having been prepared in Composition No. 1, as already described, they are then to be put into Composition No. 2, prepared as above, in suitable vats, and handled often in the usual way. The strength of the composition must be kept up by additions of strong ooze, and also of salt and acid when necessary, and in such quantities as will give the original taste, color, &c.
The time required to accomplish the process of tanning will depend on the quality and size of the hides or skins, or kinds of leather to be made, and on the strength and temperature of the composition. It the strength be good, the temperature about 80°, and the handling properly conducted, most kinds of leather may be tanned in less than half the time required by the old method of tanning now in use in our country. When the hides are sufficiently tanned, those designed to be curried may be curried and finished in the usual way. If the process has been properly conducted, they will require much less scouring, whereby some hard labor is saved.
315When it is intended to black and finish on the grain, in order to remove any excess of salt and acid that may remain in them and interfere with the finishing, after removing them from the vats, soak them an hour or less in a clear ooze, made of the same kind of tannin used in tanning them; then rinse and strike them out of clear soft water, after which immerse them in the following composition:—To every gallon of soft water add, of good soft soap 1 quart; best sperm or cod oil, 1 pint. Mix and beat these ingredients well together; after being dipped in this mixture let them “sammy” or dry partially, then sham set and stuff them. For stuffing, use common stuffing and soft soap, equal parts, or sad and cod oil, equal parts; after which, if to be finished on the flesh side, proceed in the usual way, but if it be blacked on the grain, wet or sponge them, when nearly dry, on the grain side with a weak solution of potash or sal soda, then apply a thin coat of blood and acetate of iron, as used by morocco dressers; let them nearly dry, then repeat the coat of sal soda and mixture of blood and acetate of iron. Then set them smooth on both sides, and oil and dry them.
Deer, sheep, and similar skins, designed for buck, or imitation of buck, such as are used for gloves, mittens, and military trimmings, should be “frized” after being prepared in Composition No. 1, and unhaired; and then tanned in Composition No. 2, prepared with sumac. When tanned, rinse and strike them out of clean soft water, then hang up to dry. When dry, finish on a perch with a stake, moon-knife, and pumice stone; or, to make them soft and 316elastic, they may be milled first, before quite dry, and then finished with perch, moon-knife, &c., the same as in oil dressing, but without any oil.
In order to tan hides or skins with fur, hair, or wool on, they must first be washed thoroughly clean in a weak potash ley, or in soft soap and water (care being taken not to keep them in so long as to start or loosen the fur, &c.,) then flesh and break them; rinse in clean soft water, then tan them in composition No. 2. To make white leather, sumac should be used in making composition No. 2. What I claim and desire to secure by Letters Patent, is, first, the process of removing the hair and wool from hides and skins, and of liming them, so called, preparatory to tanning by the use of a composition of lime, wood ashes or potash, and of salt, called Composition No. 1, in the manner above described.
I also claim the use of a composition of lime and wood ashes or potash, without the salt, but I do not claim either of these materials separately by itself.
Second, I claim the process of tanning hides and skins by the use of any kind of tannin, in combination either with the muriatic acid of commerce, or with muriatic acid generated by a mixture of sulphuric acid and salt in water, with the tannin, in the manner substantially as above described.
More than one hundred tanning processes have been patented in the United States and Europe, and the cry is, “still they come.” New methods, and new works upon old methods are constantly presenting themselves. The London Mechanics’ Magazine states that an important improvement in the tanning of skins and hides has recently been introduced into that country by M. Funcke, a practical tanner and currier, of Herdecke, Westphalia. It consists in counteracting a too rapid action of the tannic acid upon the surface of the skins. The mode of operation is as follows:—
The unhaired skins or hides are first passed through a weak liquor of the soda of commerce, then hung up to dry. They are then steeped in a common oak, hemlock, or other tanning liquor of the common strength, to which has been added some vinegar. In this liquor the pores of the skin are opened, and thus the tannic acid is admitted to the interior. The next tannic liquor in which the skins are steeped is made a little stronger with the bark, also some more 318vinegar, and a little dissolved sugar is added. The succeeding liquors to which the hides are subjected, until they are finished, do not differ from those in common use. The vinegar being a vegetable acid, unites with the alkali of the soda in the hides, and its carbonic acid is set free in the pores of the skin; this expands them, and allows the tannin admission to the centre of the hides in the first tanning liquor. The sugar in the second tannin liquor, unites with the vinegar, and forms a tannin mixture, it is said, which is of a softening character, imparting elasticity to the leather. The strength of the soda ley used to steep the hides in the first stage, is not above 1°—very weak—and a very small quantity of vinegar is sufficient for the purpose stated. Any other vegetable acid may be used in place of the vinegar, but it is the cheapest.
The expanding of the pores of hides and skins by generating a gas in the tanning liquor by the agency of the carbonate of soda and an acid, such as sulphuric and muriatic, is not new. It has been tried in this country, and is known by the name of the “Hibbard process.”
This discovery and application is highly approved of in London.
After the hides or skins are unhaired in the usual manner, they undergo a partial drying, and receive a uniform coating of a peculiar paste composed of various vegetable and saline substances. The vegetable substances employed contain a large proportion 319of starch, such as barley, rice, or wheat flour, a little gluten, some butter, or oil and grease, some common salt, and some saltpetre. The hides are laid upon tables and smeared on the fleshy side, with the said paste, and in that state are put into the interior of large drums, which receive a rotary motion, and by which, the hides are greatly agitated, and the paste (by pegs in the inside of the drums), is forced into the pores of the hides or skins, or rather they are kneaded along with the paste for two or three hours, after which they are drawn out. They are then found to be in a partial dry state, then hung up and aired for two hours, and again laid upon the table, where they receive another dose of the same paste, and are again returned to the drums a second time, when the same operation as that described is again performed. After this they receive a third smearing with the paste, and are kneaded in the drums, after which they are taken out and hung up to dry, and are then fit for the currying process. The leather thus produced is stated to be much lighter than that produced by oak or other tan barks, but is much stronger and will wear much better. It is asserted that for machinery bands it is twice as strong as oak-tanned leather, and that sheep and goat skins are rendered very tough and durable. It is said that calf skins are tanned by this process in about three hours, and the thickest ox-hide in three days.
