The Project Gutenberg EBook of Photo-engraving, Photo-etching and
Photo-lithography in Line and Half, by W. T. Wilkinson
This eBook is for the use of anyone anywhere in the United States and most
other parts of the world at no cost and with almost no restrictions
whatsoever. You may copy it, give it away or re-use it under the terms of
the Project Gutenberg License included with this eBook or online at
www.gutenberg.org. If you are not located in the United States, you'll have
to check the laws of the country where you are located before using this ebook.
Title: Photo-engraving, Photo-etching and Photo-lithography in Line and Half-tone
Also Collotype and Heliotype
Author: W. T. Wilkinson
Editor: Edward L. Wilson
Release Date: June 19, 2016 [EBook #52378]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK PHOTO-ENGRAVING ***
Produced by Chris Curnow, RichardW, and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)




The many kind letters I have received from America with regard to what must be called my first crude effort at bookmaking, prompted the idea—after issuing a second and revised edition in England—of making an attempt to cater for the inhabitants of Greater Britain, which, under the able editorship of MR. EDWARD L. WILSON will, I have no doubt, meet with approbation and be useful. I have made many important additions to the last English edition.
W. T. WILKINSON.
LEICESTER, ENGLAND.
Besides revising the English edition and incorporating in proper place such additions as I have found useful in practice, I have boiled down the best points from current publications in France and Germany, and added them.
More still, with high regard for the author, I add chapters and parts from, the Handbuch der Chemigraphie und Photochemigraphie, by Mr. J. O. Mörch. Thus, I believe, this work is made complete to date. All the rest must come to the worker, from industrious, careful practice.
Very rapid progress has been made in photo-reproductive processes during the past two years, and improvements are announced almost weekly. I invite all interested to keep me informed of what they discover. If I am supplied with the proper addresses I shall publish and distribute what I learn.
EDWARD L. WILSON.
NEW YORK, May, 1888.
The Reversing Mirror ♦
The Dark-room ♦
The Plate-support ♦
The Whirler ♦
The Copying Camera ♦
Example of Zinc Etching (low) ♦
Example of Zinc Etching (high) ♦
Example of Zinc Etching (round) ♦
The Caliber-bridge ♦
The Sieve ♦
The Heating Lamp ♦
The Washing Table ♦
Example of Photo-engraving ♦
Example of Half-tone Engraving ♦
The Dusting-box ♦
The Transfer-board ♦
The Drying-oven ♦
Support for the Drying-oven ♦
Jacket for the Drying-oven ♦
Copper Tank for the Drying-oven ♦
Interior plan for the Drying-oven ♦
A New Drying-oven ♦
The Universal Copying Machine ♦
The improvements made within the last twenty years in the art of printing books have not, until recently, been kept pace with by the methods of illustration. Wood engraving, except for high class and expensive editions, was crude, whilst the use of engravings from copper or steel, or of lithographs, was also restricted to short and expensive editions.
The introduction of the zinc-etching process, in which the picture is first drawn in line, or stipple, or chalk, upon lithographic transfer paper, then transferred to a plate of zinc and subjected to a process of etching in various baths of acid water, marks a new era, replete with great improvements in cheapness, facility of production, and artistic results.
This new process had scarcely been in good working order before it was seen that great improvements might be made by enlisting photography in its service; because in its original form it was necessary that the design be made of the same size as the finished block, which, in many cases, added too much to the expense. But by introducing photography, the size of the original was of no moment; the lens could easily reduce that, and at the same time preserve the proportions, as well as fine down any crudity in the drawing.
The first methods of producing a photo-transfer, were by making a negative from the original, then paper coated with bichromated gelatine was exposed under this negative, and the sensitive gelatine, corresponding with the transparent portions of the negative (representing the lines of the original), being exposed to the action of light was made non-absorbent of water, whilst the sensitive gelatine representing the white portion of the original being protected from the action of light by the dark portion of the negative, still retained its affinity for water. The consequence was that when a roller charged with fatty ink was applied to the wet print, the exposed portions of the gelatine took the ink, but the white portion being charged with water rejected it, the result being a replica of the original in a fatty ink. This was used as an ordinary lithographic transfer and could be transferred to zinc and etched in relief. {xvi}
Such a process was not perfect, and was not suitable for subjects which necessarily should be to scale. So the next improvement was to place a plain mirror between the lens and sensitive plate, so producing a negative in its proper position as regards right and left; then from this reversed negative a print in fatty ink could be made direct on the zinc.
