The Project Gutenberg eBook, Business Administration, by Various, Edited
by Walter D. (Walter Dwight) Moody and Samuel MacClintock
This eBook is for the use of anyone anywhere in the United States
and most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not
located in the United States, you'll have to check the laws of the
country where you are located before using this ebook.
Title: Business Administration
Theory, Practice and Application
Author: Various
Editor: Walter D. (Walter Dwight) Moody and Samuel MacClintock
Release Date: November 21, 2017 [eBook #56018]
Language: English
Character set encoding: UTF-8
***START OF THE PROJECT GUTENBERG EBOOK BUSINESS ADMINISTRATION***
E-text prepared by Juliet Sutherland, Carol Brown,
and the Online Distributed Proofreading Team
(http://www.pgdp.net)
BUSINESS ADMINISTRATION
TEXT BOOKS
Business Economics.
Business Organization and Management.
Advertising and Salesmanship.
Trade and Commerce.
Transportation.
Money, Banking and Insurance.
Investments and Speculation.
Accounting.
Auditing and Cost Accounting.
Business Law and Legal Forms.
BUSINESS ADMINISTRATION
THEORY, PRACTICE AND APPLICATION
Editor-In-Chief
Walter D. Moody
General Manager, the Chicago Association of Commerce,
Author, “Men Who Sell Things.”
Managing Editor
Samuel MacClintock, Ph. D.
Editorial and Educational Director,
La Salle Extension University
This work is especially designed to meet the practical every-day needs of the
active business man, and contains the fundamental and basic principles
upon which a successful business is founded, conducted and
maintained. To those looking forward to a business
career, this work forms the basis for a
practical and systematic course in
“Business Administration”
This work is especially designed to meet the practical every-day needs of the
active business man, and contains the fundamental and basic principles
upon which a successful business is founded, conducted and
maintained. To those looking forward to a business
career, this work forms the basis for a
practical and systematic course in
“Business Administration”
PUBLISHED BY
LA SALLE EXTENSION UNIVERSITY
CHICAGO
Copyright, 1910,
LASALLE EXTENSION UNIVERSITY.
BUSINESS ECONOMICS
¶ This treatise has been especially prepared by E. L.
Bogart, Ph. D., Associate Professor of Economics,
University of Illinois, and Author of Economic History
of the United States; Hon. O. P. Austin, Chief
of Bureau of Statistics, Department of Commerce and
Labor; and John Bascom, D. D., LL. D., former President
University of Wisconsin. It is supplemented by
the writings of recognized experts in the production,
preservation and distribution of wealth. The treatment
is modern, popular and authoritative. The volume
contains many timely and practical suggestions
which can be applied with profit to any business. It
is also arranged to serve as a quick reference work,
and includes a complete table of contents, a comprehensive
index and test questions.
Walter D. Moody,
Editor-in-Chief.
INTRODUCTION TO BUSINESS ADMINISTRATION.
BY WALTER D. MOODY.
General Manager, The Chicago Association of Commerce.
Author of “Men Who Sell Things.”
“The recipe for perpetual ignorance is: Be satisfied with your own
opinion and content with your knowledge.”
Business a contest of wits
This is an era of the greatest commercial activity
the world has ever known. The development of business is one of the marvels of
the new century. A few years ago science,
as a factor in commerce, was little known and less appreciated. The
amazing advantages to business of intellectual attainments were utterly
without recognition. Today, however, business has become a contest in
which the quickest perception wins, thus transforming the counting room
into a battle ground upon which brain matches brain for supremacy and
success.
Success—educated enthusiasm
Ah, that enchanting word, S-U-C-C-E-S-S. It
does not require a magic key to unlock the
door to business efficiency. There is nothing
mystic, nothing mysterious in the applied
method of the really resourceful men in this day of great successes, of
marvelous achievements in business enterprise. The sum total is contained
in two words, words that electrify, nevertheless. EDUCATED
ENTHUSIASM.
Changing conditions make opportunities
The most formidable barrier to progress has
always been the senseless opposition of those
to whom it would be of the greatest benefit.
Changing conditions are the order of the day,
for enlightenment has worked wonders. In
olden times, a man of affairs was obliged to guard his property and his
loved ones by building a moat around his house and posting sentinels in
and around his estate. The time is not long past when, because of prejudice,
perversity or ignorance, many men believed that opportunity knocked
only once at any man’s door. Today, thanks to deeper insight, most men
believe that life itself is opportunity; that the very air we breathe is
opportunity; that each new day presents broader opportunities for accomplishing
more because of better directed energy. This is not alone the
accepted dogma of the man who is making his way in the world. It is
the creed, doctrine, tenet or religion, whichever you may care to term it,
of the great captains of industry everywhere.
New ideas count
The more successful the man, the more does
he think, study, plan, as a part of his daily
occupation in the development of the affairs in
which he is interested. Newer and better ways to get things done is the
business standard employed today by successful men in all lines. Only
yesterday if a man of genius advanced a new idea, he found himself
ridiculed and his innovation opposed on all sides because it was a new
idea. Today, it is different. The man of ideas counts in the trend of
affairs as he has never counted before.
Must keep step with changing times
Everything has a subjective reason. Progress
is acting as a mighty dynamic force in changing
men’s viewpoint of life and things. Suppose
the stroke oar on a varsity crew, while in
a race against an opposing crew from a competitive institution, should
suddenly stop rowing in harmony with his associates and begin to row
backwards—that crew would not get very far without trouble. Suppose
a lawn mower should be reversed and forced to run backwards—there
would not be much progress made in cutting grass on that lawn. Varsity
crews and lawn mowers must move forward. Business men must advance
with the times.
A great merchant in Chicago tells a good story of his youth. He was
a member of a state regiment of militia. On a certain occasion, his company
was sent out on dress parade. An old maiden aunt, with considerable
colonial blood in her veins, took much pride in her nephew and his
company. While reviewing the parade, she was suddenly heard to exclaim:
“Why, every single man in that company is out of step excepting
my nephew.” Most men who fail to get on in the world do not realize
that success lies in keeping step—in making progress with changing conditions.
They generally make the mistake of thinking that the world and
everything in it is out of harmony with themselves.
New ideas worth searching for
A business man of successful experience realizes
that ideas—newer and better principles of
conducting business—are of the greatest value,
and he also knows that it pays him to search
for them. The same old way of doing things cannot longer be successfully
employed month after month and year after year as under the old
regime. The business man must be modern, up-to-date. The physician
or lawyer finds that to compete successfully he is compelled to search
without ceasing in order that he may comprehend the advancement in
treatments or procedures. “To the man who fails belong the excuses.”
Demand for trained men
President James, of the University of Illinois,
was asked if there was any demand from business
houses for college-bred men. His reply
was: “The demand has been far in excess of
the supply since courses in business administration were established in
our institution seven years ago. Each year has brought many more
requests than we have men to recommend.” Ten years ago President
James would have been ridiculed for advancing this new idea for the
establishment of a school of commerce in connection with a university.
Today, commercial schools are a part of the regularly established courses
of nearly all of the great universities of our country. Men trained in the
theory, practice and administration of business will always occupy the
best positions and will always command the greatest salaries.
Value of new ideas in business emergencies
All men fail at times in the accomplishment of
satisfactory results in the various enterprises
in which they are engaged, without being able
to give an explanation. The principles that
have been applied successfully for many
years seem apparently to have counted for nothing. It is frequently evident
that in such cases a very insignificant thing, a mere oversight perchance,
has been the direct cause of the failure. To be able to put the
finger on the precise cause of the lack of success in one’s method would
locate the cause of the disaster. Then it is that a real appreciation of
new ideas is fully realized.
Men paid for what they know—not for what they do
Failure is more often chargeable to a refusal
to learn by mistakes how to avoid them than it
is in making them. Experience is a good
teacher, but who can deny the value to be
gained in learning from the experience of
others, for we cannot all have the same experience or the same view of
similar experiences. There are many pathways to success, but the road
of individual experience is narrow and rugged. It is a commonly accepted
fact that for every ten dollars a high-salaried man draws, he receives
nine dollars for what he knows and one dollar for what he does.
On the same basis the successful business man, employing a large force
of other men, realizes that his own greatest worth, as applied to his
affairs, lies not so much in what he can do himself as how much he can
encourage his employes to do. In either case, his own personal knowledge
is the power behind the throne.
Knowledge in excess of present needs necessary
The man who would secure the largest net return
from his individual effort in the field of
endeavor, and he who would realize the greatest
possible advantage from the efforts of
those under his command must, of necessity,
possess knowledge—indispensable perception far in excess of the needs of
the moment. Discernment, like a bank account, soon runs out if it is
overdrawn or if it is not continually replenished. In business the “checking
system” of knowledge is the sort of account that pays best—not
the “savings account system.” Knowledge that is simply corked up and
allowed to accumulate cobwebs and rust can avail nothing. The sharpest
vinegar is procured by constantly replenishing the old stock with new.
90% failures vs. 10% moneymakers
Reliable statistics prove that only about ten
per cent of all people who engage in business
are successful and make money; the other
ninety per cent become insolvent and fail.
That is, they do not actually encounter the
sheriff, or go into the hands of a receiver, but they fail nevertheless to
succeed in the sense of making money, and what other possible reason
can anyone have for engaging in business if not to accumulate money?
Failures due to lack of intellectual capacity
Why do so many fail? Ask any credit man
and he will tell you that it is not because of
the lack of capital, or other material resources,
but it is due primarily to a lack of intellectual
capacity, the sort of brains that dig and work
and sweat until they find a way to accomplish things; brains that go to
the bottom of things; brains that are always looking for better results;
brains that never abandon a problem until they have found a way to
solve it. A friend once told me that he inquired of the manager of a
house employing some three hundred traveling men how many salesmen
they had. The manager replied, “Three.” My friend asked, “How’s
that? I am told your force of traveling men numbers nearly three hundred.”
“Ah, that is quite different,” replied the manager; “we have two
hundred and ninety-seven traveling men, but only three salesmen.”
Quite likely that manager’s estimate was intended to be taken figuratively
rather than literally, but it serves to illustrate the fact that in this great
United States there are millions of men, young, middle-aged and old, who
are content to plod along in a mediocre sort of way, heedless or unmindful
of the fact that opportunity, knowledge, possibilities, are calling, calling,
calling to them to come up higher. There are hundreds of thousands of
other men engaged in business who sit idly by while their trade, like the
sands in the hour glass, slowly ebbs away, and eventually is absorbed by
their more progressive business neighbors.
Moneymaking and business literature
There is still another vast army of business
men—salesmen, clerks and wage-earners of all
classes—who are beginning to catch a glimpse
of the dawning of a new business era, the
greatest the world has ever known, an era impregnated with possibilities
and opportunities for those who are ready with wicks trimmed and oil
in their lamps. To the earnest latter class which is really desirous of
profiting by the experience of others, there is no need of elaborating the
possibilities embodied in this course of reading in Business Administration.
This set of books, containing valuable business data on many subjects,
thousands of pages telling the story of success illustrated by trained
men whose names are respected everywhere, is intended to reach all
classes. There is absolutely nothing in print that can even approach or
can begin to compare with it in value as a reference library for business
men or excel it as a complete course of instruction for any man desirous
of making the best of his possibilities and opportunities in the kaleidoscopic
age through which the business world is now moving.
Practical ideas best
The more practical the ideas, the better the
basis for good work. Not long since, business
men generally pooh-poohed the idea of
employing in the conduct of their business anything new, which was taken
from the writings and experience of others, such as is contained in this
remarkable series, contributed to by some of the brightest minds in the
business world today. There is, however, in these days unmistakably a
hungering and thirsting for just this new sort of literature. It fills a long-felt
need—fills it exactly, completely, satisfactorily. Being the author of a
work on salesmanship which has had a countrywide circulation, I have
been literally besieged by business men everywhere asking me to recommend
books treating of successful business methods, and have been chagrined
to find how limited was the supply. The man who formerly was
prejudiced against such sources of information must now step aside
and make way for progress or unite with the popular demand for more
education and better methods.
Cannot afford vs. can afford
Show me the man who says he has no patience
for such things, and I will show you a
man, like the stroke oar and the lawn mower,
who does not believe in moving forward in
progress. Show me the man who says he has
no time to read of new methods and principles, and I will show you the
one who utterly fails to perceive that familiarity with business literature
of this kind means pecuniary advancement. Show me the man who says
he cannot afford to invest in such a set of books, and I will show you
one who apparently CAN afford to waste his energy in misdirected
effort—that energy and effort which are to every wage-earner and
tradesman both his stock in trade and his invested capital.
Failures unnecessary
Someone has said, “There are three kinds of
people in the world—the Can’ts, the Won’ts
and the Wills. The first fail at everything;
the second oppose everything; the third succeed
at everything.” I would add a fourth kind—the largest class of all—the
Don’t Trys, the “Oh-what’s-the-use,” “It-doesn’t-interest-me” sort
of people. Their name is legion; their fault is lack of confidence. Knowledge
is the greatest inspiration of confidence to be found on earth. You
may not personally be held in the hope-paralyzing bondage that produces
the “Oh-what’s-the-use,” or “I’m-not-interested” germ, but if you are not,
you are exceptional. Most people are, and that is the reason that such
persons are just about what luck, good fortune or chance make them,
succeeding if fortune favors them, failing if they are left to depend upon
their own resources. Result: Nine fail where one succeeds.
It is very fortunate, indeed, for most men that so much of their happiness
depends upon success. There is nothing on earth quite so terrible
to think of as failure, especially that due to lack of effort, unless possibly it
be the failure of a man who lacks the courage or initiative to try to make
the most of himself, and thus lets his best opportunities escape him. And
this last is really the most pitiful thing that can befall a man. It is well
enough to plan opportunities, but if we had the wisdom to take advantage
of such opportunities as naturally come to us, results would more often be
found in the balance on the right side of the ledger. And so I am of the
opinion that a clear explanation of why a very large class of people do not
succeed is found in some of these expressions—“I don’t care,” “I can’t,”
“It doesn’t interest me,” or “Oh, what’s the use.”
Basis of all business success
One of the great objects set forth in this
Business Administration series is to supply the
positive energy which begets courage, confidence,
initiative and success. We want to
make you feel the necessity of doing some reading, a little plain thinking,
and to make as clear as possible the important things that are involved
in the serious but very fine game of business.
With business becoming with each succeeding day more and more of
a science, it is high time to understand what is essential to it. Speaking
of the subject of “Organized Business,” a great authority recently said,
“It is time even for business men to understand business.” Again, the
purpose of this course in Business Administration is, if possible, to measure
the power and principles of business, to trace their ramifications, define
their elements, get hold of their vital fundamentals, and so comprehend
them, both in technical detail and as a mighty unit. And I am confident
we have done all this. I find that at the foundation, the machinery
of business is simple, but whether it is plain or complicated, all who would
succeed must make every effort to comprehend it thoroughly. All I
care to emphasize at present is the great truth that knowledge, established
and classified, is the basis of all business success. This is clearly
established in this course of reading, and I am trying to incite your
imagination in writing of its merits just as I would endeavor to enable
you to realize it if I could talk to you personally right across my desk.
The observant man can see clearly the things I am talking about, but to
most men the mind’s eye perceives not by observation, but only when the
imagination is stimulated. So I would stir all men to look earnestly into
these things, with a view to their personal betterment.
Business axioms simple to understand
Business is far more than business as it is commonly
understood. It is a science, and it is
the eager, practical minds of business men that
we shall endeavor to convince first of that
fact, and our reasons for addressing those
principally concerned are especially good. Why? I have found that in
writing about business whenever I was able to make the principles so
plain that business men understood them, everybody else did, so it is to
be expected that if business axioms can be made simple enough for business
men to understand them, everyone will apprehend them. Everybody.
And it is everybody that we are attempting to reach.
Knowledge is power
For nearly thirty centuries men have recognized
the concrete wisdom of Solomon’s proverb:
“A wise man is strong; yea, a man of
knowledge increaseth in strength.” Yet we
have been slow in making its application universal to the race. But we
are beginning to understand that the power inherent in knowledge applies
as well to commercial and industrial as to scholastic, political and social
life, as well to the counting room as to the pulpit, as well to the shop as
to the university, as well to the farm as to the bar. Knowledge is power
and is the only source of real intellectual sovereignty that the Creator has
ever entrusted to men.
In conclusion, I would say that these words are addressed to the
business men of America, and this designation includes the banker and
his clerks, the farmer and his sons, the lawyer and the law student, the
financier and the man who sells bonds and stocks, the merchant and his
clerk, the accountant and the bookkeeper, the manager and his assistants—the
ambitious young men of the Twentieth Century type, contemplating
the pursuit of any business, trade or occupation.
CONTENTS
| BUSINESS ECONOMICS. |
| Practical Economics. |
|
By Ernest Ludlow Bogart |
1 |
| I. |
The Modern Industrial System— |
1 |
|
The English Manor—Institution of Private Property—Competition
Defined—Development of Industrial Liberty—Domestic System of Industry—Factory
System of Industry—The State as a Regulator of
Industrial Undertakings. |
| II. |
The Agricultural Resources of the United States— |
9 |
|
The Land Policy of the United States—Irrigation—Dry-Farming—Farm
Ownership—Decline of the Agricultural Population—Character
of Agriculture in the United States—Forest Resources—Fisheries. |
| III. |
The Mineral Resources of the United States— |
19 |
|
The Problem Connected with our Mineral Resources—Steps Taken to
Remedy the Evil—Coal—Petroleum—Iron—Precious Metals—Copper—Water
Power and Its Use. |
| IV. |
Capitalistic Production— |
29 |
|
The Rapid Industrial Development and Its Causes—Factory Defined—Division
of Labor—Use of Labor-Saving Machinery—Specialization
and Localization of Industry—Large-Scale Production—System of
Standardization. |
| V. |
Trusts and Monopolies— |
39 |
|
Phases of Combination for Fixing Prices—Classes of Industrial Establishments—The
Trust Movement—Causes and Effects of Industrial
Combinations—Evils of Combination—Legislative Regulation. |
| VI. |
Speculation and Crises— |
51 |
|
Risks of Modern Business—Function of the Speculator—Legitimate
and Illegitimate Speculation—The Occasion of a Crisis—“Hard
Times”—Theories as to the Causes of Crises. |
| VII. |
The Modern Wage System— |
60 |
|
Beneficial Results of the Factory System—Abuses of the Factory System—The
Existence of a Wage-Earning Class—The Wage System—Historical
Systems of Labor—Modifications of Individualism—The
Bargain Between the Employer and the Laborer—Necessity of Protective
Legislation. |
| VIII. |
Labor Organizations and Collective Bargaining— |
68 |
|
Growth of Labor Organizations in the United States—Knights of
Labor—American Federation of Labor—Objects and Methods of Labor
Organizations—Restrictions Limiting the Output of Labor—Collective
Bargaining—Boards of Conciliation and Arbitration. |
| IX. |
Women and Children at Work— |
80 |
|
Evils of Early Factory System—Expansion of Woman Labor—Why
Women are Paid Lower Wages than Men—Desirability of Employment
of Women—Child Labor—Labor Legislation. |
| X. |
Unemployment and Insurance— |
90 |
|
Number of Unemployed in Modern Industry—Classification of the
Unemployed—Causes of Unemployment—Insurance against Accident,
Sickness and Old Age in the United States; in Germany. |
| XI. |
Machinery and Industrial Efficiency— |
101 |
|
Evils of Machinery—Labor’s Complaint against Machinery—Industrial
Education in Germany; in England; in the United States—Aids to Industrial
Development in the United States. |
| XII. |
Profit-Sharing and Co-Operation— |
110 |
|
Methods of Profit-Sharing—Economic Theory of Profit-Sharing—Objections
against Profit-Sharing—Experiments in Profit-Sharing—Co-Operation—The
Rochdale Society—Producers’ Co-Operation—Advantages
and Defects of Co-Operation. |
| XIII. |
Problems of Distribution— |
119 |
|
Functional Distribution—Personal Distribution—Forms of Distribution
Proposed—Questions Connected with Functional Distribution; with
Personal Distribution. |
| XIV. |
Saving and Spending— |
127 |
|
Expenditures for Different Purposes—Relation Between Saving and
Spending—Desirability of Work for its Own Sake—Problem of Luxury—Economy
in Consumption—Economic Evils of Intemperance. |
| XV. |
Money and Banking— |
137 |
|
What Determines the Value of Money—Bimetallism—Monometallism—Government
Paper Money—Kinds of Money in the United States—Problems
of the Banking System of the United States. |
| XVI. |
Transportation and Communication— |
145 |
|
Consolidation in the Railroad World—Question of Railroad Rates—The
Public Nature of Railroads—Ownership of Railroads—Electric
Interurban Railways—Express Companies—The Telephone—The Telegraph—Inland
and Ocean Water Transportation—Our Canal System—Our
Merchant Marine. |
| XVII. |
Taxation and Tariff— |
154 |
|
Consequences of Taxation—Adam Smith’s Rules of Taxation—Problems
of Taxation—Sources of Revenue in the United States—The
General Property Tax—Inheritance Taxes—The Question of the
Tariff. |
| XVIII. |
The Functions of Government— |
163 |
|
Functions of a Modern State—Anarchism—Individualism—Modified
Individualism—Culture State Theory—State Socialism—Socialism—Municipalization
of Local Public Utilities. |
| XIX. |
Economic Progress— |
172 |
|
Improvement in Rate of Wages and Hours or Labor—Advances in
the Field of Production—Reasons Why Labor has not Profited More
by the Great Increase in Wealth—Reduction in the Cost of Semi-Luxuries—Lines
Along Which Reform is Needed. |
| Manufacturing. |
|
By O. P. Austin |
179 |
| Introduction— |
179 |
|
The Hand Method of Manufacturing—The Factory Method—Chief
Producers by each Method—Exchanges of the World—Relation of
Development of Manufactures to Commerce. |
| I. |
Modern Manufacturing Systems of the World— |
185 |
|
Their Development During the Last Two Centuries—The Waterfall
as a Source of Power—Development of Steam Power—Enlargement
of the Use of Machinery Following the Application of Power—The
Factory Town—Results of the Application of Steam Power to Transportation—Electricity
as an Aid in Manufacturing. |
| II. |
The Use of Machinery in Manufacturing— |
193 |
|
The Spinning Wheel—The Loom—Kay’s Flying Shuttle—Hargreave’s
Spinning Jenny—Arkwright’s Water Frame—Crompton’s Spinning
Mule—Machinery in the Iron and Steel Industry—Growth in Manufacturing
Following the Application of Machinery to the Leading Industries—Effect
of Machinery upon the Employment of Men—Effect upon
Employment of Capital—Effect upon Prices of Labor, of Raw Materials,
of Finished Products—Effect upon Commerce—Effect upon the
Quality of Manufactures Produced. |
| III. |
Development of the Factory System— |
203 |
|
Growth of the Factory System in England—Causes of the Recent
Growth of the Manufacturing Industries in the United States—Estimates
of the Value of Manufactures in the Principal Countries of the
World—Net and Gross Valuations of Manufactures in the United
States. |
| IV. |
Capital in Manufacturing— |
214 |
|
Capital a Growing Factor in Manufacturing Industries—Manufacturing
in Great Establishments and under Expert Management a Favorite
Investment for Capital—Effect of Increase in Gold Production—Investments
of Capital and Use of Machinery Increase more Rapidly
than Employment of Labor—United States Statistics of Investment
and Production Superior to those of Other Countries. |
| V. |
Trusts and Combinations— |
222 |
|
Reasons for Co-Operation—The Pooling System—The Company—The
Corporation—Trusts and Other Combinations—Causes of the
Transformation from the Company and the Corporation to the Trust—Effect
of Trusts upon Production, Prices, Wages and Employment. |
| VI. |
The Iron and Steel Industry— |
230 |
|
Pig Iron the Basis of all Iron and Steel Manufacturing—Pig Iron
Production of the World in 1800 Compared with 1907—Fall in Prices
of Iron and Steel a Result of the Application of Modern Methods of
Manufacture—History of Iron Manufacture; Development in England
and Germany—History of Iron-Making in the United States—Transformation
from the Charcoal Method to that of Coal and Coke—The
Earlier Methods of Manufacturing Steel Contrasted with those of
Today—Rival Claims of the English and the American Inventors,
Bessemer and Kelly, to the Modern System of Steel Manufacturing—Description
of the Process of Manufacturing Steel under American
Methods—The Use of Powerful Machinery and Lessening Proportion
of Work Performed by Man Power—The Railway and Steamship in
Relation to the Steel Industry—Great Combinations of Iron and Steel
Manufacturers—Description of the Process of Transforming Iron
into Steel by the Bessemer Process. |
| VII. |
The Textile Industry— |
247 |
|
Growth of the Textile Industry from the Hand Industries to Use of
Machinery and the Factory System—Great Britain, the Greatest Cotton
Manufacturing Country of the World in Proportion to Population—The
United States the World’s Greatest Producer of Raw Cotton—Contrast
of Manufacturing Methods in the United States and Europe—Great
Britain the World’s Principal Cotton Manufacturer for Exportation—The
United States a Large Manufacturer but Chiefly for
her Own People—Light Grades of Cotton Manufactured in Europe—History
of the Textile Industry—Description of the Manufacture of
Textiles—Cotton Manufacturing has Outgrown that of Other Textiles—History
of its Manufacture in India, in Asia Minor, in America, and,
in Recent Years, in Japan—Other Oriental Countries Manufacture by
the Hand Processes—Growth of the Use of Machinery in Cotton Manufacturing,
from the Spinning Wheel and Spinning Jenny to Modern
Machine Methods—The Textile Industry of the United States. |
| VIII. |
The Manufacturing Industries of the United States— |
263 |
|
The United States the World’s Greatest Manufacturer—Its System
Developed More Recently than that of Europe—Has Utilized Modern
Methods in Combination with Large Sums of Capital—The United
States the Only Nation Taking a Census of Manufactures—The Gross
and Net Value of Manufactures as Reported by the Census—Relation
of the Gross and Net Figures to Those of Other Countries—Acceptance
of the Lowest Estimate of Manufactures in the United
States Places her Products Far in Excess of Those of any Other Nation—Growth
of Manufacturing has Outgrown Consuming Power of
the People and Resulted in Rapid Growth in Exportation—Manufactures
Form a Growing Share of Exports—Principal Manufactured
Articles Exported and Principal Countries to which Sent. |
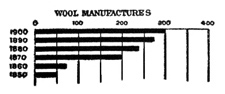
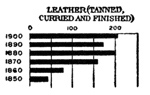
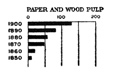
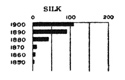
| IX. |
Statistics of Manufacturing— |
289 |
|
Production of Manufacturers’ Materials—Development of Transportation
Facilities—Distribution of Manufactures—World’s Production of
Gold, 1492 to 1908—Enlargement of Capital Invested in Manufacturing—The
Various Classes of Manufactures Produced in the United
States—The Value of Each Group at Recurring Censuses from 1880
to 1905—Distribution of the Manufacturing Industries in the Various
Sections of the United States—Share which Manufactures Form in
the Imports and Exports of the United States—Share which Manufactures
Form in the Imports and Exports of the Principal Countries
of Europe—Estimated Value of Manufactures Produced in the Principal
Countries of the World, 1780 to 1905—Commerce of the World,
1780 to 1905—Number of Persons Engaged in the Principal Manufacturing
Industries of the United States—Cotton Spindles of the World—Cotton
Production of the World—Growth of Population, Commerce,
Transportation Facilities, and in Production of Certain Articles Required
in Manufacturing, 1800 to 1908. |
| Concrete and Steel. |
|
By J. F. Springer |
322 |
| Chemistry and the Industries. |
|
By Benjamin Ball Freud |
341 |
| The Close Relation of the Producer-Gas Power Plant to the Conservation
of our Fuel Resources. |
|
By Robert Heywood Fernald |
352 |
| Efficiency in Shop Operations. |
|
By H. F. Stimpson |
370 |
| The Bridge Between Labor and Capital. |
|
By John Mitchell |
380 |
| The Unemployed. |
|
By John Bascom |
384 |
| Quiz Questions |
403 |
[Pg 1]
PRACTICAL ECONOMICS.
BY ERNEST LUDLOW BOGART, Ph. D.
[Born Yonkers, N. Y., 1870; A. B., A. M., Princeton University, 1890, 1896;
Ph. D., University of Halle, 1897; Graduate Student, University of Halle, 1894,
1896-7, University of Berlin, 1894-5, Princeton University (Fellow), 1895-6,
Columbia University, 1897-8. Assistant Professor Economics and Social Science,
Indiana University, 1898-1900; Professor Economics and Sociology, Oberlin
College, 1900-1905; Assistant Professor Economics, History and Politics,
Princeton University, 1905-9; Associate Professor Economics, University of
Illinois, 1909. Author of Economic History of the United States (Longmans
Green & Co., 3rd edition, 1909), and several monographs and periodical
articles.]
INTRODUCTION.
In the preparation of this text the author has endeavored
to apply the principles of economic science to some
of the more important problems of the modern industrial
world, and especially those now confronting the people of
the United States. He has attempted in doing this above
all to make the text practical. The student or teacher
of economics will recognize at once that the sections are
arranged into groups corresponding with the traditional
divisions of economic text-books into production and distribution
(land, capital and organization, and labor), consumption,
exchange, and the relation of the government
to the individual. It is hoped that the text may not be
without profit and interest to the general reader as well
as the students of the La Salle Extension University.
I. THE MODERN INDUSTRIAL SYSTEM.
We shall probably get the clearest idea of the complexity
of our modern industrial society if we contrast it
briefly with the simpler state of social organization which
preceded it. For this purpose we may take the English
manor of the eleventh century. At that time England
[Pg 2]
was a purely agricultural country, and the whole country
was divided into manors, of which the lord was regarded as
the owner, under feudal conditions, while those who cultivated
the land were his tenants. These tenants—villeins
and cotters—worked on the lord’s land two or three days
in the week, and the rest of the time cultivated their own
holdings. The whole of the land of the manor, both that
of the lord and that of the tenants, was cultivated on an
elaborate system of joint labor. The land was divided into
strips of about half an acre each, and a man’s holding might
consist of a dozen or more of these strips scattered about
in different parts of the manor. This was done in order
to secure equality in the fertility and location of each
man’s land. At that time the prevailing method of agriculture
was known as the three-field system, in which one
field, comprising about one-third of the manor and containing
a portion of the scattered strips of the lord and every
tenant, was planted with wheat, a second field comprising
another third of the cultivated land was planted with
barley or oats, while the third field was left fallow. The
second year saw the second stage of this three-year rotation,
one-third of the manor lying fallow each year to
recuperate from this exhausting method of cropping;
artificial manures were unknown.
Now the significant characteristics of such a manorial
society were three. First, it was economically self-sufficient,
that is, practically everything that was needed or
was consumed on the manor was produced there. There
was no need of intercourse with the outside world and
there was little contact with it. Salt, iron, and millstones
were almost the only things that the inhabitants of such
a manor had to buy from outsiders. Consequently there
was no production of goods for a market, little money,
and almost no trade. The few things that were purchased
were paid for at prices fixed by custom. Secondly, agriculture
was carried on under a system of joint labor, and
[Pg 3]
under customary methods which did not change from generation
to generation. It is clear that as long as all the
land of the manor was thrown together, for purposes of
cultivation, into fields on which were planted wheat or
barley or which lay fallow, no one individual could cultivate
his land differently from his neighbors. Indeed, the
holdings of the different tenants were not even separated
by fences, but only by ridges of grass. On the land which
lay fallow the cattle were turned out to graze; if any man
had attempted to plant a new crop the third year, his
neighbors’ cattle would have devoured it under such a
system. Production was regulated absolutely by custom,
and no opportunity was given for the development of the
inventiveness or initiative of the progressive individual.
Thirdly, the tenants were personally unfree, that is, they
did not have the liberty of moving freely from place to
place, but were bound to the soil which they cultivated.
A man could not freely choose either his occupation or
his residence. There was no mobility or freedom of movement.
Labor was wholly or partly compulsory, and on
terms rigidly fixed by custom or by superior authority.
Such a society differs from that of today in almost
every point, and offers a startling proof of how far we
have progressed in the past eight or nine hundred years.
For many of these characteristics, however, we do not
need to go back to the English mediaeval manor; the plantation
of the South two generations ago, with its system
of slave labor, furnishes an illustration more familiar to
most of us. With such a condition of industrial development
we may now profitably contrast our own of the
twentieth century. The chief characteristics of the modern
industrial system are the institutions of private property,
of competition, and of personal liberty.
The institution of private property is so familiar to us
and so fundamental in modern economic life, that we commonly
regard it as a natural right. Nevertheless, private
[Pg 4]
property, like most other economic institutions, is the result
of a long evolution. Primitive man can hardly have
had the conception of private property, and when it did
begin to emerge, it was at first confined to movables.
Indeed we may say that on the mediaeval English manor
the private ownership of land did not yet exist in the modern
sense. It was found however that, when each cultivator
was permitted to fence in his holding and to call it
his own, he cultivated it much more carefully and produced
much more. Inclosure led to private property in land
and to individual freedom in its use. Today in the United
States the possession and transfer of landed property is
almost as easy as that of movables. Private property must
be justified on the ground of social utility, because under
this method of control so much more is produced than
under any system of commercial ownership yet tried. But
there are not wanting objectors who contend that limits
should be placed upon this institution, and that the right
of use, of bequest, and possibly of unlimited acquisition
should be brought under social control. The beneficence
of private property turns largely upon the existence of
competition and individual liberty and to these we must
now turn.
Competition is defined as “the act of seeking or endeavoring
to gain what another is endeavoring to gain
at the same time.” But competition in modern industrial
life is not merely a struggle to appropriate an existing
good. The very contest, as over the control of a market,
may and probably will lead to cheaper and larger production,
and thus to the benefit of society. Competition is
a selective process in our modern economic society, and
through it we have the survival of the fittest. “Competition,”
so runs the proverb, “is the soul of trade.” There
is, to be sure, a dark side to the picture, for economic
competition involves the defeat of the weaker party, but
this does not necessarily mean his destruction, for his very
[Pg 5]
failure may sharpen his faculties and secure his ultimate
success, or at worst he may find employment under his
successful rival. But here again it is being urged that
competition is brutal and that we should go back to the
mediaeval method of regulation by custom, or resort to
combination and monopoly. We are now witnessing experiments
in both directions, but competition still remains
the controlling force of modern economic society, and bids
fair to continue so. It should however be the function
of society to raise the ethical level of competition.
Industrial liberty has been developed even more slowly
and painfully than the institution of private property, and
has in some instances not yet been wholly won. Slavery
and serfdom have given way before the higher and more
beneficent conception of freedom or liberty. We believe
today that a man generally knows what is best for him
and will utilize his opportunities to the best advantage;
that by giving him a maximum of freedom the welfare of
society will at the same time be best promoted. Consequently,
in our modern industrial society, a man is given
not only social and religious liberty, but is free to move,
to choose his occupation, to produce and to trade, to associate
with his fellows, and to expend his income as he
will. But here again, while the prevailing rule is liberty,
society has found it necessary to lay restrictions upon the
abuse of this liberty. It is not enough even to regard the
industrial world as a great game in which each may act
as he pleases provided only he observes the rules of the
game. A higher conception of responsibility and duty must
accompany freedom of action if we are to secure the best
results.
The term “industrial society” has already been
frequently used and needs a somewhat fuller explanation.
About the year 1760 there took place in England
what is usually called the Industrial Revolution.
A number of inventions were made which rendered
[Pg 6]
it possible to use steam-driven machinery in the manufacture,
first of textile and then of other goods.
Manufactures were removed from the home, where they
had hitherto been carried on, to the factory. Capital
began to be used in large masses, machinery displaced
hand tools, and the laborer ceased to own the implements
with which he worked. Men, machines, and capital
were massed in the factory and organized under the management
of a new set of industrial organizers for the purpose
of producing goods for a world market. The development
of such an industrial society has been attended by the
minute division of labor, by a growing separation of classes,
by concentration of the population in urban centers,
by the increasing cost and complexity of machinery, by
the development of improved methods of transportation
and of credit, by the combination of labor and of capital,
by the enormous increase of production, and by the growing
concentration of wealth.
The introduction of power manufacture completely
revolutionized industry. The independent workman with
his own tools was superseded by the factory, the small
producer has given way in turn to the trust. With the
introduction of expensive machinery it became necessary
to organize capital on a large scale. Corporations with
limited liability were organized for the manufacture of
goods, the exploitation of mines, the building of railroads,
and the carrying on of trade. As methods of production
improved industry became more and more concentrated,
and finally huge trusts took over the operation of combined
plants. The business unit has grown increasingly
larger, and the need and power of capital have become increasingly
important. Capital has played a role of growing
significance and has become more and more powerful
in modern economic life. Indeed the name “capitalistic
production” has been applied to modern industry because
of the predominant importance of capital in all lines of
[Pg 7]
wealth production. Impersonal, growing by sheer force of
its own momentum, capital is often thought of as intensely
selfish and even cruel. Abuses which have arisen in the
development of modern capitalistic industry must be
remedied, but attacks upon capital itself are misguided
and rest upon a mistaken analysis of methods of production.
Before the introduction of the factory system, under
the so-called “domestic” system of industry, the laborer
carried on his work in his own home, where he provided
the raw material, owned his own tools, furnished the motive
power—his muscles—and was his own master. Today
every one of these conditions is changed—the work is carried
on in the factory, the raw material, the tools, the
motive power are all provided by the capitalist, the laborer
contributing only his own more or less skilled labor, while
the conditions under which he carries on his work are
largely determined for him. He is no longer his own master.
To protect himself against the growing power of capital
the worker has organized with his fellows into trade
unions. These seek to meet the monopolistic power of
capital by exerting a monopolistic control over labor.
While they realize that modern productive processes cannot
be carried on without capital, they also insist that labor
is equally essential. They claim that capital has received
more than its fair share of their joint production and has
exploited labor; consequently they insist that labor must
now demand its just reward and enforce the claim by
strikes and by raising wages. To enforce their monopoly,
the policy of the closed shop is often enforced. The interests
of capital and labor have thus often been made to
appear antagonistic instead of complementary to one another.
Frequently in their struggles the interests of the
consumer have been entirely lost sight of.
These conflicts in the productive processes of modern
economic society have led many people to look to the state
[Pg 8]
as the regulator of industry and to invoke state aid or
state interference along many lines. Maladjustments in
the labor contract, mistaken production, leading perhaps
to speculation and financial panics, abuses of power by
corporate interests, discriminations by railroads, and similar
irregularities are made the excuse for an appeal to
state authority. Some would even go so far as to have
the state take over and manage all productive enterprises;
but socialism is as yet a protest rather than a constructive
force. In the last analysis the state is the regulator of
all industrial undertakings, for they all concern society.
The state must hold the balance even and see that fair
play is given to all groups and all classes; but the greatest
amount of freedom compatible with economic justice
must be sought for. It is a difficult question how far the
state must interfere in the conduct or management of industrial
enterprises in order to secure social justice. There
is a decided tendency at present to a strengthening of the
regulative power of the state for the protection of the
weaker classes of society. And yet on the whole the institution
of private property, free competition, and a maximum
of individual liberty remain the fundamental conditions
of our economic life.
But while under the system of individualism, industrial
activities have been multiplied, wealth has been enormously
increased, and human progress has been greatly advanced,
many abuses and evils still remain. Many practical economic
problems still await solution. Some of these have
already been suggested in the preceding paragraphs; others
remain to be presented. It is the purpose of this text to
apply to some of the more important practical current
problems of our modern industrial life the principles of
economic science, and to endeavor to reach fair and just
conclusions on controverted points.
[Pg 9]
II. THE AGRICULTURAL RESOURCES OF THE
UNITED STATES.
The land area of the United States, exclusive of Alaska
and our island possessions, is a little less than 3,000,000
square miles, or an area somewhat less than the whole of
Europe (3,700,000 square miles). Of this about 840,000
square miles, or a little more than one-fourth, still remains
in the possession of the Federal Government and constitutes
the public domain. The rest belonged to the original
thirteen states, has been given to railways or to the states
for educational purposes, or has been sold and given away
to individual settlers. The policy of the Government in
the disposition of the public domain has, on the whole,
been to place it as rapidly as possible in the hands of cultivators,
and also to use it as a fund to promote internal
improvements and education. About 200,000,000 acres had
been granted to railroads down to 1871, at which time land
grants were discontinued, to secure their early construction.
This policy has often been bitterly condemned, and
it has been contended that the land should have been saved
for actual settlers. It may however be said that without
such grants the railroads would not have been built at as
early a date as they actually were, and that without railroads
the land was practically worthless, as it was too far
removed from any navigable waterway to have access to
a market. Moreover, the Federal Treasury lost nothing,
for the sections of land alternating with those granted to
the railroads were sold to settlers for $2.50 an acre instead
of $1.25, the customary price for the public lands.
The grants of land for educational purposes have been
generally approved. Upon such grants rests the establishment
of our state agricultural colleges.
The unique and characteristic feature of the land policy
of the United States has been the granting of land to
the settler upon actual residence and cultivation for five
[Pg 10]
years. Such a grant of 160 acres is called a “homestead,”
and since 1862 has been made to any citizen who is the
head of a family or above the age of twenty-one years.
In this way over 230,000,000 acres have been placed without
cost in the possession of the actual cultivators. The
newer public land states are peopled by proprietors, and
there has never grown up in the United States a large
class of rich land owners whose land is cultivated by a
tenant peasant class, such as exists in England and parts
of Europe. For this we must thank not only our land
policy, but also the vast extent of unoccupied land that
might be had almost for the asking.
Now, however, the public lands available for agriculture
have been exhausted; practically all that remains is
situated in the arid zone, and needs systematic irrigation
before it can be made available for any use except that of
grazing. There are still about 100,000,000 acres of choice
land in Indian reservations, and as a consequence of the
pressure upon this resource and also because of the unwisdom
of the old reservation system, the policy has now
been adopted of dividing these lands among the Indians
in individual ownership, under careful safeguards, and of
assimilating the Indians to the rest of the population.
The exhaustion of the fertile and well-watered lands
of the Mississippi Valley has forced the later comers to
have recourse to the arid soils in the almost rainless region
west of the one hundredth meridian of longitude.
The character of farming under such climatic conditions
must of necessity be very different from what it is in the
rainy districts, and the versatility and adaptability of the
American farmer is well illustrated by the development
which has taken place there. The first effort at the solution
of the problem was in irrigation, a method which had
been early practised by the Pueblo Indians, and later and
most successfully by the Mormon settlers in Utah. By
1900, according to the census, 7,539,545 acres were under
[Pg 11]
irrigation. While most of the work up to that time had
been done by private initiative, a demand arose for irrigation
at government expense, in response to which Congress
in 1902 provided for the building of irrigation works
out of the proceeds of the sales of public lands. Regulation
and conservation of the limited water supply by governmental
authority, either state or national, is indeed essential
to the success of irrigation and will probably be
the policy of the future.
A second and even more interesting development of
American agriculture is the so-called dry-farming which
is being successfully introduced into the semi-arid regions.
Carefully selected seeds and plants of crops especially
adapted to these climatic conditions are used, and then
a very careful and intensive method of tillage is followed.
The soil is plowed deep and thoroughly pulverized so that
the roots can strike down to the deeper levels and absorb
all the moisture available. Extraordinary results have
already been attained, and the region that the older geographies
labeled “The Great American Desert” bids fair
to become one of the most flourishing districts in the country.
That part of the area of the United States which has
already been reduced to private ownership is divided into
5,700,000 farms. As almost half of the land in these farms
is uncultivated, being forest, waste land, or pasture, it
is evident that there is still room for a great increase in
the agricultural production of the United States without
bringing additional land into the field. The average size
of these farms is 146 acres, which looms large indeed when
compared with the 20-acre farms of France and the 60-acre
farms of Great Britain. The difference is of course
due to the difference in the methods of agriculture and
the character of the crops, the European conditions demanding
intensive cultivation while our methods are still
largely extensive.
[Pg 12]
A more important question even than the number and
size of farms, from an economic point of view, is that of
ownership. In 1880, when for the first time the federal
census collected the statistics of farm tenure, the gratifying
result was announced that three-quarters (74.5 per
cent) of the farms in the United States were cultivated
by their owners. The last census however showed that
the proportion had fallen to 64.7 per cent in 1900, and
alarm has been expressed that our democratic conditions
of land ownership are giving way to a system of tenantry,
that the ownership of our farms is being concentrated in
fewer hands, and that methods of large-scale production
in agriculture are crushing out the independent farmer as
effectively as they have crowded out the small manufacturer
and retailer in other fields. Correctly interpreted,
however, the statistics seem to indicate that the growth
of the tenant class marks the endeavor of farm laborers
and farmers’ sons to establish themselves as independent
farmers rather than the fall of former owners to the rank
of tenants. The great majority of the young men are laborers,
the majority of those in middle life are tenants,
while the older men are for the most part owners of farms.
There seems to be a healthy progress upward in the advancement
of wage laborers and farmers’ children, first
to tenancy, and finally, with increased ability and capital,
to farm ownership. Moreover most of the rented farms
are hired by negroes, the change in whose status from
slave to tenant marks a great advance.
Another change in our farming population that has
been viewed with considerable misgiving is the movement
from the farm to the city and the decline in the proportion
of the agricultural population to the whole. Indeed the
change has been startling, as the United States has passed
from a primitive agricultural stage of development to a
highly organized manufacturing and commercial stage.
From 86.3 per cent of the population in 1820 the percentage
[Pg 13]
of those engaged in agriculture fell steadily until it reached
35.7 per cent in 1900. Many persons have thought that
such a movement indicated the desertion of our farms
owing to the greater attraction of the cities, and the disappearance
of a healthy agricultural population. It has
indicated rather a great improvement in the arts of agriculture,
whereby one person today, working with improved
machinery and better knowledge, can produce nearly three
times as much as his grandfather did. The labor set free
has gone to the cities—cities of over 8,000 inhabitants now
contain one-third of our population as compared with one-thirtieth
one hundred years ago—and there produces the
thousand and one things which contribute to our modern
well-being. A smaller number can now raise all the food
necessary to feed the population; that the rest are free
to do other things must certainly be counted again, though
the conditions under which work in the factory and life
in the city are at present constructed leave much to be
desired.
Writing about 1865 an eminent English traveler, Sir
S. Morton Pets, apologized for calling the United States
an agricultural country; today he would be spared this
worry, for the Census of 1900 gave the net value of products
of the farm as $3,764,000,000 and of pure manufactures
as $5,981,000,000. Indeed since 1890 the value of
the manufactures of the country has been larger than of
the farm products, and the United States now ranks as
one of the leading manufacturing nations of the world.
Nevertheless the value and amount of the agricultural
products are stupendous; the United States leads all countries
in the production of dairy products, corn, and wheat,
and the greater part of the lumber, meats, tobacco, and
cotton which enter into the world’s trade come from her
forests and fields.
While the territory of the United States is well adapted
by nature to the cultivation of a great variety of agricultural
[Pg 14]
products, as a matter of fact only four branches of
agriculture showed a total product in 1900 of more than
one million dollars. These were the raising of live stock,
and the production of hay and grain, cotton, and dairy
produce. The regional distribution of these products was
fairly well marked, over half of the live stock and of the
hay and grain farms being situated in the North Central
States, nearly half of the dairy farms being located in
the North Atlantic division, while practically all the cotton
is confined to the southern zone; the same may also be
said of tobacco and sugar. The semi-arid region of the
West is given over almost exclusively to stock-raising.
Iowa and Illinois lead as agricultural states.
The character of agriculture in the United States, as
in all new countries, has hitherto been extensive, that is,
a small amount of labor and capital has been applied to
a relatively large amount of land, and only the cream of
the soil has been skimmed off, as it were. Where labor is
dear and land is cheap this is the most economical method
for the farmer; and, although European critics have severely
criticized our system of “earth butchery,” whereby the
fertility of the soil has been exhausted by constant cropping,
with no effort to restore the exhausted properties by
fertilizing, the practice has been justified by the conditions
which produced it. Already the practical exhaustion
of the free public domain has had the effect of raising the
price of lands in the Middle West, and this in turn will
cause a more careful and intensive system of cultivation.
In other words, as our social and industrial conditions approach
those of Europe more closely, we may expect our
agricultural methods to do so also. One of the most serious
practical problems now confronting the American farmer
is the change from the old, wasteful, extensive methods
to the new, careful, intensive methods of farming. Those
who cannot make the change will complain of the unprofitableness
of agriculture, but to those who successfully meet
[Pg 15]
the new conditions the future offers much greater rewards
than even the era of free land could produce.
It has been said that the year 1887 marked the beginning
of a new stage of development in American agriculture—that
of reorganization—because in that year Congress
passed the Experiment Station Act. This marked
the application of the principles of experimental science
to agriculture on a more comprehensive and systematic
scale than had ever been attempted before. Stimulated by
the increased activity of the government experiment stations,
the agricultural colleges have expanded their work.
They are offering practical courses to the farmers, and in
co-operation with the railroads, some of them have recently
been sending out special lecturers, with moving laboratories,
to bring the teachings of science as close home to
the producers as possible. Finally, the wonderful work
being done by Burbank and others in selecting and crossing,
by travelers for the federal Agricultural Department
in securing plants from all over the world suited to our
varied climatic conditions, and by the experiment stations
and agricultural colleges in spreading the new knowledge
among the farmers and putting it into actual practice—all
these departures promise to revolutionize agriculture,
and to make it, as one writer has said, a learned profession.
The production of cereals is the most important branch
of agriculture, comprising corn, wheat, oats, barley, rye,
buckwheat, and rice. Since the building of the trunk railroads,
by which the western territory was given access to
a market, the progress of cereal production has been extremely
rapid, nor does there seem to be any observable
slackening. With the introduction of improved varieties
of spring wheat, cereal production is being pushed further
up into British Canada and our own Northwest. The
center of cereal production has moved steadily westward,
from eastern Indiana in 1860 to eastern Iowa in 1900.
With the practical exhaustion of unoccupied land suitable
[Pg 16]
for grain-raising in the United States, it is clear that the
future extension of the industry depends rather upon improvements
in the methods of agriculture than upon the
addition of new lands. The very practical problem here
presented to the American farmer if he wishes to maintain
his supremacy in the world’s markets is being nobly
and successfully met by the agricultural experiment stations.
They are teaching the farmer how to increase his
yield of wheat, for example, by scientific seed selection
and more careful methods of tillage, from an average of
12.5 bushels per acre for the whole country in 1900 to
treble that amount.
Of the separate crops corn is by far the most important,
representing 60 per cent of the total value of all
cereals produced in 1900. Most of the corn is fed to stock
throughout the so-called “corn belt” and comes to market
in the form of pork and beef. Although corn is very
nutritious and is a favorite article of diet in this country
in various forms, astonishingly little of it is exported.
The development of a foreign market still awaits the enterprise
of the American farmer and food manufacturer.
The production of live stock is essentially a frontier
industry, and while it will probably always be carried on
in the semi-arid grazing districts of the West, which can
be reclaimed for agriculture only at considerable expense,
it already shows a relative decline. Owing to the great
growth of the population the domestic demand now consumes
almost all the meat produced and the exports are
declining. This is one of the reasons for the recent rise
in the price of meat. The industry is extensive. Quite
the opposite is true of the dairy industry, which is intensive,
being carried on for the most part in the vicinity of large
cities where land is expensive. The changing character
of agriculture and the fact that it is itself a business enterprise
demanding a knowledge of market conditions and
business methods is well illustrated by the nature of the
[Pg 17]
dairy industry. Dairies are inspected and must conform
to certain standards, the milk must be sterilized and
shipped, often by special trains, to the cities. Over a third
of the butter and practically all of the cheese is now made
in factories instead of on the farm, so that it is a question
whether the latter at least should not be classified as a
product of manufacture rather than of agriculture.
Of the last of the four important branches of agriculture,
namely cotton-raising, there is not so much to be
said. Owing to the intensive nature of its cultivation,
machinery has never been applied on a large scale to its
production, as was done in the case of hay and grain. The
wasteful methods that prevailed before the Civil War in
the South have been largely corrected, and the tendency
to sterility of the soil has been met by the increased use
of fertilizers. The statistics of cotton crops for the past
thirty years do not indicate any decrease in productiveness,
and show that the point of diminishing returns has
not yet been reached. A peculiar and interesting feature
about cotton production is that it is largely in the hands
of tenants. The old slave plantations of the South have
been broken up into small holdings and many of these are
operated by tenants, negroes and whites, who are too poor
or too improvident to buy the land outright. The main
problems connected with cotton culture are labor problems;
and the question has often been anxiously asked
whether the free negro will produce as much as the former
slave. This can now be confidently answered in the affirmative,
though it yet remains to be seen whether he can be
made as efficient a producer as his white competitor. Upon
the answer to that question depends not merely the future
of cotton production, but the economic salvation of the
negro himself. The constantly expanding use of cotton
goods assures a brilliant future to the cotton-growing
states of the South, for not merely is there an assured market
in America and Europe, but the primitive peoples of
[Pg 18]
Asia and Africa may be depended upon to absorb increasing
quantities of cotton fabrics.
Hand in hand with the heedless extensive methods of
agriculture in the past went wasteful use and even destruction
of our forest resources. The annual cut of lumber
in the United States is today about forty billion feet
board measure; at this rate of consumption it is estimated
that the present available supply will last only 35 to 50
years. It will doubtless surprise most readers to learn
that about three-quarters of the annual wood cut is consumed
as fuel, probably half of our population still depending
upon wood instead of coal for fuel. The rapid
exhaustion of our forest supplies, with the attendant
effects upon moisture, floods, etc., has brought the question
of forest preservation to the front as a practical economic
problem. We have been squandering the heritage of our
children and efforts are now being made to repair some of
the loss before we are declared bankrupt. In 1898 the
Federal Government began practical work in the introduction
of forestry; this received a great stimulus in 1905
when the care of the national forest reserves, embracing
over 60,000,000 acres, was put under the control of the
Forest Service. Over 150 trained foresters are employed,
who manage the forests on the public lands and co-operate
with private owners in the introduction of scientific forestry.
Several states have taken up the movement, and
there is every indication that scientific methods of culture
such as prevail in Prussia and other European states, will
supplant our destructive denudation of the land. That it
is high time to devote attention to the better conservation
of this natural resource is made evident by the high and
increasing price of lumber.
There is one other natural resource the conditions of
whose supply resemble those of forestry and of agriculture
in general; this is the fisheries. With careful use, providing
for depreciation, and restoring the elements destroyed,
[Pg 19]
all of these should prove inexhaustible and should continue
to furnish man with food and lumber for all time.
But as in the case of the other two industries, so with the
fisheries, we have been using up our capital and declaring
enormous dividends at the expense of the future. The
value of the annual catch of fish is $40,000,000, which is
exceeded only by that of Great Britain. The problem of
the better conservation of this resource has been taken
in hand by the Federal Government, through the Fish Commission,
and much has been done to repair our early prodigality
by restocking lakes and streams with fish. More
stringent fish and game laws have also been passed by most
of the states, designed to prevent the extermination of the
supply.
III. THE MINERAL RESOURCES OF THE UNITED
STATES.
The natural resources of any country may be divided
into two broad groups, which call for different treatment
and give rise to very different problems. There are, on
the one hand, resources which are exhaustible but which
can be restored again; and on the other, resources which,
once exhausted, can never be replaced again by human
agency. Under the first head come the soil, the forests,
the fisheries, and even the water power, for all of these
can be made to yield steady returns to man for thousands
of years, if used intelligently. Under the second head belong
coal, petroleum, natural gas, and all the minerals;
man may discover substitutes, he may economize in the
use of these substances, but he can never augment their
supply. In the previous section we considered some of
the problems that arise in the use of the soil in agriculture,
and those connected with our forests and fisheries. For
the most part they had to do with the intelligent use of
these agencies and the restoration or repair of the elements
destroyed. In this section we are met by a very different
[Pg 20]
problem, namely, the conservation of a limited supply of
resources and their most economical application to the
needs of mankind.
We can distinguish two contrasting answers to this
problem, one careless and optimistic, and the other pessimistic
and fearful of the future. According to the former
point of view we should not borrow trouble of the future;
man’s career has been one of constant progress; when he
has been confronted with a difficulty he has invariably
met it. Indeed necessity has been the most prolific mother
of invention. If our coal supplies are exhausted, man will
devise means of utilizing the heat of the sun, the force of
the tides, the motion of the waves, the stores of electrical
energy in the air, all of which will yield inexhaustible supplies
of heat and energy. If our stores of iron should
fail, some enterprising inventor would surely discover a
practicable and commercially profitable method of extracting
aluminum from clay. New sources of raw materials
will undoubtedly be discovered before the old ones give
out, and we may confidently expect that, while the material
bases of a high civilization may shift somewhat, they
will never crumble and fall.
The other school has sounded a louder note of alarm.
At the present rate of consumption the coal and iron deposits
of Europe and America must soon be exhausted.
The supplies of copper, lead, and other metals in favorable
locations are also being consumed at an alarming rate,
and no other known supplies are in sight. Within the
past century scientific knowledge and engineering skill
have combined to unlock the storehouses of the geologic
ages, and now like prodigals we are dissipating our fortunes.
To treat these exhaustible sources of supply as
permanent sources of income, without regard for the future,
is based upon unsound theory and must lead to reckless
practice.
[Pg 21]
As so often in opposing counsels, there is an element
of truth in each of these contrasting points of view. But
the safer plan is not to wait until we have exhausted our
natural resources before remedying the evil, but to heed
the warnings now. A long step in this direction was taken
in May, 1908, when a conference of the governors of all
the states, together with college and railroad presidents,
business men and others, was held at the White House
upon invitation of President Roosevelt. As a result of
this gathering a National Conservation Commission was
appointed, which will make an exhaustive investigation
into the amount and rate of consumption of the natural
resources of the country and suggest measures for their
better utilization and preservation through national, state,
and local action. In line with this movement two other
commissions have been established, one on inland waterways
and one on country life. As a result of the national
awakening we may expect to see a more rational use made
of the gifts of nature, and a better organization of our
national life. Heretofore the ideal of our business men
has been to exploit, one might almost say pillage, the stores
of nature as rapidly as possible; it was a pioneer stage of
industry, inevitable but wasteful. From now on the new
conception must be the restoration where possible of exhausted
elements, as of the soil and the forests, and the
careful use of the non-renewable stores of wealth so that
at least we shall not make them engines of destruction,
as in the case of floods and devastation occasioned by
careless hydraulic mining in the West. Let us now turn
to a more detailed consideration of the separate items in
our inventory of national wealth.
Our modern civilization may be said to rest upon coal,
for upon its possession depends man’s ability to utilize
most of the other items of his wealth. Passing over its
utility as a fuel to heat our houses, without coal it would
be impossible to smelt the iron needed in all our industries,
[Pg 22]
to drive the machinery, to run our locomotives or
steamboats, or in a word to carry on the manifold activities
of our industrial life. According to the United States
Geological Survey there are 335,000 square miles of coal-bearing
strata in this country, but the larger part of it is
too thin or impure to be useful for industrial purposes;
it serves in many localities however as domestic fuel, as
in the case of the lignite deposits of the Northwest. An
estimate of Professor Tarr places the coal-producing area
in the United States at not over 50,000 square miles. At
the present rate of consumption—over 350,000,000 tons in
1905—it has been estimated that the anthracite coal deposits
will last for only fifty years longer, while we have
only enough bituminous coal for one hundred years.
The large deposits of coal in England and their early
development gave that country a great advantage over
Europe. But as long ago as 1861 Professor Jevons, a
noted English economist, sounded a note of alarm: he
prophesied that because of the superior size and character
of the coal deposits of America, industrial supremacy must
inevitably pass to this country. His prediction has already
been verified in the case of coal and iron production, and
will probably soon prove true of textiles also. The coal
deposits of the United States are thirty-seven times as
great as those of England, but at the present rate of mining
are threatened with exhaustion at no distant date.
It has been estimated that there are in China coal deposits
capable of supplying the world with fuel for another
thousand years. But such estimates are, in the present
state of our knowledge about China, the merest guesses,
and if true would seem to point rather to the future industrial
supremacy of that country in the world’s markets.
Two-thirds of the coal mined in the United States is
obtained from the Appalachian field, extending from New
York to Alabama, Pennsylvania being the largest coal-producing
state in the Union. In the iron and steel industries
[Pg 23]
most of the coal is coked, as it is better for blast-furnace
use in this form, giving greater heat and containing
less sulphur or other injurious substances than coal.
Owing to the smaller bulk and cost of transporting ore,
most of the iron and steel industries are situated in the
vicinity of the coal supply, as in Pennsylvania, Ohio, Alabama,
etc.
Petroleum or coal-oil is closely allied to coal in its
origin and distribution and must be classed with it as a
most important product, not only for industrial uses, but
also because of the contributions it has made to the comforts
of living. In its production the United States ranks
first, being closely followed by Russia; together these two
countries furnish over 90 per cent of the world’s supply
of petroleum. Enormous economies have been effected
in its production and distribution, which is done by piping
the crude oil underground to the refineries. For illuminating
purposes it is the cheapest form of artificial light; as a
fuel it is supplanting coal, where the latter is dear or its
cost of carriage high, as on ocean steamers. Finally, the
construction of light and convenient gasoline motors has
given it great importance as a source of motive power.
Natural gas is closely related to petroleum, but the supply
has been so reduced by rapid and reckless use that it has
but a limited economic outlook and is of local significance
only.
Of all the metals iron must be considered the most
useful for man, far surpassing the so-called precious metals
in economic importance. Its great value is so evident that
its production and use have often been taken as a criterion
of the material progress of a community. Iron is the only
metal that can be welded, and is accordingly of great significance,
whether in making strong machinery, as the
shafts of ocean steamships or the framework of a twenty-story
building, or, in the form of steel, the most delicate
surgical instruments or watch springs. Judged by the test
[Pg 24]
of iron ore production the United States ranks high, for
it turns out about four-fifths of the world’s supply; all of
this is used for domestic consumption, in its own blast
furnaces, though much of it is afterwards exported in the
form of pig iron or structural iron or steel. Though iron
is universally distributed throughout creation, it must occur
in large beds or deposits before it can be profitably
mined. “The most favorable situation of an iron ore for
profitable extraction is near good coking coal for smelting
and limestone for a flux, as in the Birmingham district of
Alabama; and in such a situation even low-grade ores can
be worked profitably. Unless this is the case, iron ore
cannot be extensively mined excepting under conditions
of great abundance and economical methods of transportation,
as in the Lake Superior district, where thick and
remarkably uniform beds of good ore occur in such a position
that water transportation to the market is possible.
Where these conditions do not exist, iron-mining is feasible
only on a small scale for the local market. Thus, in
the Rocky Mountains there are almost inexhaustible supplies
of iron, often of a high grade, which are at present
of no value whatsoever.”[1]
The most wonderful iron-mining region in the United
States and probably in the world lies in the northern part
of Michigan and Minnesota, where five ranges or lines of
hills contain immense deposits. These lie so near the surface
that they can be dug out of open pits at a cost of from
10 to 50 cents a ton, against $1 a ton in a shaft or underground
mine. Three-quarters of the iron ore produced in
the United States is mined in this district. Its proximity
to the lake ports makes possible its transportation to the
iron and steel manufacturing centers at very low rates.
Machinery has been applied on an immense scale to the
work of mining, loading and unloading the ore. Steam
[Pg 25]
shovels scoop up the ore from the open pit, filling cars
at the rate of almost one a minute; the work of loading
this into the ore ships at the ports is equally expeditious,
only about two hours being required to load an ore ship
of 6,000 tons, while the work of unloading is performed
for the most part by an endless chain of buckets and traveling
cranes. By these means an ultra-intensive exploitation
of these magnificent deposits is taking place and it is a
question whether they will not soon be exhausted. “But
the Americans,” writes Professor Leroy-Beaulieu, a
friendly but keen critic of our industrial development,
“relying on the constant good-will of nature, are confident
that they will discover either new and productive ranges
in this district, or rich deposits in other districts.”
The precious metals have received more than their fair
share of attention, for the industrial progress of the world
is much less dependent upon their presence in large and
easily obtained quantities than it is upon the more common
metals. Nevertheless they are of importance both in the
arts and especially because of their use as money. In
their production the United States stands second, being
surpassed in the output of gold by the Transvaal in Africa
and in that of silver by Mexico. The production of these
metals has always in the world’s history proceeded spasmodically,
and a speculative spirit has usually been present.
More recently, however, scientific geological knowledge
and improved metallurgical methods are removing the industry
of gold and silver mining from a gambling venture
to a legitimate industry. The practical problem at present
confronting American gold-mining companies is to
reduce expenses, some of the principal bearings having for
some years shown signs of exhaustion, as for instance in
the Cripple Creek district of Colorado. There is always
a chance however that new gold fields may be discovered
to make good the exhaustion of the old. In the
case of silver, on the other hand, the metal is found in
[Pg 26]
such abundance that the present rate of production seems
almost indefinitely assured; a slight increase of the price
or improvements in the art of extracting the metal will
at any time bring enlarged supplies on the market. Africa,
Australia, and the United States produce almost all the
world’s supply of gold, Colorado being the leading state
in the last-named country. Mexico and the United States
together produce over two-thirds of the world’s silver, the
leading rank in this country being held by Montana.
Among the other metals copper is by far the most important.
In primitive civilizations, before the art of smelting
iron had been discovered, copper was indispensable as
it was so easily malleable; in Homeric times, for instance,
armor, utensils, money, etc., were made of copper or alloys
of copper (bronze and brass). After an eclipse of some
centuries copper has again risen to the front rank by reason
of its qualities as a conductor of electricity. The new
use of electricity to transmit power and the development
of electrical industries has greatly increased the demand
for this metal and has caused a great expansion in its production.
Here again the United States holds first rank,
contributing over half of the world’s copper supply. As
in the case of iron the northern peninsula of Michigan is
the most important center of copper production, with Montana
a close second and Arizona contributing most of the
remainder. Like petroleum, copper production is controlled
by a small number of operators, five mining companies
alone furnishing one-half of the American supply.
It is far from being monopolized, however, as petroleum
is, for new and rich supplies lie just on the margin of
profitable working and will always be brought into the
market whenever the price is artificially raised. One reason
for American pre-eminence, aside from the rich stores
of the metal, lies in the progress made in the art of refining
it by the electrolytic process, considerable foreign
ore being brought here to be treated by this method.
[Pg 27]
Nature has not blessed the United States so abundantly
with the minor metals, lead, zinc, and aluminum, while
almost all the tin used here has to be imported.
It is apparent from even this brief and hasty survey
of the mineral resources of the United States, comprising
those extractive industries which once exhausted can never
be restored by man, that this country is wonderfully well
equipped with the material means of civilization. Minerals
and metals are remarkably abundant and accessible.
The wonderful material progress of the United States during
the nineteenth century is abundantly explained by this
fact, though due credit must also be given to the enterprise,
industry, and genius of those who developed these
natural resources. The industrial supremacy of the American
nation seems well assured, founded on such a stable
material basis. We of this country have been rather inclined
to boast of our industrial progress and our material
bigness, whereas it must now be apparent that we owe
much, if not most, to the bounty of nature. We should
therefore see to it, in a proper spirit of humility and
thoughtfulness, that we do not waste our heritage, but hand
it on as nearly undiminished as possible to our children.
There is one other asset in our national wealth which
has already contributed much to our progress, and is destined
to play an even more important role in the future—and
that is our water power. In colonial days, before the
invention of the steam engine and the use of coal, this was
of prime importance and determined the location of many
a town, most of them being located at the “fall line” of
the rivers, where water power was obtainable. With the
invention of the steam engine and the use of steam as a
motive power, industry became less dependent upon water
power and moved away from the rivers to the vicinity of
coal mines. Now again has come another swing of the
pendulum, and with the rise of electricity as a motive
power and the harnessing of our streams and waterfalls
[Pg 28]
for the creation of electrical energy, we are beginning to
value more highly this source of power. Here again we
find the United States wonderfully blessed as compared
with other countries. “It is probable,” says Shaler, “that,
measured in horse power or by manufactured products, the
energy derived from the streams of this country is already
more valuable than those of all other lands put together.”
The total amount of direct water power used by manufacturing
establishments in 1900 was 1,727,000 horsepower.
Prior to 1890 the largest use of water power was in its
direct application to machinery at the immediate point of
development. Since that time, however, the use of electricity
as an agency whereby the energy developed by
falling water can be transformed and applied to the driving
of machinery has entirely changed the conditions under
which the power of our streams can be utilized. The practical
possibility of transmitting electrical power over long
distances—for example, over 200 miles from the Sierras
to San Francisco—has removed the necessity of building
factories immediately adjacent to water powers, but permits
its utilization where most convenient and often where
the lack of coal has made the use of steam power impracticable.
The best-known example of the development and
transmission of electrical energy for industrial purposes
is the case of Niagara Falls, but more striking illustrations
may be found on the Pacific coast, while the existence
of enormous opportunities on the Atlantic seaboard
give brilliant promise for the future of manufacturing in
this region. So valuable indeed are these sources of power
now seen to be that there is danger that their control may
be monopolized by a few shrewd and far-sighted individuals
before the general public awakes to a realization of
their importance. It has recently been asserted in a reputable
magazine that there is a “water power trust” already
organized for this purpose. The opportunities for wealth-getting
have hitherto been so great in this country, and the
[Pg 29]
great task of the American people has thus far been so
exclusively the task of developing its wonderful natural
resources, that we have grown careless of our common
rights and have permitted the monopolization by private
individuals of a number of limited resources of this character.
One of the great practical problems of the future
is that of securing the growing value of these natural monopolies
to the whole people, without at the same time
retarding the energy and industrial development of the
American people.
IV. CAPITALISTIC PRODUCTION.
Modern production is usually called capitalistic because
it involves in its processes the use of a large amount of
capital. In a primitive stage of culture man appropriated
directly from nature’s bounty the food and shelter which
he required. But today man has adopted long and roundabout
methods of producing goods, involving numerous
steps between his first efforts and the turning out of the finished
articles. He invents tools and machinery to assist him
in his work, and while he multiplies the processes of production
he also enormously increases the results. Capital has
become absolutely indispensable in modern production and
is yearly playing a more important role. At the same time
various problems, born of the new conditions, have arisen,
such as the growth of large-scale production, the elimination
of the small producer and the independent artisan, the
growth of trusts, the rhythmic recurrence of speculative
periods and industrial crises, the relations of labor and
capital, and others similar in character.
The most striking phenomenon of the nineteenth century
was the great industrial progress of the more developed
nations; this is best shown in a table taken from
Mulhall’s “Industries and Wealth of Nations,” which follows:
[Pg 30]
Growth of Manufactures in the Nineteenth Century.
| Countries |
Millions of Dollars. |
| 1820 |
1840 |
1860 |
1894 |
| United Kingdom |
1,411 |
1,883 |
2,808 |
4,263 |
| France |
1,168 |
1,606 |
2,092 |
2,900 |
| Germany |
900 |
1,484 |
1,995 |
3,357 |
| Austria |
511 |
852 |
1,129 |
1,596 |
| Other States |
1,654 |
2,516 |
3,455 |
5,236 |
| Europe |
5,644 |
8,341 |
11,479 |
17,352 |
| United States |
268 |
467 |
1,907 |
9,498 |
| Total |
5,912 |
8,808 |
13,386 |
26,850 |
Extraordinary as has been this universal growth, the
development of manufactures in the United States has been
still more marvelous, both absolutely and in relation to
other branches of industry Between 1850 and 1900 the
population and the products of agriculture both trebled;
but the value of manufactured products increased twelvefold
and that of capital invested in manufactures nineteenfold
The United States, though politically younger
than the countries of Europe, is industrially one of the
most advanced The application of labor-saving machinery
and of improved and economical methods of production
and distribution has probably proceeded further here than
in any other place Nowhere can we study to better advantage,
therefore, than in America the problems that have
grown out of this advanced capitalism
The causes of this rapid industrial development are
enumerated by the census report as five in number: the
agricultural resources of the country, the mineral resources,
the highly developed transportation facilities, the freedom
of trade between states and territories, and the absence
of inherited and over-conservative ideas We have already
considered the wonderful agricultural and mineral
resources of the country, and have seen how greatly the
American people are indebted for their industrial prosperity
[Pg 31]
to the bounty of nature. The magnificent system
of inland waterways, comprising over 18,000 miles of navigable
rivers, and the railroad system, with over 200,000
miles of track, facilitate a rapid and cheap exchange of
products. The enormous domestic market afforded the
American manufacturer, larger in consuming capacity than
that in any other country in the world, has permitted the
economic production of goods on a large scale and a consequent
reduction in cost. Foreigners have often asked the
question why, if freedom from tariffs and trade restraints
has been a good thing within the United States, freedom
of trade with other countries would not prove equally advantageous.
In answer to this, James G. Blaine, formerly
Secretary of State, wrote, “It is the enjoyment of free
trade and protection at the same time which has contributed
to the unexampled development and marvelous prosperity
of the United States.” Finally, the absence of tradition
and of over-conservative ideas handed down from
a former and more primitive system of industry has been
a great boon. There have been developed traits of energy,
inventiveness, and ingenuity, which, aided by a universal
system of compulsory free education, have contributed
greatly to the material progress of the people.
The system under which the production of wealth in
a modern industrial nation is carried on is usually called
the factory system, and to this we must now turn, for it
is in the factory that the utilization of machinery and capital
finds its greatest development. The term is not easily
defined, but we may adopt the description given by the
late Carroll D. Wright: “A factory is an establishment
where several workmen are collected for the purpose of
obtaining greater and cheaper conveniences of labor than
they could procure in their own homes, for producing results
by their combined efforts which they could not accomplish
separately, and for preventing the loss occasioned
by carrying articles from place to place during
[Pg 32]
the several necessary processes to complete their manufacture.”
The essential elements in such a system are
the minute division of labor, the large use of labor-saving
machinery, the increasing specialization and localization of
industry, and the concentration of production in fewer and
larger establishments with consequent increase of product
and reduction of cost.
The division of labor may mean either the separation
of occupation or the division of a process into minute parts.
An illustration of separation of occupations may be found
in the manufacture of a carriage: one factory produces
hubs, another wheels, a third axles, a fourth the body, a
fifth manufactures upholstery, a sixth the hardware, and
a seventh (the carriage factory, so-called) assembles the
parts and places the completed product on the market in
the form of a carriage.
As an example of an extreme division of labor the
slaughtering and meat-packing industry offers a classical
example, though in this case the use of complex machinery
is not involved. “It would be difficult,” writes Professor
Commons,[2]
“to find another industry where division of
labor has been so ingeniously and microscopically worked
out. The animal has been surveyed and laid off like a
map; and the men have been classified in over thirty specialties
and twenty rates of pay, from 16 cents to 50 cents
an hour. The 50-cent man is restricted to using the knife
on the most delicate parts of the hide (floorman) or to
using the axe in splitting the backbone (splitter) and,
wherever a less skilled man can be slipped in at 18 cents,
18½ cents, 20 cents, 21 cents, 22½ cents, 24 cents, 25 cents,
and so on, a place is made for him, and an occupation
mapped out. In working on the hide alone there are nine
positions, at eight different rates of pay. A 20-cent man
pulls off the tail, a 22½-cent man pounds off another part
where the hide separates readily, and the knife of the 40-cent
[Pg 33]
man cuts a different texture and has a different ‘feel’
from that of the 50-cent man. Skill has become specialized
to fit the anatomy.”
Usually, however, when the division of labor becomes
as minute as that described, the routine-like process is
handed over to a machine. Indeed Mr. John A. Hobson
states as a law of machine industry the fact that as soon
as a process becomes perfectly automatic and mechanical
a machine is invented which can do the work better and
more rapidly than human hands. Hand in hand, therefore,
with the subdivision of labor goes the extension of
labor-saving machinery. Labor becomes relatively of less
importance than capital in the new methods of production,
and man becomes a machine tender rather than an independent
producer. There are practical benefits and disadvantages
connected with this system. Many writers insist
that the effect on the worker is narrowing in the extreme,
but Professor Marshall points out that his labor
as tender of a machine demands a higher order of intellectual
development than that of a handicraftsman, and
that he has more leisure, while the product of the present
system is immeasurably greater than under the old hand
methods. The manufacture of products by machinery has
in turn required the making of machines by machinery,
as the complex machines of today could not be turned out
by hand methods. A characteristic feature of the modern
factory system therefore has been the growth of the
machine trades, which supply the equipment of the new
industry.
With the growing specialization of industry there has
gone on an increasing localization in some favored spot or
locality. Thus most of the collars and cuffs (85 per cent)
manufactured in the United States are made in Troy, N. Y.;
64 per cent of the oyster canning is carried on in Baltimore;
54 per cent of the gloves are made in Gloversville,
N. Y.; 48 per cent of the coke in Connellsville, Pa.; 48 per
[Pg 34]
cent of the brassware in Waterbury, Conn.; and 46 per
cent of the carpets in Philadelphia. While there are undoubted
advantages in such localization and specialization
in a particular industry, such as reputation, growth of
special skill, etc., there are also offsetting disadvantages,
as the complete prostration of the whole community if
the particular trade upon which it depends is disastrously
affected by trade depression or by a shifting of the industry
to some other locality.
More striking than the concentration of manufactures
in particular places has been its concentration in a few
large establishments and under the control of fewer individuals.
Without entering into the discussion, as yet, of
the trust problem, we may at this time take up the earlier
and important tendency of industry to be conducted on
a large scale. This concentration into a relatively smaller
number of establishments has been going on pretty steadily
since 1850 and shows no signs of abatement at this
time. In the case of the iron and steel industries, cotton
manufactures, and leather goods, the movement is positively
startling, an actual decrease in the number of establishments
having occurred in the half century. This
is most marked in the monopolized industries. At the same
time there has gone on an enormous increase in the size of
the individual plant, in the capital employed, the number
of men employed, and the value of the product. Almost
the only industries which have not yet displayed this
tendency are those which are essentially local in their
nature, as grist mills, cheese and butter factories, etc. But
in general it is characteristic of manufactures in the United
States. The same tendency has been manifest in the countries
of Europe, though there a system of well-developed
and fairly vigorous hand trades has resisted the movement
and made the development in this respect much less rapid
than in this country.
[Pg 35]
Large-scale production is more profitable than production
on a small scale in all industries which are subject
to increasing returns. By this is meant that the return
in product for each additional dollar’s worth of labor and
capital employed grows greater the larger the scale on
which the enterprise is conducted. When this is true the
big enterprise will be able to undersell the little enterprises
and eventually to drive them out of business. This
is true not only in the competitive industries, but also in
those which enjoy a legal or a natural monopoly, as street
railways, gas and water plants, etc., all of which show an
irresistible tendency to consolidation. Before drawing any
conclusions as to the desirability of such a movement, let
us examine some of the economies of large-scale production.
The most striking and the most important is the
economy in fixed capital. Concentration is a result of machine
production. As machinery becomes more expensive,
the breaking up of the processes of manufacture into small
parts requires more complex and detailed machinery; a
larger outlay is requisite for an up-to-date plant. Thus
the average amount of capital invested in each iron and
steel establishment in the United States increased from
$47,000 in 1850 to $858,000 in 1900. The head of a steel
company in Pittsburg recently testified before the Industrial
Commission that to build and equip a plant for the
manufacture of iron and steel under modern conditions
would call for an investment of from $20,000,000 to $30,000,000.
It is clear that under such conditions of expensive
machine methods a small plant would have little chance
of existence. Steam railways afford another good illustration
of an industry in which enormous economies are
effected by the concentration of a number of small, independent
lines under one unified control. Every machine
is utilized to the utmost; there is no needless duplication
of machinery such as would occur if several small plants
divided up the business, while expensive machines to
[Pg 36]
carry on relatively small processes can be profitably installed.
But other economies than those in the use of capital are
present in large-scale production. A large concern can
hire more expensive and better managers, can afford to
experiment with new methods, can effect a more minute
and economical division of labor, as for example in the
slaughtering business above referred to. A striking economy
can also be effected in the utilization of what were
formerly waste products, and still are in small concerns.
This has been carried furthest in the oil-refining and meat-packing
industries; a recent statement of Swift and Co.,
for instance, alleged that the dividends on the stock were
paid out of the by-products, such as neatsfoot oil, land
fertilizer, glue, fats, etc. Owing, however, to the generally
wasteful methods prevailing in the United States not so
much attention has been given to this point as in England
and Germany. A final economy may be mentioned that
can be secured by a large business, namely, carrying on
allied or subsidiary processes. Thus the Standard Oil Company
builds its own pipe lines, makes its own barrels, tin
cans, pumps, tanks, sulphuric acid, etc.
Such an extension in the size of the single establishment
would of course not have been possible if improvements
in the arts of communication and transportation
had not at the same time immensely widened the market.
As long as the market was local, and a factory could afford
to send its goods over only a limited territory there
was of course a fixed limit to the expansion of that industry.
Now, however, when markets are often world-wide
and the demand for goods has so enormously increased,
while the modern railway and steamship can transport
goods cheaply and quickly half around the globe, enterprises
can be expanded and carried on on a scale commensurate
with the expanded market and improved methods.
It is clear then that the tendency to production on a
[Pg 37]
large scale is the logical result of machine methods, that
it secures great economies, and that in industries of increasing
returns it is absolutely inevitable.
But not only in manufacturing is this movement observable.
More recently concentration in large establishments
has revolutionized the retail trade. Department
stores have supplanted the small shops because they can
buy on better terms, get transportation cheaper, offer a
greater variety to the customer at a lower price, and save
time and trouble to the customer. The growing ease of
communication with central shopping districts, the rapid
changes in fashion with the consequent large variety which
only a large establishment could afford to carry—all these
factors have helped along the movement. There are limits
to such a movement, for small tradesmen will always hold
the repairing trades, and the sale of perishable goods;
thus there are no businesses so scattered as the small
stores of the “butchers and grocers.” But on the whole
we may safely conclude that the small storekeeper is
doomed now just as the small manufacturer was two or
three decades ago. In the carrying trade country carriers
and a few cabmen in the cities are the only survivals of
the small independent business; the steam railroad and
the electric railway have driven the small carrier out of
business. In agriculture alone, where concentration is
strictly limited by the necessity for intensive cultivation,
and in professional and personal service, where the very
nature of the business prevents it, is there little or no
development in the direction of large-scale methods.
The industrial and social effects of this development
have been marked in all countries. In the United States
the main attention has been given to the organization and
development of machinery, and a wonderful industrial advance
has followed the movement. The economic readjustments
have consequently been made with comparative
ease, and the labor set free by the invention of new machines
[Pg 38]
has been reabsorbed in the same or other industries.
Consequently the social effects have not been so marked
as to call for special emphasis; as the same question presents
itself, however, in connection with the more recent
trust movement we may profitably defer its discussion to
the next section.
There is one other characteristic feature of modern
capitalistic machine industry which deserves special mention,
especially as its development has been carried furthest
in the United States. Reference is made to the system
of standardization and of interchangeable parts. In no
single feature is the contrast between modern machine
methods and those of the old hand trades greater. By
standardization is meant the production of so-called
“standard products” according to some acceptable size,
form, or shape. In the manufacture of screws or iron
beams, or even ready-made clothing, for example, certain
dimensions and sizes which are best adapted for general
use, are selected as standard sizes and these are then turned
out in large quantities by automatic machinery. The advantages
of such a system, in cheapness, quickness of delivery,
ability to replace a single broken part, etc., are
numerous and manifest. “The possibilities of standardization
are strikingly shown in a recent international incident.
The Egyptian Government desired a bridge for the
Atbara at the earliest possible moment; inquiry was made
of the English bridgemakers, but no promise of prompt
delivery could be secured. Within twenty-seven days after
the tender of the contract was made to an American firm
the bridge was ready for shipment. The feat, not a remarkable
one, was due to the standardization of bridge
material. This in itself was a guarantee of quick delivery
and construction.”[3]
Standardization was followed by the system of interchangeable
parts, according to which each part of an intricate
[Pg 39]
machine or product is made exactly like the same part
in every other machine. The parts can thus be turned
out in large quantities and “assembled” at a single operation.
From the standpoint of the consumer or user of the
machines thus made, the great merit of the system lies
in the fact that he can quickly and at small expense duplicate
any broken part. It is today applied to almost every
product of large consumption, from agricultural implements
and steam engines to watches and nails. By producing
machinery on this plan it has been possible for
American manufacturers to extend their trade very materially
in foreign lands. It was recently reported in the
newspapers that Mr. E. H. Harriman had expended
$65,000,000 in standardizing the equipment on his railroad
systems; while this sum is enormous, it will undoubtedly
be justified by the increased economy of repairs and
operation.
V. TRUSTS AND MONOPOLIES.
We have already seen how production upon a large
scale has superseded production upon a small scale in most
important branches of manufactures. We have now to
inquire whether production upon a large scale is in turn
to be supplanted by single consolidated enterprises, by
those combinations of capital known as trusts. Under one
of these three conditions industry must be carried on;
few people wish to revert to the stage when production
was carried on in small establishments, but warm controversy
and difference of opinion still exist as to whether
centralized management by a single company or combination
offers superior advantages to production by independent
competing establishments. The concentration of
production in a few large establishments has been followed
by the consolidation of these larger units into a
single whole. Since the days of Adam Smith capital has
tended to combine for the purpose of fixing prices, and
[Pg 40]
these combinations have passed through several phases.
The earliest form is the agreement of independent concerns
to fix prices, as was done by the American railroads
in their early traffic agreements. The next step was to
divide the field, as has been done by the French railways
and the American express companies. A third phase of
combination was the pool, which attempted to regulate the
output rather than to fix the price or divide the field.
Railway, whisky, beam, and other pools were organized
for this purpose, but all broke down because of the difficulty
of enforcing the agreement and the temptations to
each member to break it secretly for the sake of the large
profits obtainable. By this time it had become clear that
if a real permanent consolidation of interests was to be
secured by the competing enterprises some closer form of
combination must be devised which could not be broken
at will by any member. An industrial union and not a
loose confederation must be attained. Accordingly the
next step was taken in 1882 by the formation of the Standard
Oil Trust, so called because the constituent concerns
handed over their business to the complete control of a
central board of trustees, receiving in return trust certificates
which entitled them to dividends. Similar “trusts”
were formed in the whisky, sugar, and other industries,
but were speedily declared illegal by the federal Supreme
Court. By this decision the form of combination was
changed, but the movement was not at all checked. The
next phase and the last was the establishment of holding
corporations, which are organized to buy up and hold the
stock of a number of individual corporations, which still
retain their corporate existence. In this way unity of control
is secured, to which is added a certain flexibility; but
it is really the trust under another legal form. Where
pooling and combination by means of holding companies
have been forbidden by law, as in the case of railroad
companies, actual consolidation has often taken place,
[Pg 41]
though when trusts are spoken of the other form of combination
is more often meant. From the point of view of
business organization the holding company is simply an
extension of the principle of the corporation, and to a
consideration of this we must therefore turn.
There are three classes of establishments by which industry
is carried on—those that are the property of an
individual, those which belong to partnerships or firms of
unlimited liability, and those belonging to corporations of
limited liability. The usefulness of the individual system
is of course limited to small undertakings, where but little
capital and credit are necessary; this form of organization
still dominates the field in agriculture, in the small retail
trade, and in the repairing industries. The partnership is
a joint undertaking by two or more individuals, and makes
larger enterprises possible, but as each individual is liable
for all obligations of the firm or his partners his personal
liability is greatly increased. While it is well adapted to
certain undertakings, as moderate mercantile establishments
and professional firms, owing to a certain elasticity
in the contractual relations of its members, it is not suited
to large industrial ventures, both because of the excessive
personal liability, and because of the necessity of dissolving
the partnership upon the death, withdrawal, or insolvency
of any member. The advantage of the corporation
lies in the fact that it has a continuous existence, and
that the liability of the shareholders is limited to the
amount of capital actually contributed by each; it is well
adapted to modern enterprise because it permits the summation
of large amounts of capital from a number of small
savers and centralizes the use of this capital in the most
economical manner. There may thus be concentration of
management without concentration of ownership. The
federal census of manufactures in 1905 showed that, although
less than one-quarter of the manufacturing establishments
were organized as corporations, yet they produced
[Pg 42]
three-quarters of the total manufactures in money
value. In the field of transportation, corporations are in
almost exclusive control, most banks and insurance companies
are organized under this form, while mercantile
and industrial undertakings are being more and more generally
organized as corporations. Not merely are most of
our business enterprises being conducted under corporate
form and organization, but most recently, as has been
already pointed out, there has been a movement to combine
individual corporations into larger concerns, or trusts.
The trust is usually thought of as a monopoly and, while
not necessarily so, it usually does exercise monopoly control;
but for the present we shall consider the trust problem
from the standpoint of business organization, deferring
to the end of the section the discussion of monopoly.
The trust movement may be said to have begun with
the formation of the Standard Oil Trust in 1882, but down
to 1898 its progress was slow. Beginning with the revival
of prosperity in 1898, however, there ensued a veritable
stampede of business managers to enter into combinations.
During the next three years 149 large combinations, with
a capital of over $3,000,000,000, were formed. The movement
spent most of its force by 1902, though it is by no
means at an end yet, as the recent floating of the Dry
Goods Trust indicates. A few figures from reliable authorities
will make clear the extent of the movement. According
to the New York Journal of Commerce, industrial (i.e.,
manufacturing and commercial) and gas trusts were organized
in the United States between 1860 and 1900, not including
combinations in banking, shipping, railroads, etc.,
as shown in the accompanying table.
Another more recent list by John Moody[4]
gives the
number of “industrial” trusts organized down to Jan. 1,
1904, as 318; these have acquired or control 5,288 plants,
[Pg 43]
and have a total nominal capital of $7,246,342,533. A
movement so general and widespread, and of such gigantic
proportions, must have had some powerful and intelligible
causes behind. For it was not confined to the United
States, but was equally observable in such industrial diverse
countries as England, France, Germany, Russia, and
other European nations.
| Decade. |
Number
Organized. |
Total
Nominal Capital. |
| 1860-69 |
2 |
$ 13,000,000 |
| 1870-79 |
4 |
135,000,000 |
| 1880-89 |
18 |
288,000,000 |
| 1890-99 |
157 |
3,150,000,000 |
| Total, 40 years |
181 |
$3,586,000,000 |
The most important and general cause was the desire
to secure the legitimate economies of large-scale production.
A combined or federated industry may secure even
greater economies than a single large factory. These have
been concisely stated as follows[5]:
“The cost of management,
amount of stock carried, advertising, cost of selling
the product, may all be smaller per unit of product. A
large aggregation can control credit better and escape loss
from bad debts. By regulating and equalizing the output
in the different localities, it can run more nearly full time.
Being acquainted with the entire situation it can reduce
the friction. A strong combination has advantages in shipment.
It can have a clearing-house for orders and ship
from the nearest source of supply. The least efficient factories
can be first closed when demand falls off. Factories
can be specialized to produce that for which each is best
fitted. The magnitude of the industry and its presence in
different localities strengthens its influence with the railroads.
Its political as well as its economic power is increased.”
[Pg 44]
Many of these economies of production are not new to
these trusts, but have been secured equally by large-scale
manufacturing establishments. Some of the savings, especially
in buying raw material and marketing their products,
are peculiar to the trusts and mark a more efficient
mode of organization than mere concentration of industry
in single large establishments. Thus, it has been found
possible to dispense with a great number of traveling salesmen,
of whom it was said that 30,000 lost their positions
in the year 1898 alone. When the whisky trust was
formed only twelve of the eight distilleries entering into
the combination were kept running, but as these were the
largest, best located and best equipped, and were run at
their full capacity, they were able to turn out as much as
all had done before and at an immense economy. The saving
of cross freights by having an order filled from the
plant most conveniently located is considerable; Mr. Gates
estimated the saving of the American Steel and Wire Company
in this single point at $500,000 a year. Such an
economy could not be secured by a single establishment,
no matter how well organized or on how large a scale. The
specialization of particular factories to do special processes
is well illustrated by the organization of the United States
Steel Corporation.
The growth of this latter combination is an example
not only of consolidation, but of the integration of industry,
that is, the grouping together under one control of a whole
series of industries. From the mining of the ore and coal,
through the processes of carrying it to the furnaces, coking
the coal and making the pig iron, manufacturing the
latter into the finished forms of iron and steel products,
and down to the marketing of the latter, every step is
carried on under the control of the United States Steel
Corporation. The assets of the company were stated as
follows soon after its organization, and illustrate the magnitude
and scope of its operations:
[Pg 45]
| Iron and Bessemer ore properties |
$ 700,000,000 |
| Plants, mills, machinery, etc. |
300,000,000 |
| Coal and coke fields |
100,000,000 |
| Railroads, ships, etc. |
80,000,000 |
| Blast furnaces |
48,000,000 |
| Natural gas fields |
20,000,000 |
| Limestone properties |
4,000,000 |
| Cash and cash assets |
148,251,000 |
| Total |
$1,400,281,000 |
In addition to economies due to improvements in methods
of organization, production and marketing, another
cause for the sudden and vigorous outburst of trust promotion
in the years 1898-1902 may be found in the profits
to be secured by promoters and organizers. After the successful
launching of the first few trusts, with their undoubted
economies and advantages, the movement was
taken in hand by professional promoters, who organized
combinations, often with the help of underwriters, in every
branch of industry where there was any promise of profit.
That many of these were artificial or premature is evident
from the financial results: of the 183 industrial combinations
enumerated by the census in 1900, one-third paid no
dividends whatever after their formation and another one-third
paid no dividends to the holders of common stock.
As an indication of the profits obtained by the successful
trust promoter may be cited the testimony given before
the Industrial Commission in the case of the Tin Plate
Trust stating that this promoter realized from $2,000,000
to $3,000,000 profit from the undertaking. When to this is
added the profit obtained by the owners of the constituent
plants, which were usually taken over by the trust at an
exorbitant valuation, it is clear that the stimulus of financial
gain was probably stronger in many cases than that
of economy in production. The bill was of course paid in
most cases by the investing public, which absorbed large
amounts of industrials in the years of their active promotion.
[Pg 46]
Other causes have sometimes been adduced to explain
the growth of combinations, such as the tariff and railroad
freight discriminations, but these are too local in their
influence to explain adequately the world-wide movement
toward combination. Trusts exist in free-trade England,
and in Germany where freight discriminations on the state-owned
railroads are practically unknown. It is, however,
true that in the United States both these factors have been
of decisive importance in building up certain powerful
trusts. “There can be no doubt,” said the conservative
report of the Industrial Commission, “that in early times
special favors from railroads were a prominent factor,
probably the most important factor, in building up some
of the largest combinations. The receipt of discriminating
favors from railroads has been conceded repeatedly by
representatives of the combinations themselves.” The
Standard Oil, beef, coffee, steel, and other trusts may be
cited as illustrations. In the matter of the tariff Mr. Havemeyer’s
statement that “the mother of all trusts is the
customs tariff law” may be set down as the rather peevish
utterance of a disappointed beneficiary; but there is no
doubt that combination has been made easier behind the
tariff wall. Instance the sugar trust itself, the leather,
steel, tin plate, and others.
Let us now turn to some of the effects of industrial
combinations, which we may classify according as they
bear upon competitors and producers of raw materials,
labor, and consumers. As the number of competitors is
reduced the fierceness of competition among those remaining
in the field is greatly increased, for the value of the
prize to the successful enterprise is correspondingly greater.
It is not surprising therefore that at times this rivalry
should have assumed unethical if not actually illegal forms.
The practice by some trusts of fixing prices below cost at
some strategic point in order to crush out a troublesome
competitor, and then correspondingly raising them elsewhere
[Pg 47]
so as not to sustain any loss, is serious because so
subtle. Prof. John B. Clark regards this as so serious an
evil that he would have the Constitution amended in order
that power might be given the Federal Government to prevent
it. The producers of raw materials, as cattlemen,
crude oil and coal producers, sugar and tobacco growers,
and others, complain that the prices at which they sell their
products are dictated to them by the trusts, which are
practically the sole purchasers of what they have produced.
They claim that prices are depressed to the lowest point
possible and that every gain from increase of demand goes
into the pockets of the trust managers. It may of course
be answered that the trust cannot depress prices below
the point at which a living profit can be secured by the
producer of the raw material or he will stop producing,
but there is no doubt but that the monopoly power possessed
by the trust in such cases will sometimes be used
to the disadvantage of those whose product it alone buys.
The effects upon labor of the organization of capital in
combined industries and under centralized control are
more complex. As trusts have superseded single corporations
because this mode of industrial organization was
more economical, we must expect to find that one of the
economies was the displacement of labor. The discharge
of traveling salesmen has already been spoken of; with
the consolidation of various plants under one control other
high-priced men were let go—managers, superintendents,
etc. The same thing was true at the other end of the industrial
scale and thousands of workmen, usually the least
efficient and capable, were deprived of work. The natural
consequences of these combinations and economies were
not clearly apparent at the time, because they were happily
coincident with a period of business expansion and prosperity
which reabsorbed into the industrial organism most
of the displaced workers. Another phase of the relation
between trusts and labor is that of their effect upon wages.
[Pg 48]
In general it may be said that there are only two sources
out of which an increase of wages can be paid, and these
are the profits of the business organizer and manager or
the increased product of the business itself, and of these
two only the latter can serve as a permanent source of
higher wages. Now it is pretty evident that labor has not
been in a position to force the trust magnates to forego
their profits. On the other hand, wages in industries carried
on by industrial combinations have risen, and it must
therefore have been because there was more produced and
consequently more to be divided. If the inefficient workers
were discharged and only the best ones retained by the
trusts, here is one explanation why they could afford to
pay high wages—they paid more because they got more
done. As yet labor has not admitted that it is unable to
cope with these industrial combinations; it has however
demanded that it be allowed to combine on a national scale
and to bargain collectively for united labor with combined
capital.
The discussion of the effects of trusts upon the consumer
leads at once to the discussion of their effects upon
prices, for it is through the agency of price that the trust
touches the ordinary man. The advantages claimed by
trust organizers are economies of production and lowered
cost; but the vital question to the consumer is whether
lowered cost increases profits or reduces prices. On this
point the Industrial Commission reaches the following conclusion:
“that in most cases the combination has exerted
an appreciable power over prices, and in practically all
cases it has increased the margin between raw materials
and finished products. Since there is reason to believe that
the cost of production over a period of years has lessened,
the conclusion is inevitable that the combinations have
been able to increase their profits.” Moreover the power
over prices was greatest during certain periods when the
control of the combinations was greatest. The problem
[Pg 49]
therefore resolves itself into the question, are trusts monopolies?
While a categorical answer cannot be given to this,
it may safely be affirmed that all trusts try to be monopolies.
Nor is it necessary to control the production, sale,
or purchase of a commodity absolutely in order to exercise
monopoly power; the control of 50 or 60 per cent may
suffice to secure virtual monopoly. The purpose of a monopoly
is so to fix the price that it will obtain the maximum
net profit. It is conceivable that this result may be
attained by lowering the monopoly price below the point
of the competitive price, but this is unusual. In general a
monopoly price has meant a high price, and a high price
has meant a restriction of the output. Where that has
been the result of trust control, society has been injured,
for not only has it not shared in the economies of production
but it actually gets less and has to pay more than it
would have done under competition. It may be said, however,
that even in the case of the greatest monopoly there
is always the specter of potential competition threatening
its profits, while the possibility of substituting some other
commodity for the monopolized article protects the consumer
from too great extortion and keeps the price within
limits. Absolute control over price is never exercised by
any monopoly. Nevertheless, we may fairly conclude, in
the words of Henry D. Lloyd, that “monopoly is business
at the end of its journey,” control over prices is the object
of combination.
There remains to be considered another charge of monopoly
which has been brought against the trust, the monopoly
of opportunity or the suppression of individual
initiative. It is no longer possible, it is claimed, for the
man of small means, even with good talents, to engage in
business for himself: he must accept some subordinate position
in a corporation where his individuality is checked
and his power of initiative does not find free play. So far
as this is true it would seem to be the result not so much
[Pg 50]
of the trust movement as of large-scale production. We
have seen that the tendency of machine production is to
enlarge the business unit and to call for the investment
of constantly larger amounts of capital in up-to-date establishments.
Some writers even point out that the average
business man who engages in business on his own account
fails, and that he should therefore be grateful if more
efficient producers offer him a remunerative and steady
salaried position. Without insisting upon this point it may
still fairly be noted that there are large fields of enterprise
that lie outside the area of monopolistic control. “Large-scale
production is best adapted to articles that can be
turned out in large quantities according to uniform patterns
and standards; individual initiative is still free in
those lines of production that call for artistic ability or
appeal to individual tastes, or which, like agriculture, are
dependent upon variable conditions.”[6]
There are, however, other evils connected with trust
organization and management that are more easily remediable
and that call for legislative regulation. “The evils
of combination, remedied by regulative legislation,” concludes
the report of the Industrial Commission,[7]
“come
chiefly from two sources: (1) the more or less complete
exercise of the power of monopoly; (2) deception of the
public through secrecy or false information.” Various
remedies have been suggested to meet the first class of
evils, those of monopoly, generally in the direction of
strengthening the powers of the Federal Government. We
have however no lack of legislation on this subject already:
thirty-four states and territories have passed anti-trust
laws, and the federal Anti-Trust Law of 1890 explicitly
provides that “every contract, combination in the form of
a trust or otherwise, or conspiracy in restraint of trade or
commerce among the several states, or with foreign nations,
[Pg 51]
is hereby declared illegal.” The severe restrictive measures
of the states have been largely nullified by the loose
legislation of three or four “charter granting” states, in
which 95 per cent of all the trusts have accordingly
been chartered, while the federal enactments have been
found very difficult to enforce. It is not easy to define or
to prove monopoly or conspiracy in restraint of trade. The
second class of evils has been met by statutes requiring
publicity and more definitely fixing the responsibility of
corporation officials. Such measures of control must be
the first step toward intelligent regulation, and are to be
commended as thoroughly reasonable. The establishment
of the federal Bureau of Corporations with power to “investigate”
industrial corporations engaged in interstate
commerce has already led to the publication of some valuable
reports. We must first proceed along the lines of publicity
and intelligent information before we attempt more
drastic remedies.
VI. SPECULATION AND CRISES.
An unavoidable element of risk enters into all modern
business. In the old handicraft stage of industry goods
were made upon order; demand preceded supply very
definitely, and there was little possibility of mistakes in
production. Nowadays, as we have seen, production is for
a distant and often uncertain market. It is carried on by
machine methods and roundabout processes; sometimes the
result is a very remote one and the uncertainty of success
is correspondingly great. Production is not based upon
order, but upon a forecast of the possible demand, upon a
future market. Chance and change are inseparable from
productive enterprise—natural chances from the elements,
political changes, as war or unfavorable legislation, industrial
mistakes or sickness or death of oneself or others,
and economic changes, as the invention of a new machine
or a change in fashion. These are the unavoidable incidents
[Pg 52]
in industry and are not under the control of the
individual business. Some of them, however, are so regularly
recurrent that they can be foretold on a large scale
for any industrial society, and can be guarded against by
insurance. Everyone recognizes the desirability of having
such risks as those of fire, shipwreck, lightning, death, etc.,
assumed by certain individuals or companies who make
a business of such risk-taking. A small premium is paid
by the individual for protection, and he is freed from
anxiety from mischance and is able to devote his whole
energies and capital to his business; the insurance company
has specialized in this one department and by equalizing
the chances over a wide field has practically eliminated
them. In doing this it performs a service of recognized and
undoubted social value.
There is another kind of risk-taking the social utility
of which is not at first sight so clear. Among the chances
of productive enterprise are those due to the rise and fall
in the prices of the raw materials, the labor, and the finished
product between the time when the process of production
is begun and the time when it is completed. Every farmer,
every manufacturer, every student even who invests
capital in his own education, is to some extent a speculator.
Along certain lines he can protect himself by insurance,
but that is not possible in all. Is there no way, then,
by which he can guard himself against price fluctuations
and assure himself of the legitimate gains of his business?
This, it may be answered, is the function of the speculator
in modern business, and in performing this service he is
benefiting society in much the same way that the insurance
company does. We must, however, clearly distinguish
between legitimate and illegitimate speculation; we are discussing
only the former.
One way in which the speculative risk attaching to
price fluctuations is reduced for the manufacturer and assumed
by the speculator is by the establishment of a continuous
[Pg 53]
open market, as the stock and produce exchanges.
If a miller, for instance, engages to deliver flour a year
hence and expects to begin milling in six months, he must
know at what price he can buy his wheat when he needs
it, or his anticipated gain may be turned into a loss by
an unexpected rise in the price of wheat. He is able, however,
to buy a “future” in wheat on the produce exchange
from some broker who makes a specialty of this business.
He buys his needed wheat now for delivery six months
hence, and on the basis of this price is able to accept an
order for his flour a year from now, allowing himself a
fair profit as a miller but wholly eliminating the speculative
risk of price fluctuations. Or a building contractor, before
making an estimate of the cost of erecting a structure, will
secure options at definite prices from dealers on the materials
he will require. So, too, in the iron and steel business
it is customary for manufacturers to contract in advance
for materials at the same time that they accept orders
for the delivery of the finished products. In all these cases
the business of dealing in futures is assumed by a particular
class, who have developed a special skill and ability
in forecasting price variations, and who can do so very
accurately. It is not a matter of luck or chance, but the
result of wide knowledge and careful study. “To foretell
the price of wheat one must know the rainfall in India,
the condition of the crop in Argentina, must be in touch
as nearly as possible with every unit of supply that will
come into the market.” Sometimes the speculators make
mistakes, but they are certainly less apt to do so than
men who are without their special talent and training.
The social value of this service lies in the equalization
of demand and supply between the present and future
that is thereby effected. Let us take as an illustration the
case of the miller cited above. If at the time he accepts
the order for flour the price of wheat is high, he will be
inclined to charge a high price. But the wheat broker,
[Pg 54]
foreseeing that there is going to be an abundant crop six
months hence, engages to sell him his wheat for future
delivery at a low price, and he is thereby enabled to sell
his flour at a lower price. At the same time the price of
the wheat on hand at the present time, instead of being
held and sold at famine prices, is consumed for present
needs at moderate prices. The operations of the wheat
brokers in such a case have a very steadying influence on
prices, preventing the oscillation between very high prices
in times of scarcity and very low prices in times of glut.
It must be admitted that dealings in futures are highly
speculative; “but it must be remembered that it is not
merely the dealings in futures, but the future itself, that
is uncertain. If such dealings can be confined to the men
most competent to make accurate predictions, their tendency
will clearly be to lessen the uncertainties of business.”[8]
But closely connected with legitimate speculation
or risk-taking by a specialized and trained class, there is,
as our stock and produce exchanges are actually conducted,
a large amount of illegitimate speculation, and to this we
may now turn for a brief consideration.
The facilities offered by the open markets on the exchanges
and the practice of dealing in futures are taken advantage
of by many who, without any special training or
opportunities of knowing the market, simply bet on the
price movements. Brokers are willing to buy and sell
produce or stocks for their customers if the latter will put
up with them a margin of about 10 per cent to protect
them from loss. It is therefore possible for a person with
little capital and no knowledge to speculate on a margin,
buying what he does not want and selling what he does not
own. In practice it is impossible to distinguish between
those dealings in which actual delivery is intended (legitimate
speculation) and those in which no such delivery is
contemplated (gambling), and consequently most efforts to
[Pg 55]
regulate transactions on the exchanges have failed to accomplish
their purpose. The purification of their methods
would seem to lie with the members of such exchanges
themselves. The contention has often been made that
these fictitious transactions in such commodities as wheat
or corn or cotton create an artificial reduction in prices,
since the professional gambler usually sells short or
“bears” the market, and that this injuriously affects the
farmer. This is manifestly untenable, since every fictitious
sale must be balanced by a fictitious purchase. What
actually takes place is simply a bet between the two parties
to such a transaction on the actual course of prices
and of itself does not affect prices, except in the unusual
case of a “corner.” There is, however, great possibility
of evil in the presence of a crowd of uninformed speculators,
for they can greatly increase the power of an unscrupulous
operator who can persuade them to follow his
lead. Their presence, too, increases the temptation to such
a man to rig the market. Under present conditions the
abuses of speculation are more in evidence than the economic
advantages. How to confine speculation to the small
group of risk-takers who have special training and aptitude
for it, and to prevent gambling on the stock and produce
exchanges is one of the economic problems of the
day.
One of the most striking phenomena of modern industry
is the frequent and violent convulsions of business
known as crises. They are characteristic of all commercially
advanced countries and are generally most marked
in those countries which are most advanced. They are a
product of modern methods of capitalistic production and
are essentially a phenomenon of the nineteenth century.
A crisis in its last analysis is the result of a lack of adjustment
between production and consumption, due primarily
to mistakes in production. It is significant that crises
usually occur in periods of business prosperity when credit
[Pg 56]
is easy, prices high, and employment general. Such a period
of business prosperity and rising credit may have
been begun by a series of good harvests. The demand for
manufactured commodities increases, prices rise, manufacturers
enlarge their factories or engage in new enterprises,
wages and profits go up. Many speculators, seeing the
rise, and thinking it will continue, borrow money to buy
goods with the expectation of selling again at a profit.
Credit operations are expanded to a dangerous extent, and
when at last a shock to confidence occurs the house of cards
collapses and a painful liquidation and readjustment of
industry ensues. The state of trade, in the words of Lord
Overstone, “revolves apparently in an established cycle.
First we find it in a state of quiescence—next improvement,
growing confidence, prosperity, excitement, over-trading,
convulsion, pressure, stagnation, distress, ending again in
quiescence.”
The immediate occasion of a crisis is always a shock
to credit or confidence. Such a shock, begun perhaps by
the failure of a bank or merchant, creates a demand for
ready money. No one is sure that his neighbor will remain
solvent. Everyone accordingly tries to secure himself
against loss by enlarging his cash reserve and thus lessens
the supply for others. Now modern industry is carried
on by means of credit. There is at no one time enough
money in the country to meet all obligations expressed in
terms of money. Considerably over three-fourths of the
larger commercial transactions in the United States are
carried on by means of credit. If everyone tries at the
same time to get actual cash, there is simply not enough
money in the country to go around. This increase of demand
and diminution in the supply of money forces up
the interest rate on short-time loans. Money—actual cash—is
needed by many people to meet immediate engagements
and they are willing to pay almost any price for it.
In the last panic the rates for call money went up to over
[Pg 57]
100 per cent and in many cities in the United States clearing-house
certificates and other substitutes for money were
issued for use in ordinary retail trade. But even at high
rates money can often not be borrowed. Many merchants
and manufacturers are compelled to sell their goods at a
sacrifice in order to obtain it. Vast quantities of goods
and securities are thrown on the market just when investors
and consumers feel least able to purchase. The result
is a fall in prices. Such a fall in prices lowers profits.
Enterprises have been started and engagements made on
the supposition that prices would continue at the old high
level. When they fall it is impossible to pay interest out
of current earnings. Foreclosures and readjustments take
place. There is a general liquidation and reorganization
of industry. When interest contracts have been adjusted,
then the effect on wages begins to be felt. As long as a
manufacturer is struggling to maintain his credit he will
keep his factory going, but when he has failed and perhaps
been foreclosed, then the factory stops. Men are thrown
out of work, and wages—the price of labor—fall. Labor
troubles usually mark the end of such a period of readjustment.
This stage marks the end of the crisis and the beginning
of a period of depression or “hard times,” which
continues for a longer or shorter period. The panic of
1893 was followed by a long-continued depression which
lasted until 1897, a period which was marked by low prices
and slack work. In 1898 began a revival of business and
an era of marked prosperity set in which continued for
almost ten years, interrupted only slightly by a “Wall
Street panic” in 1903. In October, 1907, a severe crisis
occurred, recovery from which, however, has been remarkably
rapid. The periodicity which has attended crises in
the past is so marked—occurring as they have at intervals
of about ten years—that many writers consider them inevitable.
As the easiest way to answer this question we
[Pg 58]
may take up three main theories as to the causes of crises.
A much quoted, but now generally discredited, theory
is that of W. S. Jevons, a noted English economist, who
ascribed crises to sun-spots. Every ten years and a fraction
there occur outbursts of electrical and heat energy
on the sun, which we call sun-spots. These result in increased
heat waves, which affect the crops on the earth,
causing enlarged harvests in Europe and the United States
and drought and famine in India and the tropics. The
large harvests and good prices start a wave of prosperity
and speculation, which culminates inevitably in a panic
and depression, until a recurrence of the heat phenomenon
starts the cycle again. The theory states some undoubted
facts, but no causal connection between sun-spots and
crises can be traced, as the latter are too irregular and
the two do not always coincide. Were this theory true
crises would be beyond human control.
A second theory, or group of theories, are those which
attribute crises to over-production. Under modern conditions
of industry a small group of men direct industry and
determine what shall be produced. They try to estimate
future demand and to adjust production to consumption,
but they often make mistakes. They divert capital into
unproductive industries, they produce the wrong things
and create a comparative glut in certain lines, and when
they cannot sell their goods at a profitable price they fail
and precipitate a crisis. Industry must then be reorganized
and frequently control be put in the hands of other men.
A variation has been given this theory by the socialists,
under the leadership of Rodbertus, who insist that the
reason that there is over-production is because of the institution
of private property. Since the capitalists own
all the tools of production they pay the laborers only starvation
wages. The latter cannot possibly buy all that is produced
and commodities consequently heap up in the warehouses
until they are thrown upon the market to be sold
[Pg 59]
at any price. Then a panic occurs and a readjustment of
production.
The last of these theories regards a crisis as essentially
due to a failure of credit. It is seen that a large part of
modern industry is carried on by borrowed capital, by
roundabout processes and for a distant market and not
upon order. That is, the success of a business depends
upon its ability to sell its goods when produced. Now the
aggregate volume of transactions that can be carried on
in a year, so runs the theory, depends upon the efficiency
of the credit system; that is, in general, upon the freedom
with which banks are willing to loan money to people who
engage to repay it in the future out of their ventures. If
for any reason the banks reduce this accommodation the
amount of business that can be transacted upon borrowed
capital is lessened. Either some transactions must stop
or prices must fall. Either of these events causes commercial
disaster. The contraction of credit makes it impossible
to get the goods into the right hands, and so we
have the phenomena of over-production in a great many
lines. As exchange and transportation have developed and
markets widened, crises have become more universal. According
to this theory, they are inseparably connected with
the use of credit and can be controlled only by a more
careful granting of credit by the banks to industrial managers.
Another phase of the credit theory is presented
by those who insist that the cause of crises is the rhythmic
overestimation of the profits to be secured out of certain
lines of production, or their over-capitalization. The new
enterprises are financed by the banks on the basis of this
mistaken over-capitalization, their organizers engage to
pay rates of interest which they cannot earn, and the crash
inevitably follows. This is often called the over-capitalization
theory, and is essentially psychological in its character.
There is no doubt as to the truth contained in this last
theory. It helps to explain the rhythmic periodicity of
[Pg 60]
crises. After every period of business depression confidence
revives and hope is renewed; overestimation of the
success of new ventures is inevitable. Then follows a
mistaken investment of capital in certain lines of production,
as in railroads in 1884, and a relative over-production
at profitable prices of certain commodities. The true explanation
seems to be found in a combination of the over-production
and over-capitalization theories.
The practical problem that presents itself in this connection
is the question as to whether it is possible to prevent
the recurrence of crises. In view of the explanation
just given it would seem that they must be regarded as
unpreventable as long as industry is carried on under the
competitive capitalistic system of production and the
modern credit system. Moreover, crops differ in amount
from year to year and probably always will. Human production
and human genius are unequal. Crises may be
regarded as the price a progressive society pays for its
advance, and they may be expected to recur pretty regularly
at periodic intervals. Their disastrous effects may,
however, be greatly lessened by wise currency legislation,
by greater care in granting credit, and by greater wisdom
in the direction of individual effort.
VII. THE MODERN WAGE SYSTEM.
We have already characterized the modern system of
industry as capitalistic, that is, as involving the use of expensive
and complex machinery in factories under the
control of the capitalist managers of industry. As we
have seen, such a system has caused an enormous increase
in the production of wealth; it has also raised the general
standard of comfort and the level of wages, and has relieved
labor to a considerable extent of the deadly strain
of hard manual toil that was characteristic of preceding
systems. The factory system, under which capitalistic
production is now carried on, may also fairly be credited
[Pg 61]
with other beneficial results: as steadiness and punctuality
are essential, it has on the whole led to increased sobriety
and temperance; the work in general is healthier, being
performed under better sanitary conditions than under the
old domestic system; the intellectual status of the workingman
has been raised, as vastly more intelligence is required
of a skilled machine operator than of the old-time
hand laborer; and finally the general well-being of the
working class has been improved, as they have shared in
the larger production made possible by machine methods.
But, on the other hand, the new processes and methods
have been accompanied by great abuses, though never so
great in this country as in England. Long hours, the employment
of women and children, the weakened economic
position of the laborer, fluctuations in production, liability
to be without employment, industrial accidents, the abolition
of personal ties between employer and employe, the
crowding of workmen into a small space to work by day
and their concentration in city tenements by night—these
are some of the problems for which the factory system
must be held responsible. The condition and position of
labor have been vitally affected. So far we have considered
mainly the problems connected with the organization
and use of capital. We must now take up the various
questions connected with the relation of labor to capital
and to the capitalistic system of production.
One of the most vital factors in the situation—which
we must frankly admit at the start—is the existence in
modern industrial society of a distinct wage-earning class.
It is perfectly obvious that under present conditions of
production great capital or great ability is necessary in
order to become the manager of an industrial enterprise.
Most laborers do not possess either the one or the other
of these, and although there are fortunate examples of
industrial leaders who have risen from the ranks, the general
rule is, once a wage-earner always a wage-earner.
[Pg 62]
The number of those who can achieve industrial independence
is moreover growing smaller as business becomes
more specialized and centralized. The laborer therefore
belongs to a class, which is rapidly developing what the
German socialists call class-consciousness, that is, the feeling
that he belongs to a distinct industrial group with
interests different from and often antagonistic to those
of other groups or classes. In his struggles with employers
over wages this antagonism of immediate aims obscures
the deeper mutuality and interdependence of their really
complementary interests and not infrequently leads to a
feeling of hostility, finding expression in strikes and labor
agitation.
In the transition to the factory system Mr. John A.
Hobson[9]
points out that the position of the laborer has
been one of increasing dependence in the following five
important points: (1) The ownership of material—at first
the worker owned this and made it into the finished product,
but now he has only a passing interest in a small part
of the process of working it up. (2) Ownership of tools—he
retained these up to the time of the introduction of machinery,
but now seldom owns them. (3) Control of productive
power—with the displacement of hand labor and
muscular power by steam-driven machinery, he no longer
owns even this. (4) Relations between workers and employers—they
were formerly on an equality; under the
guild system the master and the apprentice had the same
social position; now the laborer has sunk in the scale, or
the employer has risen, until the only bond between them
is, as Carlyle said, the “cash nexus.” A case was recently
instanced where a workingman who had been working in
a factory met his employer for the first time at the end of
seventeen years. (5) Workplace—until the establishment
of the factory system this had always been the home; now
[Pg 63]
it is the factory, and there is a complete divorcement
between work and the home.
Another characteristic of modern industry from the
labor point of view is the existence not merely of a wage-earning
class, but, more fundamental, of the wage system.
“It is characteristic of the modern industrial system,”
writes President Hadley,[10]
“that a laborer who owns no
capital, though nominally free to do what he pleases, must
actually find some property owner who will give him
enough to keep him alive during the period which must
elapse between the rendering of the labor and the sale of
the finished product. Under such circumstances, the laborer
almost inevitably submits to the direction of the
property owner in deciding how his labor shall be applied.
Laborers without capital must necessarily work on this
basis; even those who have small amounts of capital
habitually do so. Such advances of capital are known as
wages.” Here we have the essence of the wage system
in a nut shell. The laborer sells his labor to an employer
for a stipulated wage. He has a commodity, his labor,
consisting of a certain amount of strength and skill, which
he is free to dispose of on the market to the best advantage,
as the owner of any other commodity might do. Legally,
labor is property. Owing, however, to the fact that all
modern production requires capital, the only buyer of his
labor is a capitalist, who directs the way in which the
labor shall be applied. Such a condition, as well as some
peculiarities of the commodity labor leave the laborer, indeed,
only “nominally” free. In theory the labor contract
is a perfectly free contract, entered into voluntarily by
both employer and wage-earner, and the courts have generally
insisted that this theoretical freedom must be maintained.
In practice various modifications of the theory
have taken place: legislation has been passed protecting
[Pg 64]
laborers from bargaining away their rights, and trade
unions have been formed to bargain collectively for a group
of laborers. In the last analysis, however, the laborer must
support himself by the sale of his labor; society guarantees
him neither a living nor even the right to work. He
is a bargainer in a competitive industrial world and he
must assume the responsibility of providing for himself
and his family by securing work. Just what is involved
in such a statement is perhaps best brought out by comparing
the modern wage system with previous systems of
labor.
The first historical system of labor, aside from that in
the family, was that of slaves. In this case the labor was
forced, and being given under coercion was probably very
inefficient; but the laborer was at least assured of a
minimum of food, clothes and shelter. Slavery was the
main source of manual labor in the ancient world, and did
not disappear in England until the eleventh century. The
feudal system of the Middle Ages was characterized by
serfdom, according to which the laborer was bound to the
soil and was compelled to render his lord certain services.
Gradually serfdom was broken down and the wage system
took its place, although remnants of serfdom remained in
England until the eighteenth century. Four centuries before
this, however, the disintegration of the feudal society
had already begun, the serfdom of the agricultural laborer
was commuted into regular money payments, and the artisan
bought or otherwise secured his freedom from feudal
exactions. In the towns industry was regulated by the
guilds, and while at first they were distinctly beneficial, in
time they became monopolistic and oppressive. Power
was lodged in the hands of the wealthy traders and merchants
and they legislated in their own behalf against the
growing class of laborers, as did the wealthy land owners
against the agricultural laborers. The Statute of Laborers
and other acts sought to fix wages and to prevent the freedom
[Pg 65]
of the laborer in moving about or choosing his own
occupation. Not indeed until the nineteenth century were
the last of these old regulative laws repealed and the
modern labor contract recognized in law and practice as
a free contract. “The growth of labor,” says Brentano,
has been “from the system of authority to the system of
contract.” The system of authority, by which rates of
wages, length of apprenticeship, and other details of industry
were fixed by some superior authority, was found
to be restrictive, uneconomic and unjust, and it gave way
to the principle of economic freedom. According to the
newer theory, first given effective voice by Adam Smith,
in 1776, the individual should be left to himself, as he
knows his own interest better than does the most enlightened
government. The freest scope was given to the
powers of individuals and each was to be the unlimited
master of himself and his possessions.