In noticing this process the “Scientific American” remarked as follows:—
We are not aware that any such process for tanning is described in any work on the subject, or has 320been practiced in our country. It is our opinion that it may make excellent uppers for boots and shoes, but not so good sole leather as oak bark. It is stated that the brains of animals is also used in the paste, and that the salt and nitre are only employed to preserve the animal and greasy matters from putrefaction. The process has some resemblance to that employed by many tribes of our Indians for tanning their skins for moccasins and other purposes. They use the brains of animals, mixed with ley made of the wood ashes of their fires, and knead the skins and rub them with the pasty mass, upon the same principle as that employed in the “Preller process.” When the tanning of the skins is completed according to their notions, they are finished by drying them, or rather smoking them, in a pit in the ground, which is covered with bark and some earth. We have seen very good brown leather made by this process. We are not able to give the exact proportions of the paste used by Preller, but this does not make much matter, for some of our tanners can surely make up a paste with flour, ox brains, and oil or grease, &c., and give it a fair trial, by kneading a skin or two in a tub, with a beetle, so as to test the principle of the process. There is nothing like giving everything (unless it is manifestly absurd) which is set forth as an improvement, a fair trial, and this is the reason why we have presented the foregoing information, in order that it may be tested by some of our tanners to see whether it has any merit or not.
We present the following simple process for preparing buckskin.
The Indians have long been distinguished for making an exceedingly good and durable buckskin.
One day a friend of ours (one of the best practical tanners and leather dressers in the United States) watched with great earnestness, the mode by which the squaws dressed their deer skins. He observed that they used the brains of the deer mixed along with ley made of wood ashes forming a kind of soap. This solution was rubbed on the skins, allowing them to dry at each operation—two or three times, until the skins were completely saturated with the solution. After this the skins were smoked, the same as hams, in a pit dug in the ground. The idea suggested itself to our friend, that there was no use of wanting shoes when there were plenty of deer killed; but from a distance in the woods they could not, and were not accustomed to bring the brains of the animal; but a remedy was at hand; he knew that soap was the same composition, as that used by the Indians in tanning, and he had plenty of that.
After the skins were properly prepared, a strong solution of warm yellow soap was made up, in which they were handled until cold; they were then dried and went through the same process until the practical tradesman saw that they were made into leather; when they were afterwards smoked in the manner of the Indians. From these operations an excellent buckskin was made, which through the drenching of rains and the frequent immersions in the swamps and 322everglades, retained its pristine softness and qualities. Thus, in the wilds of Florida, a scientific tradesman applied his knowledge and art, in a manner for which many had reason to be thankful. In such situations the mechanic rises far above the philosopher.
A process was discovered in Rochester, New York, in 1850, by which leather could be tanned in the short space of two hours. This is a “fast age,” and “wonders” are now every-day occurrences. Formerly it required fifteen months to properly tan and finish leather. The leather here referred to, was tanned by the “Journeymen Shoemakers Association” of Rochester.
If this discovery is all that it is stated to be (of which we have some doubts), viz., to make leather equal to the French, in such a short time, it must be one of the most valuable discoveries of the age. As the process, however, is not laid down in black and white, every man is justified in suspecting its reality. A new process, however has come into our possession lately, which is said to tan leather better and in less time than by the old process. We give it for what it is worth. Those in the art can make experiments for themselves—the only way to test its merits. Three liquors are made up, 1st. One made of 20 pounds of alum, and 20 of the sulphate of potash, and ten of the muriate of soda, all dissolved in warm water. 2d, 100 pounds of catechu, dissolved. 3d. 4 pounds of alum, 2 lbs of the muriate of soda, dissolved. For a hundred calf skins in a vat of sufficient size, put one 323fifth of No. 1; viz., 4 pounds of the alum and potash and 2 of the muriate of soda, (common salt)—then add one-tenth of the No. 2 solution, and one fourth of No. 3. With this mixed solution enough of water is put into the vat to cover the 100 skins and the temperature is kept up so as the hand can bear it well. Men with poles rounded at their ends stir the skins for about one hour, when they are taken out. They are then placed in another vat of the same kind of solution, and the same strength, and stirred frequently for about three hours, and let stand till next morning. They are then removed, and one fifth of No. 1 mixture, and one-fifth of No. 2 added, when the skins are returned to the vat, stirred frequently, and dripped every day for five days, when all the liquors of the solutions should be taken up, and about 20 pounds more of dissolved catechu is to be added. The skins are to be tried frequently, and more catechu is to be added if necessary, and at the end of four or five weeks the operations will be completed.
A few years since, Mr. J. D. Dexter, of Albany, N. Y., discovered a process of tanning, which he claims to be an important improvement. The main feature of the invention consists in a compound of chemicals, by which not only time, money and labor are saved, but the leather thus prepared, possesses more strength than that manufactured in the old way. This compound is called “Dexter’s Electric Process.”
A sheep, calf, goat or deer skin is taken in a green state, and in from eight to ten days it is manufactured 324into leather and is ready for market. From four to six days are consumed in preparing a skin for tanning, in the removal of the wool, hair, &c.; it is then thrown into a tub, and washed in three chemical preparations, which takes from one to two minutes; it is then taken out and dried, and in twenty-four or forty-eight hours after it is taken from the tub it is ready for market. The time occupied in drying depends much upon the weather; but after it is thoroughly dried it can be finished in about twenty minutes or half an hour. Under the old system of tanning, it takes from three to four weeks to prepare the skin, and from three to six months to bark tan and finish it.