These transfers on paper, or direct prints on the zinc, are restricted entirely to what are generally termed “subjects in line,” such as architectural drawings, plans, woodcuts, engravings from steel or copper plates, or lithographs in pure line, in chalk, or in stipple. The attainment of effect of half tones by graduated works of color, thinner or thicker, or the smooth, delicate gradations of a photograph, are not permissible in relief blocks of this kind, although for short numbers this class of subject could be utilized by employing the collotype, heliotype, or lichtdruck methods, which render the half-tones without (visible) breaking up of the gradations.
The next step was to perfect the various (published first in 1854 by Fox Talbot) methods of mechanically breaking up the half-tones of a photograph, and so giving a means whereby a photograph in all its delicacy may be used to illustrate a letter-press article.
Of course, during the progress of rendering photography applicable for relief blocks, its usefulness for intaglio printing was not neglected. And now having entered into very close competition with wood engraving and by modification of the collotype methods, with lithography, photography can now be used for the production of intaglio plates, in half-tones as well as in line.
The methods by which the above results are attained furnish the text of the pages to follow; and as each and every method given has been tried by the author, the reader may be satisfied that the manual is, as claimed, practical.
W. T. WILKINSON.
For all methods of heliographic printing a suitable photographic negative is absolutely necessary, and to produce that negative good apparatus and pure chemicals, used with skill and intelligence, are indispensable.
The studio must be well lighted, with a perfectly firm floor. The dark-room should be kept for negative work only (the room where the zinc printing is carried on being a separate room). There must be a roomy sink in front of a good-sized window covered with a non-actinic medium (yellow, not orange), such as two thicknesses of golden fabric, so as to have plenty of light to see the progress of development by.
The copying camera must have a long bellows and should not be less than 12 by 10, fitted with rack-work, so as to be able to get absolute sharpness in focussing.
It will be a great advantage, and aid in adjusting the position on the focussing screen of the drawings to be copied, if a vertical line be drawn, and another horizontally, so that they bisect each other exactly in the centre; then from the centre, mark and number each inch and half inch upon each of the four arms of the cross; it can then be seen at a glance not only that the picture is in the centre, but also that it is about the right size. {10}
The dark slide must be light-tight, and made strong rather than for portability.
The lens should be rectilinear, and should be capable of covering the largest size plate the camera will take quite sharp to the corners. For a 12 by 10 plate a lens with an equivalent focus of about 18 inches will be best.
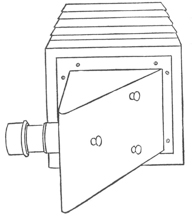
To the lens must be fitted a reversing mirror of silvered glass, mounted behind the lens by preference, as such a style of mounting not only protects the surface of the mirror from the air, but keeps extraneous light from affecting the brilliancy of the image. (Fig. 1.)
The camera must be mounted upon a solid table fixed upon small grooved or flanged wheels, such wheels running either upon rails fixed upon or in grooves cut into the floor, at right angles to the wall against which the copying board is fitted.
The copying easel is placed perpendicularly in front of, and perfectly parallel with, the camera. As a mirror is used, the camera is sideways to the object, not facing it, as in copying direct.
The easel should be so contrived that it can be raised or lowered, and moved right and left, which double motion is managed by having the easel double; the up and down motion should be obtained by hanging the back portion like a window sash, the weights being exactly the weight of the whole easel, and the pulleys over which the cords go, not running too freely.
At the top and bottom of the back portions of the easel are projecting strips with a rabbet deep enough to allow the front or copying board to slide sideways, but not loosely; this front board should be painted a dead black with white lines in the centre from top to bottom and from side to side, said lines being divided into inches and half inches, from the centre, so that the drawing may be pinned in the exact centre without trouble.
