The Project Gutenberg EBook of Carpets, by Reginald Seymore Brinton This eBook is for the use of anyone anywhere in the United States and most other parts of the world at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org. If you are not located in the United States, you'll have to check the laws of the country where you are located before using this ebook. Title: Carpets Author: Reginald Seymore Brinton Release Date: December 13, 2018 [EBook #58469] Language: English Character set encoding: UTF-8 *** START OF THIS PROJECT GUTENBERG EBOOK CARPETS *** Produced by Mardi Desjardins & the online Distributed Proofreaders Canada team at https://www.pgdpcanada.net
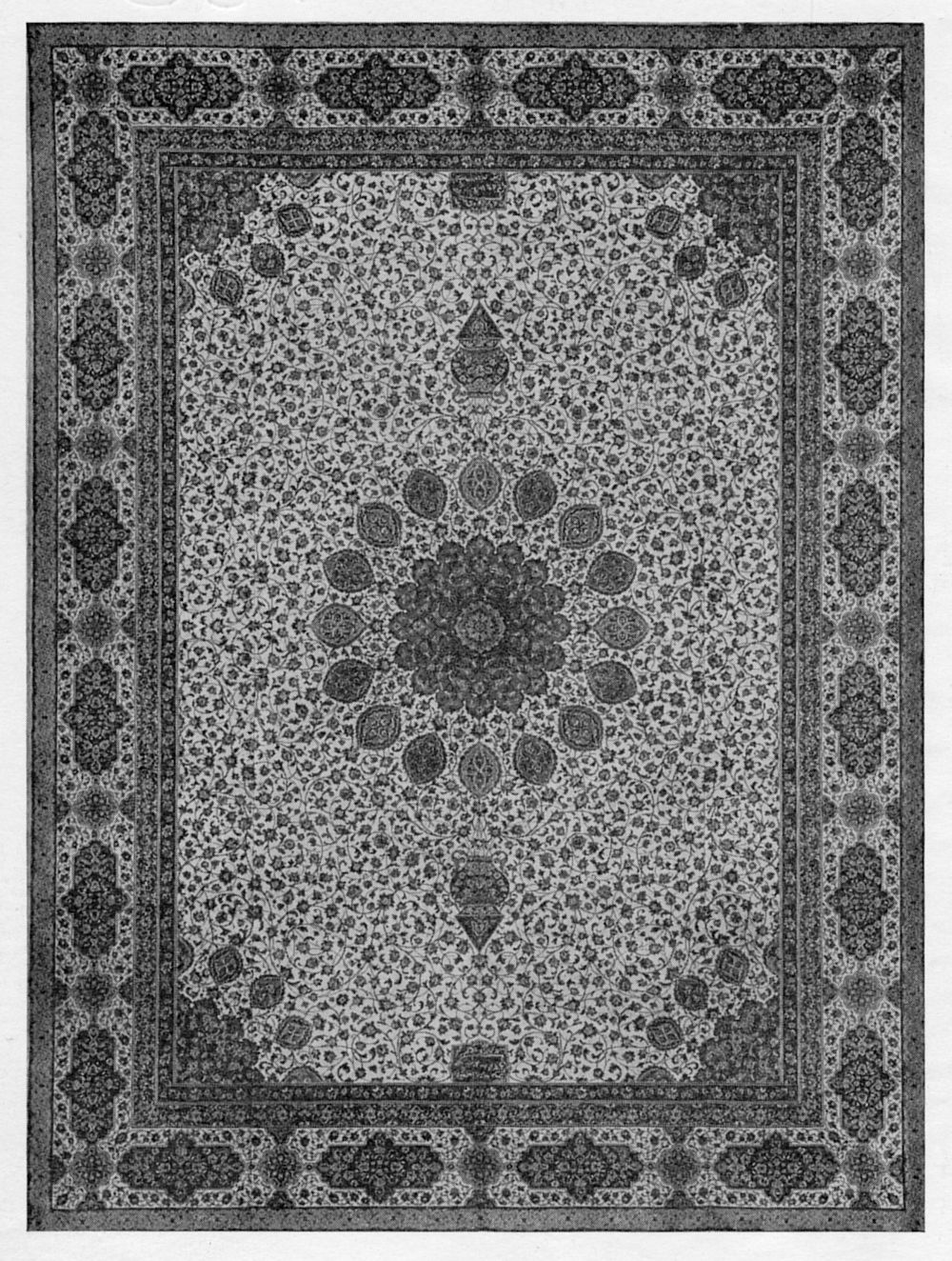
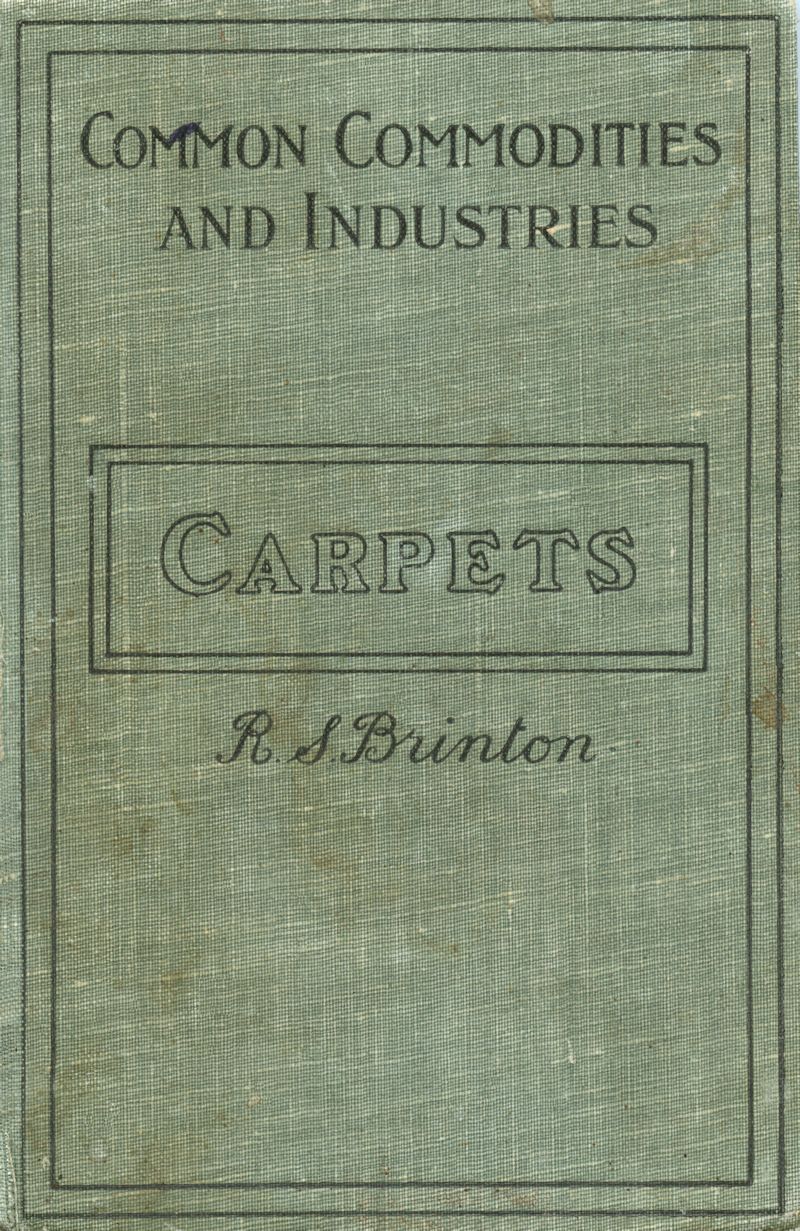
BRITISH FINE WILTON CARPET
After the Ardebit carpet (Victoria and Albert Museum). Frontispiece
PITMAN’S COMMON COMMODITIES AND INDUSTRIES
CARPETS
BY
R. S. BRINTON
London
Sir Isaac Pitman & Sons, Ltd., 1 Amen Corner, E.C.4
Bath, Melbourne and New York
In treating of carpet manufacture, which involves the employment of looms and other machinery of a complicated nature, I was confronted with the problem, how far it was necessary or desirable to explain and illustrate mechanical devices. Upon consideration, it seemed advisable, having regard to the scope of the book, to avoid as far as possible both descriptions and diagrams of a mechanical nature. A certain standard of mechanical intelligence is assumed in the reader; but this work, like the rest of the series, is intended for the layman; and it is impossible to describe and explain detailed mechanical movements except at considerable length and with the aid of elaborate diagrams. Those who wish to study the technique of the subject in detail are referred to Mr. Fred Bradbury’s book, Carpet Manufacture (F. King & Sons, Ltd., Halifax, 1904), which, though it has not been brought up to date, is a classic for the trade, as all experts are aware. I am indebted to him for the use of several blocks.
I have also to acknowledge the courtesy of the Gresham Publishing Co., Ltd., of Chandos Street, Covent Garden, for permission to use a number of blocks from their Textile Industries, which contains some admirable chapters on Carpet Manufacture.
My thanks are further due to The Times for permission to utilise some contributions I made to their “Textile Supplement,” published in 1913; while I have received information and helpful criticism from Messrs. Woodward, Grosvenor & Co., Ltd., Messrs. T. & A. Naylor, Ltd., The Victoria Carpet Co., not to mention colleagues and foremen of my own Company, Brintons Limited.
For the historical chapter I am indebted to Mr. A. C. Parry, and for particulars of Carpet Trades Unions to Mr. E. Stradling, Mr. Ellis Crowther, and Mr. T. Lindsay.
I am conscious of the possibility of errors and omissions, and I should be grateful for any intimation of such, with the view of making the necessary corrections, if a further edition should be required.
R. S. BRINTON.
Croft House,
Kidderminster,
1919.
| CONTENTS | |||
| CHAP. | PAGE | ||
| PREFACE | iii | ||
| I. | HISTORY | 1 | |
| II. | MATERIALS | 9 | |
| III. | DYEING | 13 | |
| IV. | HAND-MADE CARPETS | 20 | |
| V. | BRUSSELS CARPETS | 29 | |
| VI. | WILTON CARPETS | 44 | |
| VII. | AXMINSTER CARPETS | 49 | |
| VIII. | CHENILLE CARPETS | 63 | |
| IX. | TAPESTRY CARPETS | 71 | |
| X. | INGRAIN CARPETS | 86 | |
| XI. | DESIGN AND COLOUR | 92 | |
| XII. | STATISTICS | 104 | |
| XIII. | EMPLOYERS AND EMPLOYED | 107 | |
| XIV. | CONCLUSION | 119 | |
| INDEX | 123 | ||
| ILLUSTRATIONS | |||
| FIG. | PAGE | ||
| BRITISH FINE WILTON CARPET | Frontispiece | ||
| 1. | TURKISH, KNOT | 21 | |
| 2. | LONGITUDINAL SECTION THROUGH HEALDS, HARNESS, SLEY, AND FABRIC | 33 | |
| 3. | SECTION OF FIVE-FRAME BRUSSELS CARPET | 35 | |
| 4. | SECTION OF THREE-FRAME BRUSSELS CARPET | 36 | |
| 5. | AND 5A. CHLIDEMA SQUARE | 41 | |
| 6. | SECTION OF FIVE-FRAME WILTON | 45 | |
| 7. | SECTION OF IMPERIAL AXMINSTER—3-SHOT | 51 | |
| 8. | SECTION OF AXMINSTER—3-SHOT | 52 | |
| 9. | SECTIONS OF AXMINSTER WEAVES | 53 | |
| 10. | TUFTING MECHANISM | 55 | |
| 11. | CHENILLE DESIGN PAPER CUT UP | 64 | |
| 12. | CHENILLE CLOTH | 65 | |
| 13. | TRANSVERSE SECTION SHOWING FUR INSERTED | 65 | |
| 14. | SECTION OF CHENILLE AXMINSTER | 67 | |
| 15. | DESIGN OF TAPESTRY CARPET | 72 | |
| 16. | DESIGN IN FIG. 15 ELONGATED AS PRINTED | 73 | |
| 17. | PRINTING DRUM | 76 | |
| 18. | SCALE AND DESIGN BOARD COMBINED | 78 | |
| 19. | A SCRAPER | 80 | |
| 20. | PRINTED THREADS SET FOR WINDING ON TO THE BEAM | 81 | |
| 21. | FIG. 20 AS WOVEN | 82 | |
| 22. | STRUCTURE OF TAPESTRY CARPET | 82 | |
| 23. | MEDIUM TAPESTRY CARPET | 83 | |
| 24. | TAPESTRY VELVET—3-SHOT | 83 | |
| 25. | TAPESTRY VELVET | 84 | |
| 26. | TAPESTRY VELVET—2 SHOTS IN THE GROUND | 84 | |
| 27. | TWO-PLY IN WARP AND WEFT | 86 | |
| 28. | TWO-PLY WARP AND WEFT | 88 | |
| 29. | THREE-PLY WARP AND TWO-PLY WEFT | 88 | |
| 30. | THREE-PLY WARP AND WEFT | 89 | |
CARPETS
Before the mechanical processes involved in the manufacture of carpets to-day are described, a short sketch of the history of the fabric and the story of its introduction into this country may be of interest. The origin of the weaver’s loom, like that of the potter’s wheel, dates back to the prehistoric times. A loom with its workers is shown in an ancient Egyptian fresco, the date of which is reckoned by antiquarians to be about 3,000 years before the Christian Era. In the grottoes of Benihassan, both spinners and weavers are shown, the weavers working on cloths both plain and of a checked pattern; and both perpendicular and horizontal looms are represented. There were, however, other civilisations beside the Egyptian; and the origin of the carpet must be sought still further to the East, in places where, in spite of the ebb and flow of conquests, it is still made at the present day.
Mention is frequently found in ancient records of history of rich hangings, coverings, fine cloths and tapestries, generally the booty of some conqueror; but it is difficult to tell whether some fabric used exclusively as the carpet of to-day is used is included in these lists. The ancient equivalent of the modern carpet or rug was known to the Babylonians, who were, according to Pliny, skilful weavers; and its manufacture was carried on at an early date among the Assyrians and Persians, in China and India, and among the Arabs.
The original purpose of the carpet in the East was probably the same in the beginning as it is there, now, at the present day. It was used to give colour to the temple, as a hanging for the tents, a trapping for the saddle, a sitting place for the guest, for a covering of the ground on which to sleep or pray; and its manufacture in any district implied a certain degree of civilisation and luxury.
The use of a woven floor-covering seems to be indicated in passages in Homer; and the well-known authority, Sir George Birdwood, cites an account of a banquet given at Alexandria in the third century before the Christian Era by Ptolemy Philadelphus, at which Persian rugs were spread in the King’s tent. Persian carpets were highly valued, and were exported to Greece, and at a later date to Rome. Themistocles, according to Plutarch, “likened a man’s discourse to a rich Persian carpet, the beautiful figures and patterns of which can be shown only by spreading and extending it out; when it is contracted and folded up, they are obscured and lost.”
The conquests of Alexander the Great, which extended as far as India, seem to have made the use of the products of the Eastern looms familiar among the Greeks. At a later date the conquests made by the Roman Consuls spread the arts of the East still further into Europe. At a later period still the taking of Constantinople by the Turks drove many skilful artificers to take up their residence in Italy at Venice, Genoa, and Florence, and at some towns in France; and from these centres carpets were still further distributed over Europe.
The Crusades brought England into touch with the East; and specimens of carpet were probably introduced by returning knights and their followers; but it is through Spain, a country which acquired the art from the Moors, that they are first known to have come, Queen Eleanor of Castille and her suite introducing them into this country on her marriage to Edward I. Illustrations of carpets are shown in pictures of the time of Henry VIII; and in the time of Elizabeth they were probably in more general use in England than most writers on the subject are accustomed to allow; for direct communication with the East had been opened up by the fearless and enterprising traders and adventurers of those times. In Hakluyt’s Voyages there are the following instructions to a trader about to journey to Persia—
“In Persia you shall finde carpets of course thrummed wooll, the best of the world, and excellently coloured; those cities and townes you most repaire to, and you must use meanes to learne all the order of the dying of those thrummes, which are so died as neither raine, wine, nor yet vinegar can staine; and if you may attaine to that cunning you shall not need to feare dying of clothe. For if the colour holde in yarne and thrumme, it will holde much better in cloth. Learne you there to fixe and make sure the colour to be given by logge wood; so shall we not need to buy wood so deare to the enriching of our enemies. Enquire the price of leckar, and all other things belonging to dying. If before you returne you could procure a single good workeman in the arte of Turkish carpet making you should bringe the arte into this Realme, and also thereby increase worke to your company.”
Hakluyt’s praise of the Persian carpets was not undeserved, for their manufacture in his time had reached a period of excellence as regards design and workmanship which it has been from time to time the aim of modern manufacturers to reproduce, as far as the conditions and requirements of the present day permit. Many of the best specimens in the museums and collections of New York, London, Vienna, and Paris are attributed to the fifteenth and sixteenth centuries. When Hakluyt wrote there was in existence a carpet at the Mosque of Ardebil, in North-West Persia, which is now in the Victoria and Albert Museum. The date of this carpet is 1540, and experts agree that it belongs to the best period of Persian carpet weaving.
There is, unfortunately, no record whether the efforts of Hakluyt and the merchant adventurers of his time to obtain weavers from Turkey or Persia were successful. Carpets do not find a place among the goods to be especially sought after by their agents. As far back as the reign of Henry VIII we read of Cardinal Wolsey obtaining carpets through the Venetian Ambassador; and in that reign Richard Sheldon lent his house to a weaver named Richard Hicks, who produced among other fabrics woven maps of Worcestershire and Oxfordshire, specimens of which are still in existence.
In France, Henry IV gave assistance for the manufacture of carpets, and in 1604 there was a strong guild of carpet weavers; but it was not until the reign of Louis XIV that the manufacture was revived at Aubusson and established at Beauvais. The industry had the direct patronage of the French King, and some celebrated fabrics were made. The Revocation, in 1685, of the Edict of Nantes, which for a time had given protection to the Protestants of France, drove a large number of French and Walloon artisans into England and Germany; and the spinning and weaving were among the many industries in this country to be benefited by this influx of skilful workers.
In 1701 the carpet weavers of Wilton and Axminster received a charter; but even at an earlier date the manufacture of carpets had been carried on at these places. Both these towns have given their names to distinct fabrics that are now made in many places and countries. Carpet manufacture is no longer carried on at Axminster, where it flourished for about a century; and other places, like Fulham, Moorfields, Exeter, and Frome, where early attempts were made to establish the industry, have long ceased to have any connection with carpet making.
About the year 1740, the Earl of Pembroke brought over weavers from France and introduced into Wilton the making of loop-pile or Brussels carpeting. This was followed in due course by the development of the cut-pile fabric which took its name from the place.
About the year 1736 the weaving of carpets seems to have been established at Kidderminster, a town which had been connected with the weaving of broadcloth and “flowered stuff” from as far back as the reign of Henry VIII. When the art was first introduced, what is now called Scotch or Kidderminster carpet was made on the old hand-loom; the process of weaving was slow and laborious, and required a man and a boy to each loom. In 1745, Mr. Broom started the manufacture of Wilton and Brussels carpets in the town, bringing over weavers from Tournai. In 1772 the number of carpet looms in the town was 250, and the trade extended to other places in the North of England and Scotland. In 1830 there were nearly 1,100 looms in Kidderminster, and a considerable home and foreign trade had been established. A Parliamentary Paper of that date gave the consumption of wool in the weaving of carpets as one twenty-eighth of the whole quantity of wool produced in the Kingdom.
In 1757, Mr. Thomas Moore started the manufacture of carpets in London, and obtained a premium from the Society of Arts for the best imitation of Turkey carpets.
As far back as 1778 there was a trade to some extent at Kilmarnock. The original fabric was the two-ply Scotch or Kidderminster carpet. In 1824, an engineer of Kilmarnock introduced the three-ply Scotch carpet, a fabric of three layers of different colours, each of which is brought to the surface according to design; while about the same time Brussels and Velvet pile were also introduced into Scotland. In 1831, the Trustees for Manufactures in Scotland awarded the prize for four Turkey carpets, the first of that type made in Scotland.
In the last quarter of the eighteenth century the inventions of Arkwright had been applied to the woollen and worsted industries. Boulton and Watts had put their steam engine on a practical footing, while Cartwright had made a power-loom for the weaving of calico, and had also patented a wool-combing machine. In France, Jacquard was perfecting a device which, when adapted to the carpet loom, was to play an important part in the development of the industry.
From the beginning of the nineteenth century, progress, in spite of occasional checks due to general economic conditions, was well maintained; and by the year 1825 the Jacquard mechanism was beginning to replace, both in England and Scotland, the old and complicated harness of the hand-loom. A great increase of trade followed its adoption.
Two other important inventions, which had a great influence in extending the scope of the trade, were developed in the thirties of the last century. The one was the development of the tapestry process of printing and weaving carpets by Mr. Whytock, of Edinburgh and Glasgow. This process enabled a greater range of colours to be used than was previously possible, and also allowed a cheaper fabric to be produced. After initial opposition, the process was developed in Scotland; and finally, about the year 1842, Halifax became the centre of the Tapestry weaving. Firms in other towns were licensed, and the process was so widely taken up that in 1850 there were 1,299 Tapestry hand-looms at work in England and Scotland, as against 2,500 hand Brussels looms. The other notable invention was that of Mr. James Templeton, of Glasgow, who in 1839 patented a novel device for the manufacture of patent Axminster carpets by a two-fold process. This also admitted of a large range of shades. The invention has since been considerably developed, and has contributed largely to the extension of the carpet industry.
From small beginnings, early in the nineteenth century the manufacture of carpets had grown in the course of 50 years to an important industry in the United States, and was well established in Philadelphia and other centres. Both in England and America the most able inventors had turned their attention to the problem of weaving by power. Mr. Collier, who had been successful in weaving linen by power, produced, in conjunction with Messrs. Crossley, of Halifax, a loom for the weaving of Tapestry and Brussels. The problem had, however, been solved by Mr. E. P. Bigelow, in America, and the Bigelow patent was acquired by Messrs. Crossley. The introduction of the power-loom created a great change in the industry. The transition period from hand-weaving to power-weaving was a period of anxiety to manufacturers and of privation to the old hand-loom weavers; but the situation was everywhere faced, and from the first introduction of power-loom weaving ever-increasing quantities of carpets have been woven, both for home consumption and for export. In the seventies of the last century another step forward was the remarkable invention of the Moquette or Royal Axminster loom by Alexander Smith & Sons, of Yonkers, N.Y. This loom was introduced to England by Messrs. Tomkinson & Adam, of Kidderminster; and the invention has caused a still further extension of the carpet trade both at home and abroad.
Carpet manufacture is a complicated matter, and involves the use both of various ingenious machines and of a diversity of materials, such as wool, cotton, jute, twine, oil, paper, wire, colours, size, etc. We need only concern ourselves, however, with the more important of these materials, which are yarns made of wool, in the form of worsted or woollen, which are almost invariably used for the surface of a carpet; and yarns made of other fibres, which are used for warp and weft.
The wool used for carpet yarns is different from that required for either cloth or hosiery. It need not be so fine and soft, but it should be strong, and in the case of worsted yarn, of fairly long staple, while natural lustre adds to the value.
A recent estimate of the sources of wool consumed by the carpet trade allotted 9 per cent. to the British Empire, as much as 40 per cent. to Russia, and the remainder to other countries. Strong British wools, and the coarser stapled fibres from Australia and New Zealand, form the bulk of the first category, while Egyptian and East Indian wools, which are in especial demand for woollen yarns, are responsible for a large proportion of the last.
Of other materials that can be and are used for the surface of carpets, mention should first be made of silk. Hand-tufted carpets are sometimes made of silk both in Asia and in Europe, and beautiful effects are obtained; but the cost on the one hand, and the nature of the yarn on the other militate against its being a very suitable material for a floor covering. Carpets made with a silk pile possess a wonderful sheen, especially if hand-woven, so that the tufts lie over at a considerable angle; but the pile possesses no resilience and suffers more from soiling in wear than a wool-pile carpet of a corresponding quality.
Mohair is used occasionally for hand-tufted carpets with excellent effect, and it is often employed to great advantage in self-coloured hearth rugs, for which there is a regular demand. The extreme stiffness of the fibre and its disinclination to felt, however, cause the yarn to be a rather intractable material for carpet manufacture. It possesses, moreover, the special characteristic of considerable density. In other words, it is heavy for its volume, so that a yarn of a given thickness will weigh much more than a similar yarn of another fibre, with the result that all mohair fabrics are expensive compared with those made of wool or other yarns.
Jute is employed for the surface as well as for the rest of the carpet at Dundee; and horse-hair Brussels carpets are made, which are extremely durable, but somewhat harsh, and not very decorative. Yarn spun from cow-hair is utilised sometimes for the surface of carpets of the Brussels or Dutch type, but perhaps more often for filling warps; while cotton has been tried for the former purpose also, but without very satisfactory results, owing to the lack of resilience in its fibre.
If to the cobbler there is nothing like leather, so to the carpet manufacturer there is nothing like wool. Yarn made of wool seems to be the ideal material for the surface of a carpet. Wool is capable of being spun easily into yarn of any required count or thickness; and such yarn can be dyed to any shade, and woven into any fabric. When woven, it will retain its appearance and stand reasonably hard wear better than most similar textile materials. Its liability to the attacks of moths may be urged; but, after all, carpets are made as much for use as for ornament, and it is well known that the clothes moth only works when he is undisturbed.
Of subsidiary yarns, perhaps cotton is the most important. This is used for a large proportion of the chain warps of all kinds of carpeting. It is also occasionally used for weft, and in its lowest qualities for stuffers.
Flax yarn, more generally known in the trade as linen, is used in considerable quantities, especially as chains for Axminster, and as weft for Wilton and Brussels carpets. Its combined strength and pliancy, coupled with a certain degree of stiffness, make it a most useful fibre. Jute and hemp, having regard to the total production of all kinds of carpet, are probably used in greater quantities than any other yarn. Jute is cheap and strong, and is invaluable as a filling to give weight and handle to a fabric. It has the disadvantage of being liable to decay if it becomes wet, and in this state, if used in too large a proportion, of causing the disintegration of a carpet.
Of other materials that are sometimes used for the backing of carpets, mention must be made of ramie, which has been tried as a substitute for linen yarn, which it resembles a good deal in character, being strong and pliant, but inelastic. The cost, however, has proved to be prohibitive. Various mixtures of jute and wool, or of cotton and wool, have been tried, and have their values as combining weight with resilience.