It has since been found necessary, however, to modify
both the theory and practice of this extreme individualism
in order to protect the interests of various classes of society,
especially the laborer. The legal theory still is that
“today the labor contract is perfectly free: either side
may make whatever contract he can get the other side to
sign. Not only this, but either side may freely combine to
demand any form of contract from the other side, as mere
combinations alone are now made perfectly legal.”[11]
In
practice, however, this complete freedom has been greatly
modified by factory acts, acts restricting the hours and
conditions of employment of women and children, anti-truck
acts, laws providing for weekly payments, guarding of machinery,
limiting the hours of labor, and on the other hand
prohibiting intimidation and molesting. For the most part
these laws have applied to women and children, who are
thought less capable of guarding their own interests, and
[Pg 66]
to a much less degree to labor contracts made by men,
who have been considered better able to make equal contracts
with employers. But concerning certain conditions
of employment it has been realized that even adult males
are not capable of securing equitable bargains, and along
these lines the nominal freedom of the labor contract has
been decidedly abridged. The attitude of the courts
toward such legislation shows that they have declared
many laws unconstitutional on the ground that they infringe
upon the right of free contract, but in the long run
seem inclined to uphold as much of this restrictive legislation
as seems necessary to obviate the undoubtedly evil
results that flow from this real inequality of employer and
laborer.
It is a very vital and important practical economic
problem that presents itself in this connection. How far
shall we carry this regulative principle, or how far shall
we insist upon the principle of freedom? Many labor leaders
are again asking for an effectual control of the labor
contract, not by the action of trade unions, but by the direct
legislation of the state. What shall be our attitude
to this demand? Before we can fairly answer this question
we must consider somewhat more fully the character
of the bargain that takes place between an employer and
an individual workman, and the nature of the commodity
that the laborer has to sell.
It has already been stated that the commodity which
the laborer brings upon the market is his labor, that is,
himself, his time, and his energies. But these wares are
peculiar and differ in several important respects from ordinary
marketable commodities. In the first place, labor is
like a perishable commodity which must be sold at once
if the owner is not to incur loss. The laborer has usually
little if any capital by which to support himself in case
he cannot find work, and may be compelled to make a forced
sale of his labor, that is, to accept unduly low wages. In
[Pg 67]
this respect then he is at a disadvantage in bargaining
with his employer. A second peculiarity of the sale of
labor is that the laborer and his work are inseparable.
The seller of an ordinary commodity disposes of it absolutely
when he makes a sale. “It matters nothing to the
seller of bricks whether they are to be used in building a
palace or a sewer; but it matters a great deal to the seller
of labor, who undertakes to perform a task of given difficulty,
whether or not the place in which it is to be done
is a wholesome and a pleasant one, or whether or not his
associates will be such as he cares to have.” The person
who buys this labor necessarily directs the application of
it to the task in hand, and thus controls very largely the
place, the sanitary and social conditions, the hours, the
character, and safety of the work. In the third place, the
superior knowledge and intelligence of the employers gives
them an advantage in bargaining with their employes,
while the reluctance of employers to “spoil the labor market”
often prevents that freedom of competition which is
supposed to secure to the laborer his full share of the
product he helps to produce.
In view of these facts we may fairly conclude that workmen
are inferior to employers as bargainers and that protective
legislation is necessary in order to put them on a
real equality. “When laborers have to make a forced sale
of their labor, their freedom of contract is more nominal
than real. When women and children stand individually
before the manager of hundreds of thousands of capital,
it is possible that there may be little freedom and less
equality in the contract by which they sell their services.”[12]
It is clear that between two parties of such unequal knowledge,
resources and ability as a laborer and his employer
the labor contract cannot be entirely free and equal. While
trade unions, by combining isolated workmen into formidable
[Pg 68]
and unified groups, have immeasurably increased their
bargaining strength, yet legislation has also been found
necessary to remedy the disadvantages already enumerated.
It is realized that “there is no greater inequality
than the equal treatment of unequals.” In the opening
section of this text attention was called to the fact that
economic freedom or liberty was one of the corner stones of
our modern industrial society. But freedom can best be
secured by securing equality and responsibility. Factory
legislation and labor laws are designed to correct the inequalities
imposed by nature or involved in the very nature
of capitalistic production. Direct interference by the state
in the freedom of contract is justified as leading to a more
real and certain equality and liberty. But while we may
thoroughly approve the principle of labor legislation it is
difficult to know at what point we should stop. A leading
American authority on the law of labor has stated[13]
that
“the industrial laborer at least is beginning to be a privileged
class in the law.” On the other hand, it was possible
for Disraeli to say as late as 1875, after the passage of the
Employers and Workmen Act by the British Parliament,
“for the first time in the history of this country employer
and employed sit under equal laws”—so recently were the
legal disabilities removed under which the English workmen
had suffered up to this time.[14]
The pendulum has
swung so rapidly and so far in labor’s direction in the last
generation that it is a fair question how far it will—or
should—continue to go.
VIII. LABOR ORGANIZATIONS AND COLLECTIVE
BARGAINING.
As modern capitalistic production caused the growth
of a distinct wage-earning class and brought about a sharp
separation between employers and laborers, and as the latter
[Pg 69]
were thrown upon their own resources under the prevailing
theories of free competition and free contract, it
was inevitable that they should organize to secure their
interests as a class. The growth of labor organizations
has been greatest in those countries where the laborer
has been forced to depend mostly upon his own efforts for
protection and improvement, namely, in England and the
United States. On the continent of Europe, on the other
hand, where the individual has been accustomed to look
to the government for the redress of industrial grievances,
there has been a much less vigorous and spontaneous development
of such organizations. They are a product of
the nineteenth century and had their origin in modern
machine production.
The growth of labor organizations in the United States
has proceeded hand in hand with the industrial development
of this country, and has been especially rapid since
the Civil War. Two distinct types of trade unions may
be noted—the local and the national (or international)
unions. The former, which comprises members who live
and work in the same locality, is the primary unit, and
dates back to the beginning of the century. Each local
union, even when subordinate to a national organization,
is a self-governing unit, and is absolutely democratic. Its
relation to the national body has been well compared to
that of one of our states to the United States. The first
national union was not formed until 1850, but now these
far surpass the locals in importance. Their government
is representative, as they are made up of local unions.
The great majority of the national trade unions are bound
together in the powerful federal organization, the American
Federation of Labor. The membership of this body
numbers considerably over 1,000,000, while the railroad
unions, which are not connected with it, claim about 125,000
more. Probably not far from 1,500,000 persons in the
United States belong to labor organizations, which is about
[Pg 70]
10 per cent of the total working population or about 15 per
cent of those engaged in trade and transportation, manufacturing
and mechanical pursuits. While this does not seem
a very large proportion and is not as large as the membership
of British trade unions, yet it must be remembered
that they constitute on the whole the elite of the labor
world and exercise an authority and power out of proportion
to their numbers. Many other workmen, who do not
themselves belong to the unions, follow their lead and are
directly affected by their actions.
Historically the two most important national organizations
in this country have been the Knights of Labor and
the American Federation of Labor, and they represent such
different principles that it will be worth while to describe
them. The Knights of Labor was organized in 1869 as
a local union of seven garment cutters and had a meteoric
career, counting a membership of 730,000 in 1886, the year
of its greatest strength. It was a national amalgamation
of mixed local assemblies composed of workers of all
trades who lived in the same locality. It held the theory
that the interests of all members of the laboring class are
identical and must be cared for at the same time, if possible,
by political action, by co-operation, and by education.
In 1886, however, it entered upon a series of disastrous
strikes; later it came into conflict with trade unions which
had not joined its ranks and were opposed to its policies;
and finally it became entangled in politics. As it lost in
influence and strength its place was taken by the American
Federation of Labor, which was its very opposite in
organization and government. This latter body is a “confederation
of trade and labor unions,” each trade being
organized separately into local unions which are given
great autonomy, these unions alone being represented in
the national body. Only matters of general interest come
before it, all local trade matters being left to the local
unions. In 1903 it claimed a membership of 1,745,000.
[Pg 71]
More important than the history of labor organizations
is a knowledge of their objects and methods. The primary
purpose is of course to control the conditions of labor
and to substitute the principle of collective bargaining for
individual contract. As one of the most effective ways to
secure this result they aim at a more or less complete
monopoly of the labor market. This they may do by bringing
all workers in a trade within the union or by preventing
non-union men from working. The first of these is
called the inclusive method,[15]
and if successful makes the
union the sole seller of the kind of labor controlled by its
members. It is a monopoly of the laborers against the
employers and is sought to be enforced by inducing men to
join the union either by persuasion or coercion, the latter
finding expression in the strikes against the employment
of non-union men and the insistence upon the “closed
shop.” The other form of monopoly consists in the exclusion
of new members from the trade and in a control of employment;
this is a monopoly of a small group against their
fellow-workmen. It is enforced by regulating the entrance
to the trade, making it difficult or expensive, or by limiting
the number of apprentices. Sometimes, as in the Chicago
Building Trades in 1900, they have united with their
employers by means of “exclusive agreements” to raise
wages and prices of the finished products at the same time,
and thus jointly to mulct the public. Such efforts to monopolize
the labor market have their counterparts in the
organization of capital, as we have seen. In practice such
a labor monopoly has sometimes been used to improve and
elevate conditions, just as sometimes a capitalistic monopoly
has reduced prices below the competitive point. In
general, however, we must condemn monopoly on principle
in the competitive field and insist that freedom and opportunity
be given to all on as equal terms as possible. Of
[Pg 72]
the two forms of trade union monopoly, the former alone,
which endeavors to make it all comprehensive and to enforce
generally union conditions, can be economically justified.
“The establishment of a standard rate of wages may
perhaps be said to be the primary object of trade union
policy. Without the standard rate the trade union, such
as it is, could have no existence.”[16]
The purpose of the
union is to substitute collective bargaining for individual
agreements and thereby to improve the condition of its
members. But if a single bargain is to determine the pay
of a large number of men, there must be a common standard.
In every employment on a large scale the men are
necessarily grouped together and their pay is determined
by a common rule. This is true even in non-union shops.
It is generally assumed that the standard rate of labor
organizations means a uniform wage for each member, but
this is not the case; it means rather a uniform rate of pay
to all for the same performance. In the case of piece work,
it could manifestly not mean anything else; but a large
number of labor leaders object to piece work. They insist
that a standard wage means a minimum wage, and
that by the establishment of such a minimum the whole
standard of efficiency and the plane of competition are
raised, as the employers cannot then afford to hire any
but competent workmen. The question immediately presents
itself as to what is to become of the older or partially
disabled men, who are no longer able to earn the
standard or minimum wage? In England they are practically
guaranteed a subsistence by the union; in this country
the union not infrequently exempts them from the
provisions as to the standard wage. When the rule is enforced
there is certainly a real hardship for these men.
But from the employers there comes the more serious
[Pg 73]
complaint that the effect of the standard wage is to reduce
to a dead level the efficient and the inefficient; that
it is a maximum wage and that the efficient and industrious
are prevented from earning more than a fixed
amount. There is undoubtedly a great deal of truth in
this charge; the man who hastens the pace is said to be
taking “blood money,” and sometimes a maximum wage
is set which the members are forbidden to exceed. On
the other hand, it may fairly be said that while the union
regulation of wages does tend to produce greater uniformity,
the union rate is usually higher than the competitive
rate would be, that is, wages are leveled up, not down;
and finally, that territorial variations make the local rate
conform to local conditions.
A reduction in the hours of labor has been even more
strenuously urged by progressive labor leaders in the
United States than an increase in wages. “Organize and
control your trade and shorten your hours,” is their contention,
“and wages will take care of themselves.” Their
arguments in favor of a general shortening of the working
day are twofold. In the first place, owing to the intensity
and strain of work under modern machine methods,
the worker cannot work efficiently more than eight
or nine hours a day. The work is too exacting and the
strain on the attention too great; it is a noticeable fact
that most of the accidents in industrial establishments
occur in the last hour or two of the working day. Not
only that, but the laborer is entitled to his share of industrial
progress in the form of more leisure, giving him time
for a better family and social life, affording opportunity
for intellectual improvement, and permitting the development
of more rational and higher wants. With the improvement
in the condition of the laboring classes, will
go the elevation of society as a whole.
The second argument in favor of shorter hours put forward
by the trade unionist, is economic rather than social.
[Pg 74]
He argues that a “reduction of hours will diminish the
supply of labor in the market, and so will raise its price.
It will make room for the unemployed, and so will remove
the depressing influence of their competition.” There is
involved in this contention the familiar lump-of-labor
argument of the trade unionist: there is just so much work
to be done, and if some men do each a little less there
will be more for others. By shortening the hours of labor
of everybody employment will be made more general, and
the work will be better distributed. Now the economists
in general have supported the trade unions in their demands
for a shorter working day, but they have done so
because they believed that the product of industry would
not thereby be diminished. They have seen that when
the hours of labor were reduced the laborer was less
rapidly worn out physically, that he could work more
rapidly for a short time, and that his increased leisure
and pay, if rationally used, made him a more intelligent
and efficient worker. In other words, a reduction in the
hours of labor from 15 a day to 12, to 10, and even in some
cases to 8, was not attended by a parallel reduction in
the output, but the latter remained about the same. This
is the great economic justification of the shorter working
day, and as long as this can go on without materially
affecting the product of industry it must be approved.
If, however, the latter is decreased there will be less to
divide and then the relative disadvantages of a smaller
dividend must be weighed against the advantages of increased
leisure. Of course the point to which the number
of hours can be reduced without lessening the product
can only be determined by experiment, and will differ in
different trades, but it is inevitable that until this point
is reached the pressure of the trade unions for shorter
working days—or for more holidays or half-holidays—will
not be successfully resisted.
[Pg 75]
Turning now from theory to fact, we find that there
has been a great improvement in the condition of labor
in this respect. At the beginning of the nineteenth century
the almost universal working day was, as McMaster
tells us, from sun to sun. As factories grew up the
habits of agricultural labor were carried over into industrial
occupations, and working days of 16 and 18 hours
were not uncommon. In 1903 the average length of the
working day in the United States was 9.6 hours. This
great reform may fairly be credited to the efforts of organized
labor itself, for without their insistence and
struggles it is unlikely that it would have been voluntarily
granted by employers.
The limitation of output results almost necessarily
from the above-mentioned practices of the unions: reduction
of hours, prohibition of piece work, and the standardization
of wages all tend to restrict the output of the individual
worker. But some of the unions have gone further
and have directly limited the amount that could be produced
during a given period by the laborer. This has been
particularly true of British unions and is the subject of
common complaint by English employers and writers, but
illustrations may easily be found in the United States.
Thus in Chicago in 1900 “the lathers limited a day’s work
to twenty-five bundles of lath, for which they received $3;
they had formerly done thirty-five bundles for a daily wage
of $1.75. Plasterers were limited to thirty square yards
a day; the steam fitters were permitted to lay only ninety
feet of steam pipe per day; but the plumbers had the most
objectionable rules and restricted materially the amount
of work that could be done in a day.”[17]
These rules were
defended by the unions on the ground that they were
necessary in order to secure careful work and to prevent
the “rusher” for setting the pace for a fair day’s work.
[Pg 76]
The practice has not been uncommon, especially in the
sweated trades, for an unscrupulous employer to pay a
few particularly able workmen to put extra speed into
their work and so set a pace that the other workmen would
be compelled to maintain. This was especially objected
to by the unions in the case of team work. They claimed
that when all the workmen had come up to the new standard,
particularly in piece work, the wages were reduced
so that even by working at the higher rate of speed, they
could only make a fair wage. One of the rules of the
Chicago carpenters’ union provided that “any member
guilty of excessive work or rushing on any job shall be
reported and shall be subject to a fine of $5.” Whatever
the excuse it is clear that such limitations cannot be economically
justified. Not only does such dawdling undermine
the industrial efficiency of the worker, but it is unfair
to the employer. If the latter bargains for the union
rate of wages and the normal working day, he is entitled
to a full return of the laborer’s best efforts. Otherwise
there is no fairness in collective bargaining. “So far as
labor leaders are concerned,” said Mr. John Burns, the
English trade unionist, “we are all strongly opposed to
the restriction of production; we are all in favor of better
and more conscientious work.”
Laboring men have never been quite able to divest themselves
of their old antipathy to labor-saving machinery.
They generally regard the introduction of a new machine
as a displacer of men, a creator of unemployment, a depresser
of wages. Some unions have successfully resisted
the introduction of machinery into their trades, as the
stone cutters in Chicago,[18]
but in general they have recognized
the impossibility of this attitude. In general they
now demand that when machinery is introduced it shall
be operated by union men and their wages shall be fixed
[Pg 77]
so as to give the workers a share of the increased production.
The policies and methods of the trade unions thus far
discussed are those of a militant nature, but the fraternal
objects of these associations, though less conspicuous, are
none the less important. Labor organizations generally;
have insurance and benefit features, by which sick, injured,
or unemployed members are assisted. This is particularly
true of the English organizations, which developed these
features before the rise of the militant new unionism. They
often possess large funds and have been rendered thereby
more conservative and responsible. The educative effect of
trade unionism among the members is marked; some of
them possess libraries and all of them promote discussion
and thought upon economic problems, while the administration
of their affairs often gives valuable training. The
older unions did much to encourage co-operation among
their members, but today the tendency is to limit their
activities to the essential one for which they are organized,
namely, collective bargaining.
Intelligent unionists realize that they can secure the
various objects for which they strive only by substituting
collective bargaining for contracts between employers and
individual laborers. Where this plan is accepted by employers,
representatives of the two sides agree upon wage
scales, usually for a year; during this period the chief task
of union officials is to see that the agreement is lived up
to, and if possible to add to their membership and strengthen
the union. In the United States relatively few trades
have adopted this method as a general practice, the employers
still being able to dictate wages and conditions of
employment in most of them, while the unions are still
struggling for recognition, if not for existence. Employers
insist, in refusing to make collective bargains with the
unions, that, as they run all the risks, they must be permitted
to manage their business as they see fit and without interference
[Pg 78]
from the business agent of the union. In reply
the unions insist that hours, wages, and conditions of employment
are as much their business as that of the employer.
The latter also urges that the trade unions as at
present organized are too irresponsible and before they ask
for collective bargaining should be incorporated, so that
they could be sued for breach of contract if guilty of such.
As yet, however, the unions have preferred their present
position of irresponsibility and immunity and have almost
invariably refused to be incorporated.
“In the minds of a large section of the public,” writes
President Hadley,[19]
“labor unions are chiefly associated
with strikes. It is believed by many who ought to know
better, that such organizations exist for the purpose of
striking, and that if the organizations were suppressed,
industrial peace would be secured. The first of these ideas
is a distorted one; the second is wholly unfounded.”
Strikes are, however, a necessary concomitant of collective
bargaining. If the representatives of a union cannot come
to terms with an employer, they may compel their members
to refuse to sell their commodity, labor; such a concerted
refusal to work is a strike. The “right to quit work” has
been regarded as a sacred one by trade unionists, but it
involves social consequences of great importance. For the
workingman, it means loss of wages and demoralizing idleness;
to the employer, idle capital, loss of profits, and depreciation
of plant; and to the consuming public, inconvenience
and annoyance together with curtailed production.
Quite aside from all acts of violence and lawlessness,
by which they are too often accompanied, there is involved
an enormous money waste. According to a report of the
Department of Labor, losses from strikes and lockouts in
the United States from 1881 to 1900 amounted to $449,342,000
or an average loss per establishment involved of about
$3,500.
[Pg 79]
The public is awakening to the realization that it suffers
the greatest injury as the innocent third party to
every industrial dispute, and is insisting that the industrial
peace be kept or more reasonable methods of settling
differences be found than a strike or lockout. Such a
method is found in conciliation and arbitration. In the
older and more strongly organized unions strikes are infrequent
and methods of joint discussion and agreement
are increasingly resorted to. Boards of conciliation are
often provided for, which endeavor by means of conference
and concession to prevent a dispute from arising; they succeed
best where both employers and employes are organized.
Should the dispute come to a head, however, provision
is usually made for its reference to a board of arbitration,
which may be selected by the disputants themselves
or may be created by the state; in the latter case
the acceptance of the award may be voluntary or compulsory.
In the United States most of the successful
boards have been those selected by the parties to the dispute;
the state boards have usually the power only of investigating
the causes of the trouble, but this in itself has
proved of considerable value in more than one instance,
notably in the case of the Anthracite Coal Commission.
Compulsory arbitration is being given a thorough trial in
Australasia and seems to be meeting with success there.
In this country, however, the trade unions are strongly
opposed to compulsory or enforced governmental arbitration.
Writing of Great Britain, Mr. and Mrs. Webb assert
that the principle of arbitration, having been found
inconsistent with collective bargaining, is fast going out
of favor. It would seem from the experience of both England
and the United States that the chief virtue in these
methods lies in the habit of joint conference and conciliation
between the representatives of labor and capital.
[Pg 80]
IX. WOMEN AND CHILDREN AT WORK.
While women and children have always assisted in the
work of the home, it was not until the development of the
factory system that they began to work for wages outside
of the family. From the earliest days the preparation of
food, spinning and weaving and making up of garments,
and other branches of domestic economy had been the
peculiar tasks of the housewife. With the removal of the
textile industries from the home to the factory and the
invention of light-running machinery, many women followed
them and employment was found also for young
children. Thus with the inception of the modern factory
system and machine production there arose the problem
of woman and child labor. In England the evils of the
early factory system were incredibly bad. “The beginning
of the present century,” wrote President Walker,[20]
“found children of five, and even of three years of age,
in England, working in factories and brickyards; women
working underground in mines, harnessed with mules to
carts, drawing heavy loads; found the hours of labor whatever
the avarice of individual mill owners might exact,
were it thirteen, or fourteen, or fifteen; found no guards
about machinery to protect life and limb; found the air
of the factory fouler than language can describe, even could
human ears bear to hear the story.” Conditions were never
so bad in this country as in England owing to the later
development of the system and prompter legislation against
its evils, and especially to the scarcity of labor which compelled
employers to make the conditions of labor more attractive.
The field of employment for women has been a constantly
expanding one. When Miss Harriet Martineau
visited the United States in 1840 she found only seven
occupations open to women, namely, teaching, needle-work,
[Pg 81]
keeping boarders, work in the cotton mills, type-setting,
book-binding, and domestic service. Since that time the
area has widened until there is scarcely an occupation
in which women are not found except those closed to her
by law or by physical inability. The number of females
10 years of age and over engaged in gainful occupations
was 2,647,000 in 1880 or 14.7 per cent of the total female
population; this number more than doubled in the next
twenty years, being 5,319,000 in 1900 or 18.8 per cent of
all. The largest number employed was in domestic and
personal service, and next to that in manufacturing and
mechanical pursuits, though even in that branch they were
most numerous in the traditional branches of woman’s
work, as dressmakers, seamstresses, etc. It is nevertheless
in the manufacturing industries that the most serious evils
connected with woman and child labor are found. The
problems differ greatly in different sections of the United
States: in the Atlantic states the greatest proportion of
women as compared with men find employment and give
rise to special problems of women’s work; in the South
child labor is more conspicuous; while in the West both
woman and child labor are of relatively small importance.
An interesting question suggests itself at this point:
Is the increase in the employment of women at the expense
of men? Are the women crowding the men out of
their occupations and taking their places? At first inspection
the statistics of occupations would seem to lead
to an affirmative answer, for the percentage of women
breadwinners increased from 13.5 per cent of all such in
1880 to 16.6 per cent in 1900, while that of the men fell
from 80 to 77.3 per cent, and that of the children remained
about the same. The cause of the change in the proportion
of the sexes was not due, however, to any falling off in
the number of men, but to the great influx of women into
the ranks of wage-workers. In some lines of employment,
like those of bookkeepers, stenographers, typewriters,
[Pg 82]
clerks, etc., there has undoubtedly been an encroachment
and men have been displaced. But on the
other hand, many occupations have been opened to men
during the last fifty years that were unknown before.
Such have been the expanding fields of railroad construction
and operation, the steel industry, the utilization of
electricity, and other similar lines. In most of these the
muscular effort involved or the character of the work have
kept women out, but in other lines where special rapidity
or lightness of touch are required the women outnumber
the men, as in the manufacture of cotton goods, hosiery,
hats and caps, etc. The development and improvement of
machinery has of course favored the employment of women.
Mr. John A. Hobson[21]
asserts that “in modern machinery
a larger and larger amount of inventive skill is engaged
in adjusting machine-tending to the physical and mental
capacity of women and children.” He concludes that if
the exploitation of these forms of cheap labor had not
been prevented by factory legislation and by public disapproval,
“the great mass of the textile factories of this
country [England] would have been almost entirely worked
by women and children.” As a matter of fact one of the
reasons for the great expansion of woman labor in the
United States as well as England is because it has been
found cheaper than man’s labor. We are thus brought
face to face with a fundamental question in the discussion
of the problem—why are women paid lower wages than
men?
As to the fact there is no doubt; one comparison taken
from the Census of 1900 will be sufficient to illustrate it:
the annual average earnings of men in mechanical and
manufacturing industries were $490, and of women $272 per
annum. The more important question is why this difference
exists. A number of reasons suggest themselves at once.
In the first place women are less efficient than men and
[Pg 83]
produce less; hence they are paid less. In some industries,
particularly those requiring physical strength, women cannot
compete successfully, and those are usually the highest
paid employments. Other well-paid industries are regarded
by men as essentially their own and social pressure
is applied to keep women out. Then, too, woman’s
ambition to attain industrial efficiency is not so great, owing
to her expectation of marriage and release from industrial
life. Women are more often absent from work owing
to sickness and domestic claims upon their time; this irregularity
of employment tends to reduce their efficiency.
But even in employments where the efficiency of men and
women are admittedly equal the women receive lower
wages in the majority of cases. According to a report of
the Bureau of Labor, out of 100 cases where the women
did the same work as the men and did it as well, they received
lower wages than the men in 80. This leads to the
consideration of a second group of causes, which have to
do with woman’s standard of living. One reason why she
receives less is because she is able and willing to live on
less. Physiologically, Dr. Atwater has said, man needs
one-fifth more nutriment than woman. Women’s wages
are less because of their somewhat lower cost of subsistence.
But even aside from this fact, the frequent partial
dependence of women upon other members of their family
for support makes them willing to accept less and consequently
reduces their wages. The average American workingwoman
is young, only about twenty-two and a half
years old, and after the age of twenty-five is reached the
number declines rapidly. That is to say, working girls
regard their employment as a temporary affair, remaining
only about five years on the average in the store or factory;
during this time they often live at home with their
parents and are content to receive a wage much smaller
than a man would require as head of a household.
The third reason is, however, the most important, because
[Pg 84]
it explains at the same time the low economic position
which woman occupies in the industrial world. The
narrowing of the field within which women can readily
find employment has the effect of greatly intensifying the
competition within that field. There is also a great reserve
army of potential women wage-earners, whom a
slight increase of wages or force of circumstances—loss
of employment by the male members of the family—will
bring into the field as competitors. There is, in other
words, a constant over-supply of labor in most women’s
industries, which does not exist in any men’s industries
except the most unskilled. Women exhibit, furthermore,
a comparative lack of mobility from one industry to another,
as well as from one locality to another. According to
Professor Smart, women are so unready to leave home that
their pay on one side of narrow Scotland is 50 per cent
lower than on the other side. In the same way, the flow
of labor from one occupation to another, which tends to
equalize the advantages and rates of pay of different employments,
is far feebler among women than among men.
Finally, there is little organization among women. Their
individualistic, almost jealous, attitude to one another prevents
their combination and united action, while their submissive
acceptance of what is offered leads to apathy.
They have only infrequently formed unions and endeavored
to substitute collective bargaining for individual action.
Women are therefore industrially in much the same situation
as unskilled, unorganized male laborers, and the remedy
in both cases would seem to be the same—education and
organization.
The presence of a large supply of cheap woman labor
undoubtedly has a depressing effect upon men’s wages,
and consequently upon the standard of life of the whole
laboring class. George Gunton[22]
is authority for the statement
that “in proportion as the wife and children contribute
[Pg 85]
to the support of the family the wages of the father are
reduced.” The family wage tends to remain the same
whether it is earned by the father alone, or by the father
with the assistance of his wife and children. It is, however,
not quite clear in most cases whether the men’s
wages are low because the women and children work, or
whether the women and children work because the men’s
wages are low. It may fairly be concluded, however, that
the evil effects of low wages for women are not confined
to themselves but are felt by all with whom they come in
competition.
What conclusion shall we draw then, in view of all these
facts, as to the desirability of employment of women? The
fact of their low wages and industrial dependence is not
sufficient to lead one to condemn it. These are transitional
phenomena and can be remedied. Women have always
worked—on the farm, in the home, in making household
supplies. When this work was taken over by the factory
woman became a wage-worker in the modern sense. “The
census records in respect to the labor of women, therefore,
read in the light of collateral facts, are a history of industrial
readjustment rather than a record of the relative extent
of the employment of women, and it is impossible to
say, so far as the census figures are concerned, whether
a larger proportion of women are actively engaged in labor
today than formerly or not. The one fact which is clear
is that factory or shop work is displacing home work, and
that this readjustment of industrial conditions is leading
to the employment of women outside the home in constantly
increasing numbers.”[23]
The effect of this readjustment
has been to increase greatly the production of wealth.
The production of household supplies was removed from
the family to the factory when it was handed over to machinery
and done better and more cheaply. If the work
of women thus released were expended for no useful purpose
[Pg 86]
society would gain only in the increased leisure of the
women. But if these then took up other new lines or set
men free from old employments so that they could turn
to still different ones, then the production of goods could
be greatly increased. “Without women’s help,” says Mr.
George L. Bolen,[24]
“their work in stores and offices would
be done by men taken from other employment. The latter’s
present work would have to be stopped to that extent,
lessening the quantity of goods produced by men. The
effect would be the same as if a farmer had to stop plowing
two hours before noon to go to the house and cook his
dinner.... Women behind the counter, and at the
typewriter, release men for work that women cannot do.”
From the standpoint of woman herself, industrial independence
must be regarded as a great gain. Set free from
the necessity of contracting marriage for the sake of a
home, and of depending upon mere sex attraction to attain
that end, she will develop her capacities more fully and
when she does enter upon marriage will do so as a result
of mutual attraction. The entrance of women into gainful
occupations must be regarded as an essential step in
their own progress and the improvement of society.
Quite different must be our attitude towards child labor,
which can only be condemned as a waste of labor
power and as stunting the development of the children.
The Census of 1870 stated for the first time the number of
children at work in the United States; there were 739,164
between the ages of 10 and 15 years, of whom 114,628 were
employed in manufactures. During the next decade the
number increased over 58 per cent to 1,118,356 children at
work in all occupations. The disclosure of such an undesirable
tendency called forth restrictive legislation in most
of the states and the number declined materially by 1890.
Since 1890 however there has been a reversal of this tendency
back to the conditions of 1880, owing chiefly to the
[Pg 87]
industrial development of the South, where almost no factory
legislation exists as yet. In 1904 there were 1,752,187
children at work between the ages of 10 and 15 years, or
almost one-fifth of all the children of those ages. The evils
connected with child labor are the long hours—usually 11
or 12 hours a day where no restrictive legislation exists—and
the exhausting and often dangerous work. The effect
on the health of the children of monotonous and exhausting
toil before their muscles are set and their frames knit
up is thoroughly bad; they are stunted and deformed and
prematurely aged. Many of the occupations, too, in which
child laborers are most numerous, are dangerous or injurious,
as tin can factories, saw mills, paper box factories,
type foundries, and tobacco establishments. Second only
to the physical effects of child labor is the mental and
moral injury suffered not merely by the child but also by
society in depriving these youthful laborers of a thorough
education. While it is well that children should be kept
busy, there is no compensating reward either in money
wage or preparation for adult life in such monotonous,
profitless drudgery. The influence of the competition of
children upon wages is leveling, and their employment
indicates either a willingness on the part of employers and
parents to exploit this cheap and defenseless form of labor,
or a backward state of civilization. Such an evil can be
cured only by determined public opposition, by the passage
of laws forbidding all labor by children under a certain
age, say 15 (except possibly in agricultural or housework),
compelling school attendance, and providing for careful inspection.
Most of all is needed an aroused public conscience.
Labor legislation is the most effective method of improving
the conditions of employment, and to a consideration
of this subject we must devote the remainder of this
section. We have already seen that the fundamental principle
of our modern wage system is freedom of contract.
[Pg 88]
This is guaranteed in our federal and state constitutions
as both a personal and a property right. As a result of
this fact the courts have generally declared unconstitutional
any legislation, designed to protect the interests of labor,
that seemed to abrogate this freedom of contract or that
savored of class legislation. Efforts to improve the condition
of labor by legislation have therefore met with especial
obstacles in this country. On the whole, however, means
have been discovered of evading these constitutional restrictions
when it has seemed clearly demanded by the welfare
of society, and the history of labor legislation in this
country is one of fairly steady progress. The early laws
were practically confined to imprisonment for debt, mechanics’
liens, the hours of education of children employed
in factories, and similar matters. Nothing noteworthy was
accomplished until 1866 when Massachusetts passed an
eight-hour child labor law for children under fourteen;
in 1874 she passed a ten-hour law for women and children
under eighteen, engaged in manufacturing establishments,
and in 1877 enacted the first factory inspection act, which
has since been copied in about twenty-four states, and
without which mere legislation is of little avail.
The factory acts may be divided into two classes, those
that endeavor to secure the safe or healthful manner of
conducting a business, and those that attempt to limit the
occupations, the hours, and the methods of payment of
the workers. Under the first head come such matters as
fire protection, ventilation, guarding of machinery, inspection
of boilers and mines, etc. Such legislation and inspection
have in many states been extended to churches, schoolhouses,
hotels, theaters and public buildings. The second
group includes those laws which are usually meant when
factory acts are referred to. In England there has been
a very steady development and extension of such legislation,
beginning in 1802, when Peel’s Act tried to protect
the health and morals of the pauper apprentices in the
[Pg 89]
cotton mills; this was extended to all young people in textile
industries in 1833, to women in 1844, then to all large
industries in 1864, and to smaller ones in 1867, and finally
in 1878 these various provisions were codified into a complete
factory act, regulating the health and safety of the
laboring people generally. In the United States the movement
was considerably later and has not been so uninterrupted.
But today laws limiting the number of hours of
labor to eight have been passed by the Federal Government
and fifteen of the states for all those engaged on
public works. Attempts to fix the hours of labor of adult
male workers have usually been declared unconstitutional,
for the reasons stated above, except in especially dangerous
or unhealthful occupations, as bakeries, mines, smelters
and similar lines. Consequently the men have been forced
to rely largely upon their own efforts for the redress of
industrial grievances; in this fact lies one explanation of
the growth and strength of labor organizations in this
country. On the other hand, legislation in behalf of women
and especially children—wards of the state—has usually
been held constitutional by the courts, and has had a more
extended application. About twenty of the states have
regulated the length of the working day for women and
children. Special child labor laws limit the age below which
employment is illegal, usually between ten and fourteen
years of age; and provide for a minimum of education before
a child can be employed. About half the states provide
for factory inspection to see that the provisions of
the various acts are lived up to. In general we may conclude
that by the passage of such legislation society has
definitely decided that there are some conditions of employment
that cannot be safely left to free contract or to
collective bargaining between employer and employe, but
that they must be regulated by society itself on the broad
grounds of social welfare.
[Pg 90]
X. UNEMPLOYMENT AND INSURANCE.
The greatest problem in modern industry as well as the
greatest curse to the laboring classes, is unemployment.
While unemployment has always existed under all systems
of labor, it assumed added significance when the introduction
of the wage system threw every worker upon his own
resources and made him responsible for the care of himself
and his family. Modern industry is sensitive and unstable
and its delicate mechanism, very likely to get out
of order; credit and fashion, to mention no others, are factors
that make for instability, and these are essentially
modern. Professor Marshall is of the opinion that the
factory system has not increased inconstancy of employment,
but has simply rendered it plainer by localizing it.
But whether more or fewer than in earlier times, the number
of the unemployed in modern industry is appallingly
great. It is not easy to estimate correctly the extent and
amount of this evil and we accordingly find considerable
variations in the statistical presentations of fact. In 1885
two investigations of the amount of employment were
made, one by Carroll D. Wright, in his report as United
States Commissioner of Labor for 1886, and the other by
the Massachusetts Bureau of Labor in its report for 1887.
Mr. Wright defines the unemployed very narrowly as
“those who under prosperous times would be fully employed,
and who, during the time mentioned, were seeking
employment”; using the term in this restricted sense he
concluded that 7½ per cent of the working population
engaged in manufacturing and mechanical pursuits,
and trade and transportation were idle during
the year, which moreover he considered one of extreme
depression. The Massachusetts statistics, on the other
hand, were presented as indicative of general conditions
in normal years and may safely be regarded as such. According
to this report, 30 per cent of the total number of
[Pg 91]
breadwinners in the state had been unemployed at their
principal occupations on an average of 4.11 months in the
year covered; some of these found work at other or secondary
occupations. But the net result of the investigation
was well put in the terse statement of the report, that
“about one-third of the total persons engaged in remunerative
labor were unemployed at their principal occupation
for about one-third of the working time.” At the
lowest estimate the whole working population lost on the
average almost one-tenth of their working time. The loss
of such a proportion of the community’s productive force,
with all the demoralization attendant upon irregular or
no labor, is evidence of a problem of grave import.
Unemployment is such a broad term and covers so
many different ideas that it will be well to classify the unemployed
before proceeding further. They may be logically
divided into the following classes: I. The temporarily
unemployed, who comprise (a) those certain of work again,
as efficient workmen who are temporarily out of work
owing to seasonal variations, shut downs, etc.; (b) those
without such prospect, a group which again divides into
two groups, namely, (1) efficient and industrious workmen
who have been thrown out of work by a change in fashion,
the introduction of new machinery, foreign competition, a
prolonged depression, etc., and (2) those whose work is
essentially fluctuating and casual in its nature, as casual
day laborers, charwomen, etc. II. The permanently unemployed,
consisting in turn of (a) the “won’t-works,” as
tramps, and (b) the “can’t-works,” or the defective and
dependent classes generally. Such a classification renders
much easier the analysis both of the causes and of the cure
of unemployment.
The first question that presents itself in any discussion
of the causes of unemployment is whether it is due primarily
to personal causes, as inefficiency or intemperance,
or to industrial causes over which the individual has no
[Pg 92]
control. “Personal causes are those mental, moral, and
physical defects which show themselves either in the inability
and inefficiency of the workman or in his unwillingness
to work. Here are included all the varieties of personal
inaptitude, ranging from idiocy, intemperance, and
vice to old age, sickness, and accident.”[25]
Such a comprehensive
definition includes many cases, of course, where no
blame can be attached to the individual, and yet each one
of these causes is personal, that is, it does not affect at the
same time a whole group, as an industrial depression would
do. Persons included in this group are always on the
margin of employment; in bad times the first to be discharged,
in good times they are the last to be employed.
Nor is the cause of their lack of employment always easy
to give; it may be itself the result of industrial accident
or unhealthful occupation, or the result of heredity, evil
habits and associations, and defective education. We may
present two tables giving briefly the causes of poverty and
unemployment. The first gives the causes of poverty ascribed
by the charity organization societies of New York,
Boston, and Baltimore to applicants for relief:
Causes of poverty: charity organization society records.[A]
| Cause. |
Per cent. |
| Drink |
13.7 |
| Shiftlessness and inefficiency |
7.5 |
| Other moral defects |
2.1 |
| Total, Character |
|
23.3 |
| No male support |
5.0 |
| Lack of other normal support |
3.6 |
| Total, Support |
|
8.6 |
| Lack of employment |
23.5 |
| Insufficient employment |
8.1 |
| Poorly paid, etc. |
3.3 |
| Total, Employment |
|
34.9 |
| Sickness and death in family |
21.1
[Pg 93] |
| Insanity and physical defects |
4.1 |
| Old Age |
3.9 |
| Other incapacity |
3.2 |
| Total, Incapacity |
|
32.3 |
|
100.0 |
100.0 |
The first group of causes indicates misconduct, as the
last group indicates misfortune; the other two shade off
into industrial causes, though lack of employment—the
largest single cause—may in turn be ascribed to any one
of several remoter causes according to the bias of the investigator.
This table is a record of the causes of failure
on the part of those who have fallen behind or dropped
out altogether in the race of life. At the other end of the
scale stand the members of labor organization, on the
whole, the elite of the labor world. The following table
gives the causes of unemployment of 31,339 cases at the
end of September, 1900, as reported to the New York Bureau
of Labor Statistics:
Causes of idleness, members of trade unions, 1900.
| Cause |
Per Cent |
| No work |
75.5 |
| Bad weather |
.5 |
| Strike or lockout |
13.0 |
| Sickness |
4.7 |
| Superannuation |
1.6 |
| Other causes |
4.7 |
| Total |
100.0 |
This table emphasizes very strongly the industrial
causes of unemployment, three-fourths of which is ascribed
to lack of work. In some cases, as the iron and steel
[Pg 94]
workers, where there is a regular two months’ shut-down
to make repairs, and the building trades where the inclemency
of the weather usually prevents work during the winter,
the lack of employment may be regarded as a vacation
rather than a hardship, for the rates of pay are high
enough during the remaining months to offset those of
idleness. In other cases, however, as in coal-mining, there
is a large reserve army of workers on hand and employment
is secured for only one-half to two-thirds the time.
In 1900, when the average number of days of employment
was larger than it had been in ten years, the bituminous
miners were employed only 234 days and the anthracite
miners only 166 days in the year. This indicates a
very bad organization of the industry. The same thing
was formerly true of the London dockyards, where
there was a reserve army of some 4,000 surplus workers.
Of course the effect of this is to depress wages.
The clothing trade is subject to seasonal fluctuations and
the caprice of fashion, and offers very irregular employment.
Machinery and improved processes were frequently
spoken of by witnesses before the Industrial Commission
as the leading cause of unemployment. If the general
conditions of business are good at the time of the first
introduction of machinery the displaced laborer is reabsorbed
again and the hardship is not so noticeable. But
if it coincides with a period of business depression the
introduction of machinery appears to be the cause of a
large displacement of labor, which might more truly be
ascribed to industrial depression. This last cause is responsible
for enormous suffering among the laboring classes,
for the method oftenest resorted to by industrial enterprises
to reduce expenses is the wholesale discharge of
laborers, who are thus made to bear the burden of industrial
disorganization. This was well illustrated by the
economies effected by the railroads in the year 1908, in
their general reduction of the labor force and of wages.
[Pg 95]
But even in good years the inconstancy of employment is
startling. In the four years 1897-1900 the men in trade
unions in New York State lost 16.2 per cent of their time
from unemployment, which is almost exactly one day in
every week. And these, it must be remembered, were
skilled and efficient workers in organized trades. Finally,
strikes are given as a cause of unemployment in the table;
these are a peculiar feature of modern industry, and do
not call for further discussion, except to point out that
they are not as important as often represented.
The foregoing analysis of the causes of unemployment
shows that they are deep-seated in the nature of modern
industry, and that it would be unjust to the workingman
to attribute them in any large measure to his incapacity
or indisposition to labor. The care of the unemployable
must of course be undertaken by society, and such persons
prevented as far as possible from depressing the wages of
competent labor by their competition. Exceptional periods
of distress may and should be met by temporary relief
measures. But what we may call the normal unemployment
in modern industry, which amounts to 2-2½ per cent of the
labor force, cannot be overcome by direct methods. The
remedy for this lies “in a better organization of employers
and employes, more steady expansion of trade, and greater
stability of industry and of legislation affecting industry.
These are not problems directly of unemployment, but
rather of taxation, currency, monopoly, immigration, over-production,
and technical advances in industry. Their
treatment must be undertaken, not primarily as measures
of providing for the unemployed, but as measures for improving
the conditions of business.”[26]
The problem of unemployment
would thus seem to be a permanent one, bound
up in the very nature of a dynamic society; it may be regarded
as the price of progress. But the question may
fairly be raised as to whether the laboring classes should
[Pg 96]
foot the bill, or whether the cost might not fairly be borne
by society as a whole. This has suggested, as a solution
of the problem, insurance of workingmen against unemployment,
a discussion of which, however, must be deferred
to the end of the section. Some methods of alleviation, if
not of abolition, of the evils of unemployment may be suggested.
Free public employment bureaus and agencies,
national in scope and well integrated, would do much to
secure a better adjustment of demand and supply in the
labor market, and secure a better distribution of the labor
force and greater mobility of labor. Better organization
and mutual understanding on the part of both employers
and employes is needed, to prevent the loss through strikes
and lockouts. And finally, improved industrial and technical
education is essential, whereby the loss in skill through
the introduction of new inventions and machinery may
be minimized, and the productivity of the laboring class
be increased.
Among the measures of relief for unemployment due
to accident, sickness, and old age, none is more important
or more deserving of a hearing in the United States than
that of insurance against these evils. The earnings of the
average male wage-earner are so small—half of the number
earn annually less than $436, and half of the adult
male factory workers earn less than $400 a year—that the
unemployment, sickness, disablement, or old age of the
breadwinner must throw a large proportion of families
so afflicted into a condition of periodic poverty. Any
remedies that will alleviate the miseries caused by fluctuations
in employment, industrial accidents, diseases incident
to industry, etc., deserve a respectful hearing.
No adequate statistics of industrial accidents exist in
the United States, but a recent estimate by F. L. Hoffman[27]
gave the number of fatal accidents among occupied males
in 1908 as between 30,000 and 35,000. An analysis of the
[Pg 97]
reports of the New York Bureau of Labor Statistics from
1901 to 1906, shows that of the total number (39,244) of
industrial accidents reported in that state a little over 2
per cent were fatal, almost 17 per cent resulted in permanent
disablement, and 81 per cent resulted in temporary
disablement. More than half of the accidents in industry
are the result of machinery in motion. Mr. Hoffman calculates
that “it should not be impossible to save at least one-third
or perhaps one-half by intelligent and rational
methods of factory inspection, legislation, and control.”
Prevention of accidents rather than compensation to the
workingman after they occur should be the aim of society,
in order to avoid the wasteful loss of productive power,
not to mention the suffering and misery entailed by such
accidents. “Immunity, not compensation,” has been the
demand of the British trade unions. Of first importance
then is careful factory legislation, safeguarding of machinery,
and factory inspection. But here we are interested
primarily in the question of responsibility and compensation.
In the United States, legislatures and the
courts have taken the position that the workingman was
responsible unless he could prove the employer responsible
for his injury. How impossible such proof is and consequently
how intenable such a position, is clear from the
following table, compiled by the German Government for
purposes of accident insurance:
Accidents in German industries traceable to different causes.
| Causes. |
Agriculture
(1891) |
Industry
(1887) |
Mining
(1887) |
| Fault of employer |
18.2 |
19.8 |
1.3 |
| Fault of injured workman |
24.4 |
25.0 |
29.8 |
| Fault of both |
20.1 |
4.4 |
… |
| Fault of third person |
2.8 |
3.3 |
4.3 |
| Unavoidable or indeterminable |
34.5 |
46.9 |
64.6 |
| Total |
100.0 |
100.0 |
100.0 |
[Pg 98]
Statistics from both Germany and Austria show that
a full half or more of all industrial accidents are due to
causes for which neither employers, injured workmen, nor
fellow employes are responsible, but which are incidental
to the nature of the industry itself. But besides the danger
of injury from machinery, there are numerous specially
dangerous or injurious trades, in which injury by
poisoning, disease, etc., is almost unavoidable as trade
processes are at present conducted. These have been
classified as follows: trades in which lead is a poisonous
element, trades which produce other chemical poisons,
trades in which lockjaw is an incident, trades in which
the danger arises from injurious particles in the air, or
from dust, processes that require a sudden change from
heat to cold and vice versa, and those that require artificial
humidity, and trades in which accidents are so frequent
as to demand special legislation. Before we try
to decide who in justice should bear the cost of sickness
or injury arising from these causes, let us inquire as to the
practice in the United States and in other countries, so
as to have the data necessary for a fair conclusion.
The original legal doctrine regarding liability for accident
in England and America, which is still practically
unmodified in the latter country, was based on the principle
of individual responsibility for acts of negligence.
Briefly stated the common law doctrine is that an employer
must provide reasonably safe conditions of employment,
and that then the employe assumes the risks incident to
the occupation, or arising from the carelessness of fellow-servants;
moreover, even if the employer has been remiss,
the employe cannot collect damages if he has been guilty
of contributory negligence. These three doctrines—assumption
of risk, doctrine of the fellow-servant, and contributory
negligence—have been used practically to free
the employer from all responsibility in cases where injured
employes have sought to secure damages. Moreover, as
[Pg 99]
has been shown above, many cases exist where it is impossible
to fix the blame on either employer, employe, or
a third party, and in such cases no compensation could
be secured for injury under the law. The full rigor of the
common law, which has worked out so unfairly for the
workingman in modern machine production, has been
modified in about twenty-seven states by statutes defining
more exactly the duties of the employer, and repealing
the fellow-servant doctrine in regard to railway employes
and in a few states in regard to all mechanical industries.
With these exceptions, however, the law of employers’ liability
has not been changed, and compensation for industrial
accidents must be sought by injured employes through
a suit for damages against the employer. In 1906 and again
in 1908 Congress passed a federal employers’ liability act,
limited to common carriers, which, however, represents
only development along the lines of negligence law. That
is, we are still proceeding upon the assumption that in
every accident which occurs somebody is to blame. We
shall have to look to foreign countries for a practical application
of the principle that the cost of accidents in
modern industry should be made a charge upon the industry
itself, and ultimately be incorporated in the higher
price of the article produced.
Germany was the first country to introduce the principle
of compulsory accident insurance in 1884. Employers
are there organized into associations and sections and
are compelled to bear the expense of granting to injured
workingmen compensation, which amounts to about two-thirds
their average wages. England in 1897, by the passage
of the Workmen’s Compensation Act, adopted the
principle “that a workman is entitled for all accidents of
occupation to a moderate and reasonable compensation.”
Twenty-three countries, or practically all the advanced
industrial nations of the world except the United States,
have passed laws to compensate sufferers for all accidents
[Pg 100]
of industry, thus placing the burden of industrial accidents
upon the industry as such and not upon the laborer.
As we have seen, sickness and old age are still more
usual causes of poverty and unemployment than accident.
All the arguments for compulsory insurance therefore apply
with redoubled force to these evils. Germany was
again the pioneer in the establishment of these forms of
insurance. In 1883 sickness insurance was organized,
being made compulsory for all persons with incomes under
$500; the expense is borne one-third by the workers and
two-thirds by employers, the main purpose being to secure
a sufficient relief—amounting to one-half the wage—for
a period of thirteen weeks. In 1889 invalidity and old-age
insurance was introduced for the same class; contributions
are made in equal proportion by employe and employer,
the state contributing about $12 a year to each annuity.
Pensions are granted after thirty years of payment or to
those over seventy. In 1908 Great Britain passed a still
more comprehensive measure, providing for pensioning all
citizens of seventy years or over, who have been residents
for twenty years, in accordance with a sliding scale based
upon private income, the pensions ranging from five shillings
weekly down to one shilling. The pensions were
expected to cost $35,000,000 the first year, but will probably
entail double that amount. Finally, insurance against
unemployment was tried in Switzerland in 1893 to 1897,
but was finally abolished, owing to abuses and difficulty
of administration.
There are probably no more important practical economic
problems than those connected with unemployment
and workingmen’s insurance. Slowly the conviction has
spread that under present conditions of industry workingmen
cannot fairly be held responsible for industrial accidents,
and that with prevailing wages they cannot be expected
to save enough to maintain themselves in sickness
and old age. It therefore becomes the duty of society so
[Pg 101]
to organize industry and legislation that the terrors of accidents,
sickness, and old age, shall be reduced to a minimum.
XI. MACHINERY AND INDUSTRIAL EFFICIENCY.
So far in the discussion of modern capitalistic production
and of the various labor problems to which it has
given rise we have not treated in detail the question of
machinery and its effects on labor. We cannot, however,
leave this subject without taking up this phase of it with
considerable care. The advantages of machinery have been
more often emphasized than the evils, so that we may profitably
begin with the darker side of the picture. President
Hadley[28]
enumerates three evils which are charged against
machinery, as now managed and operated: “1. That
it displaces a large amount of human labor, thus taking
income away from employes and giving it to employers.
2. That when it does not actually drive human labor out
of use, it employs it in circumstances unfavorable to efficiency,
health, and morals. 3. That under the best conditions
it deprives the workman of independence, making
him a specialized machine instead of a broad-minded man.”
We cannot do better than take up these points one by one.
In answer to the first charge President Hadley flatly
denies that machinery has displaced labor, but insists that
“there has been a most conspicuous increase of employment
in those lines where improvements in machinery have been
greatest,” giving the expansion of railroads as an illustration.
But it is not possible to generalize from this case
without further analysis. The immediate effect of improved
machinery, especially if suddenly introduced, is
practically always to throw men out of employment. The
extent to which this will occur depends on the suddenness
and extensiveness of the change, but fortunately, as Professor
Nicholson points out, new inventions seldom come suddenly
or are introduced all at once on an extensive scale.
It took almost a generation, for example, for American
[Pg 102]
machine methods to displace Swiss hand labor in the making
of watches. But when such a change does occur it
hits hardest the least efficient and older men, those just
on the margin of employment, for a man past middle life
can rarely learn a new trade. The effect of displacement
in causing suffering will also depend somewhat upon the
mobility of labor, both the knowledge of new opportunities
and the capital to make possible a change of location or
industry, and improvements in the means of transportation.
It can easily be shown that as a general principle
the lump-of-labor theory is erroneous, namely, that there
is just so much work to be done and that if machinery is
introduced there will be less work for men to do. But
there is this element of truth in it, that the question whether
men will be reabsorbed in the same industry depends
upon the fact as to whether the market for the goods produced
by the new machine can be expanded. If the demand
is elastic, that is, can be largely extended because
of the fall in price brought about by the cheaper production,
as in the case of cotton goods, then the displaced
laborers will probably be re-employed to produce an enlarged
supply. If, however, the demand is inelastic, that
is, will not be expanded by reason of a fall in price, as in
the case of salt or coffins, then the displaced labor will not
be reabsorbed in the same industry but must look elsewhere
for employment.
The elaborate investigation of the Department of Labor
in 1898 regarding the relative merits of hand and machine
labor shows clearly the effect on the displacement of labor
by the introduction of machinery. A few cases will serve
as illustrations (see table on next page).
[Pg 103]
Hand and Machine Methods Compared.
| Year of production |
Article produced |
Different operations performed |
Different workmen employed |
Time worked. |
Labor
Cost |
| Hours |
Minutes |
| 1829-30 |
Wheat (hand) |
8 |
4 |
61 |
5 |
$3.55 |
| 1895-96 |
Wheat (machine) |
5 |
6 |
3 |
19 |
.66 |
| 1859 |
Boots (hand) |
83 |
2 |
1436 |
40 |
408.50 |
| 1895 |
Boots (machine) |
122 |
113 |
154 |
5 |
35.40 |
| 1850 |
Carpet (hand) |
15 |
18 |
4047 |
30 |
20.24 |
| 1895 |
Carpet (machine) |
41 |
81 |
509 |
1 |
.29 |
| 1891 |
Loading ore (hand) |
1 |
1 |
200 |
0 |
40.00 |
| 1896 |
Loading ore (machine) |
3 |
10 |
2 |
51 |
.55 |
Year of
production |
Article produced |
Different
operations
performed |
Different
workmen
employed |
| 1829-30 |
Wheat (hand) |
8 |
4 |
| 1895-96 |
Wheat (machine) |
5 |
6 |
| 1859 |
Boots (hand) |
83 |
2 |
| 1895 |
Boots (machine) |
122 |
113 |
| 1850 |
Carpet (hand) |
15 |
18 |
| 1895 |
Carpet (machine) |
41 |
81 |
| 1891 |
Loading ore (hand) |
1 |
1 |
| 1896 |
Loading ore (machine) |
3 |
10 |
Year of
production |
Article produced |
Time worked. |
Labor
Cost |
| Hours |
Minutes |
| 1829-30 |
Wheat (hand) |
61 |
5 |
$ 3.55 |
| 1895-96 |
Wheat (machine) |
3 |
19 |
.66 |
| 1859 |
Boots (hand) |
1436 |
40 |
408.50 |
| 1895 |
Boots (machine) |
154 |
5 |
35.40 |
| 1850 |
Carpet (hand) |
4047 |
30 |
20.24 |
| 1895 |
Carpet (machine) |
509 |
1 |
.29 |
| 1891 |
Loading ore (hand) |
200 |
0 |
40.00 |
| 1896 |
Loading ore (machine) |
2 |
51 |
.55 |
These cases, chosen at random, all show an increase in
the number of different men employed, and an immense
saving in time and in labor cost. Nothing is indicated
however as to the total amount of employment. Optimistic
writers like Carroll D. Wright claim that if machinery
has displaced labor in one direction it has created more
employment for them in others. He shows for instance[29]
that the per capita consumption of cotton in this country
in 1830 was 5.9 lbs., while in 1890 it was 19 lbs., and gives
similar figures for iron and steel, and railroad traffic. It
will be noticed that all of his examples are chosen from
industries in which the demand is elastic. Mr. J. A. Hobson,
a more careful and conservative writer, draws less
optimistic conclusions from a study of Great Britain. He
says: “First, so far as the aggregate of manufactures is
concerned, the net result of the increased use of machinery
has not been to offer an increased demand for labor in
those industries commensurate with the growth of the
working population. Second, an increased proportion of
the manufacturing population is employed either in those
branches of the large industries where machinery is least
used, or in the smaller manufactures which are either subsidiary
to the large industries, or are engaged in providing
miscellaneous comforts and luxuries.”[30]
It must be said,
however, in modification of Mr. Hobson’s inferences, that
it may be accounted as a social gain if the demand for
manufactured commodities can be met by the labor of a
[Pg 104]
smaller proportion of the population, since the energies
of the rest are then set free for professional or artistic
or similar pursuits. A study of the census reports of
Great Britain seems to show that this is what has happened
in that country.
The amount of labor is not the only factor to be considered;
the regularity of employment, as we saw in the
last section, is of hardly less importance. “Another danger
of an entirely opposite kind,” says Professor Nicholson[31]
,
“lurks in this immense power of machinery, which
is continually showing its reality and remedies for which
will, it is to be feared, be the fruit of long years of tentative
adaptation to the new environment. What all sensible
workingmen desire, what the advocates of the trade
unions say is their chief object, is to get a “steady sufficient
wage,” but it has been proved inductively that great
fluctuations in price occur in those commodities which require
for their production a large proportion of fixed capital.
These fluctuations in price are accompanied by corresponding
fluctuations in wages and irregularity of employment.
But fluctuations in wages and discontinuities
in employment are two of the greatest evils which can befall
the laboring classes.” We have already seen how modern
capitalistic methods of production may lead to over-production
and to a crisis. We now see how machine
methods may cause unemployment or irregular employment.
The men displaced directly by new machinery,
those thrown out of work by industrial depression resulting
from over-production in machine industries, and finally
those irregularly employed in the new occupations supplying
luxuries—all of these may fairly attribute their
suffering in large measure to machine methods.
“The second great charge made against the factory system
is that it displaces a higher grade of labor by a lower
[Pg 105]
grade; sometimes substituting the work of women and
children for that of men; sometimes substituting work
under conditions physically or morally unhealthful, for
work under healthful conditions; sometimes substituting
specialized and mechanical work for diversified occupation
which contributes to general intelligence.” The point as
to the labor of women and children has already been discussed.
The charge that factory labor is physically unhealthful
may in general be denied. Mr. Wright, in an
elaborate defense of the factory system in the Tenth Census,
concluded that the conditions of work in the modern
factory are much more conducive to good health than those
under the preceding domestic system, while morally they
are far superior. The qualities demanded by the machine
production of the modern factory are punctuality, steadiness,
reliability, and sobriety, and it therefore makes
against intemperance and immorality. So far as these exist
in factory towns, they are the result of town life rather
than of manufacturing. It must, however, be said that
while the factory system is not inherently unhealthful, the
high pressure at which operatives of steam-driven machinery
are compelled to work, particularly in this country,
may and often does wear him out prematurely. This
again is partially offset by a shortening of the hours of
labor.
The final charge against the factory system is monotony
of work. Many writers, from Adam Smith down, take the
view that it is more stupefying to make a small part of
an article, say the sixty-fourth part of a shoe, than to
make the whole article. Professor Marshall, who has considered
the subject carefully[32]
, concludes that while it takes
away manual skill, it substitutes higher or more intellectual
forms of skill. “The more delicate the machine’s
power the greater is the judgment and carefulness which
is called for from those who see after it.” But after all
[Pg 106]
there is less danger from monotony of work than from
monotony of life, and the cure for this would seem to be
in an increase of machinery rather than in its abolition.
Let us now try to summarize our conclusions on this
intricate question. The first effects of the introduction of
labor-saving machinery is to displace particular laborers;
these suffer real injury, though they are often reabsorbed
in the industrial organism. The social gain is undoubted,
for the improved methods lead to lower prices and thus
to an increase in the real wages of labor. To the improvement
and wider use of machinery we must indeed look for
the ultimate relief of the human race from exhausting
toil. Says a socialist writer: “On mechanical slavery, on
the slavery of the machine, the future of the world depends....
All unintellectual labor, all monotonous, dull
labor, all labor that deals with dreadful things, and involves
unpleasant conditions, must be done by machinery. Machinery
must work for us in coal mines, and do all sanitary
services, and be the stoker of steamers, and clean the
streets, and run messages on wet days, and do anything
that is tedious or distressing.” If labor today has a complaint
to make against the use of machinery, it is that
labor has not shared sufficiently in the improvements thus
far effected. But the evil here is connected with the inequitable
distribution of wealth, not with the methods of
its production. In justice labor should share in the technical
improvements which characterized the nineteenth
century and will revolutionize to a still greater extent the
industries of the twentieth. The practical question in this
connection is as to the best method for labor to secure its
claim to a share in the increased production. One answer,
to which we will turn next, is by increasing its efficiency
through better industrial education and training.
The subject of industrial education has recently been
receiving considerable attention in the United States and
the needs and shortcomings of our country in this regard
[Pg 107]
have been described. Under modern methods of production,
with their extreme specialization of labor and extended
use of machinery, it is practically impossible for a worker
to secure an adequate knowledge of a trade in the actual
practice of it. In former days boys acquired training in
their trades by the system of apprenticeship under the immediate
charge of a master of the craft. The system of apprenticeship
has today almost disappeared; boys are taken
into shops as helpers, not as apprentices, and receive
practically no systematic instruction in their trade, especially
in a modern large establishment. In consequence
of these facts it is insisted that school instruction should
be given to make good the absence of shop practice; that
a general system of industrial education should be developed
to give our workingmen systematic training in the
various trades. The superiority of the opportunities for
industrial education on the continent of Europe, especially
in Germany, have been frequently emphasized, and their
industrial advance has been credited in large measure to
this fact. We can probably not approach the subject better
than by explaining the systems in these other countries
and then comparing them with that of the United
States.
Beginning with Germany as the country in which industrial
education has received the greatest attention,
we find there three different kinds of schools, which we
may call the lower, middle, and higher. The lower group
includes artisan and specialized trade schools, and is intended
to be a substitute for the apprenticeship system.
While they have an important influence on the general industrial
efficiency of the nation, they concern chiefly the
small handicrafts. The middle group comprises the trade
schools (gewerbeschulen), of which the most famous are
the weaving and dyeing schools at Chemnitz; other branches
taught are soap-boiling, milling, building, pottery, etc.
These are the schools that provide technical instruction for
[Pg 108]
the large manufacturing industries, and are consequently
of great importance; they train the foremen, superintendents,
managers, and heads of establishments rather than
the workingmen. The higher group is formed of the technical
high schools or technological institutes, where are
trained the scientific experts. The importance of the German
system lies in the development of the last two groups
rather than in provision for the training of the workmen.
Germany’s recent industrial advance must be credited to
the training of the officers, not the rank and file, in the industrial
army, to the development of managerial ability
rather than of manual skill.
In England the last twenty years have seen a marvelous
development in industrial education, brought about
in part by the “made in Germany” agitation. The English
system differs from the German in educating working-class
boys, while at work in the mill or at the forge, into
foremen, managers, etc., mainly by means of evening classes
in trade or technical schools. The German system, on
the other hand, trained men who already had a superior
general education. These schools are regarded as stepping
stones for the more ambitious and intelligent young workingmen.
They give a practical grasp of the subjects, but
do not teach actual processes of manufacture, owing to
trade union objections. They thus come between the lower
and middle schools in Germany. The higher technical
schools also exist and have recently been greatly expanded.
The system of industrial education in the United States
may be said to resemble that of Germany more than England
in that it supplies industries from above rather than
from below, but it is in a very chaotic state as yet. The
most important schools are institutes of technology and
the technical departments of the universities, but these
train men only for the highest positions. Provision for
the industrial training of the workingman is almost lacking
[Pg 109]
except in a few manufacturing centers. Thus there
are a few trade schools resembling somewhat those in the
Middle German group, as the textile schools at Philadelphia,
Lowell, and a few other cities. Lower trade schools
are found in New York City, but hardly anywhere else.
That there is a distinct need of and demand for instruction
of this character is shown by the enormous expansion
of correspondence schools, a peculiarly American institution,
which endeavor to give the training afforded by the
English schools to the more ambitious young artisans.
So far in their industrial development the people of
the United States have been immensely aided by two factors:
the rich natural resources of the country, and the
high quality of the labor. But as we have already seen,
the natural resources are being either rapidly exhausted
or monopolized. As to the character of the second factor,
we may quote from the testimony of a recent careful
observer, Dr. A. Shadwell[33]
: “The American method of
work in the industrial sphere is distinguished by the following
features: enterprise, audacity, push, restlessness,
eagerness for novelty, inventiveness, emulation, and cupidity.
Employers and employed have exhibited the same
qualities in their degree.”... But they suffer
“from the national defect of want of thoroughness, which
arises from the craving for short cuts.” Now that American
industries are entering the markets of the world in
international competition, it becomes important to correct
any faults that will cause us to fall behind. So far the
movement for better industrial education through the establishment
of trade schools has met two obstacles in this
country. The first is the hostility of the trade unions,
which fear to see their control of the labor market disturbed
by the annual turning out of hundreds or thousands
of workers from the trade schools without any especial
sympathy with trade union methods or policies. The
[Pg 110]
other difficulty lies in the satisfaction with prevailing
methods, the belief that the American workman without
training possesses skill superior to that of his European
competitors, and a naïve national self-conceit in all things
American. Now that we are for almost the first time in a
hundred years measuring our industrial efficiency in foreign
markets against our European competitors, we shall
be compelled to take stock of all the items that make for
industrial supremacy. There seems to be little doubt that
when once this is fairly done, the need of a better system
of industrial education will be recognized and met.
XII. PROFIT-SHARING AND CO-OPERATION.
Among the reforms suggested for remedying some of
the evils incident to the modern wage system those of
profit-sharing and co-operation occupy a prominent place.
The separation of the community into capitalists and laborers,
classes different in conditions and ideals, constitutes
a menace to the peace and progress of industrial
society. The wage system moreover is thought by many
to have broken down the former intimate relation of employer
and worker, and some scheme is needed to correlate
their interests again and to bind them together. To secure
this result profit-sharing is advocated. As defined by
the International Co-operative Congress in 1897 this is
“the agreement, freely entered into, by which the employe
receives a share, fixed in advance, of the profits.” It is
not a change from the present wage system, but simply a
modification of that system according to which the laborer
receives a share in the profits in addition to his wages.
The purpose is to identify the interests of the employes
with those of their employer and thus to give him some
of the same motives for energy, care, and thrift in the conduct
of the business. Three principal methods of profit-sharing
may be mentioned, though the variations are manifold.
The favorite method in England and the United
[Pg 111]
States is the payment of a cash bonus at the end of a fixed
period, as a year. A second plan, which is the rule in
France, is a deferred participation by means of a savings
bank deposit, provident fund, or annuity, for the purpose
of providing for old age and disability. The third plan,
which has recently grown in favor in this country, is the
payment in shares of stock of the company.
The economic theory of profit-sharing is that by inducing
greater care and diligence on the part of the employe
he will himself create the fund from which he is paid.
It is claimed by its advocates that it increases both the
quantity and the quality of the product and that it promotes
greater care of implements and materials, thus reducing
the cost at the same time that it increases the output.
The classic example of this is the case of the original
profit-sharing scheme, the Maison Leclaire, in Paris; the
result of the first six years’ experiment was a dividend
on wages of $3,753 a year, derived entirely from the increased
economy and care of the workers. In some cases,
however, the object of the employers is to secure immunity
from strikes and other labor disturbances and a greater
permanence of the labor force; and participation in profits
is conditioned on the men abstaining from joining a trade
union, or on uninterrupted service. In these cases the
deferred participation plan is used. The advantages
claimed for the system are not merely the increase in product
already spoken of and the greatest efficiency of the
worker, but also the improvement in his material and moral
standards, and the promotion of industrial peace by
lessening discontent and friction. The main basis for the
system, since it is economic and not philanthropic in its
nature, must of course be the increase in production
brought about by its adoption.
More weighty, however, appear the objections against
profit-sharing, which seem to have had sufficient force to
cause the failure of a number of ventures in this direction.
[Pg 112]
In the first place, the relation between the increased effort
of a single workman and the success of a general business
is so remote, especially in our complicated modern industry,
that it is unlikely to act as a very powerful stimulus.
But even if it should, the savings thus effected might be
swept away by the poor business management of the employer.
“It is quite possible that the workman who, in
the hope of earning ‘bonus to labor,’ has done work 10
per cent in excess of the normal standard, may, even under
a liberal scheme, find that, instead of receiving an addition
to his normal wages of, say, 7 per cent, the bad management
of his employer has reduced his bonus to so low
a level that he has to be content with a supplement equivalent
to only 2 per cent on his wages, or that, as has been
the case in a large proportion of the schemes ... no
bonus whatever is forthcoming.”[34]
It is undesirable to
make the earnings of the laborer dependent in any way
upon the fluctuations of business or the ability of the employer.
The ordinary wage system has at least the merit
that the reward of the laborer is made dependent only on
his own efforts. The lot of the modern worker is too unstable
and employment too unsteady to add a new element
of uncertainty in wages. If the laborer has really earned
the premium, say labor leaders, why not add it to his wages
instead of adopting this roundabout method. The sliding
scale, or a system of premiums or bonus payments for
increased output, would be better than profit-sharing, and
is rapidly spreading.
This leads to the second objection, which is that profit-sharing
paralyzes the efforts of the laborers to better their
own conditions through trade unions, strikes or other
methods. The trade union attitude was vigorously stated
by President Gompers of the American Federation of Labor
in his testimony before the Industrial Commission[35]:
[Pg 113]
“There have been few, if any, of these concerns which
have been even comparatively fair to their employes....
They made the work harder, longer hours, and when
the employes of other concerns in the same line of trade
were enjoying increased wages, shorter hours of labor, and
other improvements, tending to the material progress of the
worker, the employes of the concern where so-called profit-sharing
was the system at the end of the year found themselves
receiving lower wages for harder work than were
those who were not under that beneficent system.” As
long as the system is viewed with suspicion by the laborer
or used as a weapon in industrial bargaining by employers,
the plan is foredoomed to failure. But even were it managed
in the proper spirit, it is after all applicable to only
a comparatively few industries, those, namely, in which labor
makes up the largest part of the cost of production.
In most modern industries capital plays such an important
role as compared with labor that the field for this plan is
comparatively limited.
In the actual practice of profit-sharing there have been
many interesting experiments, and not a few failures. It
may be said to date from 1842, when M. Leclaire, a Parisian
painter and house decorator, introduced it into his business,
and has since spread over France and England; it has met
with little success in the rest of Europe. In the United
States the movement has also been more recent and of
smaller proportions. The reason for this is suggested by
President Hadley as follows[36]:
“Where the laborers under
the old wage system are not working up to a high standard
of efficiency, there is more chance for the success of profit-sharing.
This seems to be the reason why it works better
on the Continent than in England, and better in England
than in America.” It was estimated in 1900 that there had
been in the entire world some 500 experiments in profit-sharing,
[Pg 114]
of which about 400 were still in existence: a more
conservative estimate would place the latter number at
about 300.
More radical than profit-sharing, which involves only
a change in the method of payment of wages, is co-operation,
which involves a change of management as well. Its
final goal, in the minds of its advocates, is the radical modification
if not ultimate abolition of the present wage system.
While profit-sharing is paternalistic and is directed
to an increase of production, co-operation may be said to be
democratic, and to aim at a more equitable distribution.
Under this plan the laborers hope to divert to themselves
the large amount of profits which they now see going into
the possession of their employers. By eliminating the manager
or enterpriser they hope to save his profits for themselves.
Two different kinds of co-operation are usually distinguished—distributive
or consumers’ co-operation, and
producers’ co-operation—which we may profitably take up
in turn.
Successful consumers’ co-operation may be said to have
originated in Great Britain when twenty-eight Rochdale
workingmen founded their famous society of Equitable
Pioneers. The success and growth of this remarkable experiment,
starting with a capital of £28, to a great system
of 8,000 members with a capital of £200,000 in 1874, is a
most romantic story. It was largely imitated and retail
co-operative stores sprang up all over England. In 1864
the English Co-operative Wholesale Society was started,
for the purpose of the joint purchase of supplies for the retail
co-operative stores on better terms than these could
secure singly from ordinary wholesalers. It effected large
economies and was successful from the beginning; by 1901
it had a capital of £2,500,000 and acted as purchaser for
over 1,000 retail societies. From buying, the society soon
passed to making its own goods and now manufactures
directly a long list of commodities. In 1868 the Scottish
[Pg 115]
Wholesale Society was inaugurated upon practically the
same plan. Consumers’ co-operation has met with considerable
success in Europe also. In the United States, however,
experiments of this kind have in general had only a
brief existence. It is impossible to say how many such
societies exist today as no adequate statistics on the subject
exist. Trade union stores in New England, the grange
stores of the Patrons of Husbandry and later similar ones
of the Sovereigns of Industry, and a few sporadic movements
since in different parts of the country, show what has
been attempted. The reasons for the lack of success in
this country are not hard to find. Co-operation requires
a willingness to take considerable trouble for small economies,
which American workingmen, with their generally
high wages, have not yet been willing to take. It also requires
a considerable degree of homogeneity in thought
and interests on the part of a people, which is naturally less
present in the United States with its large admixture of
foreign population than in England or the countries of
Europe.
The methods of the Rochdale Society will serve as an
illustration of the way in which the savings effected by co-operation
are distributed among the members. Any one
might become a member upon payment of one shilling and
was then entitled to trade at the store. The prices charged
were those current in the town, but purity of goods was
assured; cash payments were an essential feature. At the
end of the year the profits were divided among the members
in proportion to the amount of their purchases. On
the other hand, it may be noted that no attempt was made
to, introduce profit-sharing with the employes, who are
paid ordinary but good wages only. Other forms of consumers’
co-operation are those which undertake to supply
insurance, or credit, like the co-operative insurance companies,
banks, and building and loan associations. The latter
especially have had considerable success in the United
[Pg 116]
States and have helped many a laborer or man of small
means to the ownership of a home.
Producers’ co-operation differs from that just described
in that it is a union on the part of laborers to do away with
the employer and to secure for themselves the profits. The
object of the first is to lower prices for the co-operators as
consumers; the object of the second is rather to secure
higher prices for themselves as producers by eliminating
the profits of the industrial manager. They hope to perform
his function by their collective effort, and to manage
as well as labor; indeed, by diminishing friction and
strikes they even hope to increase the profits. Examples
of successful co-operation of this sort are not numerous, as
it has great difficulties to contend with. Most of the experiments
have failed, though recently it would seem that
the movement is making substantial though slow progress,
especially in France and England. Most of those in the
latter country, however, seem to be of simple industries,
as agriculture and dairy-farming. The most notable example
of successful productive co-operation in the United
States has been furnished by the coopers of Minneapolis,
who organized a shop of their own in 1868 and have steadily
increased their business since that time. Other instances
often cited are the wood-workers in St. Louis and boot
and shoe companies in Massachusetts. More recently there
has been a considerable extension of co-operative creameries,
cheese factories and similar businesses of a simple
kind.
The advantages of co-operation are summed up as follows
by President Walker.[37]
From the laborer’s point of
view: “First, to secure for the laboring class that large
amount of wealth, which ... goes annually in profits to the
employer. Second, to secure for the laborer the opportunity
to produce independently of the will of an employer....
In addition to these, the political economist beholds in cooperation
[Pg 117]
three sources of advantage. First, co-operation
would, by the very terms of the case, do away with strikes....
Second, the workman would be incited to greater industry
and to greater carefulness in dealing with materials
and with machinery. Third, in no small degree frugality
would be encouraged.” To these may be added other advantages,
mostly realizable, however, in consumers’ co-operation.
Saving in store-room, clerk hire, advertising, book-keeping,
etc., is effected, while above all, the practice of cash
payments saves all loss from bad debts. The initial success
of the Rochdale pioneers was in large part due to the
economy in this line, as a system of long credits burdened
the retail trade of England at the time they began. In this
country the large department stores have introduced this
system and have thus been able to give their customers
lower prices, and by so much have lessened the motive for
consumers’ co-operation. The educative effects of successful
co-operation upon the participators in developing
habits of thrift, careful management and a knowledge of
business principles, is one of the chief advantages of the
system. The ultimate ideal of enthusiastic co-operators
does not, however, stop short of a mere saving in price. The
goal is stated as follows by the Right Relationship League
of America, which has several co-operative stores in the
Northwest: Consumers’ co-operation is merely the first step
which “will lead next to co-operative production, next to
public ownership of natural resources and finally to complete
industrial and economic equality, social and political
right relationship—the Kingdom of God on Earth.”
The defects of co-operation have already been suggested
in the account of their failure. In the first place, the importance
and need of intelligent and efficient management
are usually underrated by workingmen. They are unwilling
to pay high salaries and as a consequence lose the best
men and secure inefficient service. Co-operation has therefore
succeeded best in retail trade where the processes are
[Pg 118]
comparatively simple, or in those branches of production
where industry counts for most and management for least.
But even if it were possible to secure an efficient and progressive
manager for a co-operative shop, it is found very
difficult for a man chosen by the workmen to enforce discipline
among them. A second disadvantage is the difficulty
of securing capital. Where, as in many branches of
large-scale manufacturing today, the average investment
of capital amounts to more than $1,000 per employe, the
impossibility of obtaining this by the contributions of the
workers is obvious. Nor are capitalists usually willing
to lend to such organizations, as the risks are too great.
To meet this difficulty Ferdinand Lassalle, a German socialist,
proposed that the state should advance the necessary
capital to associations of workmen. But the experience
so far with productive co-operation would seem to suggest
that the social benefits would not equal the waste of public
capital. There is danger also that if successful the co-operative
associations would tend to become monopolies;
they are profit-seeking societies and would probably not
differ materially in their methods from ordinary joint stock
enterprises.
It seems impossible, therefore, to expect from co-operation
a final solution of the labor problem, such as John
Stuart Mill, for instance, hoped for. Where successful, it
has succeeded in distributing profits among a larger number
of persons than would otherwise have received them.
Its educative and moral effects, moreover, in the appeals
which it makes to higher motives and to character, are of
the highest value. But as an industrial system of enterprise
it cannot supplant the present system as long as the
manager of industry is needed. Today he performs a useful
social service and profits are his pay therefor. If he
is to be eliminated, society must first be raised to a higher
plane of efficiency, intelligence, and morality. But just because
it makes these high demands upon the members of
[Pg 119]
the laboring class, attempts at co-operation should receive
all reasonable encouragement.
XIII. PROBLEMS OF DISTRIBUTION.
So far we have discussed for the most part those economic
problems that center round the production of wealth,
such as the use of natural resources, large-scale production,
trusts and monopolies, labor organizations, unemployment,
industrial education and co-operation. Now we shall consider
briefly a few of the problems that are connected with
the distribution of wealth. Professor Blockmar[38]
says that
the three great problems of economic society are: “First,
how to create the largest amount of utilities or wealth; second,
how justly to divide this amount; and third, how to
make the product minister to the permanent rather than
to the transient well-being of society.” The first problem
we have already discussed; the second forms the subject of
the present section; while the third will be taken up in the
next section. Within the last century the center of interest
in the practical application of economic principles has
decidedly shifted from production to distribution. The
earlier writers in economics, as shown in the mercantile
lists of the seventeenth and eighteenth centuries, even
Adam Smith, were chiefly interested in methods of increasing
a nation’s wealth. With the introduction of the factory
system and the opening up of vast natural resources
by improvements in mining and transportation, the production
of wealth has enormously increased, and now the
question of the method of its distribution or division is felt
to be more pressing.
Under the term distribution two different processes
are included, which should be distinguished before going
further. The first is called functional distribution, and
concerns the distribution of the product of industry or the
income of society, among the different factors of production.
[Pg 120]
That is to say, land, labor, capital and managerial
ability have contributed in varying degrees to the production
of a certain amount of current wealth, and the problem
of functional distribution is to ascertain how the net product
resulting from these joint efforts is divided. How
much goes to rent, how much to wages, how much to interest
and how much to profits? The second kind of distribution
is the division of the wealth of society among
individuals or families; this is personal distribution, and
raises the question of poverty and great wealth. In discussing
these problems, however, we must remember that
wealth production and distribution takes place in modern
society under conditions imposed by the social order in
which we live; these were defined as competition, private
property and personal liberty. If any modifications of the
processes of distribution were desired, it would undoubtedly
be necessary to alter these fundamental institutions.
John Stuart Mill held that production was governed
by natural laws, which could be ascertained and stated,
but that distribution was artificial and hence that it was
not possible to discover constant and certain laws governing
it. Beginning mainly with Mill, the ethical question
has been more and more asked as to what share each factor
in production ought to get, not merely what he does
receive. “Hence the question is rising more and more as
to what should be the basis of division, and many proposals
have been made. It is proposed that laborers combine to
get a larger share. Hence we have trade unions, Knights
of Labor, etc. It is proposed that capitalists and landlords
give a larger proportion of the produce to the laborers
than they are able to secure by mere private struggle.
Hence we have proposals for profit-sharing and various
charities. It is proposed that laborers combine to be their
own capitalists and landlords; hence we have all sorts of
co-operative and communistic experiments. It is asserted
that the wealthy classes have so much power in their hands
[Pg 121]
that private co-operation cannot succeed in competing
against them, and hence it is proposed that all the people,
through government (municipal, state, and national), secure
all the means of production (capital and land, so far
at least as land is used for production), and operate them
collectively for the equitable good of all, the people thus
being their own employers, capitalists, and landlords.
Hence we have municipalism, nationalism, socialism. It
is claimed that capitalists and landlords have been able
to secure, and are today able to maintain, their large
share in distribution, only through the favoritism of the
Government. Hence we have proposals for free trade, the
single tax,... the extreme proposals of the very great
minimizing of the state in individualism, or the abolition
of the Government in anarchism.”[39]
In view of this very
imperfect list it is not too much to say that most of the
economic problems that are stirring society today are connected
with the distribution of wealth.
The first question that suggests itself in the discussion
of functional distribution is as to whether it is actually
governed by natural law, so-called. It is observable that
the amounts which go to rent, to wages, to interest, and
to profits are regularly quite constant. What determines
this? The socialists contend that natural distribution is
the only just method and insist that the state should regulate
this just distribution; they are not clear, however, as
to what this natural method is. Henry George uses the
same phrase when he says, “the just distribution of wealth
is manifestly a natural distribution of wealth, and this is
that which gives to him who makes it and secures to him
who saves it.” All such statements beg the question for
they all turn on the use of the word natural. Many modern
economists are inclined to assert that the question of distribution
is not an ethical one, not a question of what ought
[Pg 122]
to be but of what is. Thus Professor Tetter says[40]
: “Distribution
in economics is the seasoned explanation of the
way in which the total product of a society is divided among
its members. It is a logical question and not an ethical
one.” And Professor Clark writes, “There is, in short, a
deep-acting natural law at work amid the confusing struggles
of the labor market.” It will not be possible, in the
brief limits of this section, to take up all the theories as
to the way in which this distribution is effected among
the claimants to a share of the product, but a few of the
more important practical results may be stated. We shall
take up the four different factors in turn.
Rent is usually defined as the return for the use of
natural objects and agencies. Rent has usually been low
in the United States because of the large amount of land
and other natural agents available. In general it may be
said that when any factor of production is relatively
abundant in comparison with the other factors, its share
of the product will be small.[41]
Henry George, however,
argues that as the amount of land is limited and is now
practically all taken up, the future will see a constantly
increasing demand for land, and hence the landlords will
absorb most of the future income of society. This is true
of most of land and other natural agents especially in
demand, as choice sites in our cities, anthracite coal mines,
etc. The practical problem that suggests itself is, do we
wish private property in land? The socialists answer no,
but the individualists insist that the best use has been and
can be made of land only by reducing it to private ownership.
In practice, however, even in modern individualistic
societies, the absolute and unregulated use of land by the
owner is restricted in various ways.
Interest is the amount paid for the use of capital.
[Pg 123]
From the time of the church fathers in the Middle Ages
down to the present-day socialists, interest and the private
ownership of productive capital have formed favorite
objects of attack. The justification of interest lies in the
fact that men prefer present goods to future goods—a
bird in the hand is worth two in the bush—and interest
is the difference in value between the two at the present
moment; it is time value. The justification of private
property, on the other hand, lies rather in its expediency
than in any inherent and unalterable law of nature. It
has developed with civilization and has been, without
question, a fundamental cause of material progress. But
moderate individualists even, as John Stuart Mill, have
attacked the institution of inheritance while leaving the
main edifice of private property untouched. They would
limit absolutely the amount of bequest or, as President
Roosevelt advocated, would use inheritance taxes as a
means of breaking up large fortunes.
Profits are the reward which the manager of a business
receives for his services in organizing and superintending
the business. This share of the social income was the last
to be recognized by economists, and its rightfulness is
even yet denied by the socialists. They insist that profits
are really the earnings of labor which have been withheld
from the laborer by the superior skill and economic
strength of the capitalist manager; they are institutional
robbery, the exploitation of labor. It is not possible to
take up the arguments on this point, but it may be said
in a word that the manager of business contributes a needed
service to the work of society just as truly as the laborer
does, and receives his earned reward in the form of
profits.
Wages are the reward of labor. It is often assumed
that wages are lower than they should be, that the laborer
in some way is deprived of a portion of what he has rightfully
earned. It is worth while inquiring briefly how the
[Pg 124]
share of labor in the distribution of the social income is
determined. Various theories have been developed to explain
the distributive process, of which we may notice
three. The oldest in point of time and the most pessimistic
theory held that wages were fixed by competition
and the growth of population at the bare subsistence minimum,
a bare starvation level. If by some happy chance
wages were raised above this point, then the population
would speedily multiply and the increased competition thus
brought about among the laborers would depress wages
again to the lowest amount sufficient to support a family.
Under the name of the “iron law of wages,” this theory
is still put forth by the socialists as the explanation—together
with the institution of private property—of wages.
Historically, however, this theory has happily been proven
untrue, as the advance in the standard of living among the
working class during the past century testifies. It has now
been almost wholly superseded by the so-called productivity
theory,[42]
which asserts that wages depend upon the
productivity of labor; that the laborer gets what he produces,
and that this share is assured him by the working
out of the competitive process under free competition.
If this theory is true, there can be no ethical question
raised; if labor is dissatisfied with its share, then it must
increase its productive efficiency. As a matter of fact
wages have always been high in the United States because
labor has been relatively scarce compared with land and
capital, and consequently its marginal productivity has
been high. The third theory says that wages are a result
of bargaining, of competition in the labor market, a question
of supply and demand. Under these circumstances
it is largely a question of economic strength between labor
and capital, and if labor is well-organized, alert, and able
to drive a good bargain, then wages will be high; otherwise
they will be low. While there is an element of truth in
[Pg 125]
the last theory, the second one seems the truest explanation
of general wages; certain it is that no monopoly
power of labor, however great, could permanently maintain
wages at a level higher than the actual produce of labor.
The element of truth in the first theory is that wages can
never, for any length of time, fall below the cost of subsistence.
Of more practical interest are questions connected with
the personal distribution of wealth. In this connection
arise such problems as the increase of large fortunes, the
causes of poverty, and similar questions. The boast of
our Republic has long been that here opportunity was
open to all, that wealth was widely diffused, and that such
inequalities of fortune as characterized the nations of the
Old World were happily lacking. In the fifty-five years,
1850-1904, the per capita value of all property in the United
States exactly quadrupled; how has this increase been distributed?
Unfortunately we have no complete statistics
on this point, yet reliable estimates by authoritative writers
all tell the same story—of great concentration of
wealth in the possession of a comparatively few rich families.
In 1893 Mr. George K. Holmes concluded from a
study of the statistics of farm and home ownership in the
United States that “91 per cent of the families of the country
own no more than about 29 per cent of the wealth, and
9 per cent of the families own about 71 per cent of the
wealth.” A more accurate and satisfactory statement can
be drawn from the income-tax returns for Prussia, which
tells almost the same story with regard to income. The
table on the following page is condensed from an article by
Professor A. Wagner:
[Pg 126]
Distribution of Income in Prussia, 1902
| Income |
Per cent
of persons |
Per cent
of income |
| Below $214 |
70.7 |
33.0 |
| $214 to $714 |
25.8 |
34.9 |
| Over $714 |
3.5 |
32.1 |
According to these figures over two-thirds of the persons—heads
of families or single adults—had only one-third
of the income, while 3½ per cent had another
third. Another striking fact shown by the table
is the large proportion of persons receiving incomes of less than $214 a year, the minimum taxable income. It
shows the poverty of the mass of the people as well as the
concentration of wealth among the few rich. In the United
States, where the natural resources have been so much
richer than in Germany, a similar table would probably
show a much smaller proportion under the Prussian minimum,
but on the other hand it would probably show a
greater concentration of income in the hands of a few.
Europe has as yet no billionaire. The great fortunes of
the United States have been made possible by the unrivaled
opportunities for the exploitation of rich natural resources,
the appropriation of natural monopolies, and to
special privileges and opportunities in manufactures and
transportation. The importance of monopoly privileges in
the distribution of wealth is well shown by the results of
an investigation made in 1892 by the New York Tribune
into the sources of the fortunes of millionaires. It was
undertaken to show that protection was not the main cause;
but while it proved this, it showed clearly that most of
them were built up on monopoly. “Of the 4,047 millionaires
reported, only 1,125, or 28 per cent, obtained their
fortunes in protected industries.... About 78 per
cent of the fortunes were derived from permanent monopoly
privileges, and only 22 per cent from competitive industries
unaided by natural and artificial monopolies....
Furthermore, if the size of fortunes is taken into
account it will be found that perhaps 95 per cent of the
total values represented by these millionaire fortunes is
[Pg 127]
due to those investments classed as land values and natural
monopolies, and to competitive industries aided by
such monopolies.”[43]
It is essential to the stability of our
democratic institutions that all special privileges be absolutely
prohibited, and that monopoly be brought under
strict government control and regulation. Improper methods
of wealth accumulation should certainly be prevented.
The opposite question of poverty has already been discussed
and some of the causes of poverty pointed out. It
will be sufficient here to try to answer the question which
has often been asked: Are the rich growing richer and the
poor poorer? Though the first part of the question has
just been affirmed, the second part may be denied. The
nineteenth century has witnessed a vast improvement in
the condition of the laboring man, who has shared in the
increasing wealth which he has helped to produce. Wages
have steadily increased, the hours of labor have been reduced,
and the material well-being of the wage-earner is
greater today than it has ever been before. It has
more than once been pointed out by writers on this subject
that with an equal distribution of wealth no one would
be well-to-do, while many others insist that inequality in
itself is a desirable thing. Greater diffusion of wealth can
come about only by very slow processes, and permanent
plenty can be secured only by a great increase in the accumulations
of capital and the efficiency of each worker.
Any suggested reform, therefore, that would weaken the
motives to thrift and industry must be rejected.
XIV. SAVING AND SPENDING.
The goal and purpose of all economic activities is the
satisfaction of human wants. The object of production is
consumption. We work because we desire and need various
things which we can get only if we produce them
or earn the money to buy them. In this section we take
[Pg 128]
up some of the problems connected with the rational use
or consumption of the wealth which is continually being
produced. We have seen something of the conditions
under which it is produced, and the manner in which it
is distributed; we must now study the not less important
subject of its application to human needs and desires. The
great question is, how can we get the largest and most
rational return for a given expenditure? Before trying
to answer this question, it will be helpful to present a summary
statement of actual expenditures in different places:
Expenditures for Different Purposes.
| Items |
United
States
1903 |
New York
City |
Great
Britain |
Prussia |
Average |
| Food |
43.1 |
43.4 |
51.4 |
55.0 |
48.2 |
| Clothing |
13.0 |
10.6 |
18.1 |
18.0 |
14.9 |
| Rent |
18.1 |
19.4 |
13.5 |
12.0 |
15.8 |
| Fuel and light |
5.7 |
5.1 |
3.5 |
5.0 |
4.8 |
| Miscellaneous |
20.1 |
21.5 |
13.5 |
10.0 |
16.3 |
| Total |
100.0 |
100.0 |
100.0 |
100.0 |
100.0 |
| Items |
United
States
1903 |
New
York
City |
Great
Britain |
| Food |
43.1 |
43.4 |
51.4 |
| Clothing |
13.0 |
10.6 |
18.1 |
| Rent |
18.1 |
19.4 |
13.5 |
| Fuel and light |
5.7 |
5.1 |
3.5 |
| Miscellaneous |
20.1 |
21.5 |
13.5 |
| Total |
100.0 |
100.0 |
100.0 |
| Items |
Prussia |
Average |
| Food |
55.0 |
48.2 |
| Clothing |
18.0 |
14.9 |
| Rent |
12.0 |
15.8 |
| Fuel and light |
5.0 |
4.8 |
| Miscellaneous |
10.0 |
16.3 |
| Total |
100.0 |
100.0 |
From this table it is seen that practically half of the
income of average working-class families is expended for
food, and five-sixths of it goes for the bare necessaries. It
is therefore of the utmost importance that this be spent
wisely. The remaining one-sixth, included here under the
head “miscellaneous,” comprises such items as education,
care of health, comfort, mental and bodily recreation, etc.
It is manifest that this group can be expanded in only one
of two ways: either by enlarging the total income, or by
economizing on the other items by a wiser and better-ordered
expenditure. The former question has already
been discussed; here we are concerned only with the latter.
Dr. Frederick Engel, a Prussian statistician, laid down
certain laws with regard to consumption: as the income
of a family increases a smaller percentage is spent for food
[Pg 129]
and a larger percentage for education, health, recreation,
etc.; while the percentage spent for clothing, rent, fuel
and light remains approximately the same. A higher civilization
and culture for the mass of the people can only be
secured by expanding the group of culture expenditures.
As long as these remain unsatisfied for the ordinary family
we cannot claim to have attained our economic goal.
The author of a recent study of conditions in New York
City, where the cost of living is high, concludes that a
“fair living wage for a workingman’s family in New York
City should be at least $728 a year, or a steady income of
$14 a week.”[44]
The actual earnings are certainly below
this figure.
One of the problems which has often proved very puzzling
is the relation between saving and spending. At
what point should one stop spending in order to save? If
the satisfaction of our wants is the object of production,
why should we save at all? This is the point urged by the
author of a specious little book called “The Fallacy of
Saving.” The problem can be most easily solved by a
more careful analysis of terms. In the popular view, saving
involves the withdrawal of goods or money from use,
while spending means putting them to immediate use. The
spendthrift is proverbially popular. “If the rich do not
spend, the poor die of hunger,” said Montesquieu. Saving
may take the form of hoarding or withdrawing things
from use, but nowadays this is practised only by misers;
saving ordinarily takes the form of investment in some
productive enterprise, either directly or through a bank.
In this way a demand is created for goods just as truly
as though the money had been spent for a dinner or a suit
of clothes. Saving is spending, but it is spending for the
future rather than the present; it usually causes the production
of permanent material goods rather than transient
or immaterial pleasures. Another cause of the confusion
[Pg 130]
of ideas on this subject is that we always speak of money
and thus lose sight of the acts of production and consumption
that lie back of the money transfer. We see that
money is transferred by spending and think that it increases
trade. Consequently, when a prodigal spends his
money foolishly, it is excused on the ground that it makes
employment and puts money in circulation. We forget
that it would have been “put in circulation” just as effectively
if he had not spent it, but had placed it in a bank.
If we look back of the money transfer, we see that usually
there has been a foolish or wasteful expenditure, sometimes
an absolute destruction of wealth. A fire which burns
down valuable buildings is an absolute social loss, even
though employment be given to masons and carpenters
in putting them up again.
A third confusion of ideas that exists in the popular
mind is due to an over-emphasis of the desirability of work
for its own sake. The man who “makes work” is thought
to be doing a desirable thing, even though this results from
the unnecessary destruction of useful things. Now the
real goal of all rational economic endeavor is not production
for its own sake, but consumption; not work, but the
gratification of wants. Every destruction of durable
commodities which lessens the power to gratify wants is
a loss to a community and no juggling with words can
make it anything else. If it gives employment to labor, that
means that the labor has been diverted from the production
of other things to which it would have been devoted.
Edward Atkinson several years ago calculated that every
year fires destroyed property in the United States to the
amount $150,000,000.[45]
That workmen are employed to
reproduce the buildings, etc., can surely not be reckoned
as a social gain. There is great danger in a commercial
age like ours of forgetting that work is not an end in itself,
but simply a means to an end. But it may be argued that
[Pg 131]
unless these men had been given employment of this sort,
they would have starved. It is conceivable that during
or after a revolution industry would be so interrupted
that ordinary employments would not be open. But in
ordinary times such a statement is simply an assertion of
the fallacious lump-of-labor theory, that there is just
so much work to be done and no more. New wants are
continually pressing for satisfaction, waiting only for the
prior ones to be satisfied before they urge their claims.
So soon as the old ones are satisfied, additional employment
is provided in meeting the newer desires. The aim
of society is to expand continually the circle of gratified
desires. As durable goods and agents are accumulated
by the process of saving, this becomes increasingly possible
in every progressive society. Useless destruction
involves sheer waste and cannot be justified on any
grounds.
On the other hand, saving is socially necessary in every
industrially developed community in order to furnish the
requisite capital for the continued production of wealth.
Professor Marshall has estimated that every year one-fifth
of the wealth of a nation is used up in the processes
of manufacture and production; just to keep machines,
factories, railroads, and other instruments of production
up to the point of efficiency and restore loss and depreciation
would therefore require considerable saving. If the
nation is to grow wealthier and is to accumulate additional
capital, manifestly still more must be saved. This is done
in all progressive countries. Saving is carried on by individuals,
however, and not by nations, and the motives that
lead to it are personal. The most important is probably
the desire to provide for wife and children or other relatives;
next to that is the wish to lay by sufficient for one’s
old age. In our individualistic society, where each family
forms an independent unit and is assumed to be self-supporting,
it is very desirable that habits of thrift and saving
[Pg 132]
be developed. Both from a social and a personal point
of view therefore saving must be approved, though it is
undesirable that it should proceed so far as to prevent
spending for the gratification of essential present needs.
But what shall we say about expenditures for luxuries?
Here the spending is for the gratification of a want,
though it may be out of proportion to the results. What
shall be our attitude to it? This question is not so easy
to answer as the other. Three different schools have given
as many answers to the problem of luxury: the first condemns
it utterly; the second approves it wholly; and the
third takes an intermediate position between the two extremes.
Luxury is condemned by the first school from
three points of view: as a question of individual morals,
it is regarded as debasing and enervating, thus preventing
the highest development of the human faculties; as
a question of economics it is condemned as wasteful; and
as a question of right and justice it is incompatible with
an equitable distribution of wealth. It is upon this last
point that the opponents of luxury lay the greatest emphasis.
As the quantity of existing wealth is insufficient
to satisfy even the primal wants of the large majority of
our fellow-creatures, we should endeavor to increase this
available store as much as we can, and should refrain from
drawing upon it in a reckless manner in order to gratify
superfluous wants. Furthermore, the productive powers
that we can use are, as a matter of fact, limited; and therefore,
if the wealthy classes divert a portion of these forces
towards the production of articles of luxury, there will
be so much the less available for the production of those
staple articles that the masses require for their consumption.
In the case of a Robinson Crusoe this would be
perfectly clear: if he devoted several months to the polishing
of a diamond for ornament, he would have to go without
a house or other improvements he might have made
in that time. Or, if he forced his man Friday to spend
[Pg 133]
half his time polishing diamonds for him, Friday might
be compelled to go without sufficient clothing or food or
housing. The same thing is true of organized society,
only the truth is hidden by the phenomena of exchange.
It has been estimated[46]
that the annual consumption of
wealth in the United States is divided somewhat as follows:
necessaries, six billion dollars; luxuries, three and one-half
billion (of which $900,000,000 go for liquor and $500,000,000
for tobacco); capitalistic uses, three and three-quarter
billion. It is manifest that if the expenditure for luxuries
was curtailed or abandoned, there would be more to
devote to the other categories.
The opposite school replies to these arguments that
luxury is an indispensable stimulus to progress; that really
all economic progress is first manifested in the form of a
need of luxury, and that luxury therefore is a necessary
phase of its development. Since luxury is wholly relative,
every want or need is, on its first appearance in the world,
regarded as superfluous; first, because no one has hitherto
wanted it, and secondly, because its production probably
requires a considerable amount of labor, on account of
man’s inexperience and the inevitable gropings in the dark
that attend all beginnings. The decencies of life today
and even the necessities were once regarded as luxuries—chimneys
in houses, shoes, forks and knives, linen for the
body, bath tubs, etc. If all luxury had always been sternly
suppressed when it made its appearance, all the needs that
constitute civilization would have been nipped in the bud,
and we should still be in the condition of our ancestors
of the Stone Age. Civilization depends on the multiplication
of wants. Economic progress is a process of converting
superfluities into conveniences, and conveniences
into necessities.
The attitude taken by practically all economists today
is intermediate between these two extremes. Moderate
[Pg 134]
luxury is justified, but lavish and indiscriminate luxury
is disapproved of. This justification of luxury rests upon
purely economic grounds. In so far as personal consumption
is the objective point of production, the prohibition
of luxury would act as an impediment to enterprise. If
the desire to enjoy luxuries stimulates the productive
powers of economically important members of society, it
is justifiable as a necessary motive force. The introduction
of luxuries and the consequent raising of the standard
of living seems often the only way to secure progress. If
the mass of the people live on the minimum of cheap food,
multiply as long as cheap food is to be had, and spend
little for comforts and luxuries, then most of the labor of
such a community must be spent in obtaining food for the
masses. Such is the condition in India and China. But
if a large part of the community has a higher standard
of living, it will exercise self-restraint in the increase
of its numbers, and the whole level of intelligence and
comfort will be raised, as in France or Switzerland or
New England. On the other hand, it is urged that “failure
on the part of any family to secure the necessaries of life
is injurious, not only to it, but to the whole community.
Under-consumption means under-nutrition and loss in industrial
efficiency. If permitted to continue it must inevitably
undermine the standards which make a family
self-supporting and self-sufficient and reduce its members
to dependency. The general interest requires, therefore,
acceptance of the maxim: the consumption of luxuries
should be deferred until all are provided with necessaries....
This suggests that no one is justified in spending
income for a luxury for himself or his family that will
afford less happiness than would the same income spent
for someone else.”[47]
But the difficult question at once suggests itself: How
can the surplus incomes of the rich be used so as to provide
[Pg 135]
for the needs of the poor, without undermining their
independence or permanently lowering their earning
power? It has been suggested that there should be a socialization
of luxury; that the rich should use their wealth
for the construction of public art galleries, libraries, parks,
baths, etc., which would thus gratify as great a number
as possible. The feeling is growing in the United States
and in the world that wealth is a social trust, and that the
ownership of wealth imposes upon a person certain moral
obligations. While every man has a legal right to spend
his surplus income as he pleases, he is morally bound to
spend it in such a way as to increase the welfare of the
whole community.
Let us now finally take up the problem of economy in
consumption. It is said that an American family will waste
enough food for a French family to live on. The farmer
who leaves his implements out in the rain or his cattle
without proper shelter, is guilty of waste. We all waste
clothing by frequent changes in fashion. Such waste is
as much due to a lack of knowledge and training as to
carelessness. The single example of the consumption of
food will illustrate this point. “If we place the average
income of an American family at $500—and it will not
greatly exceed that figure—then nearly $250 of this amount
is expended each year for food. Waste occurs in any or
all of the following ways: (1) needlessly expensive foods
containing little real nutriment are used; (2) there is a
failure to select the foods best suited to the needs of the
family; (3) a great deal is thrown away which ought to be
utilized; (4) bad preparation of the food causes it to lose
much of the nutriment which it does contain; (5) badly
constructed ovens diffuse heat, instead of confining it, and
cause enormous loss of fuel. We shall state less than the
truth if we estimate that fully one-fifth of the money expended
for food is absolutely wasted, while the excessive
[Pg 136]
expenditure often fails to provide adequate nutrition.”[48]
The remedy for such a waste as this clearly lies in the teaching
of domestic science in our public schools to the daughters
and future wives of the workingmen. As the ordinary
household expenses, as shown above, absorb from 80 to 90
per cent of the ordinary income, the training of the housewife,
under whose control they fall, is almost as imperative
as that of the wage-earner.
The economic evils of intemperance have already been
partially stated in the objections to luxury. There is, however,
one additional objection to the excessive use of intoxicating
liquor which is not true of most indulgences:
it diminishes a man’s productive powers. It is harmful
in its effects upon both consumption and production.
Other items of consumption appear, however, not so clearly
under the immediate control of the consumer. The housing
accommodations in many of our large cities have often
been unsanitary and unworthy of being called homes.
Legislation has been necessary to compel the erection of
better tenements and prevent the exploitation of helpless
people. So too it has been found necessary to legislate
against loan-sharks, in order to protect people against
their own improvidence and ignorance. In addition to
legislation against positive evils, we must of course look
to education as the great remedy of waste in consumption.
There is one other phase of the subject of consumption
that may well be mentioned before leaving this subject.
Owing to the constant pressure of the consuming
public for cheap goods, many articles are produced under
conditions dangerous to the health, morality and well-being
of the operatives, as in the case of the “sweated trades.”
To remedy these evils consumers’ leagues have been started
in many places, the members of which pledge themselves
not to buy goods or to trade in stores where the
conditions of work are not up to certain prescribed standards.
[Pg 137]
They realize that as consumers they owe a duty
to other members of society not to exploit them. While
this method has proven a fairly effective method of protest
in some cases, it cannot be looked to as a solution
of this evil. But it emphasizes the fact that the interests
of all members of society as producers and consumers are
closely interdependent, and that the progress of society
requires the improvement of the condition of all.
XV. MONEY AND BANKING.
Probably on no subject has there been such confused
thinking or have such widely varying views been held as
on that of money. There is, however, substantial unanimity
of opinion on the important points among economists
today, though in practice there still remain many unsolved
problems. The modern industrial system has already been
characterized as one of capitalistic production, of large-scale
enterprises with extended use of machinery. Not
less fundamental are the processes of valuation and exchange
made possible by the use of money and credit; and
also by the machinery for the geographical distribution
of goods, our railroads and steamship lines. The modern
stage of economic development has been described by
Hildebrand as one of “credit economy,” as opposed to those
of barter and money economy, which preceded. It is inconceivable
that the modern complex system of exchange
could be maintained without the extended use of money and
credit. Without attempting to define these terms or to
trace their historical development, we may proceed at once
to state some of the problems to which they have given
rise.
The first question that suggests itself is, what determines
the value of money? The generally accepted answer
may be briefly stated: it is, that the value of money
depends, other things remaining the same, upon its quantity.
According to the quantity theory an increase in the
[Pg 138]
supply of money will cause a fall in the value of each unit,
just as an increase in the supply of wheat or cotton will
cause a fall in the value of each bushel or bale. Conversely,
a decrease in the quantity of money will cause
a rise in the value of money. It is simply an application
of the general law of value to money. The phrase “other
things remaining the same” is however an important one,
for it assumes that the amount of business and the methods
by which it is conducted will remain substantially unchanged.
Of course if an increase in the amount of money
is accompanied by an equivalent expansion of trade, the
one may offset the other and the value of money remain
unchanged. Now, inasmuch as the prices of all goods and
services are measured and expressed in terms of money,
it is clear that a fall in the value of money means a rise
of general prices; the value of each commodity is now
expressed in terms of a larger number of less valuable
units or dollars. Prices will be high if the quantity of
money in circulation in a country is large; they will be
low if the quantity is small. To the question, which
is better for a country, high prices or low prices, it may
be answered that it is a matter of indifference, provided
only that there is enough money to do the work of exchange
efficiently and that fluctuations are prevented. Just how
much constitutes enough is, however, a matter of contention.
In the undeveloped sections of our country, where
capital is scarce and banking facilities undeveloped and
where most of the people are debtors, there has always
been a demand for cheap and abundant money. Capital
and money have been confused and the need of one has
led to a demand for the other.
It is not a matter of indifference, however, whether
prices be rising or falling, that is, whether inflation or contraction
of the currency is taking place. A period of falling
prices means hardship and injustice to debtors and
producers of goods, as farmers, manufacturers, etc. Having
[Pg 139]
contracted obligations and engaged in the production
of commodities with the expectation of a given price, they
find their goods worth less when ready for the market
and themselves confronted with a loss instead of the anticipated
profit. Under such circumstances a contraction
of the currency and falling prices means lessened production
of wealth. Consequently many writers, and even so
good an economist as President Walker, have urged that
a slow steady inflation of the currency would promote
trade and “give a fillip to industry.” The monetary history
of the United States is filled with attempts to realize
this in practice: colonial and revolutionary bills of credit
were first issued; when these were forbidden by the new
Constitution resort was had to issues by state banks.
When the Federal Government began the issue of greenbacks
and restricted the use of state bank notes, the inflationists
looked to this source for assistance. After the
defeat of the Greenback party, they turned finally to the
coinage of silver, which was now falling in price, and the
question of bimetallism in the United States was made a
practical political issue.
Down to 1870 practically all the nations of Europe and
America had the system of bimetallism at ratios of 15½
or 16 to 1. About that date the great increase in the supply
of gold and the fall in the value of silver led one country
after another to abandon the latter and to adopt the
system of gold monometallism. This was vigorously resisted
by many persons and several fruitless efforts made
to secure a system of international bimetallism. Failing
that, the friends of silver in this country endeavored to
secure independent action by the United States alone, and
were ultimately successful in obtaining the purchase by
the Federal Government of practically the entire silver
output of the country during the years 1878-1893.
Development of the Manufacturing Industries in the United States, 1800-1905.
| Fiscal Year, ending June 30— |
Population
June 1. |
Wealth. |
Production of wool.[B] |
Raw wool imported. |
| Total. |
Per capita. |
|
|
Dollars. |
Dollars. |
Pounds. |
Pounds. |
| 1800 |
5,308,483 |
… |
… |
… |
… |
| 1810 |
7,239,881 |
… |
… |
… |
… |
| 1820 |
9,638,453 |
… |
… |
… |
… |
| 1830 |
12,866,020 |
… |
… |
35,802,114 |
669,883 |
| 1840 |
17,069,453 |
… |
… |
52,516,959 |
9,898,740 |
| 1850 |
23,191,876 |
7,135,780,000 |
307.69 |
… |
18,695,294 |
| 1851 |
23,995,000 |
… |
… |
… |
32,607,315 |
| 1852 |
24,802,000 |
… |
… |
… |
18,343,218 |
| 1853 |
25,615,000 |
… |
… |
… |
21,616,035 |
| 1854 |
26,433,000 |
… |
… |
… |
20,228,035 |
| 1855 |
27,256,000 |
… |
… |
… |
18,599,784 |
| 1856 |
28,083,000 |
… |
… |
… |
14,778,496 |
| 1857 |
28,916,000 |
… |
… |
… |
16,505,216 |
| 1858 |
29,758,000 |
… |
… |
… |
… |
| 1859 |
30,596,000 |
… |
… |
60,264,913 |
… |
| 1860 |
31,443,321 |
16,159,616,000 |
513.93 |
75,000,000 |
… |
| 1861 |
32,064,000 |
… |
… |
90,000,000 |
… |
| 1862 |
32,704,000 |
… |
… |
106,000,000 |
42,131,061 |
| 1863 |
33,365,000 |
… |
… |
123,000,000 |
73,931,944 |
| 1864 |
34,046,000 |
… |
… |
142,000,000 |
90,464,002 |
| 1865 |
34,748,000 |
… |
… |
155,000,000 |
43,877,408 |
| 1866 |
35,469,000 |
… |
… |
160,000,000 |
67,918,253 |
| 1867 |
36,211,000 |
… |
… |
168,000,000 |
16,558,046 |
| 1868 |
36,973,000 |
… |
… |
180,000,000 |
24,124,803 |
| 1869 |
37,756,000 |
… |
… |
162,000,000 |
39,275,926 |
| 1870 |
38,558,371 |
30,068,518,000 |
779.83 |
160,000,000 |
49,230,199 |
| 1871 |
39,555,000 |
… |
… |
150,000,000 |
68,058,028 |
| 1872 |
40,596,000 |
… |
… |
158,000,000 |
122,256,499 |
| 1873 |
41,677,000 |
… |
… |
170,000,000 |
85,496,049 |
| 1874 |
42,796,000 |
… |
… |
181,000,000 |
42,939,541 |
| 1875 |
43,951,000 |
… |
… |
192,000,000 |
54,901,760 |
| 1876 |
45,137,000 |
… |
… |
200,000,000 |
44,642,836 |
| 1877 |
46,353,000 |
… |
… |
208,250,000 |
42,171,192 |
| 1878 |
47,598,000 |
… |
… |
211,000,000 |
48,449,079 |
| 1879 |
48,866,000 |
… |
… |
232,500,000 |
39,005,155 |
| 1880 |
50,155,783 |
43,642,000,000 |
850.20 |
240,000,000 |
128,131,747 |
| 1881 |
51,316,000 |
… |
… |
272,000,000 |
55,964,236 |
| 1882 |
52,495,000 |
… |
… |
290,000,000 |
67,861,744 |
| 1883 |
53,693,000 |
… |
… |
300,000,000 |
70,575,478 |
| 1884 |
54,911,000 |
… |
… |
308,000,000 |
78,350,651 |
| 1885 |
56,148,000 |
… |
… |
302,000,000 |
70,596,170 |
| 1886 |
57,404,000 |
… |
… |
285,000,000 |
129,084,958 |
| 1887 |
58,680,000 |
… |
… |
269,000,000 |
114,038,030 |
| 1888 |
59,974,000 |
… |
… |
265,000,000 |
113,558,753 |
| 1889 |
61,289,000 |
… |
… |
276,000,000 |
126,487,729 |
| 1890 |
62,622,250 |
65,037,091,000 |
1,038.57 |
285,000,000 |
105,431,285 |
| 1891 |
63,844,000 |
… |
… |
294,000,000 |
129,303,648 |
| 1892 |
65,086,000 |
… |
… |
303,153,000 |
148,670,652 |
| 1893 |
66,349,000 |
… |
… |
298,057,384 |
172,433,838 |
| 1894 |
67,632,000 |
… |
… |
309,748,000 |
55,152,585 |
| 1895 |
68,934,000 |
77,000,000,000 |
1,117.01 |
272,474,708 |
206,033,906 |
| 1896 |
70,254,000 |
… |
… |
259,153,251 |
230,911,473 |
| 1897 |
71,592,000 |
… |
… |
266,720,684 |
350,852,026 |
| 1898 |
72,947,000 |
… |
… |
272,191,330 |
132,795,202 |
| 1899 |
74,318,000 |
… |
… |
288,636,621 |
76,736,209 |
| 1900 |
76,303,387 |
88,517,306,775 |
1,164.79 |
302,502,328 |
155,928,455 |
| 1901 |
79,003,000 |
… |
… |
287,450,000 |
166,576,966 |
| 1903 |
80,372,000 |
… |
… |
291,783,032 |
177,137,796 |
| 1904 |
81,752,000 |
107,104,211,917 |
1,310.11 |
295,488,438 |
173,742,834 |
| 1905 |
83,143,000 |
… |
… |
298,915,130 |
249,135,746 |
| 1906 |
84,216,433 |
… |
… |
298,294,750 |
201,688,668 |
| 1907 |
85,817,239 |
… |
… |
311,138,321 |
203,847,545 |
| 1908 |
87,189,392 |
… |
… |
… |
125,980,524 |
| Fiscal Year, ending June 30— |
Production
of cotton.[B]
(500-lb. bales,
gross weight.) |
Manufactures of cotton. |
| Thousands of spindles in operation on Sept. 1st. |
Thousands of bales of domestic cotton taken by mills. |
| In Southern States. |
In Northern States. |
Total United States. |
In Southern States. |
In Northern States. |
Total United States |
|
Number. |
Thou-
sands. |
Thou-
sands. |
Thou-
sands. |
Thou-
sands. |
Thou-
sands. |
Thou-
sands. |
| 1800 |
73,222 |
… |
… |
… |
… |
… |
… |
| 1810 |
177,824 |
… |
… |
… |
… |
… |
… |
| 1820 |
334,728 |
… |
… |
… |
… |
… |
… |
| 1830 |
732,218 |
… |
… |
… |
… |
… |
… |
| 1840 |
1,347,640 |
181 |
2,104 |
2,285 |
71 |
166 |
237 |
| 1850 |
2,136,083 |
265 |
3,733 |
3,998 |
78 |
497 |
575 |
| 1851 |
2,799,290 |
… |
… |
… |
60 |
404 |
464 |
| 1852 |
3,130,338 |
… |
… |
… |
111 |
588 |
699 |
| 1853 |
2,766,194 |
… |
… |
… |
153 |
650 |
803 |
| 1854 |
2,708,082 |
… |
… |
… |
145 |
592 |
737 |
| 1855 |
3,220,782 |
… |
… |
… |
135 |
571 |
706 |
| 1856 |
3,873,680 |
… |
… |
… |
138 |
633 |
771 |
| 1857 |
3,012,016 |
… |
… |
… |
154 |
666 |
820 |
| 1858 |
3,758,273 |
… |
… |
… |
143 |
452 |
595 |
| 1859 |
4,309,642 |
… |
… |
… |
167 |
760 |
927 |
| 1860 |
3,841,416 |
324 |
4,912 |
5,236 |
94 |
751 |
845 |
| 1861 |
4,490,586 |
… |
… |
… |
153 |
650 |
803 |
| 1862 |
1,596,653 |
… |
… |
… |
… |
… |
… |
| 1863 |
449,059 |
… |
… |
… |
… |
… |
… |
| 1864 |
299,372 |
… |
… |
… |
… |
… |
… |
| 1865 |
2,093,658 |
… |
… |
… |
… |
… |
… |
| 1866 |
1,948,077 |
… |
… |
… |
127 |
541 |
668 |
| 1867 |
2,345,610 |
… |
… |
… |
150 |
573 |
723 |
| 1868 |
2,198,141 |
… |
… |
… |
168 |
800 |
968 |
| 1869 |
2,409,597 |
… |
… |
… |
173 |
822 |
995 |
| 1870 |
4,024,527 |
328 |
6,804 |
7,132 |
69 |
728 |
797 |
| 1871 |
2,756,564 |
… |
… |
… |
91 |
1,072 |
1,163 |
| 1872 |
3,650,932 |
… |
… |
… |
120 |
977 |
1,097 |
| 1873 |
3,873,750 |
… |
… |
… |
138 |
1,063 |
1,201 |
| 1874 |
3,528,276 |
… |
… |
… |
128 |
1,192 |
1,320 |
| 1875 |
4,302,818 |
… |
… |
… |
130 |
1,071 |
1,201 |
| 1876 |
4,118,390 |
… |
… |
… |
134 |
1,220 |
1,354 |
| 1877 |
4,494,224 |
… |
… |
… |
127 |
1,302 |
1,429 |
| 1878 |
4,745,078 |
… |
… |
… |
151 |
1,345 |
1,496 |
| 1879 |
5,466,387 |
… |
… |
… |
186 |
1,375 |
1,561 |
| 1880 |
6,356,998 |
561 |
10,092 |
10,653 |
189 |
1,382 |
1,570 |
| 1881 |
5,136,447 |
… |
… |
… |
225 |
1,713 |
1,938 |
| 1882 |
6,833,442 |
… |
… |
… |
287 |
1,677 |
1,964 |
| 1883 |
5,521,963 |
860 |
11,800 |
12,660 |
313 |
1,759 |
2,072 |
| 1884 |
5,477,448 |
1,050 |
12,250 |
13,300 |
340 |
1,537 |
1,877 |
| 1885 |
6,369,341 |
1,125 |
12,250 |
13,375 |
316 |
1,437 |
1,753 |
| 1886 |
6,314,561 |
1,150 |
12,250 |
13,400 |
381 |
1,781 |
2,162 |
| 1887 |
6,884,667 |
1,200 |
12,300 |
13,500 |
401 |
1,687 |
2,088 |
| 1888 |
6,923,775 |
1,250 |
12,300 |
13,550 |
456 |
1,805 |
2,261 |
| 1889 |
7,742,511 |
1,360 |
2,700 |
14,060 |
480 |
1,790 |
2,270 |
| 1890 |
8,562,089 |
1,570 |
12,814 |
14,384 |
539 |
1,979 |
2,518 |
| 1891 |
8,940,867 |
1,740 |
12,900 |
14,640 |
613 |
2,027 |
2,640 |
| 1892 |
6,658,313 |
1,950 |
13,250 |
15,200 |
684 |
2,172 |
2,856 |
| 1893 |
7,433.056 |
2,100 |
13,450 |
15,550 |
723 |
1,652 |
2,375 |
| 1894 |
10,025,534 |
2,200 |
13,500 |
15,700 |
711 |
1,580 |
2,291 |
| 1895 |
7,146,772 |
2,400 |
13,700 |
16,100 |
852 |
2,019 |
2,871 |
| 1896 |
8,515,640 |
2,850 |
13,800 |
16,650 |
900 |
1,605 |
2,505 |
| 1897 |
10,985,040 |
3,250 |
13,900 |
17,150 |
999 |
1,793 |
2,792 |
| 1898 |
11,435,368 |
3,550 |
13,900 |
17,450 |
1,254 |
2,211 |
3,465 |
| 1899 |
9,459,935 |
3,950 |
14,150 |
18,100 |
1,415 |
2,217 |
3,632 |
| 1900 |
10,266,527 |
4,368 |
15,104 |
19,472 |
1,523 |
2,350 |
3,873 |
| 1901 |
9,675,771 |
5,500 |
11,700 |
20,200 |
1,583 |
1,964 |
3,547 |
| 1902 |
10,827,168 |
6,400 |
15,000 |
21,400 |
2,017 |
2,066 |
4,083 |
| 1903 |
10,045,615 |
6,900 |
15,100 |
22,000 |
1,958 |
1,966 |
3,924 |
| 1904 |
13,679,954 |
7,650 |
15,200 |
22,850 |
1,889 |
2,046 |
3,935 |
| 1905 |
10,804,556 |
7,631 |
16,056 |
23,687 |
2,140 |
2,139 |
4,279 |
| 1906 |
13,595,498 |
8,995 |
16,255 |
25,250 |
2,373 |
2,536 |
4,909 |
| 1907 |
11,375,461 |
9,528 |
16,847 |
26,275 |
2,411 |
2,574 |
4,985 |
| 1908 |
13,587,306 |
10,201 |
17,304 |
27,505 |
2,187 |
2,352 |
4,539 |
Fiscal Year,
ending
June 30— |
Exports.