A convenient size for a copying board is 4 feet high by 5 feet wide.
In connection with the camera, the only thing left to describe is the focussing cloth, which should be quite opaque, and of ample size to exclude all extraneous light from behind when focussing.
For focussing the image absolutely sharp, a magnifying glass may be required.
THE COLLODION. | ||
|---|---|---|
| Alcohol | 30 | ounces. |
| Ether | 40 | ounces. |
| Schering’s Celloidin* | 1 1⁄2 | cakes. |
* Hance’s D. C. gun-cotton may be used instead of the celloidin.
Cut the celloidin into thin strips, or, if it be hard, break it up in a clean mortar, and dissolve in the above mixture of alcohol and ether. When dissolved, this forms the collodion.
is composed of:
| Bromide of Zinc | 150 | grains. |
| Iodide of Zinc | 350 | grains. |
| Alcohol | 10 | ounces. |
When the salts are dissolved, filter and add to the collodion.
The filtering is best done by placing a pledget of cotton-wool in the neck of a glass funnel and passing the iodizer through it. To prevent evaporation, lay a glass plate over the funnel.
The iodizer being added to the collodion, shake them up thoroughly and allow to stand for a week to settle, then decant into convenient bottles; this collodion is ready for use in a week, but will improve with age up to six months, after which time it should be mixed with new.
When coating plates with collodion, it is not a wise plan to pour the surplus from the plate back into the bottle from which it was poured. Pour it into another, kept handy for the purpose, the contents of which, at the end of the day’s work, empty into the stock bottle after such a quantity as is sufficient for next day’s consumption has been decanted into the pourer.
The best bottle from which to pour the collodion upon the plate is the tall capped bottle sold by the dealers as collodion pourers. {12}
The silver bath is a most important factor in the production of good negatives. It must be compounded with care and used with skill.
To make it, dissolve 6 ounces of nitrate of silver in 10 ounces of water, then add 10 drops of collodion, and shake up well; then add 70 ounces of water, and let it stand all night; then filter through a pledget of cotton-wool packed loosely in the neck of a glass funnel, into a clean bottle or jug; then add 1 drachm of nitric acid and let stand all night before trying. Such bottle or jug, and also the glass funnel, must be kept solely for use with the silver bath.
The bath holder may be an upright vessel of the ordinary pattern, with a dipper with which to lower the plate into the solution; or it may be a flat dish with a cover to keep out light and dust, using a silver hook to lift the plate from the solution; if the former shape be chosen, let the dipper be of glass, porcelain, silver wire, or of wood soaked in melted paraffine, but on no account of ebonite, as such a dipper will cause spots, and derange the bath sooner or later.
If a flat dish be used, the best form is of wood lined with asphaltum, hanging on a cradle, the lower end being a well to hold the solution; in this form of bath the plate, after sensitizing, is drained thoroughly before taking it out. This is a great convenience, as not only is silver solution saved, but the dark slide will last much longer.
The bath solution made up as above will be the right strength for work, but as every plate sensitized therein, takes away its modicum of silver, after a certain time it must be strengthened, as it is essential for the production of good work that the solution be kept at a proper strength. The best way of doing this is to add a drachm or two of saturated solution of nitrate of silver, after each day’s work has been done, and if the solution be worked in a flat bath, it will be as well to pour it into a jug and filter it before using again; with an upright holder, this filtering will only require to be done about once or twice a week, as any particles of dust, etc., subside and have not the same chance of falling upon the film as in a flat bath; but the addition of the silver solution should be made, and the solution well stirred up with the dipper.
In course of time a silver bath will become contaminated with organic matter from various causes, and can also be supersaturated with ether and alcohol—with iodo-bromo or nitrate of zinc, and will either refuse to work, or only {13} yield imperfect films and thin images. In such cases the best plan will be to take 20 ounces of the solution, dilute it with clean water 60 ounces, filter, and add 6 ounces of nitrate of silver, and again filter, when a new bath will be the result.