Paper yarn, though seldom as a matter of fact under its own name, has been tried as a substitute for linen, cotton, and jute, as weft, chain, and stuffer. It can be spun or twisted into a presentable yarn in a variety of counts; and a yarn that will weave and weave well. During the war, owing to their shortage of other fibres, the Germans used considerable quantities of paper yarn for weaving cloths, webbing, harness, equipment, and even carpets, which no doubt served their purposes tolerably well. It was, however, a development pursued rather from necessity than from choice. They had plenty of wood, which we have not; and they lacked the wool, cotton, and jute. Paper yarn cannot seriously compete in price with jute, nor in value with cotton, for use in carpets. It is, moreover, particularly liable to deterioration from dampness.
All worsted and woollen yarns used for the surface of carpets, with the exception of those whereon the colours are printed, as in Tapestry carpets, are dyed; and fast and accurate dyeing is of cardinal importance in carpet manufacture.
Practically all worsted yarns, and some woollen yarns, however, are supplied to carpet manufacturers by the spinners in oil or in grease; that is to say, still impregnated with the oil which has been put into them in the process of spinning. The freeing of the yarn from this oil by washing is a necessary preliminary to dyeing, inasmuch as the presence of oil would prevent the dye liquor permeating the wool fibres.
Scouring is effected by soap and hot water, generally by machines of one type or another. The yarn in skeins is sometimes thrown upon swifts, which revolve over a vat of suds. The skeins are carried through the liquor and well rinsed by the rotation of the swifts. Another method employed is to pass the skeins, tied together in a long chain, through vats in which they are steeped in the suds, and through rollers which squeeze them more or less dry. Or the skeins may travel along a series of aprons, underneath a shower, between rollers, or through bowls of suds. The precise method adopted is not of great importance provided that the scouring solution has full opportunity to operate upon the wool fibres, so that the yarn is delivered ultimately free of oil and of soap. For this reason, a final bath of pure water is desirable.
The solvents principally used are ammonia, alkali, and an alkaline soap of some kind. Cotton-seed oil soap is generally regarded as one of the most suitable.
The scoured yarn is now ready for dyeing, and passes, without being fully dried, to the sticks or frames of the hand-vat or dyeing machine.
The three main considerations to be kept in view in the dyeing of worsted and woollen yarns for carpets are levelness of colour, accuracy of matching, and fastness of colour to light. The second and third are matters which concern the skill of the head dyer and the quality of the dyestuffs which he employs; the first depends upon the handling of the yarn by the operative in the hand vat or dyeing machine; and the essential factor, apart from the proper temperature of the dye-liquor, is motion.
Dyeing by hand, although superseded almost entirely by machine-dyeing, is still employed in some cases, particularly where only small quantities are required. The dye-vat is of wood, and should be a well-made piece of joinery to withstand the wear and tear incidental to its use. Round the bottom on the inside is fitted a tube of copper or some acid-resisting metal, perforated with small holes, through which steam is passed to heat up the water. The head dyer weighs out the dyestuffs estimated to produce a shade a fraction below the required shade, so as to admit of final adjustment after testing. This, of course, applies equally to hand or machine-dyeing. For hand vats, the skeins of scoured yarn are hung on a set of poles, which, when filled, are placed on brackets above the vat. When the dyestuff has been put in, and the water brought to the required temperature, a pair of workmen, each holding one end of the poles, standing on each side, sets them on the edge of the vat and lets the free ends of the skeins sink down into the liquor. When all the poles are in place, the operators start on the pole at one end, and, raising each skein in turn, draw it over a few inches, so that the part which has hitherto remained outside the liquor is now immersed. When the skeins on one stick are finished, that stick is pushed a little way along and the next is treated similarly. When the whole set is done, the operation is repeated. The essence of the treatment is to keep the yarn moving. If the skeins were allowed to remain in the same place, even after the first moving, there would be “stick marks” at the point where the skein rested on the pole, because the liquor would not have had as much access to this place as to the rest of the skeins.
After an hour or so, or when sufficient time has been allowed for the dyestuffs to permeate the yarn fibres, the poles are lifted on to the brackets, and a skein is taken out and submitted to the head dyer for matching. The head dyer will compare it with his standard, and, in the case of dyeing to match a cut-pile or tufted fabric such as Wilton or Axminster, he will probably make a tuft from a thread of the sample skein, so as to compare the shade of the cut ends as well as of the outside of the thread. He will then make the necessary corrections or additions to the dye-bath if the exact shade has not been reached, and the operation will be continued until he is satisfied. The poles are then finally lifted, removed from above the vat to a horse; the yarn is then stripped from the poles and passed to the hydro-extractor prior to going on to the stove or drying machine.
The object of dyeing machines, of course, is to effect the same treatment of the yarn as is done by hand as just described, but in a more expeditious way. A machine can, in fact, do nearly twice as much as a man, and in a more regular manner. That is to say, one man can mind a machine of the same capacity as a hand vat which requires two men; but it is desirable, if not, indeed, necessary, that he should have assistance in loading and unloading.
Given the necessity for keeping the yarn in motion while immersed in the dye liquor, the problem of the designer of dye machines has been to find the most simple and effective way of doing this, keeping in view the need for convenience in preparing the yarn for the bath, dropping it in, and removing it.
Dyeing machines are of two main types: those which move the yarn through the liquor, and those which move the liquor through the yarn. Each type has in common a frame of some kind to carry the dye-sticks on which the yarn is hung; and practically every type of frame is provided with sticks to support the skeins at one or both ends. Of the former and earlier type the movement of the frame carrying the yarn in the liquor may be effected in various ways. The frame in one machine is revolved in the vat upon a circular axis; in another the revolution is combined with a rocking motion; in a third a vertical movement is obtained by means of a hydraulic pump fitted with an automatic reversing mechanism. In each case the problem of moving the yarn in the liquor is complicated by the minor problems of moving the yarn on the sticks so as to avoid stick marks, and of raising and lowering the frame, or of stripping it in position, if irremovable. The former is solved by some worm or ratchet contrivance for automatically turning the dye-sticks, and the latter by cranes or tackle, or, as in one of the makes just mentioned, by a hydraulic pump.
All the machines of this main type have their advantages and disadvantages, as they have their supporters and critics; but there can be little doubt that the balance of opinion among carpet yarn dyers is growing preponderatingly towards the second type of machine; that in which the liquor is moved through the yarn. In this type, the frame carrying the yarn is dropped into the vat, which is then covered with a lid. The liquor is then caused to circulate in a strong stream throughout the vat by propellers fixed at the head. The motion of the propellers can be reversed if desired. If both top and bottom sticks are used in the frame, they are placed at a less distance apart than the length of the skein, so that, the skein being completely immersed, the yarn is carried free of the stick by the flow of the liquor, access is given to all the wool fibres, and the danger of stick marks is avoided. The chief merit of this machine, however, is the considerable economy that is effected in steam consumption by the reduced size of the vat, as well as by the lid. The vat need only be made just large enough to contain the skeins dropped into it, whereas in the other type of machine it must be made large enough to allow for the skeins to be moved about in it. There is, therefore, less water to be heated for a given weight of yarn. The lid avoids loss of heat by radiation, which is inevitable with the open top types.
The chemistry and the science of dyeing worsted and woollen yarns is a subject that can only be dealt with adequately at considerable length. Here a brief reference must suffice.
Wool fibre is a substance similar in nature to horn, with a scaly surface. It is hygroscopic, being capable of taking up a large amount of water compared to its own bulk, and when moistened and heated it tends to soften and swell. These characteristics make wool very susceptible of being dyed. It is said to have an affinity for certain colouring matters, but this phrase serves to cover a want of agreement among chemists, as to whether dyeing is actually of a chemical or a mechanical nature. It is probably both. In any case, wool is easy to dye compared with silk, cotton, or other fibres.
Natural dyestuffs, such as logwood, madder, fustic, cochineal, and indigo, are practically obsolete so far as dyeing for carpet yarns is concerned; and the modern dyer has a large range of aniline and alizarine colours to choose from. As is pretty generally known, the production of dyestuff from coal tar was originally a British invention, but its development passed into the hands of the Germans, upon whom, before the war, the dye consumers of the carpet trade, as of other trades, were very largely dependent. Necessity and enterprise have remedied this deplorable state of affairs, which need never recur. The coal tar dyes now being produced by British dye manufacturers are trustworthy and satisfactory, and they should improve both in quality and quantity as time goes on.
For the purposes of the carpet yarn dyer, at any rate, the anilines and alizarines now obtainable are infinitely preferable to any natural or vegetable dyes, being easier to use, more reliable, and faster to light.
The ordinary method of preparing the dye-bath into which the worsted or woollen yarn is to be dipped in the manner that has been described, is as follows. The water, in which from 2 to 4 per cent. of sulphuric acid and from 5 to 10 per cent. of Glauber’s Salts is mixed, is brought up to about 170°F.; the dyestuff is added, about 1 to 5 per cent., according to the depth of shade required. The percentages are reckoned upon the weight of the yarn to be dyed. The yarn is then entered, and the water is brought to the boil, and kept lightly boiling as long as required to obtain the shade. There are some delicate shades, however, and some sensitive dyestuffs, for which the yarn requires to be entered cool, and the water to be brought slowly to the boil.
The dyed yarn passes from the vat to the hydro-extractor, a large copper pan with perforated sides, which, revolving at a great speed, causes the wet skeins by centrifugal force to press against the circumference and squeeze out a large proportion of the water they contain. The skeins are then taken out, bundled roughly together, and are ready for conveying to the drying room or drying machine.
Drying the yarn can be effected simply by hanging the skeins on poles in a room through which strong currents of air are forced by revolving fans. This method, however, depends too much upon the weather, even if the air is caused to pass over steam-heated coils on entering the room. A better alternative is to expose the yarn hung on poles in a heated chamber. The most certain and satisfactory method, however, is a drying machine of some type, which enables the skeins to be fed into it at one end, to pass through a current of heated air, and to be delivered dry at the other. The factors in this case, the heat of the steam coils and the speed of the machine, are known and can be controlled; so that the dyer can rely upon getting a certain quantity of yarn satisfactorily dried in a certain time. In the ordinary type of machine, the skeins are carried horizontally between two wire aprons; but alternatively they can be carried vertically upon hooks or poles.
The yarn, coloured and dried, is now ready to go to the yarn store, or direct to the winding-room.
The characteristic feature of a carpet, as distinguished from other floor coverings, is the combination of a surface composed almost always of wool with a woven foundation, which may be of various materials.
The main classification of carpets is between those which are made by hand and those which are made by machine; and of both these classes there are many sub-divisions.
Hand-made carpets are the oldest type of the fabric, and, coming from the East, are the historical parents of all modern carpets. This kind of carpet is made to-day in the United Kingdom, on the Continent, and in the East in almost exactly the same manner in which it has been made by the Orientals for several hundred years. The principle is extremely simple. The warp threads, or chain, are wound on two horizontal beams, between which they are stretched vertically. The beams are carried by upright posts on which they can revolve, the space between the posts determining the width of the rug or carpet. The weavers sit side by side in front, the carpet as it is woven being gradually wound on to the lower beam, and the warp correspondingly unwound from the upper beam. The yarn for the pile is cut up into tufts about 2 in. in length, and is knotted round two warp threads, tuft by tuft, according to the paper design, which is attached in front of the weaver. As each row, or part of a row is finished, two weft threads are put in, one in the shed formed between the front and back halves of the chain, and a second in an alternate shed, which is formed by the weaver pulling forward the back half of the chain temporarily in front of the front half. The second weft is put in straight, the first one loose, zig-zag, or vandyked, so as to fill up the back of the carpet, and to avoid the tendency towards lateral contraction. The weft is beaten down into its place by a heavy fork or beater. This interlocking of warp and weft with the tuft forms the weave of the carpet, and has been imitated more or less in all mechanically woven carpet fabrics.
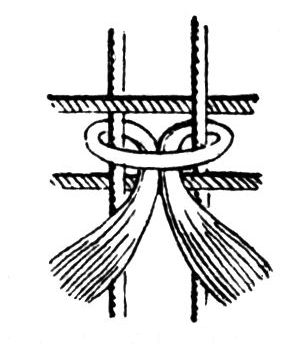
Fig. 1 TURKISH KNOT
There are two different kinds of knot employed, the Ghiordes or Turkish, and the Senne or Persian. In carpets made with the former, the tuft of yarn is knotted round a pair of warp threads in such a manner that the two ends of yarn come between the two warp threads round which the tuft is looped, and consequently two pile ends alternate with every two warp threads. In Persian carpets the tuft is knotted in such a way that one end of the tuft obtrudes between each warp thread. This method of weaving renders possible a closer texture than the Turkish knot; while carpets of suitable design and finer pitch are often woven with a running thread looped round the finger of the weaver, and then cut, instead of by individual tufts. This latter system gives more waste but quicker weaving. With both Turkish and Persian knots the tuft ends do not stand up at right angles to the plane of the fabric, but lie over obliquely towards the starting end of the carpet. This natural slant of the pile, which results in presenting to the eye and the foot of the user of the carpet partly the ends and partly the sides of tufts, is a very characteristic feature of hand-made carpets, and one which cannot be completely imitated by any class of machine-made fabrics.
Another kind of hand weaving is the tapestry method, wherein the weft colours, wound upon wooden needles, are threaded round and between the warp ends, leaving a flat or slightly ribbed surface, not unlike that of an ingrain carpet. The absence of a tufted pile does not make this a luxurious carpet; but it enables a fine pitch to be employed, and the richest and most delicate effects of design and colour to be obtained. Carpets of this type have long been made at Les Gobelins, Paris, Aubusson, and Beauvais, in France, and Tournai, in Belgium. The work is slow and highly skilled, and the product is naturally very expensive.
There is no better kind of carpet than the carpet made by hand; though this is far from implying that all hand-tufted carpets are superior to all machine-made ones. But there is no method of combining the pile with the foundation so good as the knot; and it cannot be completely imitated by the cleverest power-loom invented. The hand-tufted carpet possesses an individuality, even in its faults, which no product of a machine can attain, and which, after all, is an attribute to a work of art. More of the soul of the worker has passed into it than the clashing metal of a power loom will permit to filter into its product.
Hand-made carpets have a further advantage in their adaptability to requirements. A single carpet, for instance, can be made to any specified shape, size, design, colour, and quality. It is possible to produce in one piece carpets of oval, circular, or L-shaped form, or to conform to irregular curves and angles.
Qualities are numerous, but may be said to vary mainly between about 9 and 400 tufts to the square inch. The average European hand-made carpet will not run to more than from 16 to 30.
As regards materials, the tuft yarn will vary from a heavy woollen for coarse pitches to a fine worsted for the closer, while silk is occasionally employed, producing a carpet of greater lustre, but less resiliency.
The Eastern weavers are fond of using woollen of suitable counts for both warp and weft, though a cotton warp is quite common. Flax or linen, however, is more commonly employed by the European maker; and the combination of strength and softness in this material seem to make it almost ideal for the purpose.
European hand-tufted carpets may be considered as upon a different footing from Asiatic. Indeed, the carpet dealer would hardly regard the two—at any rate in pre-war days, would hardly have regarded them—as mutually competitive. The main localities for this branch of the industry are Maffersdorf, in Austria, Holland, Donegal, Carlisle, and Wilton. But, although in each of these places carpets of characteristic Eastern design and colouring are produced, their staple trade has always lain rather along the lines of specialities. They have catered rather for architects, decorators, individuals, or public bodies, who were inspired by some particular idea, and who could afford to pay for it, than for the ordinary consumer. To make standard carpets for stock, unless it were some crimson Yapraks, would be quite exceptional. The reason for this, and the relation of European and Asiatic hand-made carpets will be alluded to later.
At any rate the fact remains, that the European hand-tufted carpet trade, though it has been responsible for some superb productions in a variety of styles—and in this connection due credit must be given to the enemy maker alluded to—yet it never attained a position of importance adequate to its undoubted merits.
It is quite impossible to deal effectively in a limited space with so large a subject as that of Oriental carpets and rugs. Books have been written on the historical and artistic aspects alone. Some brief notes must suffice. It is interesting to recall that the inhabitants of Persia and Asia Minor, who were the earliest makers of carpets, were nomads. They wove their tents, decorated with tribal signs and symbols, and they wove the curtains or kelims for greater comfort and ornament. Rugs and carpets followed in natural sequence. The primary object of these was to cover the raised bank of earth at the end of the tent on which the chief sat. Other rugs and mats were placed round the tent for the use of the family or of visitors. Besides these, there were the prayer rugs for their special purpose, which were carefully stored when not required for use.
When the dwelling-place developed from a tent to a house, a raised seat of honour covered by a rug took the place of the bank of earth; and divans on each side of the room, for which long rugs or runners were required, accommodated the family and callers.
Weaving was, and still is, largely a family affair, in the East. The women and girls sit in front of the loom and work under the supervision of the matriarch. Obviously the degrees of skill employed will vary; and this leads to some of the irregularities in Eastern carpets, which, however, are regarded rather as beauties than as blemishes by the Western buyer.
It is not to be implied, however, that all Oriental carpets are still the product of family or tribal industry. Western methods have penetrated even into the “unchanging East”: organisation of the industry has been set up; and carpet dealers and importers’ syndicates in New York, London, and Paris have their agents in the East, and even control their own factories, to which they send their orders. This may be thought to detract from the romance of the Oriental carpet, but it does not appear to have affected adversely the progress of the industry or the merit of its products; and there is no reason why it should, so long as the Western buyers are men of taste and experience, and do not seek to impose uncongenial ideas upon the Eastern worker, which might tend to the destruction of individuality and local feeling.
It is a common fallacy, that the yarns of Oriental carpets are dyed solely with vegetable dyes, and that those dyes are intrinsically superior to aniline and alizarine dyes, such as are employed for yarns for machine-made fabrics. The latter have been used for many years now by European carpet manufacturers, not because they are cheaper than vegetable dyes, but because they are easier to use, more accurate for matching purposes, and faster to light. There are, of course, good and bad synthetic dyes, but the best are immeasurably superior to dyes made from plants, barks, and berries. This fact has long been recognised by those who control the production of Oriental carpets, for the yarns for which aniline and alizarine dyes are now extensively employed.
The subject of dyeing naturally leads on to that of doctoring or “faking,” which is commonly adopted with a large proportion of Eastern carpets. The object is twofold: to soften the original brightness of the colours, or to give an appearance of age; and to obtain a gloss which the wool does not naturally possess. This is generally done by the collectors or agents, and not by the people who weave the carpets. It is often known by the innocent name of washing, and consists in treating the surface with some chemical such as chlorine water, or glycerine, followed by ironing with a hot iron. It can hardly be supposed that this treatment does not detract to some extent from the life of the carpet; but this consideration appears to be outweighed by that of the more attractive appearance.
It has been stated that it is not an uncommon practice to expose a carpet to use in the bazaar or street with the object of enhancing its commercial value by giving it an artificial appearance of age. It is to be hoped, however, that this very insanitary method of faking is rare; but those who wilfully give preference to a carpet because it is dirty and faded, and apparently old, do not deserve too much sympathy.
There are varieties of Asiatic carpets far too numerous to be mentioned here. They differ widely in origin, design, colour, and quality, each town or district having its characteristic pattern and ornament, which is followed with more or less persistence. The finest carpets, both in pattern and quality, are the Persian, the worst are some of the Indian, which are coarse in texture and devoid of artistic merit. In between are the standard Turkeys, which are in great and steady demand all over Europe.
Reference has been made to the very different position occupied by Asiatic and European, or at any rate British hand-tufted carpets. Practically identical in manufacture, they are in different categories commercially. The Eastern carpet trade is a large one, healthy, well organised, and profitable. The British hand-tufted industry is artificial, and maintains a precarious existence.
It may not be considered quite outside the scope of this chapter to examine the reason for this position. The question is in reality purely an economic one. British hand-tufted carpets cannot be manufactured on a basis of cost that enables them to compete in price with the imported Eastern carpet. The question of design and colour may be ignored for the moment; quality for quality, the domestic product cannot meet its Oriental competitor on equal terms in the market, despite the fact that it comes straight from the manufacturer, while the other has probably had to bear collectors’ and wholesale dealers’ profits.
The reason lies, of course, in the different standard of living. The cost of the raw materials is not substantially different in Great Britain and in Asia Minor. But the British carpet has got to pay for steam-heating, gas and water, and electric light, and a more liberal standard of diet, than suffices the frugal Armenian or Kurd. The women and girls who weave Eastern carpets are not protected by factory inspectors and welfare superintendents.
And the difference in cost of production due to these very different conditions is very considerable; while in view of the increase of wages during the war, and the steadily advancing standard of comfort among British artisans, it seems likely to be even more in the future.
Under these circumstances, it is justifiable to ask whether it is fair and wise to allow this competition to continue. During the war the import of Oriental carpets has been prohibited, and it cannot be claimed that the results have been disastrous. The stock of Oriental carpets existing in the country when the prohibition was initiated has changed hands at steadily increasing prices. In other words, the people who wanted the carpets keenly enough have got them, and have had to pay handsomely for them. Why should not this prohibition, or alternatively a high import duty, be maintained? No one would suffer except the Turk, about whose financial welfare we need not perturb ourselves, and possibly the semi-European middleman and agent. The bona fide dealer in Oriental carpets, located in Great Britain, would be able to convert his capital and his technical knowledge towards the building up of a big British hand-tufted industry; and in a few years we should see in private houses, hotels, and clubs, instead of the Asiatic product, for which our money has been sent out of the country, real British hand-made carpets, which would have been manufactured under ideal conditions, and for good wages. And there is no reason in the world why such carpets should not equal or surpass in quality and artistic merit the finest productions of the East.
Of machine-made carpets, that which naturally demands the first mention is the Brussels carpet, which was the first kind to be woven in this country by the aid of a Jacquard, a pattern-selecting mechanism to which allusion will be made later. Brussels is a loop-pile fabric, consisting of a strong woven foundation, composed of linen, jute, and cotton yarns, together with that portion of the worsted yarn which is not utilised on the surface to form the pattern. The pattern itself is formed on the surface by differently coloured looped threads of worsted yarns.
The character of the fabric lends itself to patterns well-defined in design and colour. The smooth, gently-ribbed surface gives a clean and neat, but not a luxurious effect; and the carpet is generally more suitable for small and medium-sized rooms and simple furnishing schemes, than for bold or ambitious effects. The number of shades available is also limited.
The processes of manufacture are comparatively few and simple.
The yarn is received from the spinner in grease, that is, still containing the oil that was put into the wool for the purpose of spinning, and in skeins. Worsted spinners supply a large variety of counts and twists of yarn for Brussels and Wilton carpets, which need not be particularised. As a normal Brussels yarn we may take 16s, 2 × 3; a thread sharply twisted in the doubling, and loosely in the re-doubling, running about 100 yards to the ounce. The yarn should be spun from wool of a moderately long staple.
In the dye-house it is first scoured, to get rid of the oil, which would interfere with the dyeing, and then dyed. From the dye-vat the yarn is taken to the hydro-extractor, or wince, where a large proportion of the moisture is eliminated by centrifugal force. The skeins of dyed yarn are then dried, either by being hung on poles and exposed to a current of warm air, or by being passed through a mechanical dryer, which normally consists of a large chamber of wood and iron, through which the yarn is carried by an apron, or pair of aprons, while exposed to streams of hot air propelled by fans.
From the drying room or drying machine, the yarn passes to the winding room, to be wound on to bobbins. The winding frame consists of a series of pulleys set on a shaft. Opposite each pulley or drum is a swift on which the skein is adjusted, the end of the yarn from the skein being led on to the body of the empty bobbin, which is held against and rotated by the pulley, the face of the pulley being a little less than the space between the flanges of the bobbin. This bobbin, called the creel bobbin, because it goes into the creel frames of the loom, has a face of 2¾ in. and a flange diameter of 3½ in.
The creel bobbins, each of which when fully wound will contain about 1/3 lb. of yarn, are then taken to the creel frames at the back of the loom. For a best five-frame Brussels carpet, five sets of 256 or 260 bobbins will be required. These five sets are placed in each of the five creel frames, each bobbin being free to revolve slowly on a creel peg, and so release its yarn as required. Each of the 1,280 or 1,300 ends of yarn is led through to the front of the loom, being threaded first individually through an eyelet in the harness, and then, along with the other ends of yarn that belong with it, through a reed of the sley.
The body and back of the carpet is provided for normally by two warp beams, the chain and the stuffer. The chain consists of twice as many ends of cotton as there are reeds in the sley. Thus, if the pitch is 256, there will be 256 reeds, or reed spaces in the 27 in. width of the sley (in practice the sley is made a little wider than the carpet is to be woven); and there will be 512 ends of cotton chain in the same width, two to each reed space. The stuffer beam consists normally of as many ends as there are reed spaces. The stuffer warp is of jute, bump, or cotton yarn.
The object of the chain is to form, in combination with the weft, the woven base of the fabric; all the rest is either surface or back. The weave is effected by the chain ends being threaded through eyelets mounted on two heald-frames or gears, which rise alternately in such a way as to allow the shuttle, carrying the weft, to be shot through the shed or opening thus formed.
The purpose of the stuffer, or dead warp, is merely to give body or weight to the fabric, and it is not essential if there is enough body provided by the rest of the warp. The stuffer ends are also carried on eyelets in a gear frame, but are not divided like the chain, and remain practically in the middle of the fabric.
Both chain and stuffer beams lie between the creel frames and the main part of the loom. Their slow unwinding is operated automatically while the loom is running.
The harness consists of a set of 1,300 cords, carrying the mails or eyelets through which the worsted is threaded, kept taut by a weight at their lower ends, and connected with the Jacquard mechanism above. The Jacquard (the invention of Joseph Marie Jacquard, of Lyons) is an ingenious device for selecting and raising the threads required to form the pattern. The Jacquard principle in various forms is in use throughout the textile trades, and need not be described in detail here. The essential feature of it is the combination of perforated paper or card with needles or pegs in such a way that the blank (or, it may be, the perforation) in the card causes the harness carrying a certain thread, or set of threads, to rise as required.
The operation of the Brussels loom may now be described. The ends of worsted yarn from the creel bobbins having been drawn through the eyes in the harness, and the chain and stuffer ends through the eyes in the healds, all are drawn through the sley in such a way that there will be in each reed-space five ends of worsted, two of cotton chain, and one of stuffer warp. All ends are now made fast to the breast roller at the front of the loom, and kept taut by weighting the warp beams, and by hanging small hooked weights on to each thread of worsted close to the bobbin in the creel frame.