(domestic) |
Imports. |
Unmanufactured
silk imported. |
Imports of
crude rubber. |
|
Dollars. |
Dollars. |
Pounds. |
Pounds. |
| 1800 |
… |
… |
… |
… |
| 1810 |
… |
… |
… |
… |
| 1820 |
… |
7,812,326 |
… |
… |
| 1830 |
1,318,183 |
5,774,013 |
… |
… |
| 1840 |
3,549,607 |
6,504,104 |
… |
… |
| 1850 |
4,734,424 |
20,781,346 |
… |
… |
| 1851 |
7,241,205 |
22,164,442 |
… |
… |
| 1852 |
7,672,151 |
19,689,496 |
… |
… |
| 1853 |
8,768,894 |
27,731,363 |
… |
… |
| 1854 |
5,535,516 |
33,949,503 |
… |
… |
| 1855 |
5,857,181 |
17,757,112 |
… |
… |
| 1856 |
6,967,309 |
25,917,999 |
… |
… |
| 1857 |
6,115,177 |
28,685,726 |
… |
… |
| 1858 |
5,651,504 |
18,584,810 |
… |
… |
| 1859 |
8,316,222 |
26,976,381 |
… |
… |
| 1860 |
10,934,796 |
33,215,541 |
… |
… |
| 1861 |
7,957,038 |
25,271,382 |
… |
… |
| 1862 |
2,946,464 |
8,890,119 |
… |
2,125,561 |
| 1863 |
2,906,411 |
14,121,589 |
… |
5,104,650 |
| 1864 |
1,456,901 |
14,341,501 |
407,935 |
… |
| 1865 |
3,451,561 |
9,223,686 |
288,286 |
… |
| 1866 |
1,780,175 |
27,502,194 |
567,904 |
… |
| 1867 |
4,608,235 |
19,302,005 |
491,983 |
… |
| 1868 |
4,871,054 |
17,335,406 |
512,449 |
8,438,019 |
| 1869 |
5,874,222 |
20,481,312 |
720,045 |
7,813,134 |
| 1870 |
3,787,282 |
23,380,053 |
583,589 |
9,624,098 |
| 1871 |
3,558,236 |
29,876,640 |
1,100,281 |
11,031,939 |
| 1872 |
2,304,330 |
35,307,447 |
1,063,809 |
11,803,437 |
| 1873 |
2,947,528 |
35,201,324 |
1,159,420 |
14,536,978 |
| 1874 |
3,095,840 |
28,193,869 |
794,837 |
14,191,320 |
| 1875 |
4,071,882 |
27,738,401 |
1,101,681 |
12,035,909 |
| 1876 |
7,722,978 |
22,725,598 |
1,354,991 |
10,589,297 |
| 1877 |
10,235,843 |
18,923,614 |
1,186,170 |
13,821,109 |
| 1878 |
11,438,660 |
19,081,037 |
1,182,750 |
12,512,203 |
| 1879 |
10,853,950 |
19,928,310 |
1,889,776 |
14,878,584 |
| 1880 |
9,981,418 |
29,929,366 |
2,562,236 |
16,826,099 |
| 1881 |
13,571,387 |
31,219,329 |
2,790,413 |
20,015,176 |
| 1882 |
13,222,979 |
35,719,791 |
3,549,404 |
22,712,862 |
| 1883 |
12,951,145 |
38,036,044 |
4,731,106 |
21,646,320 |
| 1884 |
11,885,211 |
29,074,626 |
4,284,888 |
24,574,025 |
| 1885 |
11,836,591 |
27,197,241 |
4,308,908 |
24,208,148 |
| 1886 |
13,959,934 |
29,709,266 |
6,818,060 |
29,263,632 |
| 1887 |
14,929,342 |
28,940,353 |
6,028,091 |
28,649,446 |
| 1888 |
13,013,189 |
28,917,799 |
6,370,322 |
36,628,351 |
| 1889 |
10,212,644 |
26,805,942 |
6,645,124 |
32,339,503 |
| 1890 |
9,999,277 |
29,918,055 |
7,510,440 |
33,842,374 |
| 1891 |
13,604,857 |
29,712,624 |
6,266,629 |
33,712,089 |
| 1892 |
13,226,277 |
28,323,841 |
8,834,049 |
39,976,205 |
| 1893 |
11,809,355 |
33,560,293 |
8,497,477 |
41,547,680 |
| 1894 |
14,340,886 |
22,346,547 |
5,902,485 |
33,757,783 |
| 1895 |
13,789,810 |
33,196,625 |
9,316,460 |
39,741,607 |
| 1896 |
16,837,396 |
32,437,504 |
9,363,987 |
36,774,460 |
| 1897 |
21,037,678 |
34,429,363 |
7,993,444 |
35,574,449 |
| 1898 |
17,024,092 |
27,267,300 |
12,087,951 |
46,055,497 |
| 1899 |
23,566,914 |
32,054,434 |
11,250,383 |
51,063,066 |
| 1900 |
24,003,087 |
41,296,239 |
13,073,718 |
49,377,138 |
| 1901 |
20,272,418 |
40,246,935 |
10,405,555 |
55,275,529 |
| 1902 |
32,108,362 |
44,460,126 |
14,234,826 |
50,413,481 |
| 1903 |
32,216,304 |
52,462,755 |
15,270,859 |
55,010,571 |
| 1904 |
22,403,713 |
49,524,246 |
16,722,709 |
59,015,551 |
| 1905 |
49,666,080 |
48,919,936 |
22,357,307 |
67,234,256 |
| 1906 |
52,944,033 |
63,043,322 |
17,352,021 |
57,844,345 |
| 1907 |
32,305,412 |
73,704,636 |
18,743,904 |
76,963,838 |
| 1908 |
25,177,758 |
68,379,781 |
16,662,132 |
62,233,160 |
Fiscal
Year,
ending
June 30— |
Population
June 1. |
Wealth. |
| Total. |
Per capita. |
|
|
Dollars. |
Dollars. |
| 1800 |
5,308,483 |
… |
… |
| 1810 |
7,239,881 |
… |
… |
| 1820 |
9,638,453 |
… |
… |
| 1830 |
12,866,020 |
… |
… |
| 1840 |
17,069,453 |
… |
… |
| 1850 |
23,191,876 |
7,135,780,000 |
307.69 |
| 1851 |
23,995,000 |
… |
… |
| 1852 |
24,802,000 |
… |
… |
| 1853 |
25,615,000 |
… |
… |
| 1854 |
26,433,000 |
… |
… |
| 1855 |
27,256,000 |
… |
… |
| 1856 |
28,083,000 |
… |
… |
| 1857 |
28,916,000 |
… |
… |
| 1858 |
29,758,000 |
… |
… |
| 1859 |
30,596,000 |
… |
… |
| 1860 |
31,443,321 |
16,159,616,000 |
513.93 |
| 1861 |
32,064,000 |
… |
… |
| 1862 |
32,704,000 |
… |
… |
| 1863 |
33,365,000 |
… |
… |
| 1864 |
34,046,000 |
… |
… |
| 1865 |
34,748,000 |
… |
… |
| 1866 |
35,469,000 |
… |
… |
| 1867 |
36,211,000 |
… |
… |
| 1868 |
36,973,000 |
… |
… |
| 1869 |
37,756,000 |
… |
… |
| 1870 |
38,558,371 |
30,068,518,000 |
779.83 |
| 1871 |
39,555,000 |
… |
… |
| 1872 |
40,596,000 |
… |
… |
| 1873 |
41,677,000 |
… |
… |
| 1874 |
42,796,000 |
… |
… |
| 1875 |
43,951,000 |
… |
… |
| 1876 |
45,137,000 |
… |
… |
| 1877 |
46,353,000 |
… |
… |
| 1878 |
47,598,000 |
… |
… |
| 1879 |
48,866,000 |
… |
… |
| 1880 |
50,155,783 |
43,642,000,000 |
850.20 |
| 1881 |
51,316,000 |
… |
… |
| 1882 |
52,495,000 |
… |
… |
| 1883 |
53,693,000 |
… |
… |
| 1884 |
54,911,000 |
… |
… |
| 1885 |
56,148,000 |
… |
… |
| 1886 |
57,404,000 |
… |
… |
| 1887 |
58,680,000 |
… |
… |
| 1888 |
59,974,000 |
… |
… |
| 1889 |
61,289,000 |
… |
… |
| 1890 |
62,622,250 |
65,037,091,000 |
1,038.57 |
| 1891 |
63,844,000 |
… |
… |
| 1892 |
65,086,000 |
… |
… |
| 1893 |
66,349,000 |
… |
… |
| 1894 |
67,632,000 |
… |
… |
| 1895 |
68,934,000 |
77,000,000,000 |
1,117.01 |
| 1896 |
70,254,000 |
… |
… |
| 1897 |
71,592,000 |
… |
… |
| 1898 |
72,947,000 |
… |
… |
| 1899 |
74,318,000 |
… |
… |
| 1900 |
76,303,387 |
88,517,306,775 |
1,164.79 |
| 1901 |
79,003,000 |
… |
… |
| 1903 |
80,372,000 |
… |
… |
| 1904 |
81,752,000 |
107,104,211,917 |
1,310.11 |
| 1905 |
83,143,000 |
… |
… |
| 1906 |
84,216,433 |
… |
… |
| 1907 |
85,817,239 |
… |
… |
| 1908 |
87,189,392 |
… |
… |
Fiscal
Year,
ending
June 30— |
Production
of wool.[B] |
Raw wool
imported. |
|
Pounds. |
Pounds. |
| 1800 |
… |
… |
| 1810 |
… |
… |
| 1820 |
… |
… |
| 1830 |
35,802,114 |
669,883 |
| 1840 |
52,516,959 |
9,898,740 |
| 1850 |
… |
18,695,294 |
| 1851 |
… |
32,607,315 |
| 1852 |
… |
18,343,218 |
| 1853 |
… |
21,616,035 |
| 1854 |
… |
20,228,035 |
| 1855 |
… |
18,599,784 |
| 1856 |
… |
14,778,496 |
| 1857 |
… |
16,505,216 |
| 1858 |
… |
… |
| 1859 |
60,264,913 |
… |
| 1860 |
75,000,000 |
… |
| 1861 |
90,000,000 |
… |
| 1862 |
106,000,000 |
42,131,061 |
| 1863 |
123,000,000 |
73,931,944 |
| 1864 |
142,000,000 |
90,464,002 |
| 1865 |
155,000,000 |
43,877,408 |
| 1866 |
160,000,000 |
67,918,253 |
| 1867 |
168,000,000 |
16,558,046 |
| 1868 |
180,000,000 |
24,124,803 |
| 1869 |
162,000,000 |
39,275,926 |
| 1870 |
160,000,000 |
49,230,199 |
| 1871 |
150,000,000 |
68,058,028 |
| 1872 |
158,000,000 |
122,256,499 |
| 1873 |
170,000,000 |
85,496,049 |
| 1874 |
181,000,000 |
42,939,541 |
| 1875 |
192,000,000 |
54,901,760 |
| 1876 |
200,000,000 |
44,642,836 |
| 1877 |
208,250,000 |
42,171,192 |
| 1878 |
211,000,000 |
48,449,079 |
| 1879 |
232,500,000 |
39,005,155 |
| 1880 |
240,000,000 |
128,131,747 |
| 1881 |
272,000,000 |
55,964,236 |
| 1882 |
290,000,000 |
67,861,744 |
| 1883 |
300,000,000 |
70,575,478 |
| 1884 |
308,000,000 |
78,350,651 |
| 1885 |
302,000,000 |
70,596,170 |
| 1886 |
285,000,000 |
129,084,958 |
| 1887 |
269,000,000 |
114,038,030 |
| 1888 |
265,000,000 |
113,558,753 |
| 1889 |
276,000,000 |
126,487,729 |
| 1890 |
285,000,000 |
105,431,285 |
| 1891 |
294,000,000 |
129,303,648 |
| 1892 |
303,153,000 |
148,670,652 |
| 1893 |
298,057,384 |
172,433,838 |
| 1894 |
309,748,000 |
55,152,585 |
| 1895 |
272,474,708 |
206,033,906 |
| 1896 |
259,153,251 |
230,911,473 |
| 1897 |
266,720,684 |
350,852,026 |
| 1898 |
272,191,330 |
132,795,202 |
| 1899 |
288,636,621 |
76,736,209 |
| 1900 |
302,502,328 |
155,928,455 |
| 1901 |
287,450,000 |
166,576,966 |
| 1903 |
291,783,032 |
177,137,796 |
| 1904 |
295,488,438 |
173,742,834 |
| 1905 |
298,915,130 |
249,135,746 |
| 1906 |
298,294,750 |
201,688,668 |
| 1907 |
311,138,321 |
203,847,545 |
| 1908 |
… |
125,980,524 |
Fiscal
Year,
ending
June 30— |
Production
of cotton.[B]
(500-lb. bales,
gross weight.) |
Manufactures of cotton. |
Thousands of spindles
in operation on Sept. 1st. |
In
Southern
States. |
In
Northern
States. |
Total
United
States. |
|
Number. |
Thou-
sands. |
Thou-
sands. |
Thou-
sands. |
| 1800 |
73,222 |
… |
… |
… |
| 1810 |
177,824 |
… |
… |
… |
| 1820 |
334,728 |
… |
… |
… |
| 1830 |
732,218 |
… |
… |
… |
| 1840 |
1,347,640 |
181 |
2,104 |
2,285 |
| 1850 |
2,136,083 |
265 |
3,733 |
3,998 |
| 1851 |
2,799,290 |
… |
… |
… |
| 1852 |
3,130,338 |
… |
… |
… |
| 1853 |
2,766,194 |
… |
… |
… |
| 1854 |
2,708,082 |
… |
… |
… |
| 1855 |
3,220,782 |
… |
… |
… |
| 1856 |
3,873,680 |
… |
… |
… |
| 1857 |
3,012,016 |
… |
… |
… |
| 1858 |
3,758,273 |
… |
… |
… |
| 1859 |
4,309,642 |
… |
… |
… |
| 1860 |
3,841,416 |
324 |
4,912 |
5,236 |
| 1861 |
4,490,586 |
… |
… |
… |
| 1862 |
1,596,653 |
… |
… |
… |
| 1863 |
449,059 |
… |
… |
… |
| 1864 |
299,372 |
… |
… |
… |
| 1865 |
2,093,658 |
… |
… |
… |
| 1866 |
1,948,077 |
… |
… |
… |
| 1867 |
2,345,610 |
… |
… |
… |
| 1868 |
2,198,141 |
… |
… |
… |
| 1869 |
2,409,597 |
… |
… |
… |
| 1870 |
4,024,527 |
328 |
6,804 |
7,132 |
| 1871 |
2,756,564 |
… |
… |
… |
| 1872 |
3,650,932 |
… |
… |
… |
| 1873 |
3,873,750 |
… |
… |
… |
| 1874 |
3,528,276 |
… |
… |
… |
| 1875 |
4,302,818 |
… |
… |
… |
| 1876 |
4,118,390 |
… |
… |
… |
| 1877 |
4,494,224 |
… |
… |
… |
| 1878 |
4,745,078 |
… |
… |
… |
| 1879 |
5,466,387 |
… |
… |
… |
| 1880 |
6,356,998 |
561 |
10,092 |
10,653 |
| 1881 |
5,136,447 |
… |
… |
… |
| 1882 |
6,833,442 |
… |
… |
… |
| 1883 |
5,521,963 |
860 |
11,800 |
12,660 |
| 1884 |
5,477,448 |
1,050 |
12,250 |
13,300 |
| 1885 |
6,369,341 |
1,125 |
12,250 |
13,375 |
| 1886 |
6,314,561 |
1,150 |
12,250 |
13,400 |
| 1887 |
6,884,667 |
1,200 |
12,300 |
13,500 |
| 1888 |
6,923,775 |
1,250 |
12,300 |
13,550 |
| 1889 |
7,742,511 |
1,360 |
12,700 |
14,060 |
| 1890 |
8,562,089 |
1,570 |
12,814 |
14,384 |
| 1891 |
8,940,867 |
1,740 |
12,900 |
14,640 |
| 1892 |
6,658,313 |
1,950 |
13,250 |
15,200 |
| 1893 |
7,433,056 |
2,100 |
13,450 |
15,550 |
| 1894 |
10,025,534 |
2,200 |
13,500 |
15,700 |
| 1895 |
7,146,772 |
2,400 |
13,700 |
16,100 |
| 1896 |
8,515,640 |
2,850 |
13,800 |
16,650 |
| 1897 |
10,985,040 |
3,250 |
13,900 |
17,150 |
| 1898 |
11,435,368 |
3,550 |
13,900 |
17,450 |
| 1899 |
9,459,935 |
3,950 |
14,150 |
18,100 |
| 1900 |
10,266,527 |
4,368 |
15,104 |
19,472 |
| 1901 |
9,675,771 |
5,500 |
11,700 |
20,200 |
| 1902 |
10,827,168 |
6,400 |
15,000 |
21,400 |
| 1903 |
10,045,615 |
6,900 |
15,100 |
22,000 |
| 1904 |
13,679,954 |
7,650 |
15,200 |
22,850 |
| 1905 |
10,804,556 |
7,631 |
16,056 |
23,687 |
| 1906 |
13,595,498 |
8,995 |
16,255 |
25,250 |
| 1907 |
11,375,461 |
9,528 |
16,847 |
26,275 |
| 1908 |
13,587,306 |
10,201 |
17,304 |
27,505 |
Fiscal
Year,
ending
June 30— |
Manufactures of cotton. |
| Thousands of bales of domestic cotton taken by mills. |
| In Southern States. |
In Northern States. |
Total United States |
|
Thou-
sands. |
Thou-
sands. |
Thou-
sands. |
| 1800 |
… |
… |
… |
| 1810 |
… |
… |
… |
| 1820 |
… |
… |
… |
| 1830 |
… |
… |
… |
| 1840 |
71 |
166 |
237 |
| 1850 |
78 |
497 |
575 |
| 1851 |
60 |
404 |
464 |
| 1852 |
111 |
588 |
699 |
| 1853 |
153 |
650 |
803 |
| 1854 |
145 |
592 |
737 |
| 1855 |
135 |
571 |
706 |
| 1856 |
138 |
633 |
771 |
| 1857 |
154 |
666 |
820 |
| 1858 |
143 |
452 |
595 |
| 1859 |
167 |
760 |
927 |
| 1860 |
94 |
751 |
845 |
| 1861 |
153 |
650 |
803 |
| 1862 |
… |
… |
… |
| 1863 |
… |
… |
… |
| 1864 |
… |
… |
… |
| 1865 |
… |
… |
… |
| 1866 |
127 |
541 |
668 |
| 1867 |
150 |
573 |
723 |
| 1868 |
168 |
800 |
968 |
| 1869 |
173 |
822 |
995 |
| 1870 |
69 |
728 |
797 |
| 1871 |
91 |
1,072 |
1,163 |
| 1872 |
120 |
977 |
1,097 |
| 1873 |
138 |
1,063 |
1,201 |
| 1874 |
128 |
1,192 |
1,320 |
| 1875 |
130 |
1,071 |
1,201 |
| 1876 |
134 |
1,220 |
1,354 |
| 1877 |
127 |
1,302 |
1,429 |
| 1878 |
151 |
1,345 |
1,496 |
| 1879 |
186 |
1,375 |
1,561 |
| 1880 |
189 |
1,382 |
1,570 |
| 1881 |
225 |
1,713 |
1,938 |
| 1882 |
287 |
1,677 |
1,964 |
| 1883 |
313 |
1,759 |
2,072 |
| 1884 |
340 |
1,537 |
1,877 |
| 1885 |
316 |
1,437 |
1,753 |
| 1886 |
381 |
1,781 |
2,162 |
| 1887 |
401 |
1,687 |
2,088 |
| 1888 |
456 |
1,805 |
2,261 |
| 1889 |
480 |
1,790 |
2,270 |
| 1890 |
539 |
1,979 |
2,518 |
| 1891 |
613 |
2,027 |
2,640 |
| 1892 |
684 |
2,172 |
2,856 |
| 1893 |
723 |
1,652 |
2,375 |
| 1894 |
711 |
1,580 |
2,291 |
| 1895 |
852 |
2,019 |
2,871 |
| 1896 |
900 |
1,605 |
2,505 |
| 1897 |
999 |
1,793 |
2,792 |
| 1898 |
1,254 |
2,211 |
3,465 |
| 1899 |
1,415 |
2,217 |
3,632 |
| 1900 |
1,523 |
2,350 |
3,873 |
| 1901 |
1,583 |
1,964 |
3,547 |
| 1902 |
2,017 |
2,066 |
4,083 |
| 1903 |
1,958 |
1,966 |
3,924 |
| 1904 |
1,889 |
2,046 |
3,935 |
| 1905 |
2,140 |
2,139 |
4,279 |
| 1906 |
2,373 |
2,536 |
4,909 |
| 1907 |
2,411 |
2,574 |
4,985 |
| 1908 |
2,187 |
2,352 |
4,539 |
Fiscal Year,
ending
June 30— |
Exports.
(domestic) |
Imports. |
|
Dollars. |
Dollars. |
| 1800 |
… |
… |
| 1810 |
… |
… |
| 1820 |
… |
7,812,326 |
| 1830 |
1,318,183 |
5,774,013 |
| 1840 |
3,549,607 |
6,504,104 |
| 1850 |
4,734,424 |
20,781,346 |
| 1851 |
7,241,205 |
22,164,442 |
| 1852 |
7,672,151 |
19,689,496 |
| 1853 |
8,768,894 |
27,731,363 |
| 1854 |
5,535,516 |
33,949,503 |
| 1855 |
5,857,181 |
17,757,112 |
| 1856 |
6,967,309 |
25,917,999 |
| 1857 |
6,115,177 |
28,685,726 |
| 1858 |
5,651,504 |
18,584,810 |
| 1859 |
8,316,222 |
26,976,381 |
| 1860 |
10,934,796 |
33,215,541 |
| 1861 |
7,957,038 |
25,271,382 |
| 1862 |
2,946,464 |
8,890,119 |
| 1863 |
2,906,411 |
14,121,589 |
| 1864 |
1,456,901 |
14,341,501 |
| 1865 |
3,451,561 |
9,223,686 |
| 1866 |
1,780,175 |
27,502,194 |
| 1867 |
4,608,235 |
19,302,005 |
| 1868 |
4,871,054 |
17,335,406 |
| 1869 |
5,874,222 |
20,481,312 |
| 1870 |
3,787,282 |
23,380,053 |
| 1871 |
3,558,236 |
29,876,640 |
| 1872 |
2,304,330 |
35,307,447 |
| 1873 |
2,947,528 |
35,201,324 |
| 1874 |
3,095,840 |
28,193,869 |
| 1875 |
4,071,882 |
27,738,401 |
| 1876 |
7,722,978 |
22,725,598 |
| 1877 |
10,235,843 |
18,923,614 |
| 1878 |
11,438,660 |
19,081,037 |
| 1879 |
10,853,950 |
19,928,310 |
| 1880 |
9,981,418 |
29,929,366 |
| 1881 |
13,571,387 |
31,219,329 |
| 1882 |
13,222,979 |
35,719,791 |
| 1883 |
12,951,145 |
38,036,044 |
| 1884 |
11,885,211 |
29,074,626 |
| 1885 |
11,836,591 |
27,197,241 |
| 1886 |
13,959,934 |
29,709,266 |
| 1887 |
14,929,342 |
28,940,353 |
| 1888 |
13,013,189 |
28,917,799 |
| 1889 |
10,212,644 |
26,805,942 |
| 1890 |
9,999,277 |
29,918,055 |
| 1891 |
13,604,857 |
29,712,624 |
| 1892 |
13,226,277 |
28,323,841 |
| 1893 |
11,809,355 |
33,560,293 |
| 1894 |
14,340,886 |
22,346,547 |
| 1895 |
13,789,810 |
33,196,625 |
| 1896 |
16,837,396 |
32,437,504 |
| 1897 |
21,037,678 |
34,429,363 |
| 1898 |
17,024,092 |
27,267,300 |
| 1899 |
23,566,914 |
32,054,434 |
| 1900 |
24,003,087 |
41,296,239 |
| 1901 |
20,272,418 |
40,246,935 |
| 1902 |
32,108,362 |
44,460,126 |
| 1903 |
32,216,304 |
52,462,755 |
| 1904 |
22,403,713 |
49,524,246 |
| 1905 |
49,666,080 |
48,919,936 |
| 1906 |
52,944,033 |
63,043,322 |
| 1907 |
32,305,412 |
73,704,636 |
| 1908 |
25,177,758 |
68,379,781 |
Fiscal Year,
ending
June 30— |
Unmanu-
factured
silk imported. |
Imports of
crude rubber. |
|
Pounds. |
Pounds. |
| 1800 |
… |
… |
| 1810 |
… |
… |
| 1820 |
… |
… |
| 1830 |
… |
… |
| 1840 |
… |
… |
| 1850 |
… |
… |
| 1851 |
… |
… |
| 1852 |
… |
… |
| 1853 |
… |
… |
| 1854 |
… |
… |
| 1855 |
… |
… |
| 1856 |
… |
… |
| 1857 |
… |
… |
| 1858 |
… |
… |
| 1859 |
… |
… |
| 1860 |
… |
… |
| 1861 |
… |
… |
| 1862 |
… |
2,125,561 |
| 1863 |
… |
5,104,650 |
| 1864 |
407,935 |
… |
| 1865 |
288,286 |
… |
| 1866 |
567,904 |
… |
| 1867 |
491,983 |
… |
| 1868 |
512,449 |
8,438,019 |
| 1869 |
720,045 |
7,813,134 |
| 1870 |
583,589 |
9,624,098 |
| 1871 |
1,100,281 |
11,031,939 |
| 1872 |
1,063,809 |
11,803,437 |
| 1873 |
1,159,420 |
14,536,978 |
| 1874 |
794,837 |
14,191,320 |
| 1875 |
1,101,681 |
12,035,909 |
| 1876 |
1,354,991 |
10,589,297 |
| 1877 |
1,186,170 |
13,821,109 |
| 1878 |
1,182,750 |
12,512,203 |
| 1879 |
1,889,776 |
14,878,584 |
| 1880 |
2,562,236 |
16,826,099 |
| 1881 |
2,790,413 |
20,015,176 |
| 1882 |
3,549,404 |
22,712,862 |
| 1883 |
4,731,106 |
21,646,320 |
| 1884 |
4,284,888 |
24,574,025 |
| 1885 |
4,308,908 |
24,208,148 |
| 1886 |
6,818,060 |
29,263,632 |
| 1887 |
6,028,091 |
28,649,446 |
| 1888 |
6,370,322 |
36,628,351 |
| 1889 |
6,645,124 |
32,339,503 |
| 1890 |
7,510,440 |
33,842,374 |
| 1891 |
6,266,629 |
33,712,089 |
| 1892 |
8,834,049 |
39,976,205 |
| 1893 |
8,497,477 |
41,547,680 |
| 1894 |
5,902,485 |
33,757,783 |
| 1895 |
9,316,460 |
39,741,607 |
| 1896 |
9,363,987 |
36,774,460 |
| 1897 |
7,993,444 |
35,574,449 |
| 1898 |
12,087,951 |
46,055,497 |
| 1899 |
11,250,383 |
51,063,066 |
| 1900 |
13,073,718 |
49,377,138 |
| 1901 |
10,405,555 |
55,275,529 |
| 1902 |
14,234,826 |
50,413,481 |
| 1903 |
15,270,859 |
55,010,571 |
| 1904 |
16,722,709 |
59,015,551 |
| 1905 |
22,357,307 |
67,234,256 |
| 1906 |
17,352,021 |
57,844,345 |
| 1907 |
18,743,904 |
76,963,838 |
| 1908 |
16,662,132 |
62,233,160 |
Development of the Manufacturing Industries in the United States, 1800-1905—Continued.
| Year. |
Production of |
Exports of
domestic
copper &
manufactures
of. |
| Coal.[C] |
Copper.[C] |
|
Long tons. |
Long tons. |
Dollars. |
| 1800 |
… |
… |
… |
| 1810 |
20 |
… |
17,426 |
| 1820 |
3,080 |
… |
18,547 |
| 1830 |
285,779 |
… |
36,601 |
| 1840 |
1,848,249 |
100 |
86,954 |
| 1850 |
6,266,233 |
650 |
105,060 |
| 1851 |
7,798,683 |
900 |
91,871 |
| 1852 |
8,764,879 |
1,100 |
103,039 |
| 1853 |
9,437,757 |
2,000 |
108,205 |
| 1854 |
10,698,841 |
2,250 |
91,984 |
| 1855 |
11,541,672 |
3,000 |
690,766 |
| 1856 |
12,095,469 |
4,000 |
534,846 |
| 1857 |
11,910,883 |
4,800 |
607,054 |
| 1858 |
12,477,213 |
5,500 |
1,985,223 |
| 1859 |
13,958,192 |
6,300 |
1,048,246 |
| 1860 |
13,044,680 |
7,200 |
1,664,122 |
| 1861 |
14,721,439 |
7,500 |
2,375,029 |
| 1862 |
15,612,353 |
9,000 |
1,098,546 |
| 1863 |
19,034,877 |
8,500 |
1,026,038 |
| 1864 |
21,076,003 |
8,000 |
251,272 |
| 1865 |
21,243,012 |
8,500 |
991,746 |
| 1866 |
25,896,056 |
8,900 |
143,761 |
| 1867 |
27,432,520 |
10,000 |
474,110 |
| 1868 |
29,341,036 |
11,600 |
479,488 |
| 1869 |
29,378,893 |
12,500 |
355,274 |
| 1870 |
29,496,054 |
12,600 |
504,741 |
| 1871 |
41,861,679 |
13,000 |
188,218 |
| 1872 |
45,940,535 |
12,500 |
185,983 |
| 1873 |
51,430,786 |
15,500 |
88,711 |
| 1874 |
46,969,571 |
17,500 |
356,758 |
| 1875 |
46,739,571 |
18,000 |
1,085,688 |
| 1876 |
47,571,429 |
19,000 |
3,441,939 |
| 1877 |
54,019,429 |
21,000 |
2,913,943 |
| 1878 |
51,728,214 |
21,500 |
2,319,901 |
| 1879 |
60,808,749 |
23,000 |
2,831,053 |
| 1880 |
63,822,830 |
27,000 |
793,455 |
| 1881 |
76,679,491 |
32,000 |
824,896 |
| 1882 |
92,456,419 |
40,467 |
658,941 |
| 1883 |
103,310,290 |
51,574 |
1,404,243 |
| 1884 |
107,281,742 |
64,708 |
2,664,964 |
| 1885 |
99,250,263 |
74,052 |
5,447,423 |
| 1886 |
101,500,381 |
70,430 |
2,602,869 |
| 1887 |
116,652,242 |
81,017 |
2,033,523 |
| 1888 |
132,731,837 |
101,054 |
3,812,798 |
| 1889 |
126,097,779 |
101,239 |
2,348,954 |
| 1890 |
140,866,931 |
115,966 |
2,349,392 |
| 1891 |
150,505,954 |
126,839 |
4,614,597 |
| 1892 |
160,115,242 |
154,018 |
7,226,392 |
| 1893 |
162,814,977 |
147,033 |
4,525,573 |
| 1894 |
152,447,791 |
158,120 |
19,697,140 |
| 1895 |
172,426,366 |
169,917 |
14,468,703 |
| 1896 |
171,416,390 |
205,384 |
19,720,104 |
| 1897 |
178,776,070 |
220,571 |
31,621,125 |
| 1898 |
196,407,381 |
235,050 |
32,180,872 |
| 1899 |
226,554,636 |
253,870 |
35,983,529 |
| 1900 |
240,789,310 |
270,588 |
57,852,960 |
| 1901 |
261,874,836 |
268,782 |
43,267,021 |
| 1902 |
269,277,178 |
294,423 |
41,218,373 |
| 1903 |
319,068,229 |
311,627 |
39,667,196 |
| 1904 |
314,121,784 |
362,739 |
57,142,081 |
| 1905 |
350,820,840 |
402,637 |
86,225,291 |
| 1906 |
369,783,284 |
409,735 |
81,282,664 |
| 1907 |
428,895,914 |
387,945 |
94,762,110 |
| 1908 |
… |
… |
104,064,580 |
| Year. |
Production of |
Iron and steel Manufactures. |
| Natural gas.[C] |
Iron ore.[C] |
Pig iron.[C] |
Steel.[C] |
Imports. |
Exports
(domestic) |
|
Dollars. |
Long tons. |
Long tons. |
Long tons. |
Dollars. |
Dollars. |
| 1800 |
… |
… |
… |
… |
… |
52,144 |
| 1810 |
… |
… |
53,908 |
… |
… |
91,914 |
| 1820 |
… |
… |
20,000 |
… |
… |
46,552 |
| 1830 |
… |
… |
165,000 |
… |
6,346,287 |
322,747 |
| 1840 |
… |
… |
286,903 |
… |
8,157,923 |
1,127,877 |
| 1850 |
… |
… |
563,755 |
… |
20,145,067 |
1,953,702 |
| 1851 |
… |
… |
… |
… |
22,439,297 |
2,336,587 |
| 1852 |
… |
… |
… |
… |
23,568,649 |
2,368,384 |
| 1853 |
… |
… |
… |
… |
34,944,002 |
2,541,554 |
| 1855 |
… |
… |
700,159 |
… |
28,693,979 |
3,803,706 |
| 1856 |
… |
… |
788,515 |
… |
29,050,101 |
4,256,613 |
| 1857 |
… |
… |
712,640 |
… |
30,743,649 |
4,959,238 |
| 1858 |
… |
… |
629,548 |
… |
20,171,007 |
4,843,592 |
| 1859 |
… |
… |
750,560 |
… |
22,379,743 |
5,577,748 |
| 1860 |
… |
… |
821,223 |
… |
26,158,235 |
5,870,114 |
| 1861 |
… |
… |
653,164 |
… |
21,160,235 |
6,039,149 |
| 1862 |
… |
… |
703,270 |
… |
11,451,707 |
4,732,348 |
| 1863 |
… |
… |
846,075 |
… |
16,152,843 |
6,681,417 |
| 1864 |
… |
… |
1,014,282 |
… |
23,822,876 |
7,541,967 |
| 1865 |
… |
… |
831,770 |
… |
16,660,991 |
11,227,294 |
| 1866 |
… |
… |
1,205,663 |
… |
25,598,147 |
4,006,180 |
| 1867 |
… |
… |
1,305,023 |
19,643 |
31,630,519 |
9,351,062 |
| 1868 |
… |
… |
1,431,250 |
26,786 |
30,346,768 |
10,950,275 |
| 1869 |
… |
… |
1,711,287 |
31,250 |
38,213,717 |
10,938,492 |
| 1870 |
… |
3,031,891 |
1,665,179 |
68,750 |
40,273,682 |
13,483,163 |
| 1871 |
… |
… |
1,706,793 |
73,214 |
53,024,075 |
21,189,692 |
| 1872 |
… |
… |
2,548,713 |
142,954 |
67,852,616 |
11,463,880 |
| 1873 |
… |
… |
2,560,963 |
198,796 |
74,302,102 |
13,655,087 |
| 1874 |
… |
… |
2,023,733 |
389,799 |
31,432,380 |
19,534,215 |
| 1876 |
… |
… |
1,868,961 |
533,191 |
23,197,417 |
15,449,846 |
| 1877 |
… |
… |
2,066,594 |
569,618 |
19,320,927 |
16,501,638 |
| 1878 |
… |
… |
2,301,215 |
731,977 |
18,987,130 |
16,053,571 |
| 1879 |
… |
… |
2,741,853 |
935,273 |
19,594,608 |
15,133,493 |
| 1880 |
… |
7,120,362 |
3,835,191 |
1,247,335 |
71,266,699 |
14,716,524 |
| 1881 |
… |
… |
4,144,254 |
1,588,314 |
60,604,477 |
16,608,767 |
| 1882 |
215,000 |
… |
4,623,323 |
1,736,692 |
67,976,897 |
20,748,206 |
| 1883 |
475,000 |
… |
4,595,510 |
1,673,535 |
58,495,246 |
22,826,528 |
| 1884 |
1,460,000 |
… |
4,097,868 |
1,550,879 |
40,147,053 |
21,909,881 |
| 1885 |
4,857,200 |
… |
4,044,526 |
1,711,920 |
33,610,093 |
16,592,155 |
| 1886 |
10,012,000 |
… |
5,683,329 |
2,562,503 |
37,534,078 |
15,745,569 |
| 1887 |
15,817,500 |
… |
6,417,148 |
3,339,071 |
49,203,164 |
15,958,502 |
| 1888 |
22,629,875 |
… |
6,489,738 |
2,899,440 |
48,992,757 |
17,763,034 |
| 1889 |
21,097,099 |
14,518,041 |
7,603,642 |
3,385,732 |
42,377,793 |
21,156,077 |
| 1890 |
18,792,725 |
16,036,043 |
9,202,703 |
4,277,071 |
41,679,591 |
25,542,208 |
| 1891 |
15,500,084 |
14,591,178 |
8,279,876 |
3,904,240 |
53,544,372 |
28,909,614 |
| 1892 |
14,870,714 |
16,296,666 |
9,157,000 |
4,927,581 |
28,928,103 |
28,800,930 |
| 1893 |
14,346,250 |
11,587,629 |
7,124,502 |
4,019,995 |
34,937,974 |
30,106,482 |
| 1894 |
13,954,400 |
11,879,679 |
6,657,888 |
4,412,032 |
20,925,769 |
29,220,264 |
| 1895 |
13,006,650 |
15,957,614 |
9,446,308 |
6,114,834 |
23,048,515 |
32,000,989 |
| 1896 |
13,002,512 |
16,005,449 |
8,623,127 |
5,281,689 |
25,338,103 |
41,160,877 |
| 1897 |
13,826,422 |
17,518,046 |
9,652,680 |
7,156,957 |
16,094,557 |
57,497,872 |
| 1898 |
15,296,813 |
19,433,716 |
11,773,934 |
8,932,857 |
12,626,431 |
70,406,885 |
| 1899 |
20,074,873 |
24,683,173 |
13,620,703 |
10,639,857 |
12,100,440 |
93,716,031 |
| 1900 |
23,698,674 |
27,553,161 |
13,789,242 |
10,188,329 |
20,478,728 |
121,913,548 |
| 1901 |
27,066,077 |
28,887,479 |
15,878,354 |
13,473,595 |
17,874,789 |
117,319,320 |
| 1902 |
30,867,863 |
35,554,135 |
17,821,307 |
14,947,250 |
27,180,247 |
98,552,562 |
| 1903 |
35,807,860 |
35,019,308 |
18,009,252 |
14,534,978 |
51,617,312 |
96,642,467 |
| 1904 |
38,496,760 |
27,644,330 |
16,497,033 |
13,859,887 |
27,028,312 |
111,948,586 |
| 1905 |
41,562,855 |
42,526,133 |
22,992,380 |
20,023,947 |
23,510,164 |
134,728,363 |
| 1906 |
46,873,932 |
47,749,728 |
25,307,191 |
23,398,136 |
29,053,987 |
160,984,985 |
| 1907 |
52,866,835 |
51,720,619 |
25,781,361 |
23,362,594 |
40,587,865 |
181,530,871 |
| 1908 |
… |
… |
15,936,018 |
… |
27,607,909 |
183,982,182 |
| Year. |
Prices of staple commodities. |
| Per ton.[C] |
Middling
cotton
per pound.[C] |
Standard
sheetings
per yard.[C] |
Washed Ohio
fleece wool,
per lb.,
in eastern
m’k’ts,
July 1.
Medium. |
Pig iron
No. 1,
foundry. |
Steel rails,
standard
sections |
|
Dollars. |
Dollars. |
Cents. |
Cents. |
Cents. |
| 1800 |
… |
… |
… |
… |
… |
| 1810 |
… |
… |
… |
… |
… |
| 1820 |
… |
… |
… |
… |
… |
| 1830 |
… |
… |
… |
… |
50.0 |
| 1840 |
27.88 |
… |
… |
… |
39.0 |
| 1850 |
20.88 |
… |
12.34 |
7.87 |
37.0 |
| 1851 |
21.38 |
… |
12.14 |
7.08 |
42.0 |
| 1852 |
22.63 |
… |
.50 |
6.96 |
38.0 |
| 1853 |
36.13 |
… |
11.02 |
7.92 |
53.0 |
| 1854 |
36.88 |
… |
10.97 |
7.96 |
37.0 |
| 1855 |
27.75 |
… |
10.39 |
7.64 |
40.0 |
| 1856 |
27.18 |
… |
10.30 |
7.50 |
42.0 |
| 1857 |
26.34 |
… |
13.51 |
8.90 |
50.0 |
| 1858 |
22.19 |
… |
12.23 |
8.25 |
37.0 |
| 1859 |
23.33 |
… |
12.08 |
8.50 |
40.0 |
| 1860 |
22.70 |
… |
11.00 |
8.73 |
50.0 |
| 1861 |
20.26 |
… |
13.01 |
10.00 |
30.0 |
| 1862 |
23.92 |
… |
31.29 |
18.55 |
47.0 |
| 1863 |
35.24 |
… |
67.21 |
36.04 |
70.0 |
| 1864 |
59.22 |
… |
101.50 |
52.07 |
100.0 |
| 1865 |
46.08 |
… |
83.38 |
38.04 |
73.0 |
| 1866 |
46.84 |
… |
43.20 |
24.31 |
67.0 |
| 1867 |
44.08 |
166.00 |
31.59 |
18.28 |
49.0 |
| 1868 |
39.25 |
158.46 |
24.85 |
16.79 |
45.0 |
| 1869 |
40.61 |
132.19 |
29.01 |
16.19 |
48.0 |
| 1870 |
33.23 |
106.79 |
23.98 |
14.58 |
45.0 |
| 1871 |
35.08 |
102.52 |
16.95 |
13.00 |
60.0 |
| 1872 |
48.94 |
111.94 |
22.19 |
14.27 |
70.0 |
| 1873 |
42.79 |
120.58 |
20.14 |
13.31 |
48.0 |
| 1874 |
30.19 |
94.28 |
17.95 |
11.42 |
53.0 |
| 1875 |
25.53 |
68.75 |
15.46 |
10.41 |
49.0 |
| 1876 |
22.19 |
59.25 |
12.98 |
8.85 |
35.0 |
| 1877 |
18.92 |
45.58 |
11.82 |
8.46 |
44.0 |
| 1878 |
17.67 |
42.21 |
11.22 |
7.80 |
36.0 |
| 1879 |
21.72 |
48.21 |
10.84 |
7.97 |
38.0 |
| 1880 |
28.48 |
67.52 |
11.51 |
8.51 |
48.0 |
| 1881 |
25.17 |
61.08 |
12.03 |
8.51 |
44.0 |
| 1882 |
25.77 |
48.50 |
11.56 |
8.45 |
45.0 |
| 1883 |
22.42 |
37.75 |
11.88 |
8.32 |
41.0 |
| 1884 |
19.81 |
30.75 |
10.88 |
7.28 |
34.0 |
| 1885 |
17.99 |
28.52 |
10.45 |
6.75 |
31.0 |
| 1886 |
18.71 |
34.52 |
9.28 |
6.75 |
33.0 |
| 1887 |
20.93 |
37.08 |
10.21 |
7.15 |
37.0 |
| 1888 |
18.88 |
29.83 |
10.03 |
7.00 |
39.0 |
| 1889 |
17.76 |
29.25 |
10.65 |
7.00 |
39.0 |
| 1890 |
18.41 |
31.78 |
11.07 |
7.00 |
37.0 |
| 1891 |
17.52 |
29.92 |
8.60 |
6.83 |
35.0 |
| 1892 |
15.75 |
30.00 |
7.71 |
6.50 |
34.0 |
| 1893 |
14.52 |
28.12 |
8.56 |
5.90 |
26.0 |
| 1894 |
12.66 |
24.00 |
6.94 |
5.11 |
21.0 |
| 1895 |
13.10 |
24.33 |
7.44 |
5.74 |
21.0 |
| 1896 |
12.95 |
28.00 |
7.93 |
5.45 |
18.0 |
| 1897 |
12.10 |
18.75 |
7.00 |
4.73 |
23½ |
| 1898 |
11.66 |
17.62 |
5.94 |
4.20 |
29.0 |
| 1899 |
19.36 |
28.12 |
6.88 |
5.28 |
31½ |
| 1900 |
19.98 |
32.29 |
9.25 |
6.05 |
31½ |
| 1901 |
15.87 |
27.33 |
8.75 |
5.54 |
26.0 |
| 1902 |
22.19 |
28.00 |
9.00 |
5.48 |
26¾ |
| 1903 |
19.92 |
28.00 |
11.18 |
6.25 |
31½ |
| 1904 |
15.57 |
28.00 |
11.75 |
7.13 |
32½ |
| 1905 |
17.88 |
28.00 |
9.80 |
7.00 |
39.0 |
| 1906 |
20.98 |
28.00 |
11.50 |
7.25 |
37.0 |
| 1907 |
23.89 |
28.00 |
12.10 |
7.62 |
36.0 |
| 1908 |
17.70 |
28.00 |
10.62 |
6.75 |
38.0 |
| Year. |
Production of |
| Natural gas.[C] |
Iron ore.[C] |
|
Dollars. |
Long tons. |
| 1800 |
… |
… |
| 1810 |
… |
… |
| 1820 |
… |
… |
| 1830 |
… |
… |
| 1840 |
… |
… |
| 1850 |
… |
… |
| 1851 |
… |
… |
| 1852 |
… |
… |
| 1853 |
… |
… |
| 1855 |
… |
… |
| 1856 |
… |
… |
| 1857 |
… |
… |
| 1858 |
… |
… |
| 1859 |
… |
… |
| 1860 |
… |
… |
| 1861 |
… |
… |
| 1862 |
… |
… |
| 1863 |
… |
… |
| 1864 |
… |
… |
| 1865 |
… |
… |
| 1866 |
… |
… |
| 1867 |
… |
… |
| 1868 |
… |
… |
| 1869 |
… |
… |
| 1870 |
… |
3,031,891 |
| 1871 |
… |
… |
| 1872 |
… |
… |
| 1873 |
… |
… |
| 1874 |
… |
… |
| 1876 |
… |
… |
| 1877 |
… |
… |
| 1878 |
… |
… |
| 1879 |
… |
… |
| 1880 |
… |
7,120,362 |
| 1881 |
… |
… |
| 1882 |
215,000 |
… |
| 1883 |
475,000 |
… |
| 1884 |
1,460,000 |
… |
| 1885 |
4,857,200 |
… |
| 1886 |
10,012,000 |
… |
| 1887 |
15,817,500 |
… |
| 1888 |
22,629,875 |
… |
| 1889 |
21,097,099 |
14,518,041 |
| 1890 |
18,792,725 |
16,036,043 |
| 1891 |
15,500,084 |
14,591,178 |
| 1892 |
14,870,714 |
16,296,666 |
| 1893 |
14,346,250 |
11,587,629 |
| 1894 |
13,954,400 |
11,879,679 |
| 1895 |
13,006,650 |
15,957,614 |
| 1896 |
13,002,512 |
16,005,449 |
| 1897 |
13,826,422 |
17,518,046 |
| 1898 |
15,296,813 |
19,433,716 |
| 1899 |
20,074,873 |
24,683,173 |
| 1900 |
23,698,674 |
27,553,161 |
| 1901 |
27,066,077 |
28,887,479 |
| 1902 |
30,867,863 |
35,554,135 |
| 1903 |
35,807,860 |
35,019,308 |
| 1904 |
38,496,760 |
27,644,330 |
| 1905 |
41,562,855 |
42,526,133 |
| 1906 |
46,873,932 |
47,749,728 |
| 1907 |
52,866,835 |
51,720,619 |
| 1908 |
… |
… |
| Year. |
Production of |
| Pig iron.[C] |
Steel.[C] |
|
Long tons. |
Long tons. |
| 1800 |
… |
… |
| 1810 |
53,908 |
… |
| 1820 |
20,000 |
… |
| 1830 |
165,000 |
… |
| 1840 |
286,903 |
… |
| 1850 |
563,755 |
… |
| 1851 |
… |
… |
| 1852 |
… |
… |
| 1853 |
… |
… |
| 1855 |
700,159 |
… |
| 1856 |
788,515 |
… |
| 1857 |
712,640 |
… |
| 1858 |
629,548 |
… |
| 1859 |
750,560 |
… |
| 1860 |
821,223 |
… |
| 1861 |
653,164 |
… |
| 1862 |
703,270 |
… |
| 1863 |
846,075 |
… |
| 1864 |
1,014,282 |
… |
| 1865 |
831,770 |
… |
| 1866 |
1,205,663 |
… |
| 1867 |
1,305,023 |
19,643 |
| 1868 |
1,431,250 |
26,786 |
| 1869 |
1,711,287 |
31,250 |
| 1870 |
1,665,179 |
68,750 |
| 1871 |
1,706,793 |
73,214 |
| 1872 |
2,548,713 |
142,954 |
| 1873 |
2,560,963 |
198,796 |
| 1874 |
2,023,733 |
389,799 |
| 1876 |
1,868,961 |
533,191 |
| 1877 |
2,066,594 |
569,618 |
| 1878 |
2,301,215 |
731,977 |
| 1879 |
2,741,853 |
935,273 |
| 1880 |
3,835,191 |
1,247,335 |
| 1881 |
4,144,254 |
1,588,314 |
| 1882 |
4,623,323 |
1,736,692 |
| 1883 |
4,595,510 |
1,673,535 |
| 1884 |
4,097,868 |
1,550,879 |
| 1885 |
4,044,526 |
1,711,920 |
| 1886 |
5,683,329 |
2,562,503 |
| 1887 |
6,417,148 |
3,339,071 |
| 1888 |
6,489,738 |
2,899,440 |
| 1889 |
7,603,642 |
3,385,732 |
| 1890 |
9,202,703 |
4,277,071 |
| 1891 |
8,279,876 |
3,904,240 |
| 1892 |
9,157,000 |
4,927,581 |
| 1893 |
7,124,502 |
4,019,995 |
| 1894 |
6,657,888 |
4,412,032 |
| 1895 |
9,446,308 |
6,114,834 |
| 1896 |
8,623,127 |
5,281,689 |
| 1897 |
9,652,680 |
7,156,957 |
| 1898 |
11,773,934 |
8,932,857 |
| 1899 |
13,620,703 |
10,639,857 |
| 1900 |
13,789,242 |
10,188,329 |
| 1901 |
15,878,354 |
13,473,595 |
| 1902 |
17,821,307 |
14,947,250 |
| 1903 |
18,009,252 |
14,534,978 |
| 1904 |
16,497,033 |
13,859,887 |
| 1905 |
22,992,380 |
20,023,947 |
| 1906 |
25,307,191 |
23,398,136 |
| 1907 |
25,781,361 |
23,362,594 |
| 1908 |
15,936,018 |
… |
| Year. |
Iron and steel Manufactures. |
| Imports. |
Exports
(domestic) |
|
Dollars. |
Dollars. |
| 1800 |
… |
52,144 |
| 1810 |
… |
91,914 |
| 1820 |
… |
46,552 |
| 1830 |
6,346,287 |
322,747 |
| 1840 |
8,157,923 |
1,127,877 |
| 1850 |
20,145,067 |
1,953,702 |
| 1851 |
22,439,297 |
2,336,587 |
| 1852 |
23,568,649 |
2,368,384 |
| 1853 |
34,944,002 |
2,541,554 |
| 1855 |
28,693,979 |
3,803,706 |
| 1856 |
29,050,101 |
4,256,613 |
| 1857 |
30,743,649 |
4,959,238 |
| 1858 |
20,171,007 |
4,843,592 |
| 1859 |
22,379,743 |
5,577,748 |
| 1860 |
26,158,235 |
5,870,114 |
| 1861 |
21,160,235 |
6,039,149 |
| 1862 |
11,451,707 |
4,732,348 |
| 1863 |
16,152,843 |
6,681,417 |
| 1864 |
23,822,876 |
7,541,967 |
| 1865 |
16,660,991 |
11,227,294 |
| 1866 |
25,598,147 |
4,006,180 |
| 1867 |
31,630,519 |
9,351,062 |
| 1868 |
30,346,768 |
10,950,275 |
| 1869 |
38,213,717 |
10,938,492 |
| 1870 |
40,273,682 |
13,483,163 |
| 1871 |
53,024,075 |
21,189,692 |
| 1872 |
67,852,616 |
11,463,880 |
| 1873 |
74,302,102 |
13,655,087 |
| 1874 |
31,432,380 |
19,534,215 |
| 1876 |
23,197,417 |
15,449,846 |
| 1877 |
19,320,927 |
16,501,638 |
| 1878 |
18,987,130 |
16,053,571 |
| 1879 |
19,594,608 |
15,133,493 |
| 1880 |
71,266,699 |
14,716,524 |
| 1881 |
60,604,477 |
16,608,767 |
| 1882 |
67,976,897 |
20,748,206 |
| 1883 |
40,147,053 |
21,909,881 |
| 1885 |
33,610,093 |
16,592,155 |
| 1886 |
37,534,078 |
15,745,569 |
| 1887 |
49,203,164 |
15,958,502 |
| 1888 |
48,992,757 |
17,763,034 |
| 1889 |
42,377,793 |
21,156,077 |
| 1890 |
41,679,591 |
25,542,208 |
| 1891 |
53,544,372 |
28,909,614 |
| 1892 |
28,928,103 |
28,800,930 |
| 1893 |
34,937,974 |
30,106,482 |
| 1894 |
20,925,769 |
29,220,264 |
| 1895 |
23,048,515 |
32,000,989 |
| 1896 |
25,338,103 |
41,160,877 |
| 1897 |
16,094,557 |
57,497,872 |
| 1898 |
12,626,431 |
70,406,885 |
| 1899 |
12,100,440 |
93,716,031 |
| 1900 |
20,478,728 |
121,913,548 |
| 1901 |
17,874,789 |
117,319,320 |
| 1902 |
27,180,247 |
98,552,562 |
| 1903 |
51,617,312 |
96,642,467 |
| 1904 |
27,028,312 |
111,948,586 |
| 1905 |
23,510,164 |
134,728,363 |
| 1906 |
29,053,987 |
160,984,985 |
| 1907 |
40,587,865 |
181,530,871 |
| 1908 |
27,607,909 |
183,982,182 |
| Year. |
Prices of staple commodities. |
| Per ton.[C] |
Pig iron
No. 1,
foundry. |
Steel rails,
standard
sections |
|
Dollars. |
Dollars. |
| 1800 |
… |
… |
| 1810 |
… |
… |
| 1820 |
… |
… |
| 1830 |
… |
… |
| 1840 |
27.88 |
… |
| 1850 |
20.88 |
… |
| 1851 |
21.38 |
… |
| 1852 |
22.63 |
… |
| 1853 |
36.13 |
… |
| 1854 |
36.88 |
… |
| 1855 |
27.75 |
… |
| 1856 |
27.18 |
… |
| 1857 |
26.34 |
… |
| 1858 |
22.19 |
… |
| 1859 |
23.33 |
… |
| 1860 |
22.70 |
… |
| 1861 |
20.26 |
… |
| 1862 |
23.92 |
… |
| 1863 |
35.24 |
… |
| 1864 |
59.22 |
… |
| 1865 |
46.08 |
… |
| 1866 |
46.84 |
… |
| 1867 |
44.08 |
166.00 |
| 1868 |
39.25 |
158.46 |
| 1869 |
40.61 |
132.19 |
| 1870 |
33.23 |
106.79 |
| 1871 |
35.08 |
102.52 |
| 1872 |
48.94 |
111.94 |
| 1873 |
42.79 |
120.58 |
| 1874 |
30.19 |
94.28 |
| 1875 |
25.53 |
68.75 |
| 1876 |
22.19 |
59.25 |
| 1877 |
18.92 |
45.58 |
| 1878 |
17.67 |
42.21 |
| 1879 |
21.72 |
48.21 |
| 1880 |
28.48 |
67.52 |
| 1881 |
25.17 |
61.08 |
| 1882 |
25.77 |
48.50 |
| 1883 |
22.42 |
37.75 |
| 1884 |
19.81 |
30.75 |
| 1885 |
17.99 |
28.52 |
| 1886 |
18.71 |
34.52 |
| 1887 |
20.93 |
37.08 |
| 1888 |
18.88 |
29.83 |
| 1889 |
17.76 |
29.25 |
| 1890 |
18.41 |
31.78 |
| 1891 |
17.52 |
29.92 |
| 1892 |
15.75 |
30.00 |
| 1893 |
14.52 |
28.12 |
| 1894 |
12.66 |
24.00 |
| 1895 |
13.10 |
24.33 |
| 1896 |
12.95 |
28.00 |
| 1897 |
12.10 |
18.75 |
| 1898 |
11.66 |
17.62 |
| 1899 |
19.36 |
28.12 |
| 1900 |
19.98 |
32.29 |
| 1901 |
15.87 |
27.33 |
| 1902 |
22.19 |
28.00 |
| 1903 |
19.92 |
28.00 |
| 1904 |
15.57 |
28.00 |
| 1905 |
17.88 |
28.00 |
| 1906 |
20.98 |
28.00 |
| 1907 |
23.89 |
28.00 |
| 1908 |
17.70 |
28.00 |
| Year. |
Prices of staple commodities. |
Middling
cotton
per pound.[C] |
Standard
sheetings
per yard.[C] |
Washed Ohio
fleece wool,
per lb.,
in eastern
m’k’ts,
July 1.
Medium. |
|
Cents. |
Cents. |
Cents. |
| 1800 |
… |
… |
… |
| 1810 |
… |
… |
… |
| 1820 |
… |
… |
… |
| 1830 |
… |
… |
50..0 |
| 1840 |
… |
… |
39..0 |
| 1850 |
12.34 |
7.87 |
37..0 |
| 1851 |
12.14 |
7.08 |
42..0 |
| 1852 |
.50 |
6.96 |
38..0 |
| 1853 |
11.02 |
7.92 |
53..0 |
| 1854 |
10.97 |
7.96 |
37..0 |
| 1855 |
10.39 |
7.64 |
40..0 |
| 1856 |
10.30 |
7.50 |
42..0 |
| 1857 |
13.51 |
8.90 |
50..0 |
| 1858 |
12.23 |
8.25 |
37..0 |
| 1859 |
12.08 |
8.50 |
40..0 |
| 1860 |
11.00 |
8.73 |
50..0 |
| 1861 |
13.01 |
10.00 |
30..0 |
| 1862 |
31.29 |
18.55 |
47..0 |
| 1863 |
67.21 |
36.04 |
70..0 |
| 1864 |
101.50 |
52.07 |
100..0 |
| 1865 |
83.38 |
38.04 |
73..0 |
| 1866 |
43.20 |
24.31 |
67..0 |
| 1867 |
31.59 |
18.28 |
49..0 |
| 1868 |
24.85 |
16.79 |
45..0 |
| 1869 |
29.01 |
16.19 |
48..0 |
| 1870 |
23.98 |
14.58 |
45..0 |
| 1871 |
16.95 |
13.00 |
60..0 |
| 1872 |
22.19 |
14.27 |
70..0 |
| 1873 |
20.14 |
13.31 |
48..0 |
| 1874 |
17.95 |
11.42 |
53..0 |
| 1875 |
15.46 |
10.41 |
49..0 |
| 1876 |
12.98 |
8.85 |
35..0 |
| 1877 |
11.82 |
8.46 |
44..0 |
| 1878 |
11.22 |
7.80 |
36..0 |
| 1879 |
10.84 |
7.97 |
38..0 |
| 1880 |
11.51 |
8.51 |
48..0 |
| 1881 |
12.03 |
8.51 |
44..0 |
| 1882 |
11.56 |
8.45 |
45..0 |
| 1883 |
11.88 |
8.32 |
41..0 |
| 1884 |
10.88 |
7.28 |
34..0 |
| 1885 |
10.45 |
6.75 |
31..0 |
| 1886 |
9.28 |
6.75 |
33..0 |
| 1887 |
10.21 |
7.15 |
37..0 |
| 1888 |
10.03 |
7.00 |
39..0 |
| 1889 |
10.65 |
7.00 |
39..0 |
| 1890 |
11.07 |
7.00 |
37..0 |
| 1891 |
8.60 |
6.83 |
35..0 |
| 1892 |
7.71 |
6.50 |
34..0 |
| 1893 |
8.56 |
5.90 |
26..0 |
| 1894 |
6.94 |
5.11 |
21..0 |
| 1895 |
7.44 |
5.74 |
21..0 |
| 1896 |
7.93 |
5.45 |
18..0 |
| 1897 |
7.00 |
4.73 |
23½ |
| 1898 |
5.94 |
4.20 |
29..0 |
| 1899 |
6.88 |
5.28 |
31½ |
| 1900 |
9.25 |
6.05 |
31½ |
| 1901 |
8.75 |
5.54 |
26..0 |
| 1902 |
9.00 |
5.48 |
26¾ |
| 1903 |
11.18 |
6.25 |
31½ |
| 1904 |
11.75 |
7.13 |
32½ |
| 1905 |
9.80 |
7.00 |
39..0 |
| 1906 |
11.50 |
7.25 |
37..0 |
| 1907 |
12.10 |
7.62 |
36..0 |
| 1908 |
10.62 |
6.75 |
38..0 |
The arguments in favor of bimetallism are as various
as the motives of its advocates, but two or three of the more
[Pg 140]
important ones may be briefly stated. It is urged because
it would give a more stable measure of value than either
silver or gold alone could do; and the evil effects of fluctuations
in the value of gold since 1873 are pointed out to
illustrate this contention. Monometallists answer this by
asserting that most of the price changes can be accounted
for by improvements in production; that even if they were
caused by a contraction of the currency, this was simply
one of the risks of business; and finally, that the evil effects
of falling prices are offset by a corresponding reduction
in interest rates. A second argument of the bimetallists
was the alleged insufficiency of gold on which to do the
world’s business. As this has been practically met by the
phenomenal increase in gold production in the last decade,
especially since the gold discoveries in Alaska, it is not
necessary to dwell upon this argument. On February 1,
1909, the per capita circulation of money in the United
States reached $35.00, the highest point in our history.
A final argument of the bimetallists concerns foreign trade:
it would facilitate this by establishing a fixed par-of-exchange
between all countries. While the weight of this
may be admitted, it has been practically deprived of all
force by the adoption of the gold standard by virtually all
the industrially developed nations of the world. This
last fact shows that the question has now been actually
settled by the logic of events and today the issue of bimetallism
has only an academic interest.
Another problem connected with money which has been
removed from the arena of oratory to that of calm discussion
is that of government paper money. It is urged, with
much truth, that if a nation issued paper money instead
of gold or silver, it would save all the expense of mining
these metals. It would resemble, as Adam Smith said,
the discovery of wagon roads through the air in the realm
of transportation. Another argument advanced in favor
of government paper money is that it would be possible
[Pg 141]
by a scientific adjustment of the issues to regulate the
amount of money in circulation and so to prevent all fluctuations
in prices. Both contraction and inflation would
be prevented and a cheap and yet ideal system of money
would exist. Still others see in this form of money an
instrument for the creation of wealth; this last argument
simply results from a confusion of ideas and need not be
dealt with. A sufficient answer to the other two is an
appeal to the lesson of history: no government which has
embarked upon the issue of paper money has ever been
able to restrict the issues within reasonable limits; often
it has led to national bankruptcy and the repudiation of
the entire issues. The experience of the United States
with the greenbacks has been more fortunate than that
of many countries, but does not tempt to further experiment.
The monetary situation in the United States today
may be regarded as fairly well settled. Although we have
a very heterogeneous assortment of different kinds of
money, a fairly distinct sphere is allotted to each, and as
the basis for all, the gold standard has been definitely established
by law. Money of large denominations consists
of gold and gold certificates (lowest denomination, $20),
of greenbacks and national bank notes (lowest denomination,
$10, though one-third of bank notes may be $5); the
needs of retail trade are met by the issue of silver certificates
and silver dollars, and of fractional currency. The
system would be much simplified by the retirement and
destruction of the $346,000,000 in greenbacks, but as there
is now a fifty-per cent reserve in gold back of them, little
danger need be apprehended from their presence. Many
people have regarded the existence of some $500,000,000
worth of silver dollars as a menace to the goodness of our
money supply, but as the amount of gold in circulation
increases the silver will form a constantly smaller percentage
of the whole. It is a cumbersome and not very
[Pg 142]
valuable asset of the Government, but is now almost powerless
for good or ill.
Important as is the subject of money and essential as
is the need of a standard of undoubted goodness, it is
overshadowed in practical significance by the problems of
banking and credit. An investigation by the Comptroller
of the Currency some years ago showed that over 90 per
cent of the receipts of the national banks consisted of
credit instruments, while probably 60 per cent of the trade
of the country was carried on by credit rather than by
cash transactions. A credit transaction is a transfer of
goods or money for a future equivalent; the element of
time is introduced. This makes possible an enormous increase
in the number of exchanges and obviates the necessity,
to a large extent, of using money. Most of us
enjoy personal credit, which is limited only by our ability
to persuade other people to trust in us. But this power
of purchasing things without immediate payment must be
made readily available if the ordinary business man is
to make use of it. This is done through the medium of
a bank, whose business it is to discount the notes of its
customers, which in turn is based upon confidence in their
prospective earnings. The bank credit thus obtained may
be transferred by means of checks to other persons and
to other banks. It is the most fluid and volatile means
of payment yet devised, and is subject to dangers and
abuses. In the last analysis business based upon such a
system of credit rests upon confidence in the honesty of
individuals and in the enforcement of the law governing
contracts, and also in the ability of those who have pledged
themselves to future payment to make good their obligations.
In times of panic credit fails and resort is had to
money.
The fundamental institution in our credit economy is
the bank, and it is therefore essential that it be thoroughly
safe and responsive to the needs of the business world.
[Pg 143]
A bank may furnish its customers with the ready means
of payment they need in exchange for their future promises
either in the form of bank notes or bank credit. The
former are more largely used on the continent of Europe
and in rural districts in this country, the latter by England
and the United States, especially in the cities. The preference
for one or the other seems to be a matter of geography.
The issue of bank notes has been very carefully
safeguarded since the establishment of the national banking
system in 1863. They are based upon the purchase of
government bonds and are absolutely safe. They lack,
however, one essential quality of good bank money in that
they are quite inelastic. That is to say, the amount of
bank notes in circulation does not vary according to the
needs of business, increasing to meet an increased demand,
and then declining again when the demand has passed.
Being based upon government bonds and not upon the
value of business assets, they vary in amount only with
the price of the former and not at all with the volume
of the latter.
The main practical problem connected with our banking
system is, therefore, to find some other basis for the
issue of bank notes, especially as it is not desirable to maintain
a permanent bonded indebtedness solely for this purpose.
Various suggestions have been made, as the establishment
of a central bank with sole power of issue, like
the government banks in European countries. This is a
favorite proposal with the big bankers, but is unlikely to
be adopted as it is directly contrary to the spirit of the
existing system. The Canadian system is held up as a
model, with its system of branch banking and 5 per cent
safety fund for the redemption of the notes of failed banks.
Curiously enough this was copied after the system in operation
in New York State, which was nipped in the bud
by some early mistakes and by the development of the
national banking system. It works admirably in Canada
[Pg 144]
and is well worth careful study. The plan of asset currency
is another suggestion, according to which bank notes
should be issued up to a certain percentage of the resources
of the bank, but without pledging any specific property
for their redemption as is done in the case of the national
banks at present. It has finally been urged that our present
bond deposit system should be modified by substituting
state, municipal, railroad, or industrial bonds for those of
the Federal Government, but that in other respects the
system should be left intact. We may look for legislation
along one or another of these lines in the next few
years, as the subject is an urgent one whose solution cannot
long be postponed.
Another problem is connected with the money reserves
that the banks are required by law to keep on hand in
order to meet demand liabilities. Under the national system
in the United States the country banks may deposit
three-fifths of their lawful reserves with banks in reserve
cities, and these banks in turn may deposit one-half
of their reserves in banks in central reserve cities
(New York, Chicago, and St. Louis). Thus there is a
massing, under this system, of the bank reserves of the
country in the city of New York, and within that city in
some twenty banks. While there is great economy in such
a system the concentration of reserves is certainly attended
by great dangers, not the least of which is its use by speculative
influences in the New York money market, as a great
part of it is loaned out to speculators on call.
Still another practical problem connected with the monetary
and banking system of the United States is that of
the independent treasury system. The Federal Government
is to a large extent its own banker; it collects, disburses
its revenue and keeps its money in its own vaults;
it even, as we have seen, issues paper money and keeps a
reserve therefor. By its action in withdrawing large
amounts of money from use, or on the other hand making
[Pg 145]
large disbursements, it can and does affect the money market
vitally and sometimes disastrously. While it is permitted
to deposit funds in selected national banks and has
recently made increasing use of this privilege, thus correlating
in a measure the reserves of the Government and
the needs of the business community, it is held by most
students that the independent treasury system should be
abolished, and that the banks should act as the intermediaries
between the Government and the people in the collection
and expenditure of its funds.
So far we have been discussing commercial banks, but
there is another kind of institution which goes by the same
name but serves quite a different purpose, namely, the
savings bank. The essential and almost the only requirement
of such an institution is safety. As we have seen, it
is not only desirable for personal reasons to inculcate habits
of saving and thrift in individuals, but it is also necessary
to secure the accumulation of capital needed in modern
industry. It is therefore important that such institutions
should be widespread, accessible, and thoroughly
trusted. These requirements seem to be best fulfilled by
the postal savings banks in England and elsewhere, which
have led to a great increase in savings on the part of the
people. The introduction of such a system in the United
States is greatly to be desired.
XVI. TRANSPORTATION AND COMMUNICATION.
Almost as important for the conduct of modern industry
as machine methods and credit are the rapid means of
transportation and communication furnished by our railroad,
steamship, express, post office, telegraph and telephone
systems. Indeed the development of industry on
a national scale and its integration under centralized control
has been made possible only by these improvements.
But not only have these businesses rendered the centralization
of industry possible; they themselves exhibit on a national
[Pg 146]
scale concentration of control. They are all industries
of increasing returns and lend themselves naturally
to monopolistic control. At the very beginning of railroad
construction one of the most far-sighted managers enunciated
the doctrine that “where combination is possible
competition is impossible.” For years competition was
regarded as the regulator of rates, pooling between railroads
was forbidden, canals were advocated as competitors,
and by every possible device it was sought to stimulate
it. We are at last beginning to recognize the monopoly
character of the railroad industry and to regulate it accordingly.
Consolidation in the railroad world is not a new phenomenon
nor is it confined to that industry, but it has
proceeded further there than in any other line of business.
The first form which combination took was that of pooling,
according to which the traffic was “pooled” and the
earnings then divided among the companies entering into
the pool according to some previous agreement. This
was forbidden by the Interstate Commerce Act in 1887
and even more stringently by the Anti-Trust Act of 1890,
and accordingly railroad managers next resorted to actual
consolidation of competing lines. Where this has not been
possible or desirable, virtual combination has been secured
by the so-called “community of interests” arrangements,
based on the acquisition by one road of enough stock in
competing lines to secure representation on their boards of
directors. Today some eight or nine groups of capitalists
control over two-thirds of the railway mileage of the
United States, and according to a recent widely-published
statement the late Mr. E. H. Harriman was credited with
controlling, directly or indirectly, a system aggregating
over 67,000 miles. These great consolidations have followed
mainly the territorial groupings of railroads; the United
States has now been districted out by a few large transportation
companies, much as France, Italy, England and other
[Pg 147]
European countries had previously been divided up. Consolidation
has in many instances resulted in increased convenience
to the public and in economies in management
and operation, but it places a dangerous amount of power
in the hands of a few men, which has not infrequently
been abused, and should clearly be under strict government
control.
The primary economic problem connected with railways
is always the question of rates. This has been called in
a recent book “the heart of the railroad problem.” The
first fact that strikes the student of the subject is the
great reduction in rates and fares in the past twenty-five
years, especially in freight rates. From 1.24 cents in
1882 the average revenue per ton mile received by railroads
in the United States has decreased to .748 cents in
1906. Freight rates, especially through rates for bulky
traffic, are considerably lower in this country, and passenger
fares somewhat higher, than in Europe. But the vital
problem connected with rates is not as to their relative
cheapness or extortionateness; it concerns rather the
granting of discriminating rates. Discriminations may be
of three kinds: those between different classes of goods,
those between localities, and those between persons. The
first group is based upon the classification of freight and
rests upon differences in cost of shipment, in bulk, in risk,
etc. If reasonably employed, this kind of discrimination
is justifiable. Local discriminations, that is, charging different
rates to different localities for substantially the
same service, is not only unwarranted in most cases, but
is short-sighted as well. Where superior facilities or especially
keen competition exists, lower rates may be permitted
for favored localities, but the arbitrary exercise
of such powers by railway officials is thoroughly unjustifiable.
Even less defensible is the practice, now happily
less frequent, of granting discriminatory rates to favored
individuals or corporations. They have been given by
[Pg 148]
means of secret rates and rebates, by under-billing and under-classification,
by free passes, etc. Both of these latter
evils have been forbidden or greatly restricted by the
passage of the Interstate Commerce Act in 1887 and subsequent
legislation.
The public nature of railroads is now fairly well recognized
in our law and is beginning to be understood by the
people at large. Railroads enjoy peculiar privileges in
the grant of corporate franchises and charters, in the right
of eminent domain, and in enormous grants of land and
money which have been made to them in this country.
Moreover in the functions they perform the social character
of their duties is emphasized, and they are under
the necessity of maintaining a constant service open to all.
Though they are owned by private investors and managed
as private enterprises, they are essentially public enterprises
as to their privileges, functions, and duties. Consequently
most of the states have now undertaken, through
commissions, to regulate the railroads in the public interest.
Some thirty-one have appointed commissions,
which probably control four-fifths of the traffic originating
and ending in a single state. These state commissions
differ in power, those of the Mississippi Valley and
the South usually having mandatory powers, that is, power
to prescribe and enforce maximum rates. In the eastern
and central states commissions with supervisory powers
merely, of investigation and report, have been created. The
only exceptions are found in the Far West where the need
of improved transportation facilities is more pressing than
regulation, and in five eastern states whose legislatures
are controlled by the railroad interests. While the state
commissions have done and are doing valuable service, it
is clear that the growth of giant railroad combinations
which traverse several states necessitates federal control.
The appointment of the Interstate Commerce Commission
in 1887 established the principle of federal regulation, but
[Pg 149]
the application of the principle in active practice has been
slow and has been impeded by the courts. The final control
of rates has not yet been given to the Commission.
Owing to the individualistic character of our institutions
and law, public ownership of railroads does not exist
in the United States, which thus forms, together with England,
almost the sole important exception to the world’s
practice in this regard. On the continent of Europe government
ownership is the rule. Public control through
either ownership or regulation by commission is essential
to secure an equitable adjustment of public and private
rights and to prevent the abuse of monopoly power inherent
in the very nature of railroads. Public ownership
has many advantages and has given satisfactory results
in Europe. But for the United States the principle of private
ownership with stricter governmental regulation has
been definitely laid down; the problem of the future is
simply how far that control shall go.
The discussion of our steam railroads does not exhaust
the subject of transportation. A recent and important
development is the growth of electric interurban railways,
which are opening up districts untouched by the more expensive
steam roads and exercising a marked influence
in rural districts upon business and social life. A more
significant problem, both because of its close relations to
the railroads and its monopoly character, is offered by the
express companies. Organized at a time when railroads
were new and undeveloped they took over the safe and
expeditious delivery of small and valuable articles. They
have since grown in importance and power; six large companies
now control over 90 per cent of the business. Since
they are generally in the form of partnerships and not of
corporations it has not been possible to bring them under
legal control, and their rates are extremely high—three or
four times as much as freight rates. In some cases the
railroads, in order to gain the profits from these high rates,
[Pg 150]
have themselves organized express companies to operate
over their lines, immune from interference by the Interstate
Commerce Commission. Even where that is not done,
the express companies are performing a service which
could as well be performed by the railroads themselves
and at lower rates. These facts have lent great strength
to the demand for the establishment by the Federal Government
in connection with the post office of a parcels post,
such as exists in England and in most European countries.
By the extension of the maximum limit of mail packages
to ten or fifteen pounds the usefulness of the post office
could be immensely increased without any loss in rates.
So far, however, the express companies have been strong
enough to resist the introduction of this reform, though
it is warmly advocated by the present Postmaster-General.
A recent important improvement in our postal service
has been the extension of rural free delivery to the
farming districts, thereby breaking down to a great extent
the isolation of country districts. This and the rural telephone
have been of great social value.
The importance of the telephone and telegraph in our
modern industrial life cannot be overestimated. As means
of transmitting intelligence they have served to bring the
most distant parts of the world into almost instant touch,
and have made possible the modern centralization of business.
Both offer the same problems of monopoly that we
have seen exist in other parts of this field, the telegraph
business being completely monopolized by two large companies,
the telephone business by one, all strongly entrenched
behind patents. The desirability of public ownership
of these utilities rests upon stronger grounds than
in the case of railroads and is strongly urged by many
conservative writers.
Although attention has usually been centered upon the
railroads in any discussion of the transportation question
in the United States, there are important practical problems
[Pg 151]
connected with both the inland and the ocean water
transportation. The questions of constructing artificial inland
waterways and of subsidizing our foreign merchant
marine are vital political and industrial issues. The United
States is probably better provided with internal navigable
natural waterways than any other country. Her navigable
rivers comprise some 18,000 miles. Affording access
to the very heart of the continent both from the Atlantic
coast and from the Gulf. They form a cheap and
convenient means of transportation, especially for bulky
and cheap articles; 30,000,000 tons a year are carried on
the streams of the Mississippi Valley alone, though much
of the former traffic has been diverted to the railroads. On
the northern border of the country the Great Lakes form
an unrivaled series of inland seas. The traffic on these
shows a great increase every year, amounting now to over
60,000,000 tons annually. The Federal Government has performed
useful service in improving the conditions of navigation
along these natural waterways, and is now considering
a comprehensive scheme for their further improvement.
A very different problem is offered by our canal system.
During the period 1820-1840 many canals were constructed
by the states to connect existing waterways and
provide an outlet for produce from the interior. The best
examples of these were the Erie and the Ohio canals. After
the development of the railway, however, traffic began
to be steadily and then rapidly diverted from the canals
to these quicker avenues of transportation. Many
of the canals were bought up by their rivals and permitted
to fall into disuse, while those retained by the state governments
remained mere shallow ditches, unimproved and
ill-adapted to modern needs. The recent appropriation
by the people of New York State of over $100,000,000 for
the improvement of the Erie Canal, and the construction
of the Panama Canal by the Federal Government have
[Pg 152]
brought the question of the rehabilitation of our neglected
canal system to the front again. It seems wasteful not
to connect the separate links in the magnificent system of
natural waterways already provided by nature, and this
will probably be the first step taken. And indeed a beginning
has already been made by the construction of the Hennepin
Canal, the Des Plaines Canal, and others, and a company
has been formed to connect Pittsburg with Lake Erie
and to cut through Cape Cod. It must, however, be borne
in mind that there are two distinct types of canal: those
which are simply short connecting links between navigable
waterways and which permit the passage of vessels used
on those waters; and those canals which are shallow, have
extensive lockage, and permit the use of only small boats,
thus necessitating the transshipment of freight. One
might well advocate the construction and enlargement of
the first type, and yet hesitate to approve of the second.
As yet, however, owing in part to the opposition and clamor
of railroad interests, the question of canals has not received
the attention it deserves in the United States.
The ocean merchant marine comprises two widely different
branches, the coastwise and the foreign trade. The
former is open only to vessels flying the American flag,
and has shown a very steady growth; five-sixths of our
ocean merchant marine today is engaged in this branch
of commerce. Coal, lumber, cotton, and similar bulky commodities
constitute the chief items entering into the coastwise
trade. The tonnage of American vessels engaged in
the foreign trade, on the other hand, has shown a steady
decline ever since the outbreak of the Civil War. Foreign
vessels today carry fully 90 per cent of the foreign commerce
of the United States. The causes of this decline
are economic rather than political, for American legislation
has on the whole been very liberal to the shipping
interests. At the time the western part of our country
began to be opened up and its great resources exploited,
[Pg 153]
our merchant marine was one of the best in the world.
But now the other opportunities for the investment of
capital were so profitable and alluring, and the need of it
so great, that all the available labor and capital of the
American people began to be devoted to the development
of their internal resources. A nation cannot do everything
with equal advantage at the same time any more than an
individual can. Accordingly we began to withdraw our
capital from shipping and devote it to agriculture, mining,
manufacturing, transportation, and similar more profitable
enterprises. Foreigners could build vessels and run
them more cheaply than we could and it paid us to hire
them to do it. Recently, however, and especially since
the recent awakening of a national consciousness after
the Spanish-American War, the patriotism of many individuals
has been hurt by the thought that we had to depend
upon foreign vessels for the carriage of our foreign
commerce, while in the minds of others a comprehensive
naval program demanded the building up of a native merchant
marine. Two questions suggest themselves here:
Do we wish to stimulate this growth artificially? And, if
we do, what means shall we adopt? On the second point
the Merchant Marine Commission of 1904 recommended
for the United States a general bounty on all shipping,
such as France has, and the subvention of certain lines of
steamers over ten specified routes, following the example
of Great Britain, Germany, and Japan. Without committing
ourselves on this point, it may be suggested that
on political, geographical, and economic grounds we may
expect in the near future to see the natural development
of an American merchant marine. With the growth of our
foreign trade, the accumulation of capital at home, and
the building up of a strong navy, the conditions for American
shipbuilding and shipping will become steadily more
favorable, and we may expect to see American enterprise
[Pg 154]
engage in this as in other lines of industry. Eventually
we are destined to become a maritime nation.
XVII. TAXATION AND TARIFF.
In no way does the State affect the interests of its citizens
more vitally than in the sphere of taxation. The State
in modern society is the people organized for certain collective
purposes, as for the public defense, the preservation
of domestic peace, and the furtherance of the social
and industrial welfare. To carry out these objects money
is needed and the State has therefore to collect from its
citizens sufficient revenue to defray its expenditures. John
Fiske has tersely defined taxes as “portions of private
property taken for public purposes.” Taxation thus implies
a certain degree of compulsion; by it the Government
interferes with the free choice of the individual and expends
a part at least of his income for him in ways that
he himself might not have chosen. The social and industrial
consequences of a system of taxation may also be far-reaching
and important. As Professor R. T. Ely says:
“Taxation may create monopolies, or it may prevent them;
it may diffuse wealth, or it may control it; it may promote
labor or equality of rights, or it may tend to the establishment
of tyranny and despotism; it may be used to bring
about reform, or it may be used to aggravate existing
grievances and foster dissensions between classes.” It is
evident therefore that the utmost care should be exercised
in framing a system of taxation.
Certain canons or rules of taxation were laid down by
Adam Smith over a hundred years ago and have been generally
endorsed by economists ever since. One was that
taxes ought to be certain and not arbitrary, as to amount,
time and manner of payment; another was that taxes
ought to be levied in the manner most convenient to
the tax-payer; and a third, that taxes ought to take as
little as possible out of the pockets of the tax-payer over
[Pg 155]
and above what is paid into the public treasury. These
three maxims—certainty, convenience, and economy—have
been generally accepted, but less general agreement
exists in regard to the fourth, which states that the subjects
of every state ought to contribute to the support
of the Government as nearly as possible in proportion to
their respective abilities. This rule has given rise to two
problems: first, is ability the most just basis of taxation;
and secondly, if so, how is ability to be measured? The
theory of justice generally accepted by legal writers and
by the American courts is expressed in the maxim that
taxes should be proportioned to benefits received. The
benefit theory affords a good rule in the assessment of local
property taxes, but fails utterly in the domain of national
and state affairs. Who can measure the benefits to each
individual of an appropriation for a new war ship or for
a state penitentiary or for the public school system?
Probably the benefits are in inverse proportion to the income
or wealth of the individual, and the heaviest taxes
would then have to be apportioned to those least able to
pay. Most economists today agree that taxes should be
apportioned according to “faculty” or ability to pay. It
satisfies better our sense of fairness and is more readily
applicable than the benefit theory. In the last analysis,
of course, it may be said that taxation in general must
confer real benefits upon society or it will not be tolerated.
Here, however, we are concerned with a rule of apportionment.
The second practical problem encountered is when we
attempt to apply the faculty principle in practice; how
is ability to be measured? Three measures have been suggested:
expenditure, income, and property. Expenditure
is open to the objection that it would place an unduly
large proportion of the tax burdens on the poor, whose
expenditures are larger in proportion to their means than
those of other classes of society. Property is objected to
[Pg 156]
because large classes of society, including professional men
with large incomes, would then escape taxation largely
or altogether. Income on the surface seems the fairest
measure of ability, but is objected to because the incomes
of different individuals, both on account of source and
size, really indicate unequal and not similar abilities. In
practice, however, all three methods are employed in all
advanced states, so it is not necessary to decide which is
theoretically the fairest.
Still another practical question confronts us after we
adopt the ability theory: Shall the rate of taxation be the
same no matter what the amount of the property or income,
or shall it increase as the amount grows larger? In
other words, shall taxation be proportional or progressive?
In general the advocates of the ability theory also
support progression, though there are many exceptions to
this statement. Three main arguments have been urged
in support of this method. First, progression is advocated
in order to secure equality of sacrifice; it is argued
that each dollar of a $10,000 income affords less gratification
to the owner than each dollar of a $1,000 income, and
that consequently in order to equalize the sacrifices of the
two individuals a larger proportion of the first income
should be taken than of the second. Objection is made to
this, that wants expand even more rapidly than incomes
and therefore the initial assumption is untrue. Progression
is urged, in the second place, by those who desire
to use taxation as a method of introducing social reforms
or of bringing about a more equitable distribution
of wealth, as by the breaking up of large fortunes. It
seems inadvisable, however, to use the machinery of taxation
for such purposes. Other writers urge that the ability
to earn or produce wealth increases at an accelerating
rate, and that taxation should therefore keep pace with
it. “It is the first thousand that counts.” The objection
is made here that it would penalize ability and energy.
[Pg 157]
In general, while the arguments are not conclusive, progression
certainly secures a nearer approach to the ideal
of the ability theory than does proportional taxation. The
practical application, after we accept it, is still a difficult
matter. It should be applied to the revenue system as a
whole by the careful selection of special taxes. As a matter
of fact we have just the opposite system in the United
States, for the poor man undoubtedly pays out a larger
proportion of his income in taxes—principally on articles
of consumption—than do his wealthy neighbors.
In the main there has been a clear division in the United
States between the sources of income of the Federal Government
on the one hand and those of the state and local
governments on the other. The Federal Treasury has derived
its revenue almost entirely from indirect taxes—excise
and customs—while the other governments have depended
chiefly upon direct taxes upon persons, property,
business, corporations, and inheritances. The division
rests upon the constitutional allotment of powers, but it
also corresponds very closely to the industrial and political
functions of each in their relations to the individual
citizens. The chief duty of the Federal Government is that
of national defense and foreign intercourse, relations which
are national in extent but which affect the individual only
remotely; so, too, its taxing area is national and its exactions
are felt only distantly. Few persons, it has been
said, taste the tax in their tea or their whisky, yet over
one-third of all the taxes collected in the United States
are derived from either customs or excise duties. Whisky
and tobacco contribute most of the internal revenue, while
import duties are levied on practically everything brought
into the country which could compete with any home product.
These two sources yield over $500,000,000 a year to
the Federal Treasury. During the Civil War these sources
of revenue were supplemented by a federal income tax,
but as such a tax was later declared unconstitutional by
[Pg 158]
the Supreme Court, further recourse to this in the near
future seems improbable. From a purely economic and
financial point of view this is very regrettable, for the
Federal Government should unquestionably have at its
command the means of quickly raising large additional
revenue with as little disturbance to industry as possible.
Such a means would be afforded by the income tax, which
moreover can be administered only by the Federal Government,
as it must be national in its operations to be fair.
The main reliance of the state and local governments
in this country is the general property tax, which amounted
in 1902 to over $700,000,000 or almost half of all the taxes
collected. This really consists of two very distinct parts,
which present quite different problems, namely, the tax
on real property and that on personal property. Under
our peculiar system, by which property is assessed locally,
and upon the basis of that assessment its share of the
state taxes distributed to each locality, there is every incentive
offered to the local assessor to under-value the land
in his jurisdiction, thereby escaping part of the state burdens.
This evil of inequality between localities could be
obviated by the simple expedient of relieving real estate
of all state taxes and leaving it solely to the counties and
cities for purposes of taxation. In the case of personal
property the great evil is evasion. Much of our modern
wealth exists in the form of securities, stocks, bonds, mortgages,
etc., and this is practically undiscoverable by assessors
except by the voluntary declaration of the tax-payer,
which is only truthfully made by trustees and a few
conscientious persons. Most of our laws have been directed
to the discovery of this intangible property, as it is
called, but without avail. In a few of the most progressive
states the effort has at last been recognized as futile, and
the attempt is now being made to reach these sources of
income indirectly, by taxes on corporations, on business,
franchises and other tangible evidences of wealth.
[Pg 159]
Not only are corporation, business, license and similar
taxes being developed, but increasing resort is had to inheritance
taxes, over thirty states now making use of this
form of taxation. They are more frequently imposed on
collateral than direct inheritances, and in many states are
progressive, both as to amount and as to nearness of relationship.
Thus in Wisconsin the rates advance from one
per cent for bequests under $25,000 to husband, wife, or
lineal relation, to 15 per cent for sums over $500,000 to
very distant relatives or strangers. These various forms
of taxation are necessary to secure the needed revenues
for the state governments, especially if these forego further
resort to taxation of realty. The tendency is now sufficiently
marked to make it possible to indicate with some
certainty the future of taxation in this country. To a
certain extent, however, this must be regarded as the expression
of an ideal rather than the description of an existing
system. The Federal Government should have customs
and excise duties, supplemented by an income tax.
The state governments should have corporation and inheritance
taxes. The cities and minor civil divisions should
have taxes on realty, and license and franchise taxes. Such
a division is logical and avoids duplication of taxation of
the same source by two or more grades of government.
In view of the pre-emption of the field of corporation taxation
by the states, it is therefore doubly regrettable that
the Federal Government should now (August, 1909) have
adopted a tax on income of corporations for federal purposes.
Other problems connected with finance are suggested
in connection with the universal tendency to increase in
governmental expenditures and in public debts. The former
is an expression of the growth and expansion of state
functions, which will be discussed in the next section.
The latter is due in part to this same fact, in part also to
the development of credit and the creation of a market for
[Pg 160]
the sale of public and other securities, and finally to the
growth of constitutional government, which has made the
people willing to entrust their capital to a government
which they themselves as citizens really control.
The question of the tariff involves such important economic
as well as financial consideration that it seems best
to discuss this form of taxation somewhat more fully. For
it has been used not merely as a means of raising revenue
but also as an instrument to develop particular industries
and prevent foreign competition. Any detailed discussion
of this subject therefore involves a statement of the pros
and cons of protection and free trade. It should be said,
however, in advance that the real issue is not free trade,
for that is demanded by only a few doctrinaires, but freer
trade through an intelligent revision of the tariff downward.
The system of protection has prevailed in the
United States for virtually one hundred years, and could
not be suddenly changed and abolished if one would. From
the financial standpoint, too, import duties are absolutely
essential to the support of our Federal Government; the
question here is not absolutely free trade, but the choice
of articles for revenue purposes. Shall they be those which
are not produced in this country or those which enter into
competition with domestic products? If financial considerations
alone prevailed, the former would undoubtedly be
selected as the more convenient, certain, and economical.
But in the determination of the tariff policies of the United
States economic considerations have been paramount and
to an examination of these we must now turn.
Historically the following arguments have played the
main role in support of protection at different times in
the United States. The infant industries argument was
advanced by Hamilton in his celebrated Report on Manufactures
in 1791 and has always been important until recently
when the infants had grown to be so lusty that it
was evident that other reasons for protecting them must
[Pg 161]
be discovered. This was found in the plea for diversified
production, which was necessary for a well-rounded economic
development; the need of creating a strong national
government and national spirit also played their part. In
order to win over the farmers the home market argument
was early urged; this has taken various forms. In the
first place it was urged that the building up of manufacturing
centers and the consequent increase in population
would give the farmers a better market than the fluctuating
foreign one. As set forth by Carey, it would keep
within the country the elements taken from the soil. It
would also save the freights on the transportation of goods
back and forth across the ocean. Each of these arguments
has lost force with the development of the country and the
decrease in the cost of transportation. More important
today is the wages argument; at first protection was urged
because wages were high in the United States and the
manufacturer needed to be protected against his foreign
competitor who employed cheap labor. Today it is argued
that protection has raised wages and must be continued
in order to protect the laborer against the pauper labor
of Europe. Curiously enough, in France protection is
urged for French workmen against the highly paid and
efficient American. The effect of the tariff on wages has
been greatly exaggerated; wages are high in the United
States because the productivity of labor is high. Indeed
so far as the tariff raises prices it may be argued that
the real wages of labor are lowered. More generally accepted
as defensible grounds for protection are the political
arguments that a nation should be able to produce its
own military armaments and supplies, and that it should
be able to use the tariff as a retaliatory measure. Recently
this latter has received considerable force from the practice
of “dumping,” by which is meant the occasional sale
of products abroad at prices lower than those charged at
home. Domestic manufacturers in the country thus treated
[Pg 162]
are of course seriously injured and have insisted upon
protection against this procedure which has been authorized
in Canada.
In answer to these various arguments the free traders,
or those desiring a modification of present high rates, make
their main appeal to the doctrine of comparative costs.
Briefly stated this asserts that nations, like individuals,
can do some things better than others. Like the individual
lawyer therefore who pays to have his boots blacked
while he devotes himself to the law, the nation should produce
the things it is best fitted for and pay others to produce
other things which it can do less well. In this way
each will obtain the largest possible return. Protection,
which interferes with this natural international division
of labor, simply diverts labor and capital from more into
less profitable industries. Practically, this purely abstract
economic argument has had little influence on the commercial
policy of nations, which have been moved more by
political and industrial considerations. Today, however,
there is no question but that the freer movement of capital
and industry throughout the world would be advantageous.
In answer to the home market argument it is
pointed out that with the growth of large-scale production
the profitable area of manufacture has greatly widened
and now in many cases transcends national boundaries.
As home producers seek foreign markets, as they are beginning
to do, they themselves will demand a reduction
of the tariff, especially in the matter of raw materials.
Free traders also deny the need of artificially diversifying
industry in a country as large and varied as the United
States, or of building up infant industries. Indeed, on the
latter point, they urge that many of our trusts are the
result of the tariff, and that the attempt to grant legislative
favors has resulted only in wholesale demoralization
and a debauching of our national politics.
[Pg 163]
In conclusion it may be said that under certain conditions
the policy of protection is relatively defensible; that
it has undoubtedly hastened the industrial development
of the United States, though it has not caused it; and
that, on the other hand, it is responsible for not a few
evils in our political and industrial life. The struggle of
particular interests during the framing of the Payne bill
shows the impossibility of deciding this issue upon academic
grounds. It may be prophesied, however, that as
our manufacturers reach out more seriously after the foreign
markets the tariff will be modified so as to make
this possible; but he would be a rash prophet who should
predict a sudden or great change in our tariff policy within
the present generation.
XVIII. THE FUNCTIONS OF GOVERNMENT.
In the course of the preceding pages we have repeatedly
referred to the necessity or desirability of governmental
action, and have emphasized the important part which it
plays in our economic life today. Every practical economic
problem that confronts us calls in some degree for the exercise
of state activity. It is necessary for us then, if we
are to render sound judgment on these questions, to have
a clear opinion as to the proper sphere of government action,
as to how far the State should interfere in the economic
activities of private individuals. We cannot do better
than to state first the main functions of a modern state.
The modern industrial system, as we saw in the first section,
is based upon certain fundamental institutions—personal
liberty, competition, and private property. The first
function of government is to guarantee to every individual
the rights of freedom, property, and contract; this involves
the maintenance of peace and order. These are often
spoken of as “natural rights”; rather they are rational
rights, based upon expediency and human welfare, and
are created and maintained by society. Without the constant
[Pg 164]
support and intervention of government they would
possess little reality or significance. But in addition to
guaranteeing these fundamental institutions, modern governments
grant individuals certain privileges, as patents,
copyrights, trade-marks, franchises, etc., designed to stimulate
the economic activity of individuals.
A second group of functions undertaken by the modern
state is regulative. As we have seen, laws are made regulating
the freedom of contract, the conditions of labor, the
conduct of business, methods of banking and transportation,
etc. The terms under which competitive business
may be conducted are laid down, and while freedom of
industry prevails for every individual it is only on condition
that he conforms to the rules of the game thus prescribed.
But the conditions are not merely restrictive;
sometimes they are designed to promote enterprise, as in
the case of gifts, subsidies, protective duties, etc. In all
these ways the State interferes with the action of perfectly
free competition for the purpose of securing better or more
equitable conditions. A third group of functions embraces
the direct participation in industry by the Government itself,
as the post-office, gas, electric, and water works,
canals, roads, sewers, parks, etc. In other countries, when
the functions of government are more extended than in
the United States, it conducts railroads, telegraph and telephone
systems, tenements, pawn shops, theaters, industrial
insurance, or various other activities. The line which divides
public from private enterprise varies greatly in different
countries.
This raises the general question, how far is it desirable
that the economic functions of government should extend?
As to the necessity of state activity in some form there
can be no doubt. Production, exchange, distribution, and
to a smaller extent consumption, are all social processes;
they concern the whole of society, and must be brought
under social control. Montesquieu laid down the proposition
[Pg 165]
in the middle of the eighteenth century that taxes
invariably increase with the growth of liberty. Historically
this has been verified: the development of freedom
in government and industry has meant the realization of
self-restraint by the imposition of regulative law. But the
modern State has gone further than this: it has realized
the necessity of taking an active part in modern industrial
life, for the equalization of the terms of competition,
the redress of grievances, and the furnishing of utilities,
either because it could do it better or because it was the
only agency capable of acting. The standpoint of this
treatise has been one of moderate individualism, believing
in free competition and individual initiative, but not
frightened off by the bogey of socialism, if at any point
the interference of government seemed desirable or necessary.
To present the matter clearly it will be well to state
briefly the main theories that have been held as to the
proper function of government, arranging them in their
logical, though not in their historical, order.
At one extreme stands anarchism, which must be
thought of not as anarchy and riot, but as a philosophical
theory of society. Scientific anarchism contemplates an
ideal state of perfect freedom, in which the State, the
coercive exercise of authority by man over man, would
not exist. According to this theory only the individual
has rights; there is no more divinity of right in a majority
than there is in kings. Government is an invasion of
the right of the individual to do as he will, and should
be abolished; with its abolition would vanish the various
moral, social, and industrial evils to which it has given
rise, and human society would develop on a higher plane.
Stated in its extreme form anarchism is evidently too ideal
for frail human nature as at present constituted. Of more
practical importance has been the theory of extreme individualism
as set forth by Herbert Spencer—a view designated
by Huxley as the night-watchman theory of the
[Pg 166]
State. According to this the functions of government
should be limited to the protection of life and property
and the enforcement of contracts, but should not include
such things as education, regulation of industry, local improvements,
charities, coinage, etc. Private initiative and
competition are trusted to supply these things, while the
economic harmony of the interests of each individual with
those of society will prevent any wrong from being done.
The keynote of the whole theory lies in the view that government
is an evil, though a necessary one, and should
consequently be restricted. Adam Smith’s system of “national
liberty” went somewhat further, as it added to the
three functions named above, the construction of public
works and buildings, etc.; but it excluded such activities
as education and the civil courts, which we regard as most
suited to government management. This theory had its
origin in the reaction against the undue interference with
industry by the Government under mercantilism and had
thus a historic justification and value.
The theory most generally held by economists and writers
in the United States is probably the modified individualism
set forth by John Stuart Mill. According to
him, freedom of industry or “laissez faire should be the general
practice; every departure from it, unless required by
some great good, is a certain evil.” Industry, he said,
should be left to individuals and the Government should
never interfere unless there is an antagonism between
social and private interests. Individuals following their
own interests will always conduct business better than
the Government, which is inefficient, corrupt, and can fall
back on taxation to cover its mistakes. Individualism
should therefore be the rule and governmental action the
exception. But Mill himself admitted that there was no
theoretical limit to the extension of governmental functions,
and in so doing is said to have opened the door to
socialism. Nevertheless, the basic idea is still that government
[Pg 167]
is an evil and an extension of its activities is on the
whole undesirable.
Opposed to this view is the culture state theory, enunciated
by Roscher and very generally held in Germany,
which regards the State as a beneficent, positive and constructive
force in our industrial life. The advocates of
this theory point out that the functions of the Government
change with progress, and that in our complex
modern industrial life it should seek to improve conditions
positively, and not leave the people to the mercies
of a blind competitive struggle; practically, it should regulate
industry, conditions of work, housing, etc., and should
manage all public utilities which affect the life or well-being
of the citizens, as railroads, telegraphs, industrial
insurance, etc. Still further in the same direction goes
the view known as state socialism, of whom the best-known
advocate is Professor Wagner. This advocates individualism,
but insists that it is responsible for many injustices
and evils, which it is consequently the duty of the State
to redress. For instance, the State should correct the inequalities
of wealth brought about by the distribution of
the social income under the present competitive system;
this should be done by the progressive taxation of inheritances
and incomes, the limitation of inheritance and bequest,
the government ownership of public utilities, as railroads,
telegraph, telephone, coal mines, etc. This theory
stops just short of socialism, but enlarges the functions of
the State to the largest degree compatible with individualism.
Beyond this, and at the farthest extreme from anarchism,
stands socialism, which, however, demands a more
careful examination than the other views have received because
of its present prominence.
Socialism may be briefly defined in the words of Professor
Ely[49]
as “that contemplated system of industrial
society which proposes the abolition of private property
[Pg 168]
in the great material instruments of production, and the
substitution therefor of collective property; and advocates
the collective management of production, together with
the distribution of social income by society, and private
property in the larger proportion of this social income.”
Four features are involved in this definition, namely,
common ownership, production, distribution, and private
incomes. The cardinal and distinctive element in socialism
is the collective or social ownership of the means of
production, that is, of the land and capital. Instead of
having these owned privately as today, they would be
owned by the people as a whole, by the State, and used by
them for production. Socialists do not oppose capital, as
is often said, but only the private ownership of capital.
But under such a system private business as we know it
today, individual enterprise for the sake of profit, could
not exist. It is often urged that socialism means a “grand
divide,” and that in such an event the shrewder and more
thrifty would shortly have the wealth of the idle or stupid
members of society. But just that is guarded against
under socialism, for there would be no private ownership
of capital, and hence no one could get his neighbor’s share;
it would all be held under collective ownership. With the
abolition of private capital, there would disappear of course
all the economic institutions that have grown up around
it, as credit, banking, lease, hire, the stock and produce
exchanges, etc.
Socialism also means the collective or social organization
and management of industry. Socialists criticise severely
our present methods of production, which they call
planless and wasteful. They point to the constant recurrence
of crises as an evidence of mistakes of the competitive
system, which they say could be obviated under a
well-organized comprehensive scheme. They also urge
the wastes of modern capitalism, in the duplication of
plants, advertising (which amounts to $500,000,000 a year
[Pg 169]
in the United States and serves little useful purpose),
traveling salesmen, multiplication of small stores, etc.
Finally, an artificial disharmony between the interests of
society and private individuals is promoted by our system
of private property and profit: a coal trust limits the supply,
farmers rejoice over small crops, and planters burn
part of their cotton, in short the bounty of nature is regarded
as a calamity. Some truth may be admitted in
these criticisms, but in answer it may be said that some
of them are being corrected under individualism, while
as to those that remain the remedy offered is worse than
the disease. The first and fundamental question is the effect
of socialism on the amount produced, for as we have
seen any diminution would mean a worse economic condition
of society, even though it were offset by a more equal
distribution. Under individualism the appeal to industry
and thrift is the self-interest of the individual, and under
the stimulus of this motive the production of wealth has
been increased enormously. It is doubtful whether the
motives of altruism, desire for social approbation, and similar
ones suggested by the socialists would promote industrial
activity as efficiently as the individualistic desire for
pecuniary gain.
Moreover the difficulties of organizing and managing
all industries would be enormous. According to the socialist
plan, statistics of consumption would be gathered in
advance, the idle changes of fashion would of course disappear,
and production could be accurately calculated. But
aside from the problem of securing an honest and efficient
administration, the work of organizing industry from a centralized
bureau would probably prove insurmountable. The
distribution of the labor force among various employments
suggests another difficulty. Under individualism
the necessary distribution takes place through the agency
of wage payments and the choice of an occupation is left
free to the individual. As the wage-system would disappear
[Pg 170]
with the abolition of private capital, some other means
would have to be devised, as allotment by the Government.
But more important would be the selection of the managers
of industry; competition provides a process whereby
the inefficient are eliminated and the able put in charge.
As socialism would be an industrial democracy the selection
of the captains of industry under that system would
probably be made by election. Is it likely that the voters
would place over themselves the ablest, that is the strictest,
most economical, and most energetic man? Taking men
as we find them today, this may well be doubted.
But it is as a scheme of distribution that socialism
has been most warmly urged. The inequalities and injustices
of present methods are pointed out and a more
just system demanded. Socialists themselves, however,
are not agreed as to what constitutes justice. Needs and
merits have both been urged as bases of distribution, but
suffer from vagueness and difficulty in administration;
most socialists today agree that equality of income would
best meet the requirements of justice. They claim that
talented persons have been endowed by nature with their
abilities and should use them as a trust for society and
not expect greater rewards than their less talented brothers.
To this individualists answer that the practical question
is, how to secure the greatest exercise of these gifts,
and that is now done by appealing to the motive of self-interest.
Some writers even go further and assert that the
desire for inequality is the chief stimulus to invention and
enterprise. A crucial point in every socialistic scheme is
the determination of value under such a system; most socialists
follow Marx and say that this should be determined
by the “socially necessary labor time” required for the
production of an article. Such a measure leaves out of
account entirely the aspect of utility or demand, and would
clearly be inadequate. Prices would be fixed by the State
and would be calculated in labor time, which would probably
[Pg 171]
be represented by labor checks, which would constitute
the media of exchange of the socialistic society.
Finally, in the definition given above, it was stated
that private property would exist in the larger proportion
of the social income after it was divided. There is
no reason why this should not be true, for, though private
capital would be abolished, the State would not interfere
with the individual in the use of his income after it was
earned. If one man preferred fine clothes and another pictures
and books, it would be possible for the latter person
to accumulate such articles of enjoyment or consumption.
He could even have tools for private carpentering or a
horse for riding, but under no circumstances would he
be permitted to use these for production or as instruments
of private gain. Socialism must stand or fall as a system
of production and distribution; it is not necessary to criticise
minor points. On these broad grounds it must be
rejected, although it may fairly be admitted that socialists
have often proved themselves keen and useful critics
of existing institutions.
Many persons in this and other countries, who do not
approve of socialism, nevertheless believe in the extension
of state ownership or activity along particular lines. Thus
Henry George, though in other respects an individualist,
did not believe in the private ownership of land. Land
is limited in quantity and yields, because of its monopoly
character, an “unearned increment” or rent, quite apart
from the return due the owner for improvements. He
proposed that the Government should confiscate this unearned
increment by levying a single tax on all land equal
to it. He thought that this would provide revenue sufficient
for all government needs without resorting to other
forms of taxation; in this he was undoubtedly mistaken,
but the main interest in the scheme for us is economic,
and not financial. The reason for the scheme was that
land, being a limited monopoly, would be increasingly in
[Pg 172]
demand as society progressed, and that consequently the
landlords would absorb in their increased rents most of
the enlarged production of the future. This assumes that
rents always increase and never decrease, which is historically
untrue. Nor does the growth and progress of
society necessarily increase the demand for land; it may
be directed to other things, while improvements in the arts
of agriculture may actually decrease this demand. We
must, however, admit that there are many instances of
unearned increments, not only in the case of ground rents,
but also of monopoly profits from various sources; these
might very properly be secured to society by means of
special and heavy taxes.
The municipalization of local public utilities has been
advocated by many persons who are not socialists, except
in so far as they desire an extension of governmental
activity along these lines. They urge this because the
utilities in question—gas, water, electricity, telephone,
street railways, etc.—are by their very nature monopolies,
and because under private control they are often inefficiently
or dishonestly managed. A less drastic remedy
for these abuses might of course be found in regulation.
Unrestricted private control of municipal monopolies is
advocated by few; the real issue is between public regulation
and public management. And this issue will depend
in the last analysis upon the question which can give the
best results to society.
XIX. ECONOMIC PROGRESS.
At the conclusion of a study of this character we are
inevitably led to summarize our conclusions and to try
to answer the question as to what the lessons of the past
have taught us. In what direction are the forces of economic
life taking us? The conclusion of this text is that
they are making for economic progress, and it will be
worth while to justify as far as possible this belief. It
[Pg 173]
is, however, impossible to do this except in very general
terms, for definite data for measuring this improvement
do not exist, and economic progress itself is a somewhat
vague conception. Even such comparatively simple facts
as the rate of wages or the hours of labor can be stated
only very generally. But both of these show a decided
improvement in the condition of the working class. A
careful investigation for Great Britain by Mr. A. L. Bowley[50]
shows that if wages for the decade 1890-1900 be represented
as 100 then the course of wages during the nineteenth
century would have run somewhat as follows:
| Decade |
Relative
Wages |
| 1800-10 |
55-65 |
| 1810-20 |
65-70 |
| 1820-30 |
65 |
| 1830-40 |
60 |
| 1840-50 |
60 |
| 1850-60 |
65 |
| 1860-70 |
75 |
| 1870-80 |
95 |
| 1880-90 |
90 |
| 1890-1900 |
100 |
Without investigating the validity of the figures too
closely, it may safely be affirmed that the movement of
wages has been distinctly upward, and that the rise was
certainly not less than 50 per cent. For the United States
the increase has not been so great, probably because wages
started at a higher level. According to the Aldrich report,
if wages and prices in 1860 in the United States be taken
as 100, relative wages in 1840 were 82.5 and relative prices
98.5; in 1880, they were respectively 143 and 103.4; in 1903,
they were 187 and 103. That is to say, relative wages
showed a marked advance and real wages, owing to the
fact that general prices remained almost stationary, an even
greater improvement. So, too, the hours of labor appear
to have been shortened in Great Britain about two hours a
day (from 10 to 14 hours to 8 to 12), and in the United
States probably as much, the average length of the working
[Pg 174]
day in certain employments decreasing from 10.3 hours in
1880 to 9.6 hours in 1903.
In the field of production the most dramatic and striking
advances have been achieved. The application of steam
and more recently of electricity as the motive power for
the newly invented and constantly improved machinery
has permitted an enormous expansion of production, which
has been made still greater by the opening up of new mines
and new lands and improvements in the machinery of transportation
and exchange and in the organization of business.
Especially in the United States where the natural resources
were especially rich and the people energetic and ingenious,
has the growth of wealth been marvelous. And yet
almost a century after the beginning of the Industrial Revolution
in England, Mill alleged that labor-saving inventions
had not lightened the toil of any human being; they have
only enabled a greater number to live the same life of
drudgery and imprisonment. What answer can we make
to this indictment today? Why is it that the working
class still has so little of this vast increase of wealth and
still lives so close to the border line of poverty?
To answer this question thoroughly would require an
analysis of the subject of distribution, but a few reasons
may be briefly suggested.[51]
While the social income has
been greatly increased by these improvements the amount
paid in rent to owners of land, water powers, etc., has also
grown. If we approve of private property in land as best
adapted to stimulate its use for society, then we must
admit the justice of rent, and of its payment to present
land owners. Similarly, too, the payment of interest to
the owners of capital has absorbed a large part of the increased
income of society, though the proportion going to
this factor is probably growing smaller owing to the fall
in the rate of interest. But as we have seen, modern industry
[Pg 175]
is essentially capitalistic, that is, it depends upon
the use of capital for its operations. Since we allow private
property in capital and believe that to be the best
method yet devised for securing its accumulation, we must
justify interest. Profits in general are fairly earned by industrial
organizers and others who manage our businesses,
and are necessary to enlist their services. Probably in
most cases society does not overpay these leaders of industry.
But some forms of profit, as those derived solely
from monopoly, especially from the monopoly of limited
natural resources, are both too large and socially unearned.
These society should clearly control and absorb.
One reason then why labor has not profited more by
the great increase in wealth is that the other factors in
production have laid claim to their shares also. There
is good reason for believing, however, that the share of
labor has been steadily growing greater all the time, and
that it today gets a larger proportion of the social income
than ever before. This fact is obscured by the great growth
in population, which has more than doubled in the last
hundred years in Europe and has shown a twentyfold increase
in the United States. The larger income is divided
among more people, and though each today gets more
than his grandfather, there is not yet enough produced
to make all rich. Indeed, if the wealth of the United States
were divided equally, it would not provide a competence
for anybody. The difficulty is not merely that there is
inequality in distribution, but that the need of a much
greater production of wealth must also be met. Inequalities
may be adjusted by such measures as progressive inheritance
taxes, but resort to this or similar methods must
not be so severe as to weaken the motives for the accumulation
of capital. That must form one of the strongest
reasons for rejecting the drastic proposals of socialism.
Improvements in production have, however, not merely
increased the total output; they have greatly reduced the
[Pg 176]
cost of many articles and have brought within the reach
of the poorest consumers others which a century ago would
have been unattainable. Improvements in transportation
have served to bring an ever-increasing variety of products
to market. The material progress of a people can be gaged
fairly well by their consumption of certain semi-luxuries,
such as tea, coffee, sugar, tobacco, beer, etc.; these show
a steady increase during the past century. “Thus in the
United States between 1871 and 1903 inclusive, the per
capita consumption of coffee increased from 7.91 to 10.79
pounds, that of sugar from 36.2 pounds to 71.1 pounds,
that of malt liquors from 6.1 gallons to 18.04 gallons, that
of wheat and flour from 4.69 bushels to 5.81 bushels.”[52]
A similar investigation for Great Britain shows an average
increase in a considerably larger list of the same character
of 40 per cent between 1860-64 and 1895-96. It must
be admitted that there is much lack of economy in present
consumption; there is often wasteful and positively injurious
consumption, an illustration of which would be found
by many persons in the increased consumption of malt
liquors cited above. From a purely economic standpoint
the enormous waste of war and the burdensome cost of
military and naval armament must also be condemned.
The task of prophecy is usually a fruitless one, but at
least it is now possible for us to indicate some of the lines
along which reform is needed, and the goal towards which
the future of progress will probably move. The natural
resources of the nation must be more carefully conserved
and reckless destruction prevented; at the same time the
monopolization of limited resources by private individuals
or corporations must be rigidly restricted. The growth of
trusts seems but the last step in a steady growth in size
of the business unit and may be accepted as an economical
method of industrial organization, but the evils of corporate
financial management must be carefully guarded
[Pg 177]
against. The growth of labor organizations, on the other
hand, must be admitted to be equally logical and desirable.
While they often display monopolistic tendencies,
yet our main reliance must be placed upon these agencies
to secure bargains for laborers on terms of equality with
their employers. But on behalf of wage-earners not easily
organized we must resort to state interference by means
of factory and labor legislation in order to secure equitable
labor contracts. Free competition which exposes women
and children to the greed of unscrupulous employers is
defended by no one today, and it is clearly recognized that
legislation along these lines must be further extended, as
for instance in the direction of industrial insurance, old
age pensions, adequate care for the unemployable, etc.
Reforms in our banking and currency laws, an extension
of banking facilities to the working classes, the more
careful regulation of railroad rates, reforms in methods
of taxation, and a reduction in the tariff—all are called
for by the development and readjustment of industry. On
the other hand, much remains to be done in the education
of the mass of the people to habits of rational living and
enjoyment. In the great cities housing conditions should
be effectively regulated, sweatshops suppressed, intemperance
discouraged, and where possible a love of art and outdoor
life promoted. A more rational use of income would
increase the material well-being of the people considerably.
Problems of distribution are still more insistent. No one
who has the welfare of the laboring classes or of our democratic
society at heart can view with approval the existence
of widely separated classes, with disproportionate political
and economic power. Greater equality in fortunes—a
leveling up of incomes—must certainly be regarded as
a sound social ideal. On the other hand, we have seen
reason to reject the drastic remedies of socialism as a
cure for the injustices of present methods of distribution
or production. Improvement must come by conservative
[Pg 178]
reform along the lines of our past development. In the
last analysis all attempts to improve conditions permanently
depend upon the character and capacity of the individual.
Because of this fact education assumes great importance—education
not merely in the art of production
but also in that supreme art, the art of living.
[Pg 179]
MANUFACTURING.
BY O. P. AUSTIN.
[Chief of Bureau of Statistics, Department of Commerce and Labor. Native
of Illinois. Engaged in newspaper work on arriving at manhood, and so continued
in Chicago, Cincinnati and Washington, as reporter, editor and Washington
correspondent, until appointed Chief of the Bureau of Statistics in
1898. Author of many official monographs, including: “Commercial Orient,”
“Commercial Porto Rico, Hawaii and Philippine Islands,” “Commercial Alaska,”
“American Commerce,” “Submarine and Land Telegraphs of the World,”
“Transportation Routes and Systems of the World,” “National Debts of the
World,” “Great Canals of the World,” “Colonies of the World and Their
Government,” “Colonial Administration,” “Territorial Expansion of the United
States,” etc., etc. Also author of publications for instruction of youth in national
and international affairs. Member of American Academy of Political
and Social Science, American Association of Geographers, American Economic
Association, International Union for Comparative Jurisprudence and Political
Economy, Central Statistical Commission of Belgium, Associate Editor National
Geographic Magazine; Lecturer.]
INTRODUCTION.
The production of manufactures for the requirements
of the world’s population is conducted in a comparatively
small section of its land surface. Just as the manager of
a great estate devotes one section of his estate to the production
of certain articles, and other sections to certain
other articles, so the great business instinct which rules
the business of the world carries on in its various sections
the varied industries best suited to the physical, ethnological
and financial conditions of its various sections.
The people of western Europe and eastern United States
are, for various reasons better able to produce the manufactures
required by the world than are those of South
America, Africa or the Orient; while, on the other hand,
the people of South America, the Orient, Australia, Canada,
the western part of the United States or the eastern
part of Europe are better able, for various reasons, to produce
the raw materials of manufacturing and the food
supplies required by those engaged in the manufacturing
industry than are the people of western Europe or eastern
United States. South America and Australia produce wool
in large quantities; Africa and the Amazon Valley produce
the chief supply of india rubber; the Malayan peninsula
and adjacent islands produce the bulk of the world’s tin;
India produces jute; the Philippines, Manila hemp; Mexico,
[Pg 180]
sisal; China and Japan, the bulk of the world’s silk;
Egypt, India and the United States, the world’s cotton;
Russia, Austria-Hungary, India, Australasia, South America,
Canada, the central and western parts of the United
States produce the bulk of the world’s wheat, corn and
meats, at least the bulk of that in excess of the requirements
for local consumption; Europe, the West Indies,
the East Indies and the tropical sections of India, China
and Central and South America produce the bulk of the
world’s sugar.
The manufacturing industries of the world—confining
this term for the moment to those industries in which the
great proportion of the work is performed by machinery—are
conducted chiefly in, it might almost be said confined
to, western Europe and eastern United States. True,
the exclusive application of the word “manufactures” to
that portion of the world’s product of this character made
by the use of machinery in conjunction with large sums of
capital—the factory method—carries one beyond the original
meaning of the word “manufactures,” which primarily
meant, of course, made by the hand (from manus, the hand;
and facere, to make); but the industrial habits of the world
have also passed beyond that stage in which manufacturing
for the masses is carried on by hand methods.
It must not be understood from this that all of the
world’s manufactures are produced in western Europe and
eastern United States, or produced by modern machine
methods in conjunction with the investment of great sums
of money—the factory system. On the contrary, large
quantities of manufactures are still produced by hand in
various parts of the world other than those in which manufactures
by modern machine methods are a leading characteristic
of the occupations of the people. Nor must it
be assumed that the areas designated as the non-manufacturing
sections are entirely dependent upon the manufacturing
sections for their manufactures. On the contrary,
[Pg 181]
large quantities of manufactures are still produced
in the Orient, in Africa, South America, Australia and the
islands of the sea by those simple processes which prevailed
in Europe and the United States prior to the development
of the modern methods less than two centuries
ago. The industrious population of China, of India, of
Japan, the millions of people in Africa, in South America
and in the islands of the sea produce by simple methods
large quantities, and in many cases a large proportion,
of the simple manufactures which they require for their
daily life. The cloth with which they cover their bodies,
the simple requirements of household life and of agriculture
are, in many cases, largely of their own production
and made in keeping with the original meaning of the
word “manufacture”—made by hand.