The silver in the rejected portion of the old bath should be precipitated as a chloride, by the addition of a solution of common salt, the precipitate dried and sent to a refiner, together with the ashes of the filtering papers and blotting-paper used to drain the plates upon, or to wipe the backs of the plates after leaving the bath and before putting them into the dark slide.
The silver solution named above, is suitable for negatives of subjects in line, but for the production of negatives with delicate half tones, such as portraits, landscapes, or of the many subjects which are photographed direct, then it will be necessary to provide another bath solution, made and managed in the same way, but only containing sufficient nitric acid to just redden litmus paper, as a bath gives the finest half-tones when nearly neutral, or only slightly acid. It should be remembered that the deepest shadows are represented by clear glass in the negative, to insure which would be impossible with the silver solution inclining ever so slightly toward alkalinity.
The nitrate of silver bath may be made up with distilled water, if pure—that is, if the water is bona fide distilled and not merely from waste steam; if this cannot be guaranteed, the best plan will be to get a gallon of tap water, dissolve in it one ounce of nitrate of silver, then add saturated solution of bicarbonate of soda, until an alkaline reaction to litmus paper takes place, then place the lot in white glass bottles, and expose to the action of light for three or four days. During that time the solution will, first of all, turn black, and then will gradually become quite clear, the organic matter—which if not removed, would have caused trouble—falling in a black mass to the bottom.
Now filter the purified water and use it for compounding the nitrate of silver bath, but do not use it for any other purpose.
The strength of a nitrate of silver bath, for line work, should be thirty grains of nitrate of silver to each ounce of water, and should not be allowed to fall below twenty-five; and for half-tone negatives, nitrate of silver should be thirty-five, and not lower than thirty grains to the ounce.
Be sure to keep all funnels, bottles, and dishes used for the silver bath, separate and distinct from all others, and never use them for any other purpose. {14}
In the ancient days of photography, when, to say it was possible to prepare a dry plate nearly as sensitive as a wet collodion plate, was to excite the risible faculties of the audience, the above heading might almost always be seen in the journals, and the amount of matter written under that heading would fill many good-sized volumes. Some writers went into the subject in a very elaborate manner, whilst others would counsel very simple methods of preparation and management.
The directions given above for making a bath solution for line negatives, will, if carried out carefully and cleanly, at once yield a solution giving good negatives. After the bath has been mixed, either with distilled water, ordinary tap water (in iron districts tap water should not be used), or water that has been sunned and filtered, as soon as the bulk has been made up to the eighty ounces, the solution should be put away all night before it is tried, then in the morning filter it carefully through a pledget of cotton-wool stuffed loosely in the neck of a perfectly clean funnel, into a perfectly clean bottle or jug, which must be kept entirely for use of the silver solution. When the bath solution has been filtered it should be perfectly clear; if it is at all cloudy or turbid, the filtration must be repeated.
When the solution is perfectly clear and bright, pour sufficient into a perfectly clean porcelain, glass, or papier-maché dish, then take a clean plate (polished, or albumenized) and coat it with collodion; close the door of the dark-room, and when the film of collodion is perfectly set, raise one end of the dish containing the silver solution, place one edge of the collodionized plate against the bottom of the upper edge of the dish, then drop the plate upon the bottom of the dish, and at the same time lower the dish; by this means the silver solution will flow in an even wave over the surface of the collodionized plate; now place the cover on the dish so as to exclude light and dust, and allow the plate to remain in the solution for five minutes, then with a silver hook lift the plate from the solution, and allow it to drain (remember that no light must get into the dark-room except what is filtered through either two thicknesses of golden fabric, or one of canary medium); when the plate has drained so that no solution drips from it, place it into the carrier of the dark slide; then close the dark slide and let it remain there for five minutes, at the end of which time remove the plate to the sink, and flood it with sufficient developer (page 17) to just cover the film; keep this solution flowing, to and fro, over the {15} plate for the space of two minutes, then wash it under the tap until the surface is no longer greasy; then apply the fixing or clearing solution (page 17) until the whole of the yellow bromo-iodide is dissolved away; again wash, and take the plate into the daylight.