By the discovery of this new process, a skin is converted into leather, in as many days as it takes months to bark tan, and besides, it is not only stronger and more durable, but the leather is made water-proof. They can manufacture sheep-skins by this process, into leather, in six or eight days, which not only resembles calf-skin, but for boots and shoes it is preferred by those who have worn them, on account of its being more durable, and softer than calf manufactured in the old way. By this method of tanning, there is a great saving. One hundred sheep-skins can be tanned for 37 to 50 cents, while to bark tan them would incur an expense of at least $6.
Patent leather is manufactured out of sheep-skins, which is said to be more durable and less liable to crack than that made of bark-tanned leather.
This leather, used for the soles of ladies’ shoes, is made, preferably, from hides tanned with Spanish oak. After having been soaked and scoured, they are separately spread upon a clean table and sponged on the grain side with the following mixture, reduced by dilution with water.
5. Morfit’s Theory, Chapter L.
The proportions for nine and a half pints, which is the quantity required for twenty-five sides, are
| Crystalized Chloride of Tin, | 8 | oz. |
| Muriatic Acid, free from Iron, | 4 | fluid oz. |
| Sulphurized Ether, | 8 | fluid oz. |
| Alcohol, | 32 | fluid oz. |
| Water, | 40 | fluid oz. |
The tin salt is placed in a blue stone jar, with the acid, and the whole is stirred until perfect solution is effected. The ether, alcohol and water are then added and stirred in successively.
This process, patented by Prof. J. C. Booth, of Philadelphia, is founded strictly upon scientific principles. The tin, salt and acid, are the bleaching agents, while the alcohol, ether and water are dilutants as well as protectives against any destructive agent of the former. Its whitening effect extends throughout the hide, and is not limited merely to the surface. After the application of the liquor, the leather is oiled, dressed and rolled, as in the usual currying process.
This mixture is not applicable to leather tanned with black oak-bark, as it colors it yellow.
The following described processes for Tanning have been patented at different periods since 1849.
The first may be denominated Hibbard’s patent, issued to Mr. Hibbard, of Henrietta, N. Y.
A patent for a modified process in tanning leather, which is specially applicable to light skins, but may be used in all kinds of tanning.
The gist of the invention consists first, in a modified process of unhairing the skins, by a composition of lime, potash and salt, by which the process is very much shortened; and secondly, by combining what is called the process of plumping with that of tanning. It is alleged by the patentee that the process of plumping, which consists in the use of acids, to open the pores of the skins, is like that of rising dough by yeast; namely, that after the pores have once been fairly opened, if the tanning process is not commenced immediately, they will soon begin to close; as dough once raised, if not transferred at the proper time to the oven to be baked, will fall, and an inferior bread will be the result.
327The process of tanning therefore, as set forth by the inventor, consists in the combination of the plumping and the tanning process, so that as soon as the acids have acted to open the pores of the skins, the tannin present in the liquor, shall enter and perform its part in the operation.
The next may be described as Towle’s process, or improvement in tanning. Issued Oct. 7, 1851.
What I claim as my invention or discovery, as a new and useful improvement, and desire to secure by letters patent, is the use of arsenic or arsenious acid, substantially in the manner and for the purposes herein set forth; the peculiar properties of arsenic, by which it tends to suspend the natural tendency of the animal fibre to decomposition upon the extinction of animal life, are well known, and of course they are not patentable; but their application to the processes of tanning, and otherwise preparing skins and hides for useful purposes, by which they are rendered stronger and more durable, is believed not to have been heretofore known and used.
I do not, therefore, intend to limit my claim to any particular mode or period of using the article; but I shall apply it in such form, or in such strength of solution, as the nature of the case may require, to effect the objects named. Workmen should guard against the absorption of the poisonous qualities of the arsenic, while immersing or handling the skins in the liquor, by using tools or wearing India-rubber gloves. After the skins are taken out of the liquor and rinsed thoroughly, the danger ceases.
328A patent for the following method of tanning was issued March 22, 1853, to Roswell Enos & Bela T. Hunt, of St. Charles, Ill.
We claim the process of tanning with the use of lime, salt, bran, sumac, and cutch, or any other tanning in room of cutch, substantially in the manner described, whereby we commence tanning, at the same time that we commence reducing, as the salt and bran overpowers the lime, the tan takes the place of the lime, and converts the hide into more perfect leather, and in less time than can be made in any other way.
Hides are not liable to get damaged by our process, as we do not use an article that is injurious to leather.
It is not on the materials used that we claim letters patent, but on the manner of applying them to the hide, as set forth.
The next is to Roswell Enos. Improvement in the process of tanning leather for soles. Patented July 18, 1854.
The improvement and claim consist in commencing the tanning operation upon the sides, by the use of a salted infusion of sumac, and then completing said tanning operation by the repeated use of the strong oak or hemlock bark liquor, substantially as set forth. It is stated that solid sole leather may be produced by this process in an unusually short time.
This “Heater” is a new invention recently introduced, to heat the soles and shoes of the most delicate stock for cementation. The heat is applied only to the cemented surfaces, which require uniting. This process prevents the hardening and contracting of the sole leather and uppers. The old “cooking” process greatly damaged the stock, and frequently spoiled it utterly, as it was simply a matter of pure luck whether the stock was heated to a proper degree or crisped by over-heating. This “Heater” can be regulated to the exact degree of heat desired. They are manufactured in a portable form for such as wish to do a limited business. The heat from a single lamp, or hot water, or steam can be used.
Jenkins’ Press, patented Sept. 7, 1858, is designed to hold every description of shoes and soles, in their proper position, while being pressed and cooled. The 330thinnest soles and taps, double-soles or welts, from the finest ladies’ shoes to coarse brogans or kip boots are held firmly by this Press. They are cooled in a very short time and receive equal pressure on the bottom of the shoe or its edges, together with the clamping apparatus holding the shoe, soles and stock. The Press can also be used as a “Heater” when desired, by filling the base containing the water for cooling the shoe, with hot air, steam, or hot water, thus securing all the heat that is required for melting the cement, and for uniting the various parts of the shoe. The shoe can then be placed in a cold water-press and cooled. It is then ready for the finisher. By the use of this Press, all outer soles, middle soles, lifts, &c., &c., may be cut with dies; this process is of obvious advantage to the manufacturer, as all thin or thick soles will not require paring off, or may have their edges finished before they are put on, thus preventing all cutting of the uppers in paring off, which item is of great importance to the manufacturer.