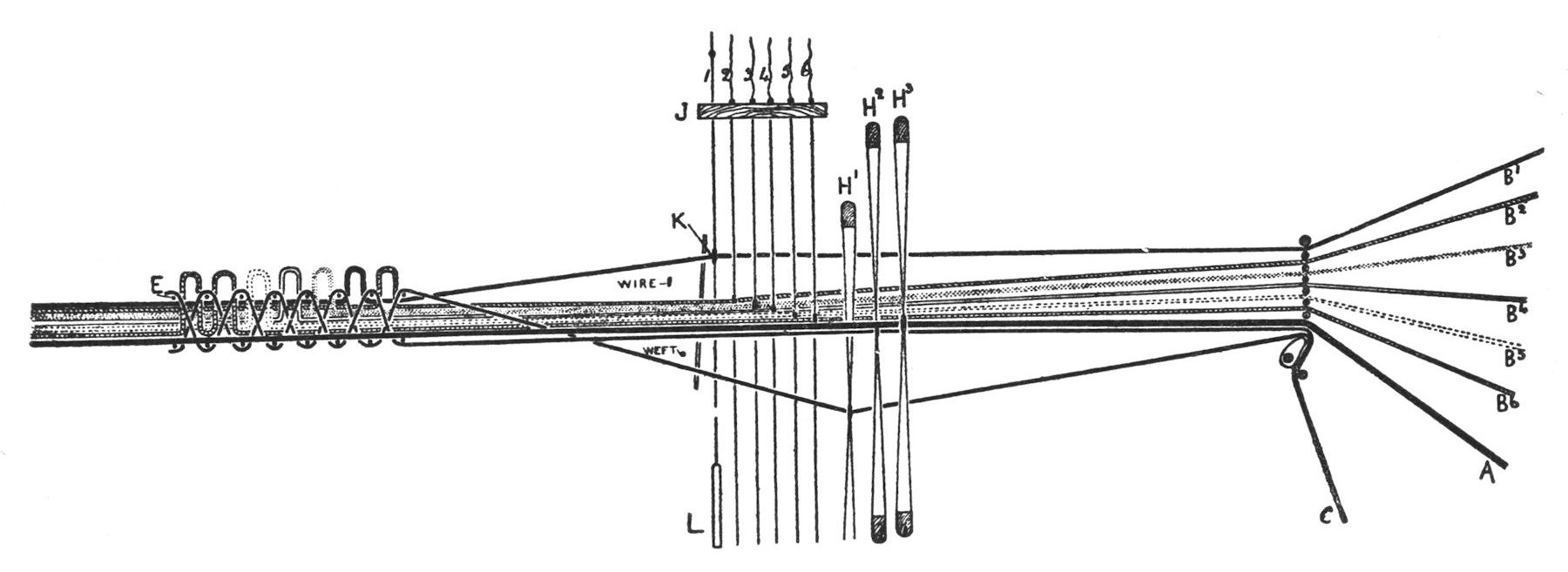
Fig. 2
LONGITUDINAL SECTION THROUGH HEALDS, HARNESS, SLEY, AND FABRIC
A, Stuffer warp; B, Worsted warps; C, Chain; J, Comberboard; K, Mail; L, Lingo; H, Healds; 1 to 6, Harness
When the loom is running, the Jacquard lifts one worsted thread in each reed, thus forming a shed, under which the wire is introduced from the side. Immediately below the wire now lies the body of the fabric, consisting of the four frames of worsted in each course, which are not required to form the pattern, the stuffer warp, and one half of the cotton chain. Below the body of the fabric is a lower shed formed by the other half of the cotton chain, and through this the shuttle passes, carrying the weft, at the same time as the wire is being inserted. Then the lathe, which has been lying back to allow the passing of the shuttle and the entrance of the wire, comes forward with the sley, and beats up the wire and the last shot of weft against the breast-plate of the loom and the last part of the woven fabric. At the same time the Jacquard allows the harness carrying the ends selected for the last lash to drop back on to a level with the others, and the gears carrying the cotton chain begin to change. Next, the lathe goes back again; one half of the chain is brought up to form a shed, under which and over the rest of the threads the shuttle passes back, thus effectively tying in the worsted threads which are looped over the wire. Meanwhile the last wire of the set (of about 30) which has moved forward as the fabric is woven, is drawn out by a hook, and carried back for insertion under the next shed of worsted. A number of wires is used so as to avoid the risk of the loops being pulled flat by the weight on the yarn or the strain of the harness or sley.
Chains and stuffers are generally coloured and sized, the yarn being slowly wound from bobbins or cheeses on a frame or stand, passing through a trough of coloured starching material, over a steam-heated cylinder, or a series of pipes, on to an iron flanged beam. The weft, which is normally of linen yarn, is also generally coloured and sized, and is used whilst still damp. The colouring certainly adds to the appearance of the carpet, and the sizing adds stiffness and handling, though, apart from this, and from the fact that it is expected by the dealer, it is doubtful whether it is of any advantage, except in the cheaper grades, where less yarn is used.
Brussels and Wilton carpets are described as being of five, four, or three frames, according to the number of sets of creel bobbins carrying worsted warp threads. Each frame will generally be composed of threads all of one colour; but an enhanced colour effect is often obtained by one or more of the frames being “planted.” This means that worsted threads of two or more colours are arranged side by side in the same frame in groups, in accordance with the design. If, for instance, the design contains a rose, for the petals of which a frame of pink yarn is to be used, then the colourist or weaver, by a judicious selection and arrangement of bobbins, can add to the colour effect by shading the petals from light to dark; or, again, a flower may be coloured blue in one part of the design and gold in another. Skilfully used, this device makes a three-frame look like a four, or a five-frame like a six, but it must be used with discretion and with due regard to the design, or disfiguring and tell-tale stripes will ensue.
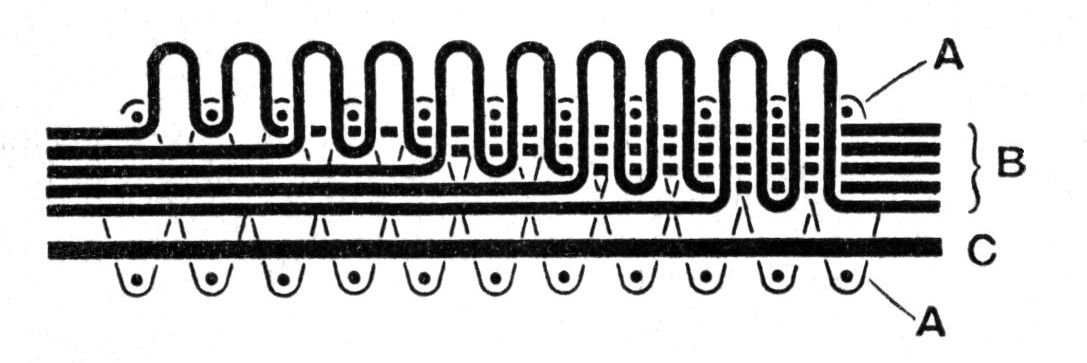
Fig. 3
SECTION OF FIVE-FRAME BRUSSELS CARPET
A A, Chain; B, Pile warp; C, Stuffer warp
Best Brussels has been taken as an example in describing the process of manufacture, but a good many other qualities are, or at least have been, made. Best is 256 pitch, beaten up 9 to the inch, but extra qualities are made up to 11 per inch, which gives an excellently close and even surface. Finer than this in pitch or beat-up it has not been found practicable to go. Lower qualities are made in 236 and 214 pitch, and even down to 180, with beat-ups running down to 6½ or 6 per inch, and a framage of three or two. In the coarsest qualities, however, there is always the tendency to “grin,” that is, for the weft and body of the carpet to be exposed between the loops of the pile, unless the coarseness is compensated by the employment of a thicker pile yarn or a higher wire. This is, in fact, the case with a class of Brussels that has been manufactured extensively by some makers in recent years, where the yarn is spun from low wool or cow-hair, and is a good deal heavier than the ordinary Brussels worsted counts. This fabric is almost entirely confined to plains and stripes, though occasionally two frames are used, and a simple pattern effect produced. It is a good wearing carpet, and suitable for offices and modest purses.
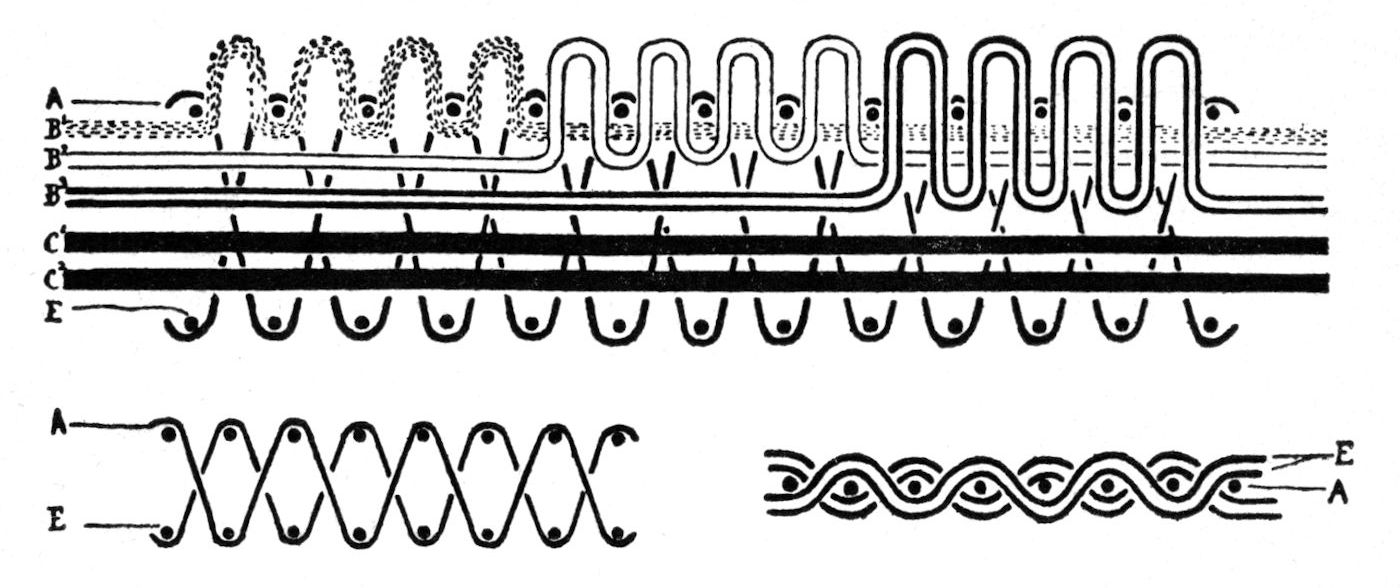
Fig. 4
SECTION OF THREE-FRAME BRUSSELS CARPET
A, Chain; B, Pile warp; C, Stutter warp; E, Weft
The fact is, however, that the demand for all qualities of Brussels carpeting has fallen off steadily during the past few years; and the reasons for this are strong and would seem likely to be permanent. Brussels has suffered from the competition of Axminster on the one hand, and Tapestry on the other. Brussels is, unfortunately, an uneconomic fabric in its manufacture, inasmuch as, in a five-frame for instance, for every length of worsted that appears on the surface, four times as much is hidden in the body of the fabric, and, except in so far as it acts as filling, is wasted. A Tapestry carpet, as will be explained later, avoids this waste, and can therefore be produced with an equally good surface as Brussels, and at a lower cost. We ignore for the moment the characteristic defect of Tapestry carpets.
The cheaper Axminster, again, and to some extent the cheaper Chenille Axminster as well, have largely superseded Brussels, owing to the fact that they can be sold at almost the same price, while offering a more luxurious effect with their cut pile surface and their larger range of colours.
There are some dealers, moreover, who aver that the manufacturers of the cheaper qualities of Brussels have themselves to blame for the decreased demand, because these qualities were not satisfactory in wear, and in particular were liable to “sprout.” Sprouting is the tendency of the loops in the pile of a Brussels carpet to be pulled out through such external agencies as a chair leg, a boot nail, a rubber heel, or the claw of a dog or cat; though, indeed, complaints seem often to have been framed as if on the assumption that sprouting was a natural property of the carpet similar to that of its vegetable namesake. Still, the maker has had to admit that cheaper qualities are more liable to the disease than better ones, and perhaps his best retort has been that he was long borne down in price and pressed to make cheaper qualities, and that those who demand them must not complain too much if they do not get all they expect.
Still, when all is said, with all its limitations, a good Brussels is an excellent carpet. It has a clean surface which does not harbour dust, and if the same can also be said of the Ingrain carpet, Brussels has the extra resiliency afforded by the looped pile. If its colours are few, they are enough to give thousands of effective variations, suitable for almost any kind of design; and the comparative closeness of its pitch makes its patterns neat and adaptable. A well-made Brussels carpet will wear many years.
Reverting to the processes of manufacture, the roll of carpet goes from the loom to the measuring table, where it is measured by hand or machine before passing to the finishing or “picking” room. Here it is first dried by passing over a steam-heated cylinder, or, in some places, by being looped over a series of rails in a warm chamber. Then the back of the carpet is picked; that is, the superfluous material, if any, is removed and defects remedied. The roll is then passed through a shearing machine, provided with a rapidly revolving shaft set with spiral blades, where the surface is brushed and very lightly shorn, to remove loose and projecting fibres. The surface of the carpet then is inspected by the pickers, who mend any faults left from the weaving. Their work is supervised and checked by the passers. At this stage, some manufacturers pass their Brussels carpets, particularly the cheaper qualities, through a pressing machine, in which heavy pressure on the looped pile is exerted by rollers, the object being to obtain better cover, and to prevent grinning. It is questionable, however, whether the process is of any real benefit to the carpet, as it tends to impair the handle of the fabric and the resiliency of the pile. The final stage in the finishing department is the rolling and measuring, which is done mechanically, after which the roll is ticketed, papered, and corded, and passes on its journey to the packing room, carpet room, or warehouse, as the case may be.
A digression seems necessary here on the subject of breadth carpets, Cairo or Chlidema squares. Originally, carpeting was only made in body or filling 27 in. wide, and border 22½ or 18 in. wide, and in rolls or pieces of about 50 yards; and if a bordered carpet was required, 15 ft. by 12 ft., the dealer would cut it up from the pieces, using, say, four breadths of filling each 12 ft. long, and enough border, ½ yd. wide, to go all round, with mitred joints at the corners. There were several objections to this method, which is, of course, still necessarily employed in bordered carpets of unusual sizes. It involves a thick and awkward seam at the mitres, where the border has to be cut and turned under; it is wasteful, as odd-shaped bits of border are bound to be left over; and it is inartistic, inasmuch as the figures in the border never match perfectly at the mitre. Lastly, in Wiltons and in some Axminsters, it causes false shading, because, the pile naturally leaning a little in one direction, and not being perfectly vertical, the border will only tone perfectly with the body on one side of the carpet. On the three other sides the light will strike the pile at a different angle from that at which it strikes the pile of the body, and give a different effect.
In 1863, a carpet was manufactured at Kidderminster for presentation to the late King Edward VII, then Prince of Wales, on the occasion of his marriage. In view of the natural desire to produce an article worthy of the event and of the industry, it was recognised that no trouble and expense should be spared; and a carpet was designed and woven in such a way as to obviate the defects enumerated above. The carpet was exhibited publicly and aroused much admiration.
It is curious, however, to note that it was not until about twenty years later that the new principle began to be generally adopted by carpet manufacturers. The delay in utilising the idea was no doubt due to recognition of the heavy expense involved in additional designing and card stamping, and of the loss of production, and also to the absence of any severe competition from Oriental and other seamless carpets.
The device consisted simply in designing and stamping not two but five parts of the whole carpet: the filling, the border at each side including the corner piece, and the border at top and bottom. When, as is almost invariably the case, the width of the border is less than 27 in., the difference between the width and 27 in. is stamped in body, so that, for example, an outside breadth containing 18 in. of border and 9 in. of body is woven in a 27 in. loom. This breadth, of course, also contains at each end the corner piece, and 9 in. of the end border. The inner breadths of the carpet will have 18 in. of border at each end, and filling in between, woven so as to match on to the filling and border of the breadths on each side. If will be readily seen that in this manner the different breadths of a carpet can be woven consecutively on the same loom, and that a harmonious effect as regards both design and surface can be ensured. (See Figs. 5 and 5A.)
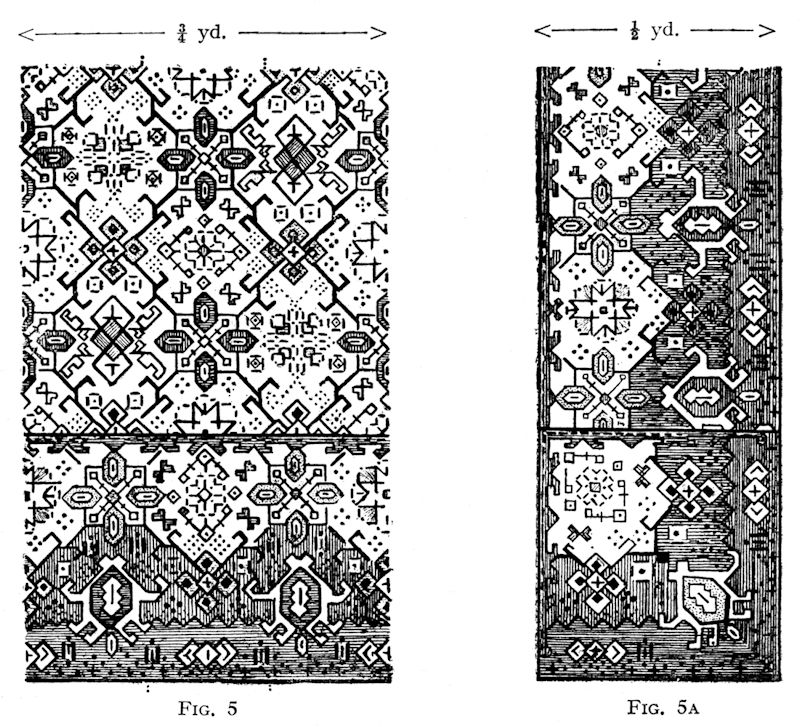
Fig. 5 & 5a CHLIDEMA SQUARE
The system has one or two minor limitations. The width of the carpet must be some multiple of 2 ft. 3 in., and the matching of the side borders with the corner pieces can only be perfect at certain lengths. Again, the line of the seam is not concealed by coinciding with the inner edge of the border; and, finally, these breadth squares are more troublesome and expensive to make and handle at every stage than piece goods. Indeed, manufacturers would be justified in charging a larger difference of price between squares and pieces of the same quality than many of them do.
In spite of the expense and loss of production involved, the device proved on the whole a real boon both to the maker and consumer of carpets, and was sooner or later adopted by practically all manufacturers employing 3-4 wide looms. It placed those who utilised it in a better position to compete with Eastern carpets, and it has thereby contributed in no small degree to the artistic development of the carpet trade. Indeed, it may almost be said to have saved the life of the narrow loom, in view of the remarkable evolution and consequent competition of the wide loom, to which further reference will be made later.
In recent years it has been turned to a notable development in the art of carpet making; the production of medallion breadth squares. This involves the exercise of the greatest ingenuity and skill on the part of the designer, heavy expense in respect of card-cutting, and the greatest care in weaving and finishing. When completed, a medallion square is a triumph of technique. The number of sizes available is obviously limited; but a carpet of each size is absolutely perfect in design, matching everywhere, as well as if made laboriously by hand, instead of being the product of machinery and brains.
Coming back once more to the final stages of finishing, though the roll of carpeting, body, border, or stair, is complete and ready for the market when it is rolled and papered, this is not the case with the breadth square, which has so far been treated in the same way. The square, or series of squares, which are still in a continuous roll, are cut up into their proper lengths, matched, and sorted. They are then passed to the sewing room, to be made up into complete carpets. Hand sewing has been superseded in most factories by mechanical sewing, by hand or electric power, for which Messrs. Singer supply a very efficient machine. In the larger power machine made by this house, the breadths to be sewn together are clipped face to face with flush edges, and stretched in the frame of the machine in such a way that the moving part of the mechanism runs along over the two edges and sews them together. The ends of the carpet, top and bottom, are then turned over and hemmed by hand or machine. The carpet is then fastened to the floor, face downwards, and the seams are damped and then pressed with a heavy heated iron. If these operations have been properly performed, and if the edges of the breadths are good, the seams of the carpet will be barely visible. The carpet is then finished, though some manufacturers prefer to stretch their carpets by attaching them tightly to a frame, and leaving them for some hours.
From the sewing room the carpets pass to the stock room or the packing room.
Wilton carpeting is similar in manufacture in many respects to Brussels. The loom is practically the same for both fabrics, convertible from one to the other without much difficulty or expense. The preparation of yarns for worsted pile, chain, stuffer, and weft is substantially identical, while most of what has been said with regard to weaving and finishing operations applies no less to Brussels than to Wilton.
The essential differences are two—a major and a minor one. In the first place, the loops of worsted yarns are cut, so that the character of the surface is velvety instead of smooth and ribbed. This is effected by the use of a narrow wire ending in a knife blade, which blade stands outside the fabric when the wire is inserted, but severs the loops of worsted when the wire is withdrawn.
The second difference, which, however, does not apply to all grades of Wilton carpet, is that for the sake of holding down the pile more securely, there are three shots of weft to each row of pile, instead of two. This is effected by an adjustment of the gear and harness motions, in such a way that the lash or shed of worsted selected to form the pattern does not rise alternately with the shed of the chain, but once in every three picks of the shuttle or beats of the sley.
The cutting of the yarn, resulting as it does in exposing to view the ends instead of the sides of the wool fibre, gives a richer and softer surface effect both in appearance and in feel, while the treble weft shot makes a better weave and a firmer fabric. Generally also Wilton carpeting is woven closer, with more rows to the inch, than Brussels, which necessitates, incidentally, the use of thinner wires.
The standard best or Super Wilton carpet is 256 pitch, with a beat-up of 10 to the inch, woven with a wire about 3/16 in. high; a linen weft is used, and a stuffer of bump. Five frames of worsted are generally employed. This is an excellent carpet for dining and drawing rooms, theatres, show rooms, and restaurants, and will wear well. Several better qualities are made, however; and the fabric lends itself readily to fine and luxurious effects. Wires are used occasionally as high as 3/8 in. or more.
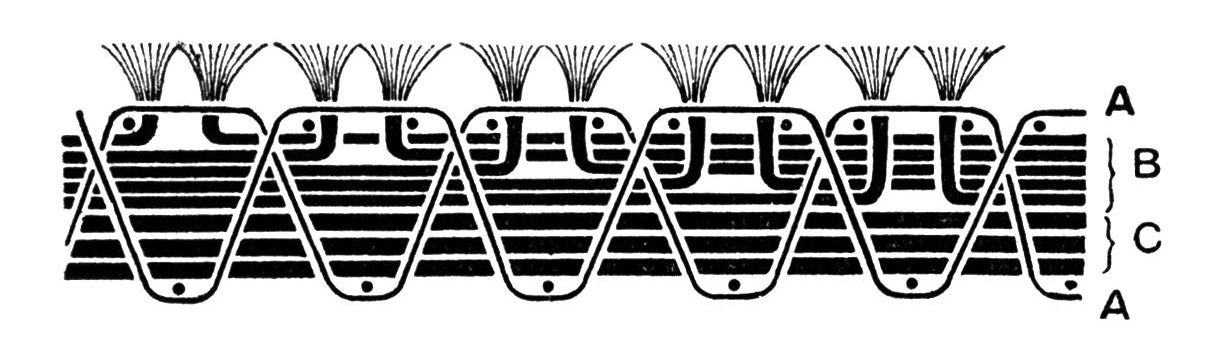
Fig. 6
SECTION OF FIVE-FRAME WILTON
A, Chain; B, Pile warp; C, Stuffer warp
Depth of pile, however, is not the highest desideratum in a Wilton carpet; and the most notable development of recent years in the fabric has been in the direction of a fine, closely woven fabric with no excessive wool surface. These fine Wiltons are made 256 pitch, 12 or 13 shots per inch, and are generally 2-shot, with chain, stuffer, and weft of cotton. Neither depth of pile nor weight is aimed at, but fineness and smoothness of surface and artistic effect; and their great popularity in spite of the present high price seems to indicate that they have justified themselves. At the present time most manufacturers of Wilton produce a fine Wilton quality of this nature.
Among the better qualities of Wilton, mention must be made of Saxonies, the name given to Wiltons woven with a heavy, sharply twisted twofold Saxony worsted yarn, which possesses exceptional wearing qualities.
Below Super Wilton come the medium qualities, made in 236 pitch, 10 to the inch, in five, four, and three frames; artistic and serviceable carpets suitable for studies, bed-rooms, and what may be called general use; while they are also in great demand for Cinema theatres.
The cheaper grades of Wilton are made in 214 pitch with three frames or less. Their manufacture has been limited during the war by the restricted supplies of worsted yarn; and even before that time they suffered from the competition of woollen Wiltons, of which mention will be made. The limitation of colours on the one hand, and the comparative poverty of the fabric on the other, restricted the demand to those for whom the question of price was important; and now that price-cutting has passed away in an era of high values and shortage of material, these qualities are out of favour.
Woollen Wiltons, or Wilton fabrics whose pile is made of a sharply twisted woollen yarn, instead of worsted, require special mention. They are of comparatively recent growth, and probably originated in the effort of the Jacquard loom manufacturer to meet the competition of Imperial Axminster, dating from the time when the price of the latter fabric was round about 4s., and woollen yarn was correspondingly cheap. It was necessarily rather an uphill fight for the Jacquard loom, because the Axminster possessed the initial advantages of a greatly superior range of colours, and of greater economy in manufacture owing to the yarn being all on the surface.
The price of woollen Wiltons therefore had to be appreciably lower, and the qualities cut as much as they would stand. Working on this basis, however, the woollen Wiltons did justify their existence. Made mainly in 214 pitch, with three frames of yarn or less, and beaten up from 8½ to 7½ per inch, they achieved unambitious but ingenious and saleable effects, and if the cover and consequent wear was not all that could have been desired, yet they served a purpose.
But it must not be implied that the only woollen Wiltons were, or are, the cheap grades. The suitability of woollen yarn for use in a Wilton loom to produce a soft and even luxurious fabric with an Oriental effect has long been recognised; and admirable qualities have been woven in 256 and 236 pitch with four or five frames of yarn and with fairly high wires. Indeed, some of these can be regarded as more successfully imitating the Eastern carpet in texture than even the finer worsted Wiltons.
Wilton carpeting lends itself particularly well to single shade effects: plain Wiltons have been woven in a variety of qualities with both worsted and woollen yarn for many years; and, indeed, the demand has shown signs of a steady increase. For those who are content with a single colour on the floor in their scheme of furnishing, and who do not object to the sensitiveness of a plain carpet to “shading,” and, indeed, to the recording of individual footprints, no fabric is better than a plain Wilton. But it should be borne in mind that a plain carpet has that defect. Wool fibre is elastic, but not infinitely so. A plain carpet, however well and carefully woven, cannot be expected to retain its virgin smoothness and level colour for long under wear. Wear on a carpet is never evenly distributed: the feet tread down some places more than others; the pile is depressed unequally, with the result that, in a plain carpet, the light, falling at different angles upon the fibres causes light and dark patches to appear. This is called shading, and is often wrongly attributed to defective manufacture, or to the presence of some foreign substance like oil. Shading actually occurs equally in figured Wiltons; but it is rarely the subject of complaint, simply because it is concealed by the design and colours.