But the statement is still true, that the great manufacturing
areas of the world—the areas which give their chief
attention, or the continuous attention of a large part of
their population, to the production of those requirements
of man other than the natural products and do this through
the application of power, machinery and capital, and the
operations thereof under the factory system, are western
Europe and the eastern part of the United States, though
the systems which prevail there are gradually extending
to other parts of the world—eastern Europe, central, southern
and western United States, Japan, India, Australia,
Canada and South America.
As to the relative share of the world’s manufactures
now produced by the use of machinery, power and capital—the
factory method—and by the hand process, respectively,
no exact statement can be made; nor are there facilities
for even offering an intelligent estimate of the relative
production by these two methods. There is reason
to believe that two-thirds of the cotton cloth consumed
in China is still made by the hand process, and if this be
true it may be estimated that perhaps two-thirds of the
[Pg 182]
other manufactures consumed in that country are still made
by hand; while in those other sections of the world in
which railroads and the other methods which the people
of the Occident are pleased to term “modern” do not yet
prevail, a large proportion of the simple manufactures of
the people, are still those produced by hand methods. The
fact, however, that the sections which produce manufactures
by modern methods are also supplied with modern
facilities of transportation—the railroad and the steamship;
and of communication—the telegraph, and also supplied
with ample sums of capital and that other important
quality born of long experience and the energy supplied by
a temperate zone climate and the judicious admixture of
the most energetic populations of the world—Europe and
the United States—has enabled them to distribute their
factory products in great quantities to those sections not
producing by the factory method, and whose peoples are
willing to exchange their natural products, food and raw
materials, for the finished products of the factory.
This brings us to a consideration of the exchanges of
the world—the exchanges of natural products for the products
of the factory. This exchange, as already intimated,
occurs chiefly in the requirements of the manufacturing
section—raw materials and food—for manufactures. Western
Europe, the great manufacturing section of that grand
division, does not produce cotton, jute, or a sufficient supply
of wool, silk, or hemp. For its india rubber, its tin,
its copper and the numerous articles of tropical production
required for manufacturing, it is dependent wholly
or chiefly upon other parts of the world. The United
States, while producing a large share of the world’s cotton
and copper and iron, and a considerable supply of
wool, must rely upon other parts of the world for its hemp
and jute and sisal and india rubber and silk and many
other of its tropical requirements. As a result the Orient
exchanges its raw silk, its jute, its Manila hemp, its tin,
[Pg 183]
and numerous less important articles, for the factory products
of Europe and the United States. Australia exchanges
its wool, its meats and its gold for the products of the manufacturing
sections. Africa sends its india rubber, its ostrich
feathers, its gold and diamonds in exchange for factory
products of those sections in which the manufacturing
system has developed. South America offers as its exchangeable
products wool, wheat, corn, meats, coffee and
india rubber. Canada gives in exchange for her factory
requirements timber, ores, wheat and other agricultural
products.
Thus the business intelligence that rules the world,
adapting one to another those various conditions which
prevail in its varying sections, has built up in certain sections
of its great area—Europe and the United States—a
great factory system, operated by the great supplies
of power (coal) which there exist in conjunction with the
wealth, the intelligence, the climatic conditions and the
quality of population, which system, besides supplying its
own six hundred millions of people with their own requirements,
sends to the other ten hundred millions of people
in other parts of the world its surplus products and takes
in exchange the natural products, the manufacturing material
and food required by its own people and its own
industries.
George J. Chisholm, in the Introduction to Bartholomew’s
Atlas of the World’s Commerce, outlines the history
of the development of manufactures and the relation thereof
to commerce as follows:
“In the latter part of the eighteenth century there took
place in England a number of inventions which have
brought about a change in the conditions of manufacturing
industry and of commerce, and an acceleration of the rate
of the economic development of the world, to which all
previous history presents no parallel or approach to a parallel.
It is a change that has affected the entire world,
[Pg 184]
bringing about an entirely new trade with the New World
and the antipodes, and completely altering the character
of the trade with the East, depriving spices of the peculiar
value which they held in commerce for so many centuries,
and developing a trade of incomparably greater magnitude
with the East than was at one time ever dreamt of,
and largely in commodities of a bulky character yielding
comparatively little profit on small quantities. The revolution
was inaugurated by the inventions in connection
with the cotton industry between 1769 and 1785 and the
concurrent improvements in the steam engine by James
Watt, who thereby first made this a generally serviceable
machine. These were followed by the introduction of steam
locomotion by land and water in the first quarter, and the
rapid extension of these modes of transport in the remainder
of the nineteenth century. The result of these inventions
was to give a new value to the stores of coal and iron
in the United Kingdom, and ultimately a new value to
undeveloped land in new countries. It was railways that
first made it possible to fill great ships with bulky produce
like grain drawn from the far interior. The remarkable
expansion of commerce thus brought about greatly increased
the commercial advantages of Great Britain due
to its situation and local facilities for shipping. In so far,
however, as the unexampled development of British manufacturing
industry and commerce in the period immediately
following the Industrial Revolution was due not to
geographical conditions but merely to the fact that the
great inventions originated there and consequently the
resources of Great Britain for carrying on manufactures
by the new methods were developed first, the expansion
of British manufactures and commerce was bound to be
affected by the development of similar resources elsewhere;
and the more rapid growth of manufactures in some rival
countries resulting from this cause, and partly, it may be,
from other causes, has been one of the marked features of
recent economic history.”
[Pg 185]
I. MODERN MANUFACTURING SYSTEMS
OF THE WORLD.
The manufacturing systems of the world have developed
from mere hand and household industries to those of
the machine and factory in less than two centuries. For
thousands of years the simple requirements of men—of
clothing, of domestic life, of agriculture and of transportation—were
met with articles produced by hand labor, performed
for the greatest part in the household or in simple
workshops adjacent thereto. Then, in the latter half of
the eighteenth century, man discovered that he could harness
the power of the waterfall and, by making the wheels
which it turned turn other wheels, could utilize that power
in performing many tasks which he had hitherto performed
laboriously by hand. The turning wheels twisted
the wool and flax and cotton into threads stronger and
finer and better than his wife had been accustomed to
twist with the spinning wheel and distaff, and produced
in a single day as much of this yarn as a hundred industrious
women could produce in a week or a fortnight. By
gearing the wheels to operate a loom he could weave the
yarn into cloth with a small fraction of the labor and
time which had been required to weave it by the hand
loom and obtain better results.
Thus arose the custom of manufacturing by machinery
operated by the power of the waterfall the cloth which
had hitherto been manufactured by hand labor in the
household; this was the beginning of the modern manufacturing
industry.
To do this, however, it was necessary to plant the machines
beside the waterfall and bring to them the raw material
and the persons necessary to operate them, for the
machine was unable to perform its task unless assisted
by the intelligent labor and guidance of experienced men
and women. Thus arose the system of performing in a
[Pg 186]
single workshop, with the aid of a considerable number of
people and machines, the manufacturing which had been
hitherto performed by many people in many households
and with many machines of simpler form and operated
by human power—the factory system.
This new system developed new occupations. The
buildings in which the work was carried on must be constructed.
The machinery required for operating the factory
must be made and kept in repair, and new machines
made to take the place of those worn out. So there came
occupation for mechanics and skilled machinists in manufacturing
and repairing the machines, and for others
skilled in operating them. The material used in manufacturing
the cloth must be transported to the factory, instead
of being used at the place where it was grown as
formerly; and the cloth must again be transported to the
consumer; and thus there were new occupations for man
and beast in transportation and in constructing and maintaining
the roads over which the material was transported.
Still another, and equally important, industry developed
was that of supplying the food and other requirements of
the men and women engaged in the factory, and this gave
new activity to the agricultural industries near the factory
and further occupation to those engaged in transportation.
To supply the wants of those employed in the factories,
who were so busily engaged that they could not find time
to grow their own food, or make their own clothing, other
enterprising men and women established themselves near
the factory to sell the required food and household supplies,
to supply the fuel with which they cooked their daily
food, to buy small portions of the cloth made in the factory
and turn it into clothing to sell to the operatives, to
shave their rough beards and occasionally trim their hair—and
thus arose the factory town.
[Pg 187]
So the factory system, which at first threatened to take
away the occupation of thousands who had formerly devoted
their time to making yarn and cloth by hand labor,
developed new occupations and new industries, and brought
portions of the hitherto scattered people into groups, and
these groups in time developed better accommodations
for themselves and their families in homes, in comforts of
life, in educational facilities, and in hours of labor; and
in doing this they also supplied the masses with cloth at a
less cost of labor than they had formerly expended in obtaining
it.
Meantime man was learning another important lesson,
one which was to develop even more rapidly the art of
manufacturing. He found through a long series of experiments
that power could be generated by heating water
until it turned into an expansive vapor which he called
steam, and that this expansive force could be controlled
in such manner as to put in operation a machine which
he called the steam engine, which could in turn transmit
its power to that machinery formerly operated exclusively
by the power of the waterfall.
This discovery again revolutionized the manufacturing
industry, which had hitherto been limited in the scope
of its operations by the supply of water power so located
that the raw material could be transported to it and the
finished products in turn transported thence to market.
With this new force, steam, by which the manufacturing
machinery could be made entirely independent of the waterfall,
the factories were located at points convenient to
the natural supply of fuel and manufacturing material or
to the market for the finished products. Where this was
not practicable the factories were located at places to which
the materials could be readily and cheaply carried by water
transportation, either on some navigable stream or the sea-coast.
[Pg 188]
Another important contribution made by steam power
to the development of the manufacturing industry was
the decrease in cost of transportation. Before the development
of the railway and the steamship the material of
manufacture, unless produced within a short distance of
some navigable water, canals, rivers, lakes or oceans, was
of comparatively little value. It was not always practicable
to plant the factory in the section which most readily
produced the wool or cotton or flax or hemp or silk, or to
place it alongside the iron or copper mine; and even if this
were done the manufactured material was valueless unless
it could be transported to those requiring it. Even
the lighter articles of manufacture, such as wool or cotton
or fibers or silk, could not be transported any considerable
distance without greatly increasing the cost to the
manufacturer, and thus proportionately advancing the cost
of the manufactured article. But when, in the middle of
the nineteenth century, the railways began to penetrate the
continents and the steamships began to cross the ocean and
extend their tours to the commercially undeveloped sections
of the world, the manufacturers found new sources
of supply open to them and quantities of raw material
reaching them from distant lands at such comparatively
low cost as to enable them to enlarge their output, increase
the variety of their productions and reduce the cost of
both the necessities and conveniences and luxuries which
they were offering to the public. The railways of the
world grew from 25,000 miles in 1850 to 500,000 miles in
1900 and 600,000 in 1909. The tonnage of steam vessels
on the navigable waters of the world grew from less than
one million tons in 1850 to 24 million in 1909; and the
carrying power of the sail and steam vessels of the world,
measured in sail tons, grew from 15 million tons in 1850
to 100 million in 1909. The general reduction in freight
rates meantime is illustrated by the fact that the price
of transporting wheat from Chicago to New York by rail
[Pg 189]
fell from 33½ cents per bushel in 1872 to 10 cents per bushel
in 1900, and the charge for transporting wheat from New
York to Liverpool fell from 17 cents per bushel in 1875
to 3 cents per bushel in 1905; and similar reductions were
made in the charges for transporting manufacturers’ materials.
Thus the application of steam to manufacturing and
transportation multiplied the power of production. The
area over which it could be performed was greatly enlarged,
the cost of materials was reduced through cheaper
transportation, new devices and processes were developed
as a result of the competition, cheaper raw material was
obtained from countries where plentiful supplies and cheap
labor give low prices, and the opportunity of locating the
factory near the place of production or at some convenient
meeting point between the various places of production—all
these contributed to reduction of cost and increase of
supplies of material of manufacture. The great iron and
steel works of western Pennsylvania, and northern Ohio,
Indiana and Illinois, for example, are located not at the
iron mines or the coal fields, but at places between these
two fields to which these materials can be cheaply carried
from their respective places of production. The iron
ore is chiefly produced in the Lake Superior region and
carried at a very low cost by vessels especially constructed
for this purpose to the southern shores of Lake Erie.
The coal is chiefly produced in western Pennsylvania and
central Ohio, Indiana and Illinois. The cost of transporting
the coal from the mine to the lake shore, or the ore
from the lake shore to the mine, or both coal and ore to
some mutually convenient meeting point by river or canal
or railroads constructed for this purpose across a comparatively
level country, is extremely small, less in many
cases than that of carrying material to the waterfall which
is not infrequently located at places difficult of access. The
vessels carrying the manufactures of the United States
[Pg 190]
or the manufacturing countries of Europe to South America,
Africa and the Orient, bring back at a very low cost
the india rubber, the tin, the fibers, the wool, the silk, the
Egyptian cotton of those distant countries; and the manufacturer
who a century ago was limited in his supply of
raw materials to the immediate vicinity of his factory may
now bring his material from all parts of the world, while
the area in which he may sell his products has been correspondingly
enlarged.
One very recent contribution to the convenience and
cheapness of manufacture is found in the transmission of
power in the form of electricity. Formerly the machines
of the factory were operated by power obtained from the
steam engine or the water wheel through lines of shafting,
gearing, belts, friction pulleys, etc. This made it necessary
that the factory operated by water power be placed
alongside the waterfall, or at least within a comparatively
short distance of the source of power. Recent inventions
have made it possible to transform power into electricity,
carry that electricity hundreds of miles on a wire, and
transform it back into power for the operation of the machinery
of the factory or the transportation of the raw
material or the finished product. This has increased greatly
the value of the world’s water power in its relation to
manufacturing. Formerly only a small part of the waterfalls
of the world were used at all, largely because of their
comparative inaccessibility and the cost of transporting
the raw material to them and the finished product from
them. Now that power, generated at any point, however
inaccessible for freight handling, may be transmitted in
the form of electricity on a simple piece of wire to any convenient
point within a hundred or even two hundred miles
of the place of production, and by a simple process applied
to the operations of machines small or large, simple
or complex, the possibilities of the waterfall in supplying
power for the manufacturer are greatly enlarged.
[Pg 191]
Not only is this true of the waterfalls now in existence
but of those which may be brought into existence, for now
that man has found a way to use the power thus generated
he may readily increase the number of waterfalls by constructing
dams at many places, and using the water over
and over again in its flow from the place of origin to the
ocean level. The great quantities of water stored up in the
form of snow and ice in the mountain ranges of the world,
and gradually liberated by melting may supply almost untold
quantities of power as they flow down the mountain
sides used not merely once but many times. The manufacturing
power of Italy, Switzerland and southern France
is now being greatly augmented by this process.
Another possibility of the use of this new distributor
of power, electricity, is the multiplying of workshops and
the return in some instances and certain articles to household
or small shop manufacture. It is now so easy to introduce
the electric wire and a small electric motor into
the household or the shop adjoining the household and to
so operate small machines for the various processes in
many of the manufacturing industries, that this new use
of electricity for the transmission of power is already making
visible changes in the factory systems of the world,
and promises still greater changes. In many lines of manufacture
in which the machinery occupies small space and
requires little power and the quantity of material handled
is not great, such as watch and clock making, the manufacture
of clothing, boots and shoes, toys, etc., a part or
all of the work can now be performed in the household or
small shop through the power generated miles away and
brought into the workman’s home on a simple piece of
wire.
On the other hand the use of electricity in the great
factory or manufacturing establishment is equally important.
Instead of transmitting the power of the engine to
the various classes of machinery by belts, shafting and
[Pg 192]
gearing, much of it is now transmitted and applied in the
form of electricity. Great cranes which handle many tons
of material are operated by the electric motor without the
intervention of the costly shafting, belting and gearing;
and the great magnet, made such by electricity, picks up
its ton of steel rails with the same ease that the toy magnet
picks up the needle, and is managed with no greater
physical exertion than the other.
Cassier’s Magazine, an accepted authority on engineering
matters, publishes with favorable editorial comment,
in its issue of September, 1909, a statement by Sylvester
Stewart that “we could take out in regions where water
power is needed at least a hundred times as much water
power as is now employed, furnishing a safer and cleaner
power than steam, at a lower cost, and thus prolong
the existence of our coal fields. * * * A running
stream may be compared to an endless driving belt only
awaiting connection to the machinery it is capable of driving,
but it has not been appreciated because we have become
so familiar with it; if it had suddenly been discovered,
doubtless it would have been harnessed immediately.
Coal is passing away, but water flows continuously. A
hundred thousand horsepower may be taken from a river
and its place is still filled, but the coal vein once emptied
is emptied forever.” Mr. Stewart adds that probably
not one-thousandth part of the water power of the world
is now utilized, and that while the greater part of this power
is not at present available, because of its existence in
out-of-the-way places, or in rivers so deep and sluggish
that the energy obtainable from them would cost more than
steam power, at least a hundred times as much water
power as is now used could be, under present conditions,
utilized in a manner to supply it at less than the cost of
coal at present prices.
[Pg 193]
II. THE USE OF MACHINERY IN
MANUFACTURING.
The statements made in this discussion that the great
expansion in the production of manufactures came with
the adoption of machinery for manufacturing must not be
understood as meaning that no machinery was used in
manufacturing prior to the period of expansion. Machines
have been used in manufacturing for many centuries.
The spinning wheel, used many hundred years ago, was
a machine, and so was the hand loom, by which the threads
spun by the wheel were woven into cloth. Flax and wool
were originally turned into thread by the use of the distaff,
a stick to which the spinner attached a small portion of
the fiber, and by revolving the stick against his body twisted
the fibers into a thread. Then by letting the end of the
stick drop downward he drew out the thread, and with
another roll of the stick against his body again twisted
the fibers and lengthened the thread, which he then wound
around the distaff. After many years of this process it
occurred to somebody that by setting the distaff in a frame
and passing a cord or a piece of rawhide around it and
also around a large wheel and turning the wheel he could
get a much more rapid and regular revolution of the distaff.
This was the beginning of the use of the “machine”
in the making of yarn, for the spinning wheel was a machine,
of a crude type, to be sure, but a machine. This
served many generations of men and women for the manufacture
of thread and yarn, from flax, from wool and from
cotton.
To turn this thread or yarn into cloth another “machine”
was used, the loom, which, by fixing the thread on
certain frames and passing other threads back and forth
as the frames were raised or lowered, formed the cloth.
But this “machine,” the loom, was operated by human
power, as was that other machine, the spinning wheel. The
women and children spun the thread or yarn, the father
[Pg 194]
and sons operated the loom, chiefly in the winter months
in which they had no occupation in the fields. If a man
chose to give his time to weaving and became a weaver
by trade he lightened his heavy labors at times by attention
to the garden surrounding his workshop, performing
the necessary work for the production of his food supply.
“The workshop of the weaver,” says Ure in his History
of the Cotton Manufactures, “was a rural cottage from
which, when he was tired of the sedentary labor, he could
sally forth into his little garden and with the spade or hoe
attend to his culinary products. The cotton which was
to form his weft was picked clean by the fingers of his
younger children and was carded and spun by the older
girls assisted by his wife, and the yarn was woven by himself
assisted by his sons.” In the manufacture of woolen
goods conditions were similar. “The work,” says James
in his History of the Worsted Manufactures, “was entirely
domestic, and its different branches widely scattered
over the country. The manufacturer had to travel on
horseback to purchase his wool among the farmers or at
the great fairs or markets, and the wool, after being sorted
and combed, was distributed among the peasantry and
received back as yarn. The machine used by them was
still the old one-thread spinning wheel, and in summer
weather on many a village green might be seen the housewives
plying their busy trade. Returning with his yarn
the manufacturer had to seek out his weavers, who ultimately
delivered to him his camelets or russells or calimancoes
ready for sale to the merchant or delivery to the
dyer.”
These are pictures of the manufacturing industry in
England as late as 1770. “Machines” were in use, but of
the simplest type, and all operated by the power of the
man or woman using them, or at the best by human or
animal power, and in most cases the work was performed
in the household or a small shop adjoining the household.
[Pg 195]
The transformation to the “machine method” or factory
system began when some power greater than that of
man or beast was applied to the operation of the machines,
and the machines themselves were so enlarged as to multiply
their producing power. “In tracing the effect of the
application of modern machinery to English industry,”
says Hobson in his Evolution of Modern Capitalism, “there
appear two prominent factors, the growth of improved
mechanical apparatus, and the evolution of extra-human
motor power. We speak of the industry which has prevailed
since the middle of the eighteenth century as ‘machine
production’ not because there were no machines before
that time but, firstly, because a vast acceleration in the
invention of complex machinery applied to almost all industrial
arts dates from that period, and secondly, because
the application upon an extended scale of non-human
motor powers manifested itself then for the first time.”
“The water frame, the carding engine, and the other machines
which Arkwright brought out, in a finished state,”
says Cooke Taylor in his History of the Factory System,
“required both more space than could be found in a cottage
and more power than could be applied by the human
arm. Their weight required them to be placed in strongly
built walls, and they could not be advantageously turned
by any power then known but that of water. Further,
the use of machinery was accompanied by a greater division
of labor, and therefore a greater co-operation was
necessary to bring all the processes under a central supervision.”
The new and enlarged machines which were thus operated
by water power and brought together in factories
had been invented chiefly during the eighteenth century.
John Kay, in 1738, invented what was known as the flying
shuttle, which doubled the amount of weaving which could
be performed by one man in a given time. Hargreaves, in
[Pg 196]
1764, invented the spinning jenny, a machine which operated
a number of spindles for spinning yarn, and so did
many times as much as one spinner with a spinning wheel
could do. Arkwright, a few years later, devised the water
frame, by which the spinning jenny could be operated by
water power. Crompton, a little later developed the “spinning
mule,” which combined the important qualities of the
spinning jenny and the water frame. Before the end of
the century the steam engine began to supply power and
was utilized in many cases where water power was not
available. Then, in 1792, came Whitney’s cotton gin, by
which the seeds were readily extracted from the cotton,
and that valuable fiber rendered much more available for
manufacturing purposes.
The effect of the development of the machine and factory
system, through the devices of these thoughtful men,
enormously increased the manufacturing industries of
England and later of the other parts of the world. The
importations of cotton into England prior to the invention
of the spinning jenny averaged less than 2 million pounds
per annum. With the invention of the spinning jenny
and the water frame the importation of cotton and cotton
manufacture quickly doubled and trebled and then grew
at such rapid rate that by 1800 the importation was about
40 million pounds, by 1830, 260 million pounds and by 1840
over 400 million pounds. The importation of wool grew
from less than 2 million pounds in the latter part of the
eighteenth century to 150 million pounds in 1860 and over
700 million pounds in 1890, though in this article of manufacture
the growth in importation was less strongly marked
than in cotton because of the fact that much of the wool
used in manufacture was produced at home, while all of
the cotton used was imported.
In the iron and steel industry the growth in the use
of machinery was even more closely connected with the
great development of recent years than in that of textiles.
[Pg 197]
It was quite natural that man should seek the use
of machinery in the iron and steel industry. The material
to be handled was of such great weight that it could not
be handled in quantities without the aid of extra-human
power, and the fact that it must be manipulated while at
an intense heat necessitated the use of devices of some
sort for its handling. Yet a long time, a very long time,
elapsed after the beginning of the manufacture of iron
and steel before men developed the machinery which has
resulted in such a wonderful development in the manufacture.
The slow rate of growth in the earlier centuries,
and the rapid rate in the past century may be measured
in some degree by the world’s production of pig iron, the
basis of all iron and steel manufactures. Mulhall estimates
the world’s production of pig iron in the year 1500
at 60,000 tons, in 1700 at 100,000 tons, and in 1800 at 460,000
tons. Then the increase began to be more sharply defined,
the production reaching 1 million tons in 1820, 2½
million in 1840, 7 million in 1860, 18 million in 1880, 40 million
in 1900 and nearly 60 million in 1907. The increase in
the eighteenth century was about one third of a million
tons, and that of the nineteenth century was 39½ million
tons, or more than 100 times as much as that of the eighteenth
century. The great development in the transformation
of iron into steel did not come until the second half of
the nineteenth century, the world’s production of steel in
1850 being, according to Mulhall, 71,000 tons, in 1870, 540,000
tons, in 1880, 4 million tons, in 1890,12 million, in 1900,
approximately 20 million, and in 1907 about 40 million.
The growth in production of pig iron and steel was more
rapid in Europe than in the United States in the earlier
part of the nineteenth century, but in the latter part of that
century the United States outstripped all her rivals, and
her production of iron and steel is now more than that of
any other two countries of the world.
[Pg 198]
These wonderful developments in the production of
iron and steel were even more dependent upon the development
of machinery for transporting the material and
handling it in the factory than was the case with the textiles.
Pig iron cannot be made without having in immediate
conjunction three natural materials, iron ore, limestone
and some material to produce intense heat. The
iron is only found in the form of “ore,” being iron mixed
with rocks, earth or other matter which must be removed
in order to use the iron. To do this the ore must be heated.
Formerly this was done by placing small quantities
of charcoal in a hole in the ground and placing the iron on
top of it, and then more charcoal on top of the ore. By
fanning the burning charcoal or blowing the fire from the
lungs through a reed the heat was increased and the ore
was softened, and by hammering it while hot the useless
material was worked out. Then by further heatings it
could be hammered into such form as desired. After a
while it occurred to men to build a wall of stones and mud
and place the ore and charcoal in this, and to make a bellows
of the skin of some animal (the prototype of those
which blacksmiths and other workers in metals now use),
and so force the air into the bottom of the mass of charcoal
and iron. With this the iron could be so heated that
it actually melted and ran to the bottom of the furnace,
and when cooled was ready for the finer processes by which
it was made into the desired articles. After a time the
walls of the furnace were built higher and if it could be
located near to a waterfall the shaft of the water wheel
was so adjusted as to operate the bellows and keep the
stream of air flowing into the fire, for the heat of the burning
charcoal was not sufficient to melt the iron without
this forced draft.
This was the process by which men made iron for
many generations. But it was a very expensive process,
for the quantity of wood which must be used to produce
[Pg 199]
the charcoal was so great that the forests were soon depleted,
especially in England, where iron making became
active. Efforts were made to use coal instead of charcoal,
but the weight of the iron ore was so great that it
crushed out the fire in the coal which softened as it burned.
Then after a time it occurred to somebody to treat the
coal in a manner somewhat similar to that by which the
wood had been transformed into charcoal, and coke was
produced and successfully substituted for charcoal in heating
the iron ore and making iron.
In the United States the charcoal process was used until
a period much later than that of its abandonment in
England, for the supplies of timber were very great and
men who were clearing the land for use in agriculture
were glad to turn the wood into charcoal and find a market
for it. The simple charcoal furnace and forced draft by a
simple process furnished the iron-making systems of the
world until the early part of the nineteenth century. As a
result there were hundreds of small furnaces, simply operated,
and turning out small quantities of iron, in various
sections of the United States. Meantime somebody discovered
that if the air which was forced into the furnace was
heated before being sent into the fire it would greatly increase
the heat-giving power of a given quantity of charcoal
or coke, and the hot blast became a part of the larger
furnaces. Then it was found that the anthracite coal of
the United States was hard enough to bear the weight of
the ore and would produce a heat sufficiently intense to
melt it; and so a great iron industry developed in the anthracite
region of the United States. Then it was found
that certain bituminous coal in western Pennsylvania
would make excellent coke for the manufacture of iron,
and the Connellsville coke became a successful competitor
of anthracite coal, and later other cokes were also used.
Later came the natural gas discoveries and they contributed
to iron making and working. Meantime railways were
[Pg 200]
built to carry the ore to the coal or the coal to the ore or
both the ore and coal to some convenient meeting point,
and machinery began to be introduced for handling the
ore and the coal along the railway and at the furnace. This
led to the devising of other machinery for handling the
iron after it left the furnace and of rollers for rolling the
iron into bars and for giving it the sort of manipulation
that the hammer of the earlier iron maker had given it
when produced in the primitive furnaces. Then great deposits
of iron ore, the richest known to the world, were
discovered in the Lake Superior regions; and steam-driven
machinery was devised to scoop it up from the beds in
which it was found, place it in cars, which in turn carried
it to the water’s edge, and dumped it into great receptacles
from which it could run by the force of gravity
into the hold of the steamer. Then other machinery operated
by steam was devised to take it from the hold of
the steamer and load it again on the cars which transported
it to the furnace where it met the coal or the coke,
produced, transported and handled by similar machine
processes, and was turned into iron to also be handled by
great machines.
While all this was happening—indeed long before the
later happenings above mentioned—workers in iron had
found that the pig iron coming from the furnaces contained
so much carbon that it could not be successfully worked.
So they managed to get rid of the carbon, by melting the
iron in an open hearth and passing flames over it, and as
the carbon is combustible it was gradually burned out.
This made soft malleable iron, but not of the consistency
to have the required strength or serve the purposes that
are now served by steel. To bring it to the proper condition
it was necessary to reintroduce a very small quantity
of carbon so evenly that both the quantity and the distribution
could be determined. This was done for many
years by placing the bars of iron in a crucible or other
[Pg 201]
closed receptacle surrounded by charcoal, and subjecting
them to intense heat for several hours or days. So the
making of steel was a slow and expensive process until
about the middle of the nineteenth century. Then Sir Henry
Bessemer, an Englishman, discovered that by forcing air
into the bottom of a great retort containing molten iron
the oxygen of the air would combine with the carbon of
the iron and in a few minutes the objectionable carbon
would be all burned out, and that by then reintroducing
in this molten mass of pure iron the required amount of
carbon in the form of spiegel iron or ferro manganese, steel
could be made much more cheaply and quickly than before.
William Kelly, an American, also devised a similar
process about the same time. Thus began the process of
modern steel making, which has in a single half century
increased tenfold the world’s consumption of steel and
thus of iron, for a very large proportion of the iron now
utilized in the world is transformed into steel before being
applied to the service which it is to perform for men.
In all the processes by which iron and steel making have
been transformed from the simple methods of a century
or two centuries ago to the present system by which a
single establishment may now make in a week or month
or year as much iron or steel as the whole world then made
in an equal length of time, machinery and capital have
been the great causes of the development—machinery for
digging iron and coal, for transporting them to the place
of manufacture, for handling the material in the natural
state, for handling it in the furnace, for handling it in the
molten state, for rolling and shaping it after it passes from
the molten state to that in which it begins to take the
form of the finished product, and capital to purchase this
machinery and the great quantities of material required.
“The very richness of our resources,” says J. Russell
Smith in The Story of Iron and Steel, “has made such a
wealth of opportunity for occupation in the United States
[Pg 202]
that labor is and has been scarce. As a consequence the
American iron industry has been driven over to a machine
basis, and its very success has arisen from the fact that a
scarcity of labor has compelled the introduction of machinery
which has surpassed the dreams of its inventors. In
the iron and steel industry of America man does little more
than touch levers, while the balance is done by steam and
electricity. Four large Bessemer converters, holding 15
or 20 tons of molten iron do their work by an air blast
driven through the molten material by the force of an engine.
The electric cranes swing the 20-ton charges and the
heavy converters as easily as a schoolboy swings his dinner
pail, and pours the new made steel into a metal mold
which stands on a tram ready to take it to the hydraulic
machine which draws the mold off the red-hot ingot. The
manless way in which this great steel ingot is turned into
a useful piece of steel never ceases to be a marvel. The
great machines are seen but the plant seems to be deserted.
Then there arises a rumble and roaring noise and the
great piece of red-hot metal is seen to travel with all the
independence of a serpent across a lot of black rollers and
dive into the jaws of the rollers which squeeze it into flatter
shape. Then it stops, turns over and dives again
through the same rollers, which flatten it still more. After
this has been repeated a few times you discover, standing
on a high platform, a man or two pulling the levers
which start the machinery of the six or seven thousand
horsepower engines that drive the knowing rollers which
are crushing and rolling the ingot into the shapes which
man can use.”
“Perhaps the greatest difference between English and
American steel works,” said an English writer on this subject,
“is the absence of laborers in the American mills.
The large and growing employment of propelling and directing
machinery is responsible for this. In a mill rolling
three thousand tons of rails in a day not a dozen men
[Pg 203]
are to be seen on the mill floor. To witness in such a mill
the conversion in a half hour of a red-hot steel ingot weighing
several tons into finished stamped steel rails ninety
feet long, and all this perfectly, by the agency of unseen
hands, is to gain new ideas of the possibilities of mechanism,
of the subservience of matter to mind.”
These are some of the steps by which the systems of
the manufacturing world have been, in the past 150 years,
transformed from household work, or that of the small
shop, into that of the factory—and the factory developed
into enormous establishments through the investment of
great sums of money in the purchase and installation of
ever-improving machinery, more ingenious, more productive,
more costly, but turning out more and better of the
finished product with each new device and new investment
of capital.
III. DEVELOPMENT OF THE FACTORY SYSTEM.
The inventions by which the manufacturing of the
world was transformed from the household and the workshop
to the great factory were the result of years, generations
indeed, of study of conditions one by one as they
arose. “No one of the inventions which were greatest in
their effect,” says Hobson, “was in the main attributable
to the effort or ability of a single man: each represented
in its successful shape the addition of many successive increments
of discovery; in most cases the successful invention
was the slightly superior survivor of many similar
attempts. This is the history of most inventions. The pressure
of industrial circumstances directs the intelligence
of many minds toward the comprehension of some single
point of difficulty, the common knowledge of the age induces
many to reach similar solutions, that solution which
is slightly better adapted to the facts comes out victorious,
and the inventor, purveyor or in some cases the robber
is crowned as a great inventive genius.”
[Pg 204]
England was the earliest scene of the development of
the factory system, the bringing together of great buildings
and centers of great masses of machinery operated by
water or steam power and manned by great numbers of
people—for however ingenious the machine a certain
amount of human intelligence is necessary for its management
and the conduct of the work which it is to perform.
The reasons for the earlier development in England are
not difficult to find. It had its colonies in all parts of the
world, from which to draw the raw material and in which
to market the manufactures, for it for many years discouraged
or prohibited manufacture in the colonies; it had
great shipping facilities for transporting its products to
all parts of the world, and to bring raw material and food
supplies to its workers at home; the ownership of its lands
in great estates had a tendency to send to the cities and
manufacturing centers that part of the population which
under other circumstances would have employed itself in
agriculture; the laboring population yielded more readily to
the methods of the manufacturing interests than in other
countries where trade guilds determined more definitely the
occupations and methods of occupation of the working
classes; and the comparative freedom from wars permitted
a more rapid growth than that of other countries in which
disturbances of this character were more frequent and
more liable to frequency than in an insular country, England.
“When Crompton’s mule, Cartwright’s power loom
and Watt’s engines were transforming the industry of
England,” says Hobson, “her continental rivals had all
their energies absorbed in wars and political revolutions.”
Much of the wool and flax required in the English industries
was produced at home. The colonies supplied the
other fibers; the ships returning from their voyages to the
colonies brought the raw silk; the absence of mountains
to separate the country and the people into districts and
classes enabled the interchange of labor and materials; the
[Pg 205]
early development of rivers and canals gave cheap transportation;
the plentiful supply of coal encouraged the development
of steam power; and the proximity of iron ore
and coal aided in developing that other great manufacturing
industry, iron and steel. Mr. Mulhall, the celebrated
statistician, estimates the value of the manufactures
of the United Kingdom in 1780 at 177 million pounds
sterling, France 147 million, Germany 50 million, Austria
30 million, Russia, Italy and Spain 10 million each, and the
United States 15 million. In 1896 he estimated the value
of the manufactures of the same countries as follows:
United Kingdom, 876 million pounds sterling; France, 596
million; Germany, 690 million; Austria, 328 million; Russia,
380 million; Italy, 190 million; Spain, 121 million; and the
United States, 1,980 million. According to his estimate the
gain in the 116 years, from 1780 to 1896, was: United Kingdom,
from 191 to 876 million pounds sterling; France, from
115 to 596 million; Germany, from 50 to 690 million; Austria,
from 30 to 328 million; Russia, from 10 to 380 million;
and the United States, from 15 to 1,980 million. Mr. Mulhall’s
estimates put the total value of the manufactures of
continental Europe in 1780 at about 1½ times those of the
United Kingdom; in 1896 at about 3 times those of the
United Kingdom. His estimates put the value of manufactures
in the United States in 1870 at about 3⅓ per cent
that of all Europe; in 1896 at about 55 per cent that of all
Europe.
It must not be supposed, however, that this transformation
was, by any means, instantaneous. It was, in fact,
a matter of slow growth, even in the older countries, and
still more so in those countries which had not yet developed
their natural products or their agricultural industries.
In the case of the United States, for example, the
transformation from the hand to the machine methods did
not come until many years after that of the leading countries
of Europe. The reason for this slow movement on
[Pg 206]
the part of the United States is not difficult to understand.
Her people were chiefly engaged in agriculture, in felling
the trees and clearing the lands in the eastern part of the
country, and in opening farms on the prairies of the great
West. Those who had capital to invest in enterprises other
than that of agriculture gave their attention to the construction
of methods of transportation, first, toll roads,
stage coaches and pack trains, then, canals, and finally
railways. This occupied the attention of the people of this
new country for a generation after the people of Europe
and especially England were engaged in developing their
manufacturing industries.
So it is not surprising to see that Mr. Mulhall’s figures
show that English manufactures in 1820 were nearly 6
times as much as those of the United States, and in 1840,
4 times as much as those of this country; and even in 1860,
considerably exceeded our own. But in the next twenty-year
period there came a great change. The Civil War
in the United States, with the home demands in the manufacturing
section, the North, rapidly developed the manufacturing
industries, and the development thus created continued
after the close of that unhappy period. So his figures
indicate that in 1888, the next date which his table
touches, that our manufactures were 1¾ times as much as
those of the United Kingdom, and in 1896, 2¼ times as
much in value as those of the United Kingdom and half
as great as those of all Europe. Accepting the figures of
Eugene Parsons, elsewhere referred to, for the European
countries in 1904, and accepting the official figures of the
United States for that same year, we find that the figures
of the value of manufactures in the United States are
nearly 3 times those accredited to the United Kingdom
and but little less than those of all Europe.
It is proper to say, however, that these statements,
whether of Mulhall, Parsons, or other authorities on this
subject, are liable to be extremely misleading unless carefully
[Pg 207]
and intelligently considered. The reason of this is
found chiefly in the fact that the official figures of the
United States are made up on a materially different basis
from those of the other countries in question. To be sure,
the figures of the United States are official and therefore
may be considered reliable as to the facts which they purport
to show, but in fact some of the things which they
purport to show are presumably quite different from those
quoted for the other countries included in these estimates—for
they can be only estimates for the other countries,
since no country other than the United States takes a census
of manufactures (England is taking one as this text
is being issued, but has not yet completed it), and the figures
quoted regarding their manufactures are necessarily
estimates. Generally speaking, it may be said that the
census of the United States includes certain articles which
are not usually classified as manufactures in other countries,
such as products of slaughtering, canning, the milling
industry, etc. Aside from this it must also be remembered
that the usually quoted figures of the United States’
manufactures include many duplications, due, as elsewhere
explained, to the fact that the total so quoted is merely
an aggregation of the product of all factories; and as the
product of one factory often becomes the manufacturing
material of another, its value is again reported by the
manufacturer who reports merely the total value of his
products. These duplications are so numerous and prevail
in such important and costly articles that the census
estimates the net or true value of our manufactures
at but about two-thirds as much as the usually quoted
figures of gross products. It would appear, therefore,
that the usually quoted figures of “manufactures in the
United States,” when compared with the estimate of
manufacturing in other countries, should be reduced about
one-third to make them properly comparable with those
usually quoted for the other countries of the world. Even
[Pg 208]
if this were done, however, it would show the value of the
United States’ manufactures probably about twice as great
as those of the United Kingdom and probably little less
than those of continental Europe.
Taking Mulhall’s figures for the other countries which
he includes, as presented in a table on another page of this
text, it will be seen that the chief growth in manufacturing
during the 116 years covered by the table under
consideration has occurred in the last third of the period.
English manufactures, he says, grew from 177 million
pounds sterling to 290 million in the 40-year period from
1780 to 1820; from 290 to 577 million in the next 40 years,
from 1820 to 1860; and from 577 to 976 million in the 36
years from 1860 to 1896—a growth of 113 million pounds
sterling in the first 40 years, of 287 million in the second
40 years, and of 400 million in the third period of 36 years.
Germany showed a more rapid growth in the third period;
the growth in the first 40-year period being from 50 million
pounds sterling to 85 million; in the second 40-year
period, from 85 to 310 million; and in the third period, of
36 years only, from 310 to 690 million. France has not
made as rapid a gain as Germany, the figures showing
her products in 1780, 147 million pounds sterling; in 1840,
220 million; in 1860, 380 million; and in 1896, 596 million.
The total of Mulhall’s table, including the somewhat
over-estimated figures of the United States, and relating
chiefly to the products of Europe and the United States,
show total manufactures of all the countries named, in
1780, 480 million pounds sterling; in 1820, 865 million; in
1860, 2,404 million; and in 1896, 5,710 million, again indicating
that the chief growth has occurred in the last third
of the period under consideration, the period of transformation
from the hand industries to those of machine production
in conjunction with vast sums of capital and plentiful
transportation facilities for collecting the raw material
and distributing the finished product.
[Pg 209]
When we consider nations or groups of people and their
use of modern methods of manufacturing, we may properly
say that the principal manufacturing sections of the
world are western Europe and the United States, and that,
as above indicated, the bulk of the world’s manufactures
by the factory process are now produced in those two sections
of the world. Manufacturing by machinery may perhaps
be said to have originated in England, spreading
thence to France, to Germany, and westward to the United
States. More recently it has extended in a somewhat
limited form into Canada in the west and India and Japan
at the extreme east. India has utilized modern methods
of manufacture, especially in cottons and certain other
industries, for more than a score of years, while the one
other country of the Orient which has as yet entered the
field of machine manufacture, Japan, though somewhat
later in adopting machine methods, has been more active
and extended modern manufacturing to a much greater
variety of industries than have the people of India.
While certain of the European countries were earlier
in the manufacturing field than the United States, the
larger population, the greater supply of natural materials,
the larger supplies of fuel for cheap power, the ingenuity
of the American workman, and the enormous domestic
demand of an active and prosperous people, have brought
the United States clearly to the head of the list of manufacturing
nations. It may safely be said that the value of
manufactures produced in the United States is approximately
twice as great as that of any other manufacturing
nation, and that the stated value of our manufactures is
nearly as great as the estimated value of the manufactures
of all Europe. The latest official figures on the value of
the manufactures of the United States are those of the
Census Bureau, which put the value of manufactures produced
in the calendar year 1904, as recorded by the Census
of 1905, at 16,867 million dollars, including in this an
[Pg 210]
estimate of a little more than 2 billion dollars’ worth of
manufactures classed as “mechanical and neighborhood
industries,” which were included in all former census reports,
but not recorded by the Census of 1905, which was
by law merely a census of manufactures produced under
“the factory system.”
No other country than the United States takes a periodic
census of its manufactures. The United Kingdom is
at the present time about taking for the first time a census
of its manufactures, but no figures with reference thereto
are as yet available. As a consequence all statements regarding
the value of manufactures of European countries,
or indeed of any country other than the United States, are
estimates and estimates only. True, they are based upon
certain known facts of quantities of raw materials consumed
in manufacturing, values of manufactures exported,
and the estimated proportion which these form of the
total manufactures; but in no other country than the United
States are there available official statements of the total
value of manufactures produced in the country in question.
Therefore the estimates of the value of the manufactures
produced by European countries which are quoted
from time to time and which are presented elsewhere in
this text, must be accepted as merely estimates. A
comparatively recent estimate, and one which has been
given wide publicity, and appears to have been generally
accepted, is that of William J. Clark, published in The
Engineering Magazine in 1904, which put the value of the
manufactures of the United Kingdom at 5 billion dollars,
Germany 4,600 million, France 3,450 million, Austria-Hungary
2 billion, Russia 1,980 million, Italy 1,700 million,
Belgium 750 million. These estimates, if accepted,
would bring the value of the manufactures of the countries
enumerated to a figure slightly in excess of that officially
reported by the Census Office as the value of the product of
all manufacturing establishments of the United States in
[Pg 211]
1904. The figures above quoted for certain European countries
present however no estimate of the value of the product
of Switzerland, Spain, Holland and the Scandinavian
countries, so that it probably might be said with greater accuracy
that the stated value of the manufactures of the
United States is about equal to the estimated value of continental
Europe, and about three times as great as the
estimated value of the manufactures of the United Kingdom.
It is proper, however, before leaving this question of
the relative value of the manufactures of the various countries,
to again call attention to the fact that the official
figures of the value of manufactures produced in the United
States include certain articles not classed in certain other
countries as manufactures, and in addition to this contain
many duplications due to the fact that the products of one
manufacturer frequently become the raw material of another,
and thus the grand totals which merely combine
the stated value of the product of each manufacturer necessarily
include a second and in some cases a third valuation
of the products thus utilized. The manufacturer of
yarn, for example, reports to the Census Office the full
value of the product of his factory. The manufacturer
of cloth, who utilized that yarn, also reports the full value
of the product of his factory, and thus includes in that
valuation the value of the yarn purchased by him but already
reported by the manufacturer of yarn. The manufacturer
of clothing, in stating the value of the product
of his factory, includes the sums which he paid for the
cloth already reported by the manufacturer of clothing and
included in his statement. Thus many duplications occur
in our census statement of the gross value of the products
of the manufacturing industries of the United States.
“This gross value,” says the Census Report of 1900, page
cxxxix, “does not represent the final value of the manufactured
products of the country. It does fairly represent
[Pg 212]
the total value of commercial transactions involved in manufacturing
enterprises.... As the finished products
of one branch of manufacture are constantly used as materials
in other branches, in the ascending scale of modern
industry, it follows that they are counted over and over
again, swelling in this manner the gross total value of products.
Thus in cotton manufacture, the product of the yarn
mill, manufacturing yarn for sale as the material of the
cloth mill, and the product of the cloth mill as the material
for the manufacturer, so that by the time the aggregate
is made the value of the yarn has been counted three times
and the value of the cloth twice.... Duplications and
re-duplications of this sort run all through the total value
of products as reported by this (the Census) office. * * *
The net or true value of the products is found by subtracting
from the gross value the cost of all materials purchased
in a partially manufactured form. In 1900 the cost of
these manufactures was $4,633,804,967 and” (subtracting
this sum from the gross value, $13,004,400,143), “the net
value of products was therefore $8,370,595,176.”
When it is further considered that the Census of Manufactures
in the United States includes in its list of manufactures
all products of slaughtering and meat-packing
establishments wholesale, valued in 1905 at 112 million dollars,
the product of printing and publishing newspapers
and periodicals only, valued at 309 million, and the product
of canning and preserving fish, oysters and vegetables,
valued at over 100 million—it will be seen that an effort
to determine even approximately the share of the world’s
manufactures produced by the United States or by the
various manufacturing nations of the world is a difficult—an
impossible—task.
It may safely be asserted, however, that the United
States is the world’s greatest manufacturing nation, and
that the value of our manufactures exceeds those of any
other country. This is due, as already indicated, to the
[Pg 213]
fact that our supply of raw materials is greater than that
of any other country, our supply of materials for producing
power also greater than that of any other country,
our use of machinery for manufacturing far in advance
of that of any other nation, the activity of our inventors
and the skill of our workmen quite equal to those of any
other part of the world, and the demands of our home
population upon our own manufacturers far in excess of
those of any other country, both by reason of the large
population and high purchasing power of a people prosperous
and active in all lines of industry—agriculture,
transportation, manufacture. The country which produces
three-fourths of the world’s cotton, twice as much iron and
steel as any other single nation, as much copper as all of
the remainder of the world combined, more of wood suitable
for use in manufacturing than any other country,
more wool than any other of the manufacturing nations,
and a population much larger than that of any other country
actively engaged in the manufacturing industries, has
quite naturally and almost necessarily become the leading
manufacturer of the world.
The growth of the manufacturing industry in the
United States has been phenomenal. Stated in the methods
of valuation followed by the census above referred
to—the gross valuation—the value of manufactures produced
in the United States has been, speaking in round
terms, in 1850, 1 billion dollars, in 1860, a little less than
2 billion, in 1870, 4¼ billion, in 1880, 5⅓ billion, in 1890,
9⅓ billion, in 1900, 13 billion, and in 1905, a little less
than 17 billion, though the figures usually quoted for 1905
are 14.8 billion, owing to the fact that the Census of 1905
only included factory products, and added parenthetically
an estimate of 2 billion as the probable value of the “mechanical
and neighborhood industries,” thus bringing up
to nearly 17 billion the total properly comparable with
[Pg 214]
the totals of earlier periods, which in all cases included
the mechanical and neighborhood industries.
That this rapid growth in the value of manufactures
has been far in excess of the consuming capacity of the
home population is evidenced by the growth in exportation
of manufactures, which aggregated in 1880, 122 million
dollars, in 1890, 179 million, in 1900, 484 million, and
in 1908, 750 million. Manufactures formed in 1880 but 15
per cent of the total exports, in 1890, 23 per cent, in 1900,
35 per cent, and in 1908, 41 per cent of the total merchandise
exported from the United States.
IV. CAPITAL IN MANUFACTURING.
Another factor which entered into the modern system
of production, and a very important one, was that of capital.
The factory could not be established or operated
without considerable amounts of money or its equivalent,
credit. The machinery which transformed the raw material
into the finished product, the material itself, the
very buildings in which the work was performed, the payment
for the transportation which brought it together, the
wages of the men and women engaged in the work, all
required capital, and in large sums. The accumulation of
this capital, its management, the keeping of accounts of
cost of material and labor and of the finished product, required
financial skill and acquaintance in the markets in
which this capital could be obtained; for often the sums
required were in excess of the quantity possessed by the
individual who had invested his all in the buildings and
machinery, and must needs borrow of some other capitalist
the additional sums required for purchasing material and
paying the wages of his workmen. Sometimes the owner
of the capital preferred to supply it and take a proportionate
share in the earnings of the factory, and thus developed
the company. Then, as the business grew and the investments
of various men in a single establishment increased,
[Pg 215]
it became necessary for them to take an active share in
the management either in person or by representatives who
became known as the “directors” of the work.
Thus arose the successors of the individual manufacturer,
the company, and the corporation. Man must die
and the death of an individual manufacturer, or the manager
of a manufacturing firm or partnership, must affect
disadvantageously the interests of the factory and its employes.
Thus the importance of organizations which would
continue unchanged in form and general management in
case of the absence or death of any individual. This was
one of the reasons for the establishment of the corporation.
More important than this was the facility which
it offered to holders of capital in sums large or small to
invest their money in manufacturing without being compelled
to give their individual attention to the industry
in which the money was invested. The board of directors,
which the investors might choose, managed the business
either by personal attention or by the selection of competent
and experienced persons for that service, and the investor
felt assured that his money would be properly managed
by the competent business men forming the board
of directors and the experts whom these directors might
employ to manage the details. Hence the corporation,
under which the manufacturing establishments grew to
enormous proportions, employing thousands and tens of
thousands of people, and bringing material from the places
in which it could be most cheaply obtained, investing
money if need be in facilities for transporting and even
producing the raw material, and cheapening the cost of
production.
Another step which increased the importance of capital
as a factor in the great manufacturing industries of
the world came in more recent combinations of great corporations,
in which a number of great manufacturing establishments
agree to operate under one general management,
[Pg 216]
thus adjusting production in the various lines of manufacture
to the general demand, existing supply and prospective
consuming power of the markets, establishing
systematic methods for exploiting and selling the finished
product, and so further minimizing cost of production and
distribution. This last combination, the corporation of
corporations, is generally known as the “trust” or “combine,”
and under it the great manufacturing industries
of the world have reached their greatest development, the
cost of production has been minimized, the field for the
selection of the materials has been enlarged, and the area
in which the products are offered for sale also greatly extended.
While these great organizations, made up by placing
under one general management a number of great establishments
manufacturing articles of like character, are
doubtless able to reduce the cost of production and distribution
and prevent production in excess of probable demand,
it is also true that they are in many cases able to
exercise a greater control over prices of labor, of material
and of finished product than when operating singly.
Meantime the world’s supply of money for investing in
manufacturing, and the industries which contribute thereto,
greatly increased. The world’s gold production in the
decade ending with 1840 averaged but 13½ million dollars
per annum. Then, owing to the gold discoveries in California
and a little later in Australia, the production so
much increased that the annual average in the decade ending
with 1860 was 135 million dollars per annum, or ten
times as much as on the average in the decade ending with
1840. For the next 35 years the production averaged about
125 million per annum. Then, suddenly, through the discoveries
of great gold deposits in Africa and Alaska,
the production began to exceed 200 million per annum,
then 300 million, and in 1906, 1907, 1908 and 1909 averaged
[Pg 217]
more than 400 million per annum, or as much in a single
year as in the 40 years from 1800 to 1840.
Gold, unlike most other productions prized by man,
is not consumed. It has enduring qualities; and the facility
with which it can be transformed without material
loss from one form for use to any other required form enables
man to retain and accumulate a large part of the
products of a long period. The wheat produced in one
year is eaten before the next year is ended. The cotton
crop of one summer is turned into clothing and worn to
rags by the time another crop is ready for the factory and
workshop. But the gold is conserved and utilized as money
or the basis of money, and the accumulations of the recurring
years merely increase the stock of that generally
accepted medium of exchange. To be sure a small share,
perhaps one-fifth, is used in manufacturing and the arts,
and a small percentage lost in various ways; but probably
three-fourths of the gold product enters circulation in the
form of money or its equivalent, and thus increases very
rapidly the world’s money supply.
Meantime the systems built up in the business world
by which business is performed with mere pieces of paper
which represent the gold and silver accumulations have
greatly multiplied the available stock of money; and the
ease with which it may be transferred from place to place,
from country to country, and from continent to continent
also adds to its availability and frequency of use in the
world’s transactions. The supply of that article which
the manufacturing and business world terms “money,”
whether in the form of gold, silver, paper, credits, instruments
of exchange, or otherwise, has increased beyond accurate
computation. The world’s stock of gold has, according
to the estimates of experts, doubled in the last 25
years; and it is probable that the supplies of other forms
of currency; which serve as money; have increased quite
as rapidly.
[Pg 218]
All of this increase in the world’s supply of money has
increased the amount available for investment in manufacturing,
and the increased use of machinery meantime
in that industry has required great increases in the investment.
While there are no ways of accurately measuring
the world’s investments in manufacturing, it is practicable
to do so in the case of the United States, the only
country which regularly takes a census of its manufacturing
industries. Its figures for the census years from 1850
to 1905, as to number of establishments, persons employed,
wages paid, capital invested and value of product, are as
follows:
Census
year. |
Establish-
ments,
number. |
Capital,
million
dollars. |
Wage-
earners,
number. |
Wages
Paid,
million
dollars. |
Cost of
Material,
million
dollars. |
Value of
Product,
million
dollars. |
| 1850 |
123,025 |
533 |
957,059 |
237 |
555 |
1,019 |
| 1860 |
140,433 |
1,010 |
1,311,246 |
379 |
1,032 |
1,886 |
| 1870 |
252,148 |
2,118 |
2,053,996 |
776 |
2,488 |
4,232 |
| 1880 |
253,852 |
2,790 |
2,732,595 |
948 |
3,397 |
5,370 |
| 1890 |
355,415 |
6,525 |
4,251,613 |
1,891 |
5,162 |
9,372 |
| 1900 |
512,254 |
9,817 |
5,308,406 |
2,322 |
7,345 |
13,004 |
| 1905 |
533,769 |
13,872 |
6,157,751 |
3,017 |
9,498 |
16,867 |
Census
year. |
Establish-
ments,
number. |
Capital,
million
dollars. |
Wage-
earners,
number. |
| 1850 |
123,025 |
533 |
957,059 |
| 1860 |
140,433 |
1,010 |
1,311,246 |
| 1870 |
252,148 |
2,118 |
2,053,996 |
| 1880 |
253,852 |
2,790 |
2,732,595 |
| 1890 |
355,415 |
6,525 |
4,251,613 |
| 1900 |
512,254 |
9,817 |
5,308,406 |
| 1905 |
533,769 |
13,872 |
6,157,751 |
Census
year. |
Wages
Paid,
million
dollars. |
Cost of
Material,
million
dollars. |
Value of
Product,
million
dollars. |
| 1850 |
237 |
555 |
1,019 |
| 1860 |
379 |
1,032 |
1,886 |
| 1870 |
776 |
2,488 |
4,232 |
| 1880 |
948 |
3,397 |
5,370 |
| 1890 |
1,891 |
5,162 |
9,372 |
| 1900 |
2,322 |
7,345 |
13,004 |
| 1905 |
3,017 |
9,498 |
16,867 |
It will be seen from a study of this statement, which
compares conditions in the manufacturing industries at
each recurring census from 1850 to 1905, that while the
number of establishments in 1905 was four and one-third
times as many as in 1850 the number of wage-earners was
six and one-half times as many, the wages paid twelve and
one-third times as much, the value of the product sixteen
and one-half times as much and the capital employed
twenty-six times as much.
This gives at least a suggestion as to the growth of
investment in manufacturing. So far as relates to the
United States, the only country for which we have statistics
on this subject, the enormous increase in the use
of costly machinery in manufacturing has increased the
sums required for carrying on the industry, and machinery
has in a marked degree been substituted for man in the
[Pg 219]
factory operations. The number of wage-earners employed
increased, it will be seen, a little more than fivefold while
the capital employed increased twenty-fivefold. The tendency
to bring the manufacturing industries into large
establishments is also shown in some degree in the fact
that while the number of establishments increased but
about threefold the number of employes increased fivefold
and the value of the manufactures turned out increased
twelvefold.
Even these figures do not, however, give a complete
view of the relative growth in the number of large manufacturing
establishments, the capital invested and the
product turned out, because of the fact that the census
enumeration of “manufacturing establishments” includes
hand and household industries, such as blacksmith shops,
wheelwright and wagon repair shops, boot and shoe repairers,
harness makers, tailor shops, dress making, millinery,
carpenter shops, custom, saw and gristmills, etc.,
etc., in all of which the capital invested or the product
per establishment at this time averages probably little
more than formerly. It is in the greater establishments,
the factories, that the increase in investment and in producing
power per factory has occurred. The Census of
1905, which was by law confined to manufacturing establishments
conducted under the factory system, and that
exclusive of neighborhood and mechanical industries, found
that the number of establishments manufacturing for the
general market and not merely for local orders or neighborhood
consumption, and which could thus be considered
as manufacturing establishments conducted under the factory
system, was but 216,262, while under the former
method of including hand and neighborhood industries the
number of establishments would, it is estimated by the
census, have been in 1905, 533,769. The 216,262 establishments
enumerated as “conducted under the factory system”
employed $12,686,000,000 capital and 5,470,321 wage-earners,
[Pg 220]
or an average of 25 each, and turned out $14,802,000,000
worth of manufactures; while the 317,506 smaller
establishments, the “hand and neighborhood industries”
formerly included in the general census returns, are estimated
as having employed $1,186,000,000 of capital and
687,430 wage-earners, or an average of about 2 employes
each, and turned out $2,066,000,000 worth of manufactures.
It will thus be seen that the larger manufacturing establishments,
those “conducted under the factory system
producing articles for the general market as distinguished
from the product made upon order for a customer,” are
those proper to be included in a study of the development,
capital invested, persons employed, wages paid, material
used and value of the product turned out. Unfortunately
a study in this form cannot be extended over any considerable
term of years, because of the fact that the United
States census only began in 1905 to make this distinction
or separation of the true “factory” from the great mass
of establishments turning out manufactured products. It
did, however, present in 1905 an estimate for the year 1900
of the number of establishments properly comparable with
those enumerated in the factory census of 1905. This estimate
puts the total number of “establishments conducted
under the factory system” in 1900 at 207,562, and in 1905
at 216,262, an increase of but 4.2 per cent in the number,
while the capital employed in 1900 was $8,979,000,000, and
in 1905, $12,686,000,000, an increase of 41.3 per cent; the
wage-earners in 1900, 4,715,023, and in 1905, 5,470,321, an
increase of 16 per cent; wages paid in 1900, $1,736,000,000,
and in 1905, $2,266,000,000, an increase of 30.5 per cent;
materials used in 1900, $6,578,000,000, and in 1905, $8,504,000,000,
an increase of 29.3 per cent; value of product in
1900, $11,411,000,000, and in 1905, $14,802,000,000, an increase
of 29.7 per cent.
It will thus be seen that even in the recent period, 1900
to 1905, the percentage of growth in “capital invested”
[Pg 221]
was greater than in any other important branches of the
industry, the increases being: in capital 41.3 per cent, in
wages paid 30.5 per cent, in value of product 29.7 per cent,
and in number of wage-earners 16 per cent, while the number
of establishments increased meantime but 4.2 per cent.
It is thus apparent that although the tendency of the past
thirty years has been distinctly toward an enlargement of
the factory through the increase in capitalization rather
than an increase in the number of establishments, that
tendency still continues as the most distinctly marked
characteristic of the development of the period 1900
to 1905.
Unfortunately the facilities for comparing the capitalization,
product, etc., in 1905 with that of earlier years
only extends, in its relation to all the factory industries,
to the Census of 1900. In a few of the important industries,
however, it is possible to compare conditions in 1900
with those of earlier censuses. The Census of 1900 shows
that the number of boot and shoe factories in the United
States fell from 1,959 in 1880 to 1,600 in the year 1900,
while the capitalization increased from an average of
$21,957 per factory to $63,622 per factory, the number of
wage-earners from 57 to 89 per factory, the wages paid
from $21,951 to $36,985 per factory, and the value of the
year’s product turned out from $84,763 per factory to
$163,142 per factory. In cotton goods the number of establishments
in 1880 was 1,005, and in 1900, 1,055, the capital
per establishment in 1880, $218,412, and in 1900, $442,882,
the number of wage-earners in 1880, 185 per establishment,
and in 1900, 287, the wages paid in 1880, $45,387 per
establishment, and in 1900, $80,180, the value of product in
1880, $209,901 per establishment, and in 1900, $362,349. In
iron and steel the number of establishments was in 1880,
699, and in 1900, 668, average capital per establishment in
1880, $294,652, and in 1900, $858,371, wage-earners per
establishment in 1880, 197, and in 1900, 333, wages paid per
[Pg 222]
establishment in 1880, $78,020, and in 1900, $180,869, value
of product turned out per establishment in 1880, $418,583,
and in 1900, $1,203,545. In woolen goods the number of
factories fell from 1,990 in 1880 to 1,035 in 1900, the capital
per establishment increased from $48,289 in 1880 to $120,180
in 1900, and the value of the product increased from
$53,755 per establishment in 1880 to $114,425 in 1900.
It will be seen from the figures above presented that
in these four great industries the tendency from 1880 to
1900 was distinctly in the direction of reduction of the number
of factories, and a greater increase in capitalization
than in that of persons employed, wages paid or in value
of product turned out; while the figures covering the operations
of the entire factory system for the period 1900 to
1905 also show a continuation of this same tendency toward
a greater growth in capital than in persons employed, wages
paid or value of product turned out.
V. TRUSTS AND COMBINATIONS.
The great increase in the size of the manufacturing establishment
and of the capital invested in the manufacturing
industry which necessarily followed the adoption of expensive
machinery for manufacturing purposes was followed
by a tendency toward co-operation and mutual agreements
among the great organizations engaged in similar
lines of work, the purpose being to reduce expenses, increase
profits and control prices. Originally the persons,
firms or companies engaged in manufacturing disposed of
their products as best they could and in direct competition
with others in their own line of manufacture. If the market
for their product was good they demanded higher prices.
If there was an oversupply they sold for whatever profit
they could get, or if necessary at cost or even lower than
cost, in order to prevent accumulations of stocks or the
closing of their factories. The competition thus grew intense.
In order to dispose of their goods they must put
[Pg 223]
many salesmen into the field, they must advertise freely,
and often their orders came from such distances that the
cost of delivery formed a large percentage of the cost of the
goods by the time they reached the purchaser.
This competition of one manufacturer with another
making the same line of goods was not only expensive but
resulted in working at cross purposes in many ways, and
in loss of energy and money. So certain of the companies
or corporations engaged in like industries began to make
agreements among themselves by which they could co-operate
in distributing their supplies to a given field and reduce
the expenses of supplying that field. It was argued
that the people of any section would only use a given
amount of any standard product, and that the expense
which the various manufacturers were incurring in competing
among themselves for their respective shares in that
trade might be materially reduced by an agreement through
which the extraordinary efforts to sell in competition with
each other should be abandoned and each manufacturer receive
the share of the sales to which his proportion of production
would entitle him. Not only would this reduce unnecessary
expenses but it would in some degree render
possible the maintenance of prices as they might be mutually
agreed upon.
The first steps in combinations or agreements of this
sort are known as “pools.” “This form of agreement,”
says J. Russell Smith, “provides that each of the makers of
a certain material for a certain territory should make a stipulated
proportion of the product to be sold at an agreed
price. If a factory made more than its share the owner
made a cash payment to the pool and the money went to
some manufacturer who had made less than his share. The
weak spot of these pools was their absolute lack of power
of coercion and that no member had faith in the others.”
Often members took advantage of technicalities to violate
the spirit of the agreement, and the agreements were short-lived.
[Pg 224]
The system, while it is still working satisfactorily in
Germany under the name of the “cartel,” failed to give satisfactory
results in the United States, and also met with
disaster in the fact that the courts held it to be a combination
in restraint of trade and therefore unlawful.
To overcome these defects and create a system of division
of production, control of prices and distribution of profits
in proportion to the value of the plants co-operating, a
new form of agreement was devised. It provided that the
companies or corporations entering the agreement for mutual
operation and proportionate distribution of profits
should transfer the shares of their respective properties to
a new corporation with full powers to manage the same,
receiving in lieu thereof certificates which should entitle the
holder to his proportionate share of the net earnings of the
new corporation. “Under this form of organization,” says
the Universal Encyclopedia, “the stockholders of each of
the separate companies assigned their stock to a few trustees,
giving thus an irrevocable power of attorney. In
lieu of the stock assigned the trustees issued stock certificates
to the stockholders of the separate companies and
upon these trust certificates profits were divided. All of
the earnings of the different members of the company were
pooled and each manufacturer received his proportionate
share as evidenced by the certificates, regardless of the
question whether his establishment was running or closed.
The trustees, having in their hands the voting power of
all the stockholders, elected whatever persons seemed to
them best as officers of the separate companies. In this
way the management was absolutely unified and the interests
of all parties concerned became as one. The courts
finally holding that this trust agreement was illegal, the
plan was later adopted of organizing a new company which
should buy up all of the separate plants of the different
companies entering the combination, so that in this way
a unified management was secured within the law. In order
[Pg 225]
that a more convenient form of handling the properties
of the different companies might be secured, a third form
of organization was later adopted in which a new company
is organized as a stockholding company. This company
then buys up all, or a large proportion of, the stock of each
of the companies coming into the organization and controls
these stocks. The officers of the central organization
are thus in a position, by voting the stocks of different
companies, to elect the directors and officers of those companies
and thus control their policy.”
The advantages of this combination over competition
are summed up by the Encyclopedia Britannica, in its 1902
edition, as follows: (1) The cost of selling may be greatly
lessened; (2) the salaries of commercial travelers and their
traveling expenses can be largely reduced; (3) if different
manufacturing establishments, scattered throughout the
country, are brought under one management it will be possible
for orders for goods to be distributed so that goods can
be dispatched to customers in each case from the nearest establishment
and freight expenses reduced; (4) when several
establishments are combined the most skillful of the managers
can be selected for the general manager; (5) each
business manager is likely to have some special excellence
in his methods of management, and by combining the establishments
it is possible to so distribute this managerial
skill as to give to each branch of the work the man best
suited to its conduct; (6) it is also possible to distribute
the various branches of the manufacturing to the various
mills or factories of the combination best suited for that
particular branch of the work; (7) the advantages of unifying
in one establishment the machinery of selling the product
of all; (8) the ability of an establishment to fill large
orders on short notice gains and retains business; (9) the
great financial and business strength and skill of the combined
organization gives it special facilities for pushing
its goods into foreign markets, as is shown by the success
[Pg 226]
abroad of the Standard Oil Company, and the American Tobacco
Company; (10) better facilities for dealing with credits
and thus aiding the business community.
Whether trusts, through their control of prices of the
particular commodities which they manufacture, have actually
advanced the selling price to the consumer, has been
and is still the subject of much discussion. It has been
urged that the mere reduction of the cost of production and
distribution which results from the combinations would
enable them to realize larger profits than formerly, even
if the manufactures are sold at former prices, and that although
their profits have doubtless been large it has not
been accomplished through an actual advance in prices to
the public, but rather through economies of production
and sale. Nelson’s Encyclopedia, issued in 1908, discussing
this subject, says, “The weight of evidence indicates
that, judged from the margin between price and finished
product and cost of raw materials, prices are increased
somewhat by the existence of trusts. It is a fair conclusion
that the actual prices of goods have as a rule been
somewhat increased by trusts, although not in the measure
that was anticipated at the inception of the trust movement.”
The Encyclopedia Britannica of 1902 in discussing
this subject says, “Experience seems to show beyond question
that whenever the combinations are powerful enough
to secure a monopolistic control it has usually been the
policy to increase the prices above those obtained during
the period of competition which preceded the formation
of the combination.”
As to the effect of trusts upon wages it may be said that
up to the present time no very strongly marked change
is perceptible in the matter of rates of wages paid by the
trusts as compared with other employers in the same line.
Doubtless the combinations of numerous establishments
under one general management have reduced the numbers
of employes in certain lines, but in those lines in
[Pg 227]
which the trusts require labor for the carrying on of their
work no marked changes in the rates of wages have been
developed as a result of the combinations. In steadiness
of employment for the men and women engaged in the work
of the establishments it seems probable that the trusts or
great combinations of this character offer certain advantages,
since their business is less liable to fluctuations than
that of the smaller, and even in the absence of orders they
are more likely to continue work accumulating stocks for
future use than is the small manufacturer with limited
capital or credits. In the matter of relations with the labor
organizations certain of the trusts have made long
time agreements with the labor organizations, thus adding
to the steadiness of employment, though in some cases
the trusts have declined to recognize the demands of labor
organizations.
An example of the causes and methods of the combination
of kindred manufacturing interests under one general
central organization is found in the United States Steel
Corporation as described by J. Russell Smith, in his “The
Story of Iron and Steel.” No industry, he says, is naturally
so uncertain and consequently so competitive as the
steel industry. The demand for the product is fitful and
uncertain because most of it goes into new constructions
and new enterprises, and these are notorious for the spurts
and depressions of demand which affect them....
The uncontrolled iron and steel market can make wild rises
unknown to many commodities, because it is difficult to
suddenly increase the amount of manufactures in response
to sudden demand. A wave of prosperity sends a thousand
industries which must have iron and steel clamoring, begging
for steel. When the industrial sky darkens purchases
of iron and steel cease as suddenly as they began and the
price must tumble if the output is sold. These were the
normal conditions through which all steel makers lived
down to the depression of 1893-98. The numerous independent
[Pg 228]
manufacturers thought that if they could get together
and agree upon prices they could improve their
condition. Attempts to achieve this in the form of pools
provided that each of the makers of a certain material
should make a stipulated proportion of the product to be
sold at an agreed price, and if a factory made more than
its share, the owner made a cash payment to the pool. The
weak part of these pools was their absolute lack of power
of coercion, and the further fact that no member had faith
in the other.
The failures in the attempt at price control resulted in
the consolidation of many companies, formerly rivals, under
one control. The chief companies which later became
members of the United States Steel Corporation formed
two distinct groups, each group classified according to
the product. One group included the manufacturers of unfinished
steel, such as ingots, billets, plates and slabs, and
included the Carnegie Steel Company, the Federal Steel
Company, and the National Steel Company. Other companies
which purchased the product of these manufacturers
of unfinished steel and turned it into the finished state
included the American Tin Plate Company, the National
Tube Company, the American Steel and Wire Company
and others. The first thought which came to the minds of
this finishing group when hard times compelled them to
cut down costs was to cheapen their raw material (such
as pig iron, steel ingots, billets, etc.) by becoming manufacturers
of their own pig iron. The Carnegie Steel Company
had already done this and had obtained facilities for
transporting the ore to the coal fields of Ohio and Pennsylvania
and facilities for transforming the ore into the
classes of material which it supplied. The Carnegie Steel
Company thus became independent of other companies in
the supply of its fuel, its ore, and the transportation of the
same, and all of the requirements of operation. When
the finishing companies announced their purpose to also
[Pg 229]
supply themselves with the same facilities for producing
their own raw material through the ownership of ore lands,
transportation, facilities for smelting, manufacture of pig
iron and the steel which they themselves required, the raw
materials group could not view this operation with unconcern.
It meant the loss of their market and necessity of
seeking new markets in the United States or in foreign
countries. As a consequence, the companies designated
as the raw materials group, making pig iron, steel billets,
etc., announced that they would establish their own finishing
plants and thus compete directly with the group of
companies which had formerly occupied the field without
interference by the great organizations transforming the
ore into the earlier processes of pig iron and steel billets.
Mr. Carnegie announced that he would build a finishing
mill in northern Ohio at the end of his ore railway which
would eclipse anything that the world had ever seen and
would be in equipment without a rival in the world. The
Federal Steel Company increased its holdings of ore and
coal, of upper-lake railways, and of lake steamers, and
prepared to establish its plants for turning out finished
products. Thus was threatened a doubling of the capacity
of production of iron and steel in all of its stages, a capacity
already far beyond that of the markets of the United
States. Pools had failed, and the earlier trusts, aiming
at monopolizing each line of the iron trade, had in the
first temporary depression come face to face with the immediate
prospect of ruinous competition among themselves.
Then came the supreme effort at controlling prices
through the creation of the most stupendous corporation
that man has yet dared to launch—the United States Steel
Corporation. This combination included most of the companies
of both groups referred to—the producers of unfinished
steel and those transforming the same into the
finished product. The combination formed under the leadership
[Pg 230]
of Mr. J. Pierpont Morgan controlled two-thirds
of the steel output of the country.
The new company began business in April, 1901, and a
comparison of prices since that date with those of earlier
years shows regularity and steadiness of prices rather
than any marked decline or advance. “This price-steadying,”
says J. Russell Smith, “is of incalculable benefit to
the independent manufacturer (as well as to the combinations)
even when it limits the heights to which a price
spurt will go. Rapidly rising prices start a feverish, intoxicated
condition of the market very pleasant while it
lasts, but followed by a more unpleasant reaction; therefore
the Trust tries to keep sober and keep its little brothers
sober also, and all are profiting by the new temperance....
Despite its efforts at control, the Trust is not
as near monopoly as it was the day it began. The four
full years of its operation, 1902-1905, inclusive, did not
indicate any increased share of production. The bulletin
of the American Iron and Steel Association shows that during
these four years there was an almost universal decline
in the percentages of iron and steel products made by the
Trust.”
VI. THE IRON AND STEEL INDUSTRY.
The history of the iron and steel industry of the world
forms an excellent example of the recent advance in manufacturing.
The manufacture of iron and steel has made
perhaps a more rapid advance than have many others, and
its development is due in such a marked degree to the use
of machinery and the investment of large sums of capital
in the industry that a detailed study of the history and
causes of its development seems justified.
Pig iron is the basis of all iron and steel manufacturing,
in whatever form, and the record of production of this
single article gives at least a suggestion of the growth in
the other lines of the industry, the growth in production
[Pg 231]
of the finished articles ready for consumption. The pig
iron production of the world in 1800 is estimated at 460,000
tons; in 1850, 4,422,000 tons; in 1895, 29,300,000 tons,
and in 1903, 46,381,000 tons. The product of 1850 was
thus nearly ten times as much as in 1800, that of 1895, 63
times as much, and that of 1903, 100 times as much as in
1800, while the figures for the year 1907, give a total of
50 million tons or 109 times as much as in 1800.
Great Britain was the world’s greatest pig iron producer
in 1800 and in 1850. In 1800 she produced 41 per
cent of the world’s pig iron, and in 1850, 50 per cent. By
1895, however, she had begun to take second place, the
United States standing at the head of the list of pig iron-producing
countries at that time, the product of Great
Britain forming 27 per cent of the world’s total and that
of the United States 32 per cent. In 1903 the United States
showed a still greater lead in this industry, producing in
that year 39 per cent of the world’s total product; while
Germany, which held a low rank as a producer in 1800 and
1850, actually exceeded Great Britain in 1903, producing
22 per cent of the world’s total, while Great Britain produced
but 19 per cent of the total. Great Britain’s production
grew from 190,000 tons in 1800 to 8,935,000 tons
in 1903; Germany, from 40,000 tons to 10,085,000 tons;
the United States, from 40,000 tons to 18,009,000 tons; and
all other countries, from 190,000 tons to 9,352,000 tons.
In 1800 the United States produced but 9 per cent of the
world’s pig iron; in 1903, 38 per cent; and in 1907, 41 per
cent.
It will be seen from these figures that the greatest
growth in the world’s pig iron production has occurred in
the United States.
Turning from the comparison of growth in pig iron
production in the leading iron-producing countries of the
world and comparing the growth of the iron industry in
the United States with that of other manufacturing industries,
[Pg 232]
we find that the development in this line has been
greater than that of other leading industries. The census
figures show that the value of the product of the blast
furnaces, steel works and rolling mills of the United States,
combined, grew from 297 million dollars in 1880 to 906
million in 1905, having thus more than trebled in value
in that period, while the value of the cotton manufactures
grew from 211 million to 250 million, having little more
than doubled; that of the woolen and worsted manufactures,
from 194 million to 308 million; lumber and timber
products, from 234 million to 580 million; boots and
shoes, from 166 million to 320 million; leather, from 200
million to 253 million; and flour and gristmill products,
from 505 million to 713 million in the same time. In
the various branches of iron and steel manufacturing there
was also a remarkable growth. Foundry and modern ship
products grew in value from 215 million dollars in 1880
to 800 million in 1905; structural iron work, from 3½ million
to 91 million; and wire and wire work, from 19 million
to 71 million.
This increase in value of the various classes of iron
and steel products does not by any means show the actual
increase in quantity produced, because of the fall in
prices meantime. Practically all of the important classes
of iron and steel products have fallen greatly in price as
the quantity produced has increased. Pig iron, for example,
averaged $33 per ton in 1870, and $18 per ton in
1908; steel rails, $107 per ton in 1870 and $28 per ton in
1908; bar iron, rolled, $79 per ton in 1870 and $38 per ton
in 1908; and cut nails, 4.4 cents per pound in 1870 and 2.2
cents in 1908. The iron ore production in the United
States grew from 3 million tons in 1870 to 52 million in
1907; pig iron, from 1.6 million tons to 26 million; and
from 69 thousand tons in 1870 to 23 million tons in 1907.
[Pg 233]
Another characteristic of modern manufacturing is exemplified
in the study of the iron and steel industry and
the relation of capital, labor and product, as is also the
concentration of industries into great establishments and
groups of establishments. As has already been noted, the
value of the product of the iron and steel blast furnaces,
steel works and rolling mills grew from 297 million in
1880 to 906 million in 1905, having thus a little more than
trebled in that time. In the same period the capital invested
in these same establishments increased from 231
million dollars to 936 million; the capital having quadrupled
while the product was trebling in value. During the
same time the same establishments increased the number
of their employes from 140,978 to 242,640, the number
of employes having therefore increased but about 75 per
cent while the capital was increasing 300 per cent and the
value of the product about 200 per cent. The wages paid
to the employes increased from 55 million dollars in 1880
to 141 million in 1905; the total wages paid having increased
156 per cent while the number of employes increased
73 per cent, indicating a marked increase in wages
paid per individual.
The tendency to concentrate the production of manufactures
into great establishments is also strikingly shown
in the record of the iron and steel industry in the past few
years. The census figures show the number of establishments
in the United States in the group, “Iron and steel,
including blast furnaces, steel works and rolling mills” at
1,005 in 1880, 645 in 1890, 668 in 1900, and 605 in 1905.
The 1,005 establishments in 1880 produced 297 million dollars’
worth of the product; the 645 establishments in 1890
produced 431 million dollars’ worth; the 668 establishments
in 1900 produced 804 million dollars’ worth; and the 605
establishments in 1905 produced 906 million dollars’ worth
of the product. Thus the average production per establishment
was, in round terms, in 1880, $296,000 worth; in
[Pg 234]
1890, $668,000 worth; in 1900, $1,200,000 worth, and in
1905, practically $1,500,000 worth. This gives an average
product in 1905 of 5 times as much value per establishment
as in 1880, while the fact that prices of 1905 were
less than those of 1880 indicates that the growth in product
per establishment was even greater than the above
figures of value would suggest. Prices of pig iron, for
example, which averaged for “No. 1 foundry” $28.48 per
ton at Philadelphia in 1880, averaged but $17.88 per ton
in 1905; bar iron, rolled, $62.04 in 1880 and $38.49 in 1905;
steel rails, $67.52 per ton in 1880 and $28.00 per ton in
1905; and cut nails, $3.68 per keg of 100 pounds in 1880
and $2.00 per keg in 1905. It will be seen from these figures
that prices in 1905 were little more than half as much
as in 1880 and that the figures which give an average of
five times as much value of product per establishment
in 1905 as in 1880 therefore really indicate an average
product of probably ten times as much in quantity per establishment
in 1905 as in 1880.
That the iron and steel industry is especially suited to
production in large establishments is indicated by the fact
that the value of the product of the steel works and rolling
mills of the United States in 1905 averaged nearly four
times as much per establishment as that of those engaged
in cotton manufacturing.
Even these figures of value of product per establishment
at the various dates and in the various industries
do not, by any means, measure the degree of concentration
of the industry which has come in recent years, because
of the fact that under the most recent methods, many
of the establishments are managed in groups, many large
mills or factories which were considered by the census
as separate establishments being, in fact, combined under
one management, as is shown in another part of this work
in which trusts and combinations are discussed.
[Pg 235]
This tremendous growth of the iron and steel industry
of the United States—of the world, in fact, but more especially
of the United States, seems to justify a somewhat
detailed historical and descriptive account of iron and steel
making, ancient and modern.
The manufacture of iron and steel is older than history.
The material is so widely distributed over the surface of
the globe that man in every part of the world and in nearly
every stage of civilization long since learned its value.
There is evidence that it was known to the Egyptians, the
Assyrians, the Chaldeans, the Babylonians, the Israelites,
the Greeks, the Persians, the Romans. Caesar found the
Britons in possession of iron weapons which they had
made, and the Scandinavians of that period were also acquainted
with its manufacture. The people of Spain seem
to have been early and successful workers in iron and
steel, if the wonderful stories about the swords and other
weapons of the early history of that country are to be
believed.
Iron, wherever found in the native condition, is so
mixed with rock, dirt and other foreign matter that it can
only be utilized by heating and hammering or rolling until
the pure iron is separated from the foreign substances.
Originally the method seems to have been to heat the ore
in fires built on the ground until it became softened, and
by hammering it in this condition work out the foreign
substances. Then man found that by building the fire in a
hole at the top of a hill and leaving an opening at the bottom
so that air could be forced into it, the heat could be
intensified. Then he learned to build up a wall of mud
and stones with an opening at the bottom, and by placing
in it alternate layers of charcoal and iron ore and forcing
in air at the bottom with rude bellows similar to those
now used by blacksmiths, he was able to heat the ore until
the iron melted and ran together into a mass which
he worked into the steel with which the famous “Toledo
[Pg 236]
blades” and other weapons of that early day were made.
Later, the Germans, by building the walls higher and getting
a greater mass of the fuel and ore, were able to melt
it so that it ran in liquid form into little ditches at the bottom
of the furnace. This furnace, which came to be known
as the “stuckofen” and “blow oven,” was the precursor
of the blast furnace. Meantime the English were developing
the process, and before the year 1700 were manufacturing
considerable quantities of iron in furnaces in which
charcoal supplied heat sufficient, when a blast of air was
introduced, to melt the iron. This method of manufacturing
iron continued in the European countries during all of
the seventeenth century and until the early part of the
eighteenth century. Meantime the forests of England
were being rapidly destroyed in the sections which produced
the iron ore. Prior to that time it had not been
found practicable to use coal in smelting the ore, because
the weight of the ore was so great that the fire was extinguished
as the coal grew soft from the heat. Then,
in the early part of the eighteenth century, somebody tried
the experiment of treating the coal in a manner similar to
that by which wood is turned into charcoal, and coke was
produced and found available for smelting the iron ore, the
coke being substituted for charcoal. And so the manufacture
of iron in Europe went on, developing most rapidly
in England which had ore, timber from which to make
charcoal, and coal from which to make coke.
Meantime the making of iron began to develop in the
United States. The early colonists found ore in Virginia
and New England. Small quantities of pig iron were made
in Virginia within a few years after the settlement of
Jamestown, and in the latter half of the century New England
began manufacturing iron from bog ore and charcoal
made in the forests which were then so plentiful. Most
of these early iron furnaces were “bloomaries,” merely
heating the iron so that it formed a lump of 100 to 200
[Pg 237]
pounds weight at the bottom of the furnace, called a
“bloom,” though there were some furnaces which heated
the ore until the iron ran into little channels at the bottom
and became “pig iron.” Before the year 1800 the
State of Massachusetts alone had some 75 iron works,
chiefly furnaces, making small quantities of iron. A little
later there was built in that state a furnace then declared
to be “the finest in America,” having two bellows twenty
feet in length and operated by a water wheel. During the
next century the size of the furnaces grew slowly and before
the year 1800 there were furnaces capable of making
two to three tons of iron per day each.
The history of the early iron industry in Massachusetts
is not materially different from that of others of the
colonies and early settlements. Connecticut, New York,
New Jersey, Pennsylvania, Maryland, Delaware, Virginia,
and the Carolinas all had numbers of small furnaces capable
of making from a half ton to two or three tons of iron
per day. They used charcoal altogether as the fuel, and it
was estimated in Virginia and Maryland that for one furnace
of average size four square miles of woodland and
100 slaves were required. The fact that there were then no
means of transportation other than pack trains and that
iron was too heavy to transport any considerable distances,
encouraged every neighborhood to sustain its furnace and
forge, and from these local factories of pig iron and iron
bars the local blacksmith and others who aided him in supplying
local wants drew their supplies. It is probable that
the number of furnaces and forges in the United States at
the beginning of the nineteenth century was much greater
than at the end of the century, though the product of 1800
was but 40,000 tons of pig iron, against 14,000,000 tons in
1900 and 26,000,000 tons in 1907.
Meantime the English iron manufacturers had learned
to smelt the ore with coke instead of charcoal. The quantity
of wood required to make charcoal for smelting the ore
[Pg 238]
had been so great that the forests of England were being
rapidly destroyed, and a series of experiments had developed
the fact that by heating coal in a pit or oven, in a
manner similar to that by which charcoal was produced
from wood, the charred coal, called coke, could be used as
a substitute for charcoal in iron furnaces. This substitute
for charcoal did not come into use in the United States
until much later, however, for the reason that the people
of the eastern part of the United States were still anxious
to get the timber off their lands to use them for agricultural
purposes, and so were glad to turn it into charcoal
and dispose of it to the iron furnaces at a low cost. In
time, however, the supply of charcoal began to run low
and the Americans began to cast about for a substitute.
After a series of experiments it became evident that the
anthracite coal of Pennsylvania could be used for iron
smelting, as it was hard enough to bear the weight of the
iron ore piled upon it, and also made a much more intense
heat than did the bituminous coal which grew soft as it
was heated and was useless in the furnace. By 1840 the
making of pig iron with anthracite coal became an established
industry and by 1854 the quantity of iron made by
the use of anthracite was as great as that from charcoal,
about 350,000 tons for each. But as the supply of anthracite
was limited to a comparatively small area, those sections
which had no anthracite and had run short of the
timber supply for making charcoal began to cast about for
a substitute, and hearing of the success of the English,
with “charred coal,” or coke, began its use in the United
States; and by 1856 there were more than a score of furnaces
making pig iron by the use of coke. It was also
found that if the air which was forced into the furnace was
heated before entering a much more intense heat could be
obtained and the use of the hot blast was soon established.
With iron being made by the use of anthracite coal and
coke made from bituminous coal, the people began to realize
[Pg 239]
that the destruction of the forests to produce charcoal
should not continue longer, and the making of charcoal iron
rapidly decreased. Meantime the railways began to develop
and were able to carry coal and coke to the places
where the ore could be easily obtained, or to which it
could be easily brought. Such a place was Pittsburg, for example.
Iron ore was produced in certain parts of Pennsylvania
and on the northern shores of the Great Lakes.
Coal of a suitable quality for making excellent coke was
produced at Connellsville, in western Pennsylvania. Limestone
is required in great quantities in smelting iron ore,
as the alkaline quality of the limestone neutralizes the
acid of the waste matter forming a part of the iron ore and
makes it melt at a lower temperature, the melted limestone
also carrying off the impurities in the form of “slag,” and
limestone was also plentiful near Pittsburg. Some of these
materials could be floated down the rivers or on the Great
Lakes, at least a part of the way from the place of production
to the place at which they were combined, and for
the remainder of the distance railways carried them over
comparatively level or down-grade routes at small cost.
So, with the advent of the railway and the steamship
the methods of iron making changed. The railway and
the river or lake steamer could carry the finished product
at such low cost that it was no longer necessary that each
county should make its own iron, and more than that, they
could carry the ore and the limestone and the coal or coke
to any place convenient for assembling these necessary
materials and distributing the finished product.
This combination of the raw materials and the manufacture
of the iron in a few great establishments instead
of many small ones encouraged the use of machinery in
manufacturing. Machines were wanted for handling the
ore, for handling the coal, for handling the limestone, for
handling the molten material which issued from the furnace,
and for turning it into the finished form, sometimes
[Pg 240]
accomplishing this without allowing the material to grow
cold and harden at any point between the time it trickles
from the blast furnace and its completion as a steel billet,
a rail for the railway, or a roll of barbed wire for the ranchero
of South America.
The iron as it leaves the blast furnace is not in a condition
in which it can be used for manufacturing. It contains
so much carbon and other impurities that it is brittle
and breaks easily. This condition is similar to that
of the “blooms,” or chunks of metal which came from the
early furnaces and which had to be refined by laborious
processes of reheating and hammering until the impurities
were worked out.
Before the year 1800 it had occurred to somebody in
England that if flames could be forced across the surface
of the molten iron and the iron kept in a state of constant
agitation the flames would burn out the carbon. This was
accomplished by making an open hearth to contain the
molten material and “puddling” the iron as the flames
were forced across the surface. Then a series of grooved
rollers was devised, between which pieces of partially
cooled iron could be passed and repassed, and this machine
process worked out the “slag” and other impurities
which had been formerly worked out with hammers. This
puddling and rolling began in England before the year 1800
and “the puddle and the grooved roll,” says J. Russell
Smith, “closed the era of the blacksmith’s supremacy and
opened the era of machine manufacture.” It was an adaptation
of these methods and combination of them with the
concentration of the material at convenient centers that
proved the beginning of the machine-manufacturing methods
in the United States at a considerably later period than
in England.
The most notable step in developing the use of iron, however,
was that by which it was quickly and cheaply turned
into the reliable form known as “steel.” As already explained,
[Pg 241]
the iron when it leaves the blast furnace contains
such quantities of carbon, silicon, sulphur, phosphorus, and
other impurities that it is brittle and unreliable as to tensile
strength, flexibility, or the qualities which make it available
for edged tools. The puddling process already described
deprived it of the carbon and sulphur, but left it too soft for
immediate use. It required a small and fixed amount of carbon
to give it the qualities of steel and this was replaced by
reheating it in air-tight receptacles in combination with
powdered charcoal. By this process steel was made, but it
was a slow and expensive process. About the middle of the
last century, William Kelly, of Pittsburg, conceived the idea
that by forcing air through the molten iron as it came from
the furnace the oxygen of the air would combine with the
carbon of the iron and burn out the carbon, leaving the remainder
pure iron. A series of experiments proved the
accuracy of his theory, and he made steel by this process.
About the same time Sir Henry Bessemer, of England, devised
a similar process and it was put into practical operation
in England and later in the United States. By this
process, developed almost simultaneously in America and
England by these two men, the transformation of iron into
steel in a brief space of time and at a small cost was established,
and the manufacture of steel developed with wonderful
rapidity. The quantity of steel manufactured in the
United States in 1870 was but 69,000 tons; in 1880, 1,247,000
tons; in 1890, 4,277,000 tons; in 1900, 10,188,000 tons; and in
1907, 23,363,000 tons. With this great development in manufacturing
came a great development in the use of machinery
for handling not only the finished steel itself but the
pig iron from which it was manufactured, the iron ore from
which it was produced and the coal and limestone used in
its production. With this growing use of machinery in the
manufacture and the great increase in the quantity used in
the industries of the world have come the enlargement of
[Pg 242]
the establishments and the increase in the capital invested
described at the opening of this section.
This process of burning out the carbon and other impurities
from the molten iron by forcing air and thus combining
the oxygen of the air with the carbon of the iron, although
it seems to have been devised almost simultaneously
by Kelly in the United States and Bessemer in England, is
usually denominated the “Bessemer process,” and while
Kelly obtained certain patents and a half million dollars for
his invention, Bessemer also obtained other patents and it is
said ten millions of dollars for his.
The process of transforming iron into steel by the Bessemer
process is described by Herbert N. Casson in “The
Romance of Steel,” as follows:
“A converter is a huge iron pot twice as high as a man.
It is swung on an axle, so that it can be tilted up and down.
Although it weighs as much as a battalion of five hundred
men, it can be handled by a boy. About thirty thousand
pounds of molten iron are poured into it; and then, from
two hundred little holes in the bottom, a strong blast of air
is turned on, rushing like a tornado through the metal. Millions
of red and yellow sparks fly a hundred feet into the
air.
“The converter roars like a volcano in eruption. It is
the fiercest and most strenuous of all the inventions of man.
The impurities in the iron—the phosphorus, sulphur, silicon
and carbon—are being hurled out of the metal in this
paroxysm of fury. The sparks change from red to yellow;
then suddenly they become white.
“‘All right!’ shouts the grimy workman in charge.
“The great pot is tilted sideways, gasping and coughing
like a monster in pain. A workman feeds it with several
hundred pounds of a carbon mixture, to restore a necessary
element that has been blown out. Then it is tilted still farther;
its lake of white fire is poured into a swinging ladle
and slopped from the ladle into a train of huge clay pots,
[Pg 243]
pushed into place by a little locomotive. The converter then
swings up and receives another fifteen tons of molten metal,
the whole process having taken only a quarter of an hour....
Today there are more than a hundred Bessemer
converters in the United States, breathing iron into steel
at the rate of eighteen billion pounds a year. It is well worth
a visit to Pittsburg to see one of these tamed Etnas in full
blast. Nothing else in the world is like it.”
Discussing the importance of the discovery of the
method by which common iron is thus cheaply and quickly
transformed into steel, J. Russell Smith, in his “The Story
of Iron and Steel,” says:
“Archaeologists and ethnologists agree that before the
dawn of datable history a milestone of progress was marked
when our ancestors had, at enormous cost, won a pound or
so of iron per capita and begun the iron age. The keen
analyst of the present, seeing our railways, our ships, our
cannon, our sky scrapers, has erected another milestone, and
this he calls the Age of Steel.
“The close of the Civil War found the iron-making world
in full possession of the Bessemer process of converting that
metal into steel.... The variety of uses for this
metal is absolutely beyond enumeration.... Within
the space of a generation we have increased our iron consumption
fourfold.... This is the age of power. Man
has changed his economic and social conditions in that he
has harnessed the forces of nature to make them do his
work. Our main dependence, thus far, has been upon fuel,
chiefly coal. The power in the form of the steam generated
in the boiler is kept imprisoned in iron pipes until released
in the steel cylinder, where a steel piston drives forward a
steel rod, which communicates the force to a steel fly wheel,
turning on a steel shaft, and sending the power away to various
places where man wishes to use it.
“Portable engines, entirely made of iron and steel, are
drawn about the country, or move themselves and carry
[Pg 244]
loads.... The dynamo rests upon a heavy iron frame
and swings its iron arms and iron magnets through space,
whence it mysteriously winds out power.... The
second of the great iron uses is to be found in the machines
driven by the power that man has learned to harness....
Transport is the third member of the mechanical
trinity which goes with power and machines to make the
present epoch. For a long time the railways consumed half
of man’s total iron product. The street railway of the city
is also a heavy consumer. The elevated railway is nothing
but a bridge spanning the city in all directions, and the
subway, its latest rival, is but a steel tunnel burrowing beneath
the ground. In the country, the erection of the trolley
lines is now giving us a second set of railways, and even
the poles are coming to be made of iron. Half a century ago
iron ships began to be common, a quarter of a century ago
the ship-builder turned to steel, and now there is almost
nothing else afloat upon the high seas.... Our structures
are becoming more and more dependent upon the
products of the blast furnace and the steel mills. Our fathers
contented themselves with brick and stone and wood.
The limitation of wooden beams and the cheapness of Bessemer
steel caused that material to be used in heavy structures
in a limited way, and as wood increased in value and
knowledge of the use of steel increased, we now see the modern
sky scraper in which wood is eliminated and steel the
absolute essential....
“It is therefore natural to expect that the blast furnace
should be among the most thoroughly organized and most
highly developed pieces of mechanism yet devised. It is
certainly the most fearful of all man’s creations, and considering
the character of the process which goes on within it
and its unapproachable heat, it is under a wonderful degree
of control. At the present time, the blast furnaces are a
hundred feet high, consist of a great iron stack lined with
some nonfusible material, and when in operation are filled
[Pg 245]
from top to bottom with roaring fire. Into their fiery throats
are fed alternately small carloads of coke and iron and limestone,
and from the bottom there flows away at intervals
two molten streams—one the precious iron upon which our
civilization rests; the other the useless slag, to be got rid
of in the cheapest possible way.... The burning of
this modern furnace takes place under a forced draught of
air blast from eight to twenty pounds per square inch. This
pressure serves to drive the air upward through the hundred-foot
mass which burns within the furnace. Otherwise,
the fire would smother. The gas which results from
the imperfect combustion within the furnace is a most valuable
by-product and serves a valuable purpose in promoting
the furnace operation, and sometimes leaves a product
to sell. A part of the gas is taken to the boilers, where it
generates power for the blowing engines. Another part of
it is used in the so-called stoves to heat the air blast on its
way to the furnaces.”
The iron obtained by this Bessemer process, by which
the carbon and other impurities are burned out, is, when
it leaves the converter and cools, merely soft, malleable iron,
and to transform it into steel there must be re-inserted a
small but fixed and definitely determined amount of carbon.
“Steel,” says J. Russell Smith, “is simply a mixture of iron
with a small amount of carbon, very intimately and evenly
associated in its mass. The carbon content of steel varies
from .40 per cent to 1.50 per cent. Steel making is, therefore,
a process of mixing carbon and iron in proper proportions.
Inasmuch as it cannot be made satisfactorily in a puddling
furnace, by reducing the carbon to a proper point and then
stopping the furnace, it has been found necessary to burn
the carbon all out, making wrought iron, and then working
it back to steel by recarbonizing under such conditions that
the carbon can be controlled. The iron, after having all of
its carbon and other impurities burned out by the Bessemer
process, is raised to steel by having thrown into it spiegel
[Pg 246]
iron or ferro manganese. Both are rich in manganese and
carbon. As the iron content of the Bessemer converter is
known and the content of the spiegel iron is known, the carbon
in the steel is under perfect control. The workman
watching the flames cuts off the blast at the moment when
the changing color tells him the carbon is gone. The carbon
of the added material makes steel, and the manganese gives
to the steel a toughness needed to make it stand the strain
of being rolled into desired shapes while red-hot, without
breaking....
“The steel for the greater industries is shaped in a rolling
mill. It comes from the Bessemer or open-hearth converter
molded into a great billet like a piece of a large wooden
beam, and this billet is carried red-hot to a so-called soaking
pit, where the tongues of a flame from a gas-fire keep it
heated until it is ready to start on its journey through the
mills. This soaking pit is the starting point of many roads
through the mill. It goes off in one direction, and successive
rollers squeeze it, crush it, and lengthen it into steel
rails, in which form it emerges a thousand feet away. Other
sets of rolls make the billet into flat beams for bridges or
elevated railways. A third set of rolls, also starting near
the soaking pits, send the product out of the distant door
of the steel mill in the form of great flat plates to make the
boiler of a locomotive, or a marine engine, or the sides of a
steamship, and yet other sets of rollers will make square
rods which finally pass under heavy shears and are chopped
into pieces called billets or blooms. These pieces of steel are
the raw material for other mills which may make wire, nails,
or manufacture steel of any other of a thousand forms.
Some billets are as big as cord wood, some no larger than
lead pencils—thus it passes out into the manifold world
of manufacture.”
[Pg 247]
VII. THE TEXTILE INDUSTRY.
Cotton manufacturing is an important illustration of the
growth in the textile industries of the world during the
period in which the use of machinery has multiplied the producing
power of man in the industrial lines. In all lines of
textile manufacture the growth has been rapid, but especially
so in cotton, which has made greater gains in the
work of supplying man with the necessary requirements of
life, in clothing for his body and the comforts of life, than
other branches of the textile industries and than many other
branches of manufacture. Mulhall estimates the consumption
of cotton by all nations at 303 million pounds in 1800
and 5,900 million pounds in 1896; wool, 460 million pounds
in 1800 and 2,400 million pounds in 1896; flax, 600 million
pounds in 1800 and 200 million pounds in 1896; silk, 30
million pounds in 1800 and 50 million pounds in 1897. It
will be seen from these estimates that the growth in consumption
of cotton has been far in excess of that of any
other of the important fibers. Cotton consumption in 1896
was, according to these figures, 5,900 million pounds,
against 303 million in 1800, or practically 20 times as much
in 1896 as in 1800, while wool consumption is set down at
2,400 million pounds in 1896, against 460 million in 1800, or
only about 5 times as much in 1896 as in 1800; while in the
other materials used in textile manufactures the growth
has been much less than that of cotton.
Before entering upon a discussion of the growth in cotton
manufacturing and the causes thereof, it is proper to
say that the value of all textile manufactures in the principal
countries of Europe has, according to Mulhall, grown
from £96,000,000 in 1800 to £660,000,000 in 1896, and in the
United States, from £3,000,000 in 1800 to £188,000,000 in
1896, the value of textile manufactures produced in Europe
having thus increased about sixfold in the period in question,
and in the United States about sixtyfold. It is apparent
[Pg 248]
from these figures that the growth in the manufacture
of cotton during the last century has far outstripped that of
any other of the textiles. It is also quite apparent
that the capital invested in cotton manufacturing is
much greater than that in other textiles. The United States
Census reports the capital invested in the manufacture of
cotton goods in 1880 at 320 million dollars; in 1905, 613 million;
the value of the products of these manufacturing
establishments in 1880, 211 million dollars, and in 1905, 450
million dollars. Even these figures of increased production—from
211 million dollars’ value in 1880 to 450 million in
1905--do not fully indicate the increase in quantity of products,
since prices in 1905 were materially less than those of
1880. The average price of standard sheetings in the New
York markets was quoted at 8½ cents per yard in 1880 and
7 cents per yard in 1905; of standard drillings, 8½ cents per
yard in 1880 and 7 cents per yard in 1905; of New York mills
bleached shirtings, 12¾ cents per yard in 1880 and 9 cents
per yard in 1905; of standard prints, 7.4 cents per yard in
1880 and 4¾ cents per yard in 1905; and of 64 by 64 printing
cloths, 4½ cents per yard in 1880 and 3.6 cents per yard
1905. This indicates that the increased valuation in cotton
products from 211 million dollars in 1880 to 450 million dollars
in 1905, fails to fully reflect the increased quantity produced
in 1905, and suggests that the quantity produced in
1905 was probably approximately three times as great as
in 1880.
The disposition to increase production through enlargements
of existing factories rather than by the establishment
of new ones, or the combination of existing factories as an
offset to the establishment of new ones, is indicated by the
fact that the total number of establishments, which was
reported in 1880 at 1,005, was, in 1905, but 1,154, an increase
of about 12 per cent in the number of establishments,
while capital was increasing nearly 200 per cent, the value
[Pg 249]
of product more than 100 per cent, and quantity of product
probably nearly 200 per cent.
Great Britain is in proportion to population the greatest
cotton-manufacturing country of the world. She was earliest
in the field as a manufacturer, developing that industry
while the countries of continental Europe were engaged in
wars and while the United States, now the leading producer
of cotton, was developing her agricultural industries and
had scarcely as yet entered upon the development of her
manufacturing possibilities. The United States, by far the
largest producer of raw cotton, ranks second as a manufacturer
of cotton goods.
Accurate estimates of the relative standing of the various
countries in the manufacture of cotton are difficult, almost
impossible, especially in view of the fact that no
country other than the United States takes a periodic census
of its industries. There are, however, three ways by
which the production of cotton manufactures in the various
countries can be approximately measured: first, by the
number of spindles in cotton mills; second, by the quantity
of cotton used; and, third, a method which has been suggested
in some quarters, a measurement of the quantity
or value of cotton goods exported. This, however, would
not give at all an accurate picture of the quantity produced,
since the population of the cotton-manufacturing
countries varies so greatly and, what is more important,
the habits of life, the climatic conditions, and therefore
the quantities of cotton cloths and cotton manufactures of
various sorts used by their respective populations renders
the third method of estimate of little value. Even the
first and second methods mentioned—the determination
of the number of spindles and the determination of the
quantity of cotton used—do not, by any means, give an accurate
picture of the relative quantity or value of cotton
goods manufactured. In the United States, where cotton
is plentiful, much larger quantities of cotton are used per
[Pg 250]
spindle than in the European countries, and greater quantities
of cotton are also used for each 100 yards of cotton
manufactured than is the case in other countries. This is
due, in part, to the fact that the manufacturers of the United
States are producing cotton goods for their home population,
living in a temperate zone climate and requiring,
therefore, heavy cottons; while many of the factories of
Europe are manufacturing for exportation to tropical
countries, where cottons of very light weight are required.
As a consequence, the European manufacturers use a less
quantity of cotton per spindle and a less quantity of cotton
per square yard of product than is the case with the
manufacturers of the United States. The number of spindles
in cotton mills in Great Britain is estimated at 44½
million in the season 1896-7 and 52 million in 1906-7, an
increase of 16¾ per cent; in continental Europe, 30⅓ million
in 1896-7 and 35¾ million in 1906-7, an increase of
18 per cent; in the United States, 17¼ million in 1896-7
and 25¾ million in 1906-7, an increase of 50 per cent; and
in India, 4 million in 1896-7, and 5⅓ million in 1906-7,
an increase of 33 per cent. The annual consumption of
cotton in cotton mills is estimated, in Great Britain, 3¼
million bales of 500 pounds net in 1896-7, and 3-9⁄10 million
bales in 1906-7, an increase of 21 per cent; in continental
Europe, 4⅓ million bales in 1896-7, and 5½ million bales
in 1906-7, an increase of 44 per cent; in the United States,
2¾ million bales in 1896-7, and 4-5⁄6 million bales in 1906-7,
an increase of 77 per cent; and in India, 1 million bales in
1896-7, and 1½ million bales in 1906-7, an increase of 50 per
cent.
It will be noted that although the number of spindles
in the cotton mills in the United States was but 25¾ million,
against 52 million in Great Britain, or about half
as many in the United States as in Great Britain, the quantity
of cotton used in the United States was greater than
[Pg 251]
in Great Britain, being 4,822,000 bales, against 3,915,000
bales in Great Britain.
The textile industry of the United States, according to
census reports, represented in 1900 investments amounting
to 1,043 million dollars, employed 661,000 wage-earners,
paid 209 million dollars per annum of wages, used 521
million dollars’ worth of materials, and turned out products
valued at 931 million dollars. The number of establishments
was 4,312. Cotton manufactures formed a larger
share of these enormous totals, both as to investment,
wages paid, and value of products, than did any other of
the manufacturing industries included under the general
term of textiles. The value of cotton manufactures in 1900
was 339 million dollars, while that of wool manufactures
was 297 million; silk manufactures, 107 million; hosiery;
and knit goods, 95 million; and flax, hemp and jute manufactures,
48 million. Adding to this 45 million for dyeing
and finishing of textiles, the value of the combined textiles
in 1900 is set down at $931,494,566.
“Textiles,” or “textile fabrics,” may be properly described
as stuffs made by weaving together of threads of
any sort to produce a material with a nearly solid surface.
“A fishing net,” says the Encyclopedia Americana, “is
not a textile, because the cords which compose it are not
woven together but merely cross one another at equally
distant intervals and are strongly knotted at those points.
But mosquito-netting is a textile, although very open, because
the threads are merely held by their own friction.”
Textiles in the usual sense are made of the twisted fibers
spun into thread of flax or linen, cotton, hemp, jute, silk
or wool, woven together by the use of a loom. “The general
nature of a loom,” says the above quoted authority,
“is that the threads of the warp are divided into two sets,
one of which is thrown upward, while the other is thrown
down, and at the same moment a shuttle carrying a thread
of the woof is driven through between the two sets of warp
[Pg 252]
threads. The next movement of the loom reverses the two
sets of warp threads, throwing the upper one down and the
lower one up, compressing and drawing tight the woof
thread into the loops which show on the surface of the
stuff and go to form the surface, and the shuttle is driven
through again in the opposite direction. The constant repetition
of this forward and backward movement of the shuttle
gives a strip of woven fabric which constantly grows:
and as each movement of the shuttle is made, an appliance
drives the last thread of the woof back against the
others, so that this growing strip of woven stuff is kept
at a uniform state of firmness and solidity. It is in this
way that the simplest fabrics of linens and cottons are
made. If it be desired to produce a somewhat more elaborate
weave, this is done by raising two threads of the
warp and dropping one; or by raising three threads of the
warp and dropping one, and so on. In this way the threads
of the woof are seen lying in loops, or what seems to be
stitches longer than those of the simplest weave....
If we take a step further and use three or four warp
threads, say, of red, while the rest remain white, and do
the same thing with the woof threads, we produce stripes
and where these stripes cross one another there will be a
little square of the solid color of the three or four threads,
while the stripes elsewhere remain of the half-way tint....
In such weaving of patterns it is here assumed
that the threads are dyed before the weaving is begun.
The matter of printing colors upon calico, thin silk, or the
like, is entirely apart from consideration of the textile
fabric. Printing is done from blocks (or rolls) with color
almost exactly as if the material receiving the pattern
were paper instead of a woven stuff.”
The above description of the method of producing textiles
is sufficiently elaborate for a study of this character.
The methods of producing brocades, satins, velvets and
other elaborately figured textiles of any sort may be studied
[Pg 253]
more in detail by reference to any standard encyclopedia
or work of this character.
The fact that cotton is, as has been already shown, the
most important of the textile industries, utilizing larger
sums of capital, turning out greater values of product,
distributing its products over a wider area and to a larger
number of people than any other of the textiles, justifies
a somewhat more elaborate discussion of this industry
and its development during the period in which the manufacturing
industries of the world have been transferred
from hand labor to that of machines, and in which capital
has come to form so important a factor in production.
The manufacture of textiles from cotton is, like that
of iron and steel, “older than written history.” The art
of cotton spinning and weaving is believed to have been
practised in India, still a great cotton-producing section
of the world, from 20 to 30 centuries ago. From India the
production of cotton and manufacture of cotton goods
moved westward into Persia, thence to the area immediately
east of the Mediterranean, then to Egypt, and even
southern Europe. The Moors are said to have introduced
the cultivation and manufacture of cotton into Spain during
their control of that section of Europe, but the cotton-manufacturing
industry which existed at Seville, Cordova
and Grenada fell into decay after their expulsion from
Spain and was only resumed after the British, followed
by the French and Germans, had developed the art of
manufacturing cotton goods by machine methods. While
the manufacture of yarn or threads from cotton declined
in Spain, it later made its appearance in Italy in the fourteenth
century and in Germany, Prussia, the Netherlands
and England in the sixteenth century, and France in the
seventeenth century, but it was not thought practicable to
manufacture cloth exclusively from cotton until toward the
close of the eighteenth century, the cotton yarn being used
only for woof, while the warp used in conjunction therewith
[Pg 254]
was either wool, flax, or silk. The so-called “Manchester
cottons” of earlier date were composed in part of cotton
and in part of wool or linen. The first acquaintance of
western Europe with cloths made entirely from cotton
seems to have been in those brought from Calcutta, India
(and therefore called calicoes); but the calicoes made in
Europe at that time and for more than a century after were
made, in part at least, of wool or linen.
Prior to the latter part of the eighteenth century all
cloths, whether of wool, cotton, silk, or flax, were manufactured
by hand labor. The natural fabrics were, as described
elsewhere in this work, spun into threads by the use
of the simple spinning wheel, chiefly by the labor of women
who were termed “Spinsters.” The threads thus obtained
were made into cloth by the use of a loom upon the general
principles above described, but of extremely simple
design and operated solely by human power. Up to this
time the making of threads or yarn and their transformation
into cloth by the weavers, chiefly men, kept pace
fairly with one another, the supply of thread or yarn being
about equal to the demand by the weavers. “One
good weaver,” says Dr. Ure, “could keep three active
women at work spinning weft. In operating the loom,
the shuttle which carried the thread back and forth between
the raised and lowered sections of the warp was
thrown back and forth with the hand, which required a
constant extension of the hands to each side of the warp.
In 1738 John Kay, an Englishman, devised a system by
which the shuttle was thrown back and forth by means of
strings attached at opposite ends of the lathe in which the
shuttles ran, enabling a weaver to double the amount of
cloth which he could manufacture within a given space
of time, thus making the demand for yarn in excess of the
supply.” “It was no uncommon thing,” says a writer on
that subject, “for a weaver to walk three or four miles
in a morning, and call on four or five spinners, before he
[Pg 255]
could collect weft to serve him for the remainder of the
day.”
This stimulated active minds in those industries to devise
some method for increasing the facilities for turning
the wool or cotton or flax into the needed yarn, and James
Hargreaves, a weaver, devised about 1764 a machine which
he called the “spinning jenny,” in which were set eight
spindles in a frame put in motion by a single wheel, and
by moving backward and forward a moveable carriage
containing a horizontal clasp to hold the material being
twisted into threads, the quantity of yarn which one person
could produce in a given length of time was greatly
increased. Subsequently the number of spindles in the
frame was increased to 20 or 30, and in time to more than
1,000. Hargreaves kept this invention secret for a time,
using it merely to manufacture yarn for his own weaving,
but it finally became known and the spinners of the neighborhood,
believing that it would throw many out of employment,
broke into his establishment and destroyed the
machine. He, however, retired to Nottingham, erected
a small mill and took out a patent for the “spinning jenny,”
and in time it became to be an established method
of manufacturing yarn and in a more elaborate form is
the principal factor in the manufacture of cotton yarns
in the great factories today, the number of spindles which
a modern machine of this character now uses being often
in excess of 1,000, instead of the 8 utilized by the original
spinning jenny.
Meantime another method was being utilized and
brought into operation, by which a stronger yarn could
be produced. It seems to have been originally devised by
John Wyatt, of Birmingham, England, and operated upon
a system entirely different from that of the jenny. “The
method adopted,” says Ellison, in his “Cotton Trade of
Great Britain,” “was to pass the cotton through pairs of
small grooved rollers placed horizontally, the upper and
[Pg 256]
lower roller of each pair revolving in contact, the sliver
of cotton, after passing through these rollers, being caught
by another pair of rollers placed immediately in front
which revolve with three, four, or five times the velocity
of the first pair and therefore draw out the sliver of cotton
into three, four, or five times its former length and
degree of fineness. After passing through this second pair
of rollers it was attached to a spindle, the rapid revolutions
of which twisted it into a thread and at the same
time wound it upon a bobbin.” This method, devised by
Wyatt in 1730 and patented in 1738, was perfected by Arkwright
30 years later and was known as the “spinning
frame,” but since it was operated by water power, received
the name of the “water frame.” By the use of this
process the cotton yarn was made of sufficient strength
to permit its use for the warp as well as for the woof, and
thus, for the first time, the making of cloth entirely from
cotton became practicable.
“With the invention of the jenny and water frame,”
says Ellison, “commenced a new era in the history of the
cotton trade; in fact, so far as Europe is concerned, it may
be said that the history of the cotton manufacture, as a
separate and distinct industry, began with the invention
of these two machines; for until the introduction of Arkwright’s
contrivance for spinning by rollers, it was impossible
to produce a piece of cloth composed wholly of
cotton.”
Still another important device for use in the manufacture
of cotton cloths was the “carding machine.” Originally
the raw cotton was prepared for spinning by the
use of brushes made of short pieces of wire instead of bristles,
the wire being stuck into a sheet of leather at a certain
angle, the cotton being spread upon one piece and
combed with another until the fibers were laid straight,
when it was ready for the use of the spinner. In 1748 a
carding machine was devised to supersede the hand process,
[Pg 257]
but it was not until toward the close of the century
that carding machines took such form as to become an
important factor in the cotton-manufacturing industry.
Even in the closing quarter of the eighteenth century the
prejudice on the part of hand laborers against machines
was so great that for several miles around Blackwell every
spinning jenny containing more than 20 spindles was destroyed,
while a mill erected by Arkwright near Chorley
was destroyed by a mob. A little later another machine
was invented by Samuel Crompton, which he designated
the “spinning mule,” which combined the drawing rollers
of Arkwright and the jenny of Hargreaves; and it was
looked upon as an improvement upon the machines of Arkwright
and Hargreaves. These devices—the spinning jenny
of Hargreaves, the water frame of Arkwright, and the
combination of those principles in the spinning mule of
Crompton—revolutionized the cotton-manufacturing industry
and the principles thus embodied are still the chief
factors in the great cotton-manufacturing establishments
of the world today.
Another device which added greatly to the manufacturing
possibilities with reference to cotton was the invention
by Eli Whitney in America of the cotton gin, a
machine for stripping the cotton fiber from the seeds and
technically called the “gin,” probably a contraction of the
word engine. It performs its work through the operation
of a series of revolving saws which come in contact with
the cotton through openings sufficiently narrow to prevent
the passing of the seeds but permitting the fibers torn
therefrom to pass downward into a receptacle, while the
seeds, freed from the fiber, pass through another opening
and are subsequently utilized in the manufacture of oil;
though this utilization of the seeds did not develop until
long after the cotton gin had become an important factor
in the cotton-manufacturing industries of the world.
[Pg 258]
Through the application of these machines—the spinning
jenny, the water frame, the spinning mule, and the
cotton gin, driven by power generated by water or steam,
and in more recent years applied, in some cases in the
form of electricity—the cotton manufacturing of the world
has been transferred from hand work to that of machines,
and the world’s consumption of cotton today is many times
as much as that of the period in which these machines were
being perfected, while the quantity of cotton goods produced
from a given amount of cotton is, through the refinement
of machine processes, much greater than formerly.
The quantity of cotton cloth produced at the present
time through the development of machinery and the encouragement
which its use has given to production of cotton
and consumption of cotton goods multiplies many times
that of the period in which the transformation from hand
to machine production began, and has made cotton the
leading textile material of the world.
True, other branches of the textile industry have also
benefited by the application of machine methods of spinning
and weaving similar to those above described; but
no other important textile has seen such a remarkable
growth under the stimulus of machine production as has
cotton. Even as late as 1830 the cotton consumed by those
sections of the world for which statistics are available
only amounted to about 500 million pounds, against 8,500
million in 1907, while, as already indicated, a pound of
cotton under present conditions of manufacture produces
probably twice as much of a given line of manufactures
as a century ago. When it is remembered that the population
of the world has only doubled since 1830 and the
consumption of cotton is 17 times as great as at that time,
the relative growth of cotton consumption to population
will be seen to have been very great.
The above figures relating to consumption of cotton
and to comparison of present consumption with that of a
[Pg 259]
century ago relate chiefly to Europe and the United States.
Statistics of consumption are available, in addition to Europe
and the United States, for India and Japan, and a
few communities in which the consumption is small, such
as Canada, Mexico and Australia. In addition to this,
however, it must be remembered that large quantities of
cotton goods are still being manufactured in certain parts
of the world by the crude processes which prevailed in
Europe and the United States before the adoption of the
machine methods above described. In China, for example,
large quantities of cotton are turned into yarn by hand
spinning, and into cloth by hand weaving, and there is
reason to believe that the quantity of cotton cloth manufactured
in China by hand weaving, partly from yarns
spun by hand and partly from yarns manufactured by machine
methods, is greater than that manufactured by modern
machinery. In many of the oriental countries, in large
portions of South America, in large sections of Africa,
and in the islands of the Pacific, millions, hundreds of
millions of people are still clothed with textiles—cotton,
wool, silk, or fibers—manufactured by hand processes or
by simple machines operated by man power. In Europe
and the United States, however, the system has been completely
transformed, and machinery and money, in combination
with a steadily decreasing percentage of human
labor, now manufacture the cotton goods worn not only
by their own people, but by large sections of the inhabitants
of the oriental countries and the continents of Africa,
South America and Australia.
The relative growth in the manufacture of cotton in
recent years by the principal countries in which this industry
has developed is indicated by the fact that the
quantity of cotton consumed in Great Britain in 1887 was
2,955,000 bales and in 1907, 3,900,000 bales; that of the
continent of Europe, in 1887, 2,912,000 bales, in 1907, 5,460,000
bales; in the United States, in 1887, 1,939,000 bales,
[Pg 260]
in 1907, 4,950,000 bales; in India, in 1887, 569,000 bales,
in 1907, 1,600,000 bales; in Japan, in 1892, the first
year for which statistics are available, 99,000 bales, and
in 1907, 925,000 bales; and in all other countries for which
figures are available, in 1891, 106,000 bales, and in 1907,
171,000 bales.
With this elaborate use of machinery and increase of
cotton production, manufacture and consumption, has
come great reduction in cost of production and in prices.
“In the last half of the nineteenth century,” says S. N.
D. North, late Director of the Census, in the Encyclopedia
Americana, “there was an increase in value of textile
products in the United States of about six times and not
less than ten times if it were possible to measure this
product by quantity instead of by value. Even the largest
figures convey an inadequate idea of the relative importance
of our textile mills in the industrial economy of the
nation, for those mills supply the materials for a great
group of subsidiary factory industries, such as the wholesale
clothing manufacture, etc. When we aggregate these,
and add to them the value of the products of the linen,
jute, hemp, and bagging mills of the country, we find that
the product of our textile mills is larger in value than that
of any single line of related industries, iron and steel excepted.