The following highly important recipes have been arranged and selected with great care. Some of them are original discoveries, the result of personal test and application, and are entirely reliable. Others have been compiled from the highest sources, and are submitted with full confidence in their virtues. The cements for boots and shoes of India-rubber and gutta-percha are of great practical utility, and the information we thus furnish we regard as almost invaluable to the boot and shoe manufacturer. The varnishes are also equally important, and may be relied upon as the best yet discovered. The Water-Proof Cement and Glues are simple in their ingredients and easily prepared.
Bisulphuret of Carbon is remarkable for its great solvent powers, readily dissolving substances which no other fluid can so effectually influence, such as sulphur, phosphorus, iodine, etc. It has, however, a fetid odor, and is inflammable, burning with a blue flame. It has been used as a solvent of India-rubber, but for 332the common cements of rubber and gutta-percha the triple refined camphene is preferable. The rubber cement has long been used for cementing shoes in Lynn, Roxbury, and other large shoe manufacturing towns in Massachusetts. It is easily made, by dissolving it in pure camphene and grinding it in a paint mill; many manufacturers mix it in large portions of lampblack, sulphur, zinc and charcoal. The charcoal is remarkable for its indestructibility, resisting the most intense heat; the fact is, that the more carbon an organized body contains, so much the less liable is it to decomposition, it is for this reason that it is by some regarded as much better than lampblack, for rubber cements. It is ground into the rubber in large quantities, making a paint or mixture of any required tenacity. The Bogarbus eccentric rubber mill is most commonly used for grinding rubber cements for shoes, or for spreading upon cloth. Rubber cements are only good for cementing shoes when the stock is perfectly free from oil or grease, and kept free from such contact; a condition which is hardly possible. All oleaginous substances are sure to decompose rubber in all its common preparations, vulcanized or not. Gutta-percha cements, on the contrary, are not easily affected by oleaginous substances, unless too much heat is used in perfecting the union of the various parts of a boot or shoe. Calf skins are frequently “stuffed” to full, thus causing the grease to mix with the cement when first applied in a heated state. To prevent this result, use proper care in the application of the cement; see that it is not too hot, also be careful that the shoe itself is not too hot. These precautions well 333observed, will result in a cementation which will resist the oil in the leather until it is completely worn out.
Gutta-percha cement is made by dissolving it in triple refined camphene. Take from four to five times its weight of camphene, place it into a common glue kettle, boil it on a stove, or by a gas or spirit lamp, as is most convenient; always keeping the water around the vessel to prevent ignition; boil until it is completely dissolved, then strain it, if it is required, and it is ready for use. Always apply the cement warm. If too thick to spread easily with a brush, reduce it with camphene. Heat and mix by stirring the compound well together.
Take three ounces shellac, one ounce sandarach, reduce them to a coarse powder, add one half ounce of lampblack, place them in a glass vessel, into which pour a pint and a half of the best alcohol; cork tight, and frequently shake the vessel to hasten solution. This varnish will retain its brilliancy for years. It may be spread with a sponge or brush. When it is used for upper leather add half a pint of alcohol and one ounce of turpentine or an ounce of gummastic.
By adding a small portion of sandarach varnish to the common sponge blacking it will make it brilliant and hard. By adding a small portion India-rubber dissolved in triple refined camphene it renders the blacking elastic and water-proof, and useful for boot and shoe uppers, etc.
334Asphaltum is a smooth, hard, brittle, black substance, which breaks with a polish, melts easily when heated, and, when pure, burns without leaving any ashes. It makes a cheap and brilliant varnish for boot and shoe heels, by dissolving it in triple refined camphene. It should be made thick so as to spread with the finger or a brush.
India-rubber has been highly extolled for a varnish. Dissolve in five times its weight of triple refined camphene. By keeping it a few days, after it is cut fine, then boil one ounce of this solution in eight ounces of “drying” linseed oil, for a few minutes; strain the solution and use it warm.
Take of the best glue four ounces, of isinglass two ounces, and dissolve them in mild ale over a slow fire, in a common glue kettle, to the consistence of strong glue, when one ounce and a half of well boiled linseed oil must be gradually added, and the whole be well mixed by stirring. When cold and made into cakes, it resembles India-rubber. When wanted for use dissolve a piece of it in a proportionate quantity of ale. This cement is applicable to all joints of wood, to join earthen-ware, china, glass. It is an excellent cement for leather, for harness, bands for machinery, &c. The joints of these are to be prepared as if for sewing, the cement to be applied hot, laying a weight upon each joint as it is made, in which state it is to be left six hours, when the joints will be found nearly as firm as if they were of an entire piece. By adding a little tow to the above, you have an excellent cement for leaks in casks, &c.
Take three ounces of seed-lac, and put it, with a pint of spirits of wine, into a bottle, of which it will not fill more than two-thirds. Shake the mixture well together, and place it in a gentle heat, till the seed-lac appears to be dissolved: the solution will be hastened by shaking the bottle occasionally. After it has stood some time, pour off the clear part, and keep it for use in a well-stopped bottle. The seed-lac should be purified before it is used, by washing it in cold water, and it should be in coarse powder, when added to the spirit.
This varnish is next to that of copal in hardness, and has a reddish-yellow color: it is, therefore, only to be used where a tinge of that kind is not injurious.