Subject to this limitation, then, plain carpets, and plain Wiltons in particular, are all right for those who like them. The manufacturer does not regard them with great enthusiasm, for, though in some respects they are easier to make than figured goods, yet they are exacting if they are to be turned out perfectly. Moreover, they are more subject to competition, and do not afford scope for artistic skill in design and colour combination.
As has been indicated, Wilton carpeting, like Brussels, has, in comparison with some of its competitors, two main limitations; one economic and one artistic. For every square or tuft of yarn showing on the surface, there are, roughly, from two to four parts uneconomically used in the body of the fabric, and the number of shades that can be used to work one over the other to form the pattern is limited to five, or, exceptionally, to six. These limitations, however, are not serious ones; and the Wilton carpet, in its higher grades, is regarded by many as the best of all machine-made carpets. It is certainly the finest; and closeness of texture, broadly speaking, means both finer effects and better wear. The higher grades of Wilton are made, as has been stated, in pitch and beat-up which give from 95 to 123 points to the square inch; so that in the matter both of texture and of delicacy of design, effects can be produced in Wilton which surpass those of any other carpet fabric, with the exception of the finest Persians.
Axminster carpets, though in point of time a comparatively recent development of the industry, may claim to be, in point of structure, the nearest related of all machine-made fabrics to the Oriental ancestor. The similarity lies in the fact that they are tufted; and the tuft, though inserted in the fabric mechanically, and bound down without being knotted, undoubtedly represents the knotted tuft of the original hand-made carpet. The essential feature of a tufted Axminster carpet is that the tufts are inserted row by row between the warp threads, either before or after being cut off, and are then bound down by the weft, and so woven into the ground of the texture. Each tuft is used on the surface, and forms part of the design; none of the tuft material is hidden away or wasted in the body of the fabric beyond what is needed for attachment to the binding weft.
The Axminster loom was introduced into England from the United States about 1878; and since that time the fabric has developed steadily, with an increasing popularity, which has only been rivalled in recent years by that of the Chenille Axminster. Bradbury, in commenting upon the similarity of Axminster in structure and appearance to the original hand-made carpet, says: “Generally speaking they are far superior to Eastern and hand-made productions, and where price is permitted to enter as a factor, they leave these primitive structures still further in the rear.” This may appear to some an extravagant appreciation; but there can be no difference of opinion as regards the general merits of the fabric. It combines economy in the use of material, and in manufacture, with richness of texture and almost unlimited potentialities of design and colour effect.
As in other carpet fabrics, there are in Axminster plenty of varieties of qualities; but there are comparatively few differences in structure, such differences as exist being mainly matters of pitch, tuft, or method of tufting and binding. The original Axminster quality was called the Royal. This is about 5 per inch in the pitch, and 6 in the beat-up, with a tuft of about 7/8 in. This held the field until 1893, when a strong invasion of the British market by American Axminster, offered at a considerably lower price, caused the Axminster makers of this country to bestir themselves to meet this competition. They did so strenuously; and the result was the production of the quality known as the Imperial Axminster, which had an instant and a lasting success. This was made in a pitch of 7 to the inch, and a beat-up of about 6½, and was put on the market at a moderate price. For many years it held the position of being the critical quality of the whole trade; the standard by which the value of other qualities was measured, and, as has been intimated, it is only of recent years that its position has been challenged by the Chenille Axminster.
At the present time, it would probably be safe to estimate that three-quarters of Axminster manufacturers’ looms are being run on this quality.
The Imperial Axminster quality may, therefore, be taken as typical of the fabric; and a description of how it is made will cover most of the ground, while variations from the standard type can be indicated. The quality itself is made in slightly different ways by different makers, but a normal standard will have the usual double chain, preferably of 2-14 or other linen, but sometimes of cotton, a cotton stuffer, one end to each reed, and a jute weft of about 2 fold 7½ lb. count. The pitch is 189 or 190 in the 3-4 width. Fig. 7 gives a transverse section through the weft of the weave ordinarily employed. In this there are three warps employed, the two chain warps being wound on one beam, and the stuffer warp, which runs straight in the fabric, on another. There are three double shots of weft to each row of tufts. The two halves of the chain warp alternately bind two double shots above, the tuft binding shot and the intermediate, and one below. The effect of this structure is to form a flat back, and also, through the lateral pressure of the intermediate weft upon the tuft weft, under the same warp shed, to give the tuft a distinct inclination out of the vertical, adding thereby to the fabric a point of similarity to the hand-tufted carpet.
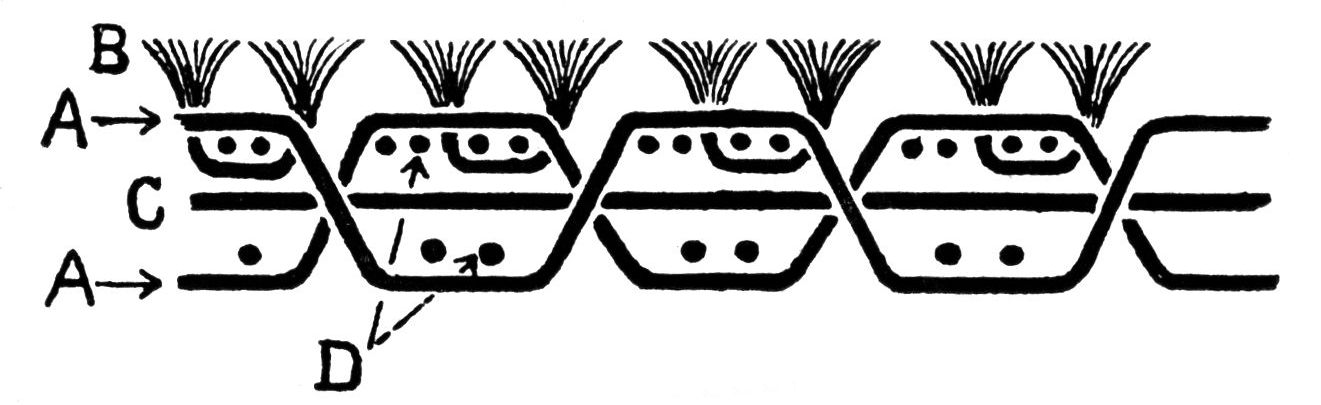
Fig. 7
SECTION OF IMPERIAL AXMINSTER. 3-SHOT
A, Chain; B, Tufts; C, Stuffer warp; D, Double weft
The diagram of another method of weaving this quality is given in Fig. 8.
Three warps are used here again, but as each undergoes a different rate of consumption, they are wound upon three separate beams. The stuffer, as before, runs straight; one chain binds the bottom and the intermediate shots, and the other the tuft shot. In this case, the tuft, equally supported on each side, tends to remain vertical, while the bottom weft, projecting below the tuft weft, gives the back a ribbed appearance.
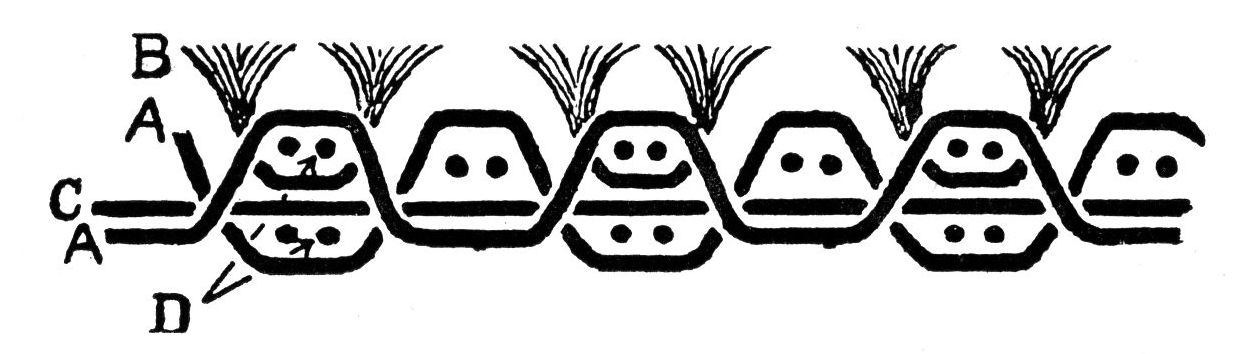
Fig. 8
SECTION OF AXMINSTER. 3-SHOT
A, Chain; B, Tufts; C, Stuffer warp; D, Double weft
Each of these two weaves has its merits. The former gives better cover with its sloping tuft, while the latter claims an increased resiliency and immunity from the shading in made-up carpets, so noticeable with the first-named weave.
Fig. 9 gives other but less usual structures. It may be noted that it is possible to employ jute for the tuft binding and intermediate weft shots, and at the same time a different yarn, preferably of woollen, for the bottom weft, which shows on the back. This serves to make the carpet heavier and more elastic to the tread.
Axminster may to some extent be compared with Tapestry and Chenille, in that it is essentially a two-process fabric; and the pile yarns are arranged so as to form the design before they are put into the loom. The actual method of preparation of the colours is, however, quite different from that employed in either of the other two fabrics.
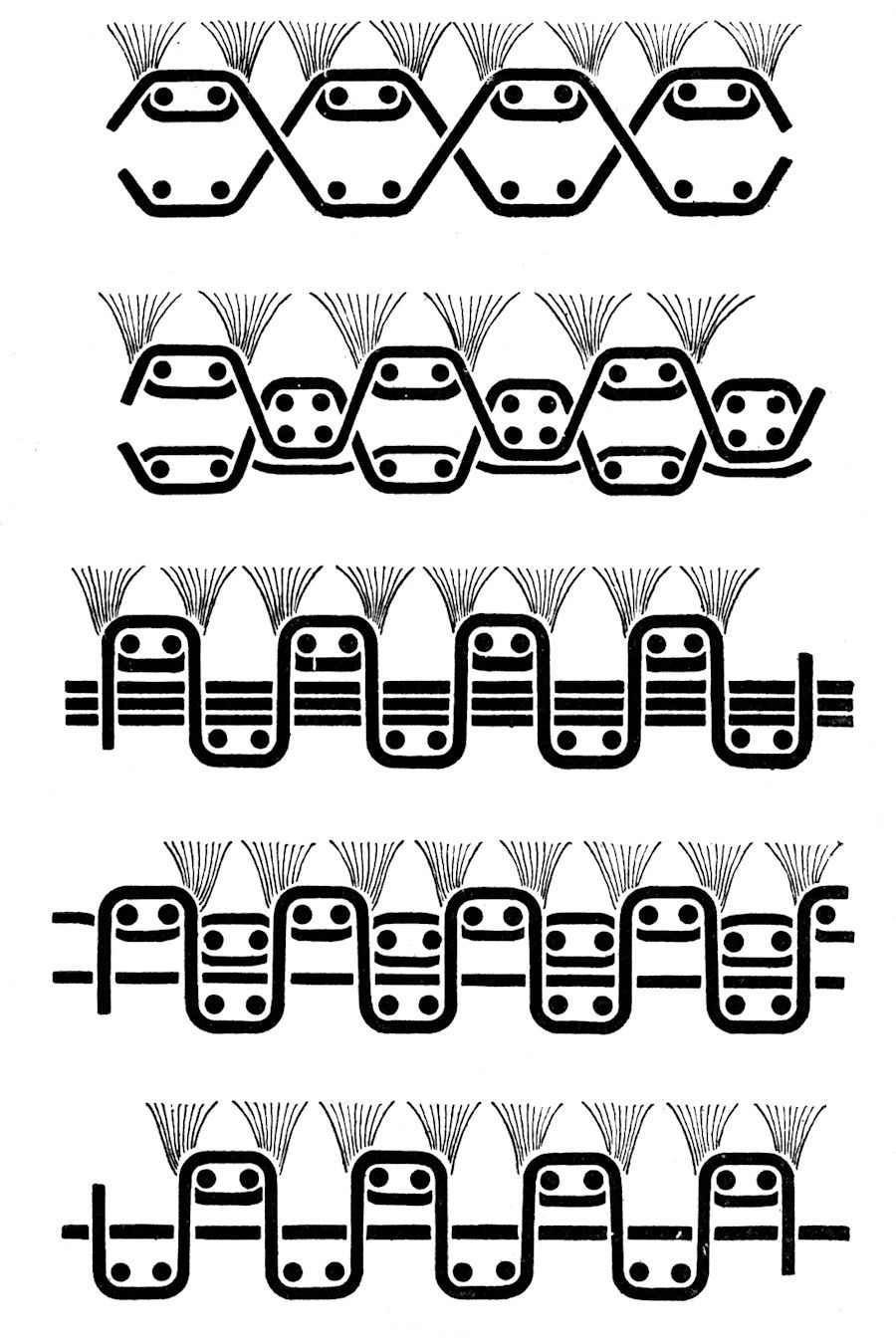
Fig. 9.
SECTIONS OF AXMINSTER WEAVES
The yarn is received from the dye-house in skeins, and is wound on to large bobbins with a 6 in. face. The yarn from these bobbins has then to be wound on to a series of wide spools, the number of which will be the number of the rows of tufts in one complete repeat of the design to be woven, while each spool contains as many ends of yarn as there are squares in the width of the design. This operation is called setting, or sometimes, reeding-in.
The 6 in. bobbins, in number equal to the pitch of the carpet, say, 189 or 190 for the 3-4 width of the typical quality mentioned above, are arranged on a creel frame fitted with horizontal pegs in order corresponding with the colours of the first row of the design. Alternatively, a horizontal frame or table is employed, fitted with vertical pegs for the bobbins. This has the advantage of being more compact and accessible, but the colours are not so easily distinguished. The ends of the yarn from each bobbin are led on to the wide spool, through an open sley, which is opposite to it and equal in width. These ends, suitably tensioned, are then wound on to the wide spool. For a design of average length of repeat, say 1 yd., one full spool will weave about 250 yds. When the spool is full, therefore, the yarns are cut, and fastened down; and as many more spools are filled with the same arrangement of colours as are needed to weave the required quantity. The operators then re-arrange the bobbins in the creel frame in accordance with the second row of the design paper, which is set up in some convenient place for reference, draw them in order through the sley on to the spool, wind a second set of spools, and so on; each spool being numbered with its rotation as soon as filled.
When the spools for the whole of the repeat are wound, whether one or more for each row of tufts, they are passed to women, whose task it is to thread the ends through a series of tin tubes, the number of which corresponds with the number of ends on each spool. The tubes are soldered to a piece of tin, of L-shaped section, which is attached to the tufting carriage. The spools with tubes attached are then placed in the carriages, and are ready to be set up in order in the loom for weaving.
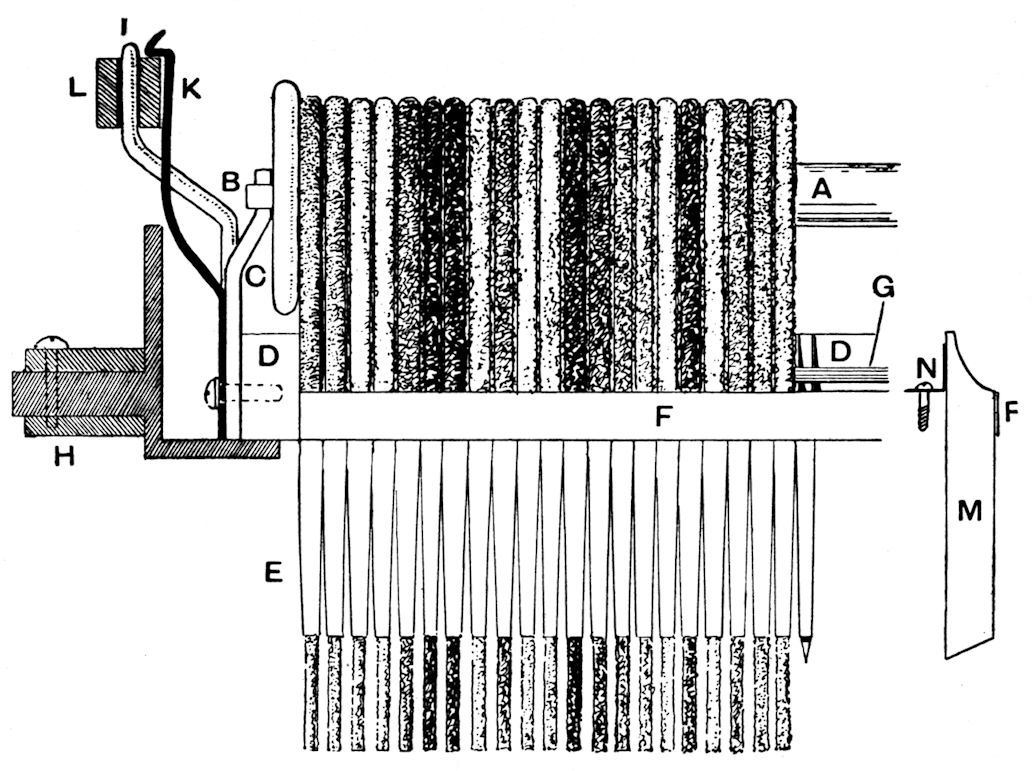
Fig. 10
TUFTING MECHANISM
A, Wide spool; B, Pin; C, Finger; D, Tufting carriage; E, Tubes; soldered at F; G, Guide-bar; H, Transferring arm; I, Finger; K, Spring; L, Link of chain; M, Side view of tube; N, Angle attachment
The tufting carriages are then placed, in the correct rotation so as to form the pattern, upon a pair of endless chains, which are actuated by the driving mechanism of the loom in such a way as to have an intermittent motion so that, when each spool is in position to make its row of tufts, the chains remain at rest long enough for the spool to be removed from them, lowered for the tubes to enter the warp threads; for the tufts to be cut off, and the spool to be replaced on the chains.
Each spool with its set of tubes and carriage, therefore, is so set in the chains that it can be automatically detached at the right moment and brought into position to form its successive line of fur. The mechanism that effects these ingenious movements is too complicated to describe here. It is an object lesson as to what variable and intermittent motions can be produced by combinations of cams, bowls, levers, rods, etc., while it gives the Axminster loom the distinction of being probably the most ingenious of all carpet looms, subject perhaps to that remarkable piece of mechanism, the Jacquard, not being regarded as exclusively part of a carpet loom.
When the spool reaches the lowest point in the path of the double chain which carries it, a few inches above the fell of the cloth, it is nipped by an arm from each side, and conveyed downwards in such a way that the tubes with the ends of the tuft yarns projecting are made to enter the spaces between the upper shed of the chain warp with a slight sweeping movement from the front to the back. This has the result of trailing the ends of the yarn close to the fell of the cloth and the last row of tufts, and leaving a space below the upper shed of the chain, so that the weft-carrying needle is able to insert a double shot above the middle of the exposed lengths of tuft yarn.
The tufting tubes are now lifted out of the shed, and somewhat forward towards the fell of the carpet, so as to double the tuft round the binding shot. At the same time the sley comes forward, presses against the tuft yarns and the weft enclosed by them, and carries them up to the breast comb and the fell of the carpet. With the tuft yarns and the spool in position, another shot of weft is inserted, either with or without a change of the warp shed, as the case may be, to assist in holding fast the row of tufts in the carpet. The tufting carriage and tubes are then lifted high enough to draw off a sufficient length of yarn to form the next row of tufts in the following repeat. The tufts are then cut by the meeting of two broad knives, which come together at the level of the surface of the carpet with a scissor-cutting motion. The spool and carriage are then replaced in the chains, moved one step forward; and the succeeding spool is brought into position.
It may be desirable to mention a different method of inserting the tuft yarn. In this case the spool is detached from the chain and made to descend almost straight, turning about 60° out of the vertical towards the back of the loom just as the tubes enter the warp shed. This has the effect of turning the free ends of the tufts somewhat upwards. The spool is then turned again so that the tubes are vertical, and are brought close against the fell of the cloth. The binding weft is then inserted, and the sley comes forward to carry the tufts up against the breast. At this stage, a toothed comb, made in two parts, one working over the other, comes up from below the breast to turn upwards the loose ends of the pile through the warp, one part of the double comb, called the dummy comb, slipping over the other so as to clear any tufts which might be pulled down on to the back. Then the second binding weft is put in, behind the tufts; and at the same time the tufts are cut. There is another beat-up of the sley, and the bottom weft is inserted. This completes the cycle; the warp chains change; and the process is repeated.
An alternative fashion of cutting to the double scissor or guillotine knives is sometimes employed, a circular knife in front engaging against a fixed straight knife at the back. This system has the advantage that the knives have not to be kept sharp, though they must be very accurately adjusted.
The weft motion is another ingenious piece of mechanism. The weft is inserted in the warp shed by a needle about 5/8 in. in diameter, entering from the right-hand side of the loom. The jute weft is conveyed from a ball, tensioned by suitable springs, and threaded through the eye of the needle. It is obvious that the weft shot must be double, and also that it would not stay in the shed after the withdrawal of the needle, unless it were caught in some way at the left hand of the loom. This is effected by a small shuttle carrying the edge-thread. This shuttle is similar to a sewing machine shuttle, but larger, being about 3 in. long and 1 in. in diameter. It runs backwards and forwards in a semicircular shuttle-race, and is so adjusted that it passes under a notch near the end of the needle, and over a loop of the weft, carrying the edge-thread through the loop, and holding it taut while the needle is receding in such a way as to prevent the weft slipping back, and to make a good selvedge to the carpet. When it is desired to use two different weft threads, the needle has an open eye, or hook near its end, instead of the ordinary eye, and the two wefts in turn are presented to this eye by a rocking eyeletted weft-carrier, so that the needle picks up the weft just before it enters the shed.
There have been other developments of the Axminster principle of inserting tufts into the weave of the fabric, and variations from the method of the wide spool and tubes. Of these, the most successful has been based upon the idea of conveying the cut tufts by means of nippers or grippers into the fell of the cloth. This has been worked in combination with the wide spools, but more satisfactorily in combination with yarn carriers operated by a Jacquard with a differential lift mechanism for selecting the colours.
In this loom, which has been brought to perfection for various qualities, pitches, and widths, in recent years, the pile yarns are wound on to creel bobbins, which are arranged, in much the same way as in Brussels and Wilton, in creel frames behind the loom. A frame of bobbins is a set of bobbins of the same shade, equal in number to the pitch of the loom. The number of frames is limited in practice to about 16, which, however, aided by “planting,” admit of design and colour effects comparable with those obtainable in Royal Axminster.
The yarns are led between guide bars and through perforated plates into the carriers, which are vertical strips of steel or brass grooved back and front and drilled with a series of slots, through which the ends of the yarn pass, being held in position by small springs. The frames of yarn are threaded through the holes in the carriers in order, so that the yarns of the top frame pass through the highest hole in the carrier, the second frame through the second hole, and so on. Viewed from in front, the ends of each frame of yarn will be seen in horizontal lines one above the other in the front grooves of the carriers.
These carriers are connected by cords or wires with a differential lift mechanism, which is actuated by the Jacquard, in such a way that the blank or perforation on the Jacquard card, corresponding with a certain colour, causes the carrier to be lifted until that colour is at the required height.
It can readily be understood that cards perforated in different ways, and presented to the Jacquard at once, can cause the carriers all across the loom to be lifted varying heights in such a way as to show at the required level a horizontal row of thread ends, corresponding to a row across the width of the paper design. The sequence of these rows, of course, forms the pattern.
It remains to cut off the tufts, to lay them in their place at the fell of the cloth, and weave them into the carpet.
There is a set of grippers, in shape very similar to the neck and beak of a bird, mounted on three shafts, and arranged so as to revolve in about a semicircle between the carriers and the fell of the carpet. The Jacquard, having operated so as to present the ends of the required colour in the carriers in a horizontal line, the grippers come up in front of them with open beaks, which are inserted just into the carrier grooves, and then close, nipping the ends of the yarn. The whole of the frame in which the carriers are mounted is then withdrawn away from the points of the grippers a sufficient distance to give the required length of tuft. A flat-toothed comb of hardened steel, of the same pitch as the grippers, carriers, and carpet, drops down with its points between the threads so as to hold them steady, while a travelling knife or set of knives, passing along the face of the comb, severs the tufts. The grippers then descend into the warp threads, laying the tufts against the fell of the carpet; the needle or shuttle passes over them and through the shed, carrying the binding weft, which is beaten up by the open sley, at the same time as the grippers open to release the end of the tuft, and double it upwards. Two other shots are inserted, while the grippers move in their semicircular path upwards to seize the next row of tufts, and again downwards to lay them in place.
The advantages claimed for this very ingenious method of Axminster weaving are: that the preparatory processes are considerably simpler than with the Royal and Crompton patents; that the quantity of any pattern to be woven can be better controlled; and that it involves less waste. There is no disadvantage in the weaving of a small quantity, if required, as 1 yard or 500 can be woven equally well; and the yarn left over at the end of an order can be cut off at the back of the carriers with a minimum of waste, and stored conveniently on creel bobbins. The cutting mechanism is also so good, that the surface waste is reduced to a negligible quantity, and a minimum of shearing and finishing is required.
However this may be, it is noteworthy that the principle has been applied with complete success to looms for weaving wide seamless carpets, where the gripper mechanism, though necessarily heavy, has probably a distinct advantage over the wide spool and tubes.
Axminster, like other carpet fabrics, has tended to develop in the direction of wide seamless goods; and this is a tendency that will be worth watching, leading as it does towards the evolution of the ideal carpet—a machine-made knotted fabric. Ideal, that is to say, in the sense that the knotting of a tuft on to a groundwork of warp and weft is the best way of putting a carpet together, and having regard for the facts that we live in a mechanical age; that we cannot afford time or money to make our own carpets by hand; and that we ought not to buy foreign hand-made carpets. Experiments in mechanically knotted carpets have continually been made, and definite progress has been won in recent years; but the technical difficulties are considerable, and it will be interesting to see whether a carpet of so exceptional a weave can be put on the market, except at a price comparable only with that of a hand-tufted fabric. Meanwhile, the seamless tufted Axminster, as it is now made in two or three forms, with tufts as securely fastened for all practical purposes into the body of the fabric as if they were knotted, holds the field as the nearest approach to the ideal, and is deserving of a far larger measure of support from the British consumer that it has enjoyed hitherto.
Chenille Axminster carpeting possesses one or two features which differentiate it sharply from other kinds of carpet. It is the product of two distinct processes: the formation of the chenille fur, and the weaving of that fur, which is the weft, into a carpet. It is, in fact, about the only cut-pile carpet fabric in which the pattern is distinctively formed by the weft; for in almost all other makes the weft only performs the function of combining with the chain to form the woven fabric.