Now comes the test; if the film is perfectly transparent, and clear as the glass itself, the bath is all right; but if there is the slightest deposit (which can be removed by lightly rubbing the finger along the surface of the film), then the solution will require the addition of a little nitric acid. After this stir it well, and after a rest of an hour or two try again, repeat the addition of the nitric acid, and try a plate; repeat until the film, after developing, washing, and fixing, is perfectly clear, and free from deposit and fog.
The bath is now in proper working order, and if reinforced after each day’s work with a sufficient quantity of saturated solution of nitrate of silver (filtered), kept free from contamination with other chemicals, and carefully filtered occasionally, it will remain in good working order for at least six months, and then may be renewed by treating as directed on page 12.
It will sometimes happen, notwithstanding that extreme care and cleanliness is exercised in the management of the bath, that it will not work properly, and the reason why cannot easily be discovered. In such a case, steps must be taken to put the solution into working order.
In the case of rectifying a disordered bath, there are many methods of procedure, but the simplest, and, as a rule, the most certain method, is to render the solution alkaline by the addition of liquor ammonia, adding the ammonia a little at a time; then, after well shaking, test it with red litmus paper and continue the addition of ammonia until the red litmus paper is turned blue. In this alkaline condition the solution should be poured into a large flat dish, and exposed to the action of the sun. That will speedily reduce and throw down in the form of a black precipitate, any organic matter that may be in the bath, and at the same time the heat of the sun will cause evaporation of the ether and alcohol left in the solution by the collodion plates.
The bath solution should be exposed to the sun for two or three days, or until such time as suffices to render the solution clear, and the precipitate entirely separated out. But this cannot take place unless the solution is decidedly alkaline, the presence of acid stopping the action of light.
Do not be in a hurry about doctoring a bath solution (in fact, it will be far best to have two solutions, one in use and one either resting or being doctored), but give the light plenty of time to reduce the organic matter, and also to {16} volatilize the ether and alcohol; then filter the solution through filtering paper (don’t use blotting-paper), as if it is attempted to filter through a pledget of cotton-wool the fine precipitate of organic matter quickly clogs the wool and stops the filtering.
The doctored solution being filtered, test it with a piece of perfectly fresh, blue litmus paper, and add nitric acid, drop by drop—shaking well between the additions of acid—until the blue litmus paper just turns red. Do not add acid sufficient to make the litmus turn violently red, unless the bath is for line negatives, as a bath for half-tone negatives must be only just acid, whereas a bath for line work must contain more acid.
If the color of the litmus paper shows that the alkali has been neutralized, a plate is collodionized, then immersed in the bath for five minutes, then drained, and placed in the dark slide, or in a dark box for five minutes, then flooded with the iron developer (page 17); if, upon the application of this the film should turn black, add more nitric acid, stir up thoroughly, then try again, repeating the trials until, upon fixing the plate with the solution of cyanide of potassium, the film of collodion is left upon the glass plate as clear as it was before it was immersed in the silver bath.
A little above here it is stated that less nitric acid is required in the bath for half-tone negatives than for line work, and the question may well be asked where may the line be drawn? The reply is that, for half-tone work, a piece of blue litmus paper should, upon immersion into the solution, turn red very slowly, but when the bath is required for line negatives the blue litmus may at once indicate the presence of acid.
After a bath solution has been renovated in the above manner, it should be tested for strength, either by the volumetric method (by preference), or by means of the ordinary argentometer sold by the dealers, and, if, after testing, the strength is shown to be too great, dilute with a sufficiency of sunned water (page 13); and if not sufficiently strong, add crystals of nitrate of silver to make up the strength to thirty or thirty-five grains per ounce.
A bath solution renovated as above, will generally be found to work cleaner, and yield brighter negatives than a new solution, and it will also, if carefully used, last longer; but it must be kept up to a proper working strength by the occasional addition of a little of a saturated solution of nitrate of silver.
The fact that the strength of the silver solution has got too low is shown by the presence of semi-opaque, fantastic markings near the thick edge of the collodion film, and also in conjunction with the presence of organic matter in {17} the deposition under the surface of the film of an extremely fine sand-like deposit, which, in the fixed negative, develops into myriads of pinholes in the densest portions of the image.