Take five ounces of the best shellac, reduce it to a gross powder, and put it into a bottle in a gentle heat, or a warm, close apartment, where it must continue two or three days, but should be frequently well shaken. The lac will then be dissolved, and the solution should then be filtered through a flannel bag; and, when the portion that will pass through freely is come off, it should be kept for use in well-stopped bottles.
The portion which can only be made to pass through the bag by pressure, may be reserved for coarse purposes.
Shellac varnish is rather softer than seed-lac varnish, but it is the best of varnishes for mixing with colors to paint with, instead of oil, from its working and spreading better in the pencil.
To prepare glue, it must be steeped for a number of hours, over night, for instance, in cold water, by which means it will become considerably swelled and softened. It must then be gently boiled, till it is entirely dissolved, and of a consistence not too thick to be easily brushed over wood.
When glue, by repeatedly heating it, has become of a dark and almost black color, its qualities are impaired; when newly melted, it is of a light ruddy brown color, nearly like that of the dry cake held up to the light; and while this color remains, it may be considered fit for almost every purpose. Though glue which has been melted is the most suitable for use, other circumstances being the same, yet that which has been the longest manufactured is the best. To try the goodness of glue, steep a piece three or four days in cold water; if it swell considerably without melting, and when taken out resumes, in a short time, its former dryness, it is excellent. If it be soluble in cold water, it is a proof that it wants strength.
A glue which does not dissolve in water, may be obtained by melting a common glue with the smallest possible quantity of water, and adding by degrees linseed oil rendered drying by boiling it with litharge; while the oil is added, the ingredients must be well stirred to incorporate them thoroughly.
A glue which will resist water, in a considerable degree, is made by dissolving common glue in skimmed milk.
Finely lixiviated chalk added to the common solution of glue in water, constitutes an addition that 337strengthens it, and renders it suitable for boards, or other things which must stand the weather.
A glue that will hold against fire or water, may be prepared by mixing a handful of quick-lime with four ounces of linseed oil: thoroughly lixiviate the mixture, boil it to a good thickness, and then spread it on tin plates in the shade; it will become exceedingly hard, but may be dissolved over a fire, as ordinary glue, and is then fit for use.
Take one pound of the best glue, boil and strain it very clear; boil likewise four ounces of isinglass, put it in a double glue-pot, with half a pound of fine brown sugar, and boil it pretty thick; then pour it into moulds; when cold, cut and dry them in small pieces. This glue is very useful to draughtsmen, architects, &c., as it immediately dilutes in warm water, and fastens the paper without the process of damping.
Dissolve gum sandarach and mastic, of each two ounces, in a pint of spirit of wine, adding about an ounce of clear turpentine. Then take equal parts of isinglass and parchment glue, made according to the directions in the preceding article, and having beaten the isinglass into small bits, and reduced the glue to the same state, pour the solution of the gums upon them, and melt the whole in a vessel well covered, avoiding so great a heat as that of boiling water. When melted, strain the glue through a coarse linen 338cloth, and then put it again over the fire, adding about an ounce of powdered glass.
This preparation may be best managed by hanging the vessel in boiling water, which will prevent the matter burning to the vessel, or the spirit of wine from taking fire, and indeed it is better to use the same method for all the evaporations of nicer glues and sizes; but, in that case, less water than the proportion directed, should be added to the materials.
A very strong glue, that will resist water, may be also made by adding half a pound of common glue, or isinglass glue, to two quarts of skimmed milk, and then evaporating the mixture to the due consistence of the glue.
Take one pound of parchment, and boil it in six quarts of water, till the quantity be reduced to one quart; strain off the fluid from the dregs, and then boil it again till it be of the consistence of glue.
The same may be done with glovers’ cuttings of leather, which make a colorless glue, if not burnt in the evaporation of water.
Take common glue in very small or thin bits, and isinglass glue: infuse them in as much spirit of wine as will cover them, for at least twenty-four hours. Then melt the whole together, and, while they are over the fire, add as much powdered chalk as will render them an opaque white.
339The infusion in the spirit of wine has been directed in the recipes given for glue; but the remark on the use of it in one of the preceding articles will hold good also in this, and the mixture may be made with water only.
Take very fine flour, mix it with white of eggs, isinglass, and a little yeast; mingle the materials; beat them well together; spread them, the batter being made thin with gum-water, on even tin plates, and dry them in a stove, then cut them out for use. To color them, tinge the paste with Brazil, or vermilion for red; indigo or verditer, &c., for blue; saffron, turmeric, or gamboge, &c., for yellow.
This is made by dissolving beaten isinglass in water by boiling, and having strained it through a coarse linen cloth, evaporating it again to such a consistence, that, being cold, the glue will be perfectly hard and dry.
A great improvement is made in this glue by adding spirit of wine or brandy after it is strained, and then renewing the evaporation till it gains the due consistence.
This may also be prepared in the manner above directed for the glue, by increasing the proportion of the water for dissolving it, and the same holds good of parchment size. A better sort of the common 340size may be likewise made by treating cuttings of glovers’ leather in the same manner.
According to a recent statement of M. Payen, a chemist of some note, cloth is rendered water-proof by the aid of alum and sugar of lead, without the aid of India-rubber or gutta-percha, or any other gums or oils. The process given is very simple, and is claimed to render any species of tissue water-proof. “Dissolve two pounds and a half of alum in four gallons of water; dissolve, also, in a separate vessel, the same weight of acetate of lead in the same quantity of water. When both are thoroughly dissolved mix the solutions together, and when the sulphate of lead, resulting from this mixture, has been precipitated to the bottom of the vessel in the form of a powder, pour off the solution, and plunge into it the tissue to be rendered water-proof. Wash and rub it well during a few minutes, and hang it in the air to dry.”
When dry, the fabric or cloth so treated will repel rain and moisture, but allow the air or perspiration to pass through it.
Immerse dry timber in a strong solution of alum, and dry it in a kiln, the warmer the better, and we will warrant it to be the best and cheapest substance for preserving wood from decay and burning. To those who are acquainted with the nature and effects of alum, they know what a great heat alumina can stand, and alum when deprived of its water by strong heat, does not easily combine with it again, by any 341common means. Therefore, the reasonableness of the foregoing statements.