The decrease in the cost of goods during the last
half of the century has been one of the most striking phases
of the development. This decrease is due—in some
measure, of course, to the decreased price of the raw materials,
but in even larger measure to the remarkable advance
in methods of manufacture—to the new and more
perfect machinery employed, in the invention of which
American mechanical genius has contributed certainly as
much as that of any other people, and perhaps more. All
the fundamental inventions in spinning-machinery were of
English origin. The French and Germans have also done
much in the invention of labor-saving textile machinery,
[Pg 261]
but the American record may be shown to have surpassed
them all. The wool-carding machinery of all countries
owes its chief improvement over the machines of a century
ago to the invention of John Goulding, of Worcester,
Mass. The modern cotton spindle, making 10,000 revolutions
a minute, is an evolution of our own mechanics, and
the saving effected by new forms of spindles invented and
adopted in the United States since 1870, when 5,000 revolutions
per minute was the average speed, has been more
than equal to the capacity of all the warp-spinning machinery
in use in this country in that year. In structural
equipment, the modern American mill,” continues Mr.
North, “is, in some respects, superior to the average foreign
mill. It is not so massive a structure, nor so solidly
built, brick being used here while the English usually use
stone; and in the lightness and airiness of its rooms, in
economy of arrangement and general completeness of
equipment and care for the comfort and convenience of
the operatives, it is usually superior. While many parts
of the machinery required for the equipment of our textile
mills are still necessarily imported from England because
not made, or less perfectly made, in the United
States, our machine manufacturers have been advancing
as rapidly in recent years as the textile mills themselves,
and the time cannot now be far distant when every
new mill built in America will be equipped throughout
with American-made machinery. The American textile
mills now supply practically every variety of fabric made
in the world, with the exception of linens and the very
finest grades of other fabrics.”
The Census of 1905 shows the value of cotton manufactures
of the United States in 1850, 62 million dollars;
in 1860, 115 million; in 1880, 192 million; in 1900, 331 million;
and in 1905, 442 million; the capital invested in 1850,
75 million dollars; and in 1905, 605 million; the wages paid
in 1860 (no figures for 1850), 24 million dollars; in 1905, 94
[Pg 262]
million; the number of wage-earners in 1850, 122,000; in
1905, 310,000; the number of spindles, in 1860, 5¼ million;
in 1905, 23 million; the number of looms, in 1860, 126,313;
in 1905, 540,910; the cotton consumed, in 1860, 423 million
pounds; in 1905, 1,873 million pounds.
A marked characteristic of the cotton industry of the
United States in recent years has been the gradual movement
of the industry away from New England, where it
was originally established, toward the cotton-producing
section, the South. The number of cotton-manufacturing
establishments in the New England States fell from 439
in 1880 to 308 in 1905, while those in the South increased
from 161 to 550 in the same time. The number of spindles
as shown by the Bureau of Statistics of the Department
of Commerce and Labor, in the Northern States as a
whole, increased from 10 million in 1880 to 17⅓ million
in 1908, while those in the Southern States increased from
a little over a half million in 1880 to over 10 million in 1908.
In the principal cotton-manufacturing countries of the
world the increase in spindles during the last decade has
been as follows: Great Britain, from 44½ million in 1897 to
52 million in 1907; continental Europe, from 30⅓ million in
1897 to 36 million in 1907; the United States, from 17 million
to 25¾ million; India, from 4 million to 5⅓ million; and
Japan, from a half million to a little over 1½ million. The
36 million cotton spindles in continental Europe are, according
to Ellison, distributed as follows: Germany, 9 million;
Russia and Poland, 7 million; France, 6 million;
Austria-Hungary, 3¾ million; Italy, 3 million; Spain, 2¾
million; Switzerland, 1½ million; Belgium, 1⅓ million, and
the remainder distributed among Switzerland, Holland,
Portugal and Greece.
[Pg 263]
VIII. THE MANUFACTURING INDUSTRIES OF THE
UNITED STATES.
The fact that this story of the world’s manufactures is
intended primarily for the information of people of the
United States, coupled with the further fact that the
United States is itself the world’s largest producer of manufactures,
seems to justify a somewhat detailed study of
the manufactures of this country, the growth of the manufacturing
industry, and especially the part which they bear
in our foreign commerce. Originally the United States,
like all new countries, devoted its attention chiefly to agriculture.
The products of the soil are man’s first requirements.
He must have food. When he obtains food his
next thought is of clothing, but that he can obtain temporarily
from the skins of the beasts whose bodies supply
him with food. So the production of manufactures was
of secondary importance in the early development of that
part of the North American Continent which is now known
as the United States. The eastern part of the area being
densely wooded, the work of the first and second and third
generations of our forefathers was to fell the trees and
prepare the ground for agriculture for the production of
the wheat and corn and other foodstuffs which they must
have to sustain life. If there came as a result a given
quantity of potash and pearlash and leather and other
manufactures of this crude type which could be utilized
by the people or exported to foreign countries they accepted
this thankfully, but made no special effort to develop
the manufacturing industry. During the colonial
days little effort was made in the development of manufacturing,
except to supply the household requirements.
The housewife spun and wove the wool and flax into threads
and cloth, and a large part of the population was clothed
in “linsey-woolsey,” produced in this manner. Even during
the period of the Confederation, which immediately
[Pg 264]
followed the Revolutionary War, conditions in the manufacturing
industries did not materially change and nobody
seems to have thought them of sufficient importance to
justify any governmental attention or action. Shortly
after the adoption of the Constitution, however, Alexander
Hamilton, the first Secretary of the Treasury, submitted
to the Congress of the United States, in 1791, a “Report
on Manufactures,” which pictured manufacturing conditions
in this country at that day. He enumerated some
17 industries which had “grown up and flourished with
a rapidity which surprises, affording an assurance of success
in future attempts.” These 17 industries were as
follows:
1. Skins.—Tanned and tawed leather, dressed skins,
shoes, boots and slippers, harness and saddlery of all
kinds, portmanteaus and trunks, leather breeches, gloves,
muffs and tippets, parchment and glue.
2. Iron.—Bar and sheet iron, steel, nail rods and nails,
implements of husbandry, stoves, pots and other household
utensils, the steel and iron work of carriages, and for shipbuilding,
anchors, scale beams and weights, and various
tools of artificers, arms of different kinds; though the
manufacture of these last has diminished for want of a
demand.
3. Wood.—Ships, cabinet wares and turnery, wool and
cotton cards and other machinery for manufacture and husbandry,
mathematical instruments, coopers’ wares of every
kind.
4. Flax and hemp.—Cables, sail cloth, cordage, twine
and pack thread.
5. Bricks and coarse tiles and potters’ wares.
6. Ardent spirits and malt liquors.
7. Writing and printing paper, sheathing and wrapping
paper, pasteboard, fullers’ or press papers, paper
hangings.
[Pg 265]
8. Hats of fur and wool and mixture of both, women’s
stuff and silk shoes.
9. Refined sugars.
10. Oils of animals and seeds, soap, spermaceti and
tallow candles.
11. Copper and brass wires, particularly utensils for
distillers, sugar refiners and brewers; andirons and other
articles for household use, philosophical apparatus.
12. Tinware for most purposes of ordinary use.
13. Carriages of all kinds.
14. Snuff, chewing and smoking tobacco.
15. Starch and hair powder.
16. Lampblack and other painters’ colors.
17. Gunpowder.
In addition to the industries above enumerated, which
were carried on as regular trades in many localities, Mr.
Hamilton went on to describe—“a vast scene of household
manufacturing, which contributes more largely to the supply
of the community than could be imagined without having
made it an object of particular inquiry—” and he
continues—
“Great quantities of coarse cloths, coatings, serges and
flannels, linsey-woolseys; hosiery of wool, cotton and
thread; coarse fustians, jeans and muslins; checked and
striped cotton and linen goods; bed ticks, coverlets and
counterpanes; tow linens; coarse shirtings, sheetings, toweling
and table-linen, and various mixtures of wool and cotton,
and of cotton and flax are made in the household way
and, in many instances, to an extent not only sufficient
for the supply of the families in which they are made, but
for sale, and even, in some cases, for exportation. It is
computed in a number of districts that two-thirds, three-fourths
and even four-fifths of all the clothing of the inhabitants
are made by themselves. The importance of so
great a progress as appears to have been made in family
[Pg 266]
manufactures within a few years, both in a moral and political
view, renders the fact highly interesting. Neither
does the above enumeration comprehend all the articles
that are manufactured as regular trades. Many others
occur, which are equally well established, but which, not
being of equal importance, have been omitted. And there
are many attempts, still in their infancy, which, though
attended with very favorable appearances, could not have
been properly comprised in an enumeration of manufactories
already established. There are other articles, also,
of great importance, which, though, strictly speaking, manufactures,
are omitted as being immediately connected with
husbandry, such as flour, pot and pearl ashes, pitch, tar,
turpentine and the like.”
The “manufactories carried on as regular trades,” and
included in Mr. Hamilton’s category, says the U. S. Census
Report of 1900, comprised such as would naturally spring
up in a new country to supply the immediate necessities
of the inhabitants, together with those whose materials
were most abundant and inviting. Agricultural implements
and other tools of industry were made in quantities
fully equal to the demand. Firearms were also made. The
dressing of skins, especially tanning, had become an important
industry, and was carried on both in establishments
exclusively devoted to the purpose, and by many
shoemakers and farmers as a subsidiary occupation. The
number of brewers and distillers was remarkable, and nearly
the entire domestic demand for beverages was supplied
by home production. Sawmills, gristmills, brick kilns,
wool-carding mills, and fulling mills existed in great number,
but always on a small scale, supplying only local needs.
The manufacture of paper, which had been a successful
colonial industry, also supplied the domestic requirements,
and several glass works existed. “Iron works have greatly
increased in the United States,” said Mr. Hamilton, “and
are prosecuted with much more advantage than formerly.”
[Pg 267]
The shipbuilding industry was particularly well developed
and widespread. In 1793 the tonnage of the United States
exceeded that of every other nation except England. In
the main, however, the people had confined themselves to
such manufactures as could not be imported to advantage.
Foreign goods, chiefly textiles, were largely imported in
exchange for agricultural products.
Such was the general condition of our manufactures
at the opening of the nineteenth century. Although some
progress in this direction has been made, the occupations
of the people were chiefly agricultural; commerce was becoming
a factor of constantly increasing importance in the
development of the industrial resources of the country,
while manufactures occupied the third and subordinate
position.
In 1810 Albert Gallatin, Secretary of the Treasury, in
response to a resolution of the House of Representatives
of June 7, 1908, made a report which is an admirable summary
of the condition of American manufactures at that
date. Secretary Gallatin estimated that in 1809 the value
of the products of American manufactures exceeded $120,000,000.
Tench Coxe’s estimate, based upon the returns
obtained at the Census of 1810, was $198,613,471. The
censuses of 1810, 1820, 1830 and 1840 gave certain figures
on the manufacturing industries of the United States, but
they did not approach the completeness of the censuses
of recent years, and the figures of those earlier records
must be accepted only with this view of their incompleteness.
Tench Coxe, as already shown, estimated the real
value of the manufactures of 1810 at a little less than 200
million. The censuses of 1820 and 1830 were confessedly
incomplete and their showing of manufactures does not
compare favorably with the Coxe estimate for 1810. In
1840 the value of the manufactures was put at about 500
million dollars; in 1850, at one billion; in 1860, a little less
than 2 billion; in 1870, 4¼ billion; in 1880, 3⅓ billion; in
[Pg 268]
1890, 9⅓ billion; in 1900, 13 billion; and in 1905, 16 billion—a
sum three times the estimated value of manufactures
of the next great manufacturing nation, the United
Kingdom.
It must be remembered, however, that these figures of
the value of the manufactures of the United States are
“gross values,” or, in other words, contain many duplications,
as explained elsewhere, and that the net or real
value of the manufactures of the country was but two-thirds
of the figures above named. Even this estimate
which puts the net or true value of the manufactures of
the country at about two-thirds of the census gross valuation
still leaves the United States so far in the lead that
there can be no doubt that it is the greatest manufacturing
nation of the world. Tables printed elsewhere in this
text show that her production of manufactures is, even
under an acceptance of the “net” value and an exclusion
of certain articles not classed as manufactures by other
countries, far in excess of that of any other country.
The growth by industries cannot be shown in detail
in a work of this character. Suffice to say that every line
of manufactures is now produced in the United States, save
only those in which the work is wholly, or chiefly, performed
by hand labor. The growth of the more important industries,
such as iron and steel, textiles, etc., is pictured in
sections devoted to those industries, and an outline of
the growth in the principal articles is shown in the table
on another page which presents official figures of the number
of factories, persons employed, capital invested and
product turned out in the principal manufacturing industries
of the country in 1880, 1890, 1900, and 1905.
The increase in the production of manufactures in the
United States, far in excess of home requirements, has
forced our manufacturers to seek markets in other parts
of the world for their surplus product. The result has
been a rapid increase in the exportation of manufactures.
[Pg 269]
The total value of manufactures exported from the United
States has grown from less than 8 million dollars in 1820
to 23 million dollars in 1850, 48½ million in 1860, 70 million
in 1870, 122 million in 1880, 179 million in 1890,
and 485 million in 1900, since which time the annual total
has not fallen below the 400-million-dollar line, while in
the year 1908 the total exceeded 750 million dollars. In
the fiscal year 1908, the latest period for which detailed
figures of the exports by countries are available, the exports
of manufactures were valued at 750 million dollars,
of which 368 million dollars’ worth went to Europe, 188
million to North America, 72 million to South America, and
71 million to Asia, while the remainder was divided between
Oceania and Africa.
That this growth has been especially marked in recent
years is shown by the fact that the actual increase by decades
in exports of manufactures has been as follows:
During the decade ending with 1830, 1.8 millions; 1840, 5.8
millions; 1850, 7.8 millions; 1860, 25.2 millions; 1870, 21.6
millions; 1880, 51.8 millions; 1890, 57.2 millions; 1900, 305.9
millions; and during the eight years ending with 1906, 265
millions. Thus the growth of exports of manufactures in
the eighteen years following 1890 was practically three
times as great as that of the entire seventy years preceding
that year.
Exports of manufactures from the United States now
exceed 750 million dollars per annum and have doubled
in value in a single decade. Not only has the exportation
of manufactures doubled in a decade, but the share which
products of the factory form of the total exports is steadily
increasing. In 1880 manufactures formed but 15 per cent
of the total exports of domestic products; in 1890 they
formed 21 per cent, in 1900, 35 per cent, and in 1908, 41
per cent.
With the rapid increase of population in the United
States, and therefore of the consumption of natural products,
[Pg 270]
the quantity of food and raw materials remaining
for distribution to other parts of the world has not increased
proportionately; and with the development of manufacturing
facilities and the trend of population to the
manufacturing centers, production of manufactures has
rapidly increased, and the surplus of these manufactures
which may be spared for foreign markets has also increased.
Foodstuffs, which in 1890 formed 42 per cent of the total
exports of domestic products, formed in 1908 but 28 per
cent of the total; articles in a crude condition for use in
manufacturing, which in 1890 formed 36 per cent of the
totals, formed in 1908 but 30 per cent; while manufactures,
as already indicated, increased their share in the exports
from 21 per cent in 1890 to 41 per cent in 1908.
In the decade ending with 1905 exports of manufactures
from the United States increased 198 per cent, while
those from Germany increased 75 per cent, those from the
United Kingdom 40 per cent, and those from France 25
per cent. This rapid increase in the exports of manufactures
from the United States has brought her to the third
rank in the list of the world’s exporters of manufactures.
The four greatest producers of manufactures for exportation
and the value of manufactures exported by each of
them in 1906 are as follows: The United Kingdom, 1,400
million dollars; Germany, 1,000 million; the United States,
700 million; and France, 500 million.
To Europe the exports of manufactures from the United
States in 1892 was 76 million dollars, in 1901, 213 million,
and in 1908, 368 million. To North America the exports
of manufactures from the United States in 1892 were 33
million dollars, in 1908, 189 million; to Asia and Oceania
the total was 25 million dollars in 1892 and 112 million
in 1908; to Africa, in 1892, less than 4 million dollars, in
1908, more than 10 million; to South America, in 1892,
17 million, in 1908, 72 million. Considering the distribution
by principal countries, it may be said that the total
[Pg 271]
exports of manufactures from the United States to the
United Kingdom was, in 1892, 40 million dollars, in 1902,
100 million; to British North America, in 1892, less than 10
million, in 1902, over 54 million; to Germany, in 1892, 14
million, in 1902, 30 million; to Mexico, in 1892, less than 8
million, in 1902, over 26 million; to British Australasia, in
1892, less than 9 million, in 1902, over 23 million; and to
China, in 1892, 5½ million, in 1902, more than 23 million.
Considering the exports by great articles or groups of
articles, it may be said that manufactures of iron and steel
as a group form the largest item in the exports of manufactures,
having grown from 52 thousand dollars in 1800
to 322 thousand in 1830, 1 million dollars in 1850, about 6
million in 1860, 13 million in 1870, 25 million in 1890, 121
million in 1900, and 184 million in 1908. Mineral oils
form the second largest item among the groups of manufactures,
having grown from 30 million in 1870 to 98 million
in 1908. Copper manufactures rank third, the total
exports having grown from 1½ million dollars in 1860 to
2⅓ million in 1890 and 104 million in 1908. Leather and
its manufactures have increased their exportations from 1½
million in 1860 to 6¾ million in 1880, 12 million in 1890,
27 million in 1900, and 41 million in 1908. Exports of
agricultural implements have grown from 1 million dollars
in 1870 to 4 million in 1890, 16 million in 1900, and
24 million in 1908. Thirty articles or groups of articles
exceeded 1 million dollars in the value of their respective
exports in the fiscal year 1908. Of these thirty groups now
exceeding 1 million dollars each in value annually, not
one aggregated as much as a million dollars in 1820, and
only three groups exceeded 1 million in 1850; in 1860 eight
groups exceeded each 1 million; in 1880 the number of
groups exceeding 1 million in value was 13; in 1890, 20;
and in 1908, as already indicated, 30 exceeded 1 million
each in the value of their annual exportations.
[Pg 272]
The causes of the rapid growth in the exports of manufactures
from the United States are not difficult to determine.
The growth as already indicated, has occurred
chiefly since 1880, and especially in the last decade. From
1790 to 1880 the growth was a hundred million in ninety
years’ time. This was a period which was devoted to the
development of the agricultural resources of the country
and to the construction of railroads. The value of agricultural
products exported grew in this period from 19
million dollars to 686 million, an increase of 667 million,
while exports of manufactures were increasing 100 million.
From 1880 to 1900 agricultural exports showed a
gain of 206 million dollars and those of manufactures 330
million. Thus the development of domestic exports from
the United States has occurred in definitely rounded periods:
The first, a long period of growth of agricultural
products; the second, a shorter and more recent period, in
which the largest growth, and especially the largest proportionate
growth, has been in exports of manufactures.
A study of the production in the United States of a
few of the great articles which form the basis of manufactures
and the manufacturing industries offers ready explanation
of the great increase in the production of manufactures
and the consequent marked increase in the exportation
of manufactures. Six great articles supply the principal
requisites for manufacturing, viz, iron, copper, wood,
cotton, wool, and coal as the material which supplies the
power by which they are first assembled and afterwards
converted into manufactures. The production of pig iron
in the United States which up to 1880 had never reached
4 million tons, was by 1890, 9 million; in 1900, 13½ million,
and in 1907, 25 million. Of steel, the production
in the United States in 1880 for the first time exceeded
1 million tons; in 1890 it exceeded 4 million tons; in 1900,
more than 10 million, and in 1907, more than 23 million.
Of copper, for which the demands of the world are now
[Pg 273]
great, the United States produced in 1880, 27 thousand tons,
in 1890, 116 thousand tons, and in 1906, 409 thousand tons.
The total value of the mineral products of the United
States was in 1880, 369 million dollars; in 1890, 619 million,
and in 1908, 2,069 million, or 5½ times that of 1880.
The cotton production of the United States was in 1880,
5½ million bales, in 1890, 7½ million, and in 1908, over
13½ million. In 1880, American mills took 31 per cent of
the total American production of cotton, and in 1907 they
took 32 per cent of the greatly increased total. Of wool,
the production of 1880 was 232½ million pounds; of 1890,
276 million, and that of 1908, 311 million. Of coal,
which has an important relation to manufactures, both in
supplying the motive power for the assembling of materials
and heat for smelting ores and other features of manufacturing
work, as well as the power for operating the machinery
of manufacture, the production in 1880 was 64
million tons; in 1890, 141 million; in 1900, 241 million;
and in 1907, 428 million.
Of the six great articles here enumerated as the chief
requisites of manufacturing, the United States is the
world’s largest producer of all except wool. Of cotton,
the United States produces three-fourths of the world’s entire
supply; of copper, fully one-half; of pig iron and steel,
the United States produces 40 per cent of the world’s entire
supply; and in 1907 produced more than Germany,
the United Kingdom, and Belgium combined, these three
countries being, in the order named, the world’s next
largest producers of pig iron. Of timber and wood suitable
for use in manufacturing, the United States is the world’s
largest producer at the present time. Of wool, the United
States is only exceeded in its production by Australasia,
Argentina and Russia, its total product being in 1901, 302
million pounds against 360 million in Russia, including
Poland, Argentina, 370 million, and Australasia, 510 million.
[Pg 274]
In transportation, for assembling these great natural
products for use in manufacturing, the facilities in the
United States by far surpass those of any other country.
The railroads have grown from 30 thousand miles in 1860
to 53 thousand miles in 1870, 93 thousand miles in 1880, 166
thousand miles in 1890, and 240 thousand miles in 1908,
giving to the United States two-fifths of the entire railway
mileage of the world; while in transportation upon
the Great Lakes the registered tonnage of vessels passing
through the Sault Ste. Marie Canal alone in 1907 was 44
million tons, or practically three times as much as the tonnage
passing through the Suez Canal in the same year.
Proportionately the growth in exports of manufactures
has been even greater than that in production of manufactures.
The census figures show that the gross value
of manufactures produced in 1850 was, in round terms,
1 billion dollars, and in 1905, nearly 17 billion, so that
the product of 1905 may be said to be about seventeen
times as great as that of 1850; while the exportation of
manufactures, which in 1850 was $17,580,456, was in 1908,
$750,000,000, or forty-two times as great as in 1850, indicating
that the percentage of growth in exportation has
been more than twice as great as that in the production
of manufactures.
Of the articles which form the great and growing export
trade of the United States, those grouped under the
term “manufactures” number over two hundred distinct
articles, though many of these are included within the
special groupings, such as agricultural implements, iron
and steel manufactures, mineral oils, leather and its manufactures,
etc. The group agricultural implements, for example,
is subdivided into mowers and reapers, plows and
cultivators, and “all other,” the latter term including numerous
articles which are not of sufficient value to justify
at present a separate statement. The group cotton manufactures
includes cloths colored and uncolored, wearing apparel,
[Pg 275]
waste cotton, and all other. The group iron and steel
includes pig iron, bar iron, wire rods, billets, ingots and
blooms, hoop, band and scroll iron, rails for railways, tin
plates, structural iron and steel, wire, locks, hinges, saws
and tools, car wheels, castings, table cutlery, firearms, cash
registers, electrical machinery, laundry machinery, metal-working
machinery, printing presses, pumps and pumping
machinery, shoe machinery, locomotives (stationary
and railway), typewriters, nails (cut and wire), pipes,
safes, scales, stoves and ranges, each of which is separately
stated, and following these a class “all other,” which includes
the less important articles not separately enumerated.
Under the group leather and its manufactures
are included sole leather, glazed, kid, patent, split, and
other upper leather, boots and shoes, harness and saddles.
Under the general title of refined or manufactured mineral
oils are included naphthas, illuminating oil, and lubricating
and heavy paraffin oil. Under the general title of
musical instruments are included organs, pianos, and all
other. Paper and its manufactures include paper hangings,
printing paper, writing paper, envelopes, and all
other. Manufactures of tobacco include cigars and cigarettes,
plug tobacco, and all other. Wood manufactures
include doors, sash and blinds; furniture; hogsheads and
barrels; trimmings, moldings and other house finishings;
woodenware, wood pulp, and all other. Wool manufactures
include carpets, dress goods, flannels and blankets,
wearing apparel, separately stated, and all other.
Taking up the various groups or classes, and with them
the articles which are not subdivided, it may be said that
thirty general articles show a total exceeding $1,000,000
in the exports of recent years. Exports of iron and steel
manufactures as a whole amounted in 1908 to 184 million
dollars; manufactured or refined mineral oils, 99 million;
copper manufactures, 100 million; cotton manufactures,
25 million; leather and its manufactures, 27 million;
[Pg 276]
agricultural implements, 24 million; chemicals, drugs and
dyes, 21 million; cars and carriages, 22 million; paraffin,
8 million; paper and its manufactures, 8 million; tobacco
manufactures, 5 million; scientific instruments, 11 million;
fiber manufactures, 5 million; india-rubber manufactures,
7½ million; books, maps and engravings, 6 million.
Tracing the more important of these articles through
the period from 1790 to 1908 it may be said that iron and
steel manufactures, which began their record in 1790 with
a total exportation of $117,060, did not reach $1,000,000
until 1840, when the total export was $1,127,877. Even
in 1850 it was only $1,953,702, but by 1860 was $5,870,114;
in 1870, $13,483,163; in 1880, $14,716,524; in 1890, $25,542,208,
and in the decade from 1890 to 1900 it increased nearly
fourfold, the total for 1908 being $183,982,182 against
$25,542,208 in 1890. The growth in the exportation of
manufactures of iron and steel has been more strongly
marked than that in any other important article of export
except copper. It has been coincidental with the development
of the great iron mines of the United States and the
production of pig iron and steel.
The next article in the order of its magnitude in our
exportations is refined mineral oil, which only became an
article of export after the great oil discoveries in the decade
1860-1870. Its first appearance in the list of exports was
in 1864, in which year the total amounted to $6,918,502,
the small quantities exported in preceding years not having
separately enumerated in the list of articles exported.
The value of the exportations of mineral oil increased
very rapidly, the total for 1864 being slightly less than
7 millions; for 1865, nearly 10 millions; 1866, over 18 millions;
1867, 22 millions; 1870, 30 millions; 1880, 34 millions;
1890, 44 millions; 1900, 68 millions, and 1908, 99 millions.
[Pg 277]
Copper, which forms the third article in rank in the
exports of manufactures, is of recent date as an article
of importance in the export trade. The existence of large
copper deposits in the United States had been known for
many years, but it was only upon the greatly increased
demand for copper owing to the developments in the use
of electricity as a motive power that the world began to
demand copper in greatly increased quantities; and to this
demand the mines of the United States promptly responded.
The copper production of the United States had never
reached as much as 20,000 tons prior to 1877. By 1887 it
was 81,000 tons; by 1897, 220,000 tons; and in 1907, 410,000
tons. The most strongly marked increase occurred
during the period of 1890-1907, the production of 1890
being 115,000 tons, and in 1907, 410,000 tons. The growth
in exportation was coincidental with the growth in production.
The value of copper manufactures exported in
1890 was but $2,349,392; in 1891, it was $4,614,597; in 1892,
$7,226,392; in 1895, $14,468,703; in 1896, $19,720,104; in
1897, $31,621,125; and in 1908, $104,064,580 or nearly fifty
times as much in 1908 as in 1890.
Leather and manufactures thereof grew from 1½ million
in 1860 to 6½ million in 1880, 12½ million in 1890,
27 million in 1900, practically 30 million in 1902, and 42
million in 1909. Agricultural implements have also
shown a rapid increase in exportation. In 1870 they
amounted to only 1 million dollars in value; in 1880, to a
little over 2 million; in 1890, nearly 4 million; in 1900,
16 million; and in 1902, 16¼ million.
Chemicals, drugs, dyes, etc., formed the largest single
item of exports in 1790, pot and pearl ashes being then the
principal article in the list, and have slowly but steadily
increased, reaching a million dollars in 1830, 2½ million in
1870, 5½ million in 1890, 12 million in 1902, and 21 million
in 1908. It is proper to add that in the later years
patent medicines, which are included under this general
[Pg 278]
classification of chemicals, etc., have formed a considerable
proportion of this increase, the total value of patent medicines
exported being in 1902, 3 million dollars out of the
total of 12 million. The chemical industry of the United
States has not made as rapid gains either in the relative
value of its products, in the supply of the home market,
or in the distribution of exports as accomplished by many
other industries. The total value of the chemical productions
of the country, according to the census, was in 1880,
$38,640,458; in 1890, $59,352,548; and in 1900, $62,676,730,
having less than doubled the value of the product from
1880 to 1900, the increase being but 60 per cent, while
manufactures as a whole increased 142 per cent.
Considering the grand divisions and countries to which
we send this $750,000,000 worth of manufactures exported
from the United States, it may be said that literally every
country of the world is a purchaser of American manufactures.
In each grand division and in every country
of the world the manufactured products of the United
States are being consumed in steadily increasing quantities
and varieties; and this consumption of the products
of the manufacturing establishments of the United States
by other parts of the world is a voluntary one, and not
an “invasion” in the ordinarily accepted sense of the term.
The growth in the consumption of American manufactures
in other parts of the world is quite as voluntary as is the
consumption of American flour, or meat, or cotton. This is
illustrated by the fact that, while the iron and steel manufacturing
establishments have been unable to meet the orders
of the home consumers, and, therefore, have made little
effort to “invade” other markets, more than $184,000,000
worth of iron and steel manufactures was exported in
1908, presumably, in most cases, to fill orders from other
parts of the world. The fact that the home demand for iron
and steel manufactures was in 1907 so great as to more
than double the importation of iron and steel manufactures
[Pg 279]
in a single year, shows clearly that the condition of a home
market was such that the iron and steel manufactures of
the United States needed make no effort to “invade” the
markets of other parts of the world, and that whatever
sales they made in those lines outside of the United States
were, as a rule, in response to calls from the countries to
which these classes of merchandise are sent. The exportations
of iron and steel manufactures from the United States
in the fiscal year 1908, were: To Europe, 47 million dollars;
North America, 72 million; Oceania, 14 million; South
America, 22 million; Asia, 25 million; and Africa, 3 million.
Of American copper the purchases by Europe
were, in 1891, $4,433,015 in value, and in 1908, $97,324,230.
For agricultural implements the home demand is
large and active, yet the exportation of agricultural
implements, presumably all or nearly all orders, was in
1908, to Europe, 13 million dollars; to North America, 2½
million; to South America, 5 million; to Oceania, over 1
million; and to Asia and Africa, 13 million. The railroads
of the United States were in 1906 and 7, according
to repeated statements, unable to obtain cars in sufficient
number to meet their requirements, yet the exportation of
cars for steam railways in the fiscal year 1908 amounted to
about $5,000,000.
The large share which manufactures form in the exports
of the United States is shown by an analysis by the
Bureau of Statistics of the Department of Commerce and
Labor of the trade, by articles and groups of articles, with
every country and grand division of the world. These
figures show that manufactures formed 86 per cent of exports
to South America in 1906, 85 per cent of the exports to
Oceania, 75 per cent of the exports to Asia, 66 per cent of
the exports to Africa, 62 per cent of the exports to North
America, while even to Europe manufactures formed 27 per
cent of the total domestic merchandise sent in the fiscal
year 1906.
[Pg 280]
This general group, “manufactures,” upon which the
above percentages are based, includes both manufactures
ready for consumption and manufactures for further use
in manufacturing. The first group includes all manufactures
in the fully completed form and ready for immediate
use. The second is made up chiefly of chemicals, leather,
naval stores, lumber, copper in pigs, bars, and ingots, and
various grades of iron and steel which have passed through
a process of manufacture but are to be further used in manufacturing,
such as steel bars, billets, ingots, blooms, sheets
and plates, tin plate, wire rods, and pig iron.
Of the 75 million dollars’ worth sent to South America,
72.4 per cent was manufactures ready for consumption and
14.02 per cent manufactures for further use in manufacturing.
Of the 105 million dollars’ worth sent to Asia, 65.79
was manufactures ready for consumption and 9.14 per cent
manufactures for further use in manufacturing. Of the
35 million dollars’ worth sent to Oceania, 72.97 per cent was
manufactures ready for consumption and 11.78 per cent
manufactures for further use in manufacturing. Of the 20
million dollars’ worth sent to Africa, 58.79 per cent was
manufactures ready for consumption and 6.85 per cent
manufactures for further use in manufacturing. Of the 295
million dollars’ worth exported to North America, 50.46 per
cent was manufactures ready for consumption and 11.37
per cent manufactures for further use in manufacturing. Of
the 1,189 million dollars’ worth of domestic merchandise
sent from the United States to Europe in 1906, 12.72 per
cent was manufactures ready for consumption and 14.06
per cent manufactures for further use in manufacturing.
Thus, more than one-half of the domestic merchandise
sent out of the United States to each grand division except
Europe goes in the fully manufactured form, ready for consumption;
in the case of South America and Oceania practically
three-fourths, in the case of Asia practically two-thirds,
[Pg 281]
and in the case of North America practically one-half
goes in the fully manufactured form.
Taking up the principal countries, the figures of the Bureau
of Statistics show that 11.85 per cent of the exports of
the United Kingdom was manufactures ready for consumption
and 11.22 per cent manufactures for further use in
manufacturing. Of the exports to Germany, 10.98 per cent
was manufactures ready for consumption and 12.96 per
cent manufactures for further use in manufacturing. To
France, 12.67 per cent of the exports was manufactures
ready for consumption and 18.44 per cent manufactures for
further use in manufacturing. To Canada, 48.8 per cent of
the exports was manufactures ready for consumption and
13.1 per cent manufactures for further use in manufacturing.
To Mexico, 58.77 per cent was manufactures ready
for consumption and 11.61 per cent manufactures for further
use in manufacturing. To Cuba, 45.94 per cent of the
exports was manufactures ready for consumption and 9.31
per cent manufactures for further use in manufacturing.
To Argentina, 79.93 per cent of the exports was manufactures
ready for consumption and 18.67 per cent manufactures
for further use in manufacturing. To Brazil, 72.9 per
cent of the exports was manufactures ready for consumption
and 10.24 per cent manufactures for further use in
manufacturing. To Chile, 74.82 per cent of the exports was
manufactures ready for consumption and 10.71 per cent
manufactures for further use in manufacturing. To China,
85.12 per cent was manufactures ready for consumption and
10.65 per cent manufactures for further use in manufacturing.
To Japan, 45.89 per cent of the exports was manufactures
ready for consumption and 10.28 per cent manufactures
for further use in manufacturing. To the Philippine
Islands, 59.75 per cent of the shipments was manufactures
ready for consumption and 9.13 per cent manufactures for
further use in manufacturing. To Australia, 76.48 per cent
of the exports was manufactures ready for consumption
[Pg 282]
and 12.26 per cent manufactures for further use in manufacturing.
Foodstuffs and manufacturers’ material form the larger
share of the merchandise sent to Europe and a considerable
percentage of that sent to North America, while to the other
grand divisions neither foodstuffs nor raw material for
manufacturing form any considerable per cent of the total.
To Europe, foodstuffs (chiefly wheat flour, corn and meats)
formed 36.3 per cent of the total merchandise sent in 1906,
while raw materials for use in manufacturing (chiefly cotton)
formed 36.83 per cent of the total, the remainder being,
as above indicated, manufactures ready for consumption
or manufactures for further use in manufacturing. To
North America, foodstuffs formed 20.23 per cent of the total
and manufacturers’ raw material 16.12 per cent. To South
America, foodstuffs formed 13.32 per cent of the total and
manufacturers’ raw material less than 1 per cent. To Asia,
foodstuffs formed 13.83 per cent and manufacturers’ raw
material 11.2 per cent, this larger percentage of the raw
material being due chiefly to sales of raw cotton to Japan.
To Oceania, foodstuffs formed 9.65 per cent of the total and
manufacturers’ raw material 4.96 per cent. To Africa,
foodstuffs formed 28.39 per cent of the total exports and
manufacturers’ raw material 5.86 per cent.
Taking up the analysis of exports to other parts of the
world, the figures show that of the exports to the United
Kingdom 34.07 per cent was crude materials for use in manufacturing;
27.29 per cent foodstuffs partly or wholly manufactured,
including in this group flour, meats, dried and
preserved fruits, etc.; 15.46 per cent foodstuffs in a crude
condition, and food animals; 13.1 per cent manufactures
for further use in manufacturing, and 11.85 per cent manufactures
ready for consumption. Of the exports to Germany,
48.28 per cent was crude materials for use in manufacturing;
19 per cent foodstuffs partly or wholly manufactured;
8.65 per cent foodstuffs in a crude condition, including
[Pg 283]
food animals; 12.96 per cent manufactures for further
use in manufacturing, and 10.98 per cent manufactures
ready for consumption. In the case of France, 55.38 per
cent of the total was crude materials for use in manufacturing;
5.52 per cent foodstuffs partly or wholly manufactured;
7.96 per cent foodstuffs in a crude condition; 18.44
per cent manufactures for further use in manufacturing,
and 12.67 per cent manufactures ready for consumption.
In the case of Canada, 24.39 per cent was raw materials for
use in manufacturing; 4.74 per cent foodstuffs partly or
wholly manufactured; 6.23 per cent foodstuffs in a crude
condition, and food animals; 13.1 per cent manufactures
for further use in manufacturing and 48.8 per cent manufactures
ready for consumption.
Summing up this study of the share which manufactures
formed of the exports of the United States to the principal
countries and grand divisions in 1906, the figures show
that 151 million dollars’ worth of manufactures ready for
consumption went to Europe, 149 million dollars’ worth
to North America, 69 million dollars’ worth to Asia, 54
million dollars’ worth to South America, 26 million dollars’
worth to Oceania, and 11 million dollars’ worth to Africa;
while of the manufactures for further use in manufacturing
167 million dollars’ worth went to Europe, 33 million
to North America, 10 million to South America, 10 million
to Asia, 4 million to Oceania, and a little over 1 million
dollars’ worth to Africa. Thus while manufactures
formed but a comparatively small percentage of the exports
to Europe because of the large quantities of foodstuffs
and raw material demanded by that country, they
actually aggregated a greater sum than the manufactures
sent to any other of the grand divisions, though in the other
cases the percentage which manufactures formed of the
total was much larger than in the trade with Europe.
Even with this large production of manufactures in
the United States it may safely be said that less than one-tenth
[Pg 284]
of our manufactures are exported, while those imported
equal in stated value about one-twentieth that of
the home product. This statement is the result of a comparison
of the figures of production, exportation, and importation
of manufactures in the United States presented
by the Statistical Abstract of the United States, issued
by the Bureau of Statistics of the Department of Commerce
and Labor.
The Census of 1905 shows the gross value of the factory
product of manufactures in 1904 at 14,802 million dollars,
and estimates the value of all other manufactures, mechanical
and neighborhood, at about 2 billion, making the
gross value of all manufactures produced in the United
States in 1904, 16,867 million dollars. This gross valuation,
however, includes many duplications, because the
products reported by one manufacturer often become the
manufacturing material of another, who also includes their
cost in the report of the value of the products of his factory.
By deducting from the gross valuation the value
of this manufacturing material used in a partly manufactured
form, the Census Office states the net or true value of
the manufactures of the country in the census year. This
process reduced the valuation of the factory product of
1904 from the gross figure of 14,802 million, to a net valuation
of 9,821 million; and an application of the same
method of reduction to the non-factory manufactures
would place the net value of all manufactures in 1904 at
10,892 million dollars. The Census of 1900, which reported
the gross value of all manufactures in 1899 at 13,014 million
dollars, places the net value for that year at 8,371
million.
The Bureau of Statistics’ figures show that the exportation
in the year ending June 30, 1905, of all articles
classed by the census as manufactures, amounted in value
to 895 million dollars, a sum which equals 8.2 per cent of
the 10,892 million estimated as the net value of all manufactures
[Pg 285]
in 1904. The imports in the year ended June 30,
1905, of all articles similar to those classed by the census
as manufactures, were valued at 576 million dollars, which
equals 5.3 per cent of the net value of the domestic manufactures
of 1904.
Even these figures, which show that the valuation of
manufactures exported equals 8.2 per cent of the valuation
of the manufactures produced, and that the valuation
of the manufactures imported equals 5.3 per cent of
the valuation of the manufactures produced, are, however,
only approximate, in an attempt to determine the true relation
of imports or exports of manufactures to the home
production. The valuation of manufactures, supplied to
the Census Office, by the various manufacturers, states
the value of the product at the place of production; while
the Bureau of Statistics’ figures of exportations state the
wholesale market value of the article at the port from
which exported. Thus the stated values of the articles
exported are doubtless in most cases higher than the
stated values of the same articles at the place of production
since the cost of transportation and dealers’ profits
are presumably added in the valuations at which the domestic
merchandise in question is wholesaled at the various
ports whose current prices determine the valuation
placed upon the articles when exported. On the other
hand, the values of the imported articles quoted by the
Bureau of Statistics are by law “the actual market values
or wholesale prices of such merchandise in the principal
markets of the country whence imported,” and if freights
and profits are added to this figure the valuation at the
point where it actually enters the United States would
be somewhat in excess of that quoted. Thus the value of
manufactures produced are those of the place of production,
the figures of exports are those of the wholesale
markets of the port from which exported, and those of
importation are those of the wholesale market of the country
[Pg 286]
whence imported. Could production, exports, and imports
be brought to a common basis of valuation, the percentage
which exports bear to the total production would
be slightly reduced and that which imports bear to the
total production be slightly increased; and the percentages
which exports and imports, respectively, bear to the total
production would become more nearly identical than those
above quoted, of 8.2 per cent on the export side and 5.3
per cent on the import side.
The share exported of the manufactures of the country
seems to have slowly but steadily increased. The gross
valuation of manufactures produced was, speaking in very
round terms, in 1850, 1 billion dollars; in 1860, 1¾ billion;
in 1870, 4¼ billion; in 1880, 5⅓ billion; in 1890, 9⅓% billion;
in 1900, 13 billion; and in 1905, 16¾ billion. Reducing
these gross valuations to net value at the same ratio
as that indicated by the census reduction of 1900, the net
value of manufactures in 1850 would stand at ⅔ of 1 billion
dollars, in 1860 at 1¼ billion, in 1870 at 2¾ billion,
in 1880 at 3½ billion, in 1890 at 6 billion, in 1900 at 8⅓
billion, and in 1905 at a little less than 11 billion. The
exportation of all articles now classed by the census as
manufactures was in 1850, 43 million dollars; in 1860, 87
million; in 1870, 160 million (currency values); in 1880,
315 million; in 1890, 404 million; in 1900, 803 million;
and in 1905, 895 million. These figures of net products
and exports, when compared statistically, show that the
exports equalled in 1850, 6.6 per cent of the figures of net
production; in 1860, 7.2 per cent; in 1870, 5.9 per cent; in
1880, 9.1 per cent; in 1890, 6.7 per cent; in 1900, 9.6 per
cent; and in 1905, 8.2 per cent. That the exportation has
grown even more rapidly than the production is also apparent
from a comparison of the figures of 1905 with those
of 1850, since the production of manufactures in 1905 was
practically seventeen times as great as that of 1850, while
[Pg 287]
the exportation of manufactures in 1905 was twenty-one
times as great as in 1850.
On the import side the ratio of imports of manufactures
to production has steadily fallen. Imports of all
articles now included by the census classification of manufactures
amounted in 1850 to 143 million dollars, in 1860
to 267 million, in 1870 to 433 million (currency values),
in 1880 to 426 million, in 1890 to 481 million, in 1900 to
470 million, and in 1905 to 576 million. The percentage
which imports of manufactures bore to production of
manufactures was, in 1850, 21.8 per cent; in 1860, 22 per
cent; in 1870, 15.9 per cent; in 1880, 12.3 per cent; in 1890,
8 per cent; in 1900, 5.6 per cent; and in 1905, 5.3 per cent.
It is proper to add that the figures above cited as representing
the exportation of articles classed by the census
as manufactures do not coincide with the usual statement
of “Manufactures Exported,” as issued by the Bureau of
Statistics from month to month and year to year, but includes
many articles classed as manufactures by the census,
but ordinarily classed by the Bureau of Statistics as “Foodstuffs
Partly or Wholly Manufactured.” The Bureau of
Statistics in its import and export statements groups
under one title of “Manufactures Ready for Consumption”
all articles completely manufactured and ready for use,
such as boots and shoes, cars and carriages, and illuminating
oil; under another head, “Articles for Further Use
in Manufacturing,” all articles in a partially manufactured
state, but requiring further processes before ready
for final use, such as pig copper, pig iron, pig tin, lumber,
etc.; while the group “Foodstuffs Partly or Wholly Manufactured”
includes food articles which have undergone certain
processes of preparation for use, such as salted meats,
canned fruit and vegetables, dried fruits, flour, sugar, and
other articles usually classed by the great importing and
exporting nations under the general title of foodstuffs.
The two groups, “Manufactures Ready for Use,” and
[Pg 288]
“Manufactures for Further Use in Manufacturing,” are
usually included by the bureau in its statements of exports
of manufactures, while the third group, “Foodstuffs Partly
or Wholly Manufactured,” is not usually so classed. In
the above statement, however, in which the attempt is
made to compare imports and exports with the census
figures of manufactures, the third group, “Foodstuffs
Partly or Wholly Manufactured,” is included under the
general title of manufactures, in order to make the import
and export figures comparable with the census figures of
production.
Turning to the individual articles forming the great
mass of manufactures produced or exported, the percentage
of the product exported varies greatly with the various
articles or groups of articles. Comparing the Bureau of
Statistics’ figures of exports for the fiscal year 1905 with
the census figures of production in the calendar year 1904,
the percentage which the export figures bear to those of
production are, in the case of agricultural implements 18.5
per cent, bicycles and tricycles 26.8 per cent, cash registers
20.6 per cent, sewing machines 29.3 per cent, and
typewriters 44.6 per cent; while in a large proportion of
articles the percentage is very much less—boots and shoes
2.5 per cent, carriages and wagons 2.7 per cent, structural
iron 4 per cent, furniture of wood 2.6 per cent, flour and
gristmill products 5.6 per cent, and automobiles 8.3 per
cent.
[Pg 289]
IX. STATISTICS OF MANUFACTURING.
Approximate Annual Value of Manufactures Produced in the Principal Manufacturing
Countries at dates named, 1780 to 1900.
| Countries. |
1780. |
1800. |
1820. |
1840. |
1860. |
1888. |
1896. |
1900. |
| Millions of Dollars. |
| United Kingdom |
861 |
1,119 |
1,411 |
1,883 |
2,808 |
3,991 |
4,263 |
5,000 |
| Germany |
243 |
292 |
414 |
730 |
1,509 |
2,837 |
3,358 |
4,601 |
| France |
715 |
925 |
1,071 |
1,285 |
1,849 |
2,360 |
2,900 |
3,450 |
| Austria-Hungary |
146 |
243 |
389 |
691 |
973 |
1,231 |
1,596 |
2,000 |
| Russia |
49 |
73 |
97 |
195 |
754 |
1,767 |
1,849 |
1,980 |
| Italy |
49 |
73 |
122 |
195 |
389 |
589 |
925 |
1,700 |
| Belgium |
.... |
.... |
.... |
292 |
438 |
496 |
574 |
750 |
| Spain |
49 |
97 |
146 |
219 |
292 |
414 |
589 |
615 |
| United States |
73 |
122 |
268 |
467 |
1,908 |
7,022 |
9,636 |
13,004 |
| Various |
151 |
219 |
292 |
438 |
779 |
1,767 |
2,097 |
2,317 |
| Total |
2,336 |
3,163 |
4,210 |
6,395 |
11,699 |
22,474 |
27,787 |
35,417 |
| Countries. |
1780. |
1800. |
1820. |
1840. |
| Millions of Dollars. |
| United Kingdom |
861 |
1,119 |
1,411 |
1,883 |
| Germany |
243 |
292 |
414 |
730 |
| France |
715 |
925 |
1,071 |
1,285 |
| Austria-Hungary |
146 |
243 |
389 |
691 |
| Russia |
49 |
73 |
97 |
195 |
| Italy |
49 |
73 |
122 |
195 |
| Belgium |
.... |
.... |
.... |
292 |
| Spain |
49 |
97 |
146 |
219 |
| United States |
73 |
122 |
268 |
467 |
| Various |
151 |
219 |
292 |
438 |
| Total |
2,336 |
3,163 |
4,210 |
6,395 |
| Countries. |
1860. |
1888. |
1896. |
1900. |
| Millions of Dollars. |
| United Kingdom |
2,808 |
3,991 |
4,263 |
5,000 |
| Germany |
1,509 |
2,837 |
3,358 |
4,601 |
| France |
1,849 |
2,360 |
2,900 |
3,450 |
| Austria-Hungary |
973 |
1,231 |
1,596 |
2,000 |
| Russia |
754 |
1,767 |
1,849 |
1,980 |
| Italy |
389 |
589 |
925 |
1,700 |
| Belgium |
438 |
496 |
574 |
750 |
| Spain |
292 |
414 |
589 |
615 |
| United States |
1,908 |
7,022 |
9,636 |
13,004 |
| Various |
779 |
1,767 |
2,097 |
2,317 |
| Total |
11,699 |
22,474 |
27,787 |
35,417 |
Note.—The figures (Mulhall’s estimates prior to 1900) here given for the United
States are those of gross values. The relation of “gross” to “net” value of the manufactures
of the United States is explained at page 211.
Approximate Annual Value of Manufactures Produced In the Principal Manufacturing
Countries at dates named, 1780 to 1900.
| Countries. |
1780. |
1800. |
1820. |
1840. |
1860. |
1888. |
1896. |
1900. |
| Millions of Dollars. |
| United Kingdom |
861 |
1,119 |
1,411 |
1,883 |
2,808 |
3,991 |
4,263 |
5,000 |
| Germany |
213 |
292 |
414 |
730 |
1,509 |
2,837 |
3,358 |
4,601 |
| France |
715 |
925 |
1,071 |
1,285 |
1,849 |
2,360 |
2,900 |
3,450 |
| Austria-Hungary |
146 |
243 |
389 |
691 |
973 |
1,231 |
1,596 |
2,000 |
| Russia |
49 |
73 |
97 |
195 |
754 |
1,767 |
1,849 |
1,980 |
| Italy |
49 |
73 |
122 |
195 |
389 |
589 |
925 |
1,700 |
| Belgium |
.... |
.... |
.... |
292 |
438 |
496 |
574 |
750 |
| Spain |
49 |
97 |
146 |
219 |
292 |
414 |
589 |
615 |
| United States |
48 |
81 |
179 |
311 |
1,272 |
4,681 |
6,426 |
8,371 |
| Various |
151 |
219 |
292 |
438 |
779 |
1,767 |
2,097 |
2,317 |
| Total |
2,311 |
3,122 |
4,121 |
6,239 |
10,063 |
20,133 |
24,577 |
30,784 |
| Countries. |
1780. |
1800. |
1820. |
1840. |
| Millions of Dollars. |
| United Kingdom |
861 |
1,119 |
1,411 |
1,883 |
| Germany |
213 |
292 |
414 |
730 |
| France |
715 |
925 |
1,071 |
1,285 |
| Austria-Hungary |
146 |
243 |
389 |
691 |
| Russia |
49 |
73 |
97 |
195 |
| Italy |
49 |
73 |
122 |
195 |
| Belgium |
.... |
.... |
.... |
292 |
| Spain |
49 |
97 |
146 |
219 |
| United States |
48 |
81 |
179 |
311 |
| Various |
151 |
219 |
292 |
438 |
| Total |
2,311 |
3,122 |
4,121 |
6,239 |
| Countries. |
1860. |
1888. |
1896. |
1900. |
| Millions of Dollars. |
| United Kingdom |
2,808 |
3,991 |
4,263 |
5,000 |
| Germany |
1,509 |
2,837 |
3,358 |
4,601 |
| France |
1,849 |
2,360 |
2,900 |
3,450 |
| Austria-Hungary |
973 |
1,231 |
1,596 |
2,000 |
| Russia |
754 |
1,767 |
1,849 |
1,980 |
| Italy |
389 |
589 |
925 |
1,700 |
| Belgium |
438 |
496 |
574 |
750 |
| Spain |
292 |
414 |
589 |
615 |
| United States |
1,272 |
4,681 |
6,426 |
8,371 |
| Various |
779 |
1,767 |
2,097 |
2,317 |
| Total |
10,063 |
20,133 |
24,577 |
30,784 |
Note.—Figures are those of Mulhall, except
for 1900, the figures of gross manufactures for the United States
having been reduced to net on the basis of net equal to 66⅔ per cent
of gross; figures for 1900, estimate of Wm. J. Clark, in Engineering
Magazine, May, 1904.
Importation of Manufactures into United Kingdom
and United States, respectively, at quinquennial years, 1870 to
1908.
[From official statistics of the respective
governments.]
| Year[D] |
Into the United
Kingdom.
Millions dollars. |
Into the United
States.
Millions dollars. |
| 1870 |
277 |
229 |
| 1875 |
354 |
241 |
| 1880 |
405 |
307 |
| 1885 |
406 |
261 |
| 1890 |
478 |
348 |
| 1895 |
483 |
296 |
| 1900 |
630 |
337 |
| 1905 |
707 |
430 |
| 1907 |
754 |
638 |
| 1908 |
696 |
528 |
[Pg 290]
Commerce of
the United States, the United Kingdom and Germany, from 1875 to 1908.
Showing exports of domestic merchandise, and exports of domestic
manufacture from each country named.
|
Imports of merchandise. |
| Year. |
United
Kingdom. |
Germany.[E] |
United
States.[F] |
|
Dollars. |
Dollars. |
Dollars. |
| 1875 |
1,819,779,000 |
839,590,000 |
533,005,000 |
| 1880 |
2,001,251,000 |
670,945,000 |
667,955,000 |
| 1885 |
1,805,316,000 |
699,067,000 |
577,527,000 |
| 1890 |
2,047,298,000 |
990,023,000 |
789,310,000 |
| 1895 |
2,027,822,000 |
980,719,000 |
731,970,000 |
| 1900 |
2,545,544,000 |
1,372,216,000 |
849,941,000 |
| 1901 |
2,540,264,000 |
1,290,254,000 |
823,172,000 |
| 1902 |
2,571,416,000 |
1,340,178,000 |
903,321,000 |
| 1903 |
2,642,054,050 |
1,424,080,000 |
1,025,719,000 |
| 1904 |
2,681,629,000 |
1,514,660,000 |
991,087,000 |
| 1905 |
2,749,669,000 |
1,696,660,000 |
1,117,513,000 |
| 1906 |
2,958,289,000 |
1,909,210,000 |
1,226,562,000 |
| 1907 |
3,143,293,000 |
2,046,187,000 |
1,434,421,000 |
| 1908 |
|
|
1,194,342,000 |
|
Exports of domestic merchandise. |
| Year. |
United
Kingdom. |
Germany. |
United
States.[F] |
|
Dollars. |
Dollars. |
Dollars. |
| 1875 |
1,087,497,000 |
593,052,000 |
499,284,100 |
| 1880 |
1,085,521,000 |
688,500,000 |
823,946,353 |
| 1885 |
1,037,124,000 |
680,551,000 |
726,682,946 |
| 1890 |
1,282,472,000 |
791,717,000 |
845,293,828 |
| 1895 |
1,100,453,000 |
789,660,000 |
793,392,599 |
| 1900 |
1,417,086,000 |
1,097,509,000 |
1,370,763,571 |
| 1901 |
1,362,729,000 |
1,054,685,000 |
1,460,462,806 |
| 1902 |
1,379,283,000 |
1,111,008,000 |
1,355,481,861 |
| 1903 |
1,415,179,000 |
1,113,313,000 |
1,392,231,302 |
| 1904 |
1,463,412,000 |
1,242,987,000 |
1,435,179,000 |
| 1905 |
1,605,053,000 |
1,364,131,000 |
1,491,745,000 |
| 1906 |
1,827,737,000 |
1,513,449,000 |
1,171,953,000 |
| 1907 |
2,074,125,000 |
1,634,803,000 |
1,853,718,000 |
| 1908 |
|
|
1,834,786,000 |
|
Exports of domestic manufactures. |
| Year. |
United
Kingdom. |
Germany. |
United
States.[F] |
|
Dollars. |
Dollars. |
Dollars. |
| 1875 |
978,886,000 |
.... |
101,962,000 |
| 1880 |
970,681,000 |
460,279,000 |
121,818,000 |
| 1885 |
913,353,000 |
504,623,000 |
150,256,000 |
| 1890 |
1,118,657,000 |
511,096,000 |
178,982,000 |
| 1895 |
953,800,000 |
518,723,000 |
205,058,000 |
| 1900 |
1,142,603,000 |
709,806,000 |
484,846,000 |
| 1901 |
1,110,131,000 |
688,409,000 |
465,778,000 |
| 1902 |
1,127,606,000 |
735,182,000 |
453,865,000 |
| 1903 |
1,163,812,000 |
780,925,000 |
467,898,000 |
| 1904 |
1,204,359,000 |
819,196,000 |
523,320,000 |
| 1905 |
1,322,851,000 |
910,017,000 |
611,426,000 |
| 1906 |
1,523,699,000 |
1,046,938,000 |
686,023,000 |
| 1907 |
1,690,038,000 |
No data. |
740,123,000 |
| 1908 |
|
|
750,576,000 |
[Pg 291]
Exportation of Manufactures from United Kingdom and United States,
respectively, at quinquennial years, 1870 to 1908.
[From official statistics of the respective
governments.]
| Year[G] |
From the United
Kingdom.
Millions dollars. |
From the United
States.
Millions dollars. |
| 1870 |
888 |
70 |
| 1875 |
979 |
102 |
| 1880 |
965 |
122 |
| 1885 |
915 |
150 |
| 1890 |
1,112 |
179 |
| 1895 |
941 |
205 |
| 1900 |
1,126 |
485 |
| 1905 |
1,329 |
611 |
| 1907 |
1,694 |
740 |
| 1908 |
1,445 |
751 |
Coal Production of the World by Principal
Countries, at quinquennial periods from 1870 to 1895 and annually
since that date.
[From reports of the United States
Geological Survey.]
| Year. |
United
States. |
Great
Britain. |
Germany. |
France. |
Total production
of the world. |
Per cent
of U. S. |
|
Short tons. |
Short tons. |
Short tons. |
Short tons. |
Short tons. |
| 1870 |
33,035,580 |
123,682,935 |
37,488,312 |
14,530,716 |
34,850,088 |
14.07 |
| 1875 |
52,348,320 |
149,303,263 |
52,703,970 |
18,694,916 |
308,479,177 |
16.97 |
| 1880 |
71,481,570 |
164,605,738 |
65,177,634 |
21,346,124 |
369,413,780 |
20.62 |
| 1885 |
111,160,295 |
178,473,588 |
81,227,255 |
21,510,359 |
447,783,802 |
24.82 |
| 1890 |
157,770,963 |
203,408,003 |
98,398,500 |
28,756,638 |
563,693,232 |
27.99 |
| 1895 |
193,117,530 |
212,320,725 |
114,561,318 |
30,877,922 |
644,177,076 |
29.98 |
| 1896 |
191,986,357 |
218,804,611 |
123,943,159 |
32,167,270 |
664,001,718 |
28.92 |
| 1897 |
200,229,199 |
226,385,523 |
132,762,882 |
33,938,987 |
697,213,515 |
28.72 |
| 1898 |
219,976,267 |
226,301,058 |
144,283,196 |
35,656,426 |
738,129,608 |
29.80 |
| 1899 |
253,741,192 |
246,506,155 |
149,719,766 |
36,215,026 |
801,976,021 |
31.63 |
| 1900 |
269,684,027 |
252,203,056 |
164,805,202 |
36,811,536 |
846,041,848 |
31.88 |
| 1901 |
293,299,816 |
245,332,578 |
168,217,082 |
35,596,536 |
870,711,044 |
33.69 |
| 1902 |
301,590,439 |
254,346,447 |
165,826,496 |
33,286,146 |
888,453,950 |
33.95 |
| 1903 |
357,356,416 |
257,974,605 |
179,076,630 |
38,466,873 |
972,195,531 |
36.76 |
| 1904 |
351,816,398 |
260,319,665 |
186,785,378 |
37,663,349 |
983,527,562 |
35.78 |
| 1905 |
392,722,635 |
264,464,408 |
191,576,074 |
38,951,360 |
1,034,156,604 |
37.98 |
| 1906 |
414,157,278 |
281,195,743 |
222,350,526 |
37,828,931 |
[H]1,106,478,707 |
37.43 |
| Year. |
United
States. |
Great
Britain. |
Germany. |
|
Short tons. |
Short tons. |
Short tons. |
| 1870 |
33,035,580 |
123,682,935 |
37,488,312 |
| 1875 |
52,348,320 |
149,303,263 |
52,703,970 |
| 1880 |
71,481,570 |
164,605,738 |
65,177,634 |
| 1885 |
111,160,295 |
178,473,588 |
81,227,255 |
| 1890 |
157,770,963 |
203,408,003 |
98,398,500 |
| 1895 |
193,117,530 |
212,320,725 |
114,561,318 |
| 1896 |
191,986,357 |
218,804,611 |
123,943,159 |
| 1897 |
200,229,199 |
226,385,523 |
132,762,882 |
| 1898 |
219,976,267 |
226,301,058 |
144,283,196 |
| 1899 |
253,741,192 |
246,506,155 |
149,719,766 |
| 1900 |
269,684,027 |
252,203,056 |
164,805,202 |
| 1901 |
293,299,816 |
245,332,578 |
168,217,082 |
| 1902 |
301,590,439 |
254,346,447 |
165,826,496 |
| 1903 |
357,356,416 |
257,974,605 |
179,076,630 |
| 1904 |
351,816,398 |
260,319,665 |
186,785,378 |
| 1905 |
392,722,635 |
264,464,408 |
191,576,074 |
| 1906 |
414,157,278 |
281,195,743 |
222,350,526 |
| Year. |
France. |
Total production
of the world. |
Per cent
of U. S. |
|
Short tons. |
Short tons. |
|
| 1870 |
14,530,716 |
34,850,088 |
14.07 |
| 1875 |
18,694,916 |
308,479,177 |
16.97 |
| 1880 |
21,346,124 |
369,413,780 |
20.62 |
| 1885 |
21,510,359 |
447,783,802 |
24.82 |
| 1890 |
28,756,638 |
563,693,232 |
27.99 |
| 1895 |
30,877,922 |
644,177,076 |
29.98 |
| 1896 |
32,167,270 |
664,001,718 |
28.92 |
| 1897 |
33,938,987 |
697,213,515 |
28.72 |
| 1898 |
35,656,426 |
738,129,608 |
29.80 |
| 1899 |
36,215,026 |
801,976,021 |
31.63 |
| 1900 |
36,811,536 |
846,041,848 |
31.88 |
| 1901 |
35,596,536 |
870,711,044 |
33.69 |
| 1902 |
33,286,146 |
888,453,950 |
33.95 |
| 1903 |
38,466,873 |
972,195,531 |
36.76 |
| 1904 |
37,663,349 |
983,527,562 |
35.78 |
| 1905 |
38,951,360 |
1,034,156,604 |
37.98 |
| 1906 |
37,828,931 |
|
37.43 |
Note. The use of coal for the production of power for use in manufacturing has such
an important relation to that industry that the presentation of this table in this study
seems justifiable.
World’s Production of Cotton.
[From Latham, Alexander & Co.’s “Cotton Movement & Fluctuation,” 1902-7.]
| Countries. |
1902-3. |
1903-4. |
1904-5. |
1905-6. |
1906-7. |
|
Bales. |
Bales. |
Bales. |
Bales. |
Bales. |
| United States |
10,511,020 |
9,841,671 |
13,420,440 |
11,048,000 |
13,346,000 |
| East Indies[I] |
2,737,577 |
2,734,400 |
2,952,720 |
2,983,370 |
3,482,000 |
| Egypt |
1,148,700 |
1,275,754 |
1,244,968 |
1,152,516 |
1,350,000 |
| Brazil[J] |
329,390 |
307,516 |
325,928 |
476,667 |
400,000 |
| Total |
14,726,687 |
14,159,341 |
17,944,056 |
15,660,553 |
18,578,000 |
| Countries. |
1902-3. |
1903-4. |
|
Bales. |
Bales. |
| United States |
10,511,020 |
9,841,671 |
| East Indies[I] |
2,737,577 |
2,734,400 |
| Egypt |
1,148,700 |
1,275,754 |
| Brazil[J] |
329,390 |
307,516 |
| Total |
14,726,687 |
14,159,341 |
| Countries. |
1904-5. |
1905-6. |
1906-7. |
|
Bales. |
Bales. |
Bales. |
| United States |
13,420,440 |
11,048,000 |
13,346,000 |
| East Indies[I] |
2,952,720 |
2,983,370 |
3,482,000 |
| Egypt |
1,244,968 |
1,152,516 |
1,350,000 |
| Brazil[J] |
325,928 |
476,667 |
400,000 |
| Total |
17,944,056 |
15,660,553 |
18,578,000 |
[Pg 292]
Estimated Number of Cotton Spindles at Work on the Continent of Europe, Sept. 30, 1907.
[From Alfred B. Shepperson’s “Cotton Facts,” December, 1907.]
| Russia and Poland |
7,000,000 |
| Germany |
9,000,000 |
| Austria |
3,700,000 |
| France |
6,200,000 |
| Spain |
2,800,000 |
| Switzerland |
1,550,000 |
| Italy |
3,000,000 |
| Belgium |
1,300,000 |
| Sweden, Norway, etc. |
550,000 |
| Holland |
420,000 |
| Portugal |
210,000 |
| Greece |
70,000 |
| Total |
35,800,000 |
Annual Consumption of Cotton in Cotton Mills.
[From Alfred B. Shepperson’s “Cotton Facts,” December, 1907.]
| Season of |
Great Britain. |
Continent Europe. |
Northern States of
U. S. |
Southern States of
U. S. |
Total of
United
States. |
India. |
| In bales of 500 pounds net. |
| 1896-7 |
3,224,000 |
4,368,000 |
1,771,000 |
946,000 |
2,717,000 |
1,041,000 |
| 1897-8 |
3,432,000 |
4,628,000 |
1,771,000 |
1,151,000 |
2,922,000 |
1,185,000 |
| 1898-9 |
3,519,000 |
4,784,000 |
2,218,000 |
1,364,000 |
3,582,000 |
1,340,000 |
| 1899- |
3,334,000 |
4,576,000 |
2,163,000 |
1,524,000 |
3,687,000 |
1,162,000 |
| 1900-1 |
3,269,000 |
4,576,000 |
1,909,000 |
1,526,000 |
3,435,000 |
1,087,000 |
| 1901-2 |
3,253,000 |
4,836,000 |
1,996,000 |
1,912,000 |
3,908,000 |
1,384,000 |
| 1902-3 |
3,185,000 |
5,148,000 |
1,980,000 |
1,910,000 |
3,890,000 |
1,362,000 |
| 1903-4 |
2,977,000 |
5,148,000 |
1,980,000 |
1,795,000 |
3,775,000 |
1,368,000 |
| 1904-5 |
3,572,000 |
5,148,000 |
2,112,000 |
2,063,000 |
4,175,000 |
1,473,000 |
| 1905-6 |
3,766,000 |
5,244,000 |
2,364,000 |
2,239,000 |
4,603,000 |
1,587,000 |
| 1906-7 |
3,915,000 |
5,444,000 |
2,460,000 |
2,362,000 |
4,822,000 |
1,562,000 |
| Season of |
Great Britain. |
Continent
Europe. |
Northern States
of U. S. |
| In bales of 500 pounds net. |
| 1896-7 |
3,224,000 |
4,368,000 |
1,771,000 |
| 1897-8 |
3,432,000 |
4,628,000 |
1,771,000 |
| 1898-9 |
3,519,000 |
4,784,000 |
2,218,000 |
| 1899- |
3,334,000 |
4,576,000 |
2,163,000 |
| 1900-1 |
3,269,000 |
4,576,000 |
1,909,000 |
| 1901-2 |
3,253,000 |
4,836,000 |
1,996,000 |
| 1902-3 |
3,185,000 |
5,148,000 |
1,980,000 |
| 1903-4 |
2,977,000 |
5,148,000 |
1,980,000 |
| 1904-5 |
3,572,000 |
5,148,000 |
2,112,000 |
| 1905-6 |
3,766,000 |
5,244,000 |
2,364,000 |
| 1906-7 |
3,915,000 |
5,444,000 |
2,460,000 |
| Season of |
Southern
States
of U. S. |
Total of
United
States. |
India. |
| In bales of 500 pounds net. |
| 1896-7 |
946,000 |
2,717,000 |
1,041,000 |
| 1897-8 |
1,151,000 |
2,922,000 |
1,185,000 |
| 1898-9 |
1,364,000 |
3,582,000 |
1,340,000 |
| 1899- |
1,524,000 |
3,687,000 |
1,162,000 |
| 1900-1 |
1,526,000 |
3,435,000 |
1,087,000 |
| 1901-2 |
1,912,000 |
3,908,000 |
1,384,000 |
| 1902-3 |
1,910,000 |
3,890,000 |
1,362,000 |
| 1903-4 |
1,795,000 |
3,775,000 |
1,368,000 |
| 1904-5 |
2,063,000 |
4,175,000 |
1,473,000 |
| 1905-6 |
2,239,000 |
4,603,000 |
1,587,000 |
| 1906-7 |
2,362,000 |
4,822,000 |
1,562,000 |
World’s Supply and Distribution of Cotton.
[From Latham, Alexander & Co.’s “Cotton Movement & Fluctuation,” 1902-7.]
| Year. |
Visible and Invisible Supply at beginning of year. |
Crops. |
Total Actual Consumption. |
Balance of Supply End of year. |
| United States |
All Others. |
Total. |
Visible. |
Invisible. |
| Bales of 500 pounds each. |
| 1884-5 |
1,550,000 |
5,136,000 |
2,101,000 |
7,237,000 |
7,444,000 |
984,000 |
359,000 |
| 1885-6 |
1,343,000 |
5,984,000 |
2,234,000 |
8,218,000 |
8,120,000 |
968,000 |
473,000 |
| 1886-7 |
1,441,000 |
5,960,000 |
2,577,000 |
8,537,000 |
8,505,000 |
999,000 |
474,000 |
| 1887-8 |
1,473,000 |
6,400,000 |
2,309,000 |
8,709,000 |
8,891,000 |
772,000 |
519,000 |
| 1888-9 |
1,291,000 |
6,463,000 |
2,632,000 |
9,095,000 |
9,267,000 |
682,000 |
437,000 |
| 1889-90 |
1,119,000 |
6,820,000 |
2,933,000 |
9,753,000 |
9,795,000 |
846,000 |
231,000 |
| 1890-1 |
1,077,000 |
8,137,000 |
3,039,000 |
11,176,000 |
10,511,000 |
1,315,000 |
427,000 |
| 1891-2 |
1,742,000 |
8,640,000 |
3,001,000 |
11,641,000 |
10,565,000 |
2,310,000 |
508,000 |
| 1892-3 |
2,818,000 |
6,435,000 |
3,296,000 |
9,731,000 |
10,291,000 |
1,903,000 |
355,000 |
| 1893-4 |
2,258,000 |
7,136,000 |
3,314,000 |
10,450,000 |
10,580,000 |
1,792,000 |
336,000 |
| 1894-5 |
2,128,000 |
9,640,000 |
2,978,000 |
12,618,000 |
11,543,000 |
2,185,000 |
1,018,000 |
| 1895-6 |
3,203,000 |
6,912,000 |
3,421,000 |
10,333,000 |
11,605,000 |
1,231,000 |
700,000 |
| 1896-7 |
1,931,000 |
8,435,868 |
3,438,000 |
11,873,868 |
11,880,332 |
1,295,636 |
628,000 |
| 1897-8 |
1,923,636 |
10,890,000 |
3,316,290 |
14,206,290 |
12,888,768 |
1,905,158 |
1,336,000 |
| 1898-9 |
3,241,158 |
11,078,000 |
3,694,934 |
14,772,934 |
14,014,728 |
2,371,364 |
1,628,000 |
| 1899-1900 |
3,999,364 |
9,137,000 |
3,092,897 |
12,229,897 |
13,772,772 |
1,071,489 |
1,385,000 |
| 1900-1 |
2,456,489 |
10,218,000 |
3,414,454 |
13,632,454 |
13,415,916 |
1,549,027 |
1,124,000 |
| 1901-2 |
2,673,027 |
10,380,380 |
4,038,569 |
14,413,949 |
14,414,908 |
1,306,068 |
1,366,000 |
| 1902-3 |
2,672,068 |
10,511,020 |
4,215,661 |
14,726,687 |
14,477,694 |
1,177,677 |
1,743,384 |
| 1903-4 |
2,921,061 |
9,841,671 |
4,317,670 |
14,159,341 |
14,310,158 |
1,085,237 |
1,735,007 |
| 1904-5 |
2,770,244 |
13,420,440 |
4,524,000 |
17,944,056 |
15,541,667 |
2,501,469 |
2,671,164 |
| 1905-6 |
5,172,638 |
11,048,000 |
4,612,553 |
15,660,553 |
16,328,804 |
1,702,485 |
2,801,897 |
| 1906-7 |
4,504,382 |
13,346,000 |
5,232,000 |
18,578,000 |
17,005,640 |
2,215,497 |
3,861,245 |
| Year. |
Visible
and
Invisible
Supply at
beginning
of year. |
Bales of 500
pounds each. |
| 1884-5 |
1,550,000 |
| 1885-6 |
1,343,000 |
| 1886-7 |
1,441,000 |
| 1887-8 |
1,473,000 |
| 1888-9 |
1,291,000 |
| 1889-90 |
1,119,000 |
| 1890-1 |
1,077,000 |
| 1891-2 |
1,742,000 |
| 1892-3 |
2,818,000 |
| 1893-4 |
2,258,000 |
| 1894-5 |
2,128,000 |
| 1895-6 |
3,203,000 |
| 1896-7 |
1,931,000 |
| 1897-8 |
1,923,636 |
| 1898-9 |
3,241,158 |
| 1899-1900 |
3,999,364 |
| 1900-1 |
2,456,489 |
| 1901-2 |
2,673,027 |
| 1902-3 |
2,672,068 |
| 1903-4 |
2,921,061 |
| 1904-5 |
2,770,244 |
| 1905-6 |
5,172,638 |
| 1906-7 |
4,504,382 |
| Year. |
Crops. |
| United States |
All Others. |
Total. |
| Bales of 500 pounds each. |
| 1884-5 |
5,136,000 |
2,101,000 |
7,237,000 |
| 1885-6 |
5,984,000 |
2,234,000 |
8,218,000 |
| 1886-7 |
5,960,000 |
2,577,000 |
8,537,000 |
| 1887-8 |
6,400,000 |
2,309,000 |
8,709,000 |
| 1888-9 |
6,463,000 |
2,632,000 |
9,095,000 |
| 1889-90 |
6,820,000 |
2,933,000 |
9,753,000 |
| 1890-1 |
8,137,000 |
3,039,000 |
11,176,000 |
| 1891-2 |
8,640,000 |
3,001,000 |
11,641,000 |
| 1892-3 |
6,435,000 |
3,296,000 |
9,731,000 |
| 1893-4 |
7,136,000 |
3,314,000 |
10,450,000 |
| 1894-5 |
9,640,000 |
2,978,000 |
12,618,000 |
| 1895-6 |
6,912,000 |
3,421,000 |
10,333,000 |
| 1896-7 |
8,435,868 |
3,438,000 |
11,873,868 |
| 1897-8 |
10,890,000 |
3,316,290 |
14,206,290 |
| 1898-9 |
11,078,000 |
3,694,934 |
14,772,934 |
| 1899-1900 |
9,137,000 |
3,092,897 |
12,229,897 |
| 1900-1 |
10,218,000 |
3,414,454 |
13,632,454 |
| 1901-2 |
10,380,380 |
4,038,569 |
14,413,949 |
| 1902-3 |
10,511,020 |
4,215,661 |
14,726,687 |
| 1903-4 |
9,841,671 |
4,317,670 |
14,159,341 |
| 1904-5 |
13,420,440 |
4,524,000 |
17,944,056 |
| 1905-6 |
11,048,000 |
4,612,553 |
15,660,553 |
| 1906-7 |
13,346,000 |
5,232,000 |
18,578,000 |
| Year. |
Total
Actual
Consumption. |
Balance of Supply End of year. |
| Visible. |
Invisible. |
| Bales of 500 pounds each. |
| 1884-5 |
7,444,000 |
984,000 |
359,000 |
| 1885-6 |
8,120,000 |
968,000 |
473,000 |
| 1886-7 |
8,505,000 |
999,000 |
474,000 |
| 1887-8 |
8,891,000 |
772,000 |
519,000 |
| 1888-9 |
9,267,000 |
682,000 |
437,000 |
| 1889-90 |
9,795,000 |
846,000 |
231,000 |
| 1890-1 |
10,511,000 |
1,315,000 |
427,000 |
| 1891-2 |
10,565,000 |
2,310,000 |
508,000 |
| 1892-3 |
10,291,000 |
1,903,000 |
355,000 |
| 1893-4 |
10,580,000 |
1,792,000 |
336,000 |
| 1894-5 |
11,543,000 |
2,185,000 |
1,018,000 |
| 1895-6 |
11,605,000 |
1,231,000 |
700,000 |
| 1896-7 |
11,880,332 |
1,295,636 |
628,000 |
| 1897-8 |
12,888,768 |
1,905,158 |
1,336,000 |
| 1898-9 |
14,014,728 |
2,371,364 |
1,628,000 |
| 1899-1900 |
13,772,772 |
1,071,489 |
1,385,000 |
| 1900-1 |
13,415,916 |
1,549,027 |
1,124,000 |
| 1901-2 |
14,414,908 |
1,306,068 |
1,366,000 |
| 1902-3 |
14,477,694 |
1,177,677 |
1,743,384 |
| 1903-4 |
14,310,158 |
1,085,237 |
1,735,007 |
| 1904-5 |
15,541,667 |
2,501,469 |
2,671,164 |
| 1905-6 |
16,328,804 |
1,702,485 |
2,801,897 |
| 1906-7 |
17,005,640 |
2,215,497 |
3,861,245 |
[Pg 293]
Stocks of Money in Thirteen Principal Countries of the World in 1873, 1896 and 1906.
Relative increase in use of gold, silver and paper money illustrated.
| Countries. |
Stock of Gold. |
| 1873. |
1896. |
1906. |
| United States |
$135,000,000 |
$696,300,000 |
$1,593,300,000 |
| Great Britain |
160,000,000 |
584,000,000 |
486,700,000 |
| France |
450,000,000 |
772,000,000 |
926,400,000 |
| Germany |
160,200,000 |
654,500,000 |
1,030,300,000 |
| Russia |
149,100,000 |
586,900,000 |
939,400,000 |
| Italy |
20,000,000 |
96,900,000 |
215,500,000 |
| Belgium |
25,000,000 |
35,000,000 |
31,100,000 |
| Netherlands |
12,000,000 |
21,900,000 |
45,900,000 |
| Austria-Hungary |
35,000,000 |
178,500,000 |
306,400,000 |
| Australasia |
50,000,000 |
132,100,000 |
125,000,000 |
| Denmark |
4,100,000 |
15,400,000 |
22,600,000 |
| Sweden |
1,800,000 |
10,600,000 |
22,600,000 |
| Norway |
7,600,000 |
7,500,000 |
8,300,000 |
| Total |
1,209,800,000 |
2,791,600,000 |
5,753,500,000 |
| Countries. |
Stock of Silver. |
| 1873. |
1896. |
1906. |
| United States |
$ 6,150,000 |
$364,500,000 |
$698,700,000 |
| Great Britain |
95,000,000 |
121,700,000 |
116,800,000 |
| France |
500,000,000 |
443,900,000 |
411,100,000 |
| Germany |
306,235,000 |
212,800,000 |
219,700,000 |
| Russia |
18,600,000 |
74,200,000 |
77,900,000 |
| Italy |
23,000,000 |
45,400,000 |
31,700,000 |
| Belgium |
15,000,000 |
57,000,000 |
24,700,000 |
| Netherlands |
37,300,000 |
56,100,000 |
52,600,000 |
| Austria-Hungary |
40,000,000 |
63,700,000 |
105,300,000 |
| Australasia |
3,000,000 |
7,000,000 |
10,000,000 |
| Denmark |
7,500,000 |
5,400,000 |
6,100,000 |
| Sweden |
4,300,000 |
4,900,000 |
7,700,000 |
| Norway |
1,600,000 |
2,000,000 |
3,100,000 |
| Total |
1,057,685,000 |
1,728,600,000 |
1,765,400,000 |
| Countries. |
Uncovered paper. |
| 1873. |
1896. |
1906. |
| United States |
$749,445,000 |
$397,000,000 |
$610,800,000 |
| Great Britain |
59,800,000 |
112,100,000 |
116,800,000 |
| France |
385,300,000 |
119,200,000 |
269,200,000 |
| Germany |
90,800,000 |
123,800,000 |
267,100,000 |
| Russia |
618,400,000 |
467,200,000 |
No data. |
| Italy |
87,800,000 |
161,000,000 |
150,600,000 |
| Belgium |
35,100,000 |
72,500,000 |
125,800,000 |
| Netherlands |
15,300,000 |
37,900,000 |
57,800,000 |
| Austria-Hungary |
265,800,000 |
177,600,000 |
119,300,000 |
| Australasia |
.... |
22,500,000 |
No data. |
| Denmark |
6,500,000 |
6,400,000 |
10,700,000 |
| Sweden |
6,000,000 |
19,000,000 |
34,800,000 |
| Norway |
2,300,000 |
3,800,000 |
7,000,000 |
| Total |
2,322,545,000 |
1,720,000,000 |
1,769,900,000 |
| Countries. |
Total money in countries named. |
| 1873. |
1896. |
1906. |
| United States |
$890,595,000 |
$1,727,800,000 |
$2,902,800,000 |
| Great Britain |
314,800,000 |
817,800,000 |
720,300,000 |
| France |
1,335,300,000 |
1,335,100,000 |
1,606,700,000 |
| Germany |
557,235,000 |
991,100,000 |
1,517,100,000 |
| Russia |
786,100,000 |
1,128,300,000 |
|
| Italy |
130,800,000 |
303,300,000 |
397,800,000 |
| Belgium |
75,100,000 |
164,500,000 |
181,600,000 |
| Netherlands |
64,600,000 |
115,900,000 |
156,300,000 |
| Austria-Hungary |
340,800,000 |
419,800,000 |
531,000,000 |
| Australasia |
|
161,600,000 |
|
| Denmark |
18,100,000 |
27,200,000 |
39,400,000 |
| Sweden |
12,100,000 |
34,500,000 |
65,100,000 |
| Norway |
11,500,000 |
13,300,000 |
18,400,000 |
| Total |
4,590,030,000 |
7,240,200,000 |
9,288,800,000 |
Note.—The great increase in the use of capital in the manufacturing industries in recent years seems to justify the presentation of this table showing the
general growth of money in the manufacturing countries.
[Pg 294]
Annual Average Gold Production of the World.
| Period. |
Gold—
million
dollars. |
| 1493 to 1700 |
5.4 |
| 1701 to 1850 |
13.1 |
| 1851 to 1890 |
120.2 |
| 1891 to 1900 |
210.1 |
| 1901 to 1905 |
322.1 |
| 1906 |
400.3 |
| 1907 |
410.0 |
| (estim.) 1908 |
444.0 |
The World’s Production of Pig Iron from 1800 to 1907.
[In gross tons of 2240 lbs.]
| Year. |
United States. |
Great Britain. |
Germany. |
France. |
Various. |
Total. |
|
Tons. |
Tons. |
Tons. |
Tons. |
Tons. |
Tons. |
| 1800 |
40,000 |
190,000 |
40,000 |
60,000 |
130,000 |
460,000 |
| 1810 |
55,000 |
250,000 |
46,000 |
85,000 |
180,000 |
616,000 |
| 1820 |
20,000 |
400,000 |
90,000 |
140,000 |
385,000 |
1,570,000 |
| 1830 |
165,000 |
680,000 |
120,000 |
220,000 |
480,000 |
2,677,000 |
| 1840 |
287,000 |
1,390,000 |
170,000 |
350,000 |
640,000 |
4,426,000 |
| 1850 |
564,000 |
2,250,000 |
402,000 |
570,000 |
270,000 |
920,000 |
| 1860 |
820,000 |
3,830,000 |
530,000 |
900,000 |
1,100,000 |
7,180,000 |
| 1870 |
1,665,000 |
5,960,000 |
1,390,000 |
1,180,000 |
1,710,000 |
11,905,000 |
| 1880 |
3,835,000 |
7,750,000 |
2,730,000 |
1,730,000 |
2,090,000 |
18,135,000 |
| 1885 |
4,050,000 |
7,420,000 |
2,690,000 |
1,630,000 |
2,310,000 |
18,100,000 |
| 1889 |
7,603,000 |
8,250,000 |
4,530,000 |
1,720,000 |
3,060,000 |
25,163,000 |
| 1895 |
9,446,000 |
7,703,000 |
5,465,000 |
2,006,000 |
4,247,000 |
28,867,000 |
| 1896 |
8,623,000 |
8,660,000 |
6,271,000 |
2,302,000 |
5,001,000 |
30,857,000 |
| 1897 |
9,652,000 |
8,796,000 |
6,771,000 |
2,444,000 |
5,267,000 |
32,930,000 |
| 1898 |
11,773,000 |
8,610,000 |
7,196,000 |
2,485,000 |
5,808,000 |
35,872,000 |
| 1899 |
13,620,000 |
9,421,000 |
8,013,000 |
2,537,000 |
6,464,000 |
40,055,000 |
| 1900 |
13,789,000 |
8,960,000 |
8,384,000 |
2,671,000 |
6,686,000 |
40,490,000 |
| 1901 |
15,878,000 |
7,929,000 |
7,754,000 |
2,351,000 |
6,886,000 |
40,798,000 |
| 1902 |
17,821,000 |
8,680,000 |
8,395,000 |
2,367,000 |
6,876,000 |
44,139,000 |
| 1903 |
18,009,000 |
8,935,000 |
9,860.000 |
2,796,000 |
6,677,000 |
46,277,000 |
| 1904 |
16,497,000 |
8,694,000 |
9,899,000 |
2,927,000 |
7,322,000 |
45,339,000 |
| 1905 |
22,992,000 |
9,608,000 |
10,703,000 |
3,028,000 |
7,569,000 |
53,900,000 |
| 1906 |
25,307,000 |
10,109,000 |
12,099,000 |
3,267,000 |
7,360,000 |
58,142,000 |
| 1907 |
25,781,000 |
9,924,000 |
12,672,000 |
3,532,000 |
7,591,000 |
[L]59,500,000 |
| Year. |
United
States. |
Great
Britain. |
Germany. |
|
Tons. |
Tons. |
Tons. |
| 1800 |
40,000 |
190,000 |
40,000 |
| 1810 |
55,000 |
250,000 |
46,000 |
| 1820 |
20,000 |
400,000 |
90,000 |
| 1830 |
165,000 |
680,000 |
120,000 |
| 1840 |
287,000 |
1,390,000 |
170,000 |
| 1850 |
564,000 |
2,250,000 |
402,000 |
| 1860 |
820,000 |
3,830,000 |
530,000 |
| 1870 |
1,665,000 |
5,960,000 |
1,390,000 |
| 1880 |
3,835,000 |
7,750,000 |
2,730,000 |
| 1885 |
4,050,000 |
7,420,000 |
2,690,000 |
| 1889 |
7,603,000 |
8,250,000 |
4,530,000 |
| 1895 |
9,446,000 |
7,703,000 |
5,465,000 |
| 1896 |
8,623,000 |
8,660,000 |
6,271,000 |
| 1897 |
9,652,000 |
8,796,000 |
6,771,000 |
| 1898 |
11,773,000 |
8,610,000 |
7,196,000 |
| 1899 |
13,620,000 |
9,421,000 |
8,013,000 |
| 1900 |
13,789,000 |
8,960,000 |
8,384,000 |
| 1901 |
15,878,000 |
7,929,000 |
7,754,000 |
| 1902 |
17,821,000 |
8,680,000 |
8,395,000 |
| 1903 |
18,009,000 |
8,935,000 |
9,860.000 |
| 1904 |
16,497,000 |
8,694,000 |
9,899,000 |
| 1905 |
22,992,000 |
9,608,000 |
10,703,000 |
| 1906 |
25,307,000 |
10,109,000 |
12,099,000 |
| 1907 |
25,781,000 |
9,924,000 |
12,672,000 |
| Year. |
France. |
Various. |
Total. |
|
Tons. |
Tons. |
Tons. |
| 1800 |
60,000 |
130,000 |
460,000 |
| 1810 |
85,000 |
180,000 |
616,000 |
| 1820 |
140,000 |
385,000 |
1,570,000 |
| 1830 |
220,000 |
480,000 |
2,677,000 |
| 1840 |
350,000 |
640,000 |
4,426,000 |
| 1850 |
570,000 |
270,000 |
920,000 |
| 1860 |
900,000 |
1,100,000 |
7,180,000 |
| 1870 |
1,180,000 |
1,710,000 |
11,905,000 |
| 1880 |
1,730,000 |
2,090,000 |
18,135,000 |
| 1885 |
1,630,000 |
2,310,000 |
18,100,000 |
| 1889 |
1,720,000 |
3,060,000 |
25,163,000 |
| 1895 |
2,006,000 |
4,247,000 |
28,867,000 |
| 1896 |
2,302,000 |
5,001,000 |
30,857,000 |
| 1897 |
2,444,000 |
5,267,000 |
32,930,000 |
| 1898 |
2,485,000 |
5,808,000 |
35,872,000 |
| 1899 |
2,537,000 |
6,464,000 |
40,055,000 |
| 1900 |
2,671,000 |
6,686,000 |
40,490,000 |
| 1901 |
2,351,000 |
6,886,000 |
40,798,000 |
| 1902 |
2,367,000 |
6,876,000 |
44,139,000 |
| 1903 |
2,796,000 |
6,677,000 |
46,277,000 |
| 1904 |
2,927,000 |
7,322,000 |
45,339,000 |
| 1905 |
3,028,000 |
7,569,000 |
53,900,000 |
| 1906 |
3,267,000 |
7,360,000 |
58,142,000 |
| 1907 |
3,532,000 |
7,591,000 |
|
Note.—Official figures of the respective national statistical offices of the United
States, the United Kingdom, Germany and France. Figures for all other countries taken
from the French and Swedish Mineral Statistics.
Commerce of the World since 1830.
[Aggregate of imports for consumption and
domestic exports in millions of dollars.—Mulhall’s figures prior to
1890.]
| Country. |
1830. |
1840. |
1850. |
1860. |
1870. |
1880. |
1890. |
1897. |
1903. |
1907. |
| United Kingdom |
422 |
547 |
811 |
1,800 |
2,625 |
3,350 |
3,552 |
3,389 |
4,056 |
5,217 |
| France |
197 |
317 |
456 |
801 |
1,089 |
1,627 |
1,493 |
1,450 |
1,747 |
2,237 |
| Germany |
220 |
249 |
336 |
624 |
1,017 |
1,411 |
1,761 |
1,996 |
2,621 |
3,681 |
| Russia |
134 |
158 |
192 |
230 |
494 |
629 |
566 |
618 |
867 |
[M][N]834 |
| Austria-Hungary |
72 |
105 |
139 |
225 |
398 |
513 |
441 |
609 |
813 |
949 |
| Italy |
96 |
144 |
182 |
249 |
317 |
437 |
451 |
438 |
652 |
[M]821 |
| Spain |
33 |
48 |
53 |
120 |
197 |
240 |
283 |
301 |
257 |
[M]325 |
| Portugal |
14 |
19 |
24 |
38 |
48 |
67 |
86 |
73 |
97 |
[O]100 |
| Holland and Belgium |
144 |
216 |
293 |
413 |
653 |
1,137 |
1,488 |
1,915 |
2,614 |
[M]3,010 |
| United States |
105 |
197 |
297 |
653 |
702 |
1,478 |
1,536 |
1,815 |
2,453 |
3,318 |
| Spanish America |
168 |
230 |
336 |
451 |
648 |
768 |
797 |
826 |
965 |
1,802 |
| India |
48 |
96 |
144 |
249 |
408 |
518 |
629 |
440 |
761 |
[M]913 |
| British colonies, other |
43 |
101 |
211 |
494 |
614 |
974 |
1,430 |
1,550 |
2,292 |
[O]2,169 |
| Other countries |
264 |
323 |
326 |
853 |
1,200 |
1,351 |
2,287 |
3,020 |
2,866 |
[P]3,733 |
| The world |
1,960 |
2,750 |
3,800 |
7,200 |
10,500 |
14,500 |
16,800 |
18,500 |
23,061 |
29,109 |
| Country. |
1830. |
1840. |
1850. |
1860. |
1870. |
| United Kingdom |
422 |
547 |
811 |
1,800 |
2,625 |
| France |
197 |
317 |
456 |
801 |
1,089 |
| Germany |
220 |
249 |
336 |
624 |
1,017 |
| Russia |
134 |
158 |
192 |
230 |
494 |
| Austria-Hungary |
72 |
105 |
139 |
225 |
398 |
| Italy |
96 |
144 |
182 |
249 |
317 |
| Spain |
33 |
48 |
53 |
120 |
197 |
| Portugal |
14 |
19 |
24 |
38 |
48 |
| Holland and Belgium |
144 |
216 |
293 |
413 |
653 |
| United States |
105 |
197 |
297 |
653 |
702 |
| Spanish America |
168 |
230 |
336 |
451 |
648 |
| India |
48 |
96 |
144 |
249 |
408 |
| British colonies, other |
43 |
101 |
211 |
494 |
614 |
| Other countries |
264 |
323 |
326 |
853 |
1,200 |
| The world |
1,960 |
2,750 |
3,800 |
7,200 |
10,500 |
| Country. |
1880. |
1890. |
1897. |
1903. |
1907. |
| United Kingdom |
3,350 |
3,552 |
3,389 |
4,056 |
5,217 |
| France |
1,627 |
1,493 |
1,450 |
1,747 |
2,237 |
| Germany |
1,411 |
1,761 |
1,996 |
2,621 |
3,681 |
| Russia |
629 |
566 |
618 |
867 |
|
| Austria-Hungary |
513 |
441 |
609 |
813 |
949 |
| Italy |
437 |
451 |
438 |
652 |
|
| Spain |
240 |
283 |
301 |
257 |
|
| Portugal |
67 |
86 |
73 |
97 |
|
| Holland and Belgium |
1,137 |
1,488 |
1,915 |
2,614 |
|
| United States |
1,478 |
1,536 |
1,815 |
2,453 |
3,318 |
| Spanish America |
768 |
797 |
826 |
965 |
1,802 |
| India |
518 |
629 |
440 |
761 |
|
| British colonies, other |
974 |
1,430 |
1,550 |
2,292 |
|
| Other countries |
1,351 |
2,287 |
3,020 |
2,866 |
|
| The world |
14,500 |
16,800 |
18,500 |
23,061 |
29,109 |
[Pg 295]
Imports and Exports of Manufactures into and from the Principal
Countries of the World and the Share Which Manufactures Formed of
their Total Commerce.
The Bureau of Statistics of the Department of
Commerce and Labor published in 1903 a series of tables showing the
imports and exports of manufactures of the principal countries of the
world and the share which manufactures formed, respectively, of the
imports and exports of each of the countries named. The following is a
summarization of that table:
| Countries. |
Iron and Steel. |
Textiles. |
Other Manufactures. |
| Import. |
Export. |
Import. |
Export. |
Import. |
Export. |
| Austria-Hungary (1901) |
$13,942,000 |
$10,667,000 |
$34,696,000 |
$27,659,000 |
$65,350,000 |
$149,038,000 |
| Belgium (1902) |
19,083,000 |
46,144,000 |
21,652,000 |
41,722,000 |
63,475,000 |
90,974,000 |
| Denmark (1901) |
9,415,000 |
1,711,000 |
12,699,000 |
245,000 |
17,741,000 |
1,926,000 |
| France (1902) |
31,336,000 |
42,238,000 |
44,611,000 |
188,338,000 |
136,645,000 |
278,227,000 |
| Germany (1901) |
42,186,000 |
207,951,000 |
65,290,000 |
204,789,000 |
259,193,000 |
411,311,000 |
| Italy (1901) |
31,318,000 |
1,523,000 |
17,116,000 |
36,399,000 |
53,305,000 |
37,451,000 |
| Netherlands (1901) |
92,446,000 |
58,045,000 |
41,172,000 |
29,668,000 |
108,121,000 |
143,797,000 |
| Portugal (1902) |
6,431,000 |
249,000 |
7,253,000 |
1,171,000 |
10,302,000 |
1,946,000 |
| Russia-European frontier (1901) |
48,538,000 |
818,000 |
23,728,000 |
9,942,000 |
85,900,000 |
45,309,000 |
| Spain (1902) |
19,448,000 |
955,000 |
11,032,000 |
6,977,000 |
27,463,000 |
33,398,000 |
| Sweden (1902) |
11,916,000 |
15,402,000 |
13,306,000 |
796,000 |
26,613,000 |
23,221,000 |
| Norway (1901) |
11,672,000 |
963,000 |
8,886,000 |
257,000 |
13,037,000 |
10,863,000 |
| Switzerland (1902) |
17,366,000 |
10,704,000 |
27,205,000 |
76,447,000 |
48,478,000 |
47,960,000 |
| United Kingdom (1902) |
74,685,000 |
298,945,000 |
175,194,000 |
547,325,000 |
478,821,000 |
294,861,000 |
| United States (1903) |
51,617,000 |
96,642,000 |
146,202,000 |
39,641,000 |
369,310,000 |
654,860,000 |
| Canada (1902) |
34,727,000 |
… |
10,060,000 |
… |
67,719,000 |
18,076,000 |
| Mexico (1901) |
18,457,000 |
… |
10,294,000 |
… |
18,170,000 |
9,178,000 |
| Argentina (1902) |
18,343,000 |
… |
28,700,000 |
… |
20,674,000 |
704,000 |
| Brazil (1901) |
7,034,000 |
… |
14,032,000 |
… |
21,954,000 |
43,000 |
| China (1902) |
4,721,000 |
… |
79,580,000 |
… |
56,239,000 |
… |
| Japan (1902) |
13,878,000 |
… |
15,380,000 |
31,729,000 |
39,637,000 |
28,173,000 |
| India (1902) |
54,302,000 |
… |
125,356,000 |
… |
74,123,000 |
… |
| Australia (1901) |
36,066,000 |
… |
54,540,000 |
… |
65,598.000 |
13,754,000 |
| New Zealand (1900) |
12,088,000 |
… |
12,821,000 |
… |
16,732,000 |
970,000 |
| Countries. |
Total Manufactures. |
Percent which
manufactures
form of total. |
| Import. |
Export. |
Import. |
Export. |
| Austria-Hungary (1901) |
$113,988,000 |
$187,364,000 |
32.63 |
48.35 |
| Belgium (1902) |
104,210,000 |
178,840,000 |
23.72 |
49.89 |
| Denmark (1901) |
39,855,000 |
3,882,000 |
37.47 |
4.96 |
| France (1902) |
212,592,000 |
508,803,000 |
24.95 |
62.22 |
| Germany (1901) |
366,669,000 |
824,051,000 |
28.42 |
78.13 |
| Italy (1901) |
101,739,000 |
75,373,000 |
30.68 |
28.50 |
| Netherlands (1901) |
241,739,000 |
231,510,000 |
29.54 |
33.27 |
| Portugal (1902) |
23,986,000 |
3,366,000 |
39.96 |
10.96 |
Russia-European
frontier (1901) |
158,166,000 |
56,069,000 |
56.37 |
14.45 |
| Spain (1902) |
57,943,000 |
41,330,000 |
37.60 |
29.04 |
| Sweden (1902) |
51,835,000 |
39,419,000 |
42.08 |
41.61 |
| Norway (1901) |
33,595,000 |
12,083,000 |
43.46 |
28.78 |
| Switzerland (1902) |
93,049,000 |
135,111,000 |
42.72 |
80.07 |
United Kingdom
(1902) |
728,700,000 |
1141,131,000 |
27.92 |
82.70 |
| United States (1903) |
570,129,000 |
791,143,000 |
55.58 |
56.83 |
| Canada (1902) |
112,506,000 |
18,076,000 |
57.26 |
10.47 |
| Mexico (1901) |
46,921,000 |
9,178,000 |
75.11 |
27.78 |
| Argentina (1902) |
67,717,000 |
704,000 |
68.13 |
.41 |
| Brazil (1901) |
43,020,000 |
43,000 |
44.87 |
… |
| China (1902) |
140,540,000 |
… |
71.36 |
… |
| Japan (1902) |
69,895,000 |
59,902,000 |
51.73 |
47.05 |
| India (1902) |
253,781,000 |
… |
88.15 |
… |
| Australia (1901) |
156,204,000 |
13,754,000 |
76.35 |
10.23 |
| New Zealand (1900) |
41,641,000 |
970,000 |
83.82 |
1.72 |
| Countries. |
Iron and Steel. |
| Import. |
Export. |
| Austria-Hungary (1901) |
$13,942,000 |
$ 10,667,000 |
| Belgium (1902) |
19,083,000 |
46,144,000 |
| Denmark (1901) |
9,415,000 |
1,711,000 |
| France (1902) |
31,336,000 |
42,238,000 |
| Germany (1901) |
42,186,000 |
207,951,000 |
| Italy (1901) |
31,318,000 |
1,523,000 |
| Netherlands (1901) |
92,446,000 |
58,045,000 |
| Portugal (1902) |
6,431,000 |
249,000 |
| Russia-European frontier (1901) |
48,538,000 |
818,000 |
| Spain (1902) |
19,448,000 |
955,000 |
| Sweden (1902) |
11,916,000 |
15,402,000 |
| Norway (1901) |
11,672,000 |
963,000 |
| Switzerland (1902) |
17,366,000 |
10,704,000 |
| United Kingdom (1902) |
74,685,000 |
298,945,000 |
| United States (1903) |
51,617,000 |
96,642,000 |
| Canada (1902) |
34,727,000 |
… |
| Mexico (1901) |
18,457,000 |
… |
| Argentina (1902) |
18,343,000 |
… |
| Brazil (1901) |
7,034,000 |
… |
| China (1902) |
4,721,000 |
… |
| Japan (1902) |
13,878,000 |
… |
| India (1902) |
54,302,000 |
… |
| Australia (1901) |
36,066,000 |
… |
| New Zealand (1900) |
12,088,000 |
… |
| Countries. |
Textiles. |
| Import. |
Export. |
| Austria-Hungary (1901) |
$ 34,696,000 |
$ 27,659,000 |
| Belgium (1902) |
21,652,000 |
41,722,000 |
| Denmark (1901) |
12,699,000 |
245,000 |
| France (1902) |
44,611,000 |
188,338,000 |
| Germany (1901) |
65,290,000 |
204,789,000 |
| Italy (1901) |
17,116,000 |
36,399,000 |
| Netherlands (1901) |
41,172,000 |
29,668,000 |
| Portugal (1902) |
7,253,000 |
1,171,000 |
| Russia-European frontier (1901) |
23,728,000 |
9,942,000 |
| Spain (1902) |
11,032,000 |
6,977,000 |
| Sweden (1902) |
13,306,000 |
796,000 |
| Norway (1901) |
8,886,000 |
257,000 |
| Switzerland (1902) |
27,205,000 |
76,447,000 |
| United Kingdom (1902) |
175,194,000 |
547,325,000 |
| United States (1903) |
146,202,000 |
39,641,000 |
| Canada (1902) |
10,060,000 |
… |
| Mexico (1901) |
10,294,000 |
… |
| Argentina (1902) |
28,700,000 |
… |
| Brazil (1901) |
14,032,000 |
… |
| China (1902) |
79,580,000 |
… |
| Japan (1902) |
15,380,000 |
31,729,000 |
| India (1902) |
125,356,000 |
… |
| Australia (1901) |
54,540,000 |
… |
| New Zealand (1900) |
12,821,000 |
… |
| Countries. |
Other Manufactures. |
| Import. |
Export. |
| Austria-Hungary (1901) |
$ 5,350,000 |
$149,038,000 |
| Belgium (1902) |
63,475,000 |
90,974,000 |
| Denmark (1901) |
17,741,000 |
1,926,000 |
| France (1902) |
136,645,000 |
278,227,000 |
| Germany (1901) |
259,193,000 |
411,311,000 |
| Italy (1901) |
53,305,000 |
37,451,000 |
| Netherlands (1901) |
108,121,000 |
143,797,000 |
| Portugal (1902) |
10,302,000 |
1,946,000 |
| Russia-European frontier (1901) |
85,900,000 |
45,309,000 |
| Spain (1902) |
27,463,000 |
33,398,000 |
| Sweden (1902) |
26,613,000 |
23,221,000 |
| Norway (1901) |
13,037,000 |
10,863,000 |
| Switzerland (1902) |
48,478,000 |
47,960,000 |
| United Kingdom (1902) |
478,821,000 |
294,861,000 |
| United States (1903) |
369,310,000 |
654,860,000 |
| Canada (1902) |
67,719,000 |
18,076,000 |
| Mexico (1901) |
18,170,000 |
9,178,000 |
| Argentina (1902) |
20,674,000 |
704,000 |
| Brazil (1901) |
21,954,000 |
43,000 |
| China (1902) |
56,239,000 |
… |
| Japan (1902) |
39,637,000 |
28,173,000 |
| India (1902) |
74,123,000 |
… |
| Australia (1901) |
65,598.000 |
13,754,000 |
| New Zealand (1900) |
16,732,000 |
970,000 |
| Countries. |
Total Manufactures. |
| Import. |
Export. |
| Austria-Hungary (1901) |
$113,988,000 |
$ 187,364,000 |
| Belgium (1902) |
104,210,000 |
178,840,000 |
| Denmark (1901) |
39,855,000 |
3,882,000 |
| France (1902) |
212,592,000 |
508,803,000 |
| Germany (1901) |
366,669,000 |
824,051,000 |
| Italy (1901) |
101,739,000 |
75,373,000 |
| Netherlands (1901) |
241,739,000 |
231,510,000 |
| Portugal (1902) |
23,986,000 |
3,366,000 |
Russia-European
frontier (1901) |
158,166,000 |
56,069,000 |
| Spain (1902) |
57,943,000 |
41,330,000 |
| Sweden (1902) |
51,835,000 |
39,419,000 |
| Norway (1901) |
33,595,000 |
12,083,000 |
| Switzerland (1902) |
93,049,000 |
135,111,000 |
United Kingdom
(1902) |
728,700,000 |
1141,131,000 |
| United States (1903) |
570,129,000 |
791,143,000 |
| Canada (1902) |
112,506,000 |
18,076,000 |
| Mexico (1901) |
46,921,000 |
9,178,000 |
| Argentina (1902) |
67,717,000 |
704,000 |
| Brazil (1901) |
43,020,000 |
43,000 |
| China (1902) |
140,540,000 |
… |
| Japan (1902) |
69,895,000 |
59,902,000 |
| India (1902) |
253,781,000 |
… |
| Australia (1901) |
156,204,000 |
13,754,000 |
| New Zealand (1900) |
41,641,000 |
970,000 |
| Countries. |
Percent which
manufactures
form of total. |
| Import. |
Export. |
| Austria-Hungary (1901) |
32.63 |
48.35 |
| Belgium (1902) |
23.72 |
49.89 |
| Denmark (1901) |
37.47 |
4.96 |
| France (1902) |
24.95 |
62.22 |
| Germany (1901) |
28.42 |
78.13 |
| Italy (1901) |
30.68 |
28.50 |
| Netherlands (1901) |
29.54 |
33.27 |
| Portugal (1902) |
39.96 |
10.96 |
Russia-European
frontier (1901) |
56.37 |
14.45 |
| Spain (1902) |
37.60 |
29.04 |
| Sweden (1902) |
42.08 |
41.61 |
| Norway (1901) |
43.46 |
28.78 |
| Switzerland (1902) |
42.72 |
80.07 |
United Kingdom
(1902) |
27.92 |
82.70 |
| United States (1903) |
55.58 |
56.83 |
| Canada (1902) |
57.26 |
10.47 |
| Mexico (1901) |
75.11 |
27.78 |
| Argentina (1902) |
68.13 |
.41 |
| Brazil (1901) |
44.87 |
… |
| China (1902) |
71.36 |
… |
| Japan (1902) |
51.73 |
47.05 |
| India (1902) |
88.15 |
… |
| Australia (1901) |
76.35 |
10.23 |
| New Zealand (1900) |
83.82 |
1.72 |
[Pg 296]
The
Manufacturing Industry of the United States, 1850 to 1905, showing
Value of Product, Capital Invested, Wage-Earners Employed, Wages Paid,
and Number of Establishments in each census year in the period under
consideration.
[From official records of the United States
Census Office.]
|
Date of Census. |
| 1850 |
1860 |
1870 |
1880 |
Number of
establishments |
123,025 |
140,433 |
252,148 |
253,852 |
| Capital |
$533,245,351 |
$1,009,855,715 |
$2,118,208,769 |
$2,790,272,606 |
Salaried officials,
clerks, etc., Number |
[S] |
[S] |
[S] |
[S] |
| Salaries |
[S] |
[S] |
[S] |
[S] |
Wage-earners,
average number |
957,059 |
1,311,246 |
2,053,996 |
2,732,595 |
| Total wages |
$236,755,464 |
$378,878,966 |
$775,584,343 |
$947,953,795 |
Men, 16 years
and over |
731,137 |
1,040,349 |
1,615,598 |
2,019,035 |
| Wages |
[S] |
[S] |
[S] |
[S] |
Women, 16 years
and over |
2,225,922 |
270,897 |
323,770 |
531,639 |
| Wages |
[S] |
[S] |
[S] |
[S] |
Children, under
16 years |
[S] |
[S] |
114,628 |
181,921 |
| Wages |
[S] |
[S] |
[S] |
[S] |
| Miscellaneous expenses |
[U] |
[U] |
[U] |
[U] |
| Cost of materials used |
$555,123,822 |
$1,031,605,092 |
$2,488,427,242 |
$3,396,823,549 |
Value of products,
including custom
work and repairing. |
$1,019,106,616 |
$1,885,861,676 |
$4,232,325,442 |
$5,369,579,191 |
|
Date of Census. |
| 1890 |
1900.[Q] |
1905. |
| Number of establishments |
355,475 |
512,254 |
588,769 |
| Capital |
$6,525,156,486 |
$9,817,434,799 |
$13,872,035,371 |
Salaried officials, clerks, etc.,
Number |
461,609[R] |
396,759 |
566,175 |
| Salaries |
$391,988,208[R] |
$403,711,233 |
$609,200,251 |
| Wage-earners, average number |
4,251,613 |
5,308,406 |
6,152,443 |
| Total wages |
$1,891,228,321 |
$2,322,333,877 |
$3,014,389,372 |
| Men, 16 years and over |
3,327,042 |
4,110,527 |
4,792,874 |
| Wages |
$1,659,234,483 |
$2,016,677,789 |
$2,629,747,837 |
| Women, 16 years and over |
803,686 |
1,029,296 |
1,194,083 |
| Wages |
$215,367,976 |
$279,994,396 |
$356,992,855 |
| Children, under 16 years |
120,885 |
168,583 |
167,066 |
| Wages |
$16,625,862 |
$25,661,692 |
$29,228,667 |
| Miscellaneous expenses |
$631,225,035 |
$1,027,775,778 |
$1,651,603,535 |
| Cost of materials used |
$5,162,044,076 |
$7,345,413,651 |
$9,497,619,851 |
Value of products,
including custom
work and repairing. |
$9,372,437,283 |
$13,004,400,143 |
$16,866,706,985 |
|
Per cent of Increase. |
1850
to
1860 |
1860
to
1870 |
1870
to
1880 |
1880
to
1890 |
1890
to
1900 |
1900
to
1905 |
| Number of establishments |
14.1 |
79.6 |
0.7 |
40.0 |
44.1 |
4.2 |
| Capital |
89.4 |
109.3 |
31.7 |
133.9 |
50.5 |
41.3 |
Salaried officials, clerks, etc.,
Number |
… |
… |
… |
… |
13.9[T] |
42.7 |
| Salaries |
… |
… |
… |
… |
3.0 |
50.9 |
| Wage-earners, average number |
37.0 |
56.6 |
33.0 |
55.6 |
24.9 |
15.9 |
| Total wages |
60.0 |
104.7 |
22.2 |
99.5 |
22.8 |
29.8 |
| Men, 16 years and over |
42.3 |
55.3 |
25.0 |
64.8 |
23.5 |
16.6 |
| Wages |
… |
… |
… |
… |
21.5 |
30.4 |
| Women, 16 years and over |
19.9 |
19.5 |
64.2 |
51.2 |
28.1 |
16.0 |
| Wages |
… |
… |
… |
… |
30.0 |
27.5 |
| Children, under 16 years |
… |
… |
58.7 |
33.6[T] |
39.5 |
0.9 |
| Wages |
… |
… |
… |
… |
54.3 |
13.9 |
| Miscellaneous expenses |
… |
… |
… |
… |
62.8 |
60.7 |
| Cost of materials used |
85.8 |
141.2 |
36.5 |
52.0 |
42.3 |
29.3 |
Value of products,
including custom
work and repairing. |
85.1 |
124.4 |
26.9 |
74.5 |
38.8 |
29.7 |
|
Date of Census. |
| 1850 |
1860 |
Number of
establishments |
123,025 |
140,433 |
| Capital |
$533,245,351 |
$1,009,855,715 |
Salaried officials,
clerks, etc., Number |
[S] |
[S] |
| Salaries |
[S] |
[S] |
Wage-earners,
average number |
957,059 |
1,311,246 |
| Total wages |
$236,755,464 |
$378,878,966 |
Men, 16 years
and over |
731,137 |
1,040,349 |
| Wages |
[S] |
[S] |
Women, 16 years
and over |
2,225,922 |
270,897 |
| Wages |
[S] |
[S] |
Children, under
16 years |
[S] |
[S] |
| Wages |
[S] |
[S] |
| Miscellaneous expenses |
[U] |
[U] |
| Cost of materials used |
$555,123,822 |
$1,031,605,092 |
Value of products,
including custom
work and repairing. |
$1,019,106,616 |
$1,885,861,676 |
|
Date of Census. |
| 1870 |
1880 |
Number of
establishments |
252,148 |
253,852 |
| Capital |
$2,118,208,769 |
$2,790,272,606 |
Salaried officials,
clerks, etc., Number |
[S] |
[S] |
| Salaries |
[S] |
[S] |
Wage-earners,
average number |
2,053,996 |
2,732,595 |
| Total wages |
$775,584,343 |
$947,953,795 |
Men, 16 years
and over |
1,615,598 |
2,019,035 |
| Wages |
[S] |
[S] |
Women, 16 years
and over |
323,770 |
531,639 |
| Wages |
[S] |
[S] |
Children, under
16 years |
114,628 |
181,921 |
| Wages |
[S] |
[S] |
| Miscellaneous expenses |
[U] |
[U] |
| Cost of materials used |
$2,488,427,242 |
$3,396,823,549 |
Value of products,
including custom
work and repairing. |
$4,232,325,442 |
$5,369,579,191 |
|
Date of Census. |
| 1890 |
1900.[Q] |
| Number of establishments |
355,475 |
512,254 |
| Capital |
$6,525,156,486 |
$9,817,434,799 |
Salaried officials, clerks, etc.,
Number |
|
396,759 |
| Salaries |
|
$403,711,233 |
| Wage-earners, average number |
4,251,613 |
5,308,406 |
| Total wages |
$1,891,228,321 |
$2,322,333,877 |
| Men, 16 years and over |
3,327,042 |
4,110,527 |
| Wages |
$1,659,234,483 |
$2,016,677,789 |
| Women, 16 years and over |
803,686 |
1,029,296 |
| Wages |
$215,367,976 |
$279,994,396 |
| Children, under 16 years |
120,885 |
168,583 |
| Wages |
$16,625,862 |
$25,661,692 |
| Miscellaneous expenses |
$631,225,035 |
$1,027,775,778 |
| Cost of materials used |
$5,162,044,076 |
$7,345,413,651 |
Value of products,
including custom
work and repairing. |
$9,372,437,283 |
$13,004,400,143 |
|
Date of Census. |
| 1905. |
| Number of establishments |
588,769 |
| Capital |
$13,872,035,371 |
Salaried officials, clerks, etc.,
Number |
566,175 |
| Salaries |
$609,200,251 |
| Wage-earners, average number |
6,152,443 |
| Total wages |
$3,014,389,372 |
| Men, 16 years and over |
4,792,874 |
| Wages |
$2,629,747,837 |
| Women, 16 years and over |
1,194,083 |
| Wages |
$356,992,855 |
| Children, under 16 years |
167,066 |
| Wages |
$29,228,667 |
| Miscellaneous expenses |
$1,651,603,535 |
| Cost of materials used |
$9,497,619,851 |
Value of products,
including custom
work and repairing. |
$16,866,706,985 |
|
Per cent of Increase. |
1850
to
1860 |
1860
to
1870 |
1870
to
1880 |
| Number of establishments |
14.1 |
79.6 |
0.7 |
| Capital |
89.4 |
109.3 |
31.7 |
Salaried officials, clerks, etc.,
Number |
… |
… |
… |
| Salaries |
… |
… |
… |
| Wage-earners, average number |
37.0 |
56.6 |
33.0 |
| Total wages |
60.0 |
104.7 |
22.2 |
| Men, 16 years and over |
42.3 |
55.3 |
25.0 |
| Wages |
… |
… |
… |
| Women, 16 years and over |
19.9 |
19.5 |
64.2 |
| Wages |
… |
… |
… |
| Children, under 16 years |
… |
… |
58.7 |
| Wages |
… |
… |
… |
| Miscellaneous expenses |
… |
… |
… |
| Cost of materials used |
85.8 |
141.2 |
36.5 |
Value of products,
including custom
work and repairing. |
85.1 |
124.4 |
26.9 |
|
Per cent of Increase. |
1880
to
1890 |
1890
to
1900 |
1900
to
1905 |
| Number of establishments |
40.0 |
44.1 |
4.2 |
| Capital |
133.9 |
50.5 |
41.3 |
Salaried officials, clerks, etc.,
Number |
… |
13.9[T] |
42.7 |
| Salaries |
… |
3.0 |
50.9 |
| Wage-earners, average number |
55.6 |
24.9 |
15.9 |
| Total wages |
99.5 |
22.8 |
29.8 |
| Men, 16 years and over |
64.8 |
23.5 |
16.6 |
| Wages |
… |
21.5 |
30.4 |
| Women, 16 years and over |
51.2 |
28.1 |
16.0 |
| Wages |
… |
30.0 |
27.5 |
| Children, under 16 years |
33.6[T] |
39.5 |
0.9 |
| Wages |
… |
54.3 |
13.9 |
| Miscellaneous expenses |
… |
62.8 |
60.7 |
| Cost of materials used |
52.0 |
42.3 |
29.3 |
Value of products,
including custom
work and repairing. |
74.5 |
38.8 |
29.7 |
[Pg 297]
Manufactures in the U. S.: Gross and Net Values of Products, Census Years 1900 and 1905, by Industry Groups.
The gross value of manufactures as reported by the census contains many duplications because the finished products of some
factories frequently become the material for other factories. In this way not only one but several duplications of the cost of materials
often occur. The net value of productions eliminates these duplications by deducting from the gross value the cost of all materials
which have undergone any process of manufacture covered by the census reports on manufactures. For further explanation of the
relation of “gross” and “net” values, see page 211.
[From reports of the Bureau of the Census, Department of Commerce and Labor.]
| Group. |
1900.[V] |
| Gross. |
Net. |
Value.
Dollars. |
Rank. |
Value.
Dollars. |
Rank. |
| Food and kindred products |
2,273,880,874 |
1 |
1,750,811,817 |
1 |
| Textiles |
1,637,484,484 |
3 |
1,081,961,248 |
2 |
| Iron and steel and their products |
1,793,490,908 |
2 |
983,821,918 |
3 |
| Lumber and its remanufactures |
1,030,695,350 |
5 |
547,227,860 |
6 |
| Leather and its finished products |
583,731,046 |
9 |
329,614,996 |
11 |
| Paper and printing |
606,317,768 |
8 |
419,798,101 |
7 |
| Liquors and beverages |
425,504,167 |
12 |
349,157,618 |
10 |
| Chemicals and allied products |
552,797,877 |
10 |
372,538,857 |
8 |
| Clay, glass, and stone products |
293,564,235 |
13 |
245,447,118 |
14 |
| Metals and metal products, other than iron & steel |
748,795,464 |
7 |
371,154,446 |
9 |
| Tobacco |
283,076,546 |
14 |
264,052,573 |
12 |
| Vehicles for land transportation |
508,524,510 |
11 |
250,622,377 |
13 |
| Shipbuilding |
74,578,158 |
15 |
42,492,518 |
15 |
| Miscellaneous industries |
1,004,092,294 |
6 |
638,191,538 |
5 |
| Hand trades |
1,183,615,478 |
4 |
721,104,859 |
4 |
| Total |
13,000,149,159 |
… |
8,367,997,844 |
… |
| Group. |
1905. |
| Gross. |
Net. |
Value.
Dollars. |
Rank. |
Value.
Dollars. |
Rank. |
| Food and kindred products |
2,845,234,900 |
1 |
2,176,489,626 |
1 |
| Textiles |
2,147,441,418 |
3 |
1,397,009,940 |
2 |
| Iron and steel and their products |
2,176,739,726 |
2 |
1,239,490,273 |
3 |
| Lumber and its remanufactures |
1,223,730,336 |
4 |
805,315,333 |
4 |
| Leather and its finished products |
705,747,470 |
9 |
401,011,414 |
10 |
| Paper and printing |
857,112,256 |
8 |
596,872,350 |
7 |
| Liquors and beverages |
501,266,605 |
11 |
431,735,208 |
9 |
| Chemicals and allied products |
1,031,965,263 |
5 |
714,489,549 |
5 |
| Clay, glass, and stone products |
391,230,422 |
12 |
334,971,057 |
11 |
| Metals and metal products, other than iron & steel |
922,262,456 |
7 |
442,912,699 |
8 |
| Tobacco |
331,117,681 |
13 |
307,100,175 |
13 |
| Vehicles for land transportation |
643,924,442 |
10 |
324,109,901 |
12 |
| Shipbuilding |
82,769,239 |
14 |
46,707,258 |
14 |
| Miscellaneous industries |
941,604,873 |
6 |
602,990,604 |
6 |
| Hand trades |
[W] |
[W] |
[W] |
[W] |
| Total |
14,802,147,087 |
… |
9,821,205,387 |
… |
| Group. |
1900.[V] |
| Gross. |
Value.