Taking first the manufacture of the fur, the dyed yarn, which is normally a single woollen, about 55 yards per ounce, is wound on cops which fit inside the shuttles for the weft looms. Before starting to weave, the weaver will have a supply of cops of all the colours required in the carpet. The paper design will show full size, the whole of the pattern, filling and border, that repeats, in the colours that are to be used. The design is cut up horizontally into strips two squares wide; and the weaver works by this paper strip, which is attached to the fabric in its length, inserting and changing the shuttles carrying yarn of various colours. The warp of the loom consists of sets of ends of fine cotton at intervals of about ½ in. Thus the woven fabric consists of a woollen weft of various colours held together at intervals by a fine cotton warp.
The pitch of the warp varies, of course, according to the character and quality of the fur to be made, the scales, indicating the number of sets of warp threads to the yard, being, normally, either 28, 38, 56, 76, or 112. On an ordinary weft loom, making a fabric 42 in. wide, on a 76 scale, there will be 88 strips, which will make two repeats of a certain portion, say 4½ in. long, of 44 carpets. The average length of the woven strip is about 48 yards.
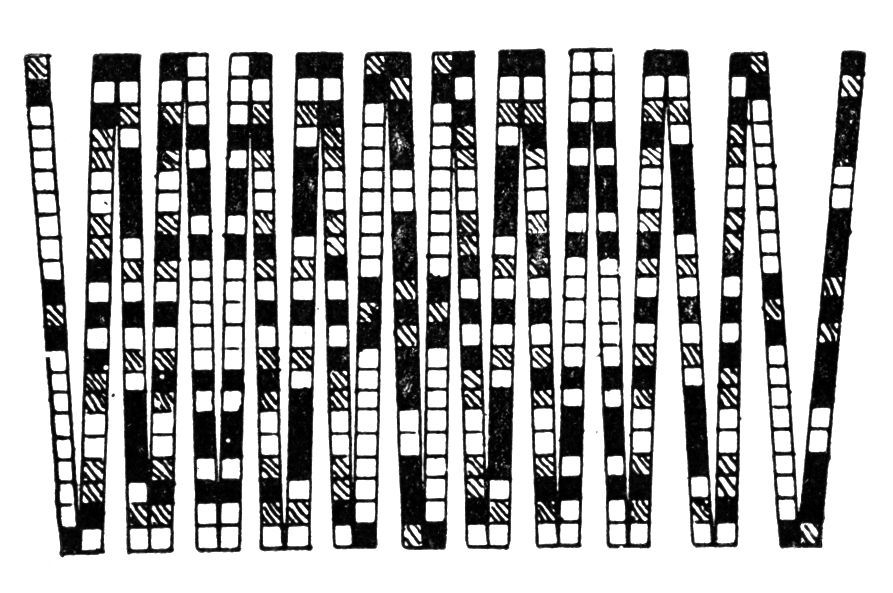
Fig. 11
CHENILLE DESIGN PAPER CUT UP
The weaver has to insert by hand the shuttle carrying the required colour to match the square or squares on the painted strip of design paper, count the number of shots needed, stop the loom, change the shuttle and re-start the loom; so that it will be seen that quickness of eye and dexterity are required.
A mechanical device has been invented for changing the shuttles; but it is not automatic, and does not appear to present any distinct advantage over the method of changing by hand; and it can only be employed with a limited number of colours.
The fabric is beaten up from 12 to 20 shots per inch, according to the quality of the fur required; but the closer beats up are only suitable for worsted yarn.
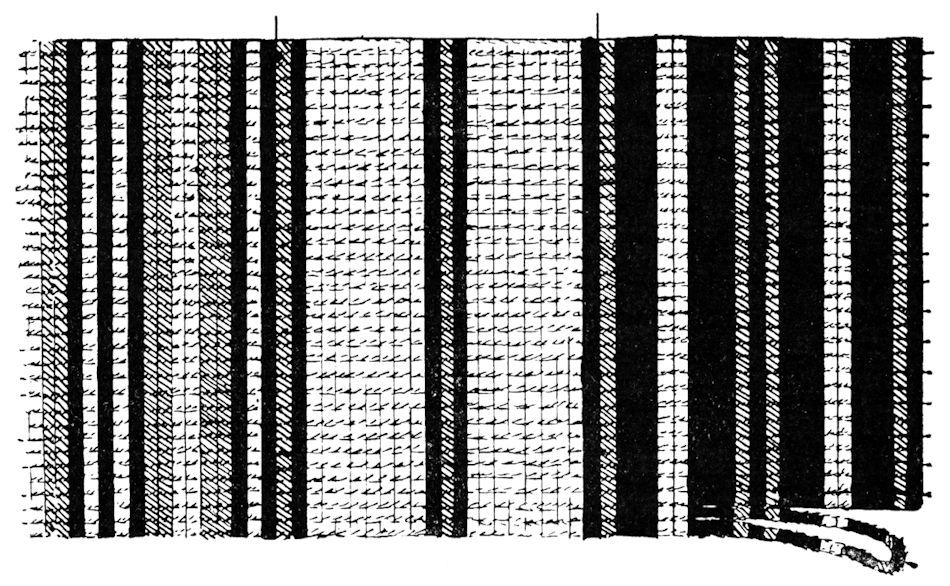
Fig. 12
CHENILLE CLOTH
The next process is the fur-cutting. The roll of cloth with its horizontal stripes is taken to the cutting machine, where it is cut into strips by a series of knives set upon a revolving cylinder, and spaced so that they sever the woollen weft-threads as the fabric passes over the cutting bed, and leave the independent strips of fur held together by the fine cotton warp.
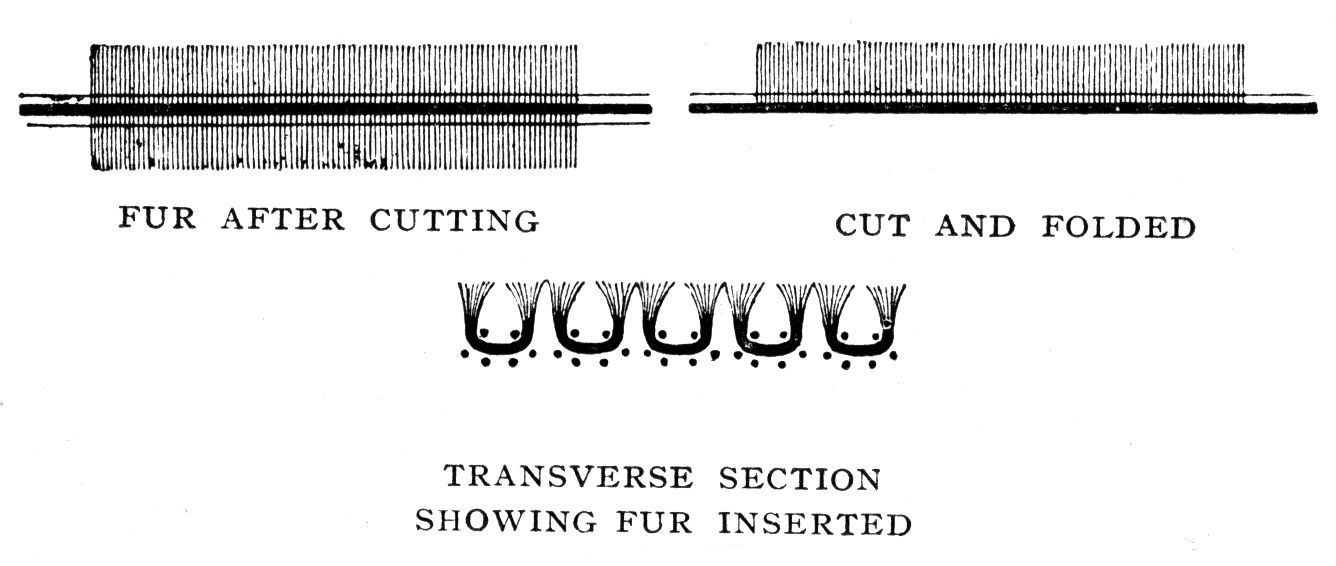
Fig. 13
FUR AFTER CUTTING. CUT AND FOLDED.
TRANSVERSE SECTION SHOWING FUR INSERTED
Immediately after being cut free, these strips of fur pass over a jet of steam and a steam-heated cylinder, whose surface is formed with a series of V-shaped grooves. This has the result of folding upwards the cut ends of the woollen yarn, and giving a permanent V-shape in section to the fur. The object of this is that when the fur comes to be woven, its pile shall all be turned in one direction. The damping of the fur just before the grooved cylinder is sometimes effected by rollers revolving in a trough filled with water.
The newly formed fur is then reeled off into individual skeins. It is marked both with its pattern number and series number, and sorted into its proper sets.
For a carpet 9 ft. wide beaten up 4 shots per inch, it will be seen that each inch in the length of the carpet will require no less than 12 yards of fur weft, so that a strip of fur 48 yards long will only weave 4 inches; and if the repeat of a design be a yard long, 9 series of fur strips will be needed. The fur strips are, therefore, sorted into their sets and numbered from 1 to 9 for a 1 yard repeat, or as the case may be; and are stored in bundles of skeins until required.
We now come to the second part of Chenille manufacture, the weaving up of the fur into the carpet. This is done on a setting loom, which may be regarded for the present purpose as normally of a width of 9 ft. or upwards. This is not saying that Chenille is not woven in narrower widths, for Chenille is woven in pieces 27 in. and 36 in. wide, and a very large business is done in rugs of various widths between about the same limits.
When a carpet is ordered, the fur in bundles of skeins is handed out to the cop-winder, whose duty it is to wind the skeins on to cops for use in the setting loom, and to serve them to the weavers in their proper order. Cops are always the same size, but the length of carpet that a cop will weave depends, of course, on the width of the carpet.
The setting loom is prepared for work by the threading of ends of warp from various beams through eyelets carried on gear frames, in much the same way as in a Brussels or Wilton loom. Indeed, this principle is common to all woven fabrics, varying only in its application, that is to say, in the number and arrangement of the warp beams, the yarn employed, and the pitch.
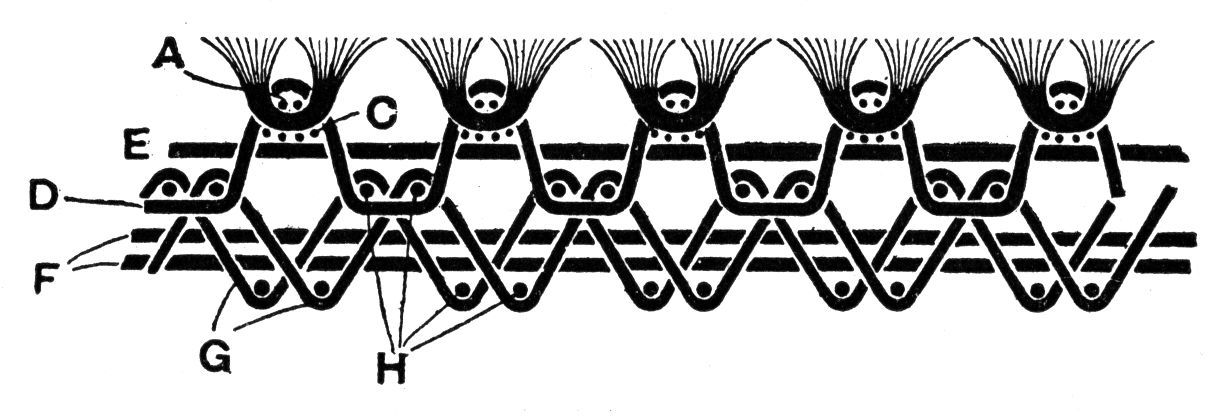
Fig. 14
SECTION OF CHENILLE AXMINSTER
| A, | Chenille fur |
| C, | Fur wefts |
| D, | Catcher warp |
| E, | Float warp |
| F, | Stuffer warp |
| G, | Chain |
| H, | Filling weft |
In a typical Chenille carpet, such as that which is beaten up 4 to the inch, as above mentioned, the pitch of the design will be 12 or 13 per inch (the beat-up of the weft), and of the sley 7, though, indeed, the latter is arbitrary, and need bear no relation to the fur. There will be three warp beams, the catcher beam, the chain beam, and the stuffer beam. A fourth is often added, called the float. The catcher warp consists of fine cotton, coloured in some neutral shade, so as to be as nearly invisible as possible, its function being merely to hold down the fur weft when it is inserted into the fabric. The chain, or ground warp, which is generally of jute yarn, is double, and is threaded on to two gears, which rise and fall alternately as in Brussels. The stuffer or dead warp, also of jute, runs straight into the fabric, and gives it substance.
For a 3½ or 4 per inch Chenille carpet, of average quality, two shuttles will be used, one carrying the jute binding weft, and the other the fur. There are four picks of jute weft to one of fur, and at the end of the fifth pick the loom stops automatically with the chain and stuffer horizontal, and the catcher warp forming a shed, under which the fur has just been carried. The weavers, two to each wide loom, will then set the fur, taking care that it matches correctly against the last fur shot, and that the pile points upwards. They will also lightly comb up the fur, so that it beds against the last shot, and the catcher threads settle down neatly through the pile. This done, the loom is re-started: the first beat of the sley pushes the fur shot home, and the next four jute shots are put in.
For closer weaves than 4 per inch, two jute weft shots may suffice, while heavy woollen-backed carpets are produced by the employment of a shuttle carrying a woollen weft.
In the case of heavy-backed carpets, the double shed is usually employed, the adjoining chain ends rising alternately, so that they show on the back in diagonal lines.
The object of a float warp, which rises a little above the level of the stuffer warp just when the fur shot is being woven, is to support the fur shot, and give a fuller and more level effect to the carpet.
There is another method of inserting the weft adopted in looms of a different make, whereby it is carried between the catcher and the other gears by a travelling arm, which leads the fur from a basket or can in which it is placed loose. This has the advantage of enabling a long length of fur to be woven, while it also avoids the crushing of the fur which results from its being wound on to a cop. With this method the catcher beam is placed high up in the middle of the loom, and the sley is made of stronger reeds, open at the top to allow the catcher warp ends to descend between them.
From the loom the complete carpet passes to the finishing room, where it is picked back and front, brushed, steamed, combed, and shorn; all these processes tending to fill out and level the surface. It is then passed or examined for any defects that may have escaped notice in the first mending. The ends of the carpet, which are woven without fur, are turned over and hemmed, preferably by machine. The carpet is then subjected to a final scrutiny before being swept, rolled, and dispatched to the packing room or warehouse.
As has been intimated, considerable variety of quality can be obtained in Chenille Axminster by altering the pitch and thickness of the fur in the weft loom, or the beat-up in the setting loom. In practice, however, competition has centred mainly round two standards of quality: one about 12 shots of yarn per inch in the fur, by 3½ or 4 per inch beat-up in the setting loom; and the other about 14 in the fur and 5 in the setting loom. Extra qualities, however, are also largely made, and heavy fabrics which give an excellent imitation of some Oriental carpets.
Chenille carpets have increased enormously in popularity during the past few years; and the cheaper quality may be considered to have challenged even Imperial Axminster in the consumer’s favour, and almost to have become the critical fabric of the industry. The reason for this is not far to seek. The taste of carpet users all over the world has tended in recent times more and more in the direction of seamless carpets; while the demand for piece goods, in body and border, has correspondingly declined. The evolution of the Chlidema square, woven in 27 in. breadths with a border matching all round, has been to some extent the cause of the loss of the piece goods trade; and it succeeded in retaining the business, though in smaller bulk, for the 3-4 yd. looms, both in Brussels and Wilton, and later, in a less degree, for tufted Axminster. But the breadth square has had to give way before the seamless square, and in particular before the seamless Chenille Axminster square. The cheap Chenille fabric possesses several marked advantages over Brussels and Wilton, Tapestry, and even over, tufted Axminster breadth squares. It is without seam; it gives a comparatively luxurious surface with the absolute minimum of wool; and it is practically unlimited in colour. Further, the looms are not expensive to erect and run, and in this respect the Chenille square has an initial advantage over the seamless Wilton or tufted Axminster carpets, which necessitate costly and complicated machinery. On the other hand, it has its disadvantages. It is not made in a fineness of pitch which admits of effects of design obtainable readily in Wilton or even in tufted Axminster, while, however skilful the setting may be, there is an inherent tendency to irregularity in the pattern, which is apt to offend the critical eye. Further, in the cheaper qualities, which form the great bulk of the sale, the wearing qualities do not compare favourably with those of, say, Imperial Axminster. These disadvantages, however, do not deter that numerous class of consumers which demands an attractive carpet at a moderate price.
Tapestry is a fabric made alternatively with a looped pile or a cut pile, which possesses a close affinity to Brussels and Wilton respectively, in its appearance and texture. In its method of manufacture, however, it has something in common with Chenille, inasmuch as it is essentially a two-process fabric, while the pattern is wholly in the surface, and is the direct result of the preliminary and not of the weaving process. No Jacquard is used.
In comparison with its nearest competitors, Brussels and Wilton, Tapestry is simple in construction, and economical in the quantity of pile yarn consumed, as there is only one pile warp-thread carrying the pattern, as against four or five threads in the two fabrics named. It also has the advantage of a practically unlimited range of colours. On the other hand, Tapestry is expensive in the preparatory processes, and requires a high degree of technical knowledge and skill.
The underlying principle of the fabric, which was invented by Mr. Richard Whytock, of Edinburgh, in 1852, is the attainment of the economy of using one frame of worsted yarn by printing or painting the pattern on the threads, instead of using five frames, each of a different colour. Several methods have been tried for printing the pattern on the warp, such as printing upon the surface either white or dyed, after weaving; printing the warp threads collectively before weaving; and printing the warp threads individually. In the two last named cases the design or part of the design has to be printed in an elongated form to allow for the reduction caused by the insertion of the wires in weaving.
Modern Tapestry manufacture, however, has practically concentrated upon the last-named method; so that the others can be disregarded for the present purpose.
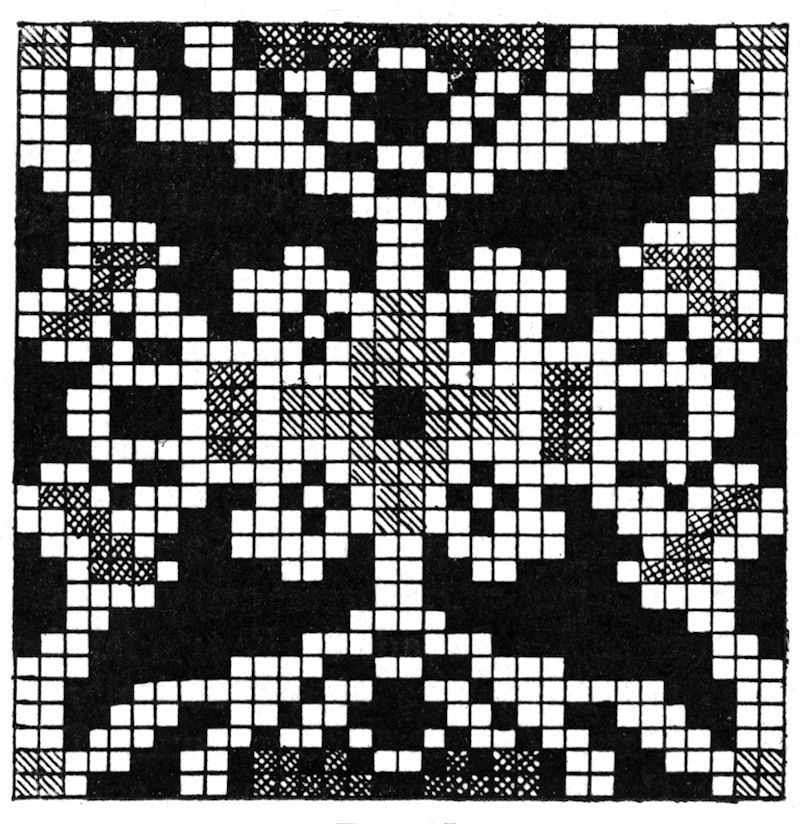
Fig. 15
DESIGN OF TAPESTRY CARPET
In common with other carpet fabrics, the design for a Tapestry carpet must be put upon squared paper, which is preferably, at least, of the actual size. There is no limitation of colour beyond that imposed by considerations of taste and of expense. The pitch of the carpet varies from 7 to 9 per inch, and the beat-up about the same; but the average quality is about 8 each way.
The design having been prepared, it passes to the printers, who are responsible for colouring the yarns in such a way that they can be assembled ready for producing the correct pattern in the weaving. As the warp carries the whole of the pattern, and the different colours of the design are printed on the warp threads, the design must be read lengthwise. Each square on the design paper represents a loop of the warp in the woven carpet.
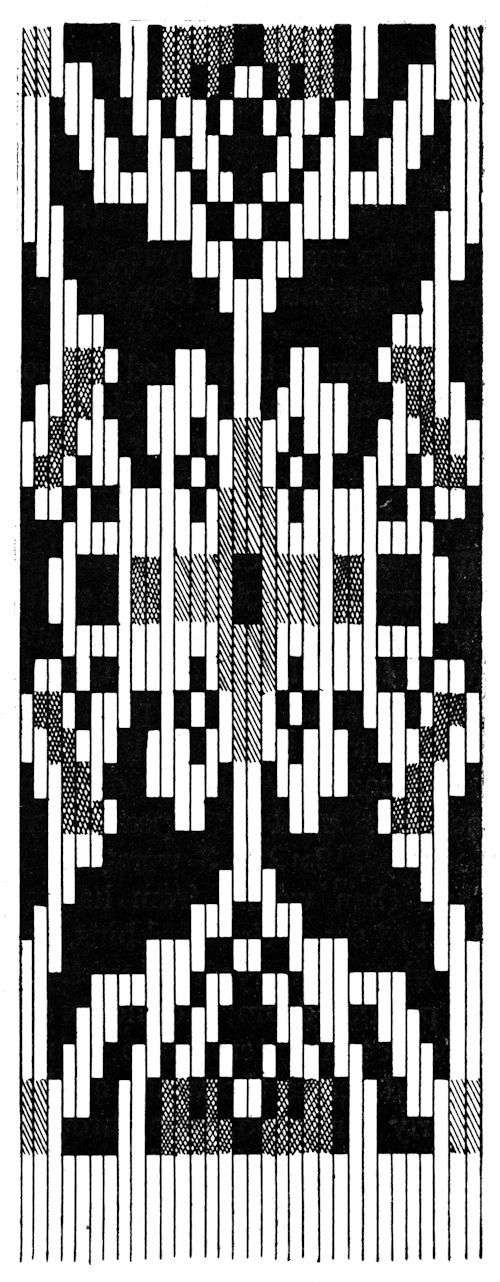
Fig. 16
DESIGN IN FIG. 15 ELONGATED AS PRINTED
The length of colour to be printed on the warp thread must, of course, bear an accurate relation to the height of the wire used and the number of wires per inch. This is a matter of calculation. The length of yarn consumed in 1 inch is determined. This length, divided by the number of wires, or loops per inch, gives the length of warp yarn to be coloured for each wire. Thus, for a carpet of nine wires to the inch, 3 inches of warp yarn are required for each inch of the carpet. The length of each unit of colour to be printed is, therefore, 1/3 in. The mechanism of the printing drum is adjusted accordingly, and can be varied for different qualities.
The normal yarn used in Tapestry varies in count from 10s 2 × 2 to 16s 2 × 3 worsted. It is scoured and dried, and then wound from hanks on to large bobbins. A set of six of these bobbins, or more or less, filled with the white yarn, is placed vertically on a stand in front of the printing drum; and the six ends of worsted are attached at equal intervals to a triple thread of worsted stretched across the width of the drum. The threads, properly tensioned, pass through guides, and are wound on to the face of the drum, the guides being mounted on a rod which is slowly moved laterally in such a manner that the threads are laid side by side on the surface of the drum. The revolution of the drum continues until the whole face is covered, or until the required length of yarn has been wound. In the latter case, fewer bobbins are put on, and the drum is left partly uncovered. To fill a drum of ordinary size, then, there will be required 1,176 threads, which will be obtained from 196 revolutions. Each of the six divisions is called a hank, and is tied separately. Whatever the number of threads and length of the hank, the whole length of the yarn on the drum represents one warp thread only.
The printing drum is a large roller constructed with a wooden or tin face supported upon an iron frame and spokes, the central shaft and external mechanism being carried upon iron framework. Drums are of various sizes, varying in circumference from 12 ft. 6 in. to 40 ft., and in width of face from 18 in. to 72 in., capable of carrying from 700 to 1,200 threads side by side. The most usual width is 30 in. The size of drums is reckoned by the number of “scrolls” or “types,” that is, lines of colour, they will carry. These are commonly 216, 324, 432, 648, 864, or 1,072 scrolls; but an average size is 648.
An essential part of the drum is the double row of teeth cut on a metal edge attached to one of the outer rims of the drum. These are called indices and are of different pitch, say 648 and 432, corresponding to one or other of the scrolls. Each tooth is numbered consecutively, all round the rim; and the indices represent the total number of scrolls which can be printed, since the pitch of each tooth permits the drum to revolve just the width of the scroll pulley. A pawl or scotcher is arranged so as to engage in each tooth and stop the drum when required. Before printing, the drum is covered with strips of oilcloth, which are removable.