By washing wood with strong soap suds, allowing it to dry, and then washing it with a strong solution of alum, a most excellent water-proof coating is the result.
Make up a weak solution of soap containing a very small quantity of glue, and immerse paper in it until it is wet through. Now take it out, dip it into a solution of alum, and dry it.
The alum, gluten, gelatine, and soap unite together, and form an insoluble compound, which coats every fibre of the textile fabric, and when dry repels water like the natural oil in the feathers of a duck. There are various substances which are soluble in water singly, but when combined form insoluble compounds, and vice versa. Alum, soap, and gelatine are soluble in water singly, but form insoluble compounds when united chemically. Oil is insoluble in water singly, but combined with caustic soda or potash it forms soluble soap. Such are some of the useful curiosities of chemistry.
Take 7 lbs. of soap and dissolve it in two gallons of water, and while at the boiling heat add 3½ lbs. of the sulphate of zinc (white copperas). The sulphuric acid of the salt combines with the alkali of the soap, and the oxide of the salt combines with its oil and forms an insoluble metallic soap, which, when cold, rises to the surface and has the appearance of a white hard mass. This is afterwards re-boiled to 342purify it. The next step to be taken is to boil 2⅛ gallons of linseed oil along with one pound of potash until it assumes a soapy appearance. The whole is now boiled along with two pounds of fine animal charcoal and five quarts of water, which purifies the mixture, after an hour’s boiling, when the whole is filtered and is of a clear color. About one pound of sugar of lead (acetate) and one pound of rosin is mixed with the oil, and boiled for one hour. Into this mixture is stirred at a boiling heat, 2 lbs. of the metallic soap described above, and after it is dissolved, about two quarts of India-rubber dissolved in turpentine is added, and this completes the making of the mixture. This is put on to the canvas with a brush at the heat of 160° Fah. Two coats will be found sufficient to make it water-proof. More however may be applied. Each coat should be allowed to dry before the other is put on. If copperas be employed in this mixture, it will make it of a brown color, and cobalt a blue.
To make leather water-proof, take equal quantities of the metallic soap and raw linseed oil, mix them together, and place the liquid in at a heat of 225° and suffer it to cool gradually. The leather should be dried in the atmosphere, when it will be perfectly pliable. Any quantity of the above may be made, so as the proportions are maintained.
This is a first rate composition for the purpose stated, and one to which painters should give peculiar attention, so should the manufacturers of glazed and patent leather.
In November, 1838, William Gates, of Hanover, N. Y., received a patent for preparing and applying elastic japan to leather, to produce the kind now known by the name of “glazed leather.” Two quarts of linseed oil were boiled until the yellow scum disappeared, and two ounces of umber and one of litharge were added and boiled for an hour and a half. The fire was then withdrawn, and all sediment allowed to settle, after which the clear liquor was run off. Eight ounces of India-rubber in shreds were then heated in a close vessel with two quarts of turpentine, and the two quarts of prepared linseed oil described were added, and the whole kept boiling until the India-rubber was dissolved, when eight ounces of asphaltum were added. This constituted the japan for the leather. It was put on the leather with a sponge or brush and allowed to dry, which it did rapidly. It was then rubbed down with pumice stone, then another coat laid on, and so on successively, like varnishing and polishing mahogany or rosewood. This method of japanning leather is now public property.
This word stands for a number of substances which, when dissolved in suitable liquids, possess a powerful adhesive property, and the common and well-known gum-arabic may stand as a type of the class. It is the product of an acacia, and was originally imported into Europe from Barbary and Morocco. In 344its purest condition, it forms white or rather yellowish masses, which are destitute of any crystalline structure, and break with a shell-like fracture. Its solutions are wrongly called mucilage, which is an entirely different substance. Gum-arabic dissolves in cold water, from which the pure gummy soluble principle can be precipitated by alcohol and by basic acetate of lead. Arabin is composed of 42.1 per cent. of carbon, 6.4 per cent. of hydrogen, and 51.5 per cent. of oxygen, which, by a curious chemical coincidence, is exactly the composition of crystallized cane sugar, and it illustrates the fact, that among organic bodies, substances of the same ultimate composition may have very dissimilar properties.
Another gum is mucilage, very abundant in linseed, in the roots of the mallow, in salep, and in the fleshy roots of the orchis and other plants. It is soluble in cold water, but is less transparent than gum-arabic, and it is precipitated by the neutral acetate or sugar of lead.
Gum Tragacanth is chiefly composed of a kind of mucilage to which the name of bassorin has been given, and which does not dissolve in water, but simply assumes a gelatinous aspect. Caustic soda or potash will dissolve it. The principle use to which this gum is put, is in the manufacture of marbled paper, where it forms the bath on which the colors are thrown, and from which they are taken up by the paper.
Cerasin is the insoluble portion of the gum of the cherry tree, and is nearly like bassorin. Mr. Schmidt has determined the composition of these various substances, 345and has found them all more or less allied to starch, invariably containing hydrogen and oxygen, the proportions in which they form water, and all when treated with acids yield grape sugar.
The jelly of fruits or pectin is closely related to the gums, but as yet chemists have not paid much attention to it, and consequently much that is said of it is merely conjectural.
Gum arabic, dissolved in as small quantity of water as may be, and diluted to a proper consistence with gin, or any proof spirits, forms a very useful cement for all purposes where gum-water is commonly used, the spirit preserving it from becoming putrescent. As the spirit evaporates, more should be added. It should be stirred and mixed together at the time of using. If plaster of Paris be added to gum-water, it makes a cement useful to ladies in filigree works.
Gum ammoniac added to the solution of gum-arabic in proof spirits very much improves the cement. It answers very well for joining broken glass and ornamental articles of porcelain.