Dollars. |
Rank. |
| Food and kindred products |
2,273,880,874 |
1 |
| Textiles |
1,637,484,484 |
3 |
| Iron and steel and their products |
1,793,490,908 |
2 |
| Lumber and its remanufactures |
1,030,695,350 |
5 |
| Leather and its finished products |
583,731,046 |
9 |
| Paper and printing |
606,317,768 |
8 |
| Liquors and beverages |
425,504,167 |
12 |
| Chemicals and allied products |
552,797,877 |
10 |
| Clay, glass, and stone products |
293,564,235 |
13 |
| Metals and metal products, other than iron & steel |
748,795,464 |
7 |
| Tobacco |
283,076,546 |
14 |
| Vehicles for land transportation |
508,524,510 |
11 |
| Shipbuilding |
74,578,158 |
15 |
| Miscellaneous industries |
1,004,092,294 |
6 |
| Hand trades |
1,183,615,478 |
4 |
| Total |
13,000,149,159 |
… |
| Group. |
1900.[V] |
| Net. |
Value.
Dollars. |
Rank. |
| Food and kindred products |
1,750,811,817 |
1 |
| Textiles |
1,081,961,248 |
2 |
| Iron and steel and their products |
983,821,918 |
3 |
| Lumber and its remanufactures |
547,227,860 |
6 |
| Leather and its finished products |
329,614,996 |
11 |
| Paper and printing |
419,798,101 |
7 |
| Liquors and beverages |
349,157,618 |
10 |
| Chemicals and allied products |
372,538,857 |
8 |
| Clay, glass, and stone products |
245,447,118 |
14 |
| Metals and metal products, other than iron & steel |
371,154,446 |
9 |
| Tobacco |
264,052,573 |
12 |
| Vehicles for land transportation |
250,622,377 |
13 |
| Shipbuilding |
42,492,518 |
15 |
| Miscellaneous industries |
638,191,538 |
5 |
| Hand trades |
721,104,859 |
4 |
| Total |
8,367,997,844 |
… |
| Group. |
1905. |
| Gross. |
Value.
Dollars. |
Rank. |
| Food and kindred products |
2,845,234,900 |
1 |
| Textiles |
2,147,441,418 |
3 |
| Iron and steel and their products |
2,176,739,726 |
2 |
| Lumber and its remanufactures |
1,223,730,336 |
4 |
| Leather and its finished products |
705,747,470 |
9 |
| Paper and printing |
857,112,256 |
8 |
| Liquors and beverages |
501,266,605 |
11 |
| Chemicals and allied products |
1,031,965,263 |
5 |
| Clay, glass, and stone products |
391,230,422 |
12 |
| Metals and metal products, other than iron & steel |
922,262,456 |
7 |
| Tobacco |
331,117,681 |
13 |
| Vehicles for land transportation |
643,924,442 |
10 |
| Shipbuilding |
82,769,239 |
14 |
| Miscellaneous industries |
941,604,873 |
6 |
| Hand trades |
[W] |
[W] |
| Total |
14,802,147,087 |
… |
| Group. |
1905. |
| Net. |
Value.
Dollars. |
Rank. |
| Food and kindred products |
2,176,489,626 |
1 |
| Textiles |
1,397,009,940 |
2 |
| Iron and steel and their products |
1,239,490,273 |
3 |
| Lumber and its remanufactures |
805,315,333 |
4 |
| Leather and its finished products |
401,011,414 |
10 |
| Paper and printing |
596,872,350 |
7 |
| Liquors and beverages |
431,735,208 |
9 |
| Chemicals and allied products |
714,489,549 |
5 |
| Clay, glass, and stone products |
334,971,057 |
11 |
| Metals and metal products, other than iron & steel |
442,912,699 |
8 |
| Tobacco |
307,100,175 |
13 |
| Vehicles for land transportation |
324,109,901 |
12 |
| Shipbuilding |
46,707,258 |
14 |
| Miscellaneous industries |
4,715,023 |
624 |
| Hand trades |
[W] |
[W] |
| Total |
9,821,205,387 |
… |
[Pg 298]
Manufactures: Percentage Distribution, by Groups of States, Census
Years 1850 to 1905.
[From reports of the Bureau of the Census, Department of Commerce and Labor.]
Group of States and
census years.[X] |
Establish-
ments |
Capital. |
Wage-earners |
Average
number. |
Wages. |
|
Per cent. |
Per cent. |
Per cent. |
Per cent. |
| New England States: |
|
|
|
|
| 1850 |
18.3 |
31.1 |
32.7 |
31.8 |
| 1860 |
14.7 |
25.5 |
29.9 |
27.5 |
| 1870 |
12.8 |
23.1 |
25.7 |
27.2 |
| 1880 |
12.4 |
22.4 |
23.7 |
23.9 |
| 1890 |
13.6 |
18.0 |
19.3 |
19.0 |
| 1900 |
10.9 |
16.8 |
18.1 |
18.3 |
| 1905 |
10.3 |
14.7 |
17.2 |
16.8 |
| Middle States: |
|
|
|
|
| 1850 |
43.9 |
44.2 |
43.9 |
44.3 |
| 1860 |
37.9 |
43.1 |
41.6 |
40.2 |
| 1870 |
34.7 |
42.7 |
39.2 |
41.4 |
| 1880 |
35.3 |
42.1 |
41.7 |
42.8 |
| 1890 |
35.2 |
39.2 |
38.5 |
40.8 |
| 1900 |
34.1 |
40.7 |
36.6 |
38.4 |
| 1905 |
33.6 |
39.5 |
36.7 |
37.3 |
| Southern States: |
|
|
|
|
| 1850 |
16.7 |
12.6 |
11.5 |
9.5 |
| 1860 |
17.2 |
11.5 |
10.1 |
9.2 |
| 1870 |
15.4 |
6.6 |
9.1 |
5.8 |
| 1880 |
14.6 |
6.9 |
8.2 |
5.6 |
| 1890 |
13.1 |
7.8 |
9.7 |
7.1 |
| 1900 |
15.1 |
9.0 |
13.3 |
9.2 |
| 1905 |
15.3 |
11.0 |
14.0 |
10.7 |
| Central States: |
|
|
|
|
| 1850 |
20.2 |
11.8 |
11.5 |
12.7 |
| 1860 |
23.4 |
17.1 |
14.2 |
14.9 |
| 1870 |
33.5 |
24.4 |
23.8 |
22.6 |
| 1880 |
32.3 |
25.1 |
23.6 |
24.1 |
| 1890 |
31.8 |
29.7 |
28.2 |
27.6 |
| 1900 |
32.0 |
27.8 |
27.4 |
28.3 |
| 1905 |
31.3 |
28.2 |
27.0 |
28.4 |
| Western States: |
|
|
|
|
| 1850 |
[Y] |
[Y] |
[Y] |
[Y] |
| 1860 |
.5 |
.4 |
.3 |
.4 |
| 1870 |
1.5 |
1.0 |
.8 |
1.1 |
| 1880 |
2.6 |
1.0 |
1.0 |
1.1 |
| 1890 |
3.2 |
2.0 |
1.8 |
2.2 |
| 1900 |
3.9 |
2.9 |
2.0 |
2.5 |
| 1905 |
4.2 |
3.2 |
2.1 |
2.7 |
| Pacific States: |
|
|
|
|
| 1850 |
.9 |
.3 |
.4 |
1.7 |
| 1860 |
6.3 |
2.4 |
3.9 |
7.8 |
| 1870 |
2.1 |
2.2 |
1.4 |
1.9 |
| 1880 |
2.8 |
2.5 |
1.8 |
2.5 |
| 1890 |
3.1 |
3.3 |
2.5 |
3.3 |
| 1900 |
4.0 |
2.1 |
2.6 |
3.2 |
| 1905 |
5.2 |
3.3 |
3.0 |
4.1 |
| Alaska: |
|
|
|
|
| 1890 |
[Y] |
[Y] |
[Y] |
[Y] |
| 1900 |
[Y] |
.1 |
[Y] |
.1 |
| 1905 |
.1 |
.1 |
[Y] |
[Y] |
Group of States and
census years.[X] |
Miscel-
laneous
expenses. |
Cost of
materials
used. |
Value of
products. |
|
Per cent. |
Per cent. |
Per cent. |
| New England States: |
|
|
| 1850 |
… |
27.6 |
27.8 |
| 1860 |
… |
23.8 |
24.8 |
| 1870 |
… |
24.3 |
23.8 |
| 1880 |
… |
19.4 |
20.6 |
| 1890 |
15.7 |
15.3 |
16.0 |
| 1900 |
12.2 |
13.8 |
14.6 |
| 1905 |
11.5 |
13.1 |
13.7 |
| Middle States: |
|
|
| 1850 |
… |
47.9 |
46.4 |
| 1860 |
… |
43.1 |
42.5 |
| 1870 |
… |
41.7 |
41.8 |
| 1880 |
… |
41.1 |
41.3 |
| 1890 |
36.3 |
38.1 |
38.9 |
| 1900 |
39.1 |
37.6 |
38.1 |
| 1905 |
38.7 |
37.0 |
37.3 |
| Southern States: |
|
|
| 1850 |
… |
9.5 |
9.9 |
| 1860 |
… |
10.6 |
10.3 |
| 1870 |
… |
6.5 |
6.6 |
| 1880 |
… |
6.3 |
6.3 |
| 1890 |
8.2 |
7.4 |
7.5 |
| 1900 |
9.1 |
8.6 |
8.9 |
| 1905 |
10.1 |
10.2 |
10.5 |
| Central States: |
|
|
| 1850 |
… |
14.5 |
14.3 |
| 1860 |
… |
19.5 |
18.1 |
| 1870 |
… |
24.9 |
24.9 |
| 1880 |
… |
29.4 |
28.0 |
| 1890 |
34.7 |
32.5 |
31.4 |
| 1900 |
35.6 |
31.4 |
30.9 |
| 1905 |
34.3 |
30.7 |
30.5 |
| Western States: |
|
|
| 1850 |
… |
.1 |
.1 |
| 1860 |
… |
.2 |
.4 |
| 1870 |
… |
1.0 |
1.1 |
| 1880 |
… |
1.4 |
1.4 |
| 1890 |
2.4 |
3.6 |
3.0 |
| 1900 |
1.9 |
5.2 |
4.3 |
| 1905 |
2.4 |
5.3 |
4.3 |
| Pacific States: |
|
|
| 1850 |
… |
.4 |
1.5 |
| 1860 |
… |
2.8 |
3.9 |
| 1870 |
… |
1.6 |
1.8 |
| 1880 |
… |
2.4 |
2.4 |
| 1890 |
2.7 |
3.1 |
3.2 |
| 1900 |
2.1 |
3.4 |
3.2 |
| 1905 |
2.9 |
3.7 |
3.7 |
| Alaska: |
|
|
| 1890 | [Y] |
[Y] |
[Y] |
| 1900 |
[Y] |
[Y] |
[Y] |
| 1905 |
.1 |
[Y] |
[Y] |
[Pg 299]
Summary of Manufactures in the U. S., by States and Territories, Census Years 1900 and 1905.
[From reports of the Bureau of the Census, Department of Commerce and Labor.]
| State or Territory. |
Census
year. |
Number of
establish-
ments. |
Capital. |
Wage-earners. |
Average-
number. |
Total wages. |
|
|
|
Dollars. |
|
Dollars. |
| United States |
1900 |
207,562 |
8,978,825,200 |
4,715,023 |
2,009,735,799 |
|
1905 |
216,262 |
12,686,265,673 |
5,470,321 |
2,611,540,532 |
| Alabama |
1900 |
2,000 |
60,165,904 |
52,711 |
14,911,683 |
|
1905 |
1,882 |
105,382,859 |
62,173 |
21,878,451 |
| Alaska |
1900 |
48 |
3,568,704 |
2,260 |
1,374,680 |
|
1905 |
82 |
10,684,799 |
1,938 |
1,095,579 |
| Arizona |
1900 |
154 |
9,517,578 |
3,126 |
2,287,352 |
|
1905 |
169 |
14,395,654 |
4,793 |
3,969,248 |
| Arkansas |
1900 |
1,746 |
25,384,636 |
31,525 |
10,184,154 |
|
1905 |
1,907 |
46,306,116 |
33,089 |
14,543,635 |
| California |
1900 |
4,997 |
175,467,806 |
77,224 |
39,889,997 |
|
1905 |
6,839 |
282,647,201 |
100,355 |
64,656,686 |
| Colorado |
1900 |
1,323 |
58,172,865 |
19,498 |
11,707,566 |
|
1905 |
1,606 |
107,663,500 |
21,813 |
15,100,365 |
| Connecticut |
1900 |
3,382 |
299,206,925 |
159,733 |
73,394,062 |
|
1905 |
3,477 |
373,283,580 |
181,605 |
87,942,628 |
| Delaware |
1900 |
633 |
38,791,402 |
20,562 |
8,457,003 |
|
1905 |
631 |
50,925,630 |
18,475 |
8,158,203 |
| Dist. of Columbia |
1900 |
491 |
17,960,498 |
6,155 |
3,022,906 |
|
1905 |
482 |
20,199,783 |
6,299 |
3,658,370 |
| Florida |
1900 |
1,275 |
25,682,171 |
35,471 |
10,916,443 |
|
1905 |
1,413 |
32,971,982 |
42,091 |
15,767,182 |
| Georgia |
1900 |
3,015 |
79,303,316 |
83,336 |
19,958,153 |
|
1905 |
3,219 |
135,211,551 |
92,749 |
27,392,442 |
| Idaho |
1900 |
287 |
2,130,112 |
1,552 |
818,239 |
|
1905 |
364 |
9,689,445 |
3,061 |
2,059,391 |
| Illinois |
1900 |
14,374 |
732,829,771 |
332,871 |
159,104,179 |
|
1905 |
14,921 |
975,844,799 |
379,436 |
208,405,468 |
| Indian Territory |
1900 |
179 |
1,591,953 |
1,087 |
379,188 |
|
1905 |
466 |
5,016,654 |
2,257 |
1,144,078 |
| Indiana |
1900 |
7,128 |
219,321,080 |
139,017 |
59,280,131 |
|
1905 |
7,044 |
312,071,234 |
154,174 |
72,058,099 |
| Iowa |
1900 |
4,828 |
85,667,334 |
44,420 |
18,020,653 |
|
1905 |
4,785 |
111,427,429 |
49,481 |
22,997,053 |
| Kansas |
1900 |
2,299 |
59,458,256 |
27,119 |
12,802,096 |
|
1905 |
2,475 |
88,680,117 |
35,570 |
18,883,071 |
| Kentucky |
1900 |
3,648 |
87,995,822 |
51,735 |
18,454,252 |
|
1905 |
3,734 |
147,282,478 |
59,794 |
24,438,684 |
| Louisiana |
1900 |
1,826 |
100,874,729 |
40,878 |
14,725,437 |
|
1905 |
2,091 |
150,810,608 |
55,859 |
25,315,750 |
| Maine |
1900 |
2,878 |
114,007,715 |
69,914 |
25,730,735 |
|
1905 |
3,145 |
143,707,750 |
74,958 |
32,691,759 |
| Maryland |
1900 |
3,886 |
149,155,313 |
94,170 |
32,414,429 |
|
1905 |
3,852 |
201,877,966 |
94,174 |
36,144,244 |
| Massachusetts |
1900 |
10,929 |
781,867,715 |
438,234 |
195,278,276 |
|
1905 |
10,723 |
965,948,887 |
488,399 |
232,388,946 |
| Michigan |
1900 |
7,310 |
246,996,529 |
155,800 |
62,531,812 |
|
1905 |
7,446 |
337,894,102 |
175,229 |
81,278,837 |
| Minnesota |
1900 |
4,096 |
133,076,669 |
64,557 |
29,029,190 |
|
1905 |
4,756 |
184,903,271 |
69,636 |
35,843,145 |
| Mississippi |
1900 |
1,294 |
22,712,186 |
26,799 |
7,909,607 |
|
1905 |
1,520 |
50,256,309 |
38,690 |
14,819,034 |
| Missouri |
1900 |
6,853 |
223,781,088 |
107,704 |
46,713,734 |
|
1905 |
6,464 |
379,368,827 |
133,167 |
66,644,126 |
| Montana |
1900 |
395 |
38,224,915 |
9,854 |
7,376,822 |
|
1905 |
382 |
52,589,810 |
8,957 |
8,652,217 |
| Nebraska |
1900 |
1,695 |
65,906,052 |
18,669 |
8,842,429 |
|
1905 |
1,819 |
80,235,310 |
20,260 |
11,022,149 |
| Nevada |
1900 |
99 |
1,251,208 |
504 |
352,606 |
|
1905 |
115 |
2,891,997 |
802 |
693,407 |
| New Hampshire |
1900 |
1,771 |
92,146,025 |
67,646 |
25,849,631 |
|
1905 |
1,618 |
109,495,072 |
65,366 |
27,693,203 |
| New Jersey |
1900 |
6,415 |
477,301,565 |
213,975 |
95,164,913 |
|
1905 |
7,010 |
715,060,174 |
266,336 |
128,168,801 |
| New Mexico |
1900 |
174 |
2,160,718 |
2,490 |
1,199,496 |
|
1905 |
199 |
4,638,248 |
3,478 |
2,153,068 |
| New York |
1900 |
35,957 |
1,523,502,651 |
726,909 |
337,323,585 |
|
1905 |
37,194 |
2,031,459,515 |
856,947 |
430,014,851 |
| North Carolina |
1900 |
3,465 |
68,283,005 |
72,322 |
14,051,784 |
|
1905 |
3,272 |
141,000,639 |
85,339 |
21,375,294 |
| North Dakota |
1900 |
337 |
3,511,968 |
1,358 |
671,321 |
|
1905 |
507 |
5,703,837 |
1,755 |
1,031,307 |
| Ohio |
1900 |
13,868 |
570,908,968 |
308,109 |
136,427,579 |
|
1905 |
13,785 |
856,988,830 |
364,298 |
182,429,425 |
| Oklahoma |
1900 |
316 |
2,462,438 |
1,294 |
514,879
|
|
1905 |
657 |
11,107,763 |
3,199 |
1,655,324 |
| Oregon |
1900 |
1,406 |
28,359,089 |
14,459 |
6,822,011 |
|
1905 |
1,602 |
44,023,548 |
18,523 |
11,443,512 |
| Pennsylvania |
1900 |
23,462 |
1,449,814,740 |
663,960 |
296,875,548 |
|
1905 |
23,495 |
1,995,836,988 |
763,282 |
367,960,890 |
| Rhode Island |
1900 |
1,678 |
176,901,606 |
88,197 |
35,995,101 |
|
1905 |
1,617 |
215,901,375 |
97,318 |
43,112,637 |
| South Carolina |
1900 |
1,369 |
62,750,027 |
47,025 |
9,130,269 |
|
1905 |
1,399 |
113,422,224 |
59,441 |
13,868,950 |
| South Dakota |
1900 |
624 |
6,051,288 |
2,224 |
1,129,787 |
|
1905 |
686 |
7,585,142 |
2,492 |
1,421,680 |
| Tennessee |
1900 |
3,116 |
63,140,657 |
45,963 |
14,727,506 |
|
1905 |
3,175 |
102,439,481 |
60,572 |
22,805,628 |
| Texas |
1900 |
3,107 |
63,655,616 |
38,604 |
16,911,681 |
|
1905 |
3,158 |
115,664,871 |
49,066 |
24,468,942 |
| Utah |
1900 |
575 |
13,219,039 |
5,413 |
2,762,522 |
|
1905 |
606 |
26,004,011 |
8,052 |
5,157,400 |
| Vermont |
1900 |
1,938 |
43,499,633 |
28,179 |
11,426,548 |
|
1905 |
1,699 |
62,658,741 |
33,106 |
15,221,059 |
| Virginia |
1900 |
3,186 |
92,299,589 |
66,223 |
20,273,889 |
|
1905 |
3,187 |
147,989,182 |
80,285 |
27,943,058 |
| Washington |
1900 |
1,926 |
41,574,744 |
31,523 |
17,065,140 |
|
1905 |
2,751 |
96,952,621 |
45,199 |
30,087,287 |
| West Virginia |
1900 |
1,824 |
49,103,138 |
33,080 |
12,639,856 |
|
1905 |
2,109 |
86,820,823 |
43,758 |
21,153,042 |
| Wisconsin |
1900 |
7,841 |
286,060,566 |
137,525 |
55,695,816 |
|
1905 |
8,558 |
412,647,051 |
151,391 |
71,471,805 |
| Wyoming |
1900 |
139 |
2,047,883 |
2,060 |
1,209,123 |
|
1905 |
169 |
2,695,889 |
1,834 |
1,261,122 |
| State or Territory. |
Census
year. |
Cost of
materials used. |
Value of products,
including custom
work and
repairing. |
|
|
Dollars. |
Dollars. |
| United States |
1900 |
6,577,614,074 |
11,411,121,122 |
|
1905 |
8,503,949,756 |
14,802,147,087 |
| Alabama |
1900 |
37,998,233 |
72,109,929 |
|
1905 |
60,458,368 |
109,169,922 |
| Alaska |
1900 |
1,762,583 |
4,194,421 |
|
1905 |
3,741,946 |
8,244,524 |
| Arizona |
1900 |
7,876,542 |
20,438,987 |
|
1905 |
14,595,057 |
28,083,192 |
| Arkansas |
1900 |
18,288,045 |
39,887,578 |
|
1905 |
21,799,346 |
53,864,394 |
| California |
1900 |
164,894,269 |
257,385,521 |
|
1905 |
215,726,414 |
367,218,494 |
| Colorado |
1900 |
60,750,784 |
89,067,879 |
|
1905 |
63,114,397 |
100,143,999 |
| Connecticut |
1900 |
169,671,648 |
315,106,150 |
|
1905 |
191,801,881 |
369,082,091 |
| Delaware |
1900 |
24,725,317 |
41,321,061 |
|
1905 |
24,883,806 |
41,160,276 |
| Dist. of Columbia |
1900 |
7,475,216 |
16,426,408 |
|
1905 |
7,731,971 |
18,359,159 |
| Florida |
1900 |
12,847,187 |
34,183,509 |
|
1905 |
16,532,439 |
50,298,290 |
| Georgia |
1900 |
49,356,296 |
94,532,368 |
|
1905 |
83,624,504 |
151,040,455 |
| Idaho |
1900 |
1,438,868 |
3,001,442 |
|
1905 |
4,068,523 |
8,768,743 |
| Illinois |
1900 |
681,450,122 |
1,120,868,308 |
|
1905 |
840,057,316 |
1,410,342,129 |
| Indian Territory |
1900 |
1,697,829 |
2,629,067 |
|
1905 |
4,848,646 |
7,909,451 |
| Indiana |
1900 |
195,162,566 |
337,071,630 |
|
1905 |
220,507,007 |
393,954,405 |
| Iowa |
1900 |
85,778,867 |
132,870,865 |
|
1905 |
102,843,892 |
160,572,313 |
| Kansas |
1900 |
120,737,677 |
154,008,544 |
|
1905 |
156,509,949 |
198,244,992 |
| Kentucky |
1900 |
67,406,202 |
126,508,660 |
|
1905 |
86,545,464 |
159,753,968 |
| Louisiana |
1900 |
75,403,937 |
111,397,919 |
|
1905 |
117,035,305 |
186,379,592 |
| Maine |
1900 |
61,210,327 |
112,959,098 |
|
1905 |
80,042,090 |
144,020,197 |
| Maryland |
1900 |
129,354,412 |
211,076,143 |
|
1905 |
150,024,066 |
243,375,996 |
| Massachusetts |
1900 |
498,655,033 |
907,626,439 |
|
1905 |
626,410,431 |
1,124,092,051 |
| Michigan |
1900 |
175,966,128 |
319,691,856 |
|
1905 |
230,080,931 |
429,120,060 |
| Minnesota |
1900 |
150,299,277 |
223,692,922 |
|
1905 |
210,553,949 |
307,858,073 |
| Mississippi |
1900 |
16,543,029 |
33,718,517 |
|
1905 |
25,800,885 |
57,451,445 |
| Missouri |
1900 |
184,189,030 |
316,304,095 |
|
1905 |
252,258,417 |
439,548,957 |
| Montana |
1900 |
30,068,101 |
52,744,997 |
|
1905 |
40,930,060 |
66,415,452 |
| Nebraska |
1900 |
95,925,178 |
130,302,453 |
|
1905 |
124,051,628 |
154,918,220 |
| Nevada |
1900 |
662,284 |
1,261,005 |
|
1905 |
1,627,776 |
3,096,274 |
| New Hampshire |
1900 |
60,163,380 |
107,590,803 |
|
1905 |
73,216,387 |
123,610,904 |
| New Jersey |
1900 |
334,726,094 |
553,005,684 |
|
1905 |
470,449,176 |
774,369,025 |
| New Mexico |
1900 |
1,998,593 |
4,060,924 |
|
1905 |
2,235,934 |
5,705,880 |
| New York |
1900 |
1,018,377,186 |
1,871,830,872 |
|
1905 |
1,348,603,286 |
2,488,345,579 |
| North Carolina |
1900 |
44,854,224 |
85,274,083 |
|
1905 |
79,268,004 |
142,520,776 |
| North Dakota |
1900 |
4,150,860 |
6,259,840 |
|
1905 |
7,095,986 |
10,217,914 |
| Ohio |
1900 |
409,302,501 |
748,670,855 |
|
1905 |
527,636,585 |
960,811,857 |
| Oklahoma |
1900 |
3,732,618 |
5,504,869
|
|
1905 |
11,545,306 |
16,549,656 |
| Oregon |
1900 |
20,788,833 |
36,592,714 |
|
1905 |
30,596,763 |
55,525,123 |
| Pennsylvania |
1900 |
958,301,272 |
1,649,882,380 |
|
1905 |
1,142,942,707 |
1,955,551,332 |
| Rhode Island |
1900 |
87,951,780 |
165,550,382 |
|
1905 |
112,872,261 |
202,109,583 |
| South Carolina |
1900 |
30,485,861 |
53,335,811 |
|
1905 |
49,968,626 |
79,376,262 |
| South Dakota |
1900 |
6,483,677 |
9,529,946 |
|
1905 |
8,696,831 |
13,085,333 |
| Tennessee |
1900 |
54,559,039 |
92,749,129 |
|
1905 |
79,351,746 |
137,960,476 |
| Texas |
1900 |
54,388,303 |
92,894,433 |
|
1905 |
91,603,630 |
150,528,389 |
| Utah |
1900 |
11,440,250 |
17,981,648 |
|
1905 |
24,939,827 |
38,926,464 |
| Vermont |
1900 |
26,384,812 |
51,515,228 |
|
1905 |
32,429,852 |
63,083,611 |
| Virginia |
1900 |
59,359,484 |
108,644,150 |
|
1905 |
83,649,149 |
148,856,525 |
| Washington |
1900 |
38,276,944 |
70,831,345 |
|
1905 |
66,166,165 |
128,821,667 |
| West Virginia |
1900 |
37,228,253 |
67,006,822 |
|
1905 |
54,419,206 |
99,040,676 |
| Wisconsin |
1900 |
185,695,393 |
326,752,878 |
|
1905 |
227,255,092 |
411,139,681 |
| Wyoming |
1900 |
1,369,730 |
3,268,555 |
|
1905 |
1,300,773 |
3,523,260 |
| State or Territory. |
Census year. |
Number of
establish-
ments. |
Capital. |
|
|
|
Dollars. |
| United States |
1900 |
207,562 |
8,978,825,200 |
|
1905 |
216,262 |
12,686,265,673 |
| Alabama |
1900 |
2,000 |
60,165,904 |
|
1905 |
1,882 |
105,382,859 |
| Alaska |
1900 |
48 |
3,568,704 |
|
1905 |
82 |
10,684,799 |
| Arizona |
1900 |
154 |
9,517,578 |
|
1905 |
169 |
14,395,654 |
| Arkansas |
1900 |
1,746 |
25,384,636 |
|
1905 |
1,907 |
46,306,116 |
| California |
1900 |
4,997 |
175,467,806 |
|
1905 |
6,839 |
282,647,201 |
| Colorado |
1900 |
1,323 |
58,172,865 |
|
1905 |
1,606 |
107,663,500 |
| Connecticut |
1900 |
3,382 |
299,206,925 |
|
1905 |
3,477 |
373,283,580 |
| Delaware |
1900 |
633 |
38,791,402 |
|
1905 |
631 |
50,925,630 |
| Dist. of Columbia |
1900 |
491 |
17,960,498 |
|
1905 |
482 |
20,199,783 |
| Florida |
1900 |
1,275 |
25,682,171 |
|
1905 |
1,413 |
32,971,982 |
| Georgia |
1900 |
3,015 |
79,303,316 |
|
1905 |
3,219 |
135,211,551 |
| Idaho |
1900 |
287 |
2,130,112 |
|
1905 |
364 |
9,689,445 |
| Illinois |
1900 |
14,374 |
732,829,771 |
|
1905 |
14,921 |
975,844,799 |
| Indian Territory |
1900 |
179 |
1,591,953 |
|
1905 |
466 |
5,016,654 |
| Indiana |
1900 |
7,128 |
219,321,080 |
|
1905 |
7,044 |
312,071,234 |
| Iowa |
1900 |
4,828 |
85,667,334 |
|
1905 |
4,785 |
111,427,429 |
| Kansas |
1900 |
2,299 |
59,458,256 |
|
1905 |
2,475 |
88,680,117 |
| Kentucky |
1900 |
3,648 |
87,995,822 |
|
1905 |
3,734 |
147,282,478 |
| Louisiana |
1900 |
1,826 |
100,874,729 |
|
1905 |
2,091 |
150,810,608 |
| Maine |
1900 |
2,878 |
114,007,715 |
|
1905 |
3,145 |
143,707,750 |
| Maryland |
1900 |
3,886 |
149,155,313 |
|
1905 |
3,852 |
201,877,966 |
| Massachusetts |
1900 |
10,929 |
781,867,715 |
|
1905 |
10,723 |
965,948,887 |
| Michigan |
1900 |
7,310 |
246,996,529 |
|
1905 |
7,446 |
337,894,102 |
| Minnesota |
1900 |
4,096 |
133,076,669 |
|
1905 |
4,756 |
184,903,271 |
| Mississippi |
1900 |
1,294 |
22,712,186 |
|
1905 |
1,520 |
50,256,309 |
| Missouri |
1900 |
6,853 |
223,781,088 |
|
1905 |
6,464 |
379,368,827 |
| Montana |
1900 |
395 |
38,224,915 |
|
1905 |
382 |
52,589,810 |
| Nebraska |
1900 |
1,695 |
65,906,052 |
|
1905 |
1,819 |
80,235,310 |
| Nevada |
1900 |
99 |
1,251,208 |
|
1905 |
115 |
2,891,997 |
| New Hampshire |
1900 |
1,771 |
92,146,025 |
|
1905 |
1,618 |
109,495,072 |
| New Jersey |
1900 |
6,415 |
477,301,565 |
|
1905 |
7,010 |
715,060,174 |
| New Mexico |
1900 |
174 |
2,160,718 |
|
1905 |
199 |
4,638,248 |
| New York |
1900 |
35,957 |
1,523,502,651 |
|
1905 |
37,194 |
2,031,459,515 |
| North Carolina |
1900 |
3,465 |
68,283,005 |
|
1905 |
3,272 |
141,000,639 |
| North Dakota |
1900 |
337 |
3,511,968 |
|
1905 |
507 |
5,703,837 |
| Ohio |
1900 |
13,868 |
570,908,968 |
|
1905 |
13,785 |
856,988,830 |
| Oklahoma |
1900 |
316 |
2,462,438 |
|
1905 |
657 |
11,107,763 |
| Oregon |
1900 |
1,406 |
28,359,089 |
|
1905 |
1,602 |
44,023,548 |
| Pennsylvania |
1900 |
23,462 |
1,449,814,740 |
|
1905 |
23,495 |
1,995,836,988 |
| Rhode Island |
1900 |
1,678 |
176,901,606 |
|
1905 |
1,617 |
215,901,375 |
| South Carolina |
1900 |
1,369 |
62,750,027 |
|
1905 |
1,399 |
113,422,224 |
| South Dakota |
1900 |
624 |
6,051,288 |
|
1905 |
686 |
7,585,142 |
| Tennessee |
1900 |
3,116 |
63,140,657 |
|
1905 |
3,175 |
102,439,481 |
| Texas |
1900 |
3,107 |
63,655,616 |
|
1905 |
3,158 |
115,664,871 |
| Utah |
1900 |
575 |
13,219,039 |
|
1905 |
606 |
26,004,011 |
| Vermont |
1900 |
1,938 |
43,499,633 |
|
1905 |
1,699 |
62,658,741 |
| Virginia |
1900 |
3,186 |
92,299,589 |
|
1905 |
3,187 |
147,989,182 |
| Washington |
1900 |
1,926 |
41,574,744 |
|
1905 |
2,751 |
96,952,621 |
| West Virginia |
1900 |
1,824 |
49,103,138 |
|
1905 |
2,109 |
86,820,823 |
| Wisconsin |
1900 |
7,841 |
286,060,566 |
|
1905 |
8,558 |
412,647,051 |
| Wyoming |
1900 |
139 |
2,047,883 |
|
1905 |
169 |
2,695,889 |
| State or Territory. |
Census year. |
Wage-earners. |
| Average number. |
Total wages. |
|
|
|
Dollars. |
| United States |
1900 |
4,715,023 |
2,009,735,799 |
|
1905 |
5,470,321 |
2,611,540,532 |
| Alabama |
1900 |
52,711 |
14,911,683 |
|
1905 |
62,173 |
21,878,451 |
| Alaska |
1900 |
2,260 |
1,374,680 |
|
1905 |
1,938 |
1,095,579 |
| Arizona |
1900 |
3,126 |
2,287,352 |
|
1905 |
4,793 |
3,969,248 |
| Arkansas |
1900 |
31,525 |
10,184,154 |
|
1905 |
33,089 |
14,543,635 |
| California |
1900 |
77,224 |
39,889,997 |
|
1905 |
100,355 |
64,656,686 |
| Colorado |
1900 |
19,498 |
11,707,566 |
|
1905 |
21,813 |
15,100,365 |
| Connecticut |
1900 |
159,733 |
73,394,062 |
|
1905 |
181,605 |
87,942,628 |
| Delaware |
1900 |
20,562 |
8,457,003 |
|
1905 |
18,475 |
8,158,203 |
| Dist. of Columbia |
1900 |
6,155 |
3,022,906 |
|
1905 |
6,299 |
3,658,370 |
| Florida |
1900 |
35,471 |
10,916,443 |
|
1905 |
42,091 |
15,767,182 |
| Georgia |
1900 |
83,336 |
19,958,153 |
|
1905 |
92,749 |
27,392,442 |
| Idaho |
1900 |
1,552 |
818,239 |
|
1905 |
3,061 |
2,059,391 |
| Illinois |
1900 |
332,871 |
159,104,179 |
|
1905 |
379,436 |
208,405,468 |
| Indian Territory |
1900 |
1,087 |
379,188 |
|
1905 |
2,257 |
1,144,078 |
| Indiana |
1900 |
139,017 |
59,280,131 |
|
1905 |
154,174 |
72,058,099 |
| Iowa |
1900 |
44,420 |
18,020,653 |
|
1905 |
49,481 |
22,997,053 |
| Kansas |
1900 |
27,119 |
12,802,096 |
|
1905 |
35,570 |
18,883,071 |
| Kentucky |
1900 |
51,735 |
18,454,252 |
|
1905 |
59,794 |
24,438,684 |
| Louisiana |
1900 |
40,878 |
14,725,437 |
|
1905 |
55,859 |
25,315,750 |
| Maine |
1900 |
69,914 |
25,730,735 |
|
1905 |
74,958 |
32,691,759 |
| Maryland |
1900 |
94,170 |
32,414,429 |
|
1905 |
94,174 |
36,144,244 |
| Massachusetts |
1900 |
438,234 |
195,278,276 |
|
1905 |
488,399 |
232,388,946 |
| Michigan |
1900 |
155,800 |
62,531,812 |
|
1905 |
175,229 |
81,278,837 |
| Minnesota |
1900 |
64,557 |
29,029,190 |
|
1905 |
69,636 |
35,843,145 |
| Mississippi |
1900 |
26,799 |
7,909,607 |
|
1905 |
38,690 |
14,819,034 |
| Missouri |
1900 |
107,704 |
46,713,734 |
|
1905 |
133,167 |
66,644,126 |
| Montana |
1900 |
9,854 |
7,376,822 |
|
1905 |
8,957 |
8,652,217 |
| Nebraska |
1900 |
18,669 |
8,842,429 |
|
1905 |
20,260 |
11,022,149 |
| Nevada |
1900 |
504 |
352,606 |
|
1905 |
802 |
693,407 |
| New Hampshire |
1900 |
67,646 |
25,849,631 |
|
1905 |
65,366 |
27,693,203 |
| New Jersey |
1900 |
213,975 |
95,164,913 |
|
1905 |
266,336 |
128,168,801 |
| New Mexico |
1900 |
2,490 |
1,199,496 |
|
1905 |
3,478 |
2,153,068 |
| New York |
1900 |
726,909 |
337,323,585 |
|
1905 |
856,947 |
430,014,851 |
| North Carolina |
1900 |
72,322 |
14,051,784 |
|
1905 |
85,339 |
21,375,294 |
| North Dakota |
1900 |
1,358 |
671,321 |
|
1905 |
1,755 |
1,031,307 |
| Ohio |
1900 |
308,109 |
136,427,579 |
|
1905 |
364,298 |
182,429,425 |
| Oklahoma |
1900 |
1,294 |
514,879 |
|
1905 |
3,199 |
1,655,324 |
| Oregon |
1900 |
14,459 |
6,822,011 |
|
1905 |
18,523 |
11,443,512 |
| Pennsylvania |
1900 |
663,960 |
296,875,548 |
|
1905 |
763,282 |
367,960,890 |
| Rhode Island |
1900 |
88,197 |
35,995,101 |
|
1905 |
97,318 |
43,112,637 |
| South Carolina |
1900 |
47,025 |
9,130,269 |
|
1905 |
59,441 |
13,868,950 |
| South Dakota |
1900 |
2,224 |
1,129,787 |
|
1905 |
2,492 |
1,421,680 |
| Tennessee |
1900 |
45,963 |
14,727,506 |
|
1905 |
60,572 |
22,805,628 |
| Texas |
1900 |
38,604 |
16,911,681 |
|
1905 |
49,066 |
24,468,942 |
| Utah |
1900 |
5,413 |
2,762,522 |
|
1905 |
8,052 |
5,157,400 |
| Vermont |
1900 |
28,179 |
11,426,548 |
|
1905 |
33,106 |
15,221,059 |
| Virginia |
1900 |
66,223 |
20,273,889 |
|
1905 |
80,285 |
27,943,058 |
| Washington |
1900 |
31,523 |
17,065,140 |
|
1905 |
45,199 |
30,087,287 |
| West Virginia |
1900 |
33,080 |
12,639,856 |
|
1905 |
43,758 |
21,153,042 |
| Wisconsin |
1900 |
137,525 |
55,695,816 |
|
1905 |
151,391 |
71,471,805 |
| Wyoming |
1900 |
2,060 |
1,209,123 |
|
1905 |
1,834 |
1,261,122 |
| State or Territory. |
Census year. |
Cost of
materials used. |
|
|
Dollars. |
| United States |
1900 |
6,577,614,074 |
|
1905 |
8,503,949,756 |
| Alabama |
1900 |
37,998,233 |
|
1905 |
60,458,368 |
| Alaska |
1900 |
1,762,583 |
|
1905 |
3,741,946 |
| Arizona |
1900 |
7,876,542 |
|
1905 |
14,595,057 |
| Arkansas |
1900 |
18,288,045 |
|
1905 |
21,799,346 |
| California |
1900 |
164,894,269 |
|
1905 |
215,726,414 |
| Colorado |
1900 |
60,750,784 |
|
1905 |
63,114,397 |
| Connecticut |
1900 |
169,671,648 |
|
1905 |
191,801,881 |
| Delaware |
1900 |
24,725,317 |
|
1905 |
24,883,806 |
| Dist. of Columbia |
1900 |
7,475,216 |
|
1905 |
7,731,971 |
| Florida |
1900 |
12,847,187 |
|
1905 |
16,532,439 |
| Georgia |
1900 |
49,356,296 |
|
1905 |
83,624,504 |
| Idaho |
1900 |
1,438,868 |
|
1905 |
4,068,523 |
| Illinois |
1900 |
681,450,122 |
|
1905 |
840,057,316 |
| Indian Territory |
1900 |
1,697,829 |
|
1905 |
4,848,646 |
| Indiana |
1900 |
195,162,566 |
|
1905 |
220,507,007 |
| Iowa |
1900 |
85,778,867 |
|
1905 |
102,843,892 |
| Kansas |
1900 |
120,737,677 |
|
1905 |
156,509,949 |
| Kentucky |
1900 |
67,406,202 |
|
1905 |
86,545,464 |
| Louisiana |
1900 |
75,403,937 |
|
1905 |
117,035,305 |
| Maine |
1900 |
61,210,327 |
|
1905 |
80,042,090 |
| Maryland |
1900 |
129,354,412 |
|
1905 |
150,024,066 |
| Massachusetts |
1900 |
498,655,033 |
|
1905 |
626,410,431 |
| Michigan |
1900 |
175,966,128 |
|
1905 |
230,080,931 |
| Minnesota |
1900 |
150,299,277 |
|
1905 |
210,553,949 |
| Mississippi |
1900 |
16,543,029 |
|
1905 |
25,800,885 |
| Missouri |
1900 |
184,189,030 |
|
1905 |
252,258,417 |
| Montana |
1900 |
30,068,101 |
|
1905 |
40,930,060 |
| Nebraska |
1900 |
95,925,178 |
|
1905 |
124,051,628 |
| Nevada |
1900 |
662,284 |
|
1905 |
1,627,776 |
| New Hampshire |
1900 |
60,163,380 |
|
1905 |
73,216,387 |
| New Jersey |
1900 |
334,726,094 |
|
1905 |
470,449,176 |
| New Mexico |
1900 |
1,998,593 |
|
1905 |
2,235,934 |
| New York |
1900 |
1,018,377,186 |
|
1905 |
1,348,603,286 |
| North Carolina |
1900 |
44,854,224 |
|
1905 |
79,268,004 |
| North Dakota |
1900 |
4,150,860 |
|
1905 |
7,095,986 |
| Ohio |
1900 |
409,302,501 |
|
1905 |
527,636,585 |
| Oklahoma |
1900 |
3,732,618 |
|
1905 |
11,545,306 |
| Oregon |
1900 |
20,788,833 |
|
1905 |
30,596,763 |
| Pennsylvania |
1900 |
958,301,272 |
|
1905 |
1,142,942,707 |
| Rhode Island |
1900 |
87,951,780 |
|
1905 |
112,872,261 |
| South Carolina |
1900 |
30,485,861 |
|
1905 |
49,968,626 |
| South Dakota |
1900 |
6,483,677 |
|
1905 |
8,696,831 |
| Tennessee |
1900 |
54,559,039 |
|
1905 |
79,351,746 |
| Texas |
1900 |
54,388,303 |
|
1905 |
91,603,630 |
| Utah |
1900 |
11,440,250 |
|
1905 |
24,939,827 |
| Vermont |
1900 |
26,384,812 |
|
1905 |
32,429,852 |
| Virginia |
1900 |
59,359,484 |
|
1905 |
83,649,149 |
| Washington |
1900 |
38,276,944 |
|
1905 |
66,166,165 |
| West Virginia |
1900 |
37,228,253 |
|
1905 |
54,419,206 |
| Wisconsin |
1900 |
185,695,393 |
|
1905 |
227,255,092 |
| Wyoming |
1900 |
1,369,730 |
|
1905 |
1,300,773 |
| State or Territory. |
Census year. |
Value of products,
including custom
work and
repairing. |
|
|
Dollars. |
| United States |
1900 |
11,411,121,122 |
|
1905 |
14,802,147,087 |
| Alabama |
1900 |
72,109,929 |
|
1905 |
109,169,922 |
| Alaska |
1900 |
4,194,421 |
|
1905 |
8,244,524 |
| Arizona |
1900 |
20,438,987 |
|
1905 |
28,083,192 |
| Arkansas |
1900 |
39,887,578 |
|
1905 |
53,864,394 |
| California |
1900 |
257,385,521 |
|
1905 |
367,218,494 |
| Colorado |
1900 |
89,067,879 |
|
1905 |
100,143,999 |
| Connecticut |
1900 |
315,106,150 |
|
1905 |
369,082,091 |
| Delaware |
1900 |
41,321,061 |
|
1905 |
41,160,276 |
| Dist. of Columbia |
1900 |
16,426,408 |
|
1905 |
18,359,159 |
| Florida |
1900 |
34,183,509 |
|
1905 |
50,298,290 |
| Georgia |
1900 |
94,532,368 |
|
1905 |
151,040,455 |
| Idaho |
1900 |
3,001,442 |
|
1905 |
8,768,743 |
| Illinois |
1900 |
1,120,868,308 |
|
1905 |
1,410,342,129 |
| Indian Territory |
1900 |
2,629,067 |
|
1905 |
7,909,451 |
| Indiana |
1900 |
337,071,630 |
|
1905 |
393,954,405 |
| Iowa |
1900 |
132,870,865 |
|
1905 |
160,572,313 |
| Kansas |
1900 |
154,008,544 |
|
1905 |
198,244,992 |
| Kentucky |
1900 |
126,508,660 |
|
1905 |
159,753,968 |
| Louisiana |
1900 |
111,397,919 |
|
1905 |
186,379,592 |
| Maine |
1900 |
112,959,098 |
|
1905 |
144,020,197 |
| Maryland |
1900 |
211,076,143 |
|
1905 |
243,375,996 |
| Massachusetts |
1900 |
907,626,439 |
|
1905 |
1,124,092,051 |
| Michigan |
1900 |
319,691,856 |
|
1905 |
429,120,060 |
| Minnesota |
1900 |
223,692,922 |
|
1905 |
307,858,073 |
| Mississippi |
1900 |
33,718,517 |
|
1905 |
57,451,445 |
| Missouri |
1900 |
316,304,095 |
|
1905 |
439,548,957 |
| Montana |
1900 |
52,744,997 |
|
1905 |
66,415,452 |
| Nebraska |
1900 |
130,302,453 |
|
1905 |
154,918,220 |
| Nevada |
1900 |
1,261,005 |
|
1905 |
3,096,274 |
| New Hampshire |
1900 |
107,590,803 |
|
1905 |
123,610,904 |
| New Jersey |
1900 |
553,005,684 |
|
1905 |
774,369,025 |
| New Mexico |
1900 |
4,060,924 |
|
1905 |
5,705,880 |
| New York |
1900 |
1,871,830,872 |
|
1905 |
2,488,345,579 |
| North Carolina |
1900 |
85,274,083 |
|
1905 |
142,520,776 |
| North Dakota |
1900 |
6,259,840 |
|
1905 |
10,217,914 |
| Ohio |
1900 |
748,670,855 |
|
1905 |
960,811,857 |
| Oklahoma |
1900 |
5,504,869 |
|
1905 |
16,549,656 |
| Oregon |
1900 |
36,592,714 |
|
1905 |
55,525,123 |
| Pennsylvania |
1900 |
1,649,882,380 |
|
1905 |
1,955,551,332 |
| Rhode Island |
1900 |
165,550,382 |
|
1905 |
202,109,583 |
| South Carolina |
1900 |
53,335,811 |
|
1905 |
79,376,262 |
| South Dakota |
1900 |
9,529,946 |
|
1905 |
13,085,333 |
| Tennessee |
1900 |
92,749,129 |
|
1905 |
137,960,476 |
| Texas |
1900 |
92,894,433 |
|
1905 |
150,528,389 |
| Utah |
1900 |
17,981,648 |
|
1905 |
38,926,464 |
| Vermont |
1900 |
51,515,228 |
|
1905 |
63,083,611 |
| Virginia |
1900 |
108,644,150 |
|
1905 |
148,856,525 |
| Washington |
1900 |
70,831,345 |
|
1905 |
128,821,667 |
| West Virginia |
1900 |
67,006,822 |
|
1905 |
99,040,676 |
| Wisconsin |
1900 |
326,752,878 |
|
1905 |
411,139,681 |
| Wyoming |
1900 |
3,268,555 |
|
1905 |
3,523,260 |
[Pg 301]
Chief Manufacturing Industries of the United States, Showing Sums Paid in Wages, Number
of Employes, Capital Invested and Value of Product, 1880 to 1905.
[From reports of the Bureau of the Census, Department of Commerce and Labor.]
| Industry. |
Census year. |
Number of estab-
lish-
ments. |
Capital. |
Wage-earners. |
Value of
products,
including
custom
work and
repairing. |
Average
number |
Total wages. |
|
|
|
Dollars. |
|
Dollars. |
Dollars. |
| Agricultural |
1880 |
1,943 |
62,109,668 |
39,580 |
15,359,610 |
68,640,486 |
| implements |
1890 |
910 |
145,313,997 |
38,827 |
18,107,094 |
81,271,651 |
|
1900 |
715 |
157,707,951 |
46,582 |
22,450,880 |
101,207,428 |
|
1905 |
648 |
196,740,700 |
47,394 |
25,002,650 |
112,007,344 |
| Boots and shoes |
1880 |
1,959 |
42,994,028 |
111,152 |
43,001,438 |
166,050,354 |
|
1890 |
2,082 |
95,282,311 |
133,690 |
60,667,145 |
220,649,358 |
|
1900 |
1,599 |
99,819,233 |
141,830 |
58,440,883 |
258,969,580 |
|
1905 |
1,316 |
122,526,093 |
149,924 |
69,059,680 |
320,107,458 |
| Bread and other |
1880 |
6,396 |
19,155,286 |
22,488 |
9,411,328 |
65,824,806 |
| bakery products |
1890 |
10,484 |
45,758,489 |
38,841 |
19,120,529 |
128,421,535 |
|
1900 |
14,836 |
80,901,926 |
60,192 |
27,864,024 |
175,368,682 |
|
1905 |
18,227 |
122,363,327 |
81,284 |
43,179,822 |
269,609,061 |
| Carriages and |
1880 |
3,841 |
37,973,493 |
45,394 |
18,988,615 |
64,951,617 |
| wagons |
1890 |
4,572 |
93,455,257 |
56,525 |
28,972,401 |
102,680,341 |
|
1900 |
6,204 |
109,875,885 |
58,425 |
27,578,046 |
113,234,590 |
|
1905 |
4,956 |
126,320,604 |
60,722 |
30,878,229 |
125,332,976 |
| Cars, shop construction |
1890 |
716 |
76,192,477 |
106,632 |
60,213,433 |
129,461,698 |
| and repairs by |
1900 |
1,293 |
119,580,273 |
173,652 |
96,062,329 |
218,238,277 |
| steam railroad companies |
1905 |
1,141 |
146,943,729 |
236,900 |
142,188,336 |
309,863,499 |
| Cars, shop construction |
1890 |
78 |
2,351,162 |
2,009 |
1,411,205 |
2,966,347 |
| and repairs by steam |
1900 |
108 |
10,781,939 |
7,025 |
4,404,593 |
9,370,811 |
| street railway companies |
1905 |
86 |
12,905,853 |
11,052 |
7,012,798 |
13,437,121 |
| Cars, steam and |
1880 |
130 |
9,272,680 |
14,232 |
6,507,753 |
27,997,591 |
| street railroad, not |
1890 |
88 |
46,109,625 |
33,139 |
17,168,099 |
73,385,852 |
| including operations |
1900 |
85 |
95,939,249 |
37,038 |
18,938,170 |
97,815,648 |
| of railway companies |
1905 |
87 |
101,154,750 |
38,788 |
23,087,400 |
122,019,506 |
| Cheese, butter and |
1880 |
3,932 |
9,604,803 |
7,903 |
1,548,495 |
25,742,510 |
| condensed milk |
1890 |
4,552 |
16,016,573 |
12,219 |
4,248,854 |
60,635,705 |
|
1900 |
9,242 |
36,303,164 |
12,799 |
6,145,561 |
130,783,349 |
|
1905 |
8,926 |
47,255,556 |
15,557 |
8,412,937 |
168,182,789 |
| Chemicals |
1880 |
595 |
28,983,458 |
9,724 |
4,222,663 |
38,640,458 |
|
1890 |
563 |
55,032,452 |
15,038 |
7,308,411 |
59,352,548 |
|
1900 |
433 |
89,069,450 |
19,020 |
9,393,236 |
62,637,008 |
|
1905 |
448 |
119,890,193 |
24,525 |
13,361,972 |
92,088,378 |
| Clothing, men’s |
1880 |
6,166 |
79,861,696 |
160,813 |
45,940,353 |
209,548,460 |
|
1890 |
4,867 |
128,253,547 |
144,926 |
51,075,837 |
251,019,609 |
|
1900 |
5,729 |
120,547,851 |
120,927 |
45,496,728 |
276,717,357 |
|
1905 |
4,504 |
153,177,500 |
137,190 |
57,225,506 |
355,796,571 |
| Clothing, women’s |
1880 |
562 |
8,207,273 |
25,192 |
6,661,005 |
32,004,794 |
|
1890 |
1,224 |
21,259,528 |
39,149 |
15,428,272 |
68,164,019 |
|
1900 |
2,701 |
48,431,544 |
83,739 |
32,586,101 |
159,339,539 |
|
1905 |
3,351 |
73,947,823 |
115,705 |
51,180,193 |
247,661,560 |
| Confectionery |
1880 |
1,450 |
8,486,874 |
9,801 |
3,242,852 |
25,637,033 |
|
1890 |
2,921 |
23,326,799 |
21,724 |
7,783,007 |
55,997,101 |
|
1900 |
962 |
26,319,195 |
26,866 |
8,020,453 |
60,643,946 |
|
1905 |
1,348 |
43,125,408 |
36,239 |
11,699,257 |
87,087,253 |
| Cooperage |
1880 |
3,898 |
12,178,726 |
25,973 |
8,992,603 |
33,714,770 |
|
1890 |
2,652 |
17,806,554 |
22,555 |
10,056,249 |
38,617,956 |
|
1900 |
1,694 |
21,777,636 |
22,117 |
8,786,428 |
38,439,745 |
|
1905 |
1,517 |
29,532,614 |
21,149 |
9,485,455 |
49,424,394 |
| Cordage and twine |
1880 |
165 |
7,140,475 |
5,435 |
1,558,676 |
12,492,171 |
|
1890 |
150 |
23,351,883 |
12,385 |
3,976,232 |
38,812,559 |
|
1900 |
105 |
29,275,470 |
13,114 |
4,113,112 |
37,849,651 |
|
1905 |
102 |
37,110,521 |
14,614 |
5,338,178 |
48,017,139 |
| Cotton goods |
1880 |
1,005 |
219,504,794 |
185,472 |
45,614,419 |
210,950,383 |
|
1890 |
905 |
354,020,843 |
218,876 |
66,024,538 |
267,981,724 |
|
1900 |
1,055 |
467,240,157 |
302,861 |
86,689,752 |
339,200,820 |
|
1905 |
1,154 |
613,110,655 |
315,874 |
96,205,796 |
450,467,704 |
| Electrical |
1880 |
76 |
1,509,758 |
1,271 |
683,164 |
2,655,036 |
| machinery, |
1890 |
189 |
18,997,337 |
8,802 |
4,517,050 |
19,114,714 |
| apparatus |
1900 |
581 |
83,659,924 |
42,013 |
20,579,194 |
92,434,435 |
| and supplies |
1905 |
784 |
174,066,026 |
60,466 |
31,841,521 |
140,809,369 |
| Flour and gristmill |
1880 |
24,338 |
177,361,878 |
58,407 |
17,422,316 |
505,185,712 |
| products |
1890 |
18,470 |
208,473,500 |
47,403 |
18,138,402 |
513,971,474 |
|
1900 |
9,476 |
189,281,330 |
32,226 |
16,285,163 |
501,896,304 |
|
1905 |
10,051 |
265,117,434 |
39,110 |
19,822,196 |
713,033,395 |
| Foundry and |
1880 |
4,984 |
155,021,734 |
145,650 |
66,093,920 |
215,442,011 |
| machine shop |
1890 |
6,500 |
383,257,473 |
231,331 |
129,282,263 |
413,197,118 |
| products |
1900 |
9,316 |
663,414,323 |
350,103 |
182,096,007 |
644,456,216 |
|
1905 |
9,428 |
936,416,978 |
402,914 |
229,869,297 |
799,862,588 |
| Furnishing goods, |
1880 |
161 |
3,724,664 |
11,174 |
2,644,155 |
11,506,357 |
| men’s |
1890 |
586 |
12,299,011 |
20,773 |
6,078,036 |
29,870,946 |
|
1900 |
457 |
20,575,961 |
30,322 |
9,730,066 |
44,346,482 |
|
1905 |
547 |
28,043,584 |
27,185 |
8,760,108 |
49,031,582
[Pg 302] |
| Furniture |
1880 |
5,227 |
44,946,128 |
59,304 |
23,695,080 |
77,845,725 |
|
1890 |
1,919 |
80,780,939 |
72,869 |
35,068,979 |
111,743,080 |
|
1900 |
1,814 |
104,484,394 |
87,262 |
35,632,523 |
125,315,986 |
|
1905 |
2,482 |
152,712,732 |
110,133 |
49,883,235 |
170,446,825 |
| Glass |
1880 |
169 |
18,804,599 |
24,177 |
9,144,100 |
21,154,571 |
|
1890 |
294 |
40,966,850 |
44,892 |
20,885,961 |
41,051,004 |
|
1900 |
355 |
61,423,903 |
52,818 |
27,084,710 |
56,539,712 |
|
1905 |
399 |
89,389,151 |
63,969 |
37,288,148 |
79,607,998 |
| Hardware |
1880 |
492 |
15,363,551 |
16,801 |
6,846,913 |
22,653,693 |
|
1890 |
350 |
26,271,840 |
18,495 |
8,656,067 |
26,726,463 |
|
1900 |
381 |
39,311,745 |
26,463 |
11,422,758 |
35,846,656 |
|
1905 |
445 |
52,884,078 |
31,713 |
14,580,589 |
45,770,171 |
| Jewelry |
1880 |
739 |
11,431,164 |
12,697 |
6,441,688 |
22,201,621 |
|
1890 |
783 |
22,246,508 |
13,880 |
8,038,327 |
34,761,458 |
|
1900 |
851 |
27,871,924 |
20,468 |
10,643,887 |
46,128,659 |
|
1905 |
1,023 |
39,678,956 |
22,080 |
12,592,846 |
53,225,681 |
| Leather, tanned, |
1880 |
5,628 |
73,383,911 |
40,282 |
16,503,828 |
200,264,944 |
| curried, |
1890 |
1,787 |
98,088,698 |
42,392 |
21,249,989 |
172,136,092 |
| and finished |
1900 |
1,306 |
173,977,421 |
52,109 |
22,591,091 |
204,038,127 |
|
1905 |
1,049 |
242,584,254 |
57,239 |
27,049,152 |
252,620,986 |
| Liquors, malt |
1880 |
2,191 |
91,208,224 |
26,220 |
12,198,053 |
101,058,385 |
|
1890 |
1,248 |
232,471,290 |
30,257 |
20,713,383 |
182,731,622 |
|
1900 |
1,507 |
413,767,233 |
39,459 |
25,776,468 |
236,914,914 |
|
1905 |
1,531 |
515,636,792 |
48,139 |
34,542,897 |
298,358,732 |
| Lumber and |
1880 |
25,758 |
181,465,392 |
148,290 |
31,893,098 |
233,608,886 |
| timber products |
1890 |
22,617 |
557,881,054 |
311,964 |
87,934,284 |
437,957,382 |
|
1900 |
23,053 |
400,857,337 |
413,335 |
148,007,845 |
555,197,271 |
|
1905 |
19,127 |
517,224,128 |
404,626 |
183,021,519 |
580,022,690 |
| Lumber, planing- |
1880 |
2,491 |
38,070,593 |
37,187 |
14,431,654 |
73,424,681 |
| mill products, |
1890 |
3,670 |
120,271,440 |
79,923 |
42,221,856 |
183,681,552 |
| including sash, doors, |
1900 |
4,198 |
118,948,556 |
73,510 |
32,621,704 |
167,786,122 |
| and blinds |
1905 |
5,009 |
177,145,734 |
97,674 |
50,713,607 |
247,441,956 |
| Marble and |
1880 |
2,846 |
16,498,221 |
21,471 |
10,238,885 |
31,415,150 |
| stone work |
1890 |
1,321 |
24,041,961 |
21,950 |
15,314,598 |
41,924,264 |
|
1900 |
1,655 |
39,559,146 |
30,641 |
16,328,174 |
42,230,457 |
|
1905 |
1,642 |
66,526,724 |
40,905 |
25,032,725 |
63,059,842 |
| Paper and wood |
1880 |
742 |
48,139,652 |
25,631 |
8,970,133 |
57,366,860 |
| pulp |
1890 |
649 |
89,829,548 |
31,050 |
13,204,828 |
78,937,184 |
|
1900 |
763 |
167,507,713 |
49,646 |
20,746,426 |
127,326,162 |
|
1905 |
761 |
277,444,471 |
65,964 |
32,019,212 |
188,715,189 |
| Petroleum, refining |
1890 |
94 |
77,416,296 |
11,403 |
5,872,467 |
85,001,198 |
|
1900 |
67 |
95,327,892 |
12,199 |
6,717,087 |
123,929,384 |
|
1905 |
98 |
136,280,541 |
16,770 |
9,989,367 |
175,005,320 |
| Silk and silk goods |
1880 |
382 |
19,125,300 |
31,337 |
9,146,705 |
41,033,045 |
|
1890 |
472 |
51,007,537 |
49,382 |
17,762,441 |
87,298,454 |
|
1900 |
483 |
81,082,201 |
65,416 |
20,982,194 |
107,256,258 |
|
1905 |
624 |
109,556,621 |
79,601 |
26,767,943 |
133,288,072 |
| Slaughtering and |
1880 |
872 |
49,419,213 |
27,297 |
10,508,530 |
303,562,413 |
| meat packing, |
1890 |
611 |
98,190,766 |
37,502 |
20,304,029 |
433,252,315 |
| wholesale |
1900 |
557 |
173,866,377 |
64,681 |
31,033,850 |
697,056,065 |
|
1905 |
559 |
219,818,627 |
69,593 |
37,090,399 |
801,757,137 |
| Slaughtering, wholesale, |
1890 |
507 |
18,696,738 |
6,473 |
4,000,947 |
128,359,353 |
| not including |
1900 |
325 |
14,933,804 |
3,705 |
2,358,403 |
86,723,126 |
| meat packing |
1905 |
370 |
17,896,063 |
4,541 |
3,236,573 |
112,157,487 |
| Smelting and |
1900 |
47 |
53,063,395 |
11,324 |
8,529,021 |
165,131,670 |
| refining, copper |
1905 |
40 |
76,824,640 |
12,752 |
10,827,043 |
240,780,216 |
| Smelting and |
1900 |
39 |
72,148,933 |
8,319 |
5,088,684 |
175,466,304 |
| refining, lead |
1905 |
32 |
63,822,810 |
7,573 |
5,374,691 |
185,826,839 |
| Structural |
1880 |
220 |
1,400,197 |
1,934 |
844,614 |
3,410,086 |
| ironwork |
1890 |
724 |
21,968,172 |
17,158 |
10,235,701 |
37,745,294 |
|
1900 |
697 |
43,442,877 |
24,903 |
13,588,779 |
66,927,305 |
|
1905 |
775 |
76,598,507 |
34,276 |
19,760,210 |
90,944,697 |
| Sugar and |
1880 |
49 |
27,432,500 |
5,857 |
2,875,032 |
155,484,915 |
| molasses, |
1890 |
393 |
24,013,008 |
7,043 |
2,385,654 |
123,118,259 |
| refining |
1900 |
657 |
184,033,304 |
14,129 |
6,917,829 |
239,711,011 |
|
1905 |
344 |
165,468,320 |
13,549 |
7,575,650 |
277,285,449 |
| Tinware, copper- |
1880 |
7,693 |
23,167,392 |
27,116 |
11,243,276 |
50,183,811 |
| smithing, and |
1890 |
7,002 |
38,434,900 |
31,377 |
15,610,265 |
66,653,746 |
| sheet iron |
1900 |
1,846 |
35,724,739 |
28,315 |
13,193,307 |
63,812,787 |
| working |
1905 |
2,366 |
124,500,133 |
39,475 |
20,608,179 |
97,974,838 |
| Tobacco, chewing |
1880 |
477 |
17,207,401 |
32,756 |
6,419,024 |
52,793,056 |
| and smoking, |
1890 |
395 |
30,841,316 |
29,790 |
6,947,158 |
65,843,587 |
| and snuff |
1900 |
437 |
43,856,570 |
29,161 |
7,109,821 |
103,754,362 |
|
1905 |
433 |
178,847,556 |
23,990 |
6,775,325 |
116,767,630 |
| Tobacco, cigars |
1880 |
7,145 |
21,698,549 |
63,297 |
18,464,562 |
63,979,575 |
| and cigarettes |
1890 |
10,956 |
59,517,827 |
87,000 |
36,475,060 |
129,693,275 |
|
1900 |
14,522 |
67,660,748 |
103,365 |
40,865,510 |
159,958,811 |
|
1905 |
16,395 |
145,135,945 |
135,418 |
55,864,978 |
214,350,051 |
| Woolen goods |
1880 |
1,990 |
96,095,564 |
86,504 |
25,836,392 |
160,606,721 |
|
1890 |
1,811 |
130,989,940 |
76,915 |
26,139,194 |
133,577,977 |
|
1900 |
1,035 |
124,386,262 |
68,893 |
24,757,006 |
118,430,158 |
|
1905 |
792 |
140,302,488 |
72,747 |
28,827,556 |
142,196,658 |
| Worsted goods |
1880 |
76 |
20,374,043 |
18,803 |
5,683,027 |
33,549,942 |
|
1890 |
143 |
68,085,116 |
42,978 |
14,944,966 |
79,194,652 |
|
1900 |
186 |
132,168,110 |
57,008 |
20,092,738 |
120,314,344 |
|
1905 |
226 |
162,464,929 |
69,251 |
26,269,787 |
165,745,052 |
| Industry. |
Census
year. |
Number
of
establish-
ments. |
Capital. |
|
|
|
Dollars. |
| Agricultural implements |
1880 |
1,943 |
62,109,668 |
|
1890 |
910 |
145,313,997 |
|
1900 |
715 |
157,707,951 |
|
1905 |
648 |
196,740,700 |
| Boots and shoes |
1880 |
1,959 |
42,994,028 |
|
1890 |
2,082 |
95,282,311 |
|
1900 |
1,599 |
99,819,233 |
|
1905 |
1,316 |
122,526,093 |
| Bread and other bakery products |
1880 |
6,396 |
19,155,286 |
|
1890 |
10,484 |
45,758,489 |
|
1900 |
14,836 |
80,901,926 |
|
1905 |
18,227 |
122,363,327 |
| Carriages and wagons |
1880 |
3,841 |
37,973,493 |
|
1890 |
4,572 |
93,455,257 |
|
1900 |
6,204 |
109,875,885 |
|
1905 |
4,956 |
126,320,604 |
| Cars, shop construction and repairs |
1890 |
716 |
76,192,477 |
| by steam railroad companies |
1900 |
1,293 |
119,580,273 |
|
1905 |
1,141 |
146,943,729 |
| Cars, shop construction and repairs |
1890 |
78 |
2,351,162 |
| by street railway companies |
1900 |
108 |
10,781,939 |
|
1905 |
86 |
12,905,853 |
| Cars, steam and street railroad, not |
1880 |
130 |
9,272,680 |
| including operations of railway |
1890 |
88 |
46,109,625 |
| companies |
1900 |
85 |
95,939,249 |
|
1905 |
87 |
101,154,750 |
| Cheese, butter and condensed milk |
1880 |
3,932 |
9,604,803 |
|
1890 |
4,552 |
16,016,573 |
|
1900 |
9,242 |
36,303,164 |
|
1905 |
8,926 |
47,255,556 |
| Chemicals |
1880 |
595 |
28,983,458 |
|
1890 |
563 |
55,032,452 |
|
1900 |
433 |
89,069,450 |
|
1905 |
448 |
119,890,193 |
| Clothing, men’s |
1880 |
6,166 |
79,861,696 |
|
1890 |
4,867 |
128,253,547 |
|
1900 |
5,729 |
120,547,851 |
|
1905 |
4,504 |
153,177,500 |
| Clothing, women’s |
1880 |
562 |
8,207,273 |
|
1890 |
1,224 |
21,259,528 |
|
1900 |
2,701 |
48,431,544 |
|
1905 |
3,351 |
73,947,823 |
| Confectionery |
1880 |
1,450 |
8,486,874 |
|
1890 |
2,921 |
23,326,799 |
|
1900 |
962 |
26,319,195 |
|
1905 |
1,348 |
43,125,408 |
| Cooperage |
1880 |
3,898 |
12,178,726 |
|
1890 |
2,652 |
17,806,554 |
|
1900 |
1,694 |
21,777,636 |
|
1905 |
1,517 |
29,532,614 |
| Cordage and twine |
1880 |
165 |
7,140,475 |
|
1890 |
150 |
23,351,883 |
|
1900 |
105 |
29,275,470 |
|
1905 |
102 |
37,110,521 |
| Cotton goods |
1880 |
1,005 |
219,504,794 |
|
1890 |
905 |
354,020,843 |
|
1900 |
1,055 |
467,240,157 |
|
1905 |
1,154 |
613,110,655 |
| Electrical machinery, apparatus |
1880 |
76 |
1,509,758 |
| and supplies |
1890 |
189 |
18,997,337 |
|
1900 |
581 |
83,659,924 |
|
1905 |
784 |
174,066,026 |
| Flour and gristmill products |
1880 |
24,338 |
177,361,878 |
|
1890 |
18,470 |
208,473,500 |
|
1900 |
9,476 |
189,281,330 |
|
1905 |
10,051 |
265,117,434 |
| Foundry and machine shop products |
1880 |
4,984 |
155,021,734 |
|
1890 |
6,500 |
383,257,473 |
|
1900 |
9,316 |
663,414,323 |
|
1905 |
9,428 |
936,416,978 |
| Furnishing goods, men’s |
1880 |
161 |
3,724,664 |
|
1890 |
586 |
12,299,011 |
|
1900 |
457 |
20,575,961 |
|
1905 |
547 |
28,043,584
[Pg 302] |
| Furniture |
1880 |
5,227 |
44,946,128 |
|
1890 |
1,919 |
80,780,939 |
|
1900 |
1,814 |
104,484,394 |
|
1905 |
2,482 |
152,712,732 |
| Glass |
1880 |
169 |
18,804,599 |
|
1890 |
294 |
40,966,850 |
|
1900 |
355 |
61,423,903 |
|
1905 |
399 |
89,389,151 |
| Hardware |
1880 |
492 |
15,363,551 |
|
1890 |
350 |
26,271,840 |
|
1900 |
381 |
39,311,745 |
|
1905 |
445 |
52,884,078 |
| Jewelry |
1880 |
739 |
11,431,164 |
|
1890 |
783 |
22,246,508 |
|
1900 |
851 |
27,871,924 |
|
1905 |
1,023 |
39,678,956 |
| Leather, tanned, curried, |
1880 |
5,628 |
73,383,911 |
| and finished |
1890 |
1,787 |
98,088,698 |
|
1900 |
1,306 |
173,977,421 |
|
1905 |
1,049 |
242,584,254 |
| Liquors, malt |
1880 |
2,191 |
91,208,224 |
|
1890 |
1,248 |
232,471,290 |
|
1900 |
1,507 |
413,767,233 |
|
1905 |
1,531 |
515,636,792 |
| Lumber and timber products |
1880 |
25,758 |
181,465,392 |
|
1890 |
22,617 |
557,881,054 |
|
1900 |
23,053 |
400,857,337 |
|
1905 |
19,127 |
517,224,128 |
| Lumber, planing-mill products, |
1880 |
2,491 |
38,070,593 |
| including sash, doors, and blinds |
1890 |
3,670 |
120,271,440 |
|
1900 |
4,198 |
118,948,556 |
|
1905 |
5,009 |
177,145,734 |
| Marble and stone work |
1880 |
2,846 |
16,498,221 |
|
1890 |
1,321 |
24,041,961 |
|
1900 |
1,655 |
39,559,146 |
|
1905 |
1,642 |
66,526,724 |
| Paper and wood pulp |
1880 |
742 |
48,139,652 |
|
1890 |
649 |
89,829,548 |
|
1900 |
763 |
167,507,713 |
|
1905 |
761 |
277,444,471 |
| Petroleum, refining |
1890 |
94 |
77,416,296 |
|
1900 |
67 |
95,327,892 |
|
1905 |
98 |
136,280,541 |
| Silk and silk goods |
1880 |
382 |
19,125,300 |
|
1890 |
472 |
51,007,537 |
|
1900 |
483 |
81,082,201 |
|
1905 |
624 |
109,556,621 |
| Slaughtering and meat packing, |
1880 |
872 |
49,419,213 |
| wholesale |
1890 |
611 |
98,190,766 |
|
1900 |
557 |
173,866,377 |
|
1905 |
559 |
219,818,627 |
| Slaughtering, wholesale, not |
1890 |
507 |
18,696,738 |
| including meat packing |
1900 |
325 |
14,933,804 |
|
1905 |
370 |
17,896,063 |
| Smelting and refining, copper |
1900 |
47 |
53,063,395 |
|
1905 |
40 |
76,824,640 |
| Smelting and refining, lead |
1900 |
39 |
72,148,933 |
|
1905 |
32 |
63,822,810 |
| Structural ironwork |
1880 |
220 |
1,400,197 |
|
1890 |
724 |
21,968,172 |
|
1900 |
697 |
43,442,877 |
|
1905 |
775 |
76,598,507 |
| Sugar and molasses, refining |
1880 |
49 |
27,432,500 |
|
1890 |
393 |
24,013,008 |
|
1900 |
657 |
184,033,304 |
|
1905 |
344 |
165,468,320 |
| Tinware, copper-smithing, |
1880 |
7,693 |
23,167,392 |
| and sheet iron working |
1890 |
7,002 |
38,434,900 |
|
1900 |
1,846 |
35,724,739 |
|
1905 |
2,366 |
124,500,133 |
| Tobacco, chewing and smoking, |
1880 |
477 |
17,207,401 |
| and snuff |
1890 |
395 |
30,841,316 |
|
1900 |
437 |
43,856,570 |
|
1905 |
433 |
178,847,556 |
| Tobacco, cigars and cigarettes |
1880 |
7,145 |
21,698,549 |
|
1890 |
10,956 |
59,517,827 |
|
1900 |
14,522 |
67,660,748 |
|
1905 |
16,395 |
145,135,945 |
| Woolen goods |
1880 |
1,990 |
96,095,564 |
|
1890 |
1,811 |
130,989,940 |
|
1900 |
1,035 |
124,386,262 |
|
1905 |
792 |
140,302,488 |
| Worsted goods |
1880 |
76 |
20,374,043 |
|
1890 |
143 |
68,085,116 |
|
1900 |
186 |
132,168,110 |
|
1905 |
226 |
162,464,929 |
| Industry. |
Census
year. |
Wage-earners. |
Average
number. |
Total
wages. |
|
|
|
Dollars. |
| Agricultural implements |
1880 |
39,580 |
15,359,610 |
|
1890 |
38,827 |
18,107,094 |
|
1900 |
46,582 |
22,450,880 |
|
1905 |
47,394 |
25,002,650 |
| Boots and shoes |
1880 |
111,152 |
43,001,438 |
|
1890 |
133,690 |
60,667,145 |
|
1900 |
141,830 |
58,440,883 |
|
1905 |
149,924 |
69,059,680 |
| Bread and other |
1880 |
22,488 |
9,411,328 |
| bakery products |
1890 |
38,841 |
19,120,529 |
|
1900 |
60,192 |
27,864,024 |
|
1905 |
81,284 |
43,179,822 |
| Carriages and wagons |
1880 |
45,394 |
18,988,615 |
|
1890 |
56,525 |
28,972,401 |
|
1900 |
58,425 |
27,578,046 |
|
1905 |
60,722 |
30,878,229 |
| Cars, shop construction |
1890 |
106,632 |
60,213,433 |
| and repairs by steam |
1900 |
173,652 |
96,062,329 |
| railroad companies |
1905 |
236,900 |
142,188,336 |
| Cars, shop construction |
1890 |
2,009 |
1,411,205 |
| and repairs by street |
1900 |
7,025 |
4,404,593 |
| railway companies |
1905 |
11,052 |
7,012,798 |
| Cars, steam and street |
1880 |
14,232 |
6,507,753 |
| railroad, not including |
1890 |
33,139 |
17,168,099 |
| operations of |
1900 |
37,038 |
18,938,170 |
| railway companies |
1905 |
38,788 |
23,087,400 |
| Cheese, butter |
1880 |
7,903 |
1,548,495 |
| and condensed milk |
1890 |
12,219 |
4,248,854 |
|
1900 |
12,799 |
6,145,561 |
|
1905 |
15,557 |
8,412,937 |
| Chemicals |
1880 |
9,724 |
4,222,663 |
|
1890 |
15,038 |
7,308,411 |
|
1900 |
19,020 |
9,393,236 |
|
1905 |
24,525 |
13,361,972 |
| Clothing, men’s |
1880 |
160,813 |
45,940,353 |
|
1890 |
144,926 |
51,075,837 |
|
1900 |
120,927 |
45,496,728 |
|
1905 |
137,190 |
57,225,506 |
| Clothing, women’s |
1880 |
25,192 |
6,661,005 |
|
1890 |
39,149 |
15,428,272 |
|
1900 |
83,739 |
32,586,101 |
|
1905 |
115,705 |
51,180,193 |
| Confectionery |
1880 |
9,801 |
3,242,852 |
|
1890 |
21,724 |
7,783,007 |
|
1900 |
26,866 |
8,020,453 |
|
1905 |
36,239 |
11,699,257 |
| Cooperage |
1880 |
25,973 |
8,992,603 |
|
1890 |
22,555 |
10,056,249 |
|
1900 |
22,117 |
8,786,428 |
|
1905 |
21,149 |
9,485,455 |
| Cordage and twine |
1880 |
5,435 |
1,558,676 |
|
1890 |
12,385 |
3,976,232 |
|
1900 |
13,114 |
4,113,112 |
|
1905 |
14,614 |
5,338,178 |
| Cotton goods |
1880 |
185,472 |
45,614,419 |
|
1890 |
218,876 |
66,024,538 |
|
1900 |
302,861 |
86,689,752 |
|
1905 |
315,874 |
96,205,796 |
| Electrical machinery, |
1880 |
1,271 |
683,164 |
| apparatus and supplies |
1890 |
8,802 |
4,517,050 |
|
1900 |
42,013 |
20,579,194 |
|
1905 |
60,466 |
31,841,521 |
| Flour and gristmill |
1880 |
58,407 |
17,422,316 |
| products |
1890 |
47,403 |
18,138,402 |
|
1900 |
32,226 |
16,285,163 |
|
1905 |
39,110 |
19,822,196 |
| Foundry and machine |
1880 |
145,650 |
66,093,920 |
| shop products |
1890 |
231,331 |
129,282,263 |
|
1900 |
350,103 |
182,096,007 |
|
1905 |
402,914 |
229,869,297 |
| Furnishing goods, men’s |
1880 |
11,174 |
2,644,155 |
|
1890 |
20,773 |
6,078,036 |
|
1900 |
30,322 |
9,730,066 |
|
1905 |
27,185 |
8,760,108 |
| Furniture |
1880 |
59,304 |
23,695,080 |
|
1890 |
72,869 |
35,068,979 |
|
1900 |
87,262 |
35,632,523 |
|
1905 |
110,133 |
49,883,235 |
| Glass |
1880 |
24,177 |
9,144,100 |
|
1890 |
44,892 |
20,885,961 |
|
1900 |
52,818 |
27,084,710 |
|
1905 |
63,969 |
37,288,148 |
| Hardware |
1880 |
16,801 |
6,846,913 |
|
1890 |
18,495 |
8,656,067 |
|
1900 |
26,463 |
11,422,758 |
|
1905 |
31,713 |
14,580,589 |
| Jewelry |
1880 |
12,697 |
6,441,688 |
|
1890 |
13,880 |
8,038,327 |
|
1900 |
20,468 |
10,643,887 |
|
1905 |
22,080 |
12,592,846 |
| Leather, tanned, |
1880 |
40,282 |
16,503,828 |
| curried, and finished |
1890 |
42,392 |
21,249,989 |
|
1900 |
52,109 |
22,591,091 |
|
1905 |
57,239 |
27,049,152 |
| Liquors, malt |
1880 |
26,220 |
12,198,053 |
|
1890 |
30,257 |
20,713,383 |
|
1900 |
39,459 |
25,776,468 |
|
1905 |
48,139 |
34,542,897 |
| Lumber and |
1880 |
148,290 |
31,893,098 |
| timber products |
1890 |
311,964 |
87,934,284 |
|
1900 |
413,335 |
148,007,845 |
|
1905 |
404,626 |
183,021,519 |
| Lumber, planing- |
1880 |
37,187 |
14,431,654 |
| mill products, |
1890 |
79,923 |
42,221,856 |
| including sash, |
1900 |
73,510 |
32,621,704 |
| doors, and blinds |
1905 |
97,674 |
50,713,607 |
| Marble and stone work |
1880 |
21,471 |
10,238,885 |
|
1890 |
21,950 |
15,314,598 |
|
1900 |
30,641 |
16,328,174 |
|
1905 |
40,905 |
25,032,725 |
| Paper and wood pulp |
1880 |
25,631 |
8,970,133 |
|
1890 |
31,050 |
13,204,828 |
|
1900 |
49,646 |
20,746,426 |
|
1905 |
65,964 |
32,019,212 |
| Petroleum, refining |
1890 |
11,403 |
5,872,467 |
|
1900 |
12,199 |
6,717,087 |
|
1905 |
16,770 |
9,989,367 |
| Silk and silk goods |
1880 |
31,337 |
9,146,705 |
|
1890 |
49,382 |
17,762,441 |
|
1900 |
65,416 |
20,982,194 |
|
1905 |
79,601 |
26,767,943 |
| Slaughtering and |
1880 |
27,297 |
10,508,530 |
| meat packing, |
1890 |
37,502 |
20,304,029 |
| wholesale |
1900 |
64,681 |
31,033,850 |
|
1905 |
69,593 |
37,090,399 |
| Slaughtering, wholesale, |
1890 |
6,473 |
4,000,947 |
| not including |
1900 |
3,705 |
2,358,403 |
| meat packing |
1905 |
4,541 |
3,236,573 |
| Smelting and |
1900 |
11,324 |
8,529,021 |
| refining, copper |
1905 |
12,752 |
10,827,043 |
| Smelting and |
1900 |
8,319 |
5,088,684 |
| refining, lead |
1905 |
7,573 |
5,374,691 |
| Structural ironwork |
1880 |
1,934 |
844,614 |
|
1890 |
17,158 |
10,235,701 |
|
1900 |
24,903 |
13,588,779 |
|
1905 |
34,276 |
19,760,210 |
| Sugar and molasses, |
1880 |
5,857 |
2,875,032 |
| refining |
1890 |
7,043 |
2,385,654 |
|
1900 |
14,129 |
6,917,829 |
|
1905 |
13,549 |
7,575,650 |
| Tinware, |
1880 |
27,116 |
11,243,276 |
| copper-smithing, |
1890 |
31,377 |
15,610,265 |
| and sheet |
1900 |
28,315 |
13,193,307 |
| iron working |
1905 |
39,475 |
20,608,179 |
| Tobacco, chewing |
1880 |
32,756 |
6,419,024 |
| and smoking, |
1890 |
29,790 |
6,947,158 |
| and snuff |
1900 |
29,161 |
7,109,821 |
|
1905 |
23,990 |
6,775,325 |
| Tobacco, cigars |
1880 |
63,297 |
18,464,562 |
| and cigarettes |
1890 |
87,000 |
36,475,060 |
|
1900 |
103,365 |
40,865,510 |
|
1905 |
135,418 |
55,864,978 |
| Woolen goods |
1880 |
86,504 |
25,836,392 |
|
1890 |
76,915 |
26,139,194 |
|
1900 |
68,893 |
24,757,006 |
|
1905 |
72,747 |
28,827,556 |
| Worsted goods |
1880 |
18,803 |
5,683,027 |
|
1890 |
42,978 |
14,944,966 |
|
1900 |
57,008 |
20,092,738 |
|
1905 |
69,251 |
26,269,787 |
| Industry. |
Census
year. |
Value of
products,
including
custom
work and
repairing. |
|
|
Dollars. |
| Agricultural implements |
1880 |
68,640,486 |
|
1890 |
81,271,651 |
|
1900 |
101,207,428 |
|
1905 |
112,007,344 |
| Boots and shoes |
1880 |
166,050,354 |
|
1890 |
220,649,358 |
|
1900 |
258,969,580 |
|
1905 |
320,107,458 |
| Bread and other |
1880 |
65,824,806 |
| bakery products |
1890 |
128,421,535 |
|
1900 |
175,368,682 |
|
1905 |
269,609,061 |
| Carriages and wagons |
1880 |
64,951,617 |
|
1890 |
102,680,341 |
|
1900 |
113,234,590 |
|
1905 |
125,332,976 |
| Cars, shop construction |
1890 |
129,461,698 |
| and repairs by steam |
1900 |
218,238,277 |
| railroad companies |
1905 |
309,863,499 |
| Cars, shop construction |
1890 |
2,966,347 |
| and repairs by street |
1900 |
9,370,811 |
| railway companies |
1905 |
13,437,121 |
| Cars, steam and street |
1880 |
27,997,591 |
| railroad, not including |
1890 |
73,385,852 |
| operations of |
1900 |
97,815,648 |
| railway companies |
1905 |
122,019,506 |
| Cheese, butter |
1880 |
25,742,510 |
| and condensed milk |
1890 |
60,635,705 |
|
1900 |
130,783,349 |
|
1905 |
168,182,789 |
| Chemicals |
1880 |
38,640,458 |
|
1890 |
59,352,548 |
|
1900 |
62,637,008 |
|
1905 |
92,088,378 |
| Clothing, men’s |
1880 |
209,548,460 |
|
1890 |
251,019,609 |
|
1900 |
276,717,357 |
|
1905 |
355,796,571 |
| Clothing, women’s |
1880 |
32,004,794 |
|
1890 |
68,164,019 |
|
1900 |
159,339,539 |
|
1905 |
247,661,560 |
| Confectionery |
1880 |
25,637,033 |
|
1890 |
55,997,101 |
|
1900 |
60,643,946 |
|
1905 |
87,087,253 |
| Cooperage |
1880 |
33,714,770 |
|
1890 |
38,617,956 |
|
1900 |
38,439,745 |
|
1905 |
49,424,394 |
| Cordage and twine |
1880 |
12,492,171 |
|
1890 |
38,812,559 |
|
1900 |
37,849,651 |
|
1905 |
48,017,139 |
| Cotton goods |
1880 |
210,950,383 |
|
1890 |
267,981,724 |
|
1900 |
339,200,820 |
|
1905 |
450,467,704 |
| Electrical machinery, |
1880 |
2,655,036 |
| apparatus and supplies |
1890 |
19,114,714 |
|
1900 |
92,434,435 |
|
1905 |
140,809,369 |
| Flour and gristmill |
1880 |
505,185,712 |
| products |
1890 |
513,971,474 |
|
1900 |
501,896,304 |
|
1905 |
713,033,395 |
| Foundry and machine |
1880 |
215,442,011 |
| shop products |
1890 |
413,197,118 |
|
1900 |
644,456,216 |
|
1905 |
799,862,588 |
| Furnishing goods, men’s |
1880 |
11,506,357 |
|
1890 |
29,870,946 |
|
1900 |
44,346,482 |
|
1905 |
49,031,582 |
| Furniture |
1880 |
77,845,725 |
|
1890 |
111,743,080 |
|
1900 |
125,315,986 |
|
1905 |
170,446,825 |
| Glass |
1880 |
21,154,571 |
|
1890 |
41,051,004 |
|
1900 |
56,539,712 |
|
1905 |
79,607,998 |
| Hardware |
1880 |
22,653,693 |
|
1890 |
26,726,463 |
|
1900 |
35,846,656 |
|
1905 |
45,770,171 |
| Jewelry |
1880 |
22,201,621 |
|
1890 |
34,761,458 |
|
1900 |
46,128,659 |
|
1905 |
53,225,681 |
| Leather, tanned, |
1880 |
200,264,944 |
| curried, and finished |
1890 |
172,136,092 |
|
1900 |
204,038,127 |
|
1905 |
252,620,986 |
| Liquors, malt |
1880 |
101,058,385 |
|
1890 |
182,731,622 |
|
1900 |
236,914,914 |
|
1905 |
298,358,732 |
| Lumber and |
1880 |
233,608,886 |
| timber products |
1890 |
437,957,382 |
|
1900 |
555,197,271 |
|
1905 |
580,022,690 |
| Lumber, planing- |
1880 |
73,424,681 |
| mill products, |
1890 |
183,681,552 |
| including sash, |
1900 |
167,786,122 |
| doors, and blinds |
1905 |
247,441,956 |
| Marble and stone work |
1880 |
31,415,150 |
|
1890 |
41,924,264 |
|
1900 |
42,230,457 |
|
1905 |
63,059,842 |
| Paper and wood pulp |
1880 |
57,366,860 |
|
1890 |
78,937,184 |
|
1900 |
127,326,162 |
|
1905 |
188,715,189 |
| Petroleum, refining |
1890 |
85,001,198 |
|
1900 |
123,929,384 |
|
1905 |
175,005,320 |
| Silk and silk goods |
1880 |
41,033,045 |
|
1890 |
87,298,454 |
|
1900 |
107,256,258 |
|
1905 |
133,288,072 |
| Slaughtering and |
1880 |
303,562,413 |
| meat packing, |
1890 |
433,252,315 |
| wholesale |
1900 |
697,056,065 |
|
1905 |
801,757,137 |
| Slaughtering, wholesale, |
1890 |
128,359,353 |
| not including |
1900 |
86,723,126 |
| meat packing |
1905 |
112,157,487 |
| Smelting and |
1900 |
165,131,670 |
| refining, copper |
1905 |
240,780,216 |
| Smelting and |
1900 |
175,466,304 |
| refining, lead |
1905 |
185,826,839 |
| Structural ironwork |
1880 |
3,410,086 |
|
1890 |
37,745,294 |
|
1900 |
66,927,305 |
|
1905 |
90,944,697 |
| Sugar and molasses, |
1880 |
155,484,915 |
| refining |
1890 |
123,118,259 |
|
1900 |
239,711,011 |
|
1905 |
277,285,449 |
| Tinware, |
1880 |
50,183,811 |
| copper-smithing, |
1890 |
66,653,746 |
| and sheet |
1900 |
63,812,787 |
| iron working |
1905 |
97,974,838 |
| Tobacco, chewing |
1880 |
52,793,056 |
| and smoking, |
1890 |
65,843,587 |
| and snuff |
1900 |
103,754,362 |
|
1905 |
116,767,630 |
| Tobacco, cigars |
1880 |
63,979,575 |
| and cigarettes |
1890 |
129,693,275 |
|
1900 |
159,958,811 |
|
1905 |
214,350,051 |
| Woolen goods |
1880 |
160,606,721 |
|
1890 |
133,577,977 |
|
1900 |
118,430,158 |
|
1905 |
142,196,658 |
| Worsted goods |
1880 |
33,549,942 |
|
1890 |
79,194,652 |
|
1900 |
120,314,344 |
|
1905 |
165,745,052 |
[Pg 303]
The Textile Industries of the United States at Decennial Periods, 1850 to 1900.
[Compiled from Census Reports.]
| |
Year. |
Number of establish-ments. |
Capital. |
Number
of wage-earners. |
Wages. |
Cost of materials. |
Value of
products. |
| Wool |
1850 |
1,760 |
$ 32,516,366 |
47,763 |
… |
$29,246,696 |
$ 49,636,881 |
| manufacture[Z]
|
1860 |
1,673 |
42,849,932 |
59,522 |
$13,361,602 |
46,649,365 |
80,734,606 |
|
1870 |
3,456 |
132,382,319 |
119,859 |
40,357,235 |
134,154,615 |
217,668,826 |
|
1880 |
2,689 |
159,091,869 |
161,557 |
47,389,087 |
164,371,551 |
267,252,913 |
|
1890 |
2,489 |
296,494,481 |
213,859 |
70,917,894 |
203,095,572 |
337,768,524 |
|
1900 |
2,335 |
392,040,353 |
242,495 |
82,292,444 |
232,230,986 |
392,473,050 |
|
1905 |
2,292 |
477,525,222 |
283,691 |
102,333,548 |
319,154,878 |
517,492,142 |
| Cotton |
1850 |
1,094 |
74,500,931 |
92,286 |
… |
34,835,056 |
61,869,184 |
| manufacture[AA] |
1860 |
1,091 |
98,585,269 |
122,028 |
23,940,108 |
57,285,534 |
115,681,774 |
|
1870 |
956 |
140,706,291 |
135,369 |
39,044,132 |
111,736,936 |
177,489,789 |
|
1880 |
756 |
208,280,346 |
174,659 |
42,040,510 |
102,206,347 |
192,090,110 |
|
1890 |
905 |
354,020,842 |
218,876 |
66,024,538 |
154,912,979 |
267,981,724 |
|
1900 |
1,055 |
467,240,157 |
802,861 |
86,689,752 |
176,551,527 |
339,200,320 |
|
1905 |
1,154 |
613,110,655 |
315,874 |
96,205,796 |
286,255,303 |
450,467,704 |
| Silk manufacture |
1850 |
67 |
678,300 |
1,743 |
… |
1,093,866 |
1,809,476 |
|
1860 |
139 |
2,926,980 |
5,435 |
1,050,224 |
3,901,777 |
6,607,771 |
|
1870 |
86 |
6,231,130 |
6,649 |
1,942,286 |
7,817,559 |
12,210,662 |
|
1880 |
382 |
19,125,300 |
31,337 |
9,146,705 |
22,467,701 |
41,033,045 |
|
1890 |
472 |
51,007,537 |
49,382 |
17,762,441 |
51,004,425 |
87,298,454 |
|
1900 |
483 |
81,082,201 |
65,416 |
20,982,194 |
62,406,665 |
107,256,258 |
|
1905 |
624 |
109,556,621 |
79,601 |
26,767,943 |
75,861,188 |
188,288,072 |
| Dyeing and |
1850 |
104 |
4,818,350 |
5,105 |
… |
11,540,347 |
15,454,430 |
| finishing textiles |
1860 |
124 |
5,718,671 |
7,097 |
2,001,528 |
5,005,435 |
11,716,463 |
|
1870 |
292 |
18,374,503 |
13,066 |
5,221,538 |
99,539,992 |
113,017,537 |
|
1880 |
191 |
26,223,981 |
16,698 |
6,474,364 |
13,664,295 |
32,297,420 |
|
1890 |
248 |
38,450,800 |
19,601 |
8,911,720 |
12,385,220 |
28,900,460 |
|
1900 |
298 |
60,643,104 |
29,776 |
12,726,316 |
17,958,137 |
44,963,331 |
|
1905 |
360 |
88,708,576 |
35,563 |
15,469,205 |
19,621,253 |
50,849,545 |
| Flax, hemp and jute |
1890 |
162 |
27,731,649 |
15,519 |
4,872,389 |
26,148,344 |
37,313,021 |
|
1900 |
141 |
41,991,762 |
20,903 |
6,331,741 |
32,197,885 |
47,601,607 |
|
1905 |
133 |
54,423,531 |
24,508 |
8,580,785 |
44,890,546 |
62,939,329 |
| Combined textiles |
1850 |
3,025 |
112,513,947 |
146,877 |
… |
76,715,959 |
128,769,971 |
|
1860 |
3,027 |
150,080,852 |
194,082 |
40,353,462 |
112,842,111 |
214,740,614 |
|
1870 |
4,790 |
297,694,243 |
274,943 |
86,565,191 |
353,249,102 |
520,386,764 |
|
1880 |
4,018 |
412,721,496 |
384,251 |
105,050,666 |
302,709,894 |
532,673,488 |
|
1890 |
4,276 |
767,705,310 |
517,237 |
168,488,982 |
447,546,540 |
759,262,283 |
|
1900 |
4,312 |
1,042,997,577 |
661,451 |
209,022,447 |
521,345,200 |
931,494,566 |
|
1905 |
4,563 |
1,343,324,605 |
739,239 |
249,357,277 |
745,783,168 |
1,215,036,792 |
|
Year. |
Number
of
establish
-ments. |
Capital. |
| Wool |
1850 |
1,760 |
$ 32,516,366 |
| manu- |
1860 |
1,673 |
42,849,932 |
| facture[Z] |
1870 |
3,456 |
132,382 |
|
1880 |
2,689 |
159,091 |
|
1890 |
2,489 |
296,494 |
|
1900 |
2,335 |
392,040 |
|
1905 |
2,292 |
477,525 |
| Cotton |
1850 |
1,094 |
74,500,931 |
| manu- |
1860 |
1,091 |
98,585,269 |
| facture[AA] |
1870 |
956 |
140,706 |
|
1880 |
756 |
208,280 |
|
1890 |
905 |
354,020 |
|
1900 |
1,055 |
467,240 |
|
1905 |
1,154 |
613,110 |
| Silk manu- |
1850 |
67 |
678,300 |
| -facture |
1860 |
139 |
2,926,980 |
|
1870 |
86 |
6,231,130 |
|
1880 |
382 |
19,125,300 |
|
1890 |
472 |
51,007,537 |
|
1900 |
483 |
81,082,201 |
|
1905 |
624 |
109,556 |
| Dyeing and |
1850 |
104 |
4,818,350 |
| finishing |
1860 |
124 |
5,718,671 |
| textiles |
1870 |
292 |
18,374,503 |
|
1880 |
191 |
26,223,981 |
|
1890 |
248 |
38,450,800 |
|
1900 |
298 |
60,643,104 |
|
1905 |
360 |
88,708,576 |
| Flax, hemp |
1890 |
162 |
27,731,649 |
| and jute |
1900 |
141 |
41,991,762 |
|
1905 |
133 |
54,423,531 |
| Combined |
1850 |
3,025 |
112,513 |
| textiles |
1860 |
3,027 |
150,080 |
|
1870 |
4,790 |
297,694 |
|
1880 |
4,018 |
412,721 |
|
1890 |
4,276 |
767,705 |
|
1900 |
4,312 |
1,042,997,577 |
|
1905 |
4,563 |
1,343,324,605 |
|
Year. |
Number
of
wage-
earners. |
Wages. |
| Wool |
1850 |
47,763 |
… |
| manu- |
1860 |
59,522 |
$ 13,361,602 |
| facture[Z] |
1870 |
119,859 |
40,357 |
|
1880 |
161,557 |
47,389 |
|
1890 |
213,859 |
70,917 |
|
1900 |
242,495 |
82,292 |
|
1905 |
283,691 |
102,333,548 |
| Cotton |
1850 |
92,286 |
… |
| manu- |
1860 |
122,028 |
23,940 |
| facture[AA] |
1870 |
135,369 |
39,044 |
|
1880 |
174,659 |
42,040 |
|
1890 |
218,876 |
66,024 |
|
1900 |
802,861 |
86,689 |
|
1905 |
315,874 |
96,205 |
| Silk |
1850 |
1,743 |
… |
| manufacture |
1860 |
5,435 |
1,050 |
|
1870 |
6,649 |
1,942 |
|
1880 |
31,337 |
9,146 |
|
1890 |
49,382 |
17,762 |
|
1900 |
65,416 |
20,982 |
|
1905 |
79,601 |
26,767 |
| Dyeing and |
1850 |
5,105 |
… |
| finishing |
1860 |
7,097 |
2,001 |
| textiles |
1870 |
13,066 |
5,221 |
|
1880 |
16,698 |
6,474 |
|
1890 |
19,601 |
8,911 |
|
1900 |
29,776 |
12,726 |
|
1905 |
35,563 |
15,469 |
| Flax, hemp |
1890 |
15,519 |
4,872 |
| and jute |
1900 |
20,903 |
6,331 |
|
1905 |
24,508 |
8,580 |
| Combined |
1850 |
146,877 |
… |
| textiles |
1860 |
194,082 |
40,353 |
|
1870 |
274,943 |
86,565 |
|
1880 |
384,251 |
105,050,666 |
|
1890 |
517,237 |
168,488,982 |
|
1900 |
661,451 |
209,022,447 |
|
1905 |
739,239 |
249,357,277 |
|
Year. |
Cost of
materials. |
Value of
products. |
| Wool |
1850 |
$29,246,696 |
$ 49,636,881 |
| manu- |
1860 |
46,649,365 |
80,734,606 |
| facture[Z] |
1870 |
134,154,615 |
217,668,826 |
|
1880 |
164,371,551 |
267,252,913 |
|
1890 |
203,095,572 |
337,768,524 |
|
1900 |
232,230,986 |
392,473,050 |
|
1905 |
319,154,878 |
517,492,142 |
| Cotton |
1850 |
34,835,056 |
61,869,184 |
| manu- |
1860 |
57,285,534 |
115,681,774 |
| facture[AA] |
1870 |
111,736,936 |
177,489,789 |
|
1880 |
102,206,347 |
192,090,110 |
|
1890 |
154,912,979 |
267,981,724 |
|
1900 |
176,551,527 |
339,200,320 |
|
1905 |
286,255,303 |
450,467,704 |
| Silk |
1850 |
1,093,866 |
1,809,476 |
| manufacture |
1860 |
3,901,777 |
6,607,771 |
|
1870 |
7,817,559 |
12,210,662 |
|
1880 |
22,467,701 |
41,033,045 |
|
1890 |
51,004,425 |
87,298,454 |
|
1900 |
62,406,665 |
107,256,258 |
|
1905 |
75,861,188 |
188,288,072 |
| Dyeing and |
1850 |
11,540,347 |
15,454,430 |
| finishing |
1860 |
5,005,435 |
11,716,463 |
| textiles |
1870 |
99,539,992 |
113,017,537 |
|
1880 |
13,664,295 |
32,297,420 |
|
1890 |
12,385,220 |
28,900,460 |
|
1900 |
17,958,137 |
44,963,331 |
|
1905 |
19,621,253 |
50,849,545 |
| Flax, hemp |
1890 |
26,148,344 |
37,313,021 |
| and jute |
1900 |
32,197,885 |
47,601,607 |
|
1905 |
44,890,546 |
62,939,329 |
| Combined |
1850 |
76,715,959 |
128,769,971 |
| textiles |
1860 |
112,842,111 |
214,740,614 |
|
1870 |
353,249,102 |
520,386,764 |
|
1880 |
302,709,894 |
532,673,488 |
|
1890 |
447,546,540 |
759,262,283 |
|
1900 |
521,345,200 |
931,494,566 |
|
1905 |
745,783,168 |
1,215,036,792 |
[Pg 304]
Cotton Manufactures in the United States, 1870 to 1905.
[From official reports of the United States Census Office.]
|
1870. |
1880. |
1890. |
1900. |
1905. |
Number of
establishments |
956 |
756 |
905 |
973 |
1,077 |
| Capital |
$140,706,291 |
$208,280,346 |
$354,020,843 |
$460,842,772 |
$605,100,164 |
| Wage-earners, average number |
135,369 |
174,659 |
218,876 |
297,929 |
310,458 |
| Total wages |
$39,044,132 |
$42,040,510 |
$66,024,538 |
$85,126,310 |
$94,377,696 |
| Cost of materials used |
$111,736,936 |
$102,206,347 |
$154,912,979 |
$178,441,390 |
$282,047,648 |
Value of
products |
$177,489,739 |
$192,090,110 |
$267,981,724 |
$332,806,156 |
$442,451,218 |
| Active spindles, number |
7,132,415 |
10,653,435 |
14,188,103 |
19,008,352 |
23,155,613 |
| Looms, number |
157,310 |
225,759 |
324,866 |
450,682 |
640,910 |
| Cotton consumed, bales |
… |
1,570,344 |
2,261,600 |
3,639,495 |
3,743,089 |
| Cotton consumed, pounds |
398,308,257 |
759,343,981 |
1,117,945,776 |
1,814,002,512 |
1,873,074,716 |
|
1870. |
1880. |
| Number of establishments |
956 |
756 |
| Capital |
$140,706,291 |
$208,280,346 |
| Wage-earners, average number |
135,369 |
174,659 |
| Total wages |
$39,044,132 |
$42,040,510 |
| Cost of materials used |
$111,736,936 |
$102,206,347 |
Value of
products |
$177,489,739 |
$192,090,110 |
| Active spindles, number |
7,132,415 |
10,653,435 |
| Looms, number |
157,310 |
225,759 |
| Cotton consumed, bales |
… |
1,570,344 |
| Cotton consumed, pounds |
398,308,257 |
759,343,981 |
|
1890. |
| Number of establishments |
905 |
| Capital |
$354,020,843 |
| Wage-earners, average number |
218,876 |
| Total wages |
$66,024,538 |
| Cost of materials used |
$154,912,979 |
Value of
products |
$267,981,724 |
| Active spindles, number |
14,188,103 |
| Looms, number |
324,866 |
| Cotton consumed, bales |
2,261,600 |
| Cotton consumed, pounds |
1,117,945,776 |
|
1900. |
1905. |
| Number of establishments |
973 |
1,077 |
| Capital |
$460,842,772 |
$605,100,164 |
| Wage-earners, average number |
297,929 |
310,458 |
| Total wages |
$85,126,310 |
$94,377,696 |
| Cost of materials used |
$178,441,390 |
$282,047,648 |
| Value of products |
$332,806,156 |
$442,451,218 |
| Active spindles, number |
19,008,352 |
23,155,613 |
| Looms, number |
450,682 |
640,910 |
| Cotton consumed, bales |
3,639,495 |
3,743,089 |
| Cotton consumed, pounds |
1,814,002,512 |
1,873,074,716 |
Silk Manufactures in the United States, 1870 to 1905.
[From official reports of the United States Census Office.]
|
1870. |
1880. |
1890. |
1900. |
1905. |
Number of
establishments |
86 |
382 |
472 |
483 |
624 |
| Capital |
$6,231,180 |
$19,125,300 |
$51,007,537 |
$81,082,201 |
$109,556,621 |
| Wage-earners, average number |
6,649 |
31,337 |
49,382 |
65,416 |
79,601 |
| Total wages |
$1,942,286 |
$9,146,705 |
$17,762,441 |
$20,982,194 |
$26,767,943 |
| Cost of materials used |
$7,817,559 |
$22,467,701 |
$51,004,425 |
$62,406,665 |
$75,861,188 |
| Value of products |
$12,210,662 |
$41,033,045 |
$87,298,454 |
$107,256,258 |
$133,288,072 |
| Raw silk used, pounds |
684,488 |
2,690,482 |
6,376,881 |
9,760,770 |
11,572,783 |
|
1870. |
1880. |
| Number of establishments |
86 |
382 |
| Capital |
$6,231,180 |
$19,125,300 |
| Wage-earners, average number |
6,649 |
31,337 |
| Total wages |
$1,942,286 |
$9,146,705 |
| Cost of materials used |
$7,817,559 |
$22,467,701 |
| Value of products |
$12,210,662 |
$41,033,045 |
| Raw silk used, pounds |
684,488 |
2,690,482 |
|
1890. |
| Number of establishments |
472 |
| Capital |
$51,007,537 |
| Wage-earners, average number |
49,382 |
| Total wages |
$17,762,441 |
| Cost of materials used |
$51,004,425 |
| Value of products |
$87,298,454 |
| Raw silk used, pounds |
6,376,881 |
|
1900. |
1905. |
| Number of establishments |
483 |
624 |
| Capital |
$81,082,201 |
$109,556,621 |
| Wage-earners, average number |
65,416 |
79,601 |
| Total wages |
$20,982,194 |
$26,767,943 |
| Cost of materials used |
$62,406,665 |
$75,861,188 |
| Value of products |
$107,256,258 |
$133,288,072 |
| Raw silk used, pounds |
9,760,770 |
11,572,783 |
Cotton Production and Manufacturing in the United States, also Imports and Exports of
Cotton Manufactures.
[From the Statistical Abstract of the United States.]
|
Total commercial crop. |
Taken for home consumption. |
Raw cotton imported. |
Exports of manufactures of cotton. |
Imports of manufactures of cotton. |
| By Northern mills. |
By South-ern mills. |
Total. |
|
In thousands of bales. |
Pounds. |
Dollars. |
Dollars. |
| 1884 |
5,713 |
1,537 |
340 |
1,877 |
7,019,492 |
11,885,211 |
29,074,626 |
| 1885 |
5,706 |
1,437 |
316 |
1,753 |
5,115,680 |
11,836,591 |
27,197,241 |
| 1886 |
6,575 |
1,781 |
381 |
2,162 |
5,072,334 |
13,959,934 |
29,709,266 |
| 1887 |
6,499 |
1,687 |
401 |
2,088 |
3,924,531 |
14,929,342 |
28,940,353 |
| 1888 |
7,047 |
1,805 |
456 |
2,261 |
5,497,592 |
13,013,189 |
28,917,799 |
| 1889 |
6,939 |
1,790 |
480 |
2,270 |
7,973,039 |
10,212,644 |
26,805,942 |
| 1890 |
7,297 |
1,780 |
545 |
2,325 |
8,606,049 |
9,999,277 |
29,918,055 |
| 1891 |
8,674 |
2,027 |
613 |
2,640 |
20,908,817 |
13,604,857 |
29,712,624 |
| 1892 |
9,018 |
2,172 |
684 |
2,856 |
28,663,769 |
13,226,277 |
28,323,841 |
| 1893 |
6,664 |
1,652 |
723 |
2,375 |
43,367,952 |
11,809,355 |
33,560,293 |
| 1894 |
7,532 |
1,580 |
711 |
2,291 |
27,705,949 |
14,340,886 |
22,346,547 |
| 1895 |
9,837 |
2,019 |
852 |
2,871 |
49,332,022 |
13,789,810 |
33,196,625 |
| 1896 |
7,147 |
1,605 |
900 |
2,605 |
55,350,520 |
16,837,396 |
32,437,504 |
| 1897 |
8,706 |
1,793 |
999 |
2,792 |
51,898,926 |
21,037,678 |
34,429,363 |
| 1898 |
11,216 |
2,211 |
1,254 |
3,465 |
52,660,363 |
17,024,092 |
27,267,300 |
| 1899 |
11,256 |
2,217 |
1,415 |
3,632 |
50,158,158 |
23,566,914 |
32,054,434 |
| 1900 |
9,422 |
2,047 |
1,597 |
3,644 |
67,398,521 |
24,003,087 |
41,296,239 |
| 1901 |
10,839 |
1,964 |
1,583 |
3,647 |
46,631,283 |
20,272,418 |
40,246,935 |
| 1902 |
10,768 |
2,066 |
2,017 |
4,083 |
98,715,680 |
32,108,362 |
44,460,126 |
| 1903 |
10,674 |
1,966 |
1,958 |
3,924 |
74,874,426 |
32,216,304 |
52,462,755 |
| 1904 |
10,002 |
2,046 |
1,889 |
3,935 |
48,840,590 |
22,403,718 |
49,524,246 |
| 1905 |
13,654 |
2,292 |
2,270 |
4,562 |
60,508,548 |
49,668,080 |
48,919,986 |
| 1906 |
11,234 |
2,335 |
2,292 |
4,627 |
70,963,633 |
52,944,038 |
63,043,322 |
| 1907 |
13,540 |
2,510 |
2,495 |
5,005 |
104,791,784 |
32,305,412 |
73,704,636 |
|
Total
commercial
crop. |
Taken for home consumption. |
By
North-
ern
mills. |
By
South
-ern
mills. |
Total. |
|
In thousands of bales. |
| 1884 |
5,713 |
1,537 |
340 |
1,877 |
| 1885 |
5,706 |
1,437 |
316 |
1,753 |
| 1886 |
6,575 |
1,781 |
381 |
2,162 |
| 1887 |
6,499 |
1,687 |
401 |
2,088 |
| 1888 |
7,047 |
1,805 |
456 |
2,261 |
| 1889 |
6,939 |
1,790 |
480 |
2,270 |
| 1890 |
7,297 |
1,780 |
545 |
2,325 |
| 1891 |
8,674 |
2,027 |
613 |
2,640 |
| 1892 |
9,018 |
2,172 |
684 |
2,856 |
| 1893 |
6,664 |
1,652 |
723 |
2,375 |
| 1894 |
7,532 |
1,580 |
711 |
2,291 |
| 1895 |
9,837 |
2,019 |
852 |
2,871 |
| 1896 |
7,147 |
1,605 |
900 |
2,605 |
| 1897 |
8,706 |
1,793 |
999 |
2,792 |
| 1898 |
11,216 |
2,211 |
1,254 |
3,465 |
| 1899 |
11,256 |
2,217 |
1,415 |
3,632 |
| 1900 |
9,422 |
2,047 |
1,597 |
3,644 |
| 1901 |
10,839 |
1,964 |
1,583 |
3,647 |
| 1902 |
10,768 |
2,066 |
2,017 |
4,083 |
| 1903 |
10,674 |
1,966 |
1,958 |
3,924 |
| 1904 |
10,002 |
2,046 |
1,889 |
3,935 |
| 1905 |
13,654 |
2,292 |
2,270 |
4,562 |
| 1906 |
11,234 |
2,335 |
2,292 |
4,627 |
| 1907 |
13,540 |
2,510 |
2,495 |
5,005 |
|
Raw cotton
imported. |
Exports of
manufactures
of cotton. |
Imports of
manufactures
of cotton. |
|
Pounds. |
Dollars. |
Dollars. |
| 1884 |
7,019,492 |
11,885,211 |
29,074,626 |
| 1885 |
5,115,680 |
11,836,591 |
27,197,241 |
| 1886 |
5,072,334 |
13,959,934 |
29,709,266 |
| 1887 |
3,924,531 |
14,929,342 |
28,940,353 |
| 1888 |
5,497,592 |
13,013,189 |
28,917,799 |
| 1889 |
7,973,039 |
10,212,644 |
26,805,942 |
| 1890 |
8,606,049 |
9,999,277 |
29,918,055 |
| 1891 |
20,908,817 |
13,604,857 |
29,712,624 |
| 1892 |
28,663,769 |
13,226,277 |
28,323,841 |
| 1893 |
43,367,952 |
11,809,355 |
33,560,293 |
| 1894 |
27,705,949 |
14,340,886 |
22,346,547 |
| 1895 |
49,332,022 |
13,789,810 |
33,196,625 |
| 1896 |
55,350,520 |
16,837,396 |
32,437,504 |
| 1897 |
51,898,926 |
21,037,678 |
34,429,363 |
| 1898 |
52,660,363 |
17,024,092 |
27,267,300 |
| 1899 |
50,158,158 |
23,566,914 |
32,054,434 |
| 1900 |
67,398,521 |
24,003,087 |
41,296,239 |
| 1901 |
46,631,283 |
20,272,418 |
40,246,935 |
| 1902 |
98,715,680 |
32,108,362 |
44,460,126 |
| 1903 |
74,874,426 |
32,216,304 |
52,462,755 |
| 1904 |
48,840,590 |
22,403,718 |
49,524,246 |
| 1905 |
60,508,548 |
49,668,080 |
48,919,986 |
| 1906 |
70,963,633 |
52,944,038 |
63,043,322 |
| 1907 |
104,791,784 |
32,305,412 |
73,704,636 |
[Pg 305]
Iron and Steel Manufacturing in the U. S.: Comparative Summary, 1870 to 1905, with per cent of increase for each decade.[BB]
[From the United States Census.]
|
Date of census. |
| 1870.[CC] |
1880.[CC] |
1890. |
1900. |
1905. |
| Number of establishments |
808 |
792 |
719 |
669 |
606 |
| Capital |
$121,722,704 |
$209,904,965 |
[DD]$414,044,844 |
$590,530,484 |
$948,689,840 |
| Salaried officials, clerks, etc., number |
[EE] |
[EE] |
4,325 |
9,217 |
16,566 |
| Salaries |
[EE] |
[EE] |
$6,462,236 |
$11,741,788 |
$20,758,412 |
| Wage-earners, average number |
77,555 |
140,798 |
171,181 |
222,607 |
242,740 |
| Total wages |
$40,514,981 |
$55,451,510 |
$89,273,956 |
$120,836,338 |
$141,439,906 |
| Men, 16 years and over |
75,037 |
133,023 |
168,943 |
219,635 |
239,383 |
| Wages |
[EE] |
[EE] |
$88,840,642 |
$120,157,007 |
$140,545,610 |
| Women, 16 years and over |
82 |
45 |
58 |
1,071 |
1,455 |
| Wages |
[EE] |
[EE] |
$17,106 |
$266,888 |
$441,967 |
| Children, under 16 years |
2,436 |
7,730 |
2,180 |
1,901 |
1,902 |
| Wages |
[EE] |
[EE] |
$416,208 |
$412,443 |
$452,329 |
| Miscellaneous expenses |
[FF] |
[FF] |
$18,214,948 |
$32,274,100 |
$47,164,970 |
| Cost of materials used |
$135,526,132 |
$191,271,150 |
$327,272,845 |
$522,431,701 |
$620,171,881 |
| Value of products |
$207,208,696 |
$296,557,685 |
$478,687,519 |
$804,034,918 |
$905,854,152 |
| Tons of products (2,240 pounds each) |
3,263,585 |
6,486,733 |
16,264,478 |
29,507,860 |
34,844,933 |
|
Per cent of increase. |
| 1870 to 1880. |
1880 to 1890. |
1890 to 1900. |
1900 to 1905. |
| Number of establishments |
[DD]2.0 |
[DD]9.2 |
[DD]7.0 |
9.4 |
| Capital |
72.4 |
97.3 |
42.6 |
60.7 |
| Salaried officials, clerks, etc., number |
… |
… |
113.1 |
79.7 |
| Salaries |
… |
… |
81.7 |
76.8 |
| Wage-earners, average number |
81.5 |
21.6 |
30.0 |
9.0 |
| Total wages |
36.9 |
61.0 |
35.4 |
17.1 |
| Men, 16 years and over |
77.3 |
27.0 |
30.0 |
9.0 |
| Wages |
… |
… |
35.3 |
17.0 |
| Women, 16 years and over |
[DD]45.1 |
28.9 |
1,746.6 |
35.9 |
| Wages |
… |
… |
1,460.2 |
65.6 |
| Children, under 16 years |
217.3 |
[DD]71.8 |
[DD]12.8 |
0.1 |
| Wages |
… |
… |
[DD]0.9 |
9.7 |
| Miscellaneous expenses |
… |
… |
77.2 |
46.1 |
| Cost of materials used |
41.1 |
71.1 |
59.6 |
18.7 |
| Value of products |
43.1 |
61.4 |
68.0 |
12.7 |
| Tons of products (2,240 pounds each) |
98.8 |
150.7 |
81.4 |
18.1 |
|
Date of census. |
| 1870.[CC] |
1880.[CC] |
| Number of establishments |
808 |
792 |
| Capital |
$121,722,704 |
$209,904,965 |
| Salaried officials, clerks, etc., number |
[EE] |
[EE] |
| Salaries |
[EE] |
[EE] |
| Wage-earners, average number |
77,555 |
140,798 |
| Total wages |
$40,514,981 |
$55,451,510 |
| Men, 16 years and over |
75,037 |
133,023 |
| Wages |
[EE] |
[EE] |
| Women, 16 years and over |
82 |
45 |
| Wages |
[EE] |
[EE] |
| Children, under 16 years |
2,436 |
7,730 |
| Wages |
[EE] |
[EE] |
| Miscellaneous expenses |
[FF] |
[FF] |
| Cost of materials used |
$135,526,132 |
$191,271,150 |
| Value of products |
$207,208,696 |
$296,557,685 |
| Tons of products (2,240 pounds each) |
3,263,585 |
6,486,733 |
|
Date of census. |
| 1890. |
| Number of establishments |
719 |
| Capital |
|
| Salaried officials, clerks, etc., number |
4,325 |
| Salaries |
$6,462,236 |
| Wage-earners, average number |
171,181 |
| Total wages |
$89,273,956 |
| Men, 16 years and over |
168,943 |
| Wages |
$88,840,642 |
| Women, 16 years and over |
58 |
| Wages |
$17,106 |
| Children, under 16 years |
2,180 |
| Wages |
$416,208 |
| Miscellaneous expenses |
$18,214,948 |
| Cost of materials used |
$327,272,845 |
| Value of products |
$478,687,519 |
| Tons of products (2,240 pounds each) |
16,264,478 |
|
Date of census. |
| 1900. |
1905. |
| Number of establishments |
669 |
606 |
| Capital |
$590,530,484 |
$948,689,840 |
| Salaried officials, clerks, etc., number |
9,217 |
16,566 |
| Salaries |
$11,741,788 |
$20,758,412 |
| Wage-earners, average number |
222,607 |
242,740 |
| Total wages |
$120,836,338 |
$141,439,906 |
| Men, 16 years and over |
219,635 |
239,383 |
| Wages |
$120,157,007 |
$140,545,610 |
| Women, 16 years and over |
1,071 |
1,455 |
| Wages |
$266,888 |
$441,967 |
| Children, under 16 years |
1,901 |
1,902 |
| Wages |
$412,443 |
$452,329 |
| Miscellaneous expenses |
$32,274,100 |
$47,164,970 |
| Cost of materials used |
$522,431,701 |
$620,171,881 |
| Value of products |
$804,034,918 |
$905,854,152 |
| Tons of products (2,240 pounds each) |
29,507,860 |
34,844,933 |
|
Per cent of increase. |
| 1870 to 1880. |
1880 to 1890. |
| Number of establishments |
[DD]2.0 |
[DD]9.2 |
| Capital |
72.4 |
97.3 |
| Salaried officials, clerks, etc., number |
… |
… |
| Salaries |
… |
… |
| Wage-earners, average number |
81.5 |
21.6 |
| Total wages |
36.9 |
61.0 |
| Men, 16 years and over |
77.3 |
27.0 |
| Wages |
… |
… |
| Women, 16 years and over |
|
28.9 |
| Wages |
… |
… |
| Children, under 16 years |
217.3 |
|
| Wages |
… |
… |
| Miscellaneous expenses |
… |
… |
| Cost of materials used |
41.1 |
71.1 |
| Value of products |
43.1 |
61.4 |
| Tons of products (2,240 pounds each) |
98.8 |
150.7 |
|
Per cent of increase. |
| 1890 to 1900. |
1900 to 1905. |
| Number of establishments |
|
9.4 |
| Capital |
42.6 |
60.7 |
| Salaried officials, clerks, etc., number |
113.1 |
79.7 |
| Salaries |
81.7 |
76.8 |
| Wage-earners, average number |
30.0 |
9.0 |
| Total wages |
35.4 |
17.1 |
| Men, 16 years and over |
30.0 |
9.0 |
| Wages |
35.3 |
17.0 |
| Women, 16 years and over |
1,746.6 |
35.9 |
| Wages |
1,460.2 |
65.6 |
| Children, under 16 years |
|
0.1 |
| Wages |
|
9.7 |
| Miscellaneous expenses |
77.2 |
46.1 |
| Cost of materials used |
59.6 |
18.7 |
| Value of products |
68.0 |
12.7 |
| Tons of products (2,240 pounds each) |
81.4 |
18.1 |
[Pg 306]
Production of Pig Iron and of Crude Steel in the United States, 1880 to 1907, and relation of same to Imports and Exports of Iron and
Steel Manufactures; also Prices of Representative Iron and Steel Products during the period named.