First purchase seven pounds of commercial sulphate of iron (copperas) and put this into a gallon jug, and fill it up with boiling water (clean); stir with a clean rod at short intervals for three or four hours, then allow to stand until the sediment settles, and the top portion of the solution is clear and bright; then decant as much as possible into a bottle or bottles, and label “Saturated Solution of Iron.” Then again fill up the jar with boiling water, stir until as much as possible is dissolved, so as to be ready by the time the stock in the bottle is exhausted, and repeat the process until all the crystals are dissolved; then wash out the jar, reject the residue, and begin again.
But bear in mind that, unless there are crystals left in the solution after each addition of hot water, it will not be saturated; therefore, before taking the solution into use, be sure there are undissolved crystals in the jar.
For use, take of
| Saturated Solution of Iron | 10 | ounces. |
| Acetic Acid | 4 | ounces. |
| Water | 70 | ounces. |
| Alcohol | 1 ounce to 5 as required. | |
In the above solution, the alcohol is added to enable the developer to readily assimilate with the sensitive film, and the quantity requisite varies with the age of the silver bath, or, to be more correct, with the quantity of plates sensitized therein. At first, little or no alcohol will be required, but after a number of plates have been sensitized the developer refuses to flow evenly, and seems disposed to run over the edges of the plate; this is a sign that more alcohol is required, and when more has been added the developer will flow evenly as before; but when 80 ounces of developer require over 4 ounces of alcohol to make it flow, it is a pretty sure sign that the bath wants remaking.
The developer is applied to the plate after exposure, from a straight-lipped cup, or glass measure, which should be kept for the exclusive use of this solution, as the mixture of any of the other solutions with it will at once counteract its working power. {18}
THE FIXING OR CLEARING SOLUTION. | ||
|---|---|---|
| Cyanide of Potassium | 3 | ounces. |
| Water | 20 | ounces. |
This solution is highly poisonous, both in solution and vapor, so it ought to be kept in an upright holder, the plate being lowered into the solution on a dipper; keep the solution well covered up, so as to prevent evaporation as much as possible.
After being in use a short time this solution will become weak and should be strengthened by the addition in the evening of a lump or two of cyanide and then stirred up with the dipper in the morning; the negative must not be left in this solution too long or the density of the film will be impaired, but must be removed and well washed directly all the yellow iodide has been dissolved.
| No. 1. | |||
|---|---|---|---|
| Water | 80 | ounces. | |
| Chloride of Ammonium | 2 | ounces. | |
dissolve, then add: | |||
| Bichloride of Mercury | 2 | ounces. | |
dissolve, and filter. | |||
| No. 2. | |||
| Liquor Ammonia 0.880 | 5 | ounces. | |
| Water | 20 | ounces. | |
Solution No. 1 is best kept in an upright holder, as if kept in a flat dish there is always the danger of cutting the skin with the glass plate and getting the mercurial poison into the system.
No. 2 is kept in a well-stoppered bottle and only sufficient for each plate withdrawn as required.
Another method of intensifying, for those who object to the use of mercury, is to bleach the negative in a solution of
| Ferridcyanide of Potassium (Red Prussiate of Potash) |
6 | parts. |
| Nitrate of Lead | 4 | parts. |
| Water | 80 | parts. |
dissolve and filter. {19}
When the plate is bleached, wash it thoroughly under the tap, taking care that the edges and corners of the film as well as the centre are washed, then flood it with a sufficient quantity of
| Nitric Acid | 1 | ounce. | |
| Water | 80 | ounces. | |
Allow this to remain on a few seconds, then wash, and flood with a sufficient quantity of | |||
| Sulphide of Ammonium | 1 | part. | |
| Water | 5 | parts. | |
which will at once turn the film an intense black; again wash, and flood with the nitric acid solution, and again wash; then the negative is allowed to dry.
This method of intensifying is cheaper than the other, and if the washes of acid between and after the other two solutions are carefully done, and the stench of the sulphide is not objected to, then there is little or no difference in the results; but if the acid washes are omitted or (and) the sulphide has not been kept corked, and is consequently not fresh, then there is great danger of a brown stain upon the lines, which is more or less fatal to getting a good print on zinc.