348In order to enable strangers and merchants from abroad, as well as those residing in New England, to readily find some of the leading houses in Boston representing the various branches in the Boot and Shoe and Leather Trade, also some of its collateral helps, in the way of Important Inventions, Agencies, &c., we have inserted Advertisements and Cards of a few among the many that we know to occupy highly respectable and reliable positions. Our space is necessarily limited, and we therefore present but a brief list, yet sufficiently large to represent every important interest, also some of the most valuable Labor-saving Machines and Inventions, which are of great practical utility to the manufacturer.
This Soling has been growing in favor with the public for the past few years; and recommending itself as it does, for its
and as a great preserver of health, being perfectly WATER PROOF, deserves general introduction to the people.
It is manufactured in sheets about thirty inches wide, and from one-sixteenth to three-sixteenths of an inch thick, suitable for the thinnest slipper or the heaviest boot.
Its application is perfectly simple. Cement for putting it on, being furnished by the same manufacturers.
| SOLING | 65 cents per pound, |
| CEMENT, in boxes, | No. 1, $9.00; No. 2, $4.50; No. 3, $3.00 per doz. |
Discount from the above prices made to the trade.
From the very flattering manner in which our Machines have been received by the public, (resulting in the sale of upwards of TWENTY THOUSAND,) we are led to believe that our endeavors to manufacture a reliable machine have been appreciated. We take this opportunity to remark that this policy will be unchanged, and that every machine sold by us we shall not hesitate to warrant in every respect.

Warranted to wear as well, and give as good satisfaction as any other Elastic goods ever made, and THIRTY PER CENT. CHEAPER.
An Illustrated and Descriptive Catalogue sent, on application, and receipt of two Postage Stamps.
All of which we are prepared to offer to the trade at the lowest market rates.
on hand; a complete assortment at the lowest market rates. Jobbers and Retailers supplied on very favorable terms.
Manufacturers and Dealers will find at this Warehouse a complete assortment of goods in their line which will be sold at the lowest prices for CASH, or approved paper.
Consignments solicited, and advances made.
constantly on hand and for sale at lowest market prices. A. S. & Co. are the authorized AGENTS for New England States of the AMERICAN ELASTIC CLOTH CO.’S ELASTIC GORING, a new and superior article for
Altering and Repairing done at short notice. Your orders are solicited.
Manufacturers or others sending styles will please send the largest size of the set wanted. All patterns made from my standards, of which I have thousands, will be warranted to give satisfaction; if not, they may be exchanged for any other kind, if they are returned in good condition, and in a reasonable time. Please give me a Call at
Terms—Cash on Delivery. Manufacturers and others sending by Expressmen for Patterns, will please remember my terms.

Desire to call the attention of all who have occasion to sew Leather, to their very superior SEWING MACHINES, intended expressly for that use. All the new valuable improvements have been added to make the Sewing Machine sold by them the best, and in every respect most satisfactory of all that are adapted to manufacturer’s purposes. They make a strong lock stitch that cannot be Ravelled or Pulled Out. They stitch Alike on Both Sides of the work, without forming ridges underneath. They are Perfectly Simple, and the management of them easily acquired.
Any spool of Cotton, Thread or Silk sold at the stores, may be used without re-winding.

Let Manufacturers, Planters, Farmers, Housekeepers, or any other persons in search of an instrument to execute any kind of sewing now done by machinery, make sure they secure the best, by examining ours before purchasing.

with all the latest improvements, which they warrant on all kinds of work. These machines have been thoroughly tested, and have been preferred, in every case, over all others in use, as they do not get out of order, or break down, are easily managed, cut quicker, and with less noise than any other.
Orders by mail, with suitable reference in Lynn or Boston, promptly attended to. Full instructions to operate sent with every machine.
Second Hand Machines, in good order, for sale cheap. All kinds of Machines repaired, and satisfaction guaranteed.
This Association, recently formed, desire to acquaint the public with the causes which resulted in the combination known by the style of the “Goodyear Shoe Association.”
During the years 1857 and 1858, the financial crisis was keenly felt by the India Rubber Shoe interest, in common with other branches of trade. The troubles experienced by the manufacturers of Rubbers were greatly enhanced from the non-uniformity in prices and discounts, between the various agencies. This absence of a regular tariff was productive of distrust in the purchasers and great embarrassment in the trade.
Some method of action whereby these disturbing causes and effects could be reconciled, and harmony of action, and confidence in the stability of the prices asked for goods be restored, was deemed of the utmost importance.
To this end the several legalized Companies in the United States, manufacturing Boots and Shoes under Goodyear’s Patent, agreed upon a basis of action, and effected a consolidation, the principal points of which are—
First. The establishment of two branch agencies, through one or the other of which all goods manufactured by the Companies must pass.
Second. By limiting the manufacture of goods so that the market shall not be overstocked; but, so far as can be arrived at, the supply and demand shall be equal.
Third. The establishment of a uniform tariff of prices and rate of discount.
Patents procured in the United States, and in all other patent granting countries. Specifications and Drawings prepared. Caveats filed. Reconsiderations procured, of applications that have been rejected upon imperfectly prepared papers. Interferences prosecuted. Re-Issues and Extensions procured.
Those unacquainted with him are referred to following testimonials:
“I take great pleasure in stating that during the time I have been acting as Commissioner of Patents, Samuel Cooper, Esq., of Boston, has been engaged as solicitor, and has been engaged in that capacity in constant correspondence and intercourse with the office; he has evinced a thorough acquaintance with Patent Law, and with the rules and practice of the Office, a close attention to the interests of his clients, and a marked candor and courtesy that has rendered the transaction of business with him a pleasure. I have no hesitation in stating that I regard him as one of the very best agents for the transaction of business with this Office, with whom I am acquainted.