[From official reports of Bureau of Statistics.]
| Year. |
Pig iron produced in United States. |
Crude steel produced in United States. |
Per cent of domestic iron used in home industries (fiscal year). |
Price per ton of pig iron, No. 1 foundry.[GG] |
Price of steel rails per ton. |
Wire nails, price per keg of 100 lbs. |
Imports of manu- factures of iron and steel. |
Exports of domestic manu-factures of iron and steel. |
|
Tons. |
Tons. |
|
|
|
|
|
| 1880 |
3,835,191 |
1,247,335 |
78.44 |
$28.48 |
$67.52 |
… |
$71,266,699 |
$14,716,524 |
| 1881 |
4,144,254 |
1,588,314 |
90.23 |
25.17 |
61.08 |
… |
60,604,477 |
16,604,767 |
| 1882 |
4,623,323 |
1,736,692 |
89.36 |
25.77 |
48.50 |
… |
67,976,897 |
20,748,206 |
| 1883 |
4,595,510 |
1,673,535 |
91.44 |
22.42 |
37.75 |
… |
58,495,246 |
22,826,528 |
| 1884 |
4,097,868 |
1,550,879 |
94.20 |
19.81 |
30.75 |
… |
40,147,053 |
21,909,881 |
| 1885 |
4,044,526 |
1,711,920 |
96.43 |
17.99 |
28.52 |
… |
33,610,093 |
16,592,155 |
| 1886 |
5,683,329 |
2,562,503 |
93.92 |
18.71 |
34.52 |
$3.51 |
37,534,078 |
15,745,569 |
| 1887 |
6,417,148 |
3,339,071 |
93.13 |
20.93 |
37.08 |
3.15 |
49,203,164 |
15,958,502 |
| 1888 |
6,489,738 |
2,899,440 |
95.17 |
18.88 |
29.83 |
2.55 |
48,992,757 |
17,763,034 |
| 1889 |
7,603,642 |
3,385,732 |
97.35 |
17.76 |
29.25 |
2.49 |
42,377,793 |
21,156,077 |
| 1890 |
9,202,703 |
4,277,071 |
98.10 |
18.41 |
31.78 |
2.51 |
41,679,591 |
25,542,208 |
| 1891 |
8,279,870 |
3,904,240 |
99.12 |
17.52 |
29.92 |
2.04 |
53,544,372 |
28,909,614 |
| 1892 |
9,157,000 |
4,927,581 |
99.01 |
15.75 |
30.00 |
1.70 |
28,928,103 |
28,800,930 |
| 1893[HH] |
7,124,502 |
4,019,995 |
99.39 |
14.52 |
28.12 |
1.49 |
34,937,974 |
30,106,482 |
| 1894[HH] |
6,657,388 |
4,412,032 |
99.64 |
12.66 |
24.00 |
1.11 |
20,925,769 |
29,220,264 |
| 1895[HH] |
9,446,308 |
6,114,834 |
99.79 |
13.10 |
24.33 |
1.69 |
23,048,515 |
32,000,989 |
| 1896[HH] |
8,623,127 |
5,281,689 |
99.07 |
12.95 |
28.00 |
2.54 |
25,338,103 |
41,160,877 |
| 1897 |
9,652,680 |
7,156,957 |
99.77 |
12.10 |
18.75 |
1.46 |
16,094,557 |
57,497,872 |
| 1898 |
11,773,934 |
8,932,857 |
99.79 |
11.66 |
17.62 |
1.45 |
12,626,431 |
70,406,885 |
| 1899 |
13,620,703 |
10,639,857 |
99.80 |
19.36 |
28.12 |
2.60 |
12,100,440 |
93,716,031 |
| 1900 |
13,789,242 |
10,188,329 |
98.55 |
19.98 |
32.29 |
2.76 |
20,478,728 |
121,913,548 |
| 1901 |
15,878,354 |
13,473,595 |
99.71 |
15.87 |
27.33 |
2.41 |
17,874,789 |
117,319,320 |
| 1902 |
17,821,307 |
14,947,250 |
99.01 |
22.19 |
28.00 |
2.15 |
27,180,247 |
98,552,562 |
| 1903 |
18,009,252 |
14,534,978 |
94.92 |
19.92 |
28.00 |
2.13 |
51,617,312 |
96,642,467 |
| 1904 |
16,497,033 |
13,859,887 |
98.95 |
15.57 |
28.00 |
1.96 |
27,028,312 |
111,948,586 |
| 1905 |
22,992,380 |
20,023,947 |
99.27 |
17.88 |
28.00 |
1.93 |
23,510,164 |
134,728,363 |
| 1906 |
25,307,191 |
23,398,136 |
98.94 |
20.98 |
28.00 |
1.98 |
29,053,987 |
160,984,985 |
| 1907 |
25,781,361 |
[II]23,360,000 |
97.83 |
23.89 |
28.00 |
2.18 |
40,587,865 |
181,530,871 |
| Year. |
Pig iron produced in United States. |
Crude steel produced in United States. |
Per cent of domestic iron used in home industries (fiscal year). |
|
Tons. |
Tons. |
|
| 1880 |
3,835,191 |
1,247,335 |
78.44 |
| 1881 |
4,144,254 |
1,588,314 |
90.23 |
| 1882 |
4,623,323 |
1,736,692 |
89.36 |
| 1883 |
4,595,510 |
1,673,535 |
91.44 |
| 1884 |
4,097,868 |
1,550,879 |
94.20 |
| 1885 |
4,044,526 |
1,711,920 |
96.43 |
| 1886 |
5,683,329 |
2,562,503 |
93.92 |
| 1887 |
6,417,148 |
3,339,071 |
93.13 |
| 1888 |
6,489,738 |
2,899,440 |
95.17 |
| 1889 |
7,603,642 |
3,385,732 |
97.35 |
| 1890 |
9,202,703 |
4,277,071 |
98.10 |
| 1891 |
8,279,870 |
3,904,240 |
99.12 |
| 1892 |
9,157,000 |
4,927,581 |
99.01 |
| 1893[HH] |
7,124,502 |
4,019,995 |
99.39 |
| 1894[HH] |
6,657,388 |
4,412,032 |
99.64 |
| 1895[HH] |
9,446,308 |
6,114,834 |
99.79 |
| 1896[HH] |
8,623,127 |
5,281,689 |
99.07 |
| 1897 |
9,652,680 |
7,156,957 |
99.77 |
| 1898 |
11,773,934 |
8,932,857 |
99.79 |
| 1899 |
13,620,703 |
10,639,857 |
99.80 |
| 1900 |
13,789,242 |
10,188,329 |
98.55 |
| 1901 |
15,878,354 |
13,473,595 |
99.71 |
| 1902 |
17,821,307 |
14,947,250 |
99.01 |
| 1903 |
18,009,252 |
14,534,978 |
94.92 |
| 1904 |
16,497,033 |
13,859,887 |
98.95 |
| 1905 |
22,992,380 |
20,023,947 |
99.27 |
| 1906 |
25,307,191 |
23,398,136 |
98.94 |
| 1907 |
25,781,361 |
|
97.83 |
| Year. |
Price per ton of pig iron, No. 1 foundry.[GG] |
Price of steel rails per ton. |
Wire nails, price per keg of 100 lbs. |
| 1880 |
$28.48 |
$67.52 |
… |
| 1881 |
25.17 |
61.08 |
… |
| 1882 |
25.77 |
48.50 |
… |
| 1883 |
22.42 |
37.75 |
… |
| 1884 |
19.81 |
30.75 |
… |
| 1885 |
17.99 |
28.52 |
… |
| 1886 |
18.71 |
34.52 |
$3.51 |
| 1887 |
20.93 |
37.08 |
3.15 |
| 1888 |
18.88 |
29.83 |
2.55 |
| 1889 |
17.76 |
29.25 |
2.49 |
| 1890 |
18.41 |
31.78 |
2.51 |
| 1891 |
17.52 |
29.92 |
2.04 |
| 1892 |
15.75 |
30.00 |
1.70 |
| 1893[HH] |
14.52 |
28.12 |
1.49 |
| 1894[HH] |
12.66 |
24.00 |
1.11 |
| 1895[HH] |
13.10 |
24.33 |
1.69 |
| 1896[HH] |
12.95 |
28.00 |
2.54 |
| 1897 |
12.10 |
18.75 |
1.46 |
| 1898 |
11.66 |
17.62 |
1.45 |
| 1899 |
19.36 |
28.12 |
2.60 |
| 1900 |
19.98 |
32.29 |
2.76 |
| 1901 |
15.87 |
27.33 |
2.41 |
| 1902 |
22.19 |
28.00 |
2.15 |
| 1903 |
19.92 |
28.00 |
2.13 |
| 1904 |
15.57 |
28.00 |
1.96 |
| 1905 |
17.88 |
28.00 |
1.93 |
| 1906 |
20.98 |
28.00 |
1.98 |
| 1907 |
23.89 |
28.00 |
2.18 |
| Year. |
Imports of manufactures of iron and steel. |
Exports of domestic manufactures of iron and steel. |
| 1880 |
$71,266,699 |
$14,716,524 |
| 1881 |
60,604,477 |
16,604,767 |
| 1882 |
67,976,897 |
20,748,206 |
| 1883 |
58,495,246 |
22,826,528 |
| 1884 |
40,147,053 |
21,909,881 |
| 1885 |
33,610,093 |
16,592,155 |
| 1886 |
37,534,078 |
15,745,569 |
| 1887 |
49,203,164 |
15,958,502 |
| 1888 |
48,992,757 |
17,763,034 |
| 1889 |
42,377,793 |
21,156,077 |
| 1890 |
41,679,591 |
25,542,208 |
| 1891 |
53,544,372 |
28,909,614 |
| 1892 |
28,928,103 |
28,800,930 |
| 1893[HH] |
34,937,974 |
30,106,482 |
| 1894[HH] |
20,925,769 |
29,220,264 |
| 1895[HH] |
23,048,515 |
32,000,989 |
| 1896[HH] |
25,338,103 |
41,160,877 |
| 1897 |
16,094,557 |
57,497,872 |
| 1898 |
12,626,431 |
70,406,885 |
| 1899 |
12,100,440 |
93,716,031 |
| 1900 |
20,478,728 |
121,913,548 |
| 1901 |
17,874,789 |
117,319,320 |
| 1902 |
27,180,247 |
98,552,562 |
| 1903 |
51,617,312 |
96,642,467 |
| 1904 |
27,028,312 |
111,948,586 |
| 1905 |
23,510,164 |
134,728,363 |
| 1906 |
29,053,987 |
160,984,985 |
| 1907 |
40,587,865 |
181,530,871 |
[Pg 307]
Annual Production of Bessemer Steel Rails in the United States from 1867 to 1907, and their
Average Annual Price at the Works in Pennsylvania.
| Years. |
Gross tons. |
Price. |
| 1867 |
2,277 |
$166.00 |
| 1868 |
6,451 |
158.46 |
| 1869 |
8,616 |
132.19 |
| 1870 |
30,357 |
106.79 |
| 1871 |
34,152 |
102.52 |
| 1872 |
83,991 |
111.94 |
| 1873 |
115,192 |
120.58 |
| 1874 |
129,414 |
94.28 |
| 1875 |
259,699 |
68.75 |
| 1876 |
368,269 |
59.25 |
| 1877 |
385,865 |
45.58 |
| 1878 |
491,427 |
42.21 |
| 1879 |
610,682 |
48.21 |
| 1880 |
852,196 |
67.52 |
| 1881 |
1,187,770 |
61.08 |
| 1882 |
1,284,067 |
48.50 |
| 1883 |
1,148,709 |
87.75 |
| 1884 |
996,983 |
30.75 |
| 1885 |
959,471 |
28.52 |
| 1886 |
1,574,703 |
34.52 |
| 1887 |
2,101,904 |
37.08 |
| 1888 |
1,386,277 |
29.83 |
| 1889 |
1,510,057 |
29.25 |
| 1890 |
1,867,837 |
31.78 |
| 1891 |
1,293,053 |
29.92 |
| 1892 |
1,537,588 |
30.00 |
| 1893 |
1,129,400 |
28.12 |
| 1894 |
1,016,013 |
24.00 |
| 1895 |
1,299,628 |
24.33 |
| 1896 |
1,116,958 |
28.00 |
| 1897 |
1,644,520 |
18.75 |
| 1898 |
1,976,702 |
17.62 |
| 1899 |
2,270,585 |
28.12 |
| 1900 |
2,383,654 |
32.29 |
| 1901 |
2,870,816 |
27.33 |
| 1902 |
2,985,892 |
28.00 |
| 1903 |
2,946,756 |
28.00 |
| 1904 |
2,137,957 |
28.00 |
| 1905 |
3,192,347 |
28.00 |
| 1906 |
3,791,459 |
28.00 |
| 1907 |
3,380,025 |
28.00 |
Production of Tin Plates in and Importation of Tin Plates into the United States,
1891 to 1908, in long tons.
Calendar
Year. |
Production,
Long tons. |
Importation,
Long tons. |
| 1891 |
552 |
327,882 |
| 1892 |
18,803 |
268,472 |
| 1893 |
55,182 |
253,155 |
| 1894 |
74,260 |
215,068 |
| 1895 |
113,666 |
219,545 |
| 1896 |
160,862 |
119,171 |
| 1897 |
256,598 |
83,851 |
| 1898 |
326,915 |
67,222 |
| 1899 |
397,767 |
58,915 |
| 1900 |
302,665 |
60,386 |
| 1901 |
399,291 |
77,395 |
| 1902 |
366,000 |
60,115 |
| 1903 |
480,000 |
47,360 |
| 1904 |
458,000 |
70,652 |
| 1905 |
493,500 |
65,740 |
| 1906 |
577,562 |
56,983 |
| 1907 |
514,777 |
57,773 |
| 1908 |
… |
58,490 |
[Pg 308]
Commerce of the United States by Great Groups and Share which Manufactures and Raw Material Formed of the Total, 1820 to 1909.
Imports.
| Year ending June 30— |
Foodstuffs in crude condition and food animals. |
Foodstuffs partly or wholly manufactured. |
Crude materials for use in manufacturing. |
Manufactures for further use in manufacturing. |
| Dollars. |
Percent of Total |
Dollars. |
Percent of Total |
Dollars. |
Percent of Total |
Dollars. |
Percent of Total |
| 1820 |
6,081,641 |
11.15 |
10,820,814 |
19.85 |
1,983,706 |
3.64 |
4,079,064 |
7.48 |
| 1830 |
7,382,274 |
11.77 |
9,653,971 |
15.39 |
4,214,825 |
6.72 |
5,152,486 |
8.22 |
| 1840 |
15,273,321 |
15.54 |
15,188,845 |
15.46 |
11,510,245 |
11.71 |
11,356,196 |
11.56 |
| 1850 |
18,011,659 |
10.38 |
21,465,776 |
12.37 |
11,711,266 |
6.75 |
26,163,152 |
15.08 |
| 1860 |
35,743,826 |
10.11 |
53,771,067 |
15.21 |
37,073,022 |
10.49 |
23,613,395 |
6.67 |
| 1870 |
53,981,838 |
12.38 |
96,253,561 |
22.08 |
53,118,022 |
12.18 |
54,545,306 |
12.51 |
| 1875 |
90,018,885 |
16.89 |
113,145,852 |
21.23 |
78,891,769 |
14.80 |
63,411,606 |
11.89 |
| 1880 |
.100,297,040 |
15.01 |
118,125,216 |
17.69 |
131,861,617 |
19.74 |
110,779,516 |
16.59 |
| 1881 |
.102,486,852 |
15.95 |
123,380,388 |
19.20 |
114,244,631 |
17.77 |
87,790,890 |
13.66 |
| 1882 |
.104,947,672 |
14.49 |
139,438,506 |
19.24 |
131,356,113 |
18.13 |
98,623,766 |
13.61 |
| 1883 |
93,091,358 |
12.87 |
142,127,926 |
19.65 |
133,612,450 |
18.48 |
98,755,423 |
13.66 |
| 1884 |
.103,010,830 |
15.43 |
130,778,286 |
19.59 |
119,150,641 |
17.84 |
94,698,249 |
14.18 |
| 1885 |
93,345,583 |
16.16 |
102,937,933 |
17.82 |
106,774,553 |
18.49 |
78,254,677 |
13.55 |
| 1886 |
91,588,644 |
14.41 |
112,771,436 |
17.75 |
128,434,759 |
20.22 |
91,539,244 |
14.40 |
| 1887 |
.106,362,234 |
15.36 |
111,714,382 |
16.14 |
143,361,050 |
20.71 |
120,079,754 |
17.34 |
| 1888 |
.116,087,107 |
16.03 |
111,048,075 |
15.34 |
155,057,432 |
21.42 |
121,605,094 |
16.80 |
| 1889 |
.123,130,984 |
16.53 |
122,254,266 |
16.41 |
163,548,106 |
21.94 |
115,079,918 |
15.44 |
| 1890 |
.128,480,142 |
16.28 |
133,332,031 |
16.89 |
170,637,250 |
21.62 |
116,924,080 |
14.81 |
| 1891 |
.150,639,399 |
17.83 |
147,721,884 |
17.48 |
184,175,197 |
21.80 |
136,446,309 |
16.15 |
| 1892 |
.175,558,861 |
21.22 |
139,794,773 |
16.89 |
188,317,595 |
22.76 |
112,729,303 |
13.63 |
| 1893 |
.131,663,968 |
15.19 |
153,739,181 |
17.75 |
209,277,112 |
24.16 |
135,608,418 |
15.65 |
| 1894 |
.133,309,989 |
20.35 |
155,348,824 |
23.72 |
130,086,011 |
19.86 |
82,894,732 |
12.65 |
| 1895 |
.141,377,238 |
19.31 |
107,026,180 |
14.63 |
180,939,902 |
24.72 |
96,486,622 |
13.18 |
| 1896 |
.130,002,310 |
16.67 |
118,805,703 |
15.24 |
197,646,852 |
25.35 |
101,070,937 |
12.96 |
| 1897 |
.128,379,785 |
16.79 |
129,244,951 |
16.90 |
196,159,371 |
25.66 |
88,490,406 |
11.57 |
| 1898 |
.103,984,608 |
16.88 |
86,091,010 |
13.97 |
189,322,244 |
30.73 |
79,288,417 |
12.88 |
| 1899 |
98,933,256 |
14.19 |
123,448,135 |
17.71 |
208,565,691 |
29.91 |
91,953,914 |
13.19 |
| 1900 |
97,916,293 |
11.52 |
133,027,374 |
15.65 |
276,241,152 |
32.50 |
134,222,045 |
15.79 |
| 1901 |
.110,385,208 |
13.43 |
125,540,654 |
15.25 |
248,006,751 |
30.13 |
127,576,924 |
15.49 |
| 1902 |
.120,280,302 |
13.31 |
95,350,256 |
10.56 |
303,001,868 |
33.55 |
147,656,292 |
16.34 |
| 1903 |
.119,202,674 |
11.62 |
116,620,623 |
11.37 |
330,491,084 |
32.22 |
195,750,847 |
19.08 |
| 1904 |
.132,223,895 |
13.34 |
118,222,862 |
11.93 |
320,794,431 |
32.37 |
160,233,890 |
16.17 |
| 1905 |
.146,130,903 |
13.08 |
145,355,839 |
13.01 |
389,160,658 |
34.82 |
177,827,960 |
15.91 |
| 1906 |
.134,315,448 |
10.95 |
140,358,114 |
11.44 |
414,687,999 |
33.81 |
220,298,751 |
17.96 |
| 1907 |
.149,747,693 |
10.44 |
158,656,263 |
11.06 |
477,027,174 |
33.25 |
274,096,464 |
19.11 |
| 1908 |
.145,577,427 |
12.19 |
147,008,870 |
12.31 |
363,482,258 |
30.43 |
196,248,409 |
16.43 |
| 1909 |
.163,921,598 |
12.49 |
165,028,764 |
12.58 |
453,319,751 |
34.55 |
222,580,277 |
16.97 |
| Year ending June 30— |
Manufactures ready for consumption. |
Miscellaneous. |
Total. |
| Dollars. |
Percent
of Total |
Dollars. |
Percent
of Total |
Dollars. |
| 1820 |
30,998,900 |
56.86 |
556,709 |
1.02 |
54,520,834 |
| 1830 |
35,734,837 |
56.97 |
582,563 |
.93 |
62,720,956 |
| 1840 |
44,300,005 |
45.09 |
630,094 |
.64 |
98,258,706 |
| 1850 |
95,312,499 |
54.93 |
845,174 |
.49 |
173,509,526 |
| 1860 |
199,878,690 |
56.52 |
3,536,119 |
1.00 |
353,616,119 |
| 1870 |
173,034,847 |
39.69 |
5,024,834 |
1.16 |
435,958,408 |
| 1875 |
177,891,440 |
33.38 |
9,645,884 |
1.81 |
533,005,436 |
| 1880 |
196,587,405 |
29.43 |
10,303,952 |
1.54 |
667,954,746 |
| 1881 |
203,725,925 |
31.70 |
11,035,942 |
1.72 |
642,664,628 |
| 1882 |
238,716,691 |
32.94 |
11,556,826 |
1.59 |
724,639,574 |
| 1883 |
242,945,562 |
33.59 |
12,648,195 |
1.75 |
723,180,914 |
| 1884 |
207,771,072 |
31.12 |
12,288,615 |
1.84 |
667,697,693 |
| 1885 |
182,543,076 |
31.61 |
13,671,507 |
2.37 |
577,527,329 |
| 1886 |
194,791,568 |
30.65 |
16,310,485 |
2.57 |
635,436,136 |
| 1887 |
202,800,073 |
29.29 |
8,002,275 |
1.16 |
692,319,768 |
| 1888 |
211,218,652 |
29.17 |
8,940,754 |
1.24 |
723,957,114 |
| 1889 |
212,482,518 |
28.52 |
8,635,860 |
1.16 |
745,131,652 |
| 1890 |
230,685,581 |
29.23 |
9,251,325 |
1.17 |
789,310,409 |
| 1891 |
217,577,775 |
25.75 |
8,355,632 |
.99 |
844,916,196 |
| 1892 |
204,543,857 |
24.72 |
6,458,073 |
.78 |
827,402,462 |
| 1893 |
228,764,866 |
26.40 |
7,347,377 |
.85 |
866,400,922 |
| 1894 |
148,798,021 |
22.72 |
4,557,045 |
.70 |
654,994,622 |
| 1895 |
199,543,108 |
27.26 |
6,596,915 |
.90 |
731,969,965 |
| 1896 |
226,639,759 |
29.07 |
5,559,113 |
.71 |
779,724,674 |
| 1897 |
217,843,918 |
28.48 |
4,611,981 |
.60 |
764,730,412 |
| 1898 |
153,025,210 |
24.84 |
4,338,165 |
.70 |
616,049,654 |
| 1899 |
169,516,630 |
24.32 |
4,730,863 |
.68 |
697,148,489 |
| 1900 |
203,126,341 |
23.90 |
5,407,979 |
.64 |
849,941,184 |
| 1901 |
205,505,580 |
24.96 |
6,157,048 |
.74 |
823,172,165 |
| 1902 |
231,420,820 |
25.62 |
5,611,410 |
.62 |
903,320,948 |
| 1903 |
257,757,184 |
25.13 |
5,896,825 |
.58 |
1,025,719,237 |
| 1904 |
252,857,673 |
25.51 |
6,754,620 |
.68 |
991,087,371 |
| 1905 |
252,372,650 |
22.58 |
6,665,061 |
.60 |
1,117,513,071 |
| 1906 |
307,801,154 |
25.10 |
9,100,980 |
.74 |
1,226,562,446 |
| 1907 |
364,192,884 |
25.39 |
10,700,947 |
.75 |
1,434,421,425 |
| 1908 |
331,617,926 |
27.77 |
10,406,902 |
.87 |
1,194,341,792 |
| 1909 |
297,617,739 |
22.69 |
9,452,095 |
.72 |
1,311,920,224 |
| Year ending June 30— |
Foodstuffs in crude condition and food animals. |
| Dollars. |
Percent
of
Total |
| 1820 |
6,081,641 |
11.15 |
| 1830 |
7,382,274 |
11.77 |
| 1840 |
15,273,321 |
15.54 |
| 1850 |
18,011,659 |
10.38 |
| 1860 |
35,743,826 |
10.11 |
| 1870 |
53,981,838 |
12.38 |
| 1875 |
90,018,885 |
16.89 |
| 1880 |
100,297,040 |
15.01 |
| 1881 |
102,486,852 |
15.95 |
| 1882 |
104,947,672 |
14.49 |
| 1883 |
93,091,358 |
12.87 |
| 1884 |
103,010,830 |
15.43 |
| 1885 |
93,345,583 |
16.16 |
| 1886 |
91,588,644 |
14.41 |
| 1887 |
106,362,234 |
15.36 |
| 1888 |
116,087,107 |
16.03 |
| 1889 |
123,130,984 |
16.53 |
| 1890 |
128,480,142 |
16.28 |
| 1891 |
150,639,399 |
17.83 |
| 1892 |
175,558,861 |
21.22 |
| 1893 |
131,663,968 |
15.19 |
| 1894 |
133,309,989 |
20.35 |
| 1895 |
141,377,238 |
19.31 |
| 1896 |
130,002,310 |
16.67 |
| 1897 |
128,379,785 |
16.79 |
| 1898 |
103,984,608 |
16.88 |
| 1899 |
98,933,256 |
14.19 |
| 1900 |
97,916,293 |
11.52 |
| 1901 |
110,385,208 |
13.43 |
| 1902 |
120,280,302 |
13.31 |
| 1903 |
119,202,674 |
11.62 |
| 1904 |
132,223,895 |
13.34 |
| 1905 |
146,130,903 |
13.08 |
| 1906 |
134,315,448 |
10.95 |
| 1907 |
149,747,693 |
10.44 |
| 1908 |
145,577,427 |
12.19 |
| 1909 |
163,921,598 |
12.49 |
| Year ending June 30— |
Foodstuffs partly or wholly manufactured. |
| Dollars. |
Percent
of
Total |
| 1820 |
10,820,814 |
19.85 |
| 1830 |
9,653,971 |
15.39 |
| 1840 |
15,188,845 |
15.46 |
| 1850 |
21,465,776 |
12.37 |
| 1860 |
53,771,067 |
15.21 |
| 1870 |
96,253,561 |
22.08 |
| 1875 |
113,145,852 |
21.23 |
| 1880 |
118,125,216 |
17.69 |
| 1881 |
123,380,388 |
19.20 |
| 1882 |
139,438,506 |
19.24 |
| 1883 |
142,127,926 |
19.65 |
| 1884 |
130,778,286 |
19.59 |
| 1885 |
102,937,933 |
17.82 |
| 1886 |
112,771,436 |
17.75 |
| 1887 |
111,714,382 |
16.14 |
| 1888 |
111,048,075 |
15.34 |
| 1889 |
122,254,266 |
16.41 |
| 1890 |
133,332,031 |
16.89 |
| 1891 |
147,721,884 |
17.48 |
| 1892 |
139,794,773 |
16.89 |
| 1893 |
153,739,181 |
17.75 |
| 1894 |
155,348,824 |
23.72 |
| 1895 |
107,026,180 |
14.63 |
| 1896 |
118,805,703 |
15.24 |
| 1897 |
129,244,951 |
16.90 |
| 1898 |
86,091,010 |
13.97 |
| 1899 |
123,448,135 |
17.71 |
| 1900 |
133,027,374 |
15.65 |
| 1901 |
125,540,654 |
15.25 |
| 1902 |
95,350,256 |
10.56 |
| 1903 |
116,620,623 |
11.37 |
| 1904 |
118,222,862 |
11.93 |
| 1905 |
145,355,839 |
13.01 |
| 1906 |
140,358,114 |
11.44 |
| 1907 |
158,656,263 |
11.06 |
| 1908 |
147,008,870 |
12.31 |
| 1909 |
165,028,764 |
12.58 |
| Year ending June 30— |
Crude materials for use in manufacturing. |
| Dollars. |
Percent
of
Total |
| 1820 |
1,983,706 |
3.64 |
| 1830 |
4,214,825 |
6.72 |
| 1840 |
11,510,245 |
11.71 |
| 1850 |
11,711,266 |
6.75 |
| 1860 |
37,073,022 |
10.49 |
| 1870 |
53,118,022 |
12.18 |
| 1875 |
78,891,769 |
14.80 |
| 1880 |
131,861,617 |
19.74 |
| 1881 |
114,244,631 |
17.77 |
| 1882 |
131,356,113 |
18.13 |
| 1883 |
133,612,450 |
18.48 |
| 1884 |
119,150,641 |
17.84 |
| 1885 |
106,774,553 |
18.49 |
| 1886 |
128,434,759 |
20.22 |
| 1887 |
143,361,050 |
20.71 |
| 1888 |
155,057,432 |
21.42 |
| 1889 |
163,548,106 |
21.94 |
| 1890 |
170,637,250 |
21.62 |
| 1891 |
184,175,197 |
21.80 |
| 1892 |
188,317,595 |
22.76 |
| 1893 |
209,277,112 |
24.16 |
| 1894 |
130,086,011 |
19.86 |
| 1895 |
180,939,902 |
24.72 |
| 1896 |
197,646,852 |
25.35 |
| 1897 |
196,159,371 |
25.66 |
| 1898 |
189,322,244 |
30.73 |
| 1899 |
208,565,691 |
29.91 |
| 1900 |
276,241,152 |
32.50 |
| 1901 |
248,006,751 |
30.13 |
| 1902 |
303,001,868 |
33.55 |
| 1903 |
330,491,084 |
32.22 |
| 1904 |
389,160,658 |
34.82 |
| 1906 |
414,687,999 |
33.81 |
| 1907 |
477,027,174 |
33.25 |
| 1908 |
363,482,258 |
30.43 |
| 1909 |
453,319,751 |
34.55 |
| Year ending June 30— |
Manufactures for further use in manufacturing. |
| Dollars. |
Percent
of
Total |
| 1820 |
4,079,064 |
7.48 |
| 1830 |
5,152,486 |
8.22 |
| 1840 |
11,356,196 |
11.56 |
| 1850 |
26,163,152 |
15.08 |
| 1860 |
23,613,395 |
6.67 |
| 1870 |
54,545,306 |
12.51 |
| 1875 |
63,411,606 |
11.89 |
| 1880 |
110,779,516 |
16.59 |
| 1881 |
87,790,890 |
13.66 |
| 1882 |
98,623,766 |
13.61 |
| 1883 |
98,755,423 |
13.66 |
| 1884 |
94,698,249 |
14.18 |
| 1885 |
78,254,677 |
13.55 |
| 1886 |
91,539,244 |
14.40 |
| 1887 |
120,079,754 |
17.34 |
| 1888 |
121,605,094 |
16.80 |
| 1889 |
115,079,918 |
15.44 |
| 1890 |
116,924,080 |
14.81 |
| 1891 |
136,446,309 |
16.15 |
| 1892 |
112,729,303 |
13.63 |
| 1893 |
135,608,418 |
15.65 |
| 1894 |
82,894,732 |
12.65 |
| 1895 |
96,486,622 |
13.18 |
| 1896 |
101,070,937 |
12.96 |
| 1897 |
88,490,406 |
11.57 |
| 1898 |
79,288,417 |
12.88 |
| 1899 |
91,953,914 |
13.19 |
| 1900 |
134,222,045 |
15.79 |
| 1901 |
127,576,924 |
15.49 |
| 1902 |
147,656,292 |
16.34 |
| 1903 |
195,750,847 |
19.08 |
| 1904 |
177,827,960 |
15.91 |
| 1906 |
220,298,751 |
17.96 |
| 1907 |
274,096,464 |
19.11 |
| 1908 |
196,248,409 |
16.43 |
| 1909 |
222,580,277 |
16.97 |
Year ending
June 30— |
Manufactures ready
for consumption. |
| Dollars. |
Percent
of
Total |
| 1820 |
30,998,900 |
56.86 |
| 1830 |
35,734,837 |
56.97 |
| 1840 |
44,300,005 |
45.09 |
| 1850 |
95,312,499 |
54.93 |
| 1860 |
199,878,690 |
56.52 |
| 1870 |
173,034,847 |
39.69 |
| 1875 |
177,891,440 |
33.38 |
| 1880 |
196,587,405 |
29.43 |
| 1881 |
203,725,925 |
31.70 |
| 1882 |
238,716,691 |
32.94 |
| 1883 |
242,945,562 |
33.59 |
| 1884 |
207,771,072 |
31.12 |
| 1885 |
182,543,076 |
31.61 |
| 1886 |
194,791,568 |
30.65 |
| 1887 |
202,800,073 |
29.29 |
| 1888 |
211,218,652 |
29.17 |
| 1889 |
212,482,518 |
28.52 |
| 1890 |
230,685,581 |
29.23 |
| 1891 |
217,577,775 |
25.75 |
| 1892 |
204,543,857 |
24.72 |
| 1893 |
228,764,866 |
26.40 |
| 1894 |
148,798,021 |
22.72 |
| 1895 |
199,543,108 |
27.26 |
| 1896 |
226,639,759 |
29.07 |
| 1897 |
217,843,918 |
28.48 |
| 1898 |
153,025,210 |
24.84 |
| 1899 |
169,516,630 |
24.32 |
| 1900 |
203,126,341 |
23.90 |
| 1901 |
205,505,580 |
24.96 |
| 1902 |
231,420,820 |
25.62 |
| 1903 |
257,757,184 |
25.13 |
| 1904 |
252,857,673 |
25.51 |
| 1905 |
252,372,650 |
22.58 |
| 1906 |
307,801,154 |
25.10 |
| 1907 |
364,192,884 |
25.39 |
| 1908 |
331,617,926 |
27.77 |
| 1909 |
297,617,739 |
22.69 |
Year ending
June 30— |
Miscellaneous. |
Total. |
| Dollars. |
Percent
of
Total |
Dollars. |
| 1820 |
556,709 |
1.02 |
54,520,834 |
| 1830 |
582,563 |
.93 |
62,720,956 |
| 1840 |
630,094 |
.64 |
98,258,706 |
| 1850 |
845,174 |
.49 |
173,509,526 |
| 1860 |
3,536,119 |
1.00 |
353,616,119 |
| 1870 |
5,024,834 |
1.16 |
435,958,408 |
| 1875 |
9,645,884 |
1.81 |
533,005,436 |
| 1880 |
10,303,952 |
1.54 |
667,954,746 |
| 1881 |
11,035,942 |
1.72 |
642,664,628 |
| 1882 |
11,556,826 |
1.59 |
724,639,574 |
| 1883 |
12,648,195 |
1.75 |
723,180,924 |
| 1884 |
12,288,615 |
1.84 |
667,697,693 |
| 1885 |
13,671,507 |
2.37 |
577,527,329 |
| 1886 |
16,310,485 |
2.57 |
635,436,136 |
| 1887 |
8,002,275 |
1.16 |
692,319,768 |
| 1888 |
8,940,754 |
1.24 |
723,957,114 |
| 1889 |
8,635,860 |
1.16 |
745,131,652 |
| 1890 |
9,251,325 |
1.17 |
789,310,409 |
| 1891 |
8,355,632 |
.99 |
844,916,196 |
| 1892 |
6,458,073 |
.78 |
827,402,462 |
| 1893 |
7,347,377 |
.85 |
866,400,922 |
| 1894 |
4,557,045 |
.70 |
654,994,622 |
| 1895 |
6,596,915 |
.90 |
731,969,965 |
| 1896 |
5,559,113 |
.71 |
779,724,674 |
| 1897 |
4,611,981 |
.60 |
764,730,412 |
| 1898 |
4,338,165 |
.70 |
616,049,654 |
| 1899 |
4,730,863 |
.68 |
697,148,489 |
| 1900 |
5,407,979 |
.64 |
849,941,184 |
| 1901 |
6,157,048 |
.74 |
823,172,165 |
| 1902 |
5,611,410 |
.62 |
903,320,948 |
| 1903 |
5,896,825 |
.58 |
1,025,719,237 |
| 1904 |
6,754,620 |
.68 |
991,087,371 |
| 1905 |
6,665,061 |
.60 |
1,117,513,071 |
| 1906 |
9,100,980 |
.74 |
1,226,562,446 |
| 1907 |
10,700,947 |
.75 |
1,434,421,425 |
| 1908 |
10,406,902 |
.87 |
1,194,341,792 |
| 1909 |
9,452,095 |
.72 |
1,311,920,224 |
[Pg 309]
Commerce of the United States by Great Groups, 1820 to 1909.
Exports (domestic).
| Year ending June 30— |
Foodstuffs in crude condition and food animals. |
Foodstuffs partly or wholly prepared. |
Crude materials for use in manufacturing. |
Manufactures for further use in manufacturing. |
| Dollars. |
Percent of Total |
Dollars. |
Percent of Total |
Dollars. |
Percent of Total |
Dollars. |
Percent of Total |
| 1820 |
2,474,822 |
4.79 |
10,085,366 |
19.51 |
31,246,382 |
60.46 |
4,867,379 |
9.42 |
| 1830 |
2,724,181 |
4.65 |
9,556,992 |
16.32 |
36,482,266 |
62.34 |
4,117,606 |
7.04 |
| 1840 |
4,564,532 |
4.09 |
15,936,108 |
14.27 |
75,488,421 |
67.61 |
4,841,101 |
4.34 |
| 1850 |
7,535,764 |
5.59 |
20,017,162 |
14.84 |
83,984,707 |
62.26 |
6,060,900 |
4.49 |
| 1860 |
12,166,447 |
3.85 |
38,624,949 |
12.21 |
216,009,648 |
68.31 |
12,641,625 |
3.99 |
| 1870 |
41,852,630 |
11.12 |
50,919,666 |
13.53 |
213,439,991 |
56.64 |
13,711,708 |
3.66 |
| 1875 |
79,077,679 |
15.84 |
110,292,780 |
22.09 |
206,271,795 |
41.31 |
27,458,054 |
5.50 |
| 1880 |
266,108,950 |
32.30 |
193,352,723 |
23.47 |
238,787,934 |
28.98 |
29,044,159 |
3.52 |
| 1881 |
241,641,847 |
27.34 |
226,386,821 |
25.62 |
278,918,722 |
31.55 |
32,820,713 |
3.71 |
| 1882 |
155,008,497 |
21.14 |
178,002,738 |
24.28 |
233,294,072 |
31.82 |
37,164,800 |
5.07 |
| 1883 |
163,196,443 |
20.29 |
186,392,822 |
23.18 |
288,841,684 |
35.92 |
37,996,198 |
4.72 |
| 1884 |
130,395,872 |
17.99 |
194,703,245 |
26.86 |
239,510,224 |
33.04 |
37,800,437 |
5.21 |
| 1885 |
123,326,867 |
16.97 |
201,800,801 |
27.77 |
248,611,181 |
34.22 |
39,437,313 |
5.42 |
| 1886 |
100,799,692 |
15.13 |
162,689,021 |
24.43 |
254,409,407 |
38.21 |
34,037,715 |
5.11 |
| 1887 |
125,453,686 |
17.85 |
175,784,781 |
25.00 |
250,236,436 |
35.60 |
36,732,490 |
5.22 |
| 1888 |
86,368,408 |
12.63 |
169,872,314 |
24.84 |
271,275,629 |
39.67 |
40,176,023 |
5.88 |
| 1889 |
98,847,455 |
13.54 |
174,504,227 |
23.90 |
286,235,227 |
39.19 |
42,712,932 |
5.85 |
| 1890 |
132,073,183 |
15.62 |
224,756,580 |
26.59 |
304,566,922 |
36.03 |
46,454,992 |
5.50 |
| 1891 |
106,155,721 |
12.17 |
226,448,303 |
25.96 |
346,848,321 |
39.77 |
47,961,372 |
5.49 |
| 1892 |
262,455,846 |
25.84 |
250,438,545 |
24.66 |
315,096,548 |
31.02 |
50,284,241 |
4.95 |
| 1893 |
153,277,859 |
18.43 |
247,075,061 |
29.73 |
247,289,240 |
29.75 |
49,070,703 |
5.94 |
| 1894 |
133,196,928 |
15.30 |
249,846,142 |
28.77 |
276,068,989 |
31.70 |
67,145,189 |
7.72 |
| 1895 |
99,051,108 |
12.49 |
219,125,531 |
27.62 |
264,194,679 |
33.30 |
61,812,896 |
7.78 |
| 1896 |
128,550,669 |
14.90 |
219,413,574 |
25.41 |
251,817,571 |
29.17 |
76,219,728 |
8.85 |
| 1897 |
181,420,814 |
17.58 |
235,051,930 |
22.79 |
296,834,858 |
28.76 |
98,284,243 |
9.52 |
| 1898 |
305,108,915 |
25.21 |
284,879,827 |
23.54 |
286,311,334 |
23.66 |
101,990,563 |
8.43 |
| 1899 |
232,903,066 |
19.35 |
304,754,736 |
25.31 |
277,723,374 |
23.07 |
117,730,260 |
9.78 |
| 1900 |
227,347,193 |
16.59 |
318,126,502 |
23.28 |
325,589,000 |
23.75 |
152,890,591 |
11.15 |
| 1901 |
246,394,140 |
16.88 |
336,605,378 |
23.05 |
397,767,463 |
27.24 |
148,013,625 |
10.12 |
| 1902 |
184,786,389 |
13.63 |
328,831,350 |
24.27 |
373,595,243 |
27.56 |
131,918,311 |
9.73 |
| 1903 |
185,308,064 |
13.31 |
323,244,251 |
23.22 |
408,679,699 |
29.35 |
140,415,620 |
10.09 |
| 1904 |
135,747,224 |
9.46 |
308,835,694 |
21.52 |
461,716,328 |
32.17 |
174,574,136 |
12.17 |
| 1905 |
118,185,098 |
7.92 |
283,064,680 |
18.98 |
472,665,309 |
31.69 |
209,361,544 |
14.03 |
| 1906 |
177,216,467 |
10.32 |
347,385,462 |
20.22 |
500,536,700 |
29.13 |
226,210,513 |
13.17 |
| 1907 |
167,348,227 |
9.03 |
345,706,609 |
18.65 |
593,145,135 |
32.00 |
259,414,784 |
13.99 |
| 1908 |
189,051,824 |
10.30 |
331,961,663 |
18.10 |
556,681,462 |
30.33 |
261,105,883 |
14.23 |
| 1909 |
135,663,625 |
8.28 |
302,457,444 |
18.46 |
520,768,631 |
31.78 |
229,937,155 |
14.04 |
| Year ending June 30— |
Manufactures ready for consumption. |
Miscellaneous. |
Total. |
| Dollars. |
Percent
of Total |
Dollars. |
Percent
of Total |
Dollars. |
| 1820 |
2,925,165 |
5.66 |
84,526 |
0.16 |
51,683,640 |
| 1830 |
5,461,589 |
9.34 |
182,244 |
.31 |
58,524,878 |
| 1840 |
10,584,079 |
9.47 |
246,320 |
.22 |
111,660,561 |
| 1850 |
17,162,206 |
12.72 |
139,494 |
.10 |
134,900,233 |
| 1860 |
35,811,383 |
11.33 |
988,371 |
.31 |
316,242,423 |
| 1870 |
56,329,137 |
14.96 |
363,341 |
.09 |
376,616,473 |
| 1875 |
74,503,493 |
14.92 |
1,680,299 |
.34 |
499,284,100 |
| 1880 |
92,774,139 |
11.26 |
3,878,448 |
.47 |
823,946,353 |
| 1881 |
102,458,449 |
11.59 |
1,699,395 |
.19 |
883,925,947 |
| 1882 |
124,835,385 |
17.02 |
4,934,240 |
.67 |
733,239,732 |
| 1883 |
122,448,549 |
15.23 |
5,347,936 |
.66 |
804,223,632 |
| 1884 |
118,172,882 |
16.30 |
4,382,192 |
.60 |
724,964,852 |
| 1885 |
110,818,865 |
15.25 |
2,687,919 |
.37 |
726,682,946 |
| 1886 |
111,627,312 |
16.76 |
2,401,382 |
.36 |
665,964,529 |
| 1887 |
112,417,839 |
15.99 |
2,397,691 |
.34 |
703,022,923 |
| 1888 |
113,892,689 |
16.65 |
2,277,041 |
.33 |
683,862,104 |
| 1889 |
123,183,883 |
16.87 |
4,798,885 |
.65 |
730,282,609 |
| 1890 |
132,527,050 |
15.68 |
4,915,101 |
.58 |
845,293,828 |
| 1891 |
140,349,741 |
16.09 |
4,506,825 |
.52 |
872,270,283 |
| 1892 |
132,792,441 |
13.07 |
4,664,390 |
.46 |
1,015,732,011 |
| 1893 |
129,938,284 |
15.63 |
4,379,638 |
.52 |
831,030,785 |
| 1894 |
135,659,274 |
15.61 |
7,288,415 |
.84 |
869,204,937 |
| 1895 |
143,244,969 |
18.06 |
5,963,407 |
.75 |
793,392,590 |
| 1896 |
181,789,157 |
21.04 |
5,409,788 |
.63 |
863,200,487 |
| 1897 |
212,959,122 |
20.63 |
7,456,636 |
.72 |
1,032,007,603 |
| 1898 |
222,537,358 |
18.38 |
9,463,916 |
.78 |
1,210,291,913 |
| 1899 |
262,656,583 |
21.81 |
8,163,203 |
.68 |
1,203,931,222 |
| 1900 |
331,955,684 |
24.15 |
14,854,601 |
1.08 |
1,370,763,571 |
| 1901 |
317,764,367 |
21.76 |
13,917,833 |
.95 |
1,460,462,806 |
| 1902 |
321,946,540 |
23.75 |
14,404,028 |
1.06 |
1,355,481,861 |
| 1903 |
327,489,757 |
23.52 |
7,100,911 |
.51 |
1,392,231,302 |
| 1904 |
348,745,843 |
24.30 |
5,559,792 |
.38 |
1,435,179,017 |
| 1905 |
402,064,030 |
26.95 |
6,403,980 |
.43 |
1,491,744,641 |
| 1906 |
459,812,656 |
26.76 |
6,791,584 |
.40 |
1,717,953,382 |
| 1907 |
480,708,667 |
25.93 |
7,394,612 |
.40 |
1,853,718,034 |
| 1908 |
489,469,958 |
26.68 |
6,515,567 |
.36 |
1,834,786,357 |
| 1909 |
441,820,754 |
26.97 |
7,707,984 |
.47 |
1,638,355,593 |
| Year ending June 30— |
Foodstuffs in crude condition and food animals. |
| Dollars. |
Percent
of
Total |
| 1820 |
2,474,822 |
4.79 |
| 1830 |
2,724,181 |
4.65 |
| 1840 |
4,564,532 |
4.09 |
| 1850 |
7,535,764 |
5.59 |
| 1860 |
12,166,447 |
3.85 |
| 1870 |
41,852,630 |
11.12 |
| 1875 |
79,077,679 |
15.84 |
| 1880 |
266,108,950 |
32.30 |
| 1881 |
241,641,847 |
27.34 |
| 1882 |
155,008,497 |
21.14 |
| 1883 |
163,196,443 |
20.29 |
| 1884 |
130,395,872 |
17.99 |
| 1885 |
123,326,867 |
16.97 |
| 1886 |
100,799,692 |
15.13 |
| 1887 |
125,453,686 |
17.85 |
| 1888 |
86,368,408 |
12.63 |
| 1889 |
98,847,455 |
13.54 |
| 1890 |
132,073,183 |
15.62 |
| 1891 |
106,155,721 |
12.17 |
| 1892 |
262,455,846 |
25.84 |
| 1893 |
153,277,859 |
18.43 |
| 1894 |
133,196,928 |
15.30 |
| 1895 |
99,051,108 |
12.49 |
| 1896 |
128,550,669 |
14.90 |
| 1897 |
181,420,814 |
17.58 |
| 1898 |
305,108,915 |
25.21 |
| 1899 |
232,903,066 |
19.35 |
| 1900 |
227,347,193 |
16.59 |
| 1901 |
246,394,140 |
16.88 |
| 1902 |
184,786,389 |
13.63 |
| 1903 |
185,308,064 |
13.31 |
| 1904 |
135,747,224 |
9.46 |
| 1905 |
118,185,098 |
7.92 |
| 1906 |
177,216,467 |
10.32 |
| 1907 |
167,348,227 |
9.03 |
| 1908 |
189,051,824 |
10.30 |
| 1909 |
135,663,625 |
8.28 |
| Year ending June 30— |
Foodstuffs partly or wholly prepared. |
| Dollars. |
Percent
of
Total |
| 1820 |
10,085,366 |
19.51 |
| 1830 |
9,556,992 |
16.32 |
| 1840 |
15,936,108 |
14.27 |
| 1850 |
20,017,162 |
14.84 |
| 1860 |
38,624,949 |
12.21 |
| 1870 |
50,919,666 |
13.53 |
| 1875 |
110,292,780 |
22.09 |
| 1880 |
193,352,723 |
23.47 |
| 1881 |
226,386,821 |
25.62 |
| 1882 |
178,002,738 |
24.28 |
| 1883 |
186,392,822 |
23.18 |
| 1884 |
194,703,245 |
26.86 |
| 1885 |
201,800,801 |
27.77 |
| 1886 |
162,689,021 |
24.43 |
| 1887 |
175,784,781 |
25.00 |
| 1888 |
169,872,314 |
24.84 |
| 1889 |
174,504,227 |
23.90 |
| 1890 |
224,756,580 |
26.59 |
| 1891 |
226,448,303 |
25.96 |
| 1892 |
250,438,545 |
24.66 |
| 1893 |
247,075,061 |
29.73 |
| 1894 |
249,846,142 |
28.77 |
| 1895 |
219,125,531 |
27.62 |
| 1896 |
219,413,574 |
25.41 |
| 1897 |
235,051,930 |
22.79 |
| 1898 |
284,879,827 |
23.54 |
| 1899 |
304,754,736 |
25.31 |
| 1900 |
318,126,502 |
23.28 |
| 1901 |
336,605,378 |
23.05 |
| 1902 |
328,831,350 |
24.27 |
| 1903 |
323,244,251 |
23.22 |
| 1904 |
308,835,694 |
21.52 |
| 1905 |
283,064,680 |
18.98 |
| 1906 |
347,385,462 |
20.22 |
| 1907 |
345,706,609 |
18.65 |
| 1908 |
331,961,663 |
18.10 |
| 1909 |
302,457,444 |
18.46 |
| Year ending June 30— |
Crude materials for use in manufacturing. |
| Dollars. |
Percent
of
Total |
| 1820 |
31,246,382 |
60.46 |
| 1830 |
36,482,266 |
62.34 |
| 1840 |
75,488,421 |
67.61 |
| 1850 |
83,984,707 |
62.26 |
| 1860 |
216,009,648 |
68.31 |
| 1870 |
213,439,991 |
56.64 |
| 1875 |
206,271,795 |
41.31 |
| 1880 |
238,787,934 |
28.98 |
| 1881 |
278,918,722 |
31.55 |
| 1882 |
233,294,072 |
31.82 |
| 1883 |
288,841,684 |
35.92 |
| 1884 |
239,510,224 |
33.04 |
| 1885 |
248,611,181 |
34.22 |
| 1886 |
254,409,407 |
38.21 |
| 1887 |
250,236,436 |
35.60 |
| 1888 |
271,275,629 |
39.67 |
| 1889 |
286,235,227 |
39.19 |
| 1890 |
304,566,922 |
36.03 |
| 1891 |
346,848,321 |
39.77 |
| 1892 |
315,096,548 |
31.02 |
| 1893 |
247,289,240 |
29.75 |
| 1894 |
276,068,989 |
31.70 |
| 1895 |
264,194,679 |
33.30 |
| 1896 |
251,817,571 |
29.17 |
| 1897 |
296,834,858 |
28.76 |
| 1898 |
286,311,334 |
23.66 |
| 1899 |
277,723,374 |
23.07 |
| 1900 |
325,589,000 |
23.75 |
| 1901 |
397,767,463 |
27.24 |
| 1902 |
373,595,243 |
27.56 |
| 1903 |
408,679,699 |
29.35 |
| 1904 |
461,716,328 |
32.17 |
| 1905 |
472,665,309 |
31.69 |
| 1906 |
500,536,700 |
29.13 |
| 1907 |
593,145,135 |
32.00 |
| 1908 |
556,681,462 |
30.33 |
| 1909 |
520,768,631 |
31.78 |
| Year ending June 30— |
Manufactures for further use in manufacturing. |
| Dollars. |
Percent
of
Total |
| 1820 |
4,867,379 |
9.42 |
| 1830 |
4,117,606 |
7.04 |
| 1840 |
4,841,101 |
4.34 |
| 1850 |
6,060,900 |
4.49 |
| 1860 |
12,641,625 |
3.99 |
| 1870 |
13,711,708 |
3.66 |
| 1875 |
27,458,054 |
5.50 |
| 1880 |
29,044,159 |
3.52 |
| 1881 |
32,820,713 |
3.71 |
| 1882 |
37,164,800 |
5.07 |
| 1883 |
37,996,198 |
4.72 |
| 1884 |
37,800,437 |
5.21 |
| 1885 |
39,437,313 |
5.42 |
| 1886 |
34,037,715 |
5.11 |
| 1887 |
36,732,490 |
5.22 |
| 1888 |
40,176,023 |
5.88 |
| 1889 |
42,712,932 |
5.85 |
| 1890 |
46,454,992 |
5.50 |
| 1891 |
47,961,372 |
5.49 |
| 1892 |
50,284,241 |
4.95 |
| 1893 |
49,070,703 |
5.94 |
| 1894 |
67,145,189 |
7.72 |
| 1895 |
61,812,896 |
7.78 |
| 1896 |
76,219,728 |
8.85 |
| 1897 |
98,284,243 |
9.52 |
| 1898 |
101,990,563 |
8.43 |
| 1899 |
117,730,260 |
9.78 |
| 1900 |
152,890,591 |
11.15 |
| 1901 |
148,013,625 |
10.12 |
| 1902 |
131,918,311 |
9.73 |
| 1903 |
140,415,620 |
10.09 |
| 1904 |
174,574,136 |
12.17 |
| 1905 |
209,361,544 |
14.03 |
| 1906 |
226,210,513 |
13.17 |
| 1907 |
259,414,784 |
13.99 |
| 1908 |
261,105,883 |
14.23 |
| 1909 |
229,937,155 |
14.04 |
Year ending
June 30— |
Manufactures ready
for consumption. |
| Dollars. |
Percent
of
Total |
| 1820 |
2,925,165 |
5.66 |
| 1830 |
5,461,589 |
9.34 |
| 1840 |
10,584,079 |
9.47 |
| 1850 |
17,162,206 |
12.72 |
| 1860 |
35,811,383 |
11.33 |
| 1870 |
56,329,137 |
14.96 |
| 1875 |
74,503,493 |
14.92 |
| 1880 |
92,774,139 |
11.26 |
| 1881 |
102,458,449 |
11.59 |
| 1882 |
124,835,385 |
17.02 |
| 1883 |
122,448,549 |
15.23 |
| 1884 |
118,172,882 |
16.30 |
| 1885 |
110,818,865 |
15.25 |
| 1886 |
111,627,312 |
16.76 |
| 1887 |
112,417,839 |
15.99 |
| 1888 |
113,892,689 |
16.65 |
| 1889 |
123,183,883 |
16.87 |
| 1890 |
132,527,050 |
15.68 |
| 1891 |
140,349,741 |
16.09 |
| 1892 |
132,792,441 |
13.07 |
| 1893 |
129,938,284 |
15.63 |
| 1894 |
135,659,274 |
15.61 |
| 1895 |
143,244,969 |
18.06 |
| 1896 |
181,789,157 |
21.04 |
| 1897 |
212,959,122 |
20.63 |
| 1898 |
222,537,358 |
18.38 |
| 1899 |
262,656,583 |
21.81 |
| 1900 |
331,955,684 |
24.15 |
| 1901 |
317,764,367 |
21.76 |
| 1902 |
321,946,540 |
23.75 |
| 1903 |
327,489,757 |
23.52 |
| 1904 |
348,745,843 |
24.30 |
| 1905 |
402,064,030 |
26.95 |
| 1906 |
459,812,656 |
26.76 |
| 1907 |
480,708,667 |
25.93 |
| 1908 |
489,469,958 |
26.68 |
| 1909 |
441,820,754 |
26.97 |
Year ending
June 30— |
Miscellaneous. |
Total. |
| Dollars. |
Percent
of
Total |
Dollars. |
| 1820 |
84,526 |
0.16 |
51,683,640 |
| 1830 |
182,244 |
.31 |
58,524,878 |
| 1840 |
246,320 |
.22 |
111,660,561 |
| 1850 |
139,494 |
.10 |
134,900,233 |
| 1860 |
988,371 |
.31 |
316,242,423 |
| 1870 |
363,341 |
.09 |
376,616,473 |
| 1875 |
1,680,299 |
.34 |
499,284,100 |
| 1880 |
3,878,448 |
.47 |
823,946,353 |
| 1881 |
1,699,395 |
.19 |
883,925,947 |
| 1882 |
4,934,240 |
.67 |
733,239,732 |
| 1883 |
5,347,936 |
.66 |
804,223,632 |
| 1884 |
4,382,192 |
.60 |
724,964,852 |
| 1885 |
2,687,919 |
.37 |
726,682,946 |
| 1886 |
2,401,382 |
.36 |
665,964,529 |
| 1887 |
2,397,691 |
.34 |
703,022,923 |
| 1888 |
2,277,041 |
.33 |
683,862,104 |
| 1889 |
4,798,885 |
.65 |
730,282,609 |
| 1890 |
4,915,101 |
.58 |
845,293,828 |
| 1891 |
4,506,825 |
.52 |
872,270,283 |
| 1892 |
4,664,390 |
.46 |
1,015,732,011 |
| 1893 |
4,379,638 |
.52 |
831,030,785 |
| 1894 |
7,288,415 |
.84 |
869,204,937 |
| 1895 |
5,963,407 |
.75 |
793,392,590 |
| 1896 |
5,409,788 |
.63 |
863,200,487 |
| 1897 |
7,456,636 |
.72 |
1,032,007,603 |
| 1898 |
9,463,916 |
.78 |
1,210,291,913 |
| 1899 |
8,163,203 |
.68 |
1,203,931,222 |
| 1900 |
14,854,601 |
1.08 |
1,370,763,571 |
| 1901 |
13,917,833 |
.95 |
1,460,462,806 |
| 1902 |
14,404,028 |
1.06 |
1,355,481,861 |
| 1903 |
7,100,911 |
.51 |
1,392,231,302 |
| 1904 |
5,559,792 |
.38 |
1,435,179,017 |
| 1905 |
6,403,980 |
.43 |
1,491,744,641 |
| 1906 |
6,791,584 |
.40 |
1,717,953,382 |
| 1907 |
7,394,612 |
.40 |
1,853,718,034 |
| 1908 |
6,515,567 |
.36 |
1,834,786,357 |
| 1909 |
7,707,984 |
.47 |
1,638,355,593 |
[Pg 310]
Population of the United States 10 Years of Age and Upward, Engaged in Manufacturing
and Other Gainful Occupations, Census Year 1900, by Sex.
[From reports of the Bureau of the Census, Department of Commerce and Labor.]
| OCCUPATION. |
1900. |
| Male. |
Female. |
Total. |
| AGRICULTURAL PURSUITS |
9,404,429 |
977,336 |
10,381,765 |
| PROFESSIONAL SERVICE |
827,941 |
430,597 |
1,258,538 |
| DOMESTIC AND PERSONAL SERVICE |
3,485,208 |
2,095,449 |
5,580,657 |
| TRADE AND TRANSPORTATION |
4,263,617 |
503,347 |
4,766,964 |
MANUFACTURING AND
MECHANICAL PURSUITS |
5,772,641 |
1,312,668 |
7,085,309 |
Building trades. |
|
|
| Carpenters and joiners |
599,707 |
545 |
600,252 |
| Masons (brick and stone) |
160,638 |
167 |
160,805 |
| Painters, glaziers, and varnishers |
275,782 |
1,759 |
277,541 |
| Paper hangers |
21,749 |
241 |
21,990 |
| Plasterers |
35,649 |
45 |
35,694 |
| Plumbers and gas and steam fitters |
97,659 |
126 |
97,785 |
| Roofers and slaters |
9,065 |
2 |
9,067 |
| Mechanics (not otherwise specified) |
9,351 |
27 |
9,378 |
Chemicals and allied products. |
|
|
| Oil well and oil works employes |
24,573 |
53 |
24,626 |
| Other chemical workers |
12,035 |
2,688 |
14,723 |
Clay, glass, and stone products. |
|
|
| Brick and tile makers, etc. |
49,455 |
478 |
49,933 |
| Glassworkers |
47,377 |
2,621 |
49,998 |
| Marble and stone cutters |
54,317 |
143 |
54,460 |
| Potters |
13,200 |
2,940 |
16,140 |
Fishing and mining. |
|
|
| Fishermen and oystermen |
68,478 |
462 |
68,940 |
| Miners and quarrymen |
562,417 |
989 |
563,406 |
Food and kindred products. |
|
|
| Bakers |
74,860 |
4,328 |
79,188 |
| Butchers |
112,815 |
378 |
113,193 |
| Butter and cheese makers |
18,593 |
648 |
19,241 |
| Confectioners |
21,980 |
9,214 |
31,194 |
| Millers |
40,362 |
186 |
40,548 |
| Other food preparers |
23,640 |
5,142 |
28,782 |
Iron and steel and their products. |
|
|
| Blacksmiths |
226,284 |
193 |
226,477 |
| Iron and steel workers |
287,241 |
3,297 |
290,538 |
| Machinists |
282,574 |
571 |
283,145 |
| Steam boiler makers |
33,038 |
8 |
33,046 |
| Stove, furnace, and grate makers |
12,430 |
43 |
12,473 |
| Tool and cutlery makers |
27,376 |
746 |
28,122 |
| Wheelwrights |
13,495 |
10 |
13,505 |
| Wireworkers |
16,701 |
1,786 |
18,487 |
Leather and its finished products. |
|
|
| Boot and shoe makers and repairers |
169,393 |
39,510 |
208,903 |
| Harness and saddle makers and repairers |
39,506 |
595 |
40,101 |
| Leather curriers and tanners |
40,917 |
1,754 |
42,671 |
| Trunk and leather-case makers, etc. |
5,472 |
1,579 |
7,051 |
Liquors and beverages. |
|
|
| Bottlers and soda water makers, etc. |
9,725 |
794 |
10,519 |
| Brewers and maltsters |
20,687 |
275 |
20,962 |
| Distillers and rectifiers |
3,114 |
30 |
3,144 |
Lumber and its remanufactures. |
|
|
| Cabinetmakers |
35,552 |
67 |
35,619 |
| Coopers |
37,087 |
113 |
37,200 |
| Saw and planing mill employes |
161,251 |
373 |
161,624 |
| Other woodworkers |
104,791 |
6,805 |
111,596
[Pg 311] |
Metals and metal products other than iron and steel. |
|
|
| Brassworkers |
25,870 |
890 |
26,760 |
| Clock and watch makers and repairers |
19,305 |
4,815 |
24,120 |
| Gold and silver workers |
19,732 |
6,380 |
26,112 |
| Tin plate and tinware makers |
68,730 |
1,775 |
70,505 |
| Other metal workers |
54,282 |
2,320 |
56,602 |
Paper and printing. |
|
|
| Bookbinders |
14,646 |
15,632 |
30,278 |
| Box makers (paper) |
3,796 |
17,302 |
21,098 |
| Engravers |
10,698 |
453 |
11,151 |
| Paper and pulp mill operatives |
26,904 |
9,424 |
36,328 |
| Printers, lithographers, and pressmen |
139,166 |
15,981 |
155,147 |
Textiles. |
|
|
| Bleachery and dye works operatives |
20,493 |
1,785 |
22,278 |
| Carpet factory operatives |
10,371 |
9,001 |
19,372 |
| Cotton mill operatives |
125,788 |
120,603 |
246,391 |
| Hosiery and knitting mill operatives |
12,630 |
34,490 |
47,120 |
| Silk mill operatives |
22,023 |
32,437 |
54,460 |
| Woolen mill operatives |
42,566 |
30,630 |
73,196 |
| Other textile mill operatives |
53,437 |
51,182 |
104,619 |
| Dressmakers |
2,090 |
344,794 |
346,884 |
| Hat and cap makers |
15,110 |
7,623 |
22,733 |
| Milliners |
1,739 |
86,120 |
87,859 |
| Seamstresses |
4,837 |
146,105 |
150,942 |
| Shirt, collar, and cuff makers |
8,491 |
30,941 |
39,432 |
| Tailors and tailoresses |
160,714 |
68,935 |
229,649 |
| Other textile workers |
8,862 |
20,671 |
29,533 |
Miscellaneous industries. |
|
|
| Broom and brush makers |
8,643 |
1,577 |
10,220 |
| Charcoal, coke, and lime burners |
14,405 |
31 |
14,436 |
| Engineers and firemen (not locomotive) |
223,318 |
177 |
223,495 |
| Glovemakers |
4,503 |
7,768 |
12,271 |
| Manufacturers and officials, etc. |
239,649 |
3,360 |
243,009 |
| Model and pattern makers |
14,869 |
204 |
15,073 |
| Photographers |
23,361 |
3,580 |
26,941 |
| Rubber factory operatives |
14,492 |
7,374 |
21,866 |
| Tobacco and cigar factory operatives |
87,955 |
43,497 |
131,452 |
| Upholsterers |
28,663 |
2,158 |
30,821 |
| Other miscellaneous industries |
380,167 |
90,922 |
471,089 |
| Total manufacturing and mechanical pursuits |
5,772,641 |
1,312,668 |
7,085,309 |
| Grand total |
23,753,836 |
5,319,397 |
29,073,233 |
| OCCUPATION. |
1900. |
| Male. |
Female. |
| AGRICULTURAL PURSUITS |
9,404,429 |
977,336 |
| PROFESSIONAL SERVICE |
827,941 |
430,597 |
| DOMESTIC AND PERSONAL SERVICE |
3,485,208 |
2,095,449 |
| TRADE AND TRANSPORTATION |
4,263,617 |
503,347 |
MANUFACTURING AND
MECHANICAL PURSUITS |
5,772,641 |
1,312,668 |
Building trades. |
|
|
| Carpenters and joiners |
599,707 |
545 |
| Masons (brick and stone) |
160,638 |
167 |
| Painters, glaziers, and varnishers |
275,782 |
1,759 |
| Paper hangers |
21,749 |
241 |
| Plasterers |
35,649 |
45 |
| Plumbers and gas and steam fitters |
97,659 |
126 |
| Roofers and slaters |
9,065 |
2 |
| Mechanics (not otherwise specified) |
9,351 |
27 |
Chemicals and allied products. |
|
|
| Oil well and oil works employes |
24,573 |
53 |
| Other chemical workers |
12,035 |
2,688 |
Clay, glass, and stone products. |
|
|
| Brick and tile makers, etc. |
49,455 |
478 |
| Glassworkers |
47,377 |
2,621 |
| Marble and stone cutters |
54,317 |
143 |
| Potters |
13,200 |
2,940 |
Fishing and mining. |
|
|
| Fishermen and oystermen |
68,478 |
462 |
| Miners and quarrymen |
562,417 |
989 |
Food and kindred products. |
|
|
| Bakers |
74,860 |
4,328 |
| Butchers |
112,815 |
378 |
| Butter and cheese makers |
18,593 |
648 |
| Confectioners |
21,980 |
9,214 |
| Millers |
40,362 |
186 |
| Other food preparers |
23,640 |
5,142 |
Iron and steel and their products. |
|
|
| Blacksmiths |
226,284 |
193 |
| Iron and steel workers |
287,241 |
3,297 |
| Machinists |
282,574 |
571 |
| Steam boiler makers |
33,038 |
8 |
| Stove, furnace, and grate makers |
12,430 |
43 |
| Tool and cutlery makers |
27,376 |
746 |
| Wheelwrights |
13,495 |
10 |
| Wireworkers |
16,701 |
1,786 |
Leather and its finished products. |
|
|
| Boot and shoe makers and repairers |
169,393 |
39,510 |
| Harness and saddle makers and repairers |
39,506 |
595 |
| Leather curriers and tanners |
40,917 |
1,754 |
| Trunk and leather-case makers, etc. |
5,472 |
1,579 |
Liquors and beverages. |
|
|
| Bottlers and soda water makers, etc. |
9,725 |
794 |
| Brewers and maltsters |
20,687 |
275 |
| Distillers and rectifiers |
3,114 |
30 |
Lumber and its remanufactures. |
|
|
| Cabinetmakers |
35,552 |
67 |
| Coopers |
37,087 |
113 |
| Saw and planing mill employes |
161,251 |
373 |
| Other woodworkers |
104,791 |
6,805 |
Metals and metal products other than iron and steel. |
|
|
| Brassworkers |
25,870 |
890 |
| Clock and watch makers and repairers |
19,305 |
4,815 |
| Gold and silver workers |
19,732 |
6,380 |
| Tin plate and tinware makers |
68,730 |
1,775 |
| Other metal workers |
54,282 |
2,320 |
Paper and printing. |
|
|
| Bookbinders |
14,646 |
15,632 |
| Box makers (paper) |
3,796 |
17,302 |
| Engravers |
10,698 |
453 |
| Paper and pulp mill operatives |
26,904 |
9,424 |
| Printers, lithographers, and pressmen |
139,166 |
15,981 |
Textiles. |
|
|
| Bleachery and dye works operatives |
20,493 |
1,785 |
| Carpet factory operatives |
10,371 |
9,001 |
| Cotton mill operatives |
125,788 |
120,603 |
| Hosiery and knitting mill operatives |
12,630 |
34,490 |
| Silk mill operatives |
22,023 |
32,437 |
| Woolen mill operatives |
42,566 |
30,630 |
| Other textile mill operatives |
53,437 |
51,182 |
| Dressmakers |
2,090 |
344,794 |
| Hat and cap makers |
15,110 |
7,623 |
| Milliners |
1,739 |
86,120 |
| Seamstresses |
4,837 |
146,105 |
| Shirt, collar, and cuff makers |
8,491 |
30,941 |
| Tailors and tailoresses |
160,714 |
68,935 |
| Other textile workers |
8,862 |
20,671 |
Miscellaneous industries. |
|
|
| Broom and brush makers |
8,643 |
1,577 |
| Charcoal, coke, and lime burners |
14,405 |
31 |
| Engineers and firemen (not locomotive) |
223,318 |
177 |
| Glovemakers |
4,503 |
7,768 |
| Manufacturers and officials, etc. |
239,649 |
3,360 |
| Model and pattern makers |
14,869 |
204 |
| Photographers |
23,361 |
3,580 |
| Rubber factory operatives |
14,492 |
7,374 |
| Tobacco and cigar factory operatives |
87,955 |
43,497 |
| Upholsterers |
28,663 |
2,158 |
| Other miscellaneous industries |
380,167 |
90,922 |
| Total manufacturing and mechanical pursuits |
5,772,641 |
1,312,668 |
| Grand total |
23,753,836 |
5,319,397 |
| OCCUPATION. |
1900. |
| Total. |
| AGRICULTURAL PURSUITS |
10,381,765 |
| PROFESSIONAL SERVICE |
1,258,538 |
| DOMESTIC AND PERSONAL SERVICE |
5,580,657 |
| TRADE AND TRANSPORTATION |
4,766,964 |
MANUFACTURING AND
MECHANICAL PURSUITS |
7,085,309 |
Building trades. |
| Carpenters and joiners |
600,252 |
| Masons (brick and stone) |
160,805 |
| Painters, glaziers, and varnishers |
277,541 |
| Paper hangers |
21,990 |
| Plasterers |
35,694 |
| Plumbers and gas and steam fitters |
97,785 |
| Roofers and slaters |
9,067 |
| Mechanics (not otherwise specified) |
9,378 |
Chemicals and allied products. |
| Oil well and oil works employes |
24,626 |
| Other chemical workers |
14,723 |
Clay, glass, and stone products. |
| Brick and tile makers, etc. |
49,933 |
| Glassworkers |
49,998 |
| Marble and stone cutters |
54,460 |
| Potters |
16,140 |
Fishing and mining. |
| Fishermen and oystermen |
68,940 |
| Miners and quarrymen |
563,406 |
Food and kindred products. |
| Bakers |
79,188 |
| Butchers |
113,193 |
| Butter and cheese makers |
19,241 |
| Confectioners |
31,194 |
| Millers |
40,548 |
| Other food preparers |
28,782 |
Iron and steel and their products. |
| Blacksmiths |
226,477 |
| Iron and steel workers |
290,538 |
| Machinists |
283,145 |
| Steam boiler makers |
33,046 |
| Stove, furnace, and grate makers |
12,473 |
| Tool and cutlery makers |
28,122 |
| Wheelwrights |
13,505 |
| Wireworkers |
18,487 |
Leather and its finished products. |
| Boot and shoe makers and repairers |
208,903 |
| Harness and saddle makers and repairers |
40,101 |
| Leather curriers and tanners |
42,671 |
| Trunk and leather-case makers, etc. |
7,051 |
Liquors and beverages. |
| Bottlers and soda water makers, etc. |
10,519 |
| Brewers and maltsters |
20,962 |
| Distillers and rectifiers |
3,144 |
Lumber and its remanufactures. |
| Cabinetmakers |
35,619 |
| Coopers |
37,200 |
| Saw and planing mill employes |
161,624 |
| Other woodworkers |
111,596 |
Metals and metal products other than iron and steel. |
| Brassworkers |
26,760 |
| Clock and watch makers and repairers |
24,120 |
| Gold and silver workers |
26,112 |
| Tin plate and tinware makers |
70,505 |
| Other metal workers |
56,602 |
Paper and printing. |
| Bookbinders |
30,278 |
| Box makers (paper) |
21,098 |
| Engravers |
11,151 |
| Paper and pulp mill operatives |
36,328 |
| Printers, lithographers, and pressmen |
155,147 |
Textiles. |
| Bleachery and dye works operatives |
22,278 |
| Carpet factory operatives |
19,372 |
| Cotton mill operatives |
246,391 |
| Hosiery and knitting mill operatives |
47,120 |
| Silk mill operatives |
54,460 |
| Woolen mill operatives |
73,196 |
| Other textile mill operatives |
104,619 |
| Dressmakers |
346,884 |
| Hat and cap makers |
22,733 |
| Milliners |
87,859 |
| Seamstresses |
150,942 |
| Shirt, collar, and cuff makers |
39,432 |
| Tailors and tailoresses |
229,649 |
| Other textile workers |
29,533 |
Miscellaneous industries. |
| Broom and brush makers |
10,220 |
| Charcoal, coke, and lime burners |
14,436 |
| Engineers and firemen (not locomotive) |
223,495 |
| Glovemakers |
12,271 |
| Manufacturers and officials, etc. |
243,009 |
| Model and pattern makers |
15,073 |
| Photographers |
26,941 |
| Rubber factory operatives |
21,866 |
| Tobacco and cigar factory operatives |
131,452 |
| Upholsterers |
30,821 |
| Other miscellaneous industries |
471,089 |
| Total manufacturing and mechanical pursuits |
7,085,309 |
| Grand total |
29,073,233 |
[Pg 312]
World’s Development of Carrying Power, Production, and Commerce, 1800-1907.
[From “Transportation Systems of the World,” issued by the Bureau of Statistics, Department of Commerce and Labor.]
| Year. |
Population. |
Commerce. |
Carrying Power. |
| Total. |
Per capita. |
Sail. |
Steam. |
Total. |
|
Millions. |
Millions of dollars. |
Dollars. |
Thousand tons.[JJ] |
Thousand tons.[JJ] |
Thousand tons.[JJ][KK] |
| 1800[MM] |
640 |
1,479 |
2.31 |
4,026 |
… |
4,026 |
| 1820[NN] |
780 |
1,659 |
2.13 |
5,814 |
0.023 |
5,894 |
| 1830[NN] |
847 |
1,981 |
2.34 |
7,100 |
.111 |
7,528 |
| 1840[OO] |
950 |
2,789 |
2.93 |
9,012 |
.372 |
10,482 |
| 1850[OO] |
1,075 |
4,049 |
3.76 |
11,470 |
.864 |
14,902 |
| 1860[OO] |
1,205 |
7,246 |
6.01 |
14,890 |
1.723 |
21,730 |
| 1870[PP] |
1,310 |
10,663 |
8.14 |
12,900 |
3.012 |
25,100 |
| 1880[QQ] |
1,439 |
14,761 |
10.26 |
14,400 |
5.901 |
37,900 |
| 1890[RR] |
1,488 |
17,519 |
11.80 |
12,640 |
8.295 |
47,800 |
| 1900 |
1,543 |
20,105 |
13.02 |
8,119 |
13.856 |
63,543 |
| 1906 |
1,600 |
26,500 |
16.50 |
5,469 |
21.094 |
89,845 |
| 1907 |
… |
… |
… |
5,200 |
22.140 |
93,760 |
| Year. |
Railways. |
Telegraphs. |
Cables. |
Production of Cotton, Coal, and Pig iron. |
| Cotton. |
Coal. |
Pig iron. |
|
Thousand miles.[JJ] |
Thousand miles. |
Thousand miles. |
Million pounds.[JJ] |
Million
tons. |
Million tons.[JJ] |
| 1800[MM] |
… |
… |
… |
520 |
11.6 |
0.5 |
| 1820[NN] |
… |
… |
… |
630 |
17.2 |
1.0 |
| 1830[NN] |
0.2 |
… |
… |
820 |
25.1 |
1.6 |
| 1840[OO] |
5.4 |
… |
… |
1,310 |
44.8 |
2.7 |
| 1850[OO] |
24.0 |
5 |
1⁄40 |
1,435 |
81.4 |
4.4 |
| 1860[OO] |
67.4 |
100 |
1½ |
2,551 |
142.3 |
7.2 |
| 1870[PP] |
139.9 |
281 |
151½ |
2,775 |
213.4 |
11.9 |
| 1880[QQ] |
224.9 |
440 |
491½ |
3,601 |
340.0 |
18.1 |
| 1890[RR] |
390.0 |
768 |
1321½ |
5,600 |
466.0 |
25.2 |
| 1900 |
500.0 |
1,180 |
2001½ |
6,247 |
800.0 |
41.4 |
| 1906 |
[SS]562.8 |
1,200 |
2001½ |
[TT]9,971 |
[12]987.9 |
[13]58.1 |
| 1907 |
595.8 |
… |
… |
[TT]8,256 |
[UU]1,079.6 |
[VV]59.7 |
| Year. |
Population. |
Commerce. |
| Total. |
Per capita. |
|
Millions. |
Millions of dollars. |
Dollars. |
| 1800[MM] |
640 |
1,479 |
2.31 |
| 1820[NN] |
780 |
1,659 |
2.13 |
| 1830[NN] |
847 |
1,981 |
2.34 |
| 1840[OO] |
950 |
2,789 |
2.93 |
| 1850[OO] |
1,075 |
4,049 |
3.76 |
| 1860[OO] |
1,205 |
7,246 |
6.01 |
| 1870[PP] |
1,310 |
10,663 |
8.14 |
| 1880[QQ] |
1,439 |
14,761 |
10.26 |
| 1890[RR] |
1,488 |
17,519 |
11.80 |
| 1900 |
1,543 |
20,105 |
13.02 |
| 1906 |
1,600 |
26,500 |
16.50 |
| 1907 |
… |
… |
… |
| Year. |
Carrying Power. |
| Sail. |
Steam. |
Total. |
|
Thousand tons.[JJ] |
Thousand tons.[JJ] |
Thousand tons.[JJ][KK] |
| 1800[MM] |
4,026 |
… |
4,026 |
| 1820[NN] |
5,814 |
0.023 |
5,894 |
| 1830[NN] |
7,100 |
.111 |
7,528 |
| 1840[OO] |
9,012 |
.372 |
10,482 |
| 1850[OO] |
11,470 |
.864 |
14,902 |
| 1860[OO] |
14,890 |
1.723 |
21,730 |
| 1870[PP] |
12,900 |
3.012 |
25,100 |
| 1880[QQ] |
14,400 |
5.901 |
37,900 |
| 1890[RR] |
12,640 |
8.295 |
47,800 |
| 1900 |
8,119 |
13.856 |
63,543 |
| 1906 |
5,469 |
21.094 |
89,845 |
| 1907 |
5,200 |
22.140 |
93,760 |
| Year. |
Railways. |
Telegraphs. |
Cables. |
|
Thousand miles.[JJ] |
Thousand miles. |
Thousand miles. |
| 1800[MM] |
… |
… |
… |
| 1820[NN] |
… |
… |
… |
| 1830[NN] |
0.2 |
… |
… |
| 1840[OO] |
5.4 |
… |
… |
| 1850[OO] |
24.0 |
5 |
1⁄40 |
| 1860[OO] |
67.4 |
100 |
1½ |
| 1870[PP] |
139.9 |
281 |
15.0 |
| 1880[QQ] |
224.9 |
440 |
49.0 |
| 1890[RR] |
390.0 |
768 |
132.0 |
| 1900 |
500.0 |
1,180 |
200.0 |
| 1906 |
[SS]562.8 |
1,200 |
200.0 |
| 1907 |
595.8 |
… |
… |
| Year. |
Production of Cotton, Coal, and Pig iron. |
| Cotton. |
Coal. |
Pig iron. |
|
Million pounds.[JJ] |
Million
tons. |
Million tons.[JJ] |
| 1800[MM] |
520 |
11.6 |
0.5 |
| 1820[NN] |
630 |
17.2 |
1.0 |
| 1830[NN] |
820 |
25.1 |
1.6 |
| 1840[OO] |
1,310 |
44.8 |
2.7 |
| 1850[OO] |
1,435 |
81.4 |
4.4 |
| 1860[OO] |
2,551 |
142.3 |
7.2 |
| 1870[PP] |
2,775 |
213.4 |
11.9 |
| 1880[QQ] |
3,601 |
340.0 |
18.1 |
| 1890[RR] |
5,600 |
466.0 |
25.2 |
| 1900 |
6,247 |
800.0 |
41.4 |
| 1906 |
|
|
|
| 1907 |
|
|
|
| Year. |
Area
cultivated. |
Gold
production,
decade
ending
year
named. |
|
Million
acres.[JJ] |
Million
dollars.[LL] |
| 1800[MM] |
360 |
128.5 |
| 1820[NN] |
402 |
76.1 |
| 1830[NN] |
… |
94.5 |
| 1840[OO] |
492 |
134.8 |
| 1850[OO] |
… |
363.9 |
| 1860[OO] |
583 |
1,334.0 |
| 1870[PP] |
… |
1,263.0 |
| 1880[QQ] |
749 |
1,150.8 |
| 1890[RR] |
807 |
1,060.1 |
| 1900 |
875 |
2,100.0 |
| 1906 |
900 |
3,095.0 |
| 1907 | … |
3,259.5 |
[Pg 313]
1. CAPITAL INVESTED IN MANUFACTURING AT EACH CENSUS:
1850 TO 1900

2. AVERAGE NUMBER OF WAGE-EARNERS EMPLOYED IN
MANUFACTURES AT EACH CENSUS: 1850 TO 1900

3. VALUE OF PRODUCTS AT EACH CENSUS: 1850 TO 1900

4. PROPORTION WHICH AVERAGE NUMBER OF WAGE-EARNERS
EMPLOYED IN MANUFACTURES BEAR TO POPULATION
AT EACH CENSUS: 1850 TO 1900
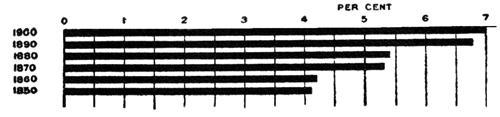
[Pg 314]
1. CAPITAL INVESTED IN MANUFACTURING IN EACH STATE
AND TERRITORY: 1900
2. CAPITAL INVESTED BY STATE GROUPS
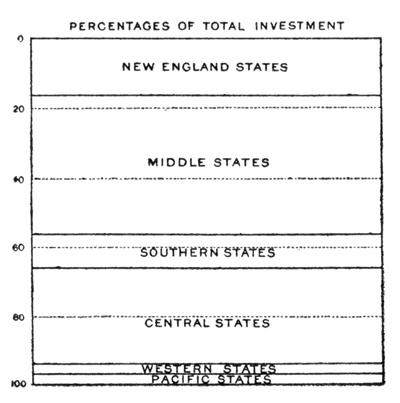
[Pg 315]
1. AVERAGE NUMBER OF WAGE-EARNERS EMPLOYED IN
MANUFACTURES: 1900.
2. AVERAGE NUMBER OF WAGE EARNERS
EMPLOYED IN MANUFACTURES
BY STATE GROUPS
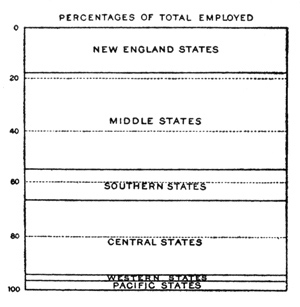
[Pg 316]
[Pg 317]
VALUE OF ALL MANUFACTURED PRODUCTS IN THE U. S., AND
PROPORTIONAL VALUE OF EACH GROUP: 1880 TO 1900
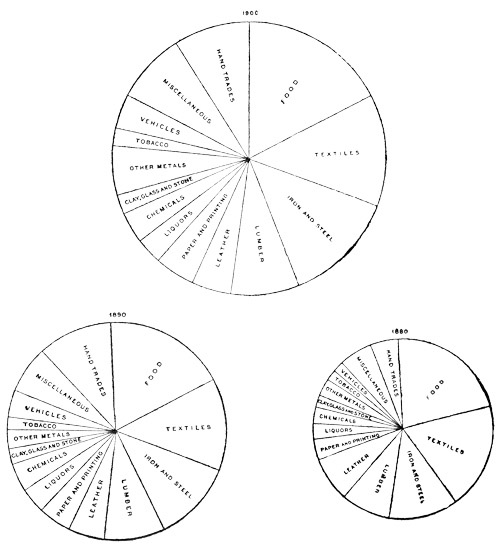
[Pg 318]
VALUE OF PRODUCTS OF MANUFACTURES PER SQUARE MILE:
1900
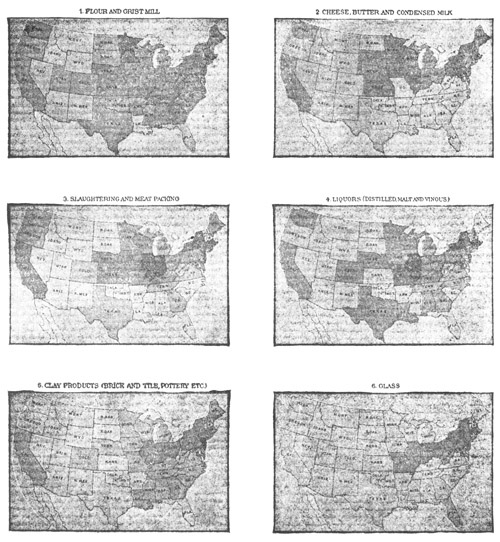
[Pg 319]
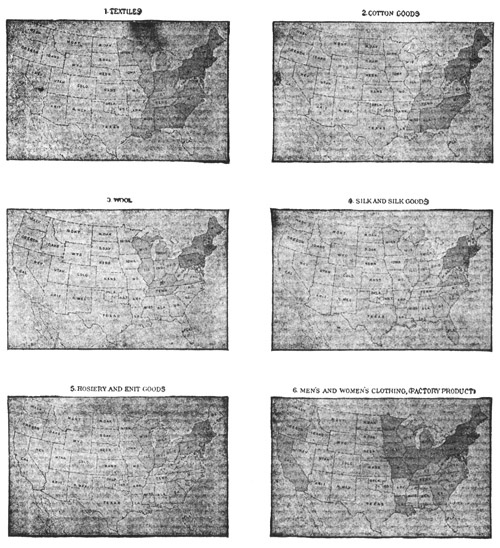
[Pg 320]
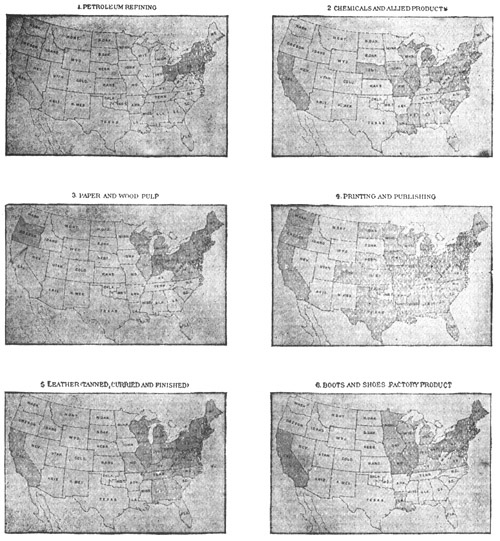
[Pg 321]
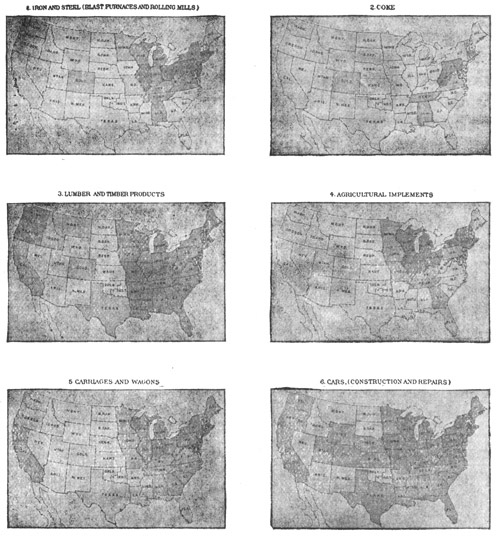

[Pg 322]
CONCRETE AND STEEL.
BY J. F. SPRINGER.
[New York author of articles in Applied Science.]
The life of properly made concrete is not known. However,
specimens from the times of the Romans are yet in
good condition. This material has very considerable ability
to resist compression; it is practically fireproof and teredo
proof; when properly protected it is probably but little
deteriorated by weather changes; and, if properly made,
it is probably inappreciably subject to chemical disintegration
when submerged. But there is one palpable fault—it
is weak when subjected to tensile stresses. On the other
hand—steel has great tensile resistivity and is strong under
transverse stress. These two materials—concrete and
steel—supplement each other in valuable qualities. The
possibility of using them in combination depends largely
upon the fact that their co-efficients of expansion are practically
the same for moderate thermal fluctuations. Steel
is easily corroded. Nor is it strictly fireproof, as temperatures
which are not excessive will induce bending and
buckling. When it is surrounded by concrete, steel is protected
against both fire and corrosion.
In many situations, steel would not alone supply the
best material of construction. And the same remark applies
to concrete. A striking instance is the case of the
six new docks in Baltimore. Three of these had already
been constructed of wood and stone, when it became evident
that the building of the remaining three and of the
long bulkhead which was part of the scheme along the same
lines would entail a larger expense than the use of reinforced
concrete construction. Steel by itself would have
been impossible of consideration because of its susceptibility
[Pg 323]
to corrosion. Concrete alone could not be used because
of the excessive cost of the increased amount of
Portland cement. It is said, that a retaining wall of all
concrete would have cost about $600 per linear foot. Reinforced
concrete costs about $58 per foot.
Steel is used, not merely as a reinforcement, but as
the material of forms. Used thus, it may, at times, not
only retain the concrete in position but also prevent the
action of the surrounding soil or water. The possibility
of using steel for forms depends largely upon the fact
that many applications of concrete are becoming standardized
rapidly. Thus is permitted a re-use of the steel form
that justifies the expense. But the employment of steel
forms sometimes involves the use of steel in the handling
of them. A further use, although perhaps more remote,
is in connection with the arrangements for the handling
of the mixed concrete and of the raw materials. Still more
remote, but still a necessary application, is the use of steel
and iron in the crushing mills and the like. When we look
at the question and inform ourselves of the ramifications,
it is not difficult to see that concrete and steel are materials
whose engineering applications are mutually involved.
Concrete is certainly replacing steel in some applications.
But, notwithstanding this, these two are to be regarded
as unopposed to each other on the whole.
When concrete is cast about steel, an adhesive bond
ensues. But this is scarcely to be regarded as sufficient
to enable the two to act as one under tensile stresses. A
mechanical bond should be employed. This is the explanation
of the somewhat complicated forms of standard reinforcement
bars.
Concrete properly reinforced is an admirable material
for factory construction. It permits of rapid erection,
is fireproof, has a long life, is adapted to weather conditions,
and is economical. The floors of concrete buildings
are easily cleaned and do not develop splinters.
[Pg 324]
One of the large automobile factories—that of the Geo.
N. Pierce Company at Buffalo, N. Y.—is a good instance
of the rapidity with which reinforced concrete buildings
may be erected. Within seven months of the date of signing
the contract with the Trussed Concrete Steel Company,
Detroit, Mich., which employs the Kahn system of
reinforcement, certain large structures were ready for use.
The floor space here is 325,000 square feet. It was necessary
to provide a number of large areas unbroken by supports.
It was found possible to use girders having spans
of 55 and 61 feet. When subjected to a load, a girder develops
compressive strains above and tensile ones below.
The concrete is well adapted to withstand the one, but
not the other. In an ordinary bridge truss, there may be
diagonals that are also under tensile stress. In the Kahn
system of reinforcement, a horizontal bar from which
rigidly attached diagonals extend upward and outward is
provided with a view of enabling the girder to withstand
the tensile stress. In accordance with this design the long
girders were constructed. Girders providing runways for
3-ton cranes were also constructed. A load of 14 tons
placed upon one of the reinforced concrete girders having
a span of 25 feet induced a deflection of only 1⁄16 inch. This
girder is 12 inches wide and 22 inches deep and its reinforcement
consists of three 1 x 3 in. Kahn bars. Hollow tile
was largely employed here in connection with the concrete.
What is known in the trade as the corrugated bar,
supplied by the Corrugated Steel Bar Company is a steel
reinforcing rod which provides shoulders by means of
which the concrete is mechanically engaged. This general
type of reinforcement is, however, not confined to this
concern. By means of this style of bar, the engineer is
able to secure the desired mechanical interlock. As the
concrete and steel expand and contract they do so together—unless
the temperature change is excessive—and so the
relation between the two is maintained. Such standard
[Pg 325]
types of reinforcing bars are applicable to multitudes of
construction. An interesting example is the railroad
bridge over the Vermilion River near Danville, Illinois.
There are three arches, the central one of which has a span
of 100 feet. About 130 tons of corrugated bars were employed
in the construction of this beautiful bridge.
Another good example of bridge construction is the
bridge over the Maumee River near Waterville, Ohio.
This structure follows the designs of the National Bridge
Company. It has a width of 16 feet between copings and
crosses the river at a point where it is 1,000 feet wide. It
is said that this reinforced bridge will carry a load of 5
tons per linear foot. The arches are 12 in number, the
longest having a span of 90 feet, and the shortest, one of
75 feet. The loading of a bridge arch produces a lateral
thrust upon the piers. If the next arch is not loaded, then
this thrust is unbalanced and must be cared for. This was
done in this case by employing part of the 100 tons of
reinforcement in a vertical position. This bridge having
a very long expectation of life was built at a cost of $77,000.
The total amount of concrete was about 9,200 cubic yards.
The city of Philadelphia has gone into the construction
of city bridges of concrete in rather an extensive way.
Among a total of 30 or more is the reinforced bridge across
Poquessing Creek, having a span of 71 feet. This bridge
is rather flat, having a rise of but 9½ feet. The reinforcement
employed here consisted in part of angle bars
placed in pairs to form a kind of T-bar. The principal reinforcement
here was the arch ribs. These were each composed
of two of the T-bars arranged one above the other
in such manner that their points of nearest approach were
at the crown. These were latticed together. Such ribs
were placed 4 feet apart. Transversely disposed steel
rods held the whole together. The mechanical interlock
here depended upon was due, no doubt, to the mutual disposition
of the various rods, etc.
[Pg 326]
A railway viaduct, one-half mile or more in length is
another example of the Kahn methods. This structure
belongs to the Richmond & Chesapeake Railway and is
located at Richmond, Va. There is a span of 70 feet which
has girders nearly 6 feet deep. At another span the girders,
probably of about the same depth, sagged but ⅛
inch upon removal of the falsework.
A style of reinforcement much used consists of a net-like
fabric of metal. This is employed largely in floors
to bind the whole mass together. In the manufacture of
this netting, a Canadian company has found it desirable
to repair the inevitable breakages of strands in manufacture
by the use of the Davis-Bournonville Company’s oxyacetylene
torch. It is said that welds can be made on the
average of one in two minutes in the case of an ordinary
weight of the fabric. This netting is made by expanding
sheets of perforated metal from a narrow to a considerable
width. It is during this expansion that the strands
sometimes break.
Another style of floor reinforcement is the fabric made
from wire. That floors properly reinforced are quite substantial
may be judged from the case of the United States
Fidelity & Guarantee Company. Their building in Baltimore
was exposed to intense heat in the great fire of 1904.
In fact, a considerable part of the side walls and the front
fell, leaving floors of concrete. A load of brick giving a
pressure of 300 pounds per square foot was arranged on
one of the floors to a distance of 5 feet to each side of one
of the girders. The deflection amounted to ⅛ inch. This
was about 1⁄20 of 1 per cent of the span. This is an example
of Hennibique construction.
Reference has already been made to the Kahn truss
reinforcement. With the same general object in view, the
Hennibique truss has been designed. There are two horizontal
bars, one above the other. The upper is, however,
not perfectly horizontal except near the center. Towards
[Pg 327]
either side, this bar rises as it recedes from the center.
These two bars are enveloped by loose stirrups arranged
vertically and at intervals. These are open at the top and
closed below.
There are two varieties of piles—the bearing pile and
the sheet pile. Their duties are quite different. One sustains
a compressive load, the other withstands a transverse
thrust. But concrete has been used for both kinds.
In the case of the bearing pile, its own intrinsic qualities
are eminently suitable. It has good compressive resistance;
it is teredo proof, and has the prospect of long life
whether conditions are wet, dry or a mixture of the two.
Wood makes an admirable bearing pile, if constantly submerged,
but it is a prey to the teredo. The necessity for
constant submergence limits the usefulness of the wood
pile. It must be cut off below the hydraulic level, and this
necessitates carrying the foundation footings to a lower
level than would otherwise ordinarily be the case. With
the concrete bearing pile, on the contrary, the footings may
be constructed at any level desired as the pile itself may be
partly submerged and partly in the dry. However, the
concrete pile may be subjected to other than compressive
stresses, especially during its placement. And so, some
reinforce it. Some, no doubt, have in view a possible buckling
when in the ground, particularly if the surrounding
soil is yielding. Reinforcement both longitudinal and
transverse is employed. Longitudinal bars are arranged
at intervals around and within the periphery. These may
be bound together by separate hoops disposed along the
length or by wire wound about the longitudinals in spirals.
In the case of concrete sheet piling, the concrete supplies
a surface and forms a protective covering to the imbedded
reinforcement which is here a vital matter and consequently
indispensable. In the dock improvements at Baltimore,
to which reference has already been made, reinforced concrete
sheet piling was largely used. The steel sheet pile
[Pg 328]
could not well have been used here because of its susceptibility
to corrosion. The concrete slabs, 12 × 18 inches in
cross-section perform the duty of retaining masses of earth
in place both above and below the water line. There were
certain other concrete constructional elements of an auxiliary
character. The total reinforcement amounted to
about 1,200 tons.
With regard to its fireproof qualities, an eloquent testimonial
arises from the fact that the immense Marlborough-Blenheim
Hotel at Atlantic City, a concrete and tile
structure, is said to enjoy a saving of $18,000 per year
in fire insurance premiums. The insurance is based on
$600,000. This structure is 560 feet in length and has a
width varying from 60 to 200 feet.
Reference has been made to the close identity of the
co-efficients of expansion for steel and concrete for moderate
intervals of temperature. While this is so, if the
thermal range is considerable, the concrete and the steel
cannot be expected to expand and contract together. In
most engineering construction, the range is small, say
150 degrees F., but there are exceptions. One of these
relates to the material used in tall chimneys. The hot
gases which pass up these give rise to rather high temperatures.
In fact, it is well-recognized practice to build a large
part of such chimneys double, one shell enveloping another,
with an air space between. Some four or five years ago
what is, perhaps, the very tallest concrete chimney in the
United States was built for the Colusa Parrot Mining &
Smelting Company, Butte, Montana. It is 352½ feet
high and has a flue 18 feet in diameter. A solid wall 1½
feet thick constitutes the base of 21 feet in height. Above
this level, an air space 4 inches wide radially is arranged
between two shells of 5 and 9 inches thick. The inner one
is the thinner. The steel reinforcements used were T-bars.
The footing is of reinforced concrete and rests upon a fill
18 feet deep. A further important factor which has to be
[Pg 329]
considered is the serious effect of repeated stresses. Partly
because of this, it is recommended that a large factor
of safety be adopted. Further, the best practice would
seem to be in the direction of a complete divorce between
the inner and outer shells all the way up and of a uniformity
in wall thickness from bottom to top. Vertical cracks
have been noted in some chimneys. This would indicate
the advisability of strong circular reinforcement. It is
thought that a tone concrete following the formula 1:2:2
is better for the outer shell than a cement mortar. It is
said to be stronger, denser and more impervious to water
than a mortar following the formula 1:3. In order to secure
adhesion between layers, the fresh concrete should
be applied wet and the old should perhaps be resurfaced
by tooling.
The compressive resistivity of the usual concretes is
considerable. However, in certain bridge construction in
New York City, a need was felt for a concrete which should
have a very high compressive resistance. And so experiments
were made with a concrete formed by substituting
wire nails for the crushed stone. About 60 tests were made
with concrete following the formula 1:2:2⅔. The resulting
material was quite heavy. A cubic foot weighed 196
pounds as compared with 130 to 160 pounds for ordinary
concretes. Eighty-eight pounds of nails were used in one
cubic foot bringing the cost to about $2.30. This was certainly
very expensive material. But where extraordinary
qualities are desired, we have to spend money. Cubes
were cast measuring 6 inches on a side. These were tested
to destruction at different stages of maturity. After
the lapse of one week, the lowest crushing resistance obtained
was 2,770 pounds per square inch and the highest
3,330 pounds. After one month, the minimum crushing
strength was 3,050 pounds, the maximum 8,340 pounds,
while the average was 5,645 pounds. When a year had
gone by, it was found that four cubes gave an average
[Pg 330]
of 10,410 pounds. However, the average resistance of
17,235 pounds was obtained in the case of cubes 15 months
old.
Since concrete is but little affected by water and by
fluctuations between wet and dry conditions, it is not at
all remarkable that it has been employed for sewer and
water tower construction. In the United States a high
standpipe has been constructed at Attleboro, Massachusetts.
This is 118 feet high and has an internal diameter
of 50 feet. The wall varies from 18 inches in thickness at
the bottom to 8 inches at the top. The concrete was made
according to the formula 1:2:4. There is another tower
110 feet high and having an external diameter of about
35 feet. At Anaheim, California, a large tank together
with its substructure has been constructed entirely of reinforced
concrete. The floor of the tank is about 60 feet
above the surface. The tank itself is 38 feet in height
and 30 feet in diameter and has a wall varying in thickness
from 5 to 3 inches. The reinforcement employed was
the twisted steel bar.
In order to prevent corrosion of the reinforcement, it
is thought necessary to guard against water entering and
dissolving away the caustic lime contacting with the steel.
One way would be to give the concrete itself a very dense
character. Another is to fill the external pores with a bituminous
or oleo-resinous paint. Or, an insoluble substance
suited to fill the pores may be one of the ingredients
when the concrete is mixed. Finally a flexible waterproof
coating may be employed where conditions permit.
As to the steel itself—it is desirable to have it uniform,
as then reliance may be placed upon calculations.
For this reason, one of the great concrete construction
companies recommends mild steel as opposed to high carbon
steel.
One of the great recommendations of concrete is that
it permits wonderful rapidity of construction. We had an
[Pg 331]
example of this in the case of the Geo. N. Pierce automobile
factory. Another was in connection with the construction
of junction caissons for certain subsurface tubes of
the tunnel of the Hudson Companies. These caissons
were three in number and were located on the Jersey shore
opposite New York City. These structures were quite
large, being about 100 feet in length and having a width
of about 45 feet. These caissons, one or two of which were
put under air pressure, were constructed of concrete with
steel reinforcement. The use of concrete in the tunnel system
and in the Terminal Building has been very extensive.
To complete the concrete construction, about half a million
barrels of Portland cement, so it is thought, must be
consumed. The Gatun Locks at Panama will require only
about four times this amount. The twisted steel bars of
the reinforcement have been used in large quantity.
The work on the water front at Baltimore to which
reference has already been made involved a considerable
variety of reinforced concrete construction. For retaining
walls sheet piles were employed. These ordinarily had a
face of 18 inches and a thickness of 12 inches and a length
of 27 feet. As it was not necessary to retain the soil by
an impervious bulkhead, these piles did not interlock. However,
they had to resist a horizontal thrust, and so wales
were strung along the outside at the top. These wales
were themselves of concrete reinforced by means of imbedded
lattice girders of steel. In position, the girders
lay flat and thus gave their chief strength to the horizontal
thrust. The wales were supported, in part, by concrete
piers. These were placed by means of steel caissons.
These cofferdams were of sheet steel 27 feet deep
and were sunk by open air methods. When in place, the
concrete was put in and the pier thus formed. An upward
surface of the pier provides a means of absorbing
the horizontal thrust of the wales. The piers themselves
are, some of them, mutually tied together across the dock;
[Pg 332]
others are tied to reinforced concrete piles sunk in the
body of the dock. The ties are themselves of reinforced
concrete. The steel of the caissons served only as a mold.
It is now a matter apparently of but little importance how
soon it corrodes. The extensive concrete work at Baltimore
was done by the Raymond Concrete Pile Company.
While the question of the teredo seems to have been
a factor at Baltimore because of the probability of its
presence in the harbor when certain sewerage improvements
are carried out, this matter was really an insistent
thing in connection with a wharf constructed by the United
Fruit Company at Bocas del Toro in the Republic of
Panama. This wharf is itself of reinforced concrete. But
the bearing piles are what interest us. The native wooden
piling, so it seems, would at this general location become
seriously damaged by the teredo within a year. Some
kinds of timber might be expected to have a longer life.
The service of creosoted piles has been estimated as about
15 years. Besides, piles 70 feet in length were desired.
This requirement put the ordinary reinforced concrete
piles out of consideration. What was actually done was
to use an untreated timber pile and then to encase it where
it passed through the water in a reinforced concrete shell.
This shell was made of such size as to allow a space between
it and the enclosed wooden pile. A rich concrete
was put in this space at the bottom and thus excluded
the external water. Upon pumping out the retained water,
the major portion of the space was filled with a lean
concrete and a top layer of rich concrete then added in
which the column reinforcement was placed. The steel
used for reinforcement was in the main round bars of mild
steel. The piles averaged 58 feet in length; the shells,
18.4 feet. The cost of these shells was $1.78 per linear
foot. It is said that the cost of the untreated wooden pile
together with its protective coating was not greater than
what would have been the expense for a creosoted pile.
[Pg 333]
At both the Baltimore docks and the wharf in the tropics,
concrete is exposed to the action of sea water. But
there is no violence in this action. However, a very large
application of concrete construction has been recently carried
out in a very much exposed maritime situation off
the coast of Florida. It is 156 miles from the mainland
to the island of Key West. Scattered along this interval
are a number of islands, so that in reality the total linear
amount of intervening land is about one-half the distance.
Some of the water passages are only a few hundred feet
in width; one is about 2½ miles wide. The greater portion
of the aqueous route is of a shallow depth. But for
about 6 miles the water reached depths up to 30 feet; and
this in connection with an exposed situation. Reinforced
concrete viaducts have been built to accommodate trains
and resist the storms. A quarter million barrels of cement
and about 5,700 tons of steel went into these works.
The viaduct from Long Key is 2 miles long and passed
through water having a depth ranging from 13 to 20 feet.
The floor of the Gulf is of coral. To construct a pier, about
30 piles would be driven in with their tops projecting up
from the floor. A cofferdam would be sunk to include
them and a seal of concrete 1 yard thick be placed. The
water could now be pumped out and the form concreted.
The reinforcement would, of course, be put in place before
depositing this concrete. The pier would then be allowed
3 weeks to mature. The concrete was mixed with
fresh water to avoid the effect of sea water on the steel.
Corrugated bars were used in reinforcing the walls and the
184 arches. High water is 31 feet below the top of this
structure, so that the track is well protected from the
waves.
It may surprise some, but concrete has actually been
used as the chief material in the construction of boats.
A reinforced concrete boat was built thirteen years ago
for use on the River Tiber in Italy. Not only the hull
[Pg 334]
but posts and roof of the structure above deck were of
concrete. This house boat was 67 by 21 feet. Another
Italian boat is the Liguria, a barge in actual service. It
is 57 by 18 feet and is rated at 150 tons. The Gretchen
is an American example of the stone boat. She has sailed
over long distances on the Atlantic and was reputed as
comparatively a rapid sailer in a heavy sea. Her reinforcement
was a multitude of small rods. This boat drew
14 feet of water and was 65 feet long and had a beam
measurement of 16 feet.
Concrete is an obvious material for coal pockets, especially
because of its fireproof character. A further advantage
is the avoidance of a large maintenance charge.
At Charlestown (Boston), the Lehigh & Wilkes-Barre
Coal Company had been expending about $1,000 yearly on
repairs upon a coal pocket. This has now been replaced
by a concrete structure having a capacity of 10,000 tons.
It has a depth of 24 feet, and has a length of 182 feet and
a width of 92 feet. It is founded upon 750 Simplex concrete
piles. If wooden piling had been used, the amount
of excavation thus necessitated would have been very considerable
because it would have been necessary to cut them
off 10 feet below the surface in conformity with the building
laws. Moreover, about 2,000 wooden piles would have
been required because of the limit of ten tons’ bearing
capacity per pile. With the concrete piles, however, the
footings for the columns were constructed with but little
excavation. The columns, side walls, girders, beams, floors—pretty
much everything except the roof—were of reinforced
concrete. When a full load of coal is filled in on
the floor, the weight per square yard is 18 tons.
A similar application is to the construction of grain
elevators. Reinforced concrete has been used at Baltimore
in two important buildings of this kind and also in
the case of a third at Buffalo. The question of fire is here
very important. The grain elevator of the Pennsylvania
[Pg 335]
Railroad at Baltimore is the largest of the three and is constructed
to hold 1,000,000 bushels. There are 53 cylindrical
bins having a common height of 79 feet. There are
four rows of eight each. The remaining twenty-one bins
occupy spaces in between, three rows seven in a row. The
set of 32 have the larger size and measure 24.2 feet in internal
diameter. The walls are 8 inches thick and have
both vertical and circumferential reinforcement. The vertical
reinforcement is round bars of 1⅜-inch diameter.
The circumferential reinforcement consists of interlaced
flat bars. By a patented device the bins were cast in sections.
This mold would be attached to the heavier vertical
reinforcement and jacked up as needed.
It is unnecessary to emphasize the fact that concrete
while economical is not cheap. So that when large masses
are used, it is advisable to reduce the expense by using
what may be called “pudding stones.” At McCalls Ferry
a large dam and adjoining power house span the Susquehanna
River. This is a tremendous application of concrete.
However, pudding stones were very properly employed
in the construction of the great dam. Here steel
was employed not so much to reinforce but to supply
frames for the molding surfaces. Great pelican cranes
of steel were also employed to handle the concrete, etc.
The face of the dam is a double curve and thus required
a precise mold. Sections of the dam, 40 feet in length,
would be constructed to alternate with open spaces of the
same length. When it was desired to close such open
spaces, a great steel apron would be let down on the upstream
face. Concrete could then be laid in the open
space.
In all the applications of reinforced concrete with
which our attention has so far been occupied, the case
has either been one of well-recognized practice or closely
related to such practice—with the possible exception of
concrete barges. There are two other lines of engineering
[Pg 336]
application in which it is very desirable to employ
concrete, but where we are scarcely entitled to regard its
use as anything more than experimental. Reference is
made to telegraph poles and cross-ties. If a concrete pole
really proves adapted to its service, then we may expect
a great reduction in maintenance expense. It is estimated
that renewals of wooden poles in the United States
cost yearly $13,000,000. The prospect of getting a pole
which will not need renewal for a long period is certainly
attractive. But the actual service is severe. This is due
not so much to the load which must be carried as to the
horizontal movements under wind pressure. But by using
proper reinforcement, it is thought by some, the pole
may be made to withstand the horizontal thrusts. Some
experiments have been made of a type of pole recommended
by the American Concrete Pole Company, Richmond,
Indiana. Four vertical rods bound together by wire
constitute the reinforcement. Such a pole 7 x 7 inches at
the top and 12 x 12 inches at the bottom was tested to
destruction. This pole was 30 feet long and had its butt
end sunk 5 feet into the ground. The vertical rods were
⅝ inch in diameter and were bound with No. 9 wire.
A horizontal thrust or pull at the top of 840 pounds accomplished
a deflection of 6 inches. When this was increased
to 1,780 pounds, the deflection amounted to 17
inches. When 2,800 pounds pressure was employed, the
deflection was 30 inches accompanied by a slight cracking.
A deflection of a full yard together with cracking
at the ground line resulted from a pressure of 3,640 pounds.
When 7,200 pounds pressure was employed, the cracking
became bad and the deflection amounted to 60 inches. A
cedar pole of the same size was deflected 11 inches by a
pull of 840 pounds. With 1,780 pounds, the deflection was
nearly a yard (33 inches); and with 2,200 pounds the pole
broke about 3 feet from the ground. The problem of the
[Pg 337]
telegraph pole will probably be solved, if this has not already
been done.
With regard to the cross-tie the case is more difficult.
Plain concrete slabs or beams cannot be used after the
manner of the wooden tie because of their want of elasticity.
What is called “center binding” would be disastrous
to plain concrete. The rocking action of the passing
load is also a factor which enters. One method of dealing
with center binding is to divide the tie into two parts,
connecting them with steel rods. The Corell tie is an example
of this. In the Percival tie, the under part of the
concrete block is given a sharpened edge. Beneath the
rail itself, the cross-section is a kind of oval. There is
longitudinal reinforcement in the form of four rods, three
arranged at the top and one near the bottom. Three rods
are bound with wire. There is a cushion block of wood
which absorbs and distributes the shocks from the bottom
of the rail. Screw spikes and metallic sockets are
employed. Some three or more years ago a hundred such
ties were put in service in a Texas railway. In June, 1909,
seven only were found to have received serious injury. It
is thought that this damage was scarcely chargeable to
the ties themselves as when in position they were between
wooden ones whose deterioration might easily have been
the cause of undue disturbance being thrown on the concrete
ties.
We have considered to a slight extent the use of steel
as the material of concrete forms. This line of application,
however, promises to become a very large one. Two notable
constructions are now under way in which the steel
form plays a large part. These are the great Gatun Locks
of the Panama Canal and the Catskill Aqueduct. The
three double locks at Gatun will require about 2,000,000
cubic yards of concrete. Each pair of locks is on a separate
level and has three longitudinal walls. One separates the
lock chambers. This central wall is 60 feet in width. It
[Pg 338]
is not solid as so much concrete would not be required as
the water level is approached. Consequently, there is a
kind of V-section which traverses it longitudinally. This
is filled in except for three galleries—one for drainage,
one for the electric wires and one for the men. There is
a longitudinal culvert arranged below the fill in the body
of the concrete wall. In the side walls of the lock chambers
are other longitudinal culverts. From the central supply
culvert transverse distributing culverts run off beneath
the floors of the adjacent lock chambers. These
have vertical outlets into the lock chambers themselves.
Similarly, but for purposes of emptying the locks, the
longitudinal culverts arranged along the outside are connected
by transverse culverts and vertical openings with
the lock chambers. The members of the two systems of
transverse culverts alternate with each other. The main
supply culvert has a diameter of 22 feet part of the way
and of 18 feet part of the way. Now these many culverts,
various in form and size, are to be molded in the mass concrete
by means of steel forms. As originally announced,
there would be 12 forms of open hearth boiler steel for the
main supply culvert. Each of these weighs 177,000 pounds.
One hundred forms were to be required. The two main
outlet culverts of similar dimensions to the main supply
culvert were thought to require 21 forms, each 12 feet in
length and having a weight of 300,000 pounds. The transverse
culverts were to require 100 forms, each having a
length of 10 feet and a weight of 217,000 pounds. There
were thus to be 133 forms having an aggregate weight of
15,000 tons. It is possible that there may be some modifications
of this plan in minor particulars. The side walls
of the lock chambers are to be mainly vertical planes having
a height of, say, 81 feet. To retain the fresh concrete
in place, 12 face plates, constructed of sheet steel are to
be used. These are 7½ inches in thickness, having
face dimensions 78 x 36 feet. Steel towers running on
[Pg 339]
suitable tracks control these face plates. It is estimated
that towers and plates will have an aggregate weight of
26,000 tons. So that, quite apart from any possible reinforcement
application, steel to the total of about 41,000 tons
is to be used for forms and immediate accessories. But
this 41,000 tons is not all. The concrete is to be cast in
great monoliths and to retain the ends of these while the
concrete is fresh, steel girders 6 feet high are to be employed.
If these locks were to be of stone then steel would
have played a rather subordinate part.
The Blaw Collapsible Steel Centering Company are engaged
at Panama, but they are also applying their systems
of molding concrete to the great aqueduct which is to
supply New York City with water from the Catskill Mountain
region on the other side of the Hudson River. A steel
centering is used to give form to the interior. Steel forms
are also employed to shape the upper part of the external
surface. At Baltimore, more than three miles of sewer
construction was carried out in accordance with the system
of the same company. The centering used for one portion
where the height was 11 feet and the width 12¼ feet (inside)
was employed in 50-foot lengths. In 2 hours, 6 men
could remove such a 50-foot section together with its falsework
and have it in readiness for a repetition of its service.
A typical half-round Blaw center consists of one or more
steel plates bent to conform to a cross-section of a semi-circle.
Turnbuckles retain this shell in position. If we
are going to employ this form in sewer construction, we
first dig out our trench to such dimensions and form as to
furnish the mold for the outside surface of the lower part
of the concrete sewer. We then lay concrete in a longitudinal
strip along the bottom, giving the upper surface
the form of a shallow gutter. When this is sufficiently
hardened, the semi-circular center may be slid along it to
suitable position. The center has its concavity opening
upwards. The concrete of the invert of the sewer is now
[Pg 340]
placed. The same or a duplicate center may now be used
to mold the interior of the upper part of the sewer.
Portland cement has been in use for a long time. But
reinforced concrete is so modern that in some important
lines of engineering application the fundamental data underlying
practice are not fully determined. In what may
be regarded as the first decade (1870-1880) of the considerable
manufacture of Portland cement in the United States,
the total amount produced was only 42,000 barrels. Fifty
years and more would be required for the production of
enough cement to construct the Gatun Locks. Over a
decade would be necessary to yield enough cement for the
operations of the Hudson Companies. The price at this
period was about $3.00 per barrel. In 1908 it was 85 cents.
But the production in this year was more than 1,200 times
that in 1880. The value per year of the present output is
about $50,000,000.
[Pg 341]
CHEMISTRY AND THE INDUSTRIES.
BY BENJAMIN BALL FREUD, B. S.
[Assistant Professor of Analytical and Organic Chemistry, Armour Institute
of Technology.]
Chemistry has always been a utilitarian science, a science
whose direct applications to our every-day interests
has been on every side recognized. Even in the days of
alchemy, that fantastic forerunner of our present science,
her devotees were concerned with the changing of the base
metals into the noble ones, of lead into silver, and of copper
into gold, and also with the search for the philosopher’s
stone, that mysterious something which would give perpetual
youth.
From these workers arose in the course of the years, the
facts and the theories which were incorporated into the
science of chemistry. But it is not entirely to the alchemists
that chemistry owes its development. By far the greater
number of facts, if not of theories, came down to us
through the traditional knowledge of the chemical industries.