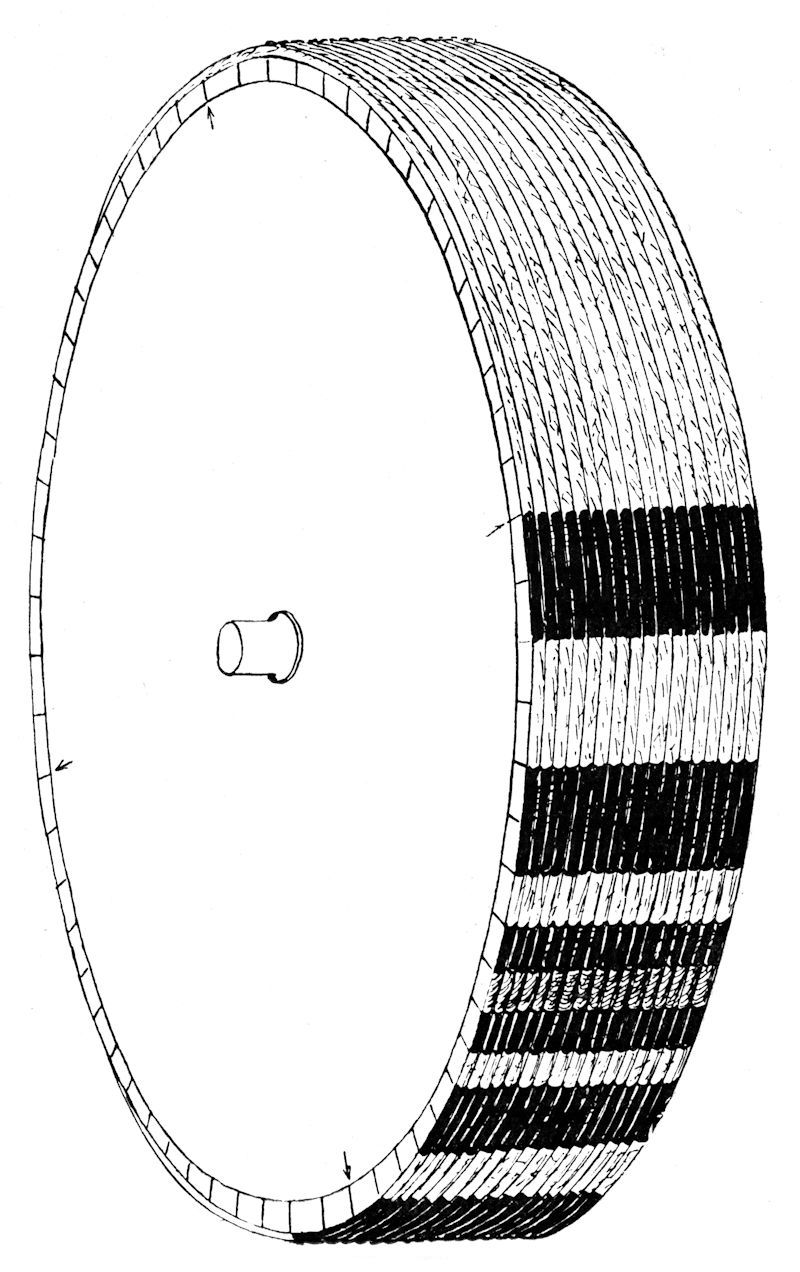
Fig. 17
PRINTING DRUM, COVERED WITH YARN, PARTLY COLOURED
The actual printing or painting of the yarn is effected by means of the scroll pulley, which revolves in a box The arrows show where the repeats begin containing the colour, the whole being borne by a carriage running on rails across the width of the drum at the bottom of the frame. The colours are made up by an expert colourist to match the required shades, and by the admixture of flour and water are brought to the necessary consistency, which is about that of a thin paste, so that the colouring matter is dense enough to adhere, but liquid enough to penetrate the yarn fibres. In the carriage, the colour roller, which revolves in the colour, is supported by springs which tend to give it elasticity and keep it up against the face of the drum. The carriage is drawn across the drum by a rope which is mechanically actuated, and, of course, harmonises with the revolution of the drum. At the end of each traverse of the colour carriage there is a pause, which gives the printer time to change the pawl into the new tooth of the index at which it is required.
The printer is guided in his selection of colours for each scroll that he prints by the “scale board” and the “design board.”
Scale boards vary according to the pitch of the design paper, and according to the length of the design, and the number of times in which a design repeats in one revolution of the printing drum. Thus, for a design on squared paper running seven per inch in its length, the scale board is marked into divisions of seven to the inch throughout its length, so as to correspond with the horizontal divisions on the design paper. Supposing a design repeats four times in the whole revolution, a quarter board is employed; if it repeats twice a half board, the total number of scrolls being divided into four or two respectively. Thus, if the size of the drum is 648 scrolls and the number of wires in one repeat of the pattern is 162, the quarter board will have four vertical columns of figures, running respectively 1-162, 163-324, 325-486, and 487-648. The scale board has a bevel edge, and is preferably arranged so that it can be moved over the design board and aligned with the vertical line of the design which the printer is reproducing.
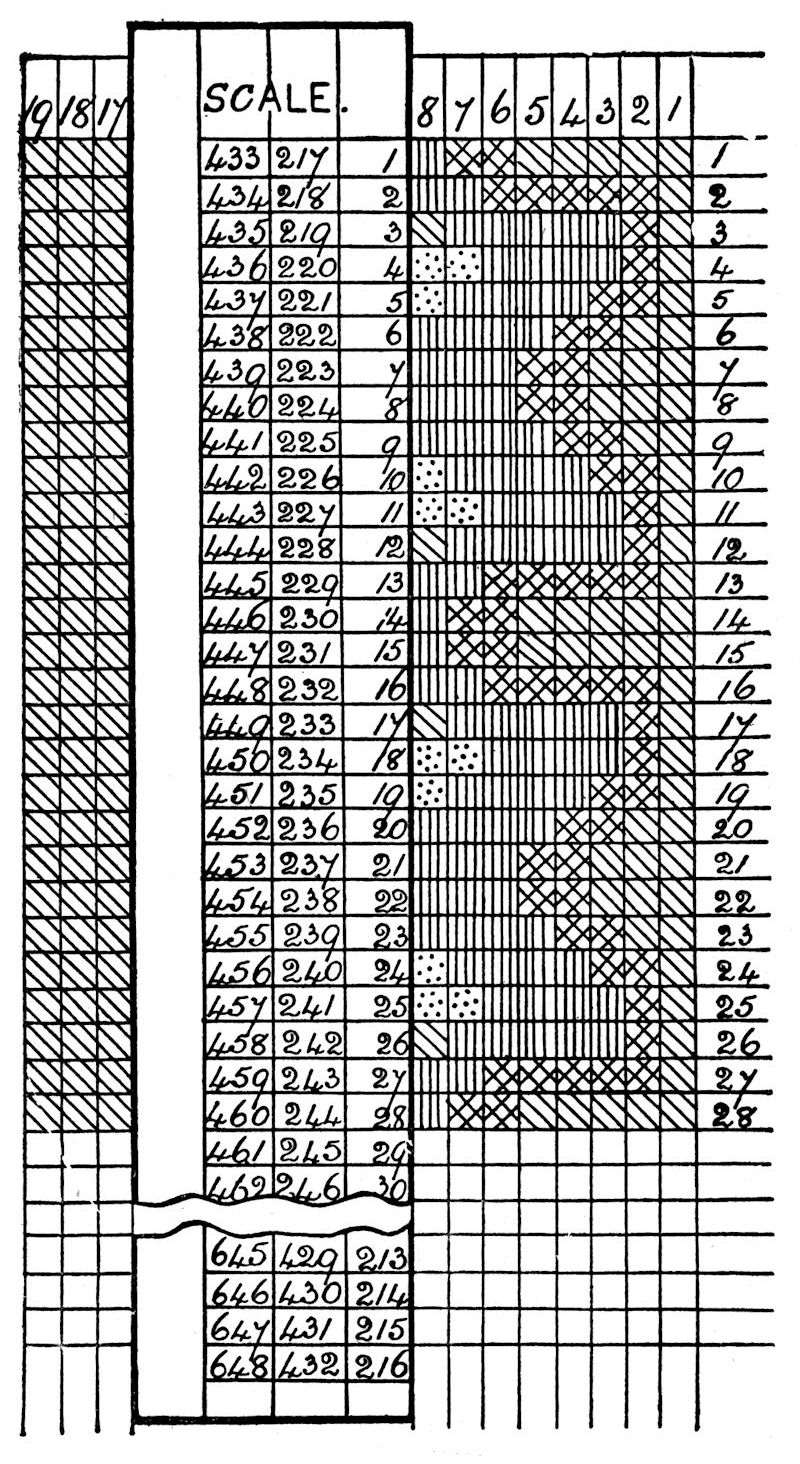
Fig. 18
SCALE AND DESIGN BOARD COMBINED
Fig. 18 represents part of a scale and design board combined. The numbers along the top indicate the threads in the design, and the printer may be supposed to be ready to print the eighth thread. The numbers on the right-hand side represent the wires in the carpet, with which the numbers on the scale board and the scrolls in printing correspond. The design is 216 wires long; and as the number of scrolls the drum will take is 648, the design is repeated three times in one revolution. The scale board is numbered in three columns; and for the first, second, and third repeats of the design, the printer uses the first, second, and third divisions on his scale.
To minimise the danger of bad effects from a colour running, the rule is to begin printing with the lightest shade. In this instance, the lightest colour is yellow, represented (heraldically) by spots, and it occurs first at the fourth horizontal line. The printer, therefore, turns the drum by hand, and puts the pawl in tooth number 4. He then puts the mechanism in gear and prints the scroll in the manner described, following on immediately by printing a second scroll at number 5. He then reads further down the eighth vertical line of the design, and sees that the colour recurs at 10, 11, 18, 19, 24, and 25. He therefore puts the pawl in the corresponding teeth of the index consecutively and prints accordingly. When all the yellow squares corresponding to the first column of the scale board have been read, he will take the second column, and print 220, 221, 226, 227, 234, 235, 240, 241 and so on, and then those in the third column. The remaining colours will then follow on in order of their delicacy.
When the printing of a drum has been completed, the next process is scraping. The scroll pulley in the act of printing always conveys more pigment on to the yarn than is needed to colour it, a little wall of material being left on each side of the path of the roller. This has to be removed, or it would smudge. This is done by means of small vulcanite tools, bevelled to a blunt edge, from ½ in. to 2 in. wide, the operator being aided by a steel bar fixed across the face of the drum as a guide. Scraping has, however, a further purpose beyond the removal of superfluous colour, and one no less important; for by skilful pressure and rubbing, the colour is caused to penetrate more deeply into the yarn.
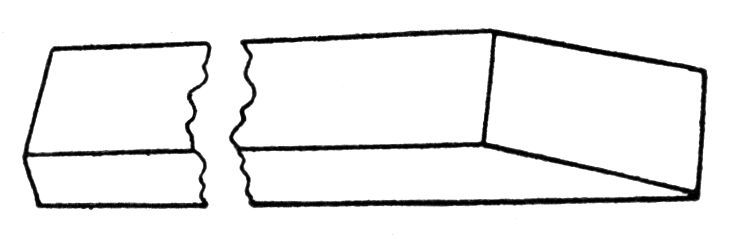
Fig. 19
A SCRAPER
The yarn, having been printed and scraped, has now to be taken off the drum; a process known as “stripping.” The threads are looped together in hanks, and numbered with a ticket to show which thread each represents in the design. The drum is so constructed that a section of it can be drawn inwards upon a telescopic arm of the drum frame. The yarn is thus released from its tension round the drum face; and the strippers, inserting long sticks under the oilcloth, lift it and the yarn clear of the drum. One side of the frame which carries the drum shaft is made removable to enable the yarn to be taken away.
The long hanks are then ready for steaming. They are placed with as little handling as possible upon latticed frames filled with oat-husks. The frames are then run into an iron-walled steam-chest, which is securely closed, and into which steam is turned at high pressure. The effect of the steam pressure and heat is to fix the colours on the yarn. The operation takes about half an hour. Some makers prefer to put the hanks into net bags for steaming, or to lay them on network frames, without the bran. But the first method described is probably the best, as the bran tends to absorb the superfluous colour, and prevents it from dripping from one hank on to another.
After steaming, the hanks are thoroughly rinsed, preferably by a large rocking arm fitted with a hook, in cold running water. The yarn is then partly dried in a hydro-extractor and finished in a stove. Each hank is then wound on to large bobbins, which are numbered so that the setters know to which part of the design each belongs.
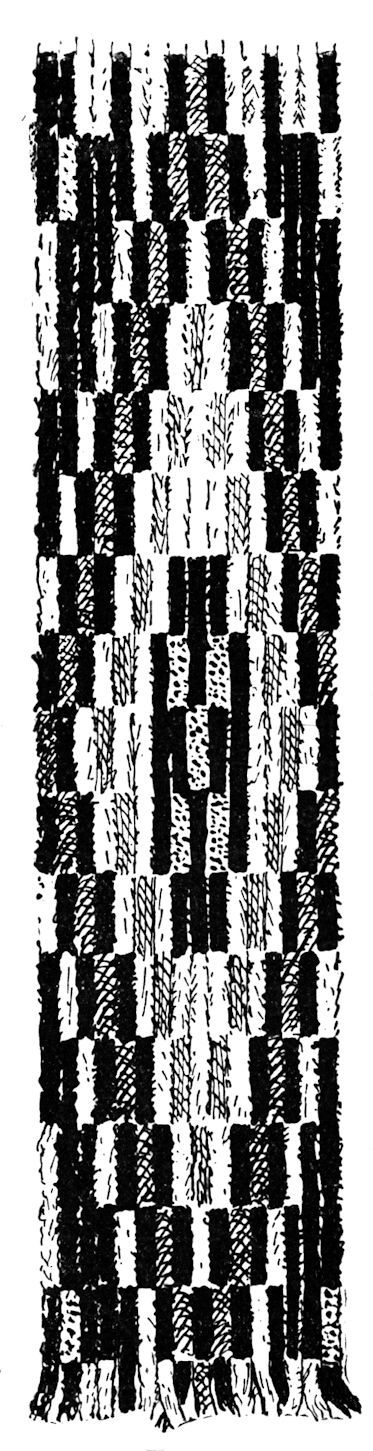
Fig. 20
PRINTED THREADS SET FOR WINDING ON TO THE BEAM
The next process is setting. The object of the operations up to this point has been to make a set of warp threads which contain the pattern of the carpet in an elongated form in such a way that, when woven in the loom, the loops as seen in the carpet will accurately reproduce the design. It is the business of the setters to arrange the threads alongside one another in proper order and dressing so that they form the pattern, and to wind them thus arranged on to the warp beam.
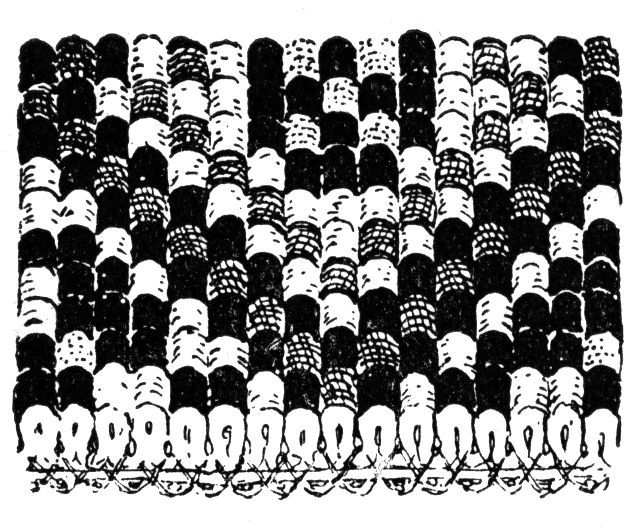
Fig. 21
FIG. 20 AS WOVEN
The warp beam is at one end of the setting frame; the bobbin-stand, which moves on pinion feet upon a rack, at the other.
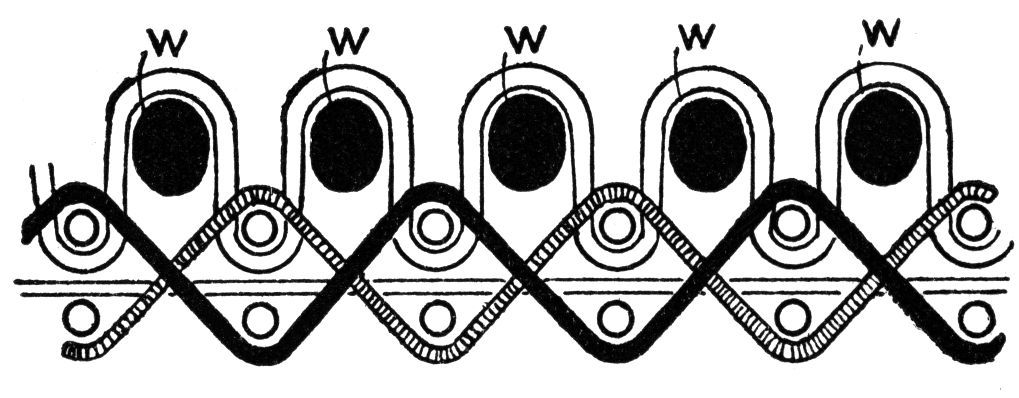
Fig. 22
STRUCTURE OF TAPESTRY CARPET
W, Wires
The bobbins having been set in proper order on the vertical pegs in the bobbin frame, the ends from them are led between guide rails, through a sley, through two halves of a clamp, over the setting table, through another sley, and a second clamp, on to the warp beam. In the first instance, the setters hold down the yarn in the clamp next to the warp beam. They then adjust and manipulate the threads over the setting table, which is marked with horizontal lines, in accordance with the pattern.
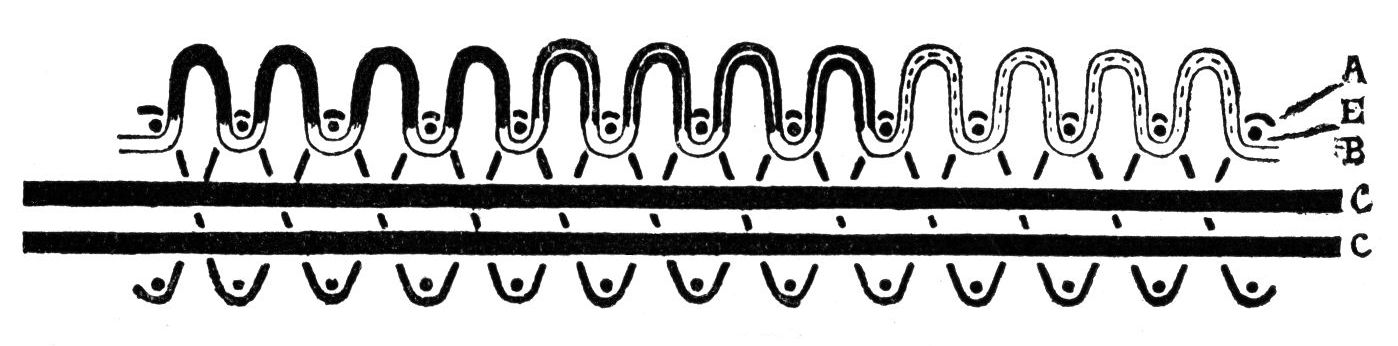
Fig. 23
MEDIUM TAPESTRY CARPET
A, Chain; B, Pile warp; C, Stuffer warp; E, Weft
The other clamp is then screwed down, the first one unscrewed, and the yarn wound on to the beam, the bobbin-stand moving forward along its rack up to the setting table. This operation is continued until the whole of the yarn has been wound from the bobbins on to the beam, which is now ready to be put into the loom and woven.
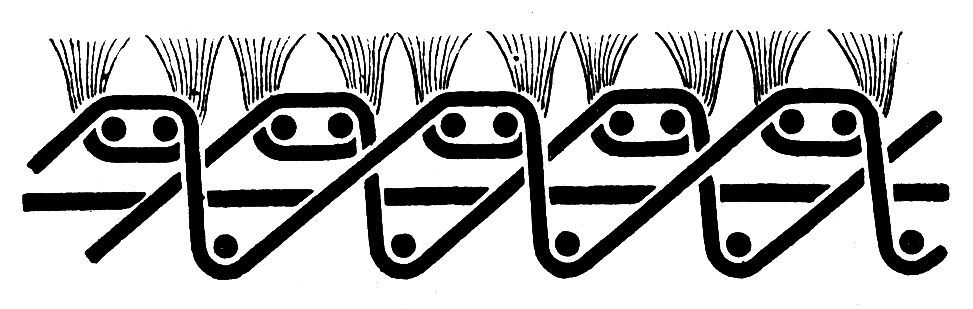
Fig. 24
TAPESTRY VELVET. 3-SHOT
The method of weaving is substantially the same as with Brussels; and except for the pile warp beam, which is generally placed high up at the back of the loom, and for the absence of a Jacquard, the mechanism of the loom is not dissimilar. There are three heald-frames: two for the two halves of the cotton chain, and one for the stuffer and the pile warp, the jute and worsted being threaded through two eyelets, one below the other. The Tapestry loom is run at rather a higher speed than the Brussels, the Moxon or switch principle of wire motion, which is generally adopted, tending to make this possible. A double stuffer, that is, two ends of jute, of 14 lb. or 16 lb. count, to each reed, is used for an average quality; and a treble stuffer where greater weight is required.
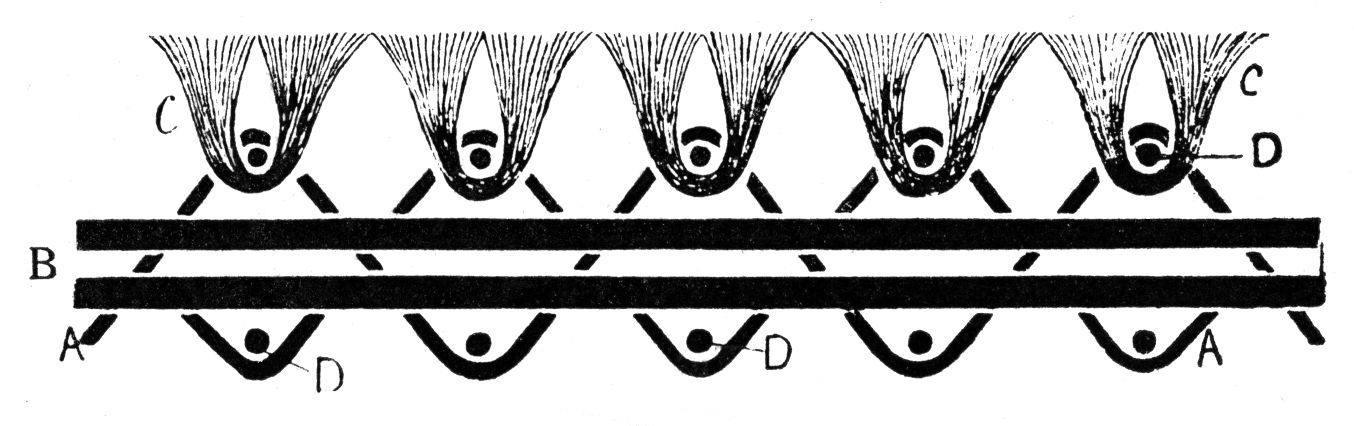
Fig. 25
TAPESTRY VELVET
A, Chain; B, Stuffer warp; C, Pile warp; D, Weft
Tapestry velvet bears the same relation to the looped fabric as Wilton does to Brussels, the essential difference being the use of a knife-ended wire, instead of a round wire. The use of three weft shots per row of pile is not, however, the almost invariable rule in Tapestry velvet, that it is in Wilton.
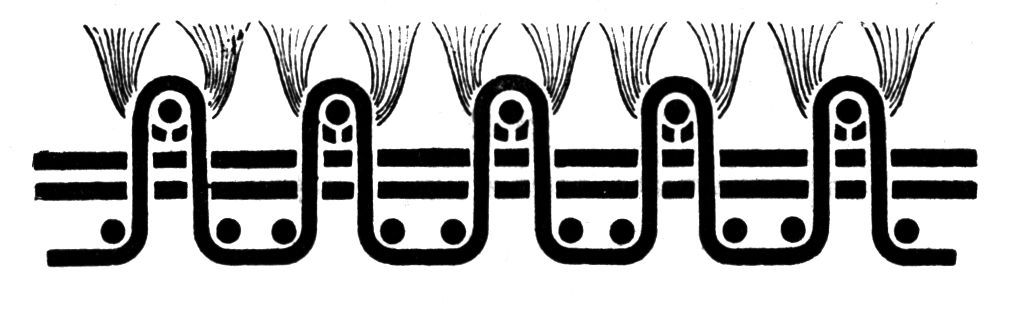
Fig. 26
TAPESTRY VELVET. 2 SHOTS IN THE GROUND
A three-shot fabric is, of course, more expensive to make than a two-shot; and there is also the consideration that, unless the pile is pretty high, the double shot on the top will tend to make the surface grin. The method, therefore, of using a double shot in the ground is sometimes adopted. (Fig. 26.)
The Tapestry branch of the carpet trade has naturally passed through a development similar to that of other makes, in that it has found the demand passing from piece goods to sewn breadth squares, and from them to seamless carpets; and it has progressed accordingly. The greater part of the Tapestry trade at the present time is done in squares, and the enquiry for carpets 9 ft. and 12 ft. wide seems to be a growing one. This tendency throws additional burdens on the manufacturer. Square carpets involve more designing and more printing than piece goods; and the amount of preparation required is a very serious item. Before one complete carpet can be produced, preparations have to be made for from 200 to 300, or, in the case of medallions, double the number. That is one of the disadvantages of the manufacture; a further defect is inherent in the fabric. However accurately and carefully the processes of printing, scraping, setting, and weaving may be carried out, the transition from one colour to another cannot be made quite sudden and complete. The colour will appear to have run; and the shade which belongs to one wire will tend to trespass on to the next. This means that with Tapestry it is never quite possible to produce the clearly-defined pattern effect, which is produced in Brussels and Wilton, and which is naturally looked for in all fabrics of moderately fine pitch.
Apart from this, the Tapestry carpet has much to commend it. It can be produced and sold at a moderate price; it can be made seamless, and it has great potentialities of design; while, for those who like plenty of colour, the range of shades available is practically unlimited.
The kind of carpet that is variously called Kidderminster, Scotch, or Ingrain, differs considerably from any of the carpets hitherto described. Perhaps essentially, and in regard to texture, it is most akin to hand-woven Tapestry, having a flat ribbed surface, without tufts like Axminster or loops like Brussels.

Fig. 27
TWO-PLY IN WARP AND WEFT. SECTION THROUGH WARP
A & B, Warp threads of different colours
X & Y, Wefts of corresponding colours
The original type of this carpet was the Ingrain or “Two-ply Super.” It was made with a worsted warp traversed by a woollen weft, and was woven in pieces 1 yd. wide. The worsted warp was coloured generally to match the weft, for which two, three, or four shuttles were employed. The design and colour effect depended upon the working of the weft, though the incidental appearance on the surface of the warp threads, which were harmonious or neutral in shade, did not disturb the pattern. There were 1,088 warp ends for a full super warp to the 36 in. width of fabric, two to each reed, equal to 544, or a pitch of about 15 per inch; while the beat-up contained 14 pairs of weft to the inch, that is, 14 above and 14 below. This fineness of pitch and beat-up admitted of delicate and ambitious designing, and of clever and artistic effects in spite of the limitation of colours. The writer has seen an American Ingrain carpet, date about 1893, representing the landing of Columbus, which was admirably drawn and shaded, and at a little distance might easily have been mistaken for a hand-made Tapestry.
The Ingrain carpet was made in large quantities at one time in the 36 in. width in Scotland, the North of England, and in the United States, but is more or less obsolete at the present time, having given way before other types.
Developments have been in various directions, different manufacturers having pursued different improvements in looms or in textures; but the tendency of the development has been mainly in the direction of rather heavier fabrics and wider looms. There are at least as many as twenty different qualities in this branch of the carpet trade at the present time, varying from each other in more or less important particulars. It must suffice, however, to describe one or two of the fabrics, illustrating variations of the Ingrain principle, the original type of which has been indicated above.