“The undersigned, Principal and Assistant Examiners in the United States Patent Office, have for several years been well acquainted with Mr. Samuel Cooper, lately a Principal Examiner in this Office, and take pleasure in stating that he is a gentleman of the highest moral character, of unquestioned knowledge in the business and practice of the Office, and that his scientific attainments are such as eminently fit him for the business in which he is about to engage.”
| Henry B. Renwick, | } | Principal Examiners. |
| L. D. Gale, | ||
| J. H. Lane, | ||
| T. R. Peale, | } | Assistant Examiners. |
| Thos. T. Everett, | ||
| P. Southgate Smith, | ||
| William C. Langdon, |
“From long acquaintance, and intimate official relations with Mr. Cooper, I fully and heartily concur in the foregoing recommendation made by my late colleagues.”
This Establishment, of thirteen years’ standing, has long since become the popular resort for gentlemen who desire first class Boots, Shoes and Gaiters. I import, very largely,
from the well known manufactories of Gan & Forr, and other equally celebrated makers. I also make to measure, all styles of work, from the choicest French Stock, of my own importation.
I employ none but scientific workmen, and all goods from my establishment are warranted equal to the best.
JENKINS’ PATENT PRESSES AND HEATERS, for making Cemented Boots and Shoes, are manufactured at Lynn, Mass., where may be found Presses and Heaters in practical operation, and for sale, of any required form or size, made under the immediate attention of the Patentee, who will attend to putting them up in person, and will give the manufacturer his assistance in preparing and making the various Cements, and their proper application, in making any form of Boot or Shoe, together with his practical application of Gutta Percha to Boots and Shoes for the last nine years, including his experience in making and using, for a number of months at Ballardvale.
The Steam Lasts, invented and patented by Mr. Charles Rice and the late Syranus H. Wharf, there also may be seen a full set of Steam Lasts for making Boots and Shoes, according to said patents.
Any further information respecting the Presses or Heaters can be obtained by addressing
all of which are manufactured from the best of Stock, thoroughly seasoned.
Orders answered with promptness and seasonable despatch. The Last Manufactory of Cox and Sons is one of the oldest in the United States. The Manufactory is located at Malden, Mass.
CHARLES RICE, 84 Pearl Street, Boston, is the Agent for the NORTH AMERICAN PATENT BOOT AND SHOE CO. for granting LICENCES for the manufacture of CEMENTED BOOTS AND SHOES under Tyer & Helm’s Patent, allusion to which is made in this work. Terms 2½ per cent.
Are prepared to manufacture the following new articles required for the CEMENTED BOOTS and SHOES, which are creating a new era in the Shoe business:
Gutta Percha and Rubber Cements.
Counters or Stiffenings, of any required compound.
Water-Proof linings for the Uppers, superior to and cheaper than Oiled Silk.
Water-Proof Middle Soling suited to pegged or sewed Boots or Shoes, (a most desirable article.)
Gutta Percha Inner Soling of any required thickness or compound, spread on cloth or otherwise.
Crude Gutta Percha cleaned and rolled into thin sheets, suitable for making Cements.
adapted in thickness to a lady’s slipper or a heavy boot, with Boxes of CEMENT for putting on the same.
☞ We also manufacture the cheapest RUBBER COATS in the United States, as well as those of the finest quality; UNDER-SHEETING for the protection of Beds; Piano, Melodeon and Table Covers; Air Beds, Pillows and Cushions, &c. Dr. Mattson’s ELASTIC SYRINGES, to which Four Silver Medals had been awarded.

This machine is decidedly the best in the market for Family Use, and is warranted to sew on every fabric with cotton or silk on the original spools; it will not drop stitches nor get out of order: no charge made for repairs. It is the most simple and perfect machine ever invented, and the inventor feels confident that all who purchase it will find what they have long sought, a perfect and reliable Machine at the low price of TWENTY-FIVE DOLLARS.
Reference will be given to parties wishing to purchase, to many families who have the machine in practical use, which is the only true test by which a purchaser can be sure of obtaining a good machine.
All orders addressed to the subscriber will meet with prompt attention. Agents will be supplied with machines at a liberal discount, and towns secured to them. Only one Agent will be appointed in a place; preference being given to the best location. ☞ All letters must be addressed to the subscriber.
After long experience in the Last and Pattern Business, I have accomplished that which has hitherto been considered an impossibility, viz., Drawing and Proportioning correctly, sets of
of all sizes, from one model by machinery, giving each piece its proportioned size and shape. For full description and illustration, see Diagrams on pages 81 to 88, inclusive.
The machine is used by B. F. Parrott, No. 4 Exchange St., Boston, to whom all orders for patterns should be addressed.
Also on hand, a large assortment of BOOT and SHOE MODELS, from which he will manufacture Patterns from Paper, Pasteboard or Zinc. Pasteboard bound with Brass. Also Patterns copied from any Boot or Shoe which may be sent as a model.
I am also manufacturing WOMEN’S, MISSES’ and CHILDREN’S LASTS and PATTERNS to correspond with, and fit the patterns above referred to, by which means the Boot and Shoe manufacturing is still further facilitated.
Further information may be obtained by applying to
The Patterns above referred to are used by the principal Manufacturers in this city and vicinity.
Of the most fashionable styles, which they offer at the lowest prices.
End of the Project Gutenberg EBook of The Boot and Shoe Manufacturers'
Assistant and Guide., by Various
*** END OF THIS PROJECT GUTENBERG EBOOK THE BOOT AND SHOE ***
***** This file should be named 58605-h.htm or 58605-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/8/6/0/58605/
Produced by Richard Tonsing, Chris Curnow and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License (available with this file or online at
http://gutenberg.org/license).
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org/license
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS' WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need, are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation web page at http://www.pglaf.org.
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Its 501(c)(3) letter is posted at
http://pglaf.org/fundraising. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at
809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887, email
[email protected]. Email contact links and up to date contact
information can be found at the Foundation's web site and official
page at http://pglaf.org
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
[email protected]
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit http://pglaf.org
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations.
To donate, please visit: http://pglaf.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart is the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For thirty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
http://www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.