For half-tone negatives, instead of fixing or clearing with the cyanide of potassium, the developer is washed off directly, and then they are intensified at once by the application of a mixture of pyrogallic acid, citric acid, and nitrate of silver, as follows:
| No. 1 Solution of Pyrogallic Acid | 40 | grains. | |
| Citric Acid | 30 | grains. | |
| Water | 20 | ounces. | |
As much of this solution as will cover the washed plate is put into a small cup, and flowed all over the film, then returned to the cup, and a few drops of | |||
| Nitrate of Silver | 30 | grains. | |
| Water | 1 | ounce. | |
is added. Then the mixture is poured over the film, and rocked to and fro for a short time; the intensifier is then returned to the cup, the negative held up to the light, and examined, and if not intense enough, the intensifier is again applied. Great care is requisite at this stage, as if the process be carried on too {20} far the negative will be too intense, and will either be spoiled, or take an abnormal time to print; practice and observation are the only guides to success. The grand rules for half-tone negatives are, collodion free from dust, the glass plate clean, the bath at its full strength and in good working order, proper time allowed the plate in the sensitizing bath, well drained, afterward a good exposure, develop until all details are out, then wash thoroughly, intensify with judgment, wash well, fix, and again well wash, and then, but never till then, open the dark-room door and examine your new negative by daylight.
In making the collodion, soak the celloidin in the ether for about twelve hours before adding the alcohol; be sure the ether is at least 0.725 specific gravity, and that the alcohol is very clean, and free from gum. After mixing the collodion and iodizer, shake up well, but do not do this before decanting. Always decant sufficient for next day’s use, into the bottle used for pouring, over night, so that it gets a chance to settle, and allows the air-bubbles to escape.
Keep the collodion in as cool a place as possible, and in decanting it be very careful to do it away from fire, or lighted gas or paraffine, especially where flame is below the bottle, as ether vapor does not rise, but falls.
In hot weather and during long exposures, wet plates are very prone to have a peculiar stain upon them, called oyster-shell markings, the remedies for which are careful draining before putting them into the slide, and covering the bottom of the carrier with clean filtering paper, so that the silver solution, on draining down, is absorbed by the bibulous paper instead of going back up the plate by capillary attraction.
In hot weather the back of the plate, when put into the dark slide, should be covered with a wet piece of red blotting paper, or orange calico, but not white; a wet cloth laid in the camera will also tend to keep the plate moist. These precautions, however, are not required unless the exposure is likely to exceed a quarter of an hour.
A collodion film, when dry, is very delicate, and, except for line work in the hands of an expert, will require protecting. This is usually done by slightly warming it (when quite dry) in front of a fire, and then pouring over a sufficient quantity of thin spirit varnish. After the superfluous varnish is well drained off, dry by again holding it in front of the fire. The spirit {21} varnish answers perfectly for ordinary work, but for printing upon metal for relief blocks, or upon glass for collotypes, it will be best to use a benzole varnish, such as is sold by dealers for protecting the films of glass positives or ferrotype pictures. Anthony’s “diamond” varnish is good.
But the best plan of all is to use a water varnish, made by dissolving half an ounce of borax in a quart of boiling water, then adding a few pieces at a time (stirring meanwhile), one pound of ordinary shellac; if the quantity of borax named does not suffice to make all the shellac dissolve, add more, a grain at a time, until the shellac is dissolved; then add half an ounce of white sugar, cool and filter it.
When the negative is washed for the last time, allow it to drain, then flood with the above solution, and let it dry. This will be found a quicker, cleaner, and more satisfactory method of protecting the delicate film than with the spirit varnish.
The glass used as a support for the collodion film should be thin flatted crown of the best quality, for the negatives, as a rule, are not required again after once the zinc is etched, so that the film may be washed off, and the glass used again, which cannot be done so often if the glass be of bad quality; flatness is a sine qua non, as it has to be subjected to heavy pressure between a zinc plate and the front glass of a printing frame.
As a good and suitable negative is the foundation of success in the subsequent