Of recent years there has been a considerable demand for plain colours, and these can be made either in the twill or the plain weave. In these fabrics both warp and weft are dyed, with the object of obtaining a solid effect. For a twill, four gears are required; but the plain or “Oatmeal” surface can be obtained from two.
For two-colour effects, there are double warps, one of each colour, each warp working with the weft of the same shade. A two-ply carpet is thus formed in such a way that the design shows on each surface but with the colours reversed.
Alternatively, a two-colour effect can be produced from wefts of two shades only, working with a black or neutral chain, the pattern being obtained entirely from the appearance on the surface, above the chain, of the dyed weft.

Fig. 28
TWO-PLY WARP AND WEFT; 4 COLOURS IN EACH
Warps: A, Black; B, Red; C, White; D, Olive
Wefts: A, Black; B, Red; C, White; D, Olive
Where a more ambitious colour effect is desired, four warps, each of a different colour, can be employed instead of two pairs. These, combined in different ways with four wefts of various colours, obviously give scope for a great variety of shade and design.
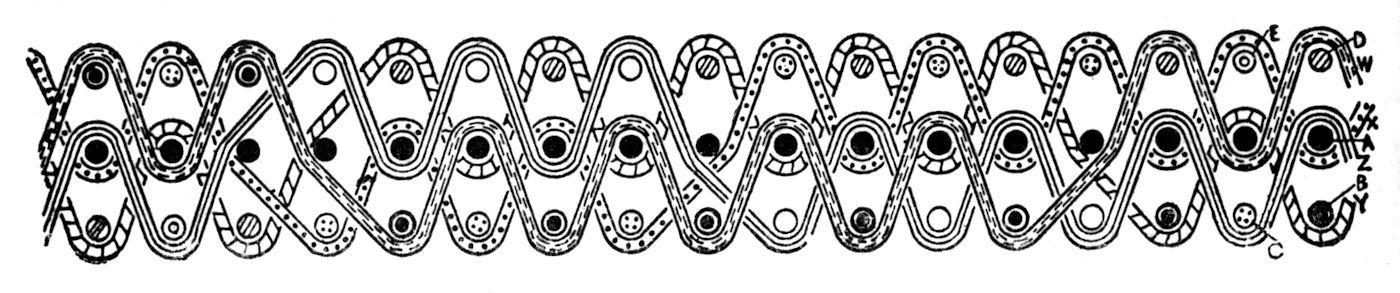
Fig. 29
THREE-PLY WARP AND TWO-PLY WEFT. SECTION THROUGH WARP
A, Black stuffer warp; B, C, D, E, Coloured warps; W, X, Y, Z, Wefts of same colours as B, C, D, E
The so-called Art Squares—not a very satisfactory name—are generally made with two coloured warps, one cotton chain, and one jute stuffer beam. The design is operated, as, of course, in many other kinds of loom, by a Jacquard mechanism. The blanks or perforations in the pattern cards cause some of the chain threads to be lifted up while others are left down, the space between them forming the shed, through which the shuttle passes, carrying the weft. Where the chain ends only are lifted, the weft will show; where the stuffer is raised, it will cover the weft. There may be three or four shuttles, each carrying a different coloured weft, and one or other of the wefts will appear on the surface of the carpet all along the shot, while the remainder will remain hidden. Sometimes one shuttle carries a cotton weft.
In some weaves the black stuffer is occasionally brought to the surface so as to obtain an additional effect, or, alternatively, a two-colour chain warp is employed, without a stuffer.
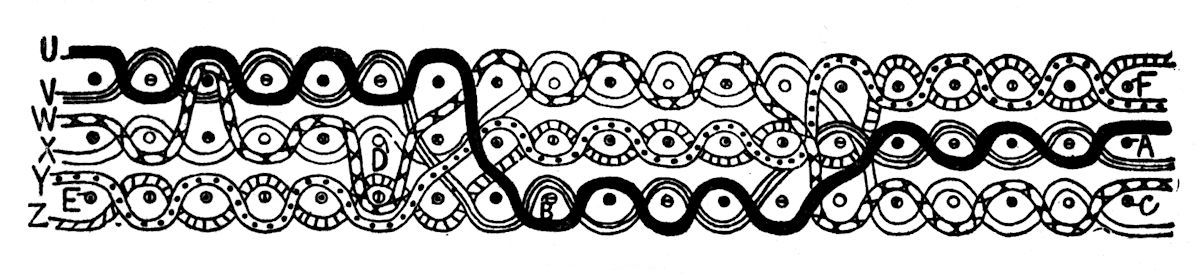
Fig. 30
THREE-PLY WARP AND WEFT
A, B, C, D, E, F, Coloured warps; U, V, W, X, Y, Z, Coloured wefts
A more complicated variety of weave can be made with three sets of warp threads, each of two colours, alternately, and six wefts correspondingly coloured. This produces a fabric of three textures, which are fastened to each other at the point of interchange. If, therefore, the design should involve a large area of one colour or effect, this area is apt to be loose and baggy, covering a pocket, which is not attached to the rest of the fabric. This defect, however, can be overcome by utilising one of the warps or wefts to act as a binding thread.
As has been intimated above, modern developments of Ingrain carpets have tended in the direction of wide seamless carpets, in which respect the fabric is on the same lines as other classes of carpeting. The bulk of the trade now lies in the wide carpets, and comparatively few breadth goods are woven. The modern Art Square loom is a fine piece of mechanism, inspiring admiration with its comparatively small Jacquard, its mass of cordage, and its ingenious co-ordinated motions.
Modern developments of fabrics have also been in the direction of heavier goods and coarser pitches. Most qualities now being made contain 1,088 warp ends to the yard, in stuffer and chain combined. The yarn now used is heavier, as it has been realised that a carpet needs weight, both for the sake of wearing qualities, and in order that it may lie well on the floor.
The preliminary and final processes in the manufacture of Ingrain carpets are substantially the same, as regards winding, beaming, finishing, etc., as for other fabrics; and these have been already described. Mention may be made, however, of a warping mill for preparing the warp beams for wide carpets. The yarns are wound from bobbins fixed in a frame, in some convenient multiple of the number of ends required, on to a large reel frame or warping mill, which revolves on either a vertical or horizontal axis. This frame has a diameter of about 12 ft., so as to enable a long length of warp to be wound upon it. When the required number of ends of the desired lengths have been wound, they are unwound from the reel on to a beam, which can be fitted into the beaming machine, and detached again, so as to go into the loom. The beaming machine is adjustable to take different widths of beam.
Compared with some carpet fabrics, Ingrain must take a modest place. The effects of design and colour of which it is capable are limited; and though, in theory, the combination of three or four wefts, with as many warps of similar or different colours, gives an almost indefinite potential number of colour combinations, yet in practice these have their limits. It will be generally conceded that Ingrain carpets are most effective in simple and severe designs, using few colours. Nor can it claim to be a luxurious carpet to tread upon. Even the heaviest Ingrain lacks the resiliency, which the looped pile gives to even a cheap Brussels or Tapestry. On the other hand, it can be very artistic within its limitations; and it has the merit of being made in wide seamless carpets, and of these carpets being clean in wear and easily handled.
Carpet designing is a branch of Applied Art which makes exacting demands upon its adherents, requiring as it does technical knowledge to an exceptional extent. The average designer who ventures into this field, however high his artistic ability may be, is not likely to achieve a practical success, unless and until he has studied the particular capacities and limitations of carpet fabrics. For this reason, the public carpet designer is more or less of a specialist in his domain, which is rarely invaded unless by such exceptional craftsmen as the late Walter Crane or Voysey. Similarly, and because there are so many varieties of carpet fabrics, requiring special knowledge and treatment, all carpet manufacturers maintain private staffs of designers, whose business it is to produce new patterns for each season and quality in accordance with the commercial requirements. For the manufacturer has to be governed to a great extent by the tastes and inclinations of his customers, the carpet dealers, and cannot afford to be too enterprising in initiating novelties, while the carpet dealer, in his turn is, as a rule, rather a follower than a leader of the public taste. The commercial standard has, therefore, been to some extent a hampering influence upon the progress of carpet design towards perfection, but it is certainly less so than in the past. For it has been modified of recent years by a new tendency, which, however, is not one of unmixed advantage to the manufacturer.
This tendency may be expressed as the intervention of the consumer. Scarcity of materials during the war, and the consequent obligation of carpet dealers to accept what they can get from manufacturers has, temporarily at any rate, modified the influence of the individual buyer of carpets upon carpet design and colour; but previous to the war it had become a factor to be reckoned with. There were, and are, many householders possessed of definite ideas upon arrangement of design, combination of colour, and harmony of decoration; and these ideas often germinate in suggestions or demands conveyed through the dealer to the manufacturer for single carpets of special colouring or arrangement. Often these suggestions prove to be more original than effective; but often they lead to effects both artistic and saleable.
This critical and creative spirit on the part of the individual is not, therefore, to be despised by the technical expert. It encourages novelty, and tends towards the evolution of new ideas in design and colour, and a liberation from an excessive dominance of the commercial standard.
From whatever source, however, the carpet manufacturer obtains his ideas for a design, it is by his expert staff, or by a professional carpet designer, that the ideas must be reduced to a practical form. And the technical preparation of designs for carpets is as full of difficulty as it is of interest. As has been indicated, the various makes of carpet differ from each other in many respects, including that of pitch, or number of threads or rows per inch. They all, however, have this in common, that, anatomically so to speak, as regards design, they are reducible to squares of colour. For this reason, ruled or point paper is always employed in the preparation of the design, and preferably paper ruled so as to represent the full size of the woven fabric. The designer, therefore, may not represent the curved outline of a leaf, for instance, with a bold sweep of his brush, but must paint it carefully, square by square, leaving actually an outline, which is more or less jagged according to the coarseness or fineness of the pitch. Here, at once we recognise a limitation which is apt to be irksome to the untrained designer of carpets. And what applies to form applies also to colour. There is no imperceptible graduation of shade to be achieved. Each particular square has to be of one colour and no more. Again, the designer must consider the number of colours he is allowed to employ, be they two or a hundred; and must know whether they can be used anywhere or only in restricted places in the pattern. Then there is the consideration of the repeat, with the mysteries of the straight match, reverse, drop and half drop; of the width of the fabric, body and border; and of the various adjustments of design required for carpets of different sizes, whether breadth goods, Chlidema squares, medallions, or seamless. Last, there is the real artistic imagination that is required; the art of seeing from one repeat how a complete carpet will look, of estimating the difference in appearance between the flat colour on the paper and the richness of the wool; of the variation in value of the same shade in collocation with this or with that. From the above it will be seen that the successful carpet designer has to be both craftsman and artist.
The finished coloured design passes into the hands of the colourist, who, whatever be the nature of the subsequent manufacturing process, will have the responsibility of selecting the coloured yarns to go into the fabric. These will normally, in the first instance, follow the main lines of the shades of the design paper. Then the travellers’ samples are made; and in some fabrics even, where pattern making is not practicable, whole carpets or sets of carpets are produced. Some idea can thus be obtained of the expenses to which carpet manufacturers are put in the preparation of new designs and colourings (which, in pre-war times, used to be done annually, and even more often) before a yard of carpet is sold to recoup them.
The carpet designer and colourist must have strict regard for the limitations of his medium, and in particular the limitations of pitch and of colour. He must know how to employ in the most effective manner, thirty shades or three, and what treatment is best for a floral design or an Oriental, in a fine or a coarse pitch.
Of course, the same laws of colour harmonies and contrasts hold good for the carpet colourist, as for the artist in any other branches of applied art; but the carpet artist has his own particular problems, such as those that have been indicated, and such as arise, for instance, from the fact that carpets have wool surfaces and lie on the floor, and therefore bear quite a different relation to the decoration of a room than curtains or ceilings.
Carpet colourings, apart from plains, may be analysed into self-colour effects, two-colour effects, and effects of three or more colours.
Self-colour or tone-on-tone effects adapt themselves more easily to a scheme of decoration than carpets containing contrasted colours. It seems to be a fact that the carpet is about the last thing to be thought of in a scheme of decoration. It need not be discussed whether it ought to be so or not. The walls, curtains, tiles, etc., are decided upon before the question of the colour of the carpet arises. In such a case, if a harmonious effect is to be ensured, there may be little choice left in the matter; and a self-coloured carpet may be either the easiest way out of the difficulty, or an artistic necessity. Certainly it is easier to furnish to; and, if it does mean a certain want of ambition in the decorative scheme, it is simple and satisfying.
Self-coloured carpets are also eminently suitable for small rooms, especially bed-rooms, on the one hand, and for theatres and music halls on the other, perhaps because one colour is more restful than several.
The number of shades used varies from two to five, according to the simplicity or boldness of the design. More than five are certainly undesirable, as it becomes impossible to get steps of shades without approaching a white at the top and a black at the bottom; and, indeed, some of the most effective self-colours are made in three shades only.
Two-tone effects of contrasted colours are not greatly used. They are sometimes employed in small designs, with two colours only, or three (one and a contrasting pair), but more often in bold designs of the Empire, Adam, or Wedgwood style, with three or four shades of one colour, upon a ground, or working against a pair of shades, of another; but effective combinations on these lines are rare.
By far the largest proportion of carpets made are multi-coloured; and nearly every style and fabric is adaptable to treatment in this way.
It is impossible to deal properly with the question of many-coloured carpets except at great length; but, as a basis, it may be useful to remember that there are only three primary colours, and that in every multi-coloured carpet there should be represented some red, some yellow, and some blue. That is not saying that these should be primaries. The red may be a terra-cotta, the yellow a tan, the blue a slate. But if you have forty shades in a carpet they can all (except, of course, black and white) be scientifically analysed into reds, yellows, and blues, even if some of them are secondaries or tertiaries. That is to say, that, according to its collocation, a purple will be acting either as a blue or as a red, a green either as a yellow or as a blue, and so on. It follows, therefore, that in practice the carpet designer or colourist who has a large range of colours at his disposal will arrange them in sets: a tan with a cream, three blues, two reds and a ruby, and so on.
From this point of view, the manufacturer of Wilton is not so hopelessly outclassed by the maker of Axminster and Chenille. With his five or six colours, irrespective of planting, he can produce an effect which is satisfying, and artistically perfect; though he may have to use one shade, where two or three would give additional softness and richness.
Much, however, depends on the nature of the design; and it is obvious that if it is desired to represent, say, a flower in a naturalistic manner, the fabric that commands a large number of colours, combined with a reasonably fine pitch, will come off best.
A dictum of that eminent art-critic, Owen Jones, may perhaps be appropriately quoted at this point. In a lecture on Decorative Art he writes—
“Carpets should be darker in tone and more broken in line than any portion of a room, both because they present the largest mass of colour, and because they serve as a background to the furniture placed upon them. As a general rule, lighter carpets may be used in rooms thinly furnished than the contrary, as we should otherwise have too overpowering a mass of shade.”
All ornament, according to the source and principle of its design, may be classified as either geometric, naturalistic, or conventional. Ornament of the first class consists of apparently arbitrary arrangements of circles, squares, spirals, or intersecting lines, or repetitions of simple figures. It is the natural form of expression of primitive art, as employed by savages or found on prehistoric remains; but it has been developed in some style, as, for example, the Moorish, into elaborate and beautiful patterns. Naturalistic ornament is that which is closely based upon natural objects, especially flowers and leaves, which are coloured as closely as the limitations of the material permit. Conventional ornament, which may probably be regarded as the highest class, is based upon observation of nature; but the natural forms are not slavishly copied, but conventionalised, in the sense of being selected and simplified, and adapted to the decorative purpose in view.
This classification holds good of carpet design, as for other domains of applied art; and it may be interesting to trace the development of the fashion of carpet decoration with this classification in view.
The geometric style is characteristic of the youthful days of British carpets, and was at its zenith in Early Victorian times. Designs of this class, rather elaborate than simple in drawing, were associated with bright and strongly contrasted colours, while black grounds, at once the most effective and the most difficult of all ground shades, were greatly in vogue. It is interesting to note that of late we have returned to the use of black, for many years an outlaw colour; though it is employed now in a more artistic manner than it was sixty years ago.
With the later Victorian times is associated the development of the naturalistic style in carpets as in other decorative fabrics; flowers, singly or in bouquets, being depicted in bright colours as near to Nature as the technical limitations permitted. This style may perhaps be regarded as flourishing until gradually checked or sobered by conventionalising influences, and notably that of William Morris, to whom, indeed, it is not too much to attribute a revolution in the decorative point of view. But this revolution was both slow and partial; and the naturalistic style, founded, as it is no doubt, upon a love of Nature innate in man, is too deeply rooted ever to lose its popularity completely.
It is still with us. And why not? Flowers, though not meant to be trodden under foot, are round about our feet; and they make a double appeal to the carpet designer of intrinsic beauty, and of fitness for ground decoration. A green ground carpet with pink roses, as near as may be to life, represents no doubt something of the aspiration of the dweller in town for the country; and who shall say that it is unworthy?
Owen Jones is again worth quoting in this connection, even if his strictures seem excessively severe. He says—
“I will say no more on the floral style, but to express a regret that, the more perfect the manufacturing process in carpets becomes, the more do they (the carpets) appear to lend themselves to evil. The modest Kidderminster carpet rarely goes wrong, because it cannot; it has to deal with but two colours, and consequently much mischief is beyond its reach. The Brussels carpet, which deals with five colours, is more mischievous. The Tapestry carpet, where the colours are still more numerous, are vicious in the extreme; whilst the recent invention of printed carpets, with no bounds to its ambition, has become positively criminal.”
But the supremacy of the naturalistic style long since passed away, and gave place towards the end of last century to the conventional, There was a very definite movement in this direction, arising perhaps in the first instance from the Morris influence, but carried forward notably by The Studio, the Arts and Crafts Exhibition, and by such artists as C. F. A. Voysey, Walter Crane, G. C. Haité, Arthur Silver, and many others.
The conventional style is particularly suitable to carpets, in that it possesses great decorative possibilities, and continually reminds the occupant of a room of beautiful objects in Nature, without deliberately challenging, as in the naturalistic style, comparisons, which can only be disadvantageous. This style reached the summit of its popularity about the first years of the century and has since declined, though it is by no means extinct. Its decline may be regretted, if only for the reason that it is one of the very few styles of design in carpets which can claim to be distinctly British.
It left behind it a successor, however, which enjoyed a few years of public favour. This is the tapestry or verdure style, wherein flowers, fruit, and leaves are treated in a half-conventional manner, generally on a well-covered ground. This really stands half-way between the naturalistic and the conventional styles. It may be the joint offspring of the two, a more exuberant Morris type, or a more chastened floral chintz; while it seems not unlikely that it was introduced from Germany, where it was certainly very popular at one time.
Then we passed into an era of reproductions. Examples of masterpieces of decoration, and especially those of Oriental art, have always, and rightly, been studied by carpet designers, and frequently reproduced by carpet manufacturers in the past; but never to such an extent as during the years preceding the war. The carpet trade of that time was dominated by the cult of the antique Eastern carpet; and a very large proportion of the production of British carpets was upon Persian and Indian styles, while subsequently the Chinese came in for marked attention. From one point of view, this was all to the good; for the birthplace of the carpet was the Orient, and old Eastern carpets are classics, just as the works of Homer, Vergil, Handel, or Velasquez are classics. Competition among manufacturers was keen; and close and beautiful reproductions of the best antique Oriental carpets were offered to the public, distinguished in design, soft in colouring, and lending themselves readily to harmonious schemes of decoration.
But from another aspect this era was less satisfactory. The masterpieces of Persia and Asia Minor, so eagerly sought out, were not studied as models, to be adapted to modern ideas and requirements, as inspirations, or bases for new effects. They were apt to be slavishly copied, line for line and shade for shade, as far as the limitations of the machine-made fabric permitted. A manufacturer would boast: “This is an exact reproduction of the famous carpet of so-and-so, made in the fourteenth century”; not: “This is a beautiful carpet. Persian in feeling.” This sort of thing did not make for progress, nor for originality and initiative in the design, but led to a certain monotony and arrested progress, though the beauty of the productions was incontestable.
The next stage in the development of carpet design was very interesting. A slight, but inevitable reaction set in against the dominance of close reproductions of Persian and other carpets of the Near East. Carpets in the characteristic decorative styles of other countries, and of other ages, were attempted. The Far East furnished the first departure from the Persian domination; and the rich stores of Chinese and Japanese ornament were drawn upon, with very satisfactory results. Then the carpet manufacturer and designer struck out more boldly, and invaded any land or period whose particular style of decoration could be converted to the artistic purposes of the industry. Louis XIV, Louis XVI, Rococo, Italian Renaissance, Empire, Adam, Georgian, Queen Anne, and other periods were laid under contribution; and it was no less a clear demand on the part of the dealer and the public (to whose share due credit must be given) than a point of honour with the manufacturer, that every design should be pure and true to its particular style. This involved knowledge and study, and tended to restore the designer and colourist to his proper position as a creative artist from that of a mere copyist, to which he had been in some danger of sinking.
The Futurist, Cubist, Vorticist movement, whatever its effect has been in the world of Fine Art, has had but little influence upon carpet design and colour. But perhaps this is yet to come.
There has been one more stage in the development of carpet design, which may be regarded as a part of, but slightly different from, the period-study stage. This may be called the Archaeological. The art of Greece and Rome, apart from the superb acanthus scroll, has left little that lent itself to carpet decoration; but older civilisations have been drawn upon; and the finely conventionalised ornament of Ancient Egypt, Chaldea, and Assyria, has been utilised in harmonious and dignified carpets. Nor is this tendency likely to be arrested, as long as fresh fields can be found that will repay exploration.
All this is extremely healthy and stimulating for the industry. It involves study and effort and originality; and it makes for real progress. The consumer of carpets has been growing more discriminating, just as he has been growing more eclectic. His taste is varied: he may buy a Hamadan design or a Celtic; but he will want it pure in style, and well coloured. He is interested in a little archaeology; but he likes a sound design better than archaeology, and finds a good colouring more important still.
What developments the future holds in store it is impossible to say. It may be that we shall have a reaction from this, eclecticism, this cosmopolitanism of taste, to a more insular vogue; that we shall even evolve a Twentieth Century British style in carpets as characteristic as the Egyptian or the Renaissance.
Meanwhile, some indication has been given of the steps by which the carpet trade has reached the high and varied standard of excellence in design and colour which it enjoys to-day.
The British carpet manufacturing trade cannot claim to compare in size with the larger industries of the country; but the figures which follow will give some measure of its extent. It should be premised that, owing to the disturbance of the industry caused by war conditions, it is necessary to go back to 1913 to obtain figures which can be regarded as approximately normal.
There are forty-five firms engaged in the manufacture of carpets, of whom eleven are located in Scotland, nine in the North of England, eighteen in Kidderminster and district, and seven in other parts of the country. Kidderminster is thus, both in the number of manufacturers, and in its productive capacity, the most important centre of the trade.
There are about 4,500 looms of various kinds and widths in the whole trade, of which number Brussels and Wilton looms, Chenille, and Tapestry each contribute about 25 per cent., Axminster 17½ per cent., and Ingrain, hand-tufted, and sundry looms the balance.
The total number of employees in the trade before the war was 36,000, of which rather more than one-quarter were male. During the war the total was reduced to about 50 per cent.
The average annual consumption of wool may be taken as about 8,000 tons; which, estimating a fleece as about 6lb. in weight, represents the wool produced yearly by 3,000,000 sheep.
The consumption of jute was from 15,000 to 20,000 tons; of cotton about 13,000 tons; of linen 8,000 to 10,000 tons; and of coal about 100,000 tons per annum.
The export trade is an important branch, as will be seen from the following tables for 1913 and 1918, printed here by the courtesy of the Kidderminster Shuttle —
(In the following details of Carpets, Rugs are included.)
| Quantities for Twelve Months ended— | |||
| December, 1912. | December, 1913. | ||
| Germany | 122,400 | 91,200 | |
| Netherlands | 339,100 | 402,300 | |
| Belgium | 68,900 | 55,200 | |
| France | 71,900 | 63,700 | |
| Spain and Canaries | 71,300 | 47,300 | |
| United States | 142,000 | 137,300 | |
| Chili | 419,400 | 338,700 | |
| Argentine Republic | 391,500 | 409,000 | |
| Australia | 1,704,700 | 1,821,300 | |
| New Zealand | 555,400 | 521,500 | |
| Canada | 2,730,300 | 2,569,300 | |
| Other Countries | 2,194,900 | 2,146,100 | |
| ———— | ———— | ||
| Total Square Yards | 8,811,800 | 8,602,900 | |
| Value for Twelve Months ended— | |||
| December, 1912. | December, 1913. | ||
| £ | £ | ||
| Germany | 37,982 | 27,853 | |
| Netherlands | 60,161 | 72,544 | |
| Belgium | 11,009 | 9,858 | |
| France | 18,455 | 17,757 | |
| Spain and Canaries | 16,569 | 8,193 | |
| United States | 55,634 | 60,688 | |
| Chili | 54,809 | 50,938 | |
| Argentine Republic | 72,879 | 72,027 | |
| Australia | 296,664 | 334,137 | |
| New Zealand | 89,972 | 91,110 | |
| Canada | 450,119 | 449,101 | |
| Other Countries | 341,277 | 342,718 | |
| ————— | ————— | ||
| Total | £1,505,530 | £1,536,924 | |
| Quantities for Twelve Months ended— | |||
| December, 1917. | December, 1918. | ||
| Netherlands | 280,300 | 1,000 | |
| France | 113,200 | 183,100 | |
| Spain and Canaries | 54,600 | 32,300 | |
| United States of America | 298,900 | 89,900 | |
| Chile | 114,100 | 152,200 | |
| Argentine Republic | 228,000 | 218,900 | |
| Australia | 851,800 | 852,500 | |
| New Zealand | 222,100 | 97,700 | |
| Canada | 886,900 | 239,800 | |
| Other Countries | 1,482,900 | 1,151,000 | |
| ————— | ————— | ||
| Total Square Yards | 4,532,800 | 3,018,400 | |
| Value for Twelve Months ended— | |||
| December, 1917. | December, 1918. | ||
| £ | £ | ||
| Netherlands | 88,307 | 502 | |
| France | 55,368 | 120,982 | |
| Spain and Canaries | 17,008 | 14,803 | |
| United States of America | 190,572 | 71,790 | |
| Chile | 30,076 | 63,512 | |
| Argentine Republic | 71,915 | 95,237 | |
| Australia | 237,634 | 330,287 | |
| New Zealand | 58,937 | 36,260 | |
| Canada | 206,658 | 70,120 | |
| Other Countries | 418,432 | 470,898 | |
| ————— | ————— | ||
| Total | £1,374,907 | £1,274,391 | |
| Square | Value. | ||
| Yds. | £ | ||
| Imports of Carpets and Carpet Rugs, 1912 | 1,854,599 | 687,026 | |
| Imports of Carpets and Carpet Rugs, 1913 | 1,965,000 | 698,371 |
Carpet manufacture, as already explained in the foregoing pages, comprises a good many different processes and fabrics; and it can be readily understood that the making of Wilton carpets, for instance, may require not only a different plant and staff from those needed for Ingrain or Axminster, but even a different manufacturing and selling policy. From these and other considerations it comes about that, in practice, carpet manufacturers are inclined to specialise in one fabric, and to restrict themselves to making two or three, though this is not to be regarded as by any means an invariable rule. As a result, the interest in any one fabric will be found to be confined to a limited number of manufacturers, and not to be extended over the whole trade; while nearly all manufacturers are interested in more than one fabric.