Numerous animal and vegetable products, such as
sugar, starch, the oils, gums and resins, had been familiar
commodities as long back as history records. And the ancients
were informed in such typically chemical industries
as that of dyeing with vegetable dyes, pigment manufacture,
varnish making, soap making, paper making and the
fermentation industries. In fact the science of chemistry as
we have it today owes much more to these unknown workers
in the industries who transmitted their chemical facts
from father to son, than it does to the creations of the
imaginations of those picturesque, if not so truthful,
alchemists.
[Pg 342]
It is entirely impossible to divorce the science of chemistry
from its industrial applications. The science owes
much to the industries. The industries owe even more to
the science. And if that relationship has been very close
in the past, it is much closer now than it ever was; and it is
getting closer all the while. The utilitarianism of our age
makes it absolutely necessary that the two shall be so
united that the utmost of good shall result from the union.
The application of science in general, and of chemistry
in particular, to the industries has this one general result.
It takes that industry out of the “rule of thumb” class,
and places it firmly on a sound basis. It is no longer conducted
in a haphazard manner, but according to intelligent
design, based on the most accurate scientific information.
Of course the fierceness of business competition has ordered
this change, more than any other factor. The pure
science of chemistry would have developed without industrial
applications, because there are investigators who
are seeking the truth regardless of any of its immediate
applications. But in the industries, it is a matter of dollars
and cents. The most efficient is the winner. And the
most efficient is the one who utilizes in his business all the
scientific information that can be brought to bear on the
subject, and who is always looking for new facts that can
be applied.
Chemistry, then, is applied to the industries in two distinct
ways, the first in discovery, in finding a new substance
which can be used, or a new process by which some useful
or necessary substance can be made; the second in improvement,
in making a certain product better, or cheaper, in
utilizing wastes, or in starting from cheaper raw materials.
There are but two kinds of industries: (a) Those which
are based on processes which change the form of matter,
such as the manufacture of furniture for example, and (b)
those which are based on processes which change the composition
of matter, such as the manufacture of Portland
[Pg 343]
cement from clay and limestone. Now group “b” comprises
by far the greatest number of industries, and since
the science of chemistry concerns itself with just those
changes in the composition of matter, it is evident that most
of our industries are chemical in their nature. We have
but recently come to realize this. A list of such industries
and operations which are essentially chemical would be
found to include almost every industry that we can think
of. I need only make mention of the subject of fuels, gas
and coke, of cement, mortars, brick and other building
materials; of petroleum and its products; of asphalt; of the
products of the destructive distillation of wood; of cellulose
and of paper; of pigments, resins, varnishes; of rubber;
of soap, fats and the fatty oils; of gums; of sugar and of
starch; of the textile industries and of the dyes; of leather
and glue; of explosives; of the heavy chemical industries,
the manufacture of acids, alkalies and salts; of the manufacture
of glass and the ceramic industries; of the fermentation
industries; of the manufacture and standardization of
medicines; of the subject of soils and artificial fertilization;
of the subject of foods, and of nutrition; of the subject of
water, sewage and sanitation; of photography; of all the
electro-chemical industries and processes; of the production
of steel, of copper, of lead and of all the other metals. I
need only mention this formidable array of subjects and
industries to convince the most sceptical one that chemistry
does in fact, concern us, directly or indirectly, in all of our
activities.
As I have said previously, chemistry influences industry
in two distinct ways: First, in the discovery of new substances
and new processes; secondly, in the perfection of
known substances and known processes. In either of these
fields the chemist is proud of his record. The conquests are
so numerous that he is at a loss as to how or where to begin
if he would tell of them. The whole field of industrial
chemistry is one succession of chemical achievements,
[Pg 344]
mammoth industries that had their humble birth in the
chemist’s test tube, his beaker, or his retort; the wealth of
by-products saved to the world from what was a few years
ago sheer waste; and above all increased efficiency in the
manufacture of all products. The chemist does not claim
more than his due when he points out that his activity
covers the whole field of our daily experiences, and that his
activity has always been for the lessening of waste, for
greater efficiency, in a word, for the development of civilization.
To illustrate the points which have already been
brought out, the story of the soda industry, the beginning
of the modern chemical industries, can be used. The beginning
is far back in another century, so intimately is the
development of the soda industry bound up with the advance
of civilization.
The value of what we now call the alkalies as detergent
substances, was known from the earliest times. The first
alkali recorded in history is burned lime, and was called
“caustic” on account of its characteristic property. Caustic
lime is but slightly soluble in water, hence its use is greatly
limited. History fails to tell who it was who first solved
the problem of making a more soluble alkali, but some one,
early in the Middle Ages, discovered that by the action of
caustic lime on the so-called potashes, the ashes which remained
on burning wood, a very soluble caustic was formed.
And to this, the long since forgotten chemist gave the name
“caustic potash.” The chemistry of the discovery is as
follows: All plants take potassium, a very light metal, in
some form or other from the soil, to form the so-called
mineral, or bony structure, in other words the skeleton, of
the plant. When these plants are burned the potassium in
the form of a salt, chiefly potassium carbonate, is formed in
the ash. These potassium salts can be extracted by water,
and recovered on the evaporation of the water. These
potassium salts, the so-called “potashes,” were extensively
used in the industries of the time, for example, in making
[Pg 345]
soap, in making glass, in dyeing and in a score of other
minor ways. But even as our forests cannot now meet the
demand for timber, so they could not then meet the demand
for the “potashes,” for it requires a large amount of wood
to give a comparatively small amount of potashes, the
percentage of potassium salts in wood being very small
indeed. Simultaneously with all this, in northern Spain, on
the seacoast, a number of towns were engaged in burning
sea weeds. It was found that the ashes of sea weeds while
not the same as potashes, nevertheless could be substituted
for them. This is historically recorded as the “barilla”
industry. Barilla consisted of 5 per cent of carbonate of
sodium, a metal very similar to potassium. Sodium does
for sea plants just what potassium does for land plants.
Barilla was merely a substitute for potashes, and a very
poor substitute at that. But it was destined to offer the
key that solved the whole problem. The chemists of that
time showed the chemical similarity between the active
ingredient of potashes, carbonate of potassium, and the
active ingredient of barilla, carbonate of sodium. The demand
for these alkalies made by the industries was incessant
and ever-increasing. The chemists realized that
the direct natural sources of the two, namely, the wood of
the forest and the weeds of the sea, were and always would
be, inadequate to meet the enormously growing demands
of the industries. They saw that some other source would
have to be discovered, or the bodies would have to be prepared
artificially. They realized that while potashes were
better than barilla, nevertheless potassium salts, the ingredients
of potashes, were much less widely distributed
in nature than the sodium salts, the ingredients of barilla.
So they set out with the definite object of preparing sodium
carbonate. In 1791 LeBlanc took out a patent for his now
famous process. He was not the only one who worked on
the problem; he happened to be the successful one.
[Pg 346]
This was the first of the great triumphs of chemistry in
the industrial field. The significant point in this story of
soda, is that those industries which were using the alkalies
had reached the limit of their development, because the
supply of the alkalies was so limited. Remember, also, that
those industries were fundamental ones. Some historian
has said that you can measure the civilization of a people
by the amount of soap it uses. And here, we see the soap
industry of Europe, the seat of our present civilization,
crippled for want of an alkali. The position of the chemist,
his responsibility to society, is the significant thing in the
story. Here was a crisis in the development of civilization,
as important to us as the crisis of the battle of Marathon.
Because the problem was solved in the retort, instead of on
the battle plain, because the battle was fought by the quiet
hand of the chemist, instead of by the fighting men of
Greece, we do not hear so much of it. But it was a triumph,
and the credit belongs to the chemist. To us, as much depended
upon the result of the battle of the molecules in the
retort, as upon the defeat of the great Darius.
Nor was this battle in the retort a tame one. LeBlanc’s
method is an extremely complicated one. To conduct the
process at all requires chemical knowledge of the most
varied kind. And to apply the improvements that have
been worked out in the laboratory, and to carry into practice
the many subsidiary manufactures that have sprung
from this main industry, demands so much technical ability
that it has been said that this manufacture is not merely the
foundation of the immense chemical industries of today,
but is also the guiding spirit in them.
LeBlanc, of course, could not foretell the enormous development
his industry was to attain. Nor could he conceive
of the ramifications running from it into countless
other activities of our present civilization. The manufacture
of sulphuric acid, one of the most important products
of modern industry, is intimately bound up with that of
[Pg 347]
soda. And, in the manufacture of sulphuric acid, nitric
acid is required, and must be made. Hydrochloric acid is
a by-product of the soda process, and was for a long time
permitted to go to waste. Now it is one of the most valuable
products of the LeBlanc soda process. It is used to
make bleaching powder, potassium chlorate, and otherwise
in the industries. Also, the alkaline waste from the soda
process is rich in sulphur. This sulphur is now recovered
and put on the market as such, helping to meet the demand
for sulphur that the Sicilian mines cannot supply.
All those varied industries that were either created or
fostered by the soda industry have made possible the almost
fabulously complicated processes that are now carried
out in the manufacture of the aniline dyes, the artificial
odors, like vanillin whose complexity can be gathered from
its formula, C6H3OHOCH3CHO, which tells many things
to the chemist, but not much to the layman, and the artificial
febrifuges like antipyrin, whose formula is C11H12N2O.
All these chemical industries that are the outgrowth of the
soda industry, and that are so dove-tailed with our civilization,
have been built up on the science of chemistry, and
worked out by chemists. I have selected this story of soda
to show the commanding position held by the science of
chemistry in directing the course of civilization. It
shows, too, how the entire structure of that civilization
is built around the contributions of the chemist.
As has been already said, it is impossible to separate
chemistry from industry. The farther we go and the more
we develop and the more complex our civilization becomes,
the closer become the ties uniting science and industry.
And as everything that deals with the change in composition
of matter is chemistry, it is evident that chemistry is
omnipresent. In the light of what it has accomplished,
who shall say that it is not omnipotent?
The story of soda is a beautiful example of how industry
and the need of civilization can act as a beacon light
[Pg 348]
for the science of chemistry. This illustration will show
how the pure science has created new industries and
opened up new activities for civilization. In 1838 in England,
there was born a boy who afterwards was to be
known as Sir Wm. Perkin. He came of a very intelligent
family. Besides, he was gifted with a natural aptitude for
chemistry. More than that, he was put under the direction
of Professor Hofmann, one of the most brilliant of
chemists. Perkin would have been called by any one, an
ideal bit of raw material. Hofmann, like many others of
those German chemists, had a faculty of instilling that
enthusiasm that is necessary in the performance of an
epoch-making advancement. Perkin caught that enthusiasm.
He rigged up a laboratory in his house and worked
at night and in his vacations on those interesting problems
that Hofmann discussed in his lectures. During one
of these vacations, he was trying to build up, artificially,
the substance called quinine, which was up to that time
a purely natural product. His work took an unexpected
turn. Instead of building up quinine, he built what chemists
call now phenyl-sufranine, or mauvëine. This was a
new substance with properties that rendered it an excellent
dye. Perkin established a factory in which the new
substance could be prepared on a large scale; and within
a year of its discovery, he had it on the market. This
discovery of Mauve, the first of the artificial dyes, gave
a great impetus to the study of coal tar, from which it
was made. Coal tar, up to that time, was a waste product,
made in the process of heating coal for the manufacture
of gas. This coal tar is the raw material which is used
in that enormous chemical industry, the manufacture of
the derivatives of tri-phenyl methane, the so-called aniline
dyes. There is invested in this industry alone, $750,000,000;
and the whole structure, complex as it is, is built on
the foundation of a pure chemical research that was
undertaken merely to gratify the investigative desires of
[Pg 349]
a true scientist, with no thought of its financial results.
This achievement of Perkin stands out as one of the great
discoveries of chemistry. And the story of Mauve shows
how science has led the way for industry, just as the
story of soda shows how industry has pointed out the way
for science.
Many more stories of the victories of scientific industry
could be told. Much has been done. But the chemist
does not live in the glory of the past. He lives in the
possibilities of the future. Every advancement of the past
has opened up many fields of possibilities. If much has
been done, much more remains to be done. And the work
of the future will require the services of the scientist more
than did the work of the past. Those problems whose
answers were obvious, have all been solved. The problems
of today are deep ones; they require all the ingenuity, all
the ability that the trained chemist can bring to bear upon
the problems. And they will all tend to increased efficiency.
While chemistry is a fundamental science, while it
covers such a variety of subjects, while the total amount
of its established facts is indeed enormous, nevertheless,
it must be said with frankness that this vastness is made
up for the most part by details and more or less isolated
facts and ideas. Chemistry can boast of remarkable
achievements. But the greatest achievements are yet before
it. And the reason is this: Chemistry is not yet a
really unified science. The real fundamentals which will
string together all of the isolated facts and ideas, material
of which the chemist has, indeed, reason to feel proud,
are for the most part lacking. That is why the future is
so much larger than the past. And that is why the world
can expect from the chemists much greater achievements
in the future than it has seen accomplished in the past,
great as they have been.
In the most fundamental terms, chemistry concerns
itself with the changes which the different kinds of energy
[Pg 350]
produce upon matter. Chemistry concerns itself with two
things, energy and matter. And yet chemistry must admit
that it does not know the nature of matter or the nature
of energy. And not knowing, it cannot appreciate.
In this direction lie the achievements of the chemistry
of the future. As the nature of matter and the nature
of energy gradually unfold themselves to the advances of
chemical investigation, remarkable possibilities for future
development are disclosed. We are beginning to see how
really wasteful we have been. The frightful wastes which
the movement toward the conservation of our natural resources
has called to our attention, sink into utter insignificance
when we consider what we have lost on account
of our ignorance. We are just beginning to appreciate
our wastefulness of chemical energy. A piece of coal, for
example, has in it the possibility of doing ten times as
much work as it is doing now. A piece of radium has
stored in it an almost infinite amount of energy. How
to change this internal or chemical energy into the other
forms of energy with which we are familiar, into heat,
or electricity, or ordinary mechanical energy, that is the
problem of the future. The utilization of this vast amount
of potential energy that is stored up in all forms of matter,
the harnessing of it in the service of humanity, this
is the problem which confronts the chemist. It goes down
to the very fundamentals of his science.
But the start has been made. The point of the wedge
has already found entrance. The discovery of radium,
and the study of its decompositions, has opened wide our
field of vision. The problem must yield, as the blows of
chemical investigation fall upon the wedge and drive it
home.
Chemistry has always been a utilitarian science. Its
results have always been at the service of humanity. And
if we can judge the future by the past, even discounting
for the enthusiasm of the chemist, we can forsee improved
[Pg 351]
processes which will reduce our present wasteful methods;
we can see new processes making for us such things as
india rubber from starch, for which we must now depend
upon the bounty of nature; and we can dimly see the time
when we shall be able to utilize some of that energy which
is hidden away in the recesses of matter, and whose vastness
we have just begun to appreciate.
[Pg 352]
THE CLOSE RELATION OF THE PRODUCER-GAS
POWER PLANT TO THE CONSERVATION OF
OUR FUEL RESOURCES.
BY ROBERT HEYWOOD FERNALD.
[Professor of Mechanical Engineering, Case School of Applied Science.]
Official reports show that the coal placed on the market
amounts annually to between 450,000,000 and 500,000,000
short tons in the United States alone. These figures, however,
are somewhat misleading as they do not in any way
show the tremendous wastes that are going on due to our
present methods of mining and restrictions in qualities of
coal that can be transported and placed on the market at
a reasonable profit. Careful investigation has shown that
the coal wasted or left in the mines in such form as to be
inaccessible to future generations amounts each year to
practically 100 per cent of that placed on the market, or
in other words, at the present time some 450,000,000 tons
are annually lost as far as commercial value is concerned.
If this condition is allowed to continue it is estimated
by the United States Geological Survey that our available
supply of bituminous coal will be exhausted within the
next two hundred years.
A realization of the seriousness of this situation has
led to a careful and systematic study of the present lack
of efficiency in the utilization of fuels for both power and
metallurgical purposes, to investigations into more efficient
use of the present marketable grades of fuel, and to a
consideration of methods of using the so-called low-grade
fuels, lignites and peats.
The United States Geological Survey has for several
years been investigating the economic value of coals and
lignites as gas-producer fuel. This work, begun with tests
[Pg 353]
of coal and lignite at the coal-testing plant erected at the
Louisiana Purchase Exposition, St. Louis, Mo., in 1904,
was continued at St. Louis and at Norfolk, Va., and is
now being carried on by the Survey at the fuel-testing
plant in Pittsburg, Pa. The tests were undertaken because
it was evidently desirable to determine the value
of the gas producer as a means of increasing efficiency
in the use of the coal supplies of the United States. The
early tests proved decidedly encouraging, demonstrating
that many coals now wasted or not mined because they
are not satisfactory fuel for steam-power plants can, by
conversion into producer-gas, be made to do from two to
three times as much work as can be done by the best grades
of steam coal burned in a boiler plant. In consequence,
the making of producer-gas tests and the study of the
processes that take place within the gas producer now
form an essential part of the fuel investigations conducted
at the Pittsburg plant under the provisions made by Congress
for the analyzing and testing of mineral fuels.
Rapid Development of the Gas Engine.
It was not until late in the nineteenth century that
the gas engine came into common use, and although many
types have been devised within the last twenty or thirty
years it is only within eight or nine years that large gas
engines have been constructed. This development started
eleven or twelve years ago in Germany, Belgium, and England,
but marked progress has been limited to the last
eight years.
For a long time the natural fuel of these internal-combustion
engines was city gas, but this was too expensive
except for engines of small capacity. It was seldom found
economical to operate units of more than 75 horsepower
with this fuel. Cheap gas was essential for the development
of the gas engine, but the early attempts to produce
cheap gas were somewhat discouraging, and for a
[Pg 354]
time it seemed very unlikely that the gas engine would
encroach to any extent on the field occupied by the steam
engine. The theoretical possibilities of the internal-combustion
engine operating with cheap fuel promised so much,
however, that the practical difficulties were rapidly overcome,
with the result that the internal-combustion engine
has become a serious rival of the steam engine in many
of its applications.
The development of the large gas engine within the
last few years has been exceedingly rapid. It was only
ten years ago that a 600-horsepower engine exhibited at
the Paris Exposition was regarded as a wonder, but today
four-cycle, twin-tandem, double-acting engines of 2,000 to
3,500 horsepower can be found in nearly all up-to-date steel
plants, and there are installations in this country containing
several units rated at 5,400 horsepower each.
Development of the Gas Producer for Power Purposes.
The rapid advance of the large gas engine was made
possible by improvements in the production of cheap gas
directly from fuel by means of the gas producer. An early
form of producer introduced in Europe, and now in general
use both abroad and in the United States, is known as the
suction producer, a name suggested by the fact that the
engine develops its charge of gas in the producer by means
of its own suction stroke. Although many producers of
this type are now used, most of them are small, seldom
exceeding 200 horsepower. A serious limitation to the
utility of the suction producer has been the fact that, owing
to the manner of generating the gas, no tarry fuels could
be used, a restriction that prevented the use of bituminous
coals, lignites, peats, and other like fuels. The fuels in
most common use for producers of this type are charcoal,
coke, and anthracite coal, although attempts are being
made so to construct plants that they can be operated with
bituminous or tarry coals.
[Pg 355]
To meet the demand for the concentration of power
in large units, instead of operating a large number of separate
installations of small power capacity, the pressure
producer was devised. This producer develops its gas
under a slight pressure due to the introduction of an air
and steam blast, and the gas is stored in a holder until
it is required by the engine. As the gas may thus be stored
before passing to the engine, and as its generation does
not depend on the suction stroke of the engine, tar and
other impurities may be removed from it by suitable devices,
and the use of bituminous coal, lignite, and peat
thus permitted.
The pressure producer was closely followed in the
course of development by the down-draft producer, which
fixes the tar as a permanent gas and therefore completely
uses the volatile hydrocarbons in bituminous coal, lignite,
and peat.
A few scattered producer-gas plants were installed for
power purposes in the United States before 1900, but the
application of this type of power in any general sense has
been developed since that date. During the first few years
of this period of development anthracite coal, coke, and
charcoal were used almost exclusively, although occasionally
pressure and down-draft plants ventured to use a well-tried
bituminous coal known to be especially free from
sulphur and caking difficulties and low in both ash and
tar making compounds. The rapid development of the
anthracite plant was to be expected, but it remained for
the United States Geological Survey in its testing plants
at St. Louis and Norfolk to demonstrate the possibility
of using in such plants practically all grades of fuel of
any commercial value, without reference to the amount
of sulphur or tarry matter which they contain. Figures
1 and 2 illustrate the very rapid increase in the number
of installations and in the total horsepower of the plants
operating with bituminous coal and lignite since the beginning
[Pg 356]
of these investigations by the Geological Survey
in 1904.
Owing to the fact that the dates of installation of many
plants are not ascertainable, it is impossible to present
the exact growth either in number of installations or in
horsepower. The relative rate is, however, approximately
shown by Figures 1 and 2, the data for which were secured
from 375 installations. The points for the year 1909 are
estimated from the returns for the first five months. These
points have been checked by two or three methods and
indicate only the normal increase established by the rate
of development before the business depression of 1908. It
is probable that the actual figures for the entire year may
exceed those indicated.
Relative Results of Steam and Producer-Gas Tests.
In considering the relation between the economic results
of plants of the two types under discussion, namely
steam and producer-gas, the fact should be remembered
that today, in the ordinary manufacturing plant operated
by steam power, less than 5 per cent of the total energy
in the fuel consumed is available for useful work at the
machine.
In this connection it is of interest and value to glance
at the possibilities of the best-designed and most skilfully
operated commercial plant now in use. The data concerning
the steam plant selected for this determination are
derived from a table prepared by Mr. Stott, superintendent
of motive power, Interborough Rapid Transit Company,
New York City, which, as Mr. Stott says, shows “the losses
found in a year’s operation of what is probably one of
the most efficient plants in existence today, and, therefore,
typical of the present state of the art.”
[Pg 357]
Figure 1.--Annual increase in number of producer-gas power plants in the United States.
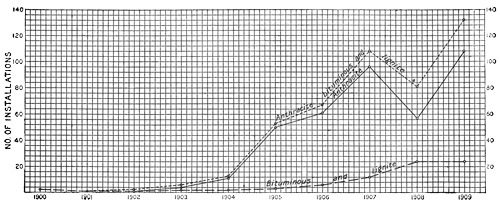
[Pg 358]
Figure 2.--Annual increase in the total horsepower of producer-gas power plants in the
United States.

[Pg 359]
Average losses in steam plant of the Interborough Company in converting 1
pound of coal, containing 12,500 British thermal units, into electricity.
|
British
thermal
units. |
Per cent. |
| Loss by friction |
138 |
1.1 |
| Loss in exhaust |
7,513 |
60.1 |
| Loss in pipes and auxiliaries |
275 |
2.2 |
| Loss in boiler |
1,000 |
8.0 |
| Loss in stack |
1,987 |
15.9 |
| Loss in ashes |
300 |
2.4 |
| Total losses |
11,213 |
89.7 |
| Energy utilized |
1,287 |
10.3 |
|
12,500 |
100.0 |
Mr. Stott further presents a table showing the thermal
efficiency of producer-gas plants, concerning which he says:
The following heat balance is believed to represent the
best results obtained in Europe and the United States up
to date in the formation and utilization of producer gas.
Average losses in a producer-gas plant in the conversion of 1 pound of coal,
containing 12,500 British thermal units, into electricity.
|
British
thermal
units. |
Per cent. |
| Loss in gas producer and auxiliaries |
2,500 |
20.0 |
| Loss in cooling water in jackets |
2,375 |
19.0 |
| Loss in exhaust gases |
3,750 |
30.0 |
| Loss in engine friction |
813 |
6.5 |
| Loss in electric generator |
62 |
.5 |
| Total losses |
9,500 |
76.0 |
| Converted into electric energy |
3,000 |
24.0 |
|
12,500 |
100.0 |
The thermal efficiency of such plants, as given by different
writers, runs as high as 33, 36, and 38.5 per cent,
and for some plants figures as extravagant as “above 40”
are boldly published. Although the present aim has been
to give the figures for a producer-gas plant that may compare
favorably with those of the steam plant of the Interborough
Company, an effort has been made to keep well
[Pg 360]
within obtainable efficiencies. Attention is also directed
to the fact that the producer-gas plant considered should
be large enough to compare favorably with the steam plant.
This precludes comparisons with suction plants, which are
relatively small but give higher proportional efficiencies
than the larger pressure and down-draft plants, for these
require more or less auxiliary apparatus.
Mr. Stott seems ready to accept a thermal efficiency
of 24 per cent for the best producer-gas plants for comparison
with 10.3 per cent efficiency for his steam plant,
but a careful study of the problem has led to a more conservative
estimate for the producer-gas plant, namely, 21.5
per cent.
The tables just given show the comparative efficiencies
reached in plants of the best type, both steam and producer-gas,
but these are seldom realized in common practice. The
results obtained in the government plant at St. Louis are
probably more nearly representative of the ordinary type
of apparatus. These results are as follows:
Relative economies of steam and gas power plants at St Louis in the conversion
of 1 pound of coal, containing 12,500 British thermal units, into electricity.
|
Steam Power. |
Gas Power. |
British
thermal
units. |
Per cent. |
British
thermal
units. |
Per cent. |
| Losses in exhaust, friction, etc. |
11,892 |
95.14 |
10,812 |
86.5 |
| Converted into electric energy |
608 |
4.86 |
1,688 |
13.5 |
|
12,500 |
100.00 |
12,500 |
100.0 |
The ratios of the total fuel per brake-horsepower hour
required by the steam plant and producer-gas plant, under
full load, not counting stand-by losses, are presented below
as derived from 75 coals, 6 lignites, and 1 peat (Florida).
The curves in Figure 3 show graphically the great
economy secured with the producer-gas plant. The figures
[Pg 361]
for the producer-gas tests include not only the coal consumed
in the gas producer, but also the coal used in the
auxiliary boiler for generating the steam necessary for
the pressure blast—that is, the figures given include the
total coal required by the producer-gas plant.
Ratios of fuel used in steam and gas plants.
| Average ratio, coal as fired per brake-horsepower hour under
boiler to coal as fired per brake-horsepower hour in producer |
2.7 |
| Maximum ratio, coal as fired per brake-horsepower hour under
boiler to coal as fired per brake-horsepower hour in producer |
3.7 |
| Minimum ratio, coal as fired per brake-horsepower hour under
boiler to coal as fired per brake-horsepower hour in producer |
1.8 |
| Average ratio, lignite and subbituminous coal as fired per
brake-horsepower hour under boiler to lignite as fired per
brake-horsepower hour in producer |
2.7 |
| Maximum ratio, lignite and subbituminous coal as fired per
brake-horsepower hour under boiler to lignite as fired per
brake-horsepower hour in producer |
2.9 |
| Minimum ratio, lignite and subbituminous coal as fired per
brake-horsepower hour under boiler to lignite as fired per
brake-horsepower hour in producer |
2.2 |
| Average ratio, peat as fired per brake-horsepower hour under
boiler to peat as fired per brake-horsepower hour in producer |
2.3 |
In considering the possible increase in efficiency of the
steam tests with a compound engine, as compared with
the simple engine used, the fact should not be overlooked
that a corresponding increase in the efficiency of the
producer-gas tests may be brought about under corresponding
favorable conditions. Not only is the producer passing
through a transitional period, but the gas engine must
still be regarded in the same light. In the larger sizes
the vertical single-acting engine is being replaced by the
horizontal double-acting engine. Other changes and improvements
are constantly being made which tend to increase
the efficiency of the gas engine, as compounding
and tripling the expansions have already increased the
efficiency of the steam engine.
As has already been stated, the gas engine used in the
tests here reported is of a type that is rapidly becoming
obsolete for this size, namely, the vertical, three-cylinder,
single-acting.
[Pg 362]
A brief consideration of these points will lead at once
to the conclusions that a comparison of the producer-gas
plant and steam plant used in these tests is very favorable
to the former, and that any increase in efficiency in the
steam tests that might result from using a compound
engine can be offset by the introduction of a gas engine
of more modern type and a producer plant designed to
handle the special kinds of fuel used.
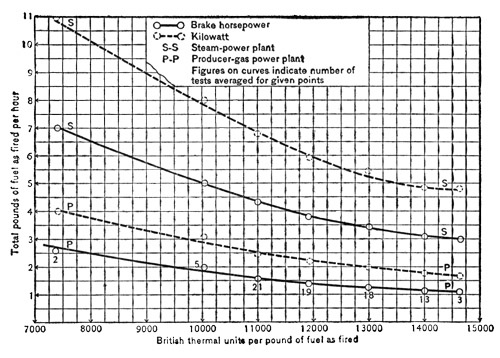
Figure 3.—Comparative service of coals and lignites in gas-producer and
steam-boiler plants.
It should be noted that many fuels which give poor
results under steam boilers have been used with great ease
and efficiency in the gas producer, which thus makes it
possible to utilize low-grade coals and lignites that have
[Pg 363]
heretofore been regarded as practically useless. Several
of the poorest grades of bituminous coals have shown remarkable
efficiency in the gas producer, and lignites and
peat have been used with great facility, thus opening the
way to the introduction of cheap power into large districts
that have thus far been commercially unimportant
owing to lack of industrial opportunities. Experiments
with “bone,” a refuse product in bituminous-coal mining,
have given excellent results, showing an efficiency in the
producer equal to that reached by good steam coal under
boilers. Recent investigations with other low-grade fuels,
such as mine roof slabs, culm, and washery refuse, have
also demonstrated the possibility of using such material
to advantage in the producer under proper commercial
conditions.
Number and Class of Plants.
A list of producer-gas power plants recently secured
indicates that at present there are over 500 such plants
[Pg 364]
in operation in the United States, ranging in size from 15
to 6,000 horsepower.
Figure 4.—Summarized data of producer-gas power plants in United States.
|
No. of plants. |
Horsepower. |
Per cent of total number. |
Per cent of total horse-power. |
| Total. |
Average. |
Minimum. |
Maximum. |
| Anthracite coal: |
|
|
|
|
|
|
| Over 500 horsepower |
8 |
7,550 |
950 |
600 |
1,500 |
… |
… |
| 500 horsepower or less |
407 |
40,550 |
100 |
15 |
500 |
… |
… |
|
415 |
48,100 |
116 |
15 |
1,500 |
88 |
43 |
| Bituminous coal: |
|
|
|
|
|
|
| Over 500 horsepower |
20 |
49,000 |
2,450 |
750 |
6,000 |
… |
… |
| 500 horsepower or less |
17 |
5,150 |
300 |
35 |
500 |
… |
… |
|
37 |
54,150 |
1,460 |
35 |
6,000 |
8 |
49 |
| Lignite: |
|
|
|
|
|
|
| Over 500 horsepower |
3 |
7,275 |
2,430 |
525 |
3,750 |
… |
… |
| 500 horsepower or less |
19 |
1,725 |
90 |
25 |
250 |
… |
… |
|
22 |
9,000 |
410 |
25 |
3,750 |
4 |
8 |
| All plants |
474 |
111,250 |
235 |
15 |
6,000 |
100 |
100 |
|
No. of plants. |
Horsepower. |
| Total. |
Average. |
| Anthracite coal: |
|
|
|
| Over 500 horsepower |
8 |
7,550 |
950 |
| 500 horsepower or less |
407 |
40,550 |
100 |
|
415 |
48,100 |
116 |
| Bituminous coal: |
|
|
|
| Over 500 horsepower |
20 |
49,000 |
2,450 |
| 500 horsepower or less |
17 |
5,150 |
300 |
|
37 |
54,150 |
1,460 |
| Lignite: |
|
|
|
| Over 500 horsepower |
3 |
7,275 |
2,430 |
| 500 horsepower or less |
19 |
1,725 |
90 |
|
22 |
9,000 |
410 |
| All plants |
474 |
111,250 |
235 |
|
Horsepower. |
Per cent
of total
number. |
Per cent
of total
horse-
power. |
Mini-
mum. |
Maxi-
mum. |
| Anthracite coal: |
|
|
|
| Over 500 horsepower |
600 |
1,500 |
… |
… |
| 500 horsepower or less |
15 |
500 |
… |
… |
|
15 |
1,500 |
88 |
43 |
| Bituminous coal: |
|
|
|
| Over 500 horsepower |
750 |
6,000 |
… |
… |
| 500 horsepower or less |
35 |
500 |
… |
… |
|
35 |
6,000 |
8 |
49 |
| Lignite: |
|
|
|
| Over 500 horsepower |
525 |
3,750 |
… |
… |
| 500 horsepower or less |
25 |
250 |
… |
… |
|
25 |
3,750 |
4 |
8 |
| All plants |
15 |
6,000 |
100 |
100 |
Data secured from this list are summarized in the table
on the previous page according to the type of fuel used,
and separately for all plants above 500 horsepower and
for those not exceeding 500 horsepower.
It will be observed from this table that about 88 per
cent of the total number of installations in this country
are operating on anthracite coal (a few using charcoal or
coke), and that bituminous coal and lignite are used in
the remaining 12 per cent. Of the total horsepower approximately
57 per cent is derived from bituminous coal
and lignite and 43 per cent from anthracite coal, charcoal,
and coke. In point of size it will be noted that the bituminous
plants average 12½ times the size of the anthracite
plants.
In 1906 a large number of these plants were carefully
inspected in order to secure definite information from the
owners and operators regarding the more or less successful
operation of such installations. Similar inspections
were made in 1908.
Deductions from Visits of Inspection.
The deductions made from the visits in 1906 were as
follows:
1. The plants as a whole are giving remarkable satisfaction
considering the very brief period of development
that has passed since the introduction of this type of power.
2. The most serious difficulty seems to arise from the
lack of competent operators to run the plants rather than
from defects or troubles in the plants themselves.
3. Incompetent salesmen are undoubtedly to blame for
serious misrepresentations and misunderstandings.
4. The neglect shown by some manufacturers in respect
to their plants after they are installed and paid for
has not been farsighted, and the failure of the manufacturers
[Pg 365]
to give the purchasers or operators of plants full
information regarding their construction and method of
operating has certainly been detrimental to the business.
At the present time (1910) the following modifications
might be advantageously made to the above statements:
1. Unchanged.
2. This situation still prevails, although there are
many more competent operators today than three years
ago. Time will eliminate this difficulty.
3. With stronger companies this situation is greatly
improved.
4. Experience has shown that such neglect produces
serious troubles and financial loss to the manufacturer,
and a very decided change for the better has developed
in the last few years. There are, however, a few small
concerns still operating in the producer field on what may
be considered a false basis.
Centralization of Power Development and Distribution.
Central stations for power and lighting are springing
up all over the country. Electric lights are now in general
use in towns numbering their population by hundreds
only. Electric transmission for street-railway service is
practically universal and electric power for shop drive is
in great demand. The substitution of the electric locomotive
for the steam locomotive for terminal service and
even for line duty by several leading railway systems is
no longer a mere expectation but is an every-day working
reality.
These changes and developments in every section are,
to a large extent, tending to do away with the individual
small steam equipment, whether stationary or locomotive,
and are bringing to the front the central power station,
ranging in size from lighting and pumping plants of less
than 100 horsepower in the smaller towns to those of 100,000
[Pg 366]
horsepower or more required to meet metropolitan
demands.
European Examples of Advantageous Location.
In the development of central power plants and the
reduction of the cost of power, the producer-gas power
plant is an important factor. In this connection the question
of locating such plants directly at the mines is well
worth careful and unbiased attention in the engineering
profession. The advantages to be derived from such a
location have already attracted the commercial interests
of Europe. As examples worthy of thoughtful consideration,
the general conditions of operation of three typical
European installations are here described:
Plant A.—This plant, although not situated directly at
the mines, is but a short distance away, and the company
owning the plant also owns the mines from which the fuel
is secured. The plant is of the Mond by-product type and
consists of eight pressure producers of 2,500 horsepower
each. The fuel used is a run-of-mine bituminous coal said
to contain 8 to 9 per cent ash and 1 to 2 per cent sulphur.
This would indicate that they are utilizing the best grades
of coal from their own mine in the local gas plant and
allowing the lower grades to remain unmined, a fact which
I verified before leaving the plant.
The plant is designed for the recovery of the sulphate
of ammonia and for supplying gas to the neighboring towns
for both metallurgical and power purposes. As one unit
is always held in reserve, the plant is called 16,000 horsepower.
The main distributing line is 3 feet in diameter,
and at the time of my visit there were 37 miles of main,
the longest single run being 6½ miles. Each producer gasifies,
on an average, 20 tons of coal per twenty-four hours.
The report of the engineer in charge indicates that the
plant had been in operation twenty-four hours a day, seven
[Pg 367]
days a week, for two and one-half years without a shut
down.
Plant B.—This plant, which is located in the center
of a peat bog, proved of especial interest. It has a capacity
of 300 horsepower only, and is about 3 miles from
the town to which the electric current is supplied. One-half
of the plant (150 horsepower) was installed in 1904
and the remainder in 1906. This is probably the first as
well as the smallest producer-gas installation to be located
at the mine and transmit high-voltage current to a point
some distance away. This installation, in 1909, consisted
of two suction producers (special peat type) rated at 150
horsepower each, and two horizontal twin single-acting
four-cycle gas engines of 150 horsepower each, direct connected
to alternating-current three-phase generators, which
were running splendidly in parallel at the time of my visit.
The 3,000-volt current is transmitted to the town, where
it is used during the day for lighting shops and for shop
motors. At night the plant supplies the lights for the
streets and residences. The charge for residence light
is 9 cents per kilowatt hour. Both units are in operation
from 5:30 a. m. to 6 p. m., and one continues to 11 p. m.
each day.
A 35-horsepower peat machine is used for preparing
the fuel. This is driven by an electric motor supplied with
current from the power plant on the bog. As only 750
tons of dry peat are required per year there is no attempt
to work the plant to its maximum. Local farmers are
employed and they work as little or as much as they please,
as there is no difficulty in getting out all the peat needed
for a year during the working season, which in this locality
is from April 15 to September 1. As a result 14 men are
employed more or less of their time. They receive about
50 cents per day each and get out about 20 tons of peat
per day.
[Pg 368]
Coal at this point in Europe costs $3.75 per ton. The
dry peat delivered on the operating platform of the producer
plant costs only 80 cents per ton.
Plant C.—This plant is installed at the collieries. At
the time of my visit it was under full operation, using roof
slabs that gave little indication, on casual inspection, of
containing any combustible material. It was claimed that
this fuel averaged over 60 per cent ash—a claim which
seemed entirely reasonable. At the time of this visit
(1908) the producers were not only supplying a number
of furnaces with gas, but were also operating a 1,000-horsepower
and a 250-horsepower gas engine. A 500-horsepower
engine was being added to the equipment. The
engines in use were direct connected to electric generators.
The 10,000-volt current is used for operating the local mine
machinery and also for furnishing lights for neighboring
towns and power for a street railroad. The plant was
reported to be using over 100 tons of this low-grade fuel
per day.
Favorable Conditions in the United States.
In the United States cheaper power is constantly
sought. The water-power possibilities of the country are
being realized and the hydro-electric power plant is a
wholesome cause of competition. The supply of fuel of
marketable grades is not unlimited. Prices for such fuel
must necessarily increase. The cost of transporting coal
from the mines is high, and the possibility of obtaining a
sufficient supply of cars to handle low-grade fuels is questionable.
The power demands of the country are increasing,
and this power must be developed at a reasonable
cost. The time is approaching when the cheapest fuel
obtainable must be used to the best economic advantage
in order to develop power at a unit cost consistent with
commercial progress.
[Pg 369]
Consideration of the conditions indicates that in order
to keep the price of power developed from fuel down to
a consistent figure—
(a) Grades of fuel which warrant transportation, or
which may be defined as “marketable,” should be used
with the greatest possible practicable economy.
(b) The very large percentage of coal of so-called low
grade which today is left at or in the mine must be utilized.
(c) Advantage must be taken of the large deposits of
lignite and peat which are found in many sections of the
country.
It is undoubtedly true that in general, under conditions
which do not require the use of steam for other than
power purposes, the producer-gas power plant meets the
requirements of (a).
At present the only method of advantageously handling
the fuels mentioned in (b) and (c) is in the gas producer,
and the utilization of these lower grades of fuel on
an extensive scale demands concentration of the power
plants within close proximity to the fuel supply.
The logical conclusion from a careful study of the
producer-gas power situation is that the time is not distant
when financial interests in power production will be
directed toward the centralization of the producer-gas
power plant at the mines and the distribution of the energy
developed either by high-voltage long-distance electrical
transmission or by pipe systems for conveying the gas.
[Pg 370]
EFFICIENCY IN SHOP OPERATIONS.
BY H. F. STIMPSON.
[Consulting Efficiency Engineer, New York. Published in The Iron Age,
Jan. 6, 1910, and reproduced by special arrangement.]
Managers of industrial enterprises will undoubtedly
agree that there are few qualities which are more to be
desired in equipment, methods and men than that of efficiency.
From an extensive study of this subject in various
parts of the country, together with interviews and correspondence
with several hundred concerns, the writer has
become convinced that there is a general lack of definite
comprehension of what efficiency is, whence it springs, how
it may be measured and developed and the results which
its cultivation will produce. The object of this monograph
is an endeavor to throw some light upon these things and
to afford a new viewpoint from which to study industrial
operations.
The Evolution of Industrial Management.
In the first place we must realize that the management
of industrial enterprises is in a state of evolution. The
tremendous growth of the past few years has caused certain
previously satisfactory methods to become inadequate
to present needs. Many details which in the days of
smaller affairs could be absorbed by personal inspection
and mentally stored for use when needed must now, because
of their very volume, be made matters of record.
The character of these records has much to do with
their value. Because financial records are so ancient they
have exerted an undue influence upon the character of all
other records. While under our present civilization, the
ultimate object of industrial operations is to create financial
profits, there are many highly important records which
[Pg 371]
cannot be adequately expressed in terms of money. The
business of manufacturing consists of a repetition of mechanical
operations. Mechanical operations necessarily involve
considerations of weight, distance, time and effort,
but not of money.
The reason for the failure of so many cost systems to
serve the desired end is that they are based upon a wrong
unit. These systems become useful only beyond a certain
point. Other systems have been the result of a blind craving
for aid, but being without broad underlying principles
and not properly tied together and simply, in many cases,
disjointed attempts to improve isolated details, they too
have failed. The result is that attempts by specialists
to improve industrial conditions have been often looked
upon with suspicion and this is not altogether without
reason. These very failures, however, have drawn the attention
of men in certain lines of engineering to the rapidly
developing needs of manufacturers. They have attempted
to solve the problems by the use of engineering instead of
by accounting methods, and the results which have been attained
prove conclusively that a material advance has been
made.
What Is Efficiency?
With this understanding of the present conditions, let
us consider what efficiency really is. It has been defined
as “the ability to produce certain results,” and this at
the very outset necessitates the existence or creation of
a standard of measurement. Our perception of efficiency,
therefore, is correct only in proportion to the precision
of the standard, which must be accurately developed from
data which are not only exact, but complete. A machinist,
believed to be operating at high efficiency, was observed
while turning a shaft. His cut, feed and speed seemed to
be beyond criticism. When the shaft was finished, however,
he had to spend half as much time in hunting up a chain
[Pg 372]
and pad to remove the shaft from the lathe, as he had taken
in turning it. This cut his actual efficiency from 100 per
cent down to 87 per cent, yet the man was not at fault.
His normal work was to operate a lathe and not to hunt
for things which should have been provided for him. The
points to be observed here are not only the importance of
using the right standard of measurement, but that the
efficiency of the man depended very largely upon his surrounding
conditions over which he had no control. These
conditions depend upon the efficiency of the management
in securing proper equipment from the owners. This in
turn depends upon the efficiency of the management’s records
in enabling it to state clearly and accurately what increase
in output and consequently in profits will result
from improving the conditions—thus justifying the expenditure
required. We see from this that the true standard
is not the possibility under existing conditions, but
that which can be obtained under other and more desirable
conditions.
Managerial Opposition to Change.
The management, which immediately controls the records
and conditions should be the prime source of efforts
towards the increase of efficiency throughout the plant.
The opposition of managers to progress in this respect is
exceedingly great, yet not altogether surprising for these
reasons:
1. There is a widespread fallacy that so-called practical
experience in the manual operations or technical
processes of a business is the chief essential to success in
its management. This is due to the fact that perfection
of workmanship, of which he knows much, is more important
in the eyes of the artisan than the actual cost
of the operation, of which he knows little, or than the
cause of this cost, of which he knows less.
[Pg 373]
2. It is only recently that educational institutions
have afforded any opportunity for adequate instruction
in the art of management, pure and simple, a principal
feature of which is the intelligent regulation of cost.
3. There has been, and now is, as a result of these
two things, a failure to appreciate the necessity and value
of exact data, in proper terms, of refined and scientific
methods of collecting and using it and of logical reasoning
in the solution of industrial problems.
The highest degree of efficiency, therefore, is only to be
realized in a shop where executive methods have reached
a high stage of efficiency, for in these is unquestionably its
source.
Time Measurement Important.
The first step is to recognize the necessity and value
of a proper measurement of time, as a guide not only to
the executive but to the workman. A man was observed
during 8 successive repetitions of the operation of making
a machine mold in a foundry. The unit times varied 5.2 to
23.6 minutes, the total time for the eight being 104 minutes.
Under the method of timekeeping in use at that shop it
was only ascertained that the eight operations took 1¾
hours or an “average” of 13 minutes each, and the labor
cost and distribution of burden were made on that basis.
Because of the absence of any standard time whatsoever
it was not realized that had the man done each of the eight
in 5.2 minutes, they would have been completed in 41.6
minutes, resulting in a saving of over 60 per cent of the
total time. Had the man received a proper work ticket
bearing this standard time, before he began the work,
there is no doubt that he could have easily performed the
work in the shorter time and a marked difference in
proportionate burden and cost would have resulted. Under
the existing methods the management could not know
of the waste, and so was helpless to prevent or cure it.
[Pg 374]
Every item of time, therefore, is capable of division into
two parts: A standard or necessary time and a (more or
less) preventable waste, which latter is the easier thing of
the two to determine.
An Example of Increased Efficiency in Riveting.
A gang of four were engaged in riveting some steel
plates. By the use of a stop-watch it was found that a
large proportion of the total time of the riveter and
bucker-up was not utilized; yet some one was always at
work. The reason was that the men proceeded along the
work in such a way that the bucker-up covered with his
body the holes as yet unfilled by rivets, he moving from
left to right. When, therefore, a rivet was driven, these
two men had to stand aside until another rivet was placed
by the rivet passer. Upon the instruction of the engineer,
they reversed the direction of their movements so as to
cover only the filled holes, thus enabling the passer always
to have a rivet ready for them and making their speed in
driving the real gauge of the speed of the operation. Furthermore,
when they encountered a hole that needed
reaming (as was sometimes the case, until the fault was
located with the fitters and remedied), the riveter would
lay down the gun, pick up the reamer, ream the hole, lay
down the reamer, pick up the gun and drive the rivet.
When persuaded to test consecutively ten or more holes
after driving the first rivet in a seam to anchor the plates
and then to drive the ten consecutively, they progressed
faster with less effort. These men, receiving not only a
standard from the engineer, but kindly instruction as to
how to attain it, and being stimulated, not by abuse, but
by a scientifically determined bonus—increased their output
over 150 per cent beyond the original amount.
In this plant, by the use of these methods, and in about
seven months, the general increase in efficiency of the men
was such that the force was reduced 67 per cent without
[Pg 375]
reduction in volume of output, but with a great reduction
in net total unit cost, even after paying the bonus alluded
to and the cost of the expert services which alone produced
this result.
The Use of Bonuses.
It is proper to say a word here on the subject of bonus
as a means of increasing efficiency. The principal merit
of this motive lies in the fact that immediate personal
gain is the strongest incentive to immediate personal effort.
It operates just as strongly on the employe as on
the employer. Hope of promotion is too vague and the
actual chances too limited to exert much pressure, but an
extra sum in the pay envelope—or better still, in a separate
one—for the disposal of the “old man himself,” will
do wonders. To be most effectual a bonus must not begin
at the point of standard efficiency, but at the point when
average efficiency ceases and extra effort begins; and it
should increase on a curve faster and faster as the point of
standard efficiency is neared, because the accompanying
effort will be correspondingly greater.
Efficiency Methods and Department Heads.
So much for the individual operator. And now for the
executives. From foreman up to and including the highest
official the same methods can and should be applied.
Under ordinary circumstances, the workman in need of
material, tools or instruction keeps his skirts clear by a
more or less indefinite and unintelligible request to the
foreman. He thinks it the foreman’s duty to look after
him, but that if he does not do so it’s no business of his.
Put that man on standard time and bonus and if there is
anything he thinks the foreman should do or get for him
he speaks loudly and directly. This the foreman does not
resent—as would ordinarily be the case—for his efficiency
is determined by the combined efficiency of his men and
[Pg 376]
upon this his bonus depends. Anything, therefore, that
interferes with the progress of the men touches him
closely, and he will move heaven and earth to eliminate it.
All kinds of defects which were previously hidden from
the superintendent are now brought to his attention, and
he welcomes them for exactly the same reason that actuated
the foreman. Thus the change that comes over a
shop when efficiency is accurately measured and adequately
rewarded is often astounding.
But this is not all. The possession of exact data as to
standard and actual times makes possible a certain great
improvement in, and addition to, the executive staff and
a material increase in the efficiency of the foreman and department
heads. By this is meant the installation of a
planning department, by which the apportionment of the
time of men and machines is controlled. The advantage,
indeed, the positive necessity, of the services of engineers
and draughtsmen in apportioning the different parts of
the product is well understood. The requirements of each
part, the strains to which it will be subjected, the kind,
quality and quantity of material required to resist these
strains, the shapes of the pieces, their relations to each
other and many other things are all given most careful attention.
The value of fully constructing the design on
paper, as a means of discovering possible errors or difficulties,
and of correcting or overcoming them before large
expense for material and workmanship has been incurred,
are too well realized to need more than a simple statement
for their acceptance. No sane executive would expect his
department heads to take a copy of his customer’s order
and individually work out the details with which they are
particularly concerned and expect the parts to fit. Yet
this is just exactly what is being done as regards the
apportionment of productive time; and a tumult of broken
promises of delivery, excessive cost of production, enormous
[Pg 377]
wastes of time in changing jobs, etc., is the immediate
and unavoidable result.
What Can Be Done.
It is perfectly possible, but only to one trained in the
particular art, to schedule the different operations on all
of the different parts of the product; to plot the productive
times required, so that each may begin at such a time in
relation to the others that all will arrive at the point of
assembly at the proper time and in the proper sequence;
to combine these studies of the different productive orders
on a chart which will show the disposition to be made of
all the men and machinery; to prepare advance programs
for each man and machine engaged in productive
labor; and thus to give to the superintendent and
foremen the advantage of the same predisposition of time
that they now have of material.
As it is now, the time of these persons is entirely too
much occupied with this problem of the disposition of time
for which they are only partly equipped, having, it is true,
much of the necessary information, but no training in the
scientific handling of it. They are, therefore, unable to
devote the time they should to the immediate study of the
operations and the provision of tools, material and instruction
to the men. They try to be all over the shop at once
and they depend on getting their information at first hand,
and consequently fail more or less clearly to cover the
ground. Having such schedules and programs as are
above described, and with the proper work tickets distributed
on a dispatching board, each one in the division representing
the work upon which a man or machine is engaged,
having the time of commencement and the standard
time thereon, the foreman can see at a glance without
leaving his office what men will shortly finish their work
and what steps must be taken to see that the drawings,
tools and materials for their next work are ready for them
[Pg 378]
in time. Having seen to this he has some leisure to give
his attention to matters immediately requiring it, knowing,
if anything is obstructing the other men, that their
anxiety to earn their bonus will cause them promptly to
bring such matters to his attention. Having this schedule,
moreover, the foremen are enabled to order material, etc.,
ahead and to do so intelligently, thus making the work
of the shop transportation department much simpler. In
one case by this means 25 men were able to handle the
intra-shop transportation in a more satisfactory manner
than 75 men had previously been able to do.
The planning department also greatly aids and is in
turn aided by the purchasing department, for the times
when material must or can be got can intelligently be determined
to their mutual advantage. The sales department,
too, when it once gets the idea that the shop is not
working miracles, but has its limitations, can make delivery
promises which really mean something and can be
kept, and this is a trump card of no small importance when
the fact becomes realized among the customers of the concern.
Responsibility of the Management.
In the opinion of those whose opportunities have enabled
them to get at the facts, the inefficiency in manufacturing,
which undoubtedly generally exists today, in spite
of the prevailing impression to the contrary, is only about
one-fourth due to the things over which the employes
have control and three-fourths to conditions imposed upon
them by the management. The methods outlined above
have achieved results whenever they have been faithfully
and honestly tried, with proper co-operation by the management
and under the direction of skilled specialists, and
the results have continued and will continue as long as the
methods are followed. The effect upon the men is that
[Pg 379]
from being often listless, indifferent and antagonistic, they
become energetic, ambitious and loyal friends.
One thing more: Much has been done and overdone in
the line of so-called welfare work. It is a highly creditable
and necessary line of effort, when confined to attempts to
remove from the path of the employe any obstacle which
prevents him from developing his skill and efficiency to
the highest degree. An uncomfortable, unhappy person
cannot be efficient. But as steam is necessary to the engine,
so is incentive necessary to the worker to get him to
make the best use of the facilities provided for him. Under
our present civilization, the same incentive which
pushes on the master will push on the man, and that is
direct personal gain in dollars and cents, not for itself, but
for and what that gain will bring. It must come to him
quickly after the exertion which its expectation calls forth,
for if long delayed, the effect is lost. It must also come to
him separately from his regular wage that its amount may
be the more readily realized.
Moreover, the results of efficiency methods, within the
writer’s knowledge, are sufficient to convince him that
their general adoption would so increase the purchasing
power of the employe, by increasing his wages and decreasing
the cost production, as to have a markedly beneficial
and steadying effect upon the business of the country.
Efficiency methods, however, cannot be successfully designed
or installed by those trained in other lines and
prejudiced by other associations. After these methods
have been scientifically developed to suit the existing conditions
and actually put into operation by those skilled in
the art, they may gradually be relinquished into the control
of those who have been educated in the process of installation,
with some hope of success for their future
operation.
[Pg 380]
THE BRIDGE BETWEEN LABOR AND CAPITAL.
BY JOHN MITCHELL.
[Former President United Mine Workers of America.]
If the interests of labor and capital were identical—as
some contend—there would be no chasm between them to
bridge; and if the interests of labor and capital were irreconcilable—as
others contend—any effort to unite
them would be futile. From an experience extending over
a considerable period, I am quite convinced that neither
of the foregoing propositions will stand the test of close
analysis. My judgment is that the interests of labor and
capital, though divergent in some respects, are nevertheless
reciprocal and inter-dependent.
To elucidate in a practical way the subject of the
proper relationship between employer and employe, it is
necessary to review the activities of these two factors in
the field in which their interests are common and to
mark the point at which they diverge. The employer and
the employe are mutually interested in the successful conduct
of industry; the profits of the one and the wages of
the other obviously are contingent upon it, as both profits
and wages must be paid from the earnings of the enterprise
in which the capital of the one and the labor of the
other are jointly invested. This being true, the workman
and the employer are equally concerned in the character
of the product which is manufactured and sold by them,
just as they are interested equally in good markets and
regularity of employment. Having worked in co-operation
up to the point of turning out an article that commands a
wide and profitable sale, the question of dividing the earnings
of their joint efforts presents itself. It is the failure
of the attempt to adjust satisfactorily this controversy
[Pg 381]
that gives rise to the differences between employers and
workmen and is the basis of the labor problem as we have
it today. True, there are many questions of discord apart
from those of wages and profits, which result in serious industrial
conflicts, but followed back to their source, it will
be found that these issues are inseparably related to those
of wages and profits. In other words, the demand for a
shorter workday, for healthful, sanitary surroundings, has
its origin in the irrepressible desire of the working people
for a progressive improvement in their conditions of life
and labor.
In ancient and mediaeval times when the structure of
society was simple and each family consumed all the things
it produced; or even at a later period when the master and
the journeyman worked together side by side, and when
the master had been a journeyman and the journeyman
expected to become a master, there was little cause for
controversy, and the problem of labor was not difficult of
solution. It was not until the invention of machinery, the
advent of the factory system, the use of steam, and the application
of new processes that the question of the relationship
of employer and employed grew so complex and
impersonal that new methods became necessary in the
proper adjustment of industrial affairs. As step by step
industry developed from the stage of the privately owned
factory to the firm and corporation, to the combination and
the trust, the real employer was removed further and ever
further from personal contact with his employes. As a
consequence of this transition, the salaried manager took
the place once held by the actual employer, and the simple
and friendly relations of early days gave way to the intricate
and complex industrial life of this generation.
Coincident with the development of industry which
has revolutionized the whole life and history of our people
and our civilization, have come the local, the district, the
national, and finally the international organizations of
[Pg 382]
labor. These gigantic associations and federations of
workmen are the logical and the inevitable consequence of
an industrial development which threatened the subjugation
of the individual workman and forced him, in self-defense,
to merge his interests and his identity with those
of his fellow workmen. The momentous change in the
status of the workman which accompanied the revolution
of industrial processes, transformed the whole problem of
labor from the question of production to that of distribution,
and it is the effort to find an equitable adjustment of
the problem of distribution that is taxing to the utmost the
ingenuity of economists, philosophers, and statesmen.
In the search for a panacea to heal the industrial ills
against which society so justly complains, many suggestions
are made and innumerable remedies proposed. On
the one hand are found forces that would deny to labor the
right of organization and combination, although exercising
and enjoying the benefit of these rights themselves; on
the other hand are forces at work advocating and demanding
the abolition of the whole competitive system; between
these extremes stands a great army of workmen and employers
earnestly striving to find grounds of mutual agreement
upon which the rights and obligations of each may be
defined and brought into harmony. With all due respect
to the opinions of others, I submit that the path of safety,
progress, and justice lies in the middle course—in the
recognition of the right of organization on the part of both
labor and capital, by which and through which these factors
in our industrial progress may work out their inevitable
destiny, contracting freely each with the other upon
all questions of mutual concern.
The trade agreement is the bridge between labor and
capital. It restores, so far as it is possible to do so, the
personal relationship, the mutual interest which existed
prior to the advent of the factory system. It is an acknowledgment
of the inter-dependence of labor and capital,
[Pg 383]
a recognition of the reciprocal interest of employer
and employe. When the right of organization among
workmen and employers is fully recognized and freely conceded,
and when these forces adopt and practice the policy
of collective bargaining, the day of the strike and the lockout,
of the boycott and the blacklist, with their attendant
evils, losses, and hardships, will have largely passed away.
[Pg 384]
THE UNEMPLOYED.
BY JOHN BASCOM, D. D., LL. D.
[Formerly President University of Wisconsin.]
A striking feature of the industrial world and one well
fitted to occasion alarm is the large number of persons
thrown, from time to time, out of employment. We are
forced by it to accept one or other of two conclusions; that
the economic world is mismade, incapable of a quiet and
successful run, or that our handling of it has been in some
way unskillful and misapplied. This fact of unemployment
has become very conspicuous, and to those who suffer
from it, and to those who sympathize with them, exceedingly
grevious. A certain portion of the human family,
and that in the most progressive nations, find themselves
superfluous, out of connection with the means of living
though others are obtaining support, comfort and luxury.
They have nothing to do but to die in their tracks. Like
the feeble ones in a forced march through an enemy’s
country they first fall behind and then perish. This state
of the case does not arise by accident and then pass away,
it has periods of severity which frequently return, and
stands among those constant dangers which may at any
time overtake a few. This evil comes especially to industrious
countries, like England, and to portions of our
own country, like Pittsburg, noted for their enlarged production.
The causes and remedies of this state of things
become, therefore, subjects of anxious inquiry. We may
assert that the want of employment is due in a general
way, to the deficiencies and vices of men, but this assertion
does not sufficiently point out the immediate occasion of the
difficulty, nor furnish us its remedies.
[Pg 385]
Failure of the means of livelihood arises from indolence,
ignorance, vice and unfavorable conditions on the part of
those who suffer from it, conditions often of the nature
of accident. But while the recipients of this disaster are
plainly recognized, the disaster itself comes to them in a
measure independent of their failures. We need to know
not only those who are likely to suffer from a given disease,
but how the disease itself arises. The central and most
productive cause in this series of provocations is indolence;
the others accompany indolence and more or less
arise from it. By indolence we mean a want of life and
hence a weakness of all the functions of life. We may
mean physical inactivity or intellectual sluggishness or
moral indifference, or may mean them all blended in one
or other of the various ways in which a weak and perverted
life manifests itself. The tramp is physically indolent,
he hates work. This indolence readily extends to
intellectual activity; the indolent person is ignorant of
the value of success, of its motives and of its means. The
world reveals few incentives to him and makes few appeals.
This indolence and ignorance do not wholly arrest
the wants and desires of men, and hence vice, as in the
case of the thief, enters as the most ready and immediate
means of gratification. The torpid nature of the moral
judgment lends itself to this result, and nothing but fear,
itself weak and vacillating, stands between the indolent
man and habits of gross indulgence, inconsistent with personal
and with social welfare.
The accidents, misjudgments and disappointments
which are liable to overtake us all owe the injury which
they inflict to the weak personality on which they fall, and
so misfortune seems to follow and persecute those who are
least able to bear it. The indolent, passive mood is a good
medium for the accumulation and transfer of every form
of disaster. The class of the helpless is much enlarged by
[Pg 386]
this flow of every form of evil to these low places in conduct
and character.
We may clearly recognize these facts and suppose them
a sufficient explanation of the farther fact, that so many
are thrown out of employment and find themselves the
waifs of society with no secure attachment to it. They do,
indeed, make conspicuous the failure of occupation and determine
the direction it will take. Their numbers are seriously
increased by it, and their very presence gives the
conditions of its recurrence. They are both causes and effects.
They stand on terms of action and reaction with
all the embarrassments of production. They help to reduce
wages, and when wages are reduced, they are the
first to be driven out of employment. They are the symptoms
of the disease, the product of the disease and the
means by which it is carried farther. All failures in the
productive process extend, in their worst results, to this
class of defectives. They are the recipients of past evils, of
present and of coming evils. They arise in connection with
a false form of production, must be treated with it and removed
with it. They are a composite product, their faults
not being wholly their own but in part the faults of the
economic system with which they are associated. They
are not the scapegoat on whose head the sins of the people
may be laid and then be borne into the wilderness.
In discussing the causes and remedies of unemployment,
we shall see how far and in what way these feeblest
workers are involved in it. We cannot improve society by
simply striking off the evils that have been developed
under it. Healthy growth alone can rid itself of failures.
It often happens in physical disease that what is accepted
as a remedy in the end aggravates the difficulty.
One dislikes to use the word pauper, it so frequently
carries with it an unreasonable and cruel contempt. Yet
there are paupers in the human household, and when the
temper is once present it is most difficult of removal. It is
[Pg 387]
a form of leprosy that eats out all vital power. The pauper
temper indicates a disposition to secure immediate
ease with no reference to the comfort of others. It accepts
any advantage that offers without the slightest wish to return
it. Yet even this spirit may offer some excuses for
itself. The evils of society which may have originated far
off in the action of the leaders of men, are apt to go booming
downward till they reach, in their most distinctive form,
the pauper class, or those but little above it. Diligence,
thrift, skill, ward off the blow and escape with only a partial
loss. Those who are always in the way of it are the weak
ones, to whom prosperity brings but little and adversity
occasions immediate overthrow. When those who at best
are but partially occupied, find that labor is altogether failing
them, the question of relief becomes most difficult.
There is no profitable labor at disposal, and to provide labor
means farther loss; it is charity in its most disguised,
expensive and unrequited form. The worst lesson we
can teach those already inclined to negligence is that
a form of labor may be put in the place of real labor,
and that the question of adequacy is one to be
answered by society, not by the needy, recipient of
favor. Whatever we may do for men of feeble productive
power we are not to lead them still farther on
in the direction of indolence and worthlessness. Actions
are not to be separated from their normal results. We
may frequently be called on to bear the injury which proceeds
from another man’s wrongs, but we are never called
on to disguise the wrong itself. A portion of the wrong
is our own; that we should correct. While the evils are in
the process of infliction we are to bear them sympathetically,
but not in a form which disguises their true character.
Something of the same danger inheres in old-age pensions.
Workmen of usual diligence should receive a return
for their labor which would enable them to provide
[Pg 388]
for age. As long as workmen, reaching the age of three
score, generally become dependent on the public, it is perfectly
plain that their wages are too low, that the returns
of production are not fairly distributed. A pension acknowledges
the evil, but does not remove it, it tends
rather to confirm it. That the losses which accompany industrial
accidents should be divided between workmen,
managers and the community at large is plainly just, and
is no temptation to remissness. The accident is not the
fault of any one person or class of persons. If it falls upon
a large number, it is more readily borne and increases the
motives to care. Our machinery is operated for the benefit
of the entire community, and it is only fair that the entire
community should help to bear the increased dangers.
That injuries should be still left with the workmen on
whom they have accidentally fallen is another proof of the
slight hold they have on the public mind.
Any remedy for the lack of employment which is
prompted simply by compassion and still leaves the evil to
overtake the workman is not social hygiene; is not a recognition
of the partiality and disproportion which still inhere
in our productive methods. Labor should be successful
and rewardful when left to its own development. It
is bad to create a pauper temper and most difficult to contend
with it when it has once been called out. Men should
be subject to their own incentives of hope and fear, success
and failure, as far as possible. The same discipline which
comes to the active, is the natural spring of action in the
sluggish. Any compassion which reduces the motives of
effort that should come to the entire community, or which
leaves the community satisfied with a maladjustment of
duties, can never provide an adequate correction of bad
distribution. We are placed between a narrow and a wide
humanity, between an immediate reduction of suffering
and a removing of its conditions. The final result is the
test of our wisdom and good will.
[Pg 389]
There are partial remedies of the failure of employment
which are fitted to give relief without endangering
the future or disturbing the general conditions of employment.
Occupations especially irregular, like that of the
stevedore, may receive especial attention, or may be united
to other forms of labor so as to secure greater uniformity.
In these occupations the employer may frequently have
but little motive to correct an evil from which he prospers
by reduced wages. Excess and deficiency in the various
branches of work should be made, as far as possible, to
correct each other. Workmen are often not in a position
to meet successfully these evils. They accept the drift of
the labor market with small power to control it.
Bureaus of intelligence should be established so that the
variable demands for labor of different localities may be
quickly met. This is a public service, and should have
the ease and certainty of such service. The same reasons
which lead the Government to take the direction of immigrants
should lead it to render similar aid to workmen.
Workmen are often ignorant of the extent and character
of the employment offered in the distance, and are subject
to the exactions which arise in connection with this want
of knowledge. The greater one’s want the more difficult
is the change of locality. Quickness of response demands
both intelligence and nobility.
Savings banks and insurance, while not directly affecting
the demand for labor, tend to equalize and reduce the
losses which accompany variability. They also tend
strongly to call out that forecast of evil and preparation
for it which belong to thoughtfulness. The strokes of fortune
lose something of their unexpected and injurious
character, and men are put on voluntary and better terms
with the world.
We are not, however, to look on these reductions of
danger as covering the whole problem. Life has its accidents
and we can greatly reduce the evil results of them
[Pg 390]
by patience and prudence, but there still remains the
more thoroughgoing effort by which the evil is anticipated
and turned aside.
There should be that general harmony of effort, that
proportion of its several parts to each other, that recognition
of the common welfare, which fortify us against
disaster, and force it in the background when it comes.
There is a wise method in production, and a just relation
of its agents to each other, which should greatly reduce the
liability of a want of labor, and should ultimately remove
it altogether. A true democracy should be exempt from
this general failure in the results of activity. Much of
our political economy has rested on inferences drawn
from a faulty state of society, as if it and the conclusions
contained in it expressed the real laws of our being. Society,
in its most civilized forms, has always developed a
proletariat, it has suffered drainage, and we have come to
think this a sort of necessity, a natural result of social
growth. With this starting point and expectation we are
ready for periods of unemployment, and look at the misery
which arises from them as a corrective. Superfluous lives
cannot be gotten rid of on cheaper terms. We might as well
suppose that disease is an inevitable attachment of physical
life and must be left to go with it. Society never
has too many workers, and when they are not wanted it is
because they have been in some way misdirected. Strong
men, industrious and intelligent men, are the wealth of
society. There is never a time in which there is little or
nothing to do in the world; if we think so it is because we
cannot see, or see falsely. Our intelligence determines
what is to be done and our diligence performs it. The
world is never deficient in occasions for labor, no matter
how defective we may be in performing it. Nor is well-devised
labor wanting in its returns; intelligence and diligence,
in full exercise, always contradict the notion. The
world could not be the home of man on any other terms.
[Pg 391]
Human life begins to be superfluous the moment labor miscarries,
and the miscarriage sinks down to those who have
the least intelligence and industry. The constitutional disease
of society, that which it has propagated with most
show of knowledge, is ignorance and indolence. When
we reach this stratum we are always in difficulty; the more
in difficulty because we come to it in a sluggish rather than
in a corrective temper.
Incident to indolence and ignorance are those vices of
temper by which we wish to reach results without labor,
or to reach them by the labor of others rather than by our
own labor. As long as these vices are prevalent among
men, whether in the upper or the lower strata of society,
or, as is sure to be the case, in both, periods of arrest will
come. Men will be baffled in their narrow aims, and will
have no broader, more generous ones to put in their place.
For a time they will lie idle till the customary impulses
revive and once more set them in action. Industrial inactivity
is like a financial panic. It is the result of the
transient suspension of habitual feelings, and does not relax
till men return to their usual frame of mind. These
distrustful and apprehensive periods are liable to return
as long as men are not pursuing sound purposes in a sober
way. Any deficiency in fairness, integrity and mutual
confidence divides society against itself, and renders a
portion of its efforts futile. This is the more true as the
division and subdivision of labor increases, and the final
adjustment of returns is made by complicated exchanges.
When a portion of the community finds its share of good
things much reduced, when in the distribution of the rewards
of labor, custom or cunning or force has robbed them
of a reasonable portion, the motives of labor are greatly
lessened, the means of exchange are lessened and the sense
of unity and integrity of society is lost. There is in civilized
society a large body of just and honest production
which goes far to sustain the mind in renewed effort, and
[Pg 392]
keep firm the ties which bind men together. Yet the element
of distrust, as in a financial crisis, extends through
the community and weakens the points of life.
The first condition of social, economic strength is that
all the members of society shall find suitable occupation
and by means of it become the givers and receivers of aid.
This plain, simple fact has been much obscured by accepting
competition, often in an unethical and unsocial form,
as the general law of economic activity. This law it is not;
and it needs at all times to be held in check by ethical impulses
and by the welfare of the community. It is this welfare
which is the supreme law. Labor owes much of its
degradation to a rigid and unreasonable application of
competition. As we go down in the scale of occupations,
and in efficiency in those occupations, the greater is the injustice
and injury that attend on competition till we reach
a point at which large numbers are pressed by it to the
very verge of life. Then comes in that mischievous generalization
which tends to make human degradation a permanent
product of nature. The increase of human life is
said to be geometrical, the increase of the means of life
arithmetical, and so the two tendencies grind eternally
against each other. Our best sympathy is expressed in
letting this collision come to the quickest, shortest results.
Some of this crushing process obtains between ill-trained
and sluggish, well-trained and active men. Let it
have way.
Yet the agricultural products of the world have not
only never given out, they have never been brought near
a maximum. Food, raiment and shelter are most varied
in kind and abundant in quantity where men are most
numerous. The Algonquin Indian wandered in the forest
in the winter, unfed and unsheltered. The foundation of
his trouble was his indolence and ignorance. The inhabitants
of India may perish by famine in large numbers.
The distress arises not from the fact that the people have
[Pg 393]
outstripped the productive power of the world, but because
they have outstripped their wisdom in handling those
powers.
Let men covet wealth, and at the same time use narrowly
and competitively the means of attaining it, and the
two strata of society, upper and lower, will shape between
them a human life in which want will stand over against
luxury, hatred over against contempt, and the two classes,
oppressed by spiritual destitution and physical poverty,
will wage with each a variable and hopeless warfare such
as wisdom and good will can alone leave behind us.
A first remedy for unemployment is to make employment
remunerative; so remunerative that the workman
shall be the buyer of many things as well as the seller of
one thing. When his single sale of labor stands in equipoise
over against his many purchases, we shall have buyers
as well as sellers and our production and traffic will
never cease. We have in trade-unions a first step in the
adjustment of exchange. Workmen strive to escape the
competition of the incompetent and shiftless, to redirect
distribution in ways more just and equal, and by this
means to be able to play their own part in economic life
more advantageously for themselves and for all. This effort
is new in its breadth of application, but has never been
new with the wise and thrifty. Personal skill and professional
attainments have always lifted themselves above
the storm-swept plain of competition, and gathered about
themselves a prosperity and comfort resting on special
and superior exertion. So long as we subject ourselves
to the fortunes of the indolent and set up our standards
of life at the very foot of the slope, we shall have a competition
like that of the Chinese to contend with. We shall
march so near the verge of the precipice that many will be
pushed over it, and the least flurry will be disastrous. A
sufficient return for diligence is the first claim and the
[Pg 394]
safety of labor; it enhances its motives and fortifies it in
the possession of what it holds.
With paucity of pay on the one side goes the superabundance
of profits on the other side. The returns of
management should be more moderate, more uniform,
more consonant with the general welfare. We can hardly
doubt that an industrial community, well-organized, with
a fair share of intelligence, diligence and honesty, will
commend reasonable prosperity extending to all its members.
Indeed this is what actually takes place in the midway
forms of effort. The very poor and the very rich
complement each other. Healthy and wholesome activity
is as possible to the community as to the individual. The
chief difference lies in the increased complexity of communal
action and the ease with which results are misunderstood
and misinterpreted. The instinctive and voluntary
life of the individual is replaced in the community
by divided counsels. Men shape opinion and interpret results
in view of their own interests rather than in view
of the public welfare. The public welfare is as much within
the scope of human thought, when attention is directed
to it, as is individual well-being. Indeed the universal and
stable prosperity of economic society is as much dependent
on the diligence and sobriety of its members as is individual
welfare on well-ordered labor. The qualities
which enhance success in the one direction are much the
same as those which cause it in the other direction. Extreme
and intemperate action work the same mischief in
the one field as in the other. Society is sufficient unto itself
when its purposes and methods are truly social. A
sudden suspension of labor, a large number out of employment,
are the result of disturbing causes which have found
their way into the ordinary processes of production. These
causes are an unreasonable accumulation of power in
single hands, speculative ventures and a social philosophy
which holds in light esteem the immediate interests of
[Pg 395]
the mass of the community. I have in mind a peculiar
manufacture which had provided the needed buildings,
and surrounded itself with the homes and help called for.
There came a combination of those engaged in this industry.
The works, comparatively new, were discontinued.
Production sought a new center and the old community
was left to suffer the loss of slow dispersion.
We are protected against theft and criminal violence,
but we are not protected against the unprovoked losses
which come to us from the speculative aims of the adventuresome
capitalist, though these losses may greatly exceed
those of robbery. The stability of labor and the returns
of labor are often affected in the great centers of production
by opportunities, fanciful or real, which offer themselves
to a few of achieving large wealth; opportunities not
so much of creating wealth as of raking it together. The
mass of men do not so much as conceive that they have any
ground of complaint of operations which sweep out from
under them the supports of well-devised industry. Wealth
which in its making and use tends to break up the ordinary
methods of industry, to throw off the minds of men from
the familiar reconciliations of industry and, above all, to
weaken the sense of responsibility which lies between labor
and capital, must, from time to time, issue in industrial
disaster to the confusion and loss of labor. Do the best we
may and we cannot anticipate every disturbance, but we
are inexcusable for overlooking the disasters we bring upon
others who are working with us. Much of what is
called enterprise renders those engaged in it almost wholly
negligent of the incidental injuries which fall to those
about them. The equilibrium of labor is dependent on the
equilibrium of productive enterprises, and when these accept
no restraints the disturbance will reappear here and
there in the productive world very much at random. Labor
presses at one point and is relaxed at another, subject to
the speculative schemes of capital. Extreme wealth in the
[Pg 396]
hands of a few lacks the economic and social and moral
motives which make it a calculable and reliable means in
the hands of many. When it is in the process of accumulation
it is lawless; when it is accumulated it sinks into indolence.
While some gains are pretty sure to accompany the acquisition
of great wealth, once acquired, it disturbs the even
flow of economic forces, and may easily give rise to irregular
occupation that brings serious disturbance to those
whose daily wants are to be supplied by labor. It may be
thought that these fluctuations in production arise from
its very nature, and that if we leave men of very different
degrees of intelligence to contend with each other for the
prizes of industry, great inequalities of prosperity are
sure to appear. We can escape them only by forcing back
enterprise and making the moderate, medium men the
standards of achievement. This presentation seems plausible,
and will always be urged by those who are willing or
eager to take large risks. Men of large productive power
are easily stimulated, and their resources are kept, in reference
to the community at large, in the most fruitful form
when they are compelled to moderate their efforts, and are
not left to the extreme and eccentric ways normal to them.
The community is interested in habitual lines of industry
more than in those which disturb the minds by sudden
profits which cannot be emulated or repeated. Men will
separate themselves from their fellows in the rivalries of
production. Only thus is the power of intelligence fully
disclosed, yet the ordinary arrangements of society, its
privileges and opportunities, should be made as equal as
possible; no unfair advantage should be given to one or
another form of production; nor methods be allowed to the
successful in achieving wealth which are not admissible in
the community at large. The laws of the game should be
wisely framed and firmly preserved. It is the able and
ambitious who bring the most strain to safe restrictions,
[Pg 397]
and for whom they are chiefly made. Equality of opportunity
is the cardinal principle, and cannot be sacrificed
in favor of enterprise. The enterprise that is wholesome
keeps within this law. It may also be thought that this
rigid restraint would deprive the community of some of
the most prevalent means of welfare as well as of some of
the most illustrious agents in prosperity, and that those
great and efficient combinations which we have come to designate
as trusts would be lost to us; that as the result of
this loss we should quickly settle down into a sluggish
routine, mediocre ideas ruling the public mind, and so
miss that very prosperity of which we are in search. Industrial
corporations are most efficient agents in wealth-making.
We cannot for a moment think of throwing any real
obstacle in the way of their formation. But while we need
their aid, we should also remember the evils which are
liable to come with them. They are the creatures of law,
and the law in giving birth to them should assign them the
form and restrictions which are most consistent with the
public welfare. They are not to be allowed to fall into
speculative hands, an instrument of unrestrained power.
Industrial corporations afford ready means by which
small capital and moderate men are compacted into a service
quite beyond the range of individual producers. The
difficulty has been that much dishonesty has entered into
the formation of corporations, and that unreasonable power
has been exercised by those who have had them in charge.
The responsibility of a corporation to the community, expressed
in a sound financial organization and in the relation
of its officers to its stockholders, would in no way restrain
the usefulness of these industrial agencies, and would make
them wholly consistent with extended and equal opportunities
in production. Immense wealth has often been acquired
in connection with corporations whose usefulness to
the public has been thereby restricted and the profits of
stockholders disregarded. Nowhere is the eagerness of personal
[Pg 398]
enterprise so tempted, nowhere does it display itself
more disadvantageously than in the large and oftentimes
obscure undertakings of corporations. It is not in reduction
of these agencies, but in behalf of their safe and profitable
use, that the claim arises for uniform and well-regulated
action. In large corporations, as in insurance companies,
when the business itself has fallen into routine, extravagant
salaries have been resorted to as a means of increasing
the returns of officers. Oftentimes the plea for raising
salaries is one which is self-propagating. Expenses
have been greatly enlarged and the remuneration must
keep pace with them. Yes, but will not this very increase
lead to increased expenditure? Industrial corporations
have been, in the present generation, a conspicuous means
of production, but they have also conspicuously promoted
a bad distribution of wealth, and so helped to promote
irregularity and ultimate suspension in the productive process.
There may never come a time in which the adventuresome
capitalist will not magnify his own usefulness to the
community, but there may come a time in which men shall
see that the wealth of a few may be purchased at the expense
of that general comfort which is the proper return
of industry.
A possible rapidity in the acquisition of wealth inflames
the speculative temper. We mean by the speculative temper,
purchase and sale, not in reference to production but
with the hope of making large profits independently of
production. Speculation is an expression of a venturesome
spirit which, in its impatience, lays light emphasis on the
usually slow methods of increase, and promises itself a
rapid road to success. This hope is often disappointed,
and when disappointed carries with it a more or less extended
retardation of business. When the annual losses
by bankruptcy in the United States reach $200,000,000, the
distress of those whose means of livelihood have been involved
in this overthrow must become a very sensible
[Pg 399]
factor. Such a sum would, in its successful use, provide
for many households.
The temper which goes with sanguine and unscrupulous
methods is a careless, and often a cruel, one. The democratic
notion of equality is overridden, is pushed aside as
of no significance in the business world. The same persons
who insist on an open shop, and give free play to competition
when it depresses labor, regarding it as a familiar
and convenient principle in determining wages, may combine
with each other to control products and enhance
profits. The general welfare, which is the controlling idea,
is lost sight of or readily forgotten. They have one
standard when they look out on the community at large,
and another standard when they are preparing the way
to make and hold fast their own gains. The directors of
business come easily to think that the welfare of the community
is identical with their own welfare, and that the
enterprise with which they sustain their own affairs is
identical with that on which the public prosperity depends.
They readily come to the conclusion that their activity,
so essential to the community, should be cherished by the
community. How possibly can production progress without
them. Discrimination in their favor is a short cut to
the common prosperity. Men of comfortable means and
the poor even owe what they have to the enterprise which
scatters wealth everywhere. There is sufficient truth in
this feeling, when not too boldly put, to hide its failures.
The expenditures of the very rich in the purchases and
exchanges they involve do carry a measure of advantage
to all, but they also bear with them an unjust distribution,
a luxury and a poverty, which weaken the unity and
sap the strength of society. It is the very gist of democracy
that each man shall count one; that in spite of the diversities
and the advantages among men they shall still remain
units of the same value in the freedom and propagating
power by which the gains of the race are stored. It is
[Pg 400]
neither identity nor arbitrary difference that is admissible,
but every man and every class of men carry with them
the potentialities, the social and spiritual possibilities,
which are the germs of historic development. This is
the principle with which all petty social distinctions
and all civic tyrannies have been at war.
While, therefore, the evil of monopolies may appear in
various forms and be met in different ways, they cannot
be permanently removed except by social conditions which
equalize opportunities and compel wealth and power, in
all their activity, to conform to general safety. Production
in all its forms and in all its agents must be subject
to that temper of fairness, and come under those principles
of equal rights, which bind the parts of the community
together, and make them one producing and one enjoying
agency. Every assertion of settled superiority in persons,
classes and races must be set aside, and the world in its
physical, intellectual and spiritual wealth be left open to
all. Thus history has treated men, and is more and more
treating them, in their claims to consideration. This birthright
of men is not to be denied or stolen; for they who
steal it have nothing more than this same birthright to
plead in extenuation, the combinations which look to the
defense and extension of these original gifts are in order,
and all combinations which carry them beyond the bounds
of their own territory are another outbreak of anarchy.
The soundness of this assertion has been recently exemplified
in the history of Pittsburg. Pittsburg is the
center of an industry which has come, perhaps more than
any other, under the domination of a few leading men.
In the Homestead strike they succeeded in dealing a heavy
blow to workmen in their efforts to secure something like
a fair hold on production. A little inquiry into a community
built up for a few and ordered by them discloses
conditions quite at war with general well-being. Wages
are kept down by the constant presence of the unemployed:
[Pg 401]
the accidents of a dangerous occupation are left to fall
upon workmen; the health of the community suffers great
neglect, the remonstrances of workmen are met with the
response, If they do not like the method let them quit;
and the general good order and comfort of citizens receive
but little attention. Here is an object lesson in which
work, sure, skilful and unflinching; wealth, eager, unscrupulous
and unsympathetic, have divided the world between
them; no right gained, no power lost. Men may make
wealth under these conditions, withdrawing it from the
fitting returns of labor, but they cannot, wise as they may
be or generous as they may seem to be, restore that wealth
to the community in a form in which it will subserve the
same living purpose it might have subserved if it had
never been withdrawn. The life of a community is achieved
where its activity is most intense and constant. Failing
in our service at these vital centers, no extraneous effort
will cover our fault. We might as well draw sap from a
tree and then pour it out on its roots.
We have now given three constitutional remedies for
the want of employment. The first is a more equal distribution
of the rewards of production, thus making the
demand for products as extended and uniform as their
production. The second is increased restraints, especially
in connection with corporations, in the action of the leaders
of industry, rendering them more amenable to the
wants of the community to which they belong. The third,
arising from the other two and supporting them, is more
unity, more harmony between the several agents of production.
There was a report not long since in England of an
industrial commission, which had given protracted attention
to the irregular demand for labor. The remedies
offered were chiefly palliative. It may be thought that this
form of cure is all within our reach; that what is here
offered as constitutional correctives are beyond our power.
[Pg 402]
There is some truth in the feeling, and would be much
truth in it, were not the actions and the sentiments now
enforced under urgent consideration for reasons of public
welfare, not directly involved in unemployment. We
cannot expect to remove so grave an evil as this, the wavering
demand for labor, short of some important change
in the organization of society. Society is a structure of
so many and such delicate dependencies that its perfect
action must include the general integrity of the current
relations between men. Unwholesome results of frequent
recurrence are the most direct proof of an unsound system.
Palliatives may soften the evil but cannot overcome
it. We should aim immediately to reduce the difficulty
and ultimately to remove its causes.
[Pg 403]
QUESTIONS IN
BUSINESS ADMINISTRATION.
BUSINESS ECONOMICS.
| The Modern Industrial System. |
| 1. |
Describe the three-field system of agriculture. |
Page 2. |
| 2. |
What were the significant characteristics of a manorial
society? |
Page 2. |
| 3. |
What is said to justify the institution of private
property? |
Page 4. |
| 4. |
What is competition in modern industrial life? |
Page 4. |
| 5. |
Why has the name “capitalistic production” been applied
to modern industry? |
Page 6. |
| 6. |
Compare the domestic system of industry with the
factory system. |
Page 7. |
| 7. |
What are the fundamental conditions of our economic
life? |
Page 8. |
| The Agricultural Resources of the United States. |
| 1. |
What has been the policy of the Government in its
disposition of the public domain? Illustrate. |
Page 9. |
| 2. |
What has been the unique and characteristic feature
of the land policy of the United States? |
Page 9. |
| 3. |
What has been the result of the land policy of the
United States? |
Page 10. |
| 4. |
What was the first effort toward the solution of farming
in the arid soils of the West? |
Page 10. |
| 5. |
Explain what is meant by dry-farming. |
Page 11. |
| 6. |
How do the farms of the United States compare in
size with those of European countries? To what is
this difference due? |
Page 11.
[Pg 404] |
| 7. |
What does the movement of the population from the
farm to the city indicate? |
Page 13. |
| 8. |
What change in method is agriculture undergoing in
the United States? Give the reason for this change.
|
Page 14. |
| 9. |
Discuss the cereal production of the United States.
|
Page 15. |
| 10. |
Upon what question does the future of the cotton
production depend? |
Page 17. |
| 11. |
What movement is now put forth to aid in the preservation
of our forests? |
Page 18. |
| The Mineral Resources of the United States. |
| 1. |
Into what groups may the natural resources of a country
be divided? Illustrate. |
Page 19. |
| 2. |
What two answers are given to the problem of the
conservation of a limited supply of resources?
|
Page 20. |
| 3. |
What steps have been taken towards stopping the
devastation of our resources? |
Page 21. |
| 4. |
What estimates are given as to the amount of coal
in the United States and as to how long this supply
will last? |
Page 22. |
| 5. |
What is the most favorable situation for iron deposits?
State reasons. |
Page 24. |
| 6. |
Where is the most wonderful iron-mining region in
the United States? What makes it such a remarkable
region? |
Page 24. |
| 7. |
Of what importance are the precious metals? What
is the practical problem confronting American gold-mining
companies at present? |
Page 25. |
| 8. |
To what use was copper put in Homeric times? What
has caused it to rise to the front rank in recent years?
|
Page 26.
[Pg 405] |
| 9. |
How does the present-day application of water power
to machinery differ from its application prior to 1890?
|
Page 28. |
| Capitalistic Production. |
| 1. |
What five causes does the census report give for the
rapid industrial development in the United States?
|
Page 30. |
| 2. |
Give Carroll D. Wright’s definition of a factory.
|
Page 31. |
| 3. |
Illustrate the two meanings which “division of labor”
may indicate. |
Page 32. |
| 4. |
Show how the subdivision of labor brings about the
extension of labor-saving machinery. |
Page 33. |
| 5. |
Name the economies of a large-scale production.
|
Page 36. |
| 6. |
What improvements have made large-scale production
possible? |
Page 36. |
| 7. |
In what lines of business is there little or no development
toward large-scale methods? State the reasons.
|
Page 37. |
| 8. |
What is meant by standardization? What are the
advantages of such a system? |
Page 38. |
| Trusts and Monopolies. |
| 1. |
Enumerate the phases through which combinations for
the purpose of fixing prices, have passed. |
Page 40. |
| 2. |
What is the advantage of the corporation? |
Page 41. |
| 3. |
Give a brief history of the trust movement. |
Page 42. |
| 4. |
What economies are secured by a combined or federated
industry? |
Page 43. |
| 5. |
Name some of the savings which are peculiar to
trusts. |
Page 44. |
| 6. |
Give an illustration showing the profits of a successful
trust promoter. |
Page 45.
[Pg 406] |
| 7. |
What is the effect of industrial combinations upon
competitors? Upon producers of raw material?
|
Page 46. |
| 8. |
Explain the two phases of the relation between trusts
and labor. |
Page 47. |
| 9. |
What conclusion as to the power of the combination
over prices, does the Industrial Commission reach?
|
Page 48. |
| 10. |
From what two sources do the evils of combination
come? What remedies have been suggested to meet
both classes of evils? |
Page 50. |
| Speculation and Crises. |
| 1. |
How does the speculator reduce for the merchant the
speculative risk attaching to price fluctuations? Illustrate.
|
Page 52. |
| 2. |
What social value lies in the service of the speculator?
Illustrate. |
Page 53. |
| 3. |
Explain the difference between legitimate speculation
and illegitimate speculation (gambling). |
Page 54. |
| 4. |
What is a crisis? |
Page 55. |
| 5. |
Discuss the immediate occasion of a crisis. |
Page 56. |
| 6. |
What is W. S. Jevons’ theory as to the causes of
crises? |
Page 58. |
| 7. |
Explain the over-production theory which is given
as a cause for crises. |
Page 58. |
| 8. |
What is the credit theory of the cause of a crisis?
|
Page 59. |
| 9. |
Where is the true explanation of a crisis to be found?
|
Page 60. |
| 10. |
Is it possible to prevent the recurrence of crises?
|
Page 60. |
|
The Modern Wage System.
[Pg 407] |
| 1. |
Give some beneficial results and some abuses of the
factory system. |
Page 61. |
| 2. |
Name five points which Mr. Hobson gives to show that,
in the transition to the factory system, the position
of the laborer has been one of increasing dependence.
|
Page 62. |
| 3. |
How does President Hadley define wages? |
Page 63. |
| 4. |
Describe the systems of labor which preceded the
modern wage system. |
Page 64. |
| 5. |
How has the extreme individualism of Adam Smith’s
theory been modified? |
Page 65. |
| 6. |
What are the three peculiarities of the sale of labor?
|
Page 66. |
| Labor Organizations and Collective Bargaining. |
| 1. |
Why have labor organizations grown more rapidly in
the United States and England than on the Continent
of Europe? |
Page 69. |
| 2. |
What are the two types of trade unions in the United
States? |
Page 69. |
| 3. |
Describe the two most important national organizations
which have been in this country. |
Page 70. |
| 4. |
What are the methods by which labor organizations
monopolize the labor market? |
Page 71. |
| 5. |
Why do labor leaders object to piece work? |
Page 72. |
| 6. |
What are the two arguments in favor of shorter
hours put forth by the trade unionist? |
Page 73. |
| 7. |
What is the economic justification of the shorter
working day? |
Page 74. |
| 8. |
Give illustrations where unions have directly limited
the amount of output. |
Page 75. |
| 9. |
What is the attitude of the majority of the employers
in the United States toward collective bargaining?
|
Page 77. |
| 10. |
What erroneous ideas exist as to the purpose of labor
organizations? |
Page 78.
[Pg 408] |
| 11. |
Describe the method of settling an industrial dispute
by conciliation. Why is the principle of arbitration
fast going out of favor? |
Page 79. |
| Women and Children at Work. |
| 1. |
Describe the evils of the early factory system in England.
|
Page 80. |
| 2. |
Are the women crowding the men out of their occupations
and taking their places? |
Page 81. |
| 3. |
What is the most important reason for the low economic
position which woman occupies in the industrial
world? |
Page 83. |
| 4. |
How does George L. Bolen justify the employment
of women? |
Page 86. |
| 5. |
How can the evil arising from child labor be cured?
|
Page 87. |
| 6. |
What obstacles have been in the way of efforts to
improve labor conditions by legislation? |
Page 88. |
| 7. |
Name, and give examples of, the two classes into
which the factory acts may be divided. |
Page 88. |
| 8. |
What has been accomplished in the United States in
the way of labor legislation? |
Page 89. |
| Unemployment and Insurance. |
| 1. |
Classify the unemployed. |
Page 91. |
| 2. |
What are personal causes of unemployment?
|
Page 92. |
| 3. |
Name some industrial causes of unemployment.
|
Page 93. |
| 4. |
In what does the remedy for the normal unemployment
in modern industry lie? |
Page 95. |
| 5. |
Suggest some methods of alleviation of the evils of
unemployment. |
Page 96. |
| 6. |
State briefly the common law doctrine regarding liability
for accident. |
Page 98.
[Pg 409] |
| 7. |
What have foreign countries done toward placing the
burden of industrial accidents upon the industry itself
and not upon the laborer? |
Page 99. |
| 8. |
Describe the establishment of compulsory insurance
against sickness and old age in Germany; in Great
Britain. |
Page 100. |
| Machinery and Industrial Efficiency. |
| 1. |
What three evils are charged against machinery?
|
Page 101. |
| 2. |
How does the reabsorption of labor displaced by machinery
depend upon the demand for an article?
|
Page 102. |
| 3. |
How may machine methods cause irregularities in
wages and employment? |
Page 104. |
| 4. |
Show the need of a system of industrial education
in the United States. |
Page 107. |
| 5. |
Describe the system of industrial education which exists
in Germany. |
Page 107. |
| 6. |
How does the English system of industrial education
differ from the German? |
Page 108. |
| 7. |
What is the character of the industrial schools of the
United States? |
Page 108. |
| 8. |
How have the people of the United States been aided
in their industrial development? |
Page 109. |
| 9. |
What two obstacles have been met by the movement
for better industrial education in the United States?
|
Page 109. |
| Profit-Sharing and Co-Operation. |
| 1. |
Name the three principal methods of profit-sharing.
|
Page 110. |
| 2. |
What is the economic theory of profit-sharing?
|
Page 111. |
| 3. |
What are the objections against the profit-sharing
system? |
Page 112.
[Pg 410] |
| 4. |
Why is the system of profit-sharing comparatively
limited? |
Page 113. |
| 5. |
According to President Hadley, where is there more
chance for the success of profit-sharing? |
Page 113. |
| 6. |
How does co-operation differ from profit-sharing?
|
Page 114. |
| 7. |
What are the reasons for the lack of success of co-operation
in this country? |
Page 115. |
| 8. |
Describe the methods of the Rochdale Society.
|
Page 115. |
| 9. |
How does producers’ co-operation differ from consumers’
co-operation? |
Page 116. |
| 10. |
Give three examples of successful productive co-operation
in the United States. |
Page 116. |
| 11. |
Enumerate the advantages of co-operation. |
Page 116. |
| 12. |
What is the ultimate ideal of enthusiastic co-operators?
|
Page 117. |
| 13. |
Discuss the defects of co-operation. |
Page 117. |
| Problems of Distribution. |
| 1. |
What are the three great problems of economic society?
|
Page 119. |
| 2. |
Define functional distribution; personal distribution.
|
Page 119. |
| 3. |
What views are given as to whether functional distribution
is actually governed by natural law?
|
Page 121. |
| 4. |
Discuss briefly the distribution of rent. |
Page 122. |
| 5. |
What is the socialists’ idea as to the profits which a
business manager receives for his services? |
Page 123. |
| 6. |
State three theories which have been developed to
explain the distribution of wages. |
Page 124. |
| 7. |
How was the wealth of the United States distributed
in 1893? |
Page 125. |
| 8. |
Are the poor becoming poorer? |
Page 127.
[Pg 411] |
| Saving and Spending. |
| 1. |
What is the relation between saving and spending?
|
Page 129. |
| 2. |
What is the real goal of all rational economic endeavor?
|
Page 130. |
| 3. |
Give the arguments which are put forth condemning
luxury. |
Page 132. |
| 4. |
What arguments are put forth to show that luxury
is an indispensable stimulus to progress? |
Page 133. |
| 5. |
What is the attitude toward luxury taken by economists?
|
Page 133. |
| 6. |
What is meant by “a socialization of luxury”?
|
Page 135. |
| 7. |
Give an illustration of a waste in consumption due
to lack of knowledge and training. |
Page 135. |
| Money and Banking. |
| 1. |
What determines the value of money? |
Page 137. |
| 2. |
Give the attempts made in the United States to create
a slow, steady inflation. |
Page 139. |
| 3. |
State three arguments in favor of bimetallism.
|
Page 139. |
| 4. |
Where can we find a sufficient answer to the arguments
in favor of government paper money? State
the answer. |
Page 141. |
| 5. |
Of what does the money of the United States consist?
|
Page 141. |
| 6. |
What essential quality of good bank money do bank
notes lack? Explain. |
Page 143. |
| 7. |
Enumerate the suggestions which have been made as
to a new basis for the issue of bank notes. |
Page 143. |
| 8. |
Name two other problems connected with the banking
system of the United States. |
Page 144. |
| Transportation and Communication.
[Pg 412] |
| 1. |
Describe the three kinds of discrimination. |
Page 147. |
| 2. |
How do the state commissions differ in power?
|
Page 148. |
| 3. |
Explain the monopoly character of express companies.
|
Page 149. |
| 4. |
Show the importance of the internal natural waterways
of the United States. |
Page 151. |
| 5. |
What problem is offered by our canal system?
|
Page 151. |
| 6. |
Show why the causes for the decline in tonnage of
American vessels are economic rather than political.
|
Page 152. |
| Taxation and Tariff. |
| 1. |
What is John Fiske’s definition of taxes? |
Page 154. |
| 2. |
What rules of taxation were laid down by Adam
Smith? |
Page 154. |
| 3. |
What is the benefit theory of taxation? How does
this theory fail? |
Page 155. |
| 4. |
What is the faculty principle of taxation? |
Page 155. |
| 5. |
What measures have been suggested as to how to
measure ability? Give the objection to each.
|
Page 155. |
| 6. |
What are the arguments supporting progressive taxation?
|
Page 156. |
| 7. |
Where does the Federal Treasury derive its revenue?
|
Page 157. |
| 8. |
What tax is the main reliance of the state and local
governments? |
Page 158. |
| 9. |
Describe an ideal system of taxation for the United
States. What is the advantage of such a system?
|
Page 159. |
| 10. |
What is the character of the considerations in determining
tariff policies? |
Page 160. |
| 11. |
Explain the home market argument in support of
protection; the wages argument. |
Page 161.
[Pg 413] |
| 12. |
What is the doctrine of comparative costs? |
Page 162. |
| 13. |
How do free traders answer the home market argument?
The infant industries argument? |
Page 162. |
| The Functions of the Government. |
| 1. |
Name the economic functions of the Government.
|
Page 163. |
| 2. |
What is the theory of anarchism? |
Page 165. |
| 3. |
Explain Herbert Spencer’s theory of extreme individualism.
|
Page 165. |
| 4. |
What is the theory of government most generally held
by economists and writers in the United States?
|
Page 166. |
| 5. |
In what country is the culture state theory very generally
held? Explain the theory. |
Page 167. |
| 6. |
What does the view known as state socialism advocate?
|
Page 167. |
| 7. |
Give Professor Ely’s definition of socialism. |
Page 167. |
| 8. |
Explain the cardinal and distinctive element of socialism.
|
Page 168. |
| 9. |
Enumerate the socialists’ criticisms of our present
methods of production. |
Page 168. |
| 10. |
What do socialists urge as bases of distribution?
What basis do socialists of today agree is the best one
to meet the requirements of justice? |
Page 170. |
| 11. |
What were Henry George’s arguments against private
ownership of lands? |
Page 171. |
| 12. |
What is the real issue as to the municipalization of
local public utilities? |
Page 172. |
| Economic Progress. |
| 1. |
What improvement has been made in the condition of
the working class in the United States? In Great
Britain? |
Page 173. |
| 2. |
What factors have aided in the enormous expansion
of production? |
Page 174.
[Pg 414] |
| 3. |
Give two reasons why labor has not profited more
by the great increase of wealth. |
Page 175. |
| 4. |
State some lines along which reform is needed.
|
Page 176. |
| Manufacturing. |
| 1. |
How does the word “manufactures” as it is ordinarily
used today differ from its original meaning? |
Page 180. |
| 2. |
What conditions have made western Europe and the
eastern part of the United States great manufacturing
sections? |
Page 183. |
| Modern Manufacturing Systems. |
| 1. |
What new occupations did the factory system develop?
|
Page 186. |
| 2. |
How did the use of steam affect the location of factories?
|
Page 187. |
| 3. |
What factors made the price of silk so high before
the nineteenth century? |
Page 188. |
| 4. |
Why is Gary, Indiana, an advantageous location for
a manufacturing center? |
Page 189. |
| 5. |
How is it possible to operate by water power, a factory
located a hundred miles from a waterfall? Give
two examples. |
Page 190. |
| 6. |
Illustrate the use of electricity in a typical modern
factory. |
Page 192. |
| Use of Machinery in Manufacturing. |
| 1. |
Describe the first machine used in the making of yarn.
|
Page 193. |
| 2. |
Enumerate some of the machines invented in the
eighteenth century. |
Page 195. |
| 3. |
How did the invention of machinery affect the importation
of cotton? |
Page 196. |
| 4. |
Show the need of machinery in the iron and steel industry.
|
Page 197.
[Pg 415] |
| 5. |
Describe the earliest process of making pig iron.
|
Page 198. |
| 6. |
What is the Bessemer process of making steel?
|
Page 201. |
| 7. |
What have been the causes of the great development
of the iron and steel industry? |
Page 201. |
| 8. |
What is the difference between English and American
steel works? |
Page 202. |
| Development of the Factory System. |
| 1. |
State reasons for the early development of the factory
system in England. |
Page 204. |
| 2. |
Why was the United States slow about developing
manufacturing industries? |
Page 205. |
| 3. |
Why is any comparison of the value of the manufactures
of the United States with that of other countries
defective? |
Page 210. |
| 4. |
Name an article which is the product of one factory
but which becomes the manufacturing material of another.
|
Page 211. |
| 5. |
What factors have contributed toward making the
United States the world’s greatest manufacturing nation?
|
Page 212. |
| 6. |
How can it be judged as to whether the value of manufactures
of a country is in excess of the consuming
capacity? |
Page 214. |
| Capital in Manufacturing. |
| 1. |
Show the part capital plays in building up a company.
|
Page 214. |
| 2. |
What are the advantages gained by having a business
in the hands of a company or corporation? |
Page 215. |
| 3. |
Compare the durability of gold with that of other
products. |
Page 217. |
| 4. |
What was the amount of capital employed in manufacturing
industries in 1850? In 1905? |
Page 218.
[Pg 416] |
| 5. |
How did the Census of 1905 differ from previous censuses
in the matter of manufacturing establishments?
|
Page 219. |
| 6. |
How does the growth in capitalization rank with that
of the other important branches of manufacturing?
|
Page 220. |
| Trusts and Combinations. |
| 1. |
What principle was the cause of the origin of the modern
company or corporation? |
Page 222. |
| 2. |
Explain the provisions of a pool. |
Page 223. |
| 3. |
How were the defects of the pool overcome? |
Page 224. |
| 4. |
What are the advantages of a trust or combination?
|
Page 225. |
| 5. |
What has been the effect of trusts on prices? On
wages? |
Page 226. |
| 6. |
Name and classify according to product the companies
of which the United States Steel Corporation was
formed. |
Page 228. |
| The Iron and Steel Industry. |
| 1. |
What was the number of establishments for the iron
and steel industry in the United States in 1880? In
1905? What does this show? |
Page 233. |
| 2. |
What method was used by the early Germans for
extracting the iron from the ore? By the English
in 1700? By the early American colonists? |
Page 236. |
| 3. |
Why was coke used in the smelting of iron ore in
England much earlier than in America? |
Page 238. |
| 4. |
How did the development of railways aid in the preservation
of our forests? |
Page 239. |
| 5. |
What is the puddling process? Why is it necessary?
|
Page 240. |
| 6. |
What process took the place of the puddling process?
|
Page 241. |
| 7. |
What is steel? How is iron obtained by the Bessemer
process made into steel? |
Page 245.
[Pg 417] |
| The Textile Industry. |
| 1. |
What is the most important of the textile industries?
|
Page 247. |
| 2. |
Compare the value of textile manufactures in the principal
countries of Europe during the period from 1800
to 1896, inclusive, with that of the United States during
the same period. |
Page 247. |
| 3. |
Define textiles. How are they made? |
Page 251. |
| 4. |
What were the so-called “Manchester cottons”?
|
Page 254. |
| 5. |
Who invented the spinning jenny? What was its use?
|
Page 255. |
| 6. |
Up until the invention of the water frame, why was
the making of cloth entirely from cotton impracticable?
|
Page 256. |
| 7. |
What was the spinning mule? By whom was it invented?
|
Page 257. |
| 8. |
What is the purpose of the cotton gin? |
Page 257. |
| 9. |
What factors have made cotton the most important
textile? |
Page 258. |
| 10. |
Why is the cotton industry moving toward the South?
|
Page 262. |
| Manufacturing Industries of the United States. |
| 1. |
Why was manufacturing neglected by the early settlers
of the United States? |
Page 263. |
| 2. |
What manufactories sprang up in the nineteenth
century? |
Page 266. |
| 3. |
Name the four greatest producers of manufactures for
exportation. |
Page 270. |
| 4. |
When was the largest growth of agricultural exports
in the United States? Of exports of manufactures?
|
Page 272. |
| 5. |
What articles are the chief requisites of manufacturing?
|
Page 272.
[Pg 418] |
| 6. |
How do you account for the rapid growth of copper
as an export of manufacture? |
Page 277. |
| 7. |
Illustrate the fact that the United States does not
need to invade foreign markets with its manufactures.
|
Page 278. |
| 8. |
Distinguish between the gross value of the factory
product of manufactures and the net value of the same.
|
Page 284. |
| 9. |
Compare the growth of the exportation of manufactures
with that of the production. |
Page 286. |
| 10. |
Under what head does the Bureau of Statistics classify
boots and shoes; flour; salted meats; illuminating
oil; pig iron. |
Page 287. |
| Concrete and Steel. |
| 1. |
How do concrete and steel supplement each other?
|
Page 322. |
| 2. |
Of what is the standardization of concrete applications
indicative? |
Page 323. |
| 3. |
What is a corrugated bar? |
Page 324. |
| 4. |
Give an example showing the durability of the Hennibique
construction. |
Page 326. |
| 5. |
What advantages over the wooden bearing pile has
the concrete bearing pile? |
Page 327. |
| 6. |
How may the resistivity of usual concretes be reinforced?
|
Page 329. |
| 7. |
Explain the use of wales in reinforcing a water front.
|
Page 331. |
| 8. |
How are the bearing piles of a wharf in the tropics
made? |
Page 332. |
| 9. |
Enumerate various uses to which concrete has been
put in construction. Pages 333, 334. |
| 10. |
What is the problem of the concrete telegraph pole?
How may this be overcome? |
Page 336. |
| 11. |
How is the Corell tie made? The Percival tie?
|
Page 337.
[Pg 419] |
| 12. |
What part does steel play in the construction of the
Gatun Locks of the Panama Canal? |
Page 337. |
| 13. |
Give an illustration of the use of steel for molding
concrete. |
Page 339. |
| Chemistry and the Industries. |
| 1. |
Why has it been necessary to put industry on a scientific
basis? |
Page 342. |
| 2. |
Why is chemistry so closely related to the industries?
|
Page 343. |
| 3. |
Tell in your own words the story of the development
of the soda industry. |
Page 344. |
| 4. |
Name three important industries which grew out of
the soda industry. |
Page 346. |
| 5. |
Give an example of how science has led the way for
industry. |
Page 348. |
| 6. |
What are the great achievements before the chemistry
of the future? |
Page 350. |
| The Producer-Gas Power Plant. |
| 1. |
What was the drawback to the early development of
the gas engine? |
Page 353. |
| 2. |
Why was the suction producer not practical?
|
Page 354. |
| 3. |
What led to the introduction of the pressure producer?
|
Page 355. |
| 4. |
What is the advantage of the down-draft producer?
|
Page 355. |
| 5. |
What is the ideal relative efficiency of the producer-gas
plant and the steam plant? The actual relative
efficiency? |
Page 360. |
| 6. |
What defects in producer-gas plants were learned
from the inspection in 1908? |
Page 364. |
| 7. |
Where are the producer-gas plants of England located?
|
Page 366. |
| 8. |
How can the price of power developed from fuel be
kept down? |
Page 369.
[Pg 420] |
| Efficiency in Shop Operations. |
| 1. |
What is the reason for the failure of many cost systems?
|
Page 371. |
| 2. |
Upon what does the efficiency of a workman depend?
|
Page 372. |
| 3. |
What should be used as a standard for the measurement
of time? |
Page 373. |
| 4. |
When should a bonus begin? |
Page 375. |
| 5. |
What effect does the giving of bonuses have on the
efficiency of the foreman? |
Page 375. |
| 6. |
What advantages are gained from having proper time
cards for the workmen of a concern? |
Page 377. |
| 7. |
To be successful, how should efficiency methods be
introduced? |
Page 379. |
| The Bridge between Labor and Capital. |
| 1. |
What is the chief cause at the bottom of all labor
disputes? |
Page 380. |
| 2. |
When and how was the labor problem brought about?
|
Page 381. |
| 3. |
What three methods of solution are proposed for the
present problem of distribution? |
Page 382. |
| 4. |
In your opinion which method is the best? |
| The Unemployed. |
| 1. |
What is the central cause of the want of employment?
|
Page 385. |
| 2. |
Show the evil effect of ill-advised charity upon the
unemployed. |
Page 387. |
| 3. |
What does the practice of giving old-age pensions indicate
as to the fairness of the distribution of the returns
of production? |
Page 387. |
| 4. |
Name three ways in which the problem of the unemployed
can be reduced. |
Page 389.
[Pg 421] |
| 5. |
What are the effects of ignorance and indolence upon
society? |
Page 391. |
| 6. |
If employment were remunerative, what would be the
results? |
Page 393. |
| 7. |
What lines of industry should society court?
|
Page 396. |
| 8. |
What are the evils connected with industrial corporations?
|
Page 397. |
| 9. |
Summarize the remedies for the want of employment.
|
Page 401. |
[Pg 423]
INDEX
BUSINESS ECONOMICS
- AGRICULTURE—
- character of, in U. S., 14.
- most important branch of, 15.
- reorganization of, 15.
- BIMETALLISM—
- arguments in favor of, 139, 140.
- BOARD—
- of arbitration, 79.
- of conciliation, 79.
- BRIDGES—
- construction of, 324-326.
- CAPITAL—
- and labor, bridge between (article), 380-383.
- in manufacturing, 214-222.
- CEREALS—
- production of, in U. S., 15.
- CHEMISTRY—
- and the industries (article), 341-351.
- a utilitarian science, 341.
- how it creates industries, 348.
- how it influences industries, 342.
- COMBINATION—
- advantages of, 43, 225.
- causes of, illustrated, 227-230.
- effects of, 46-49, 226.
- upon competitors, 46.
- upon consumers, 48, 226.
- upon labor, 47.
- upon opportunity, 49.
- upon wages, 226.
- forms of, 223-225.
- in the railroad world, 146.
- methods of, illustrated, 227-230.
- phases of, 39, 40.
- COMMISSION—
- mandatory, 148.
- supervisory, 148.
- COMPANIES—
- express, monopoly character of, 149.
- COMPETITION—
- defined, 4.
- in modern industrial life, 4, 5.
- CONCRETE—
- and steel (article), 322-340.
- applications of, 324-339.
- as material of construction, 322.
- chimneys of, 328.
- effect of water on, 330, 333.
- rapidity of construction of, 330.
- resistivity of, 329.
- CORN—
- production of, in U. S., 16.
- CORPORATION—
- advantages of, to industry, 41, 215.
- industrial, 397.
- United States Steel, 44, 227-230.
- COTTON—
- gin, 257.
- manufacturing of, 247-262.
- production of, in U. S., 17, 304.
- world’s production of, 291.
- CRISES—
- credit theory of, 59.
- defined, 55.
- immediate cause of, 56.
- must be regarded as unpreventable, 60.
- over-production theory of, 38.
- periodicity of, 57, 58.
- DISTRIBUTION—
- of interest, 122, 123.
- of profits, 123.
- of rent, 122.
- of wages, 123, 124.
- of wealth, functional, 119-121.
- of wealth, personal, 120, 125-127.
- ECONOMICS—
- practical (article), 1-178.
- progress in, 172-178.
- EFFICIENCY—
- application of, to department heads, 375-377.
- defined, 371.
- increased, illustrated, 374.
- in shop operation (article), 370-379.
- ELECTRICITY—
- applied to manufacturing, 190-192.
- ENGINE—
- gas, development of, 353-356.
- EXCHANGES—
- of natural products, 182.
- FACTORY—
- acts, 88, 89.
- described, 31.
- system. (See System.)
- town, rise of, 186.
- INDUSTRY—
- causes of rapid development in, 30.
- cotton, 247-262.
- how carried on, 41.
- iron and steel, growth of, 198-202, 230-246.
- localization of, 33.
- manufacturing. (See Manufacturing.)
- relation between chemistry and, 341-351.
- soda, 344-346.
- specialization of, 32, 33.
- textile, 247-262.
- INSURANCE—
- against sickness and old age, 100.
- compulsory accident, 99, 100.
- IRON—
- processes of making, 198-201, 235-246.
- LABOR—
- American Federation of, 70.
- and capital, bridge between (article), 380-383.
- child, 80, 86-89.
- division of, 32, 33.
- Knights of, 70.
- legislation, purpose of, 68.
- organizations, 68-77.
- previous systems of, compared with modern wage system, 64.
- sale of, peculiarities of, 66, 67.
- woman, 80-86.
- LEGISLATION—
- factory, 97.
- labor, purpose of, 68.
- of child labor, 87-89.
- LIBERTY—
- industrial, 5.
- natural, theory of, 166.
- LIVE STOCK—
- production of, in U. S., 16.
- LUXURY—
- attitudes toward, 132-134.
- socialization of, 135.
- MACHINERY—
- evils of, 101-106.
- in iron and steel industry, 196-201.
- in textile industry, 196.
- MACHINES—
- carding, 256.
- early forms of, 193-196.
- MANOR—
- English, 1-3.
- characteristics of, 2, 3.
- MANUFACTURES—
- census of, 207-211.
- concentration of, 33, 34.
- exported from U. S., 269-272.
- growth of, 30, 205-214.
- growth of investment in, 218-222.
- statistics of, 229-321.
- MANUFACTURING—
- application of electricity to, 190-192.
- application of steam to, 187-189.
- areas of the world, 181.
- (article), 179-320.
- capital in, 214-222.
- cotton, 247-262.
- establishments, 219-222, 233.
- growth of, 205-214.
- growth of investment in, 218-222.
- industries of the U. S., 263-288.
- machinery in, 193-203.
- statistics of, 229-321.
- systems of the world, 185-192.
- MONEY—
- government paper, 140, 141.
- kinds of, in U. S., 141, 217.
- value of, how determined, 137, 138.
- OPERATIONS—
- change in, opposition to, 372.
- shop, efficiency in, (article), 370-379.
- ORGANIZATIONS—
- forms of, 223-225.
- labor, 68-77.
- growth of, 69.
- objects and methods of, 71-77.
- POPULATION—
- agricultural, decline in, 12, 13.
- POWER PLANT—
- producer-gas, 352-369.
- conditions favorable to, in U. S., 368, 369.
- location of European, 366-368.
- number and class of, 363.
- relation of, to conservation of fuel resources, 352-369.
- relative results of steam plant and, 356-363.
- PRODUCTION—
- capitalistic, 6, 29-39.
- concentration of, 34.
- large-scale, 35-37.
- economics of, 35, 36.
- industrial effects of, 37.
- in manufacturing, 36.
- in retail trade, 37.
- social effects of, 38.
- of cotton, 291.
- of cotton in U. S., 17, 304.
- pig-iron, 230, 231.
- PROFIT SHARING—
- defined, 110.
- economic theory of, 111.
- methods of, 110, 111.
- objections against, 111, 113.
- origin of, 113.
- purpose of, 110.
- PROTECTION—
- arguments in support of, 160-162.
- RAILROADS—
- public nature of, 148.
- public ownership of, 149.
- rates, 147.
- REGULATION—
- legislative, of trust evils, 50, 51.
- RESOURCES—
- agricultural, of U. S., 9-19.
- forest, destruction of, 18.
- mineral, of U. S., 19-29.
- alarming condition of, 20-22.
- SAVING—
- relation of, to spending, 129, 130.
- why necessary, 131.
- SOCIALISM—
- as a scheme of distribution, 170.
- defined, 167, 168.
- difficulties of establishing, 169.
- state, 167.
- SOCIETY—
- industrial, 1-8.
- Rochdale, 115.
- SPENDING—
- relation of, to saving, 129, 130.
- STATE—
- as a regulator of industry, 7, 8.
- culture, theory, 167.
- ownership, 171, 172.
- STATISTICS—
- accidents in German industries traceable to different causes, 97.
- cause of idleness, members of trade unions (1900), 93.
- cause of poverty, 92.
- course of wages during 19th century, 173.
- expenditures for different purposes in different places, 128.
- growth of manufactures in 19th century, 30.
- hand and machine methods compared, 103.
- industrial and commercial gas trusts in U. S., (1860-1900), 42, 43.
- of commerce in U. S., 308, 309.
- of manufactures, 229-321.
- annual value of, 289.
- capital invested, 313, 314.
- exportation of, 291.
- importation of, 289.
- summary of, in U. S., 299.
- value of products of, 318-321.
- wage-earners employed (1900), 315.
- of population engaged in manufacturing in U. S., 310.
- STEEL—
- and concrete (article), 322-340.
- as material of construction, 322.
- re-inforcement, styles of, 324-326.
- STRIKE—
- defined, 78.
- losses from, in U. S., 78.
- SYSTEM—
- canal, 151, 152.
- domestic, 7.
- factory,
- beneficial results of, 60, 61.
- development of, 203-214.
- evils of early, 80, 101-106.
- origin of, 185.
- independent treasury, 144.
- industrial, modern, 1-8.
- of interchangeable parts, 38, 39.
- of standardization, 38.
- three-field, 2.
- wage, modern, 60-68.
- TAX—
- defined, 154.
- general property, 158.
- inheritance, 159.
- TEXTILES—
- described, 251, 252.
- manufacturing of, 247-262.
- TRADE UNIONS—
- local, 69.
- national, 69.
- object and methods of, 71-77.
- TRANSPORTATION, 145-154.
- inland water, 151.
- ocean water, 151.
- TRUSTS—
- advantages of, 225.
- and combinations, 222-230.
- defined, 216.
- economics of production peculiar to, 44.
- effects of,
- upon competitors, 46.
- upon consumers, 48, 226.
- upon labor, 47.
- upon opportunity, 49.
- upon wages, 226.
- evils of, remedied by legislative regulation, 50, 51.
- industrial and gas, organized in U. S. (1860-1900), 42, 43.
- reasons for growth of, 43, 45, 46.
- UNEMPLOYED—
- classified, 91.
- the (article), 384-402.
- UNEMPLOYMENT—
- a permanent problem, 95.
- cause of, 91-95, 384-386.
- extent of, 90.
- remedies for, 95, 387-390, 393-401.
- WEALTH—
- functional distribution of, 119-121.
- personal distribution of, 120, 125-127.
- WOMEN—
- at work, 80-86.
- economic position of, 84.
Transcriber’s Note
Obvious printing errors, such as backwards, upside down, or
partially printed letters, were corrected. The last two lines of the
Table of Contents, printed in reverse order, were corrected. Final
stops unprinted at the end of sentences were added.
Dialect, obsolete and alternative spellings were left unchanged.
Pittsburgh (PA) is spelled without the final “h” throughout the book.
Omitted words were not added to the text.
Footnotes in the text were renumbered sequentially and moved to the
end of the article in which the anchor occurs. Footnotes within tables
were changed to letters and were moved to follow the table in which
the anchor occurs. In some tables, a footnote may have more than one
anchor; consequently, no link is provided from table footnotes to any anchor.
Wide tables were split for easier viewing on small screens.
The following items were changed:
Bimettalism to Bimetallism
Added space between Ph. D. for Ernest Ludlow Bogard byline
whch to which
1880 to 1800
hamp to hemp
million to millions
manfactures to manufactures
guns to gums
ultilitarianism to utilitarianism
guns to gums
grinding to guiding
lead to led
notions to notion
lead to led
added comma to index entry: STRIKES losses from, in U. S., 78.
***END OF THE PROJECT GUTENBERG EBOOK BUSINESS ADMINISTRATION***
******* This file should be named 56018-h.htm or 56018-h.zip *******
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/6/0/1/56018
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United
States and most other parts of the world at no cost and with almost
no restrictions whatsoever. You may copy it, give it away or re-use
it under the terms of the Project Gutenberg License included with
this eBook or online
at www.gutenberg.org. If you
are not located in the United States, you'll have to check the laws
of the country where you are located before using this
ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
- You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org.
Section 3. Information about the Project Gutenberg
Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
[email protected]
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate.
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.