In default of any general association of carpet manufacturers, the tendency in the past has been for the whole or the large majority of manufacturers interested in a fabric to form an Association for the control of qualities and prices in that fabric only. Thus, A, B, C, and D make Axminster carpets and form an Axminster Association; B, C, D, and E are members of a Brussels and Wilton Association; A, C, E, and F of a Tapestry Association, and so on.
As a matter of fact, there have been in existence for a good many years a Brussels and Wilton Carpet Manufacturers’ Association, working in close co-operation with an Axminster Association, and a Victorian (Chenille) Association; while the makers of Tapestry carpets have an organisation of their own. Of recent years, another body was added, the Carpet Manufacturers’ Federation, whose special function was the control of the lower qualities of Brussels and Wilton, which the existing Brussels and Wilton Association did not claim to regulate.
The organisations enumerated comprise the large majority of the makers of the various carpet fabrics concerned; and they have controlled the prices and terms obtaining in the trade on the whole in a very effective manner, though subject always to the somewhat disturbing influence of the manufacturers remaining outside the Associations. Of these, however, the greater number have habitually followed the standard of prices and selling conditions set by the Associations.
On the whole, then, these trade organisations have done good work. Certainly they cannot be accused of greediness in advancing prices too quickly or too much, or of undue stringency in conditions of sale. The value and amount of control exercised by these Associations have been partly conditioned by their mutual relations. Intercommunication between the different bodies and joint meetings has already contributed to the solution of some difficulties common to the trade; but more might be done in this direction. No doubt an ideal organisation would be an Association of the whole industry, with sections for each branch of it.
The work of the Associations has included the standardisation of a certain number of qualities in various fabrics; and, indeed, without such standardisation the fixing of prices in a satisfactory manner is almost an impossibility. In the interests of all concerned, including, it may be confidently asserted, both the carpet dealer and the ultimate consumer, this standardisation, coupled with a reduction in the number of qualities produced, might very well be extended. The trade has been unnecessarily complicated in the past by the existence of qualities differing from each other by a small percentage of value, and puzzling to the buyer. Carpet manufacturers are themselves partly to blame for this multiplication of fabrics, the outcome of an extravagant competition, involving needless expense in production, which fell, of course, ultimately upon the consumer. War conditions have made a clean sweep of many of them: it is to be hoped that they will not recur.
The carpet industry was from the first a great sufferer from the state of affairs brought about by the declaration of war. In the early days, cancels and a suspension of orders necessitated a recourse to short time; while later, as a so-called “Luxury Trade,” it did not seem likely to meet with much consideration at the hands of the authorities in respect of protection given to its personnel, or of the provision of adequate raw materials. These difficulties brought carpet manufacturers closer together than before; and committees representing the whole trade were formed for the protection of its interests in the above connections.
Ultimately, when the question of the rationing of wool and other raw materials necessary to the industry became paramount, a Committee of the trade was formed, entitled the Carpet Trade Rationing Committee. This Committee was recognised by the War Office, and responsible directly to the Wool Control Board. Since June, 1917, it was occupied with the allocation of wool to spinners, and of worsted and woollen yarns, and subsequently jute, to carpet manufacturers. The distribution, of course, depended upon the amount allotted to the carpet trade by the Wool Control Board, and had to be made with due regard to the needs of carpet manufacturers, their pre-war consumption, their stocks, etc. It was an arduous and invidious task; and the fact that it was carried through with scarcely a complaint, and that, in spite of severe shortage of material at times, no firm was ever obliged to shut down, reflects great credit on all concerned.
Labour was represented on this Committee by one member from each branch of the Carpet Trade Unions, in Scotland, the North of England, and Kidderminster.
The publication of the Whitley Report brought general recognition that effective co-operation of employers and employed was a necessity for the future prosperity of the carpet industry, no less than for other trades, and that this could best be brought about by an organisation as fully representative of the employers as the Affiliation of Carpet Trade Unions was of the employees.
At the beginning of 1918 a scheme was put forward by the late Sir Charles Bine Renshaw for the formation of a British Carpet Manufacturers’ Association for the whole trade, composed of delegates from three District Associations, representing the Scottish, North of England, and Kidderminster Area Carpet Manufacturers respectively. The object of these Associations was the protection of the general interests of the trade, and in particular the settlement of questions of wages and employment in co-operation with accredited representatives of Carpet Trade Unions. The Scottish Manufacturers were the first to form their District Association, but were followed in due course by those of the other two areas.
The Trade Unions of the carpet industry were naturally local in origin. The Midland branch was founded in 1866, under the title “The Kidderminster and Stourport United Brussels Power Loom Carpet Weavers’ Friendly Society.” In 1868, the name was altered to “The Power Loom Carpet Weavers’ Mutual Defence and Provident Association,” though generally spoken of as the Carpet Weavers’ Association; and this title held good until 1917, when the textile workers, both male and female, were admitted to membership, and the name was finally altered to “The Power Loom Carpet Weavers’ and Textile Workers’ Association.”
The original headquarters of the Society was the Vine Inn, Horsefair; but in 1870 a room was rented from the Workmen’s Club, at 28 Church Street, where the business was carried on up to 1887. In this year the Association was transferred to 105 Mill Street, where it has remained until its recent move next door, to No. 106.
Although the original raison d’être of the organisation was that of a Trade Defence Association, it very soon took up what is known as Friendly Society work; for as early as 1867 accident and funeral benefits were being paid; sick pay was commenced in 1868; and in 1877 it was decided to use funds for superannuation claims. It is interesting to record that at the beginning of 1919 there were 52 members on the superannuation list, including some of the men who helped to found the Association, such as Noah Cooke (85), Thomas Thatcher (95), B. Barber, and several others now well advanced in years.
The Association has gradually extended the scope of its benefits to members until we find that, for the year ending December, 1917, out of an income of £1,717 0s. 8d. no less than £1,391 19s. 10d. was disbursed in Friendly Society benefits, subscriptions, and donations.
The following figures, showing the total amounts paid out for benefits to the sick and disabled, for superannuation, and for funerals, will convey some idea of the great extent of the activity of the Society in this direction since its formation —
| £ | s. | d. | ||
| Sick Pay | 26,638 | 18 | 1 | |
| Superannuation | 17,223 | 0 | 9 | |
| Funerals | 8,558 | 17 | 2 |
In addition to these amounts, various sums have been applied to other useful purposes. For instance, in the year 1897, £221 was spent in assisting members who were unemployed, and in succeeding years several smaller amounts have been spent in the same way. Over £130 was distributed in 1906 to members who wished to emigrate, and later about £100 for the same purpose.
Thanks to the good relations which have subsisted between employers and employed, and which it is to be hoped will continue, the amount spent in trade disputes has been very small.
During the most flourishing days of the Brussels and Wilton trade, the actual number of members on the books reached 1,600. This gradually fell to 800, including superannuated members, in the early part of 1917. In that year, however, the rules were altered to admit the textile workers to membership; and the number on the books at the beginning of 1919 was rather over 3,000.
The Association has a long and honourable record to look back upon. It has played a useful part in the industrial life of the community, it has treated its members well, and has earned the respect of the manufacturers. No doubt, under the new conditions, it will do no less well in the future.
The Northern Counties Carpet Trades Association was established in 1892 by a few enthusiasts at Halifax, under the title of “The Halifax Brussels Carpet Weavers’ Association.” Membership was confined to those working as Jacquard weavers until June, 1904, when the name was changed to “The Northern Counties Power Loom Weavers’ Association,” making it possible to accept as members all power-loom weavers. A further alteration was made in the title and constitution in 1913, when the Association was registered under its present name, since when it has accepted as members any person engaged in the industry. The Association has branches at Halifax, Sowerby Bridge, Heckmondwike, Rochdale, and Manchester, with a membership of approximately 1,200. Up to the end of 1918 the Association has disbursed in provident benefits the following amounts —
| £ | s. | d. | ||
| Death | 236 | 0 | 0 | |
| Playing for Work | 3,887 | 17 | 3 | |
| Out of Work | 456 | 18 | 2 | |
| Grants | 246 | 9 | 0 | |
| Emigration Grants | 260 | 18 | 4 | |
| Sick Pay | 266 | 0 | 3 |
Payment of sick pay was discontinued when the National Health Insurance Act came into force.
Previous to 1874, the interests of the workers in the carpet trade in Scotland were vested in a more or less irregular form of a Trade Union, whose activities were mainly directed by the workers in Glasgow; but with the development of the Trade Union movement in the seventies, several efforts were made by a few enthusiasts to form a regular society. After many futile attempts in this direction, a conference was ultimately held in the St. Mungo Hotel, Glasgow, on 7th March, 1874, when the following attended as representatives of their respective districts —
Bonnyrigg.—Mr. John Craig.
Glasgow.—Messrs. John Mitchell, Robert Logan, Thomas Ramsay.
Glenpatrick (Elderslie).—Messrs. John Miller, James McLellan.
Paisley.—Messrs. James McNaughton, William Findlay.
Roslin (Mid-Lothian).—Mr. James Armour.
Kilmarnock.—Mr. James Young.
Mr. William Findlay, of Paisley, was called to preside over the conference; and Mr. Thomas Ramsay, of Glasgow, was appointed Secretary. After the various representatives had expressed their opinions for and against the formation of a Union on progressive lines, it was ultimately agreed that a Protective and Provident Union be formed, and that members be given the option of joining either for Trade Protection and Sick and Funeral Benefit, or for Trade Protection only, by paying the weekly contribution of 4d. or 2d. per week respectively. It was further decided at this conference that the first Executive Committee be composed of six members from Glasgow, and one each from Paisley and Glenpatrick. Thus we have the origin of the present “Scotch Power Looms Carpet Trade Protective and Provident Association.”
According to the constitution of the Association as it then existed, the Executive Committee had the power to appoint its own officials; and on 9th March, 1874, Mr. Robert Logan and Mr. Thomas Ramsay, both of the Glasgow Branch, were elected President and Secretary respectively.
At a meeting held on 19th April, 1874, the Secretary intimated that the organisation was proceeding very satisfactorily. Up to this date, 102 members had joined for the full benefits and 83 for trade benefits; Bonnyrigg being the only branch which had not responded to the call for organisation.
In February, 1875, a joint conference with the English workers was held in Halifax, for the dual purpose of soliciting assistance for the Glenpatrick workers, who were then on strike, and with a view to a thorough organisation of the whole of the workers in the trade. Some good financial assistance was obtained, but the organisation was not as successful as might have been expected, although Kidderminster placed their experience at the disposal of all the workers, The next few years were taken up in purely local affairs; and in February, 1881, the question of an uniform price list for Tapestry weaving and tying-in was discussed; and a draft scheme was submitted to a meeting of delegates. However, as complete agreement among the workers could not be obtained, the efforts in this direction did not materialise.
From 1894 onwards, the Association realised the necessity of a more powerful organisation and sufficient funds to support the members; and strong recommendations were repeatedly put forward by the Executive for increased contributions; but owing to apparent apathy on the part of members, these recommendations were not taken up with the zeal necessary for their success.
At the Annual Delegates’ Meeting held in May, 1895, the question of replenishing the funds of the Association, which had been greatly depleted, was discussed; and it was ultimately decided to raise the contributions from 4d. to 6d. per week. As a result of this increase, two of the branches in the East of Scotland seceded.
In July, 1895, the question of amalgamating with the Kidderminster Association was again discussed; but again no definite steps were taken.
In 1897 an effort was made by the East shops (Bonnyrigg, Eskbank, and Roslin) to form a local union. This was partially established, but in June, 1904, a lock-out took place in the district on the question of shift working; and the local union, not being able to deal with the matter, appealed to the Executive of this Association for assistance, which was granted. The Executive opened negotiations with the firms concerned, and after a few weeks duration, a satisfactory agreement was arrived at, with the result that the local union was dissolved, and the members agreed to join the original Association. In March, 1895, the membership of the Association was returned at 397.
A special conference was held in Glasgow on 30th September, 1905, with the object of endeavouring to get the employers to return to the rates for tying beams which were reduced in 1886. A scheme was ultimately drawn up and submitted to the employers in 1906; but negotiations proved unproductive.
In 1905, the Glenpatrick branch, which had seceded in 1875 after their unsuccessful strike, rejoined the Association, some 72 weavers becoming members. In March, 1906, the membership of the Association was returned at 462.
In May, 1906, a dispute arose in the Charleston (Paisley) branch on the question of the weaving rate for a new fabric, which lasted about four months.
In 1907 the Association became affiliated to the General Federation of Trade Unions with a view to strengthening the reserve funds of the Association.
In 1907 and 1908, a further effort was made to bring about an affiliation of the English and Scotch Carpet Trade Unions; and on this occasion a constitution was drawn up, but at the last moment, when all seemed shaping well for the formation of a Federation, the matter again dropped.
In 1911, after prolonged negotiations with the Tapestry manufacturers, a new scheme for payment for weaving was drawn up on a proportionate basis, which was considered, at least so far as Scotland was concerned, to be a great step towards uniformity of rates. The workers’ interests in the drawing up of this scheme were very capably handled by Messrs. Rough, Robertson, and Howie. After the establishment of this scheme, things went on smoothly until August, 1914, when the outbreak of war put the organisation, in common with many others, into a condition of suspense. The General Secretary was called to the Colours; and a large proportion of the younger members answered the call to arms. Thanks, however, to careful and judicious handling, the Association ultimately overcame all difficulties; and not only was the Association preserved, but that which was almost despaired of, and which was the dream of the pioneers of the movement, was also achieved: namely, the complete organisation of all carpet workers in the Brussels, Wilton, and Tapestry carpet trade of Scotland. By the end of 1918, the membership of the Association, in spite of the great depletion in the ranks of the workers caused by the war, had increased to 1,200.
Since 1914 the Executive was successful in obtaining the adoption of a new scheme for payment for tying-in beams, replacing the one which was abolished in 1886, and giving satisfaction to all workers in the Tapestry trade.
The progress and development of the Scotch Association during the past few years, and the successful amalgamation with the English Associations, has been largely due to the tact and energy of the President, Mr. Thomas Lindsay, of Paisley.
The Kidderminster, Northern Counties, and Scottish Associations were amalgamated in November, 1917, under the title of “The National Affiliation of Carpet Trade Unions.” The objects of the affiliation were the maintenance of uniform rates, the regulation of the supply of hands and hours of work, and generally the regulation of the relations of employers and employed in the trade.
The constitution is simple, the control of the Affiliation being vested in the hands of an Affiliation Board, composed of three representatives from each Association. The Board appoints a President, Secretary, and Treasurer, each Association being entitled to one official.
During the spring and early summer of 1919 negotiations had been proceeding between the Employers, the Trade Unions’ representatives, and the Ministry of Labour for the formation of a Joint Industrial Council for the Carpet Trade; and the inaugural meeting of this body was held under the auspices of Mr. John Hodge, M.P., on 18th July. It was composed as follows —
| Kidderminster and District Manufacturers’ Association | 5 | |
| Northern Counties’ Manufacturers’ Association | 5 | |
| Scottish Manufacturers’ Association | 4 | |
| — | ||
| 14 |
| National Affiliation of Carpet Trade Unions | 10 | |
| General Union of Textile Workers | 2 | |
| The Amalgamated Society of Gas, Municipal, and General Workers | 1 | |
| Workers’ Union | 1 | |
| — | ||
| 14 |
Mr. Herbert Smith, of Kidderminster (Employers), was elected Chairman, and Mr. Thomas Lindsay, of Paisley (Employees), Vice-Chairman.
It may be of interest to consider briefly the prospects of the industry.
The Carpet Trade is in several respects a peculiar one. Its principal raw materials, wool, cotton, and jute, are of such outstanding importance to more essential industries, that their supply and their price are conditioned by the latter; so that the Carpet Trade has to accommodate itself to a market which is not controlled to any extent by its own needs. It is not a large industry; but it employs a number of operatives in whom a high degree of technical skill is required in a great variety of branches; and it utilises a considerable quantity of ingenious machinery of many kinds. It is, strictly speaking, a luxury trade. That is to say, it is obvious that it is theoretically more possible to exist in a house with no carpets, than in a house, say, with no tables and chairs, while a floor covering is perhaps less of a necessity than wall-paper or curtains. Of course, as a matter of fact, the line is not drawn sharply between carpets and other articles of furnishing. A person who is furnishing a house, if he can afford curtains can probably afford carpets, though he may, indeed, find his mind divided between his desire to provide his home with a comfort that is almost a necessity, and his hesitation to indulge himself in a comfort that may be regarded as a luxury. Where the practical test of the trade being a luxury trade comes, is in the matter of renewals. It is here that the Carpet Industry is sensitive to the periodical changes in commercial prosperity, which seem to be inherent in modern civilisation. Generally speaking, when trade is bad the Carpet Industry is the first to suffer; and when there is a recovery it is some time before it feels the benefit. It seems that, with the first pinch of adversity, the carpet consumer decides upon a policy of economy that excludes the purchase of carpets, whatever else may or may not be bought.
Hence arises a period of depression in the carpet trade, with a decrease of profitable production, and consequent unemployment; and this in the future, in the face of higher wages and more keenly realised responsibilities towards employees, will certainly be an even more serious matter than it has been in the past.
The matter of the import of foreign goods has been mentioned in the chapter on Hand-made Carpets; and all that was said therein as regards the unrestricted entrance into the British market of Eastern and Continental productions applies to some extent to their competition with all makes and grades of carpet. The home market for carpets is a large one normally, but it is not capable of indefinite expansion; the consumption has its limits; and if the market is invaded by foreign goods, the consumption and the price of the domestic product will quickly fall with unpleasant if not disastrous results upon the industry.
The dangers indicated axe real ones, serious alike for Capital and Labour, who, more than ever in the past, will have to stand or fall together; and they deserve consideration, as regards the way in which they may best be met.
As previously indicated, various Associations exist in the Carpet Trade; but it may be admitted that there is scope for better organisation as regards consideration of matters that affect the Industry as a whole. If it is to be on a firm foundation, there should be a more complete recognition of the fact that the interests of all units of the trade are identical. Further, in any new scheme of combination the position of Labour will have to be recognised, and its co-operation cordially welcomed. Some such scheme as is outlined in the well-known Whitley Report, though it is by no means free from difficulties, may materialise, possibly in a modified form. The principle at any rate is a good one; and carpet manufacturers have had no cause to complain of their relations with their employees (nor vice versâ) in the past, nor any cause for doubting a reasonable attitude on the part of Trade Unions in the future. No reasonable employers in the Carpet Trade will begrudge their employees a fair remuneration for their work, nor improved conditions of working. Nor, on the other hand, will they be sorry to admit Trade Union representatives to a share in dealing with general trade problems. It seems manifestly right, for instance, that men no less than masters should consider how the Industry is affected by tariff questions, or how high wages or reduced working hours may be made compatible with the maintenance of the export trade.
Apart from this, it remains to be seen whether the manufacturers themselves can devise any satisfactory scheme for protecting their own interests and those of the Industry generally. All are pretty well agreed as to the desirability of closer and more efficient combination: differences of opinion exist as to the best methods by which this may be achieved.
Art squares, 88
Axminster, 5
—— carpeting, 49
—— qualities, 50-52
——, seamless, 61
——, setting, 54
—— weft motion, 58
Brussels carpeting, 29
——, chain warp, 31
——, finishing, 38
——, pressing, 38
——, sprouting, 37
——, stuffer warp, 31
——, weaving process, 32
——, winding, 30
——, worsted, 29
Cairo squares, 38
Carlisle, 23
Carpets, antiquity of, 1
——, artificial ageing of, 26
——, doctoring of, 25
——, earliest makers of, 24
——, European and Asiatic, 26
——, import of, 106
——, introduction into England, 3
——, sewing of, 42
Carpet trade associations, 107
—— ——, commercial conditions of, 119
—— ——, District Association, 110
—— ——, distribution of, 104
Carpet Trade Industrial Council, 118
—— —— Rationing Committee, 109
Chenille, 63
——, fur cutting, 65
——, qualities, 67
——, setting, 66
——, weft weaving, 64
Chlidema squares, 38
Colour, 92
Cotton, 11
Creel bobbin, 30
Design, 92
Distribution of carpet industry, 104
Donegal, 23
Drying yarns, 19
Dyeing, 13
—— yarns, 14
—— process, 18
Dyes of Oriental carpets, 25
Dye vats, 14
Eclecticism in design, 102
Egyptian loom, 1
Employees, number of, 104
Employers and employed, 107
Fine Wiltons, 45
Flax warp, 23
—— yarn, 11
Hakluyt, 3
Halifax, 7
Hand-made carpets, 20
Henry IV, 4
—— VIII, 4
Imperial Axminster, 50
Ingrain carpeting, 86
—— qualities, 87
Jacquard, 31
—— Axminster, 59
Jute yarn, 10
—— carpeting, 86
—— Carpet Weavers’ Association, 100
Kilmarnock, 6
Knots, Turkish and Persian, 21
Linen yarn, 11
Louis XIV, 4
Maffersdorf, 23
Materials, 9
——, consumption of, 104
Medallion squares, 42
Mohair, 10
Morris, influence of, 99
National Affiliation, 117
Northern Counties Association, 112
Ornament, classes of, 97
Paper yarn, 11
Plain Wilton, 47
Planting, 34
Qualities, standardisation of, 108
Ramie yarn, 11
Reproduction, 100
Saxony Wilton, 46
Scotch carpeting, 86
Scouring of yarns, 13
Seamless Axminster, 61
Self colours, 95
Silk, 9
Starching, 34
Statistics, 104
——, printing, 74
——, scaleboard, 78
——, setting, 81
——, steaming, 81
——, stripping, 80
——, velvet, 84
——, weaving, 83
Trade unions, 110
Two-colour effect, 96
Washing of carpets, 26
Wilton carpeting, 44
——, plains, 47
——, qualities, 45
——, shading of, 47
Wool, character and consumption of, 9, 10
——, characteristics of, 17
Woollen Wiltons, 46
Yarn drying, 19
—— scouring, 13
Printed by Sir Isaac Pitman & Sons, Ltd., Bath, England
BRINTONS LIMITED
KIDDERMINSTER
Tel. Address: Brintons, Kidderminster. Telephone No. 5
WORSTED AND WOOLLEN SPINNERS
CARPET AND RUG MANUFACTURERS

Brussels, Wilton, Axminster,
Chenille, and Hand Tufted
. . . . Carpeting . . . .
Cotton, Jute, Hemp, Linen
. . and Worsted Webbing . .
| WAREHOUSES— | |||||
| London | 10 | Ivy Lane, Newgate St., E.C. | Tel. | 7529 | Cent. |
| Manchester | 53 | Portland Street | Tel. | 4739 | City |
| Glasgow | 50 | Wellington Street | Tel. | 7314 | City |
Tel. Addresses: Brintons, London; Brintons, Manchester; Brintons, Glasgow
Robert Hall & Sons Bury Ltd.
Bury, Lancashire
Makers of all classes of
Looms, Preparing & Finishing Machinery
¶ Complete Plants of Machinery for Brussels and Wilton Carpets, Squares, etc., Tapestry and Velvet Carpets, Carriage Linings, Rugs, Slipper Tops, Cocoa Matting and Mats, Royal Axminster and Chenille Axminster Carpets, Turkey Carpets, Scotch and Kidderminster Carpets, etc.,
in all widths, including
Winding, Warping, Beaming, Sizing Printing, Setting, Starching, Drying and Steaming, Rolling and Shearing or Cropping Machines
Special Hand Looms for Carpets
Makers of the Noted Moxon Carpet Loom
Also Preparing, Weaving and Finishing Machinery for Cotton, Woollen, Linen, Jute, Ramie, Silk, etc.
Common Commodities and Industries Series
Each book in crown 8vo, cloth, with many illustrations, charts, etc. 2s. 6d. net.
Tea: From Grower to Consumer. By A. Ibbetson.
Coffee: From Grower to Consumer. By B. B. Keable.
Sugar: Cane and Beet. By Geo. Martineau, C.B.
Cotton: From the Raw Material to the Finished Product. By R. J. Peake.
Rubber: Production and Utilisation of the Raw Product. By C. Beadle and H. P. Stevens, M.A., Ph.D., F.I.C.
Iron and Steel: Their Production and Manufacture. By C. Hood.
Silk: Its Production and Manufacture. By Luther Hooper.
Tobacco: From Grower to Smoker. By A. E. Tanner.
Wool: From the Raw Material to the Finished Product. By J. A. Hunter.
Coal: Its Origin, Method of Working, and Preparation for the Market. By Francis H. Wilson, M.Inst. M.E.
Linen: From the Field to the Finished Product. By Alfred S. Moore.
Timber: From the Forest to its Use in Commerce. By William Bullock.
Clays and Clay Products. By A. B. Searle.
Leather: From the Raw Material to the Finished Product. By K. J. Adcock.
Oils: Animal, Vegetable, Essential, and Mineral. By C. Ainsworth Mitchell, B.A., F.I.C.
Wheat and its Products. By A. Millar.
Copper: From the Ore to the Metal. By H. K. Picard, Assoc. Royal School of Mines, Mem. Inst, of Min. and Met.
Paper: Its History, Sources, and Production. By H. A. Maddox.
Glass and Glass Manufacture. By Percival Marson.
Soap: Its Composition, Manufacture, and Properties. By William H. Simmons.
The Motor Industry. By Horace Wyatt, B.A.
The Boot and Shoe Industry. By J. S. Harding.
Gums and Resins. By Ernest J. Parry.
Furniture. By H. E. Binstead.
Other Volumes in preparation.
Transcriber’s Notes:
Some illustrations have been moved slightly to keep paragraphs intact. Archaic spellings and hyphenation have been retained. A few obvious typesetting errors have been corrected without note. The advertisements and publisher's catalogue have been moved from the front of the book to the end of the book.
[End of Carpets, by R. S. Brinton]
End of the Project Gutenberg EBook of Carpets, by Reginald Seymore Brinton
*** END OF THIS PROJECT GUTENBERG EBOOK CARPETS ***
***** This file should be named 58469-h.htm or 58469-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/8/4/6/58469/
Produced by Mardi Desjardins & the online Distributed
Proofreaders Canada team at https://www.pgdpcanada.net
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
[email protected]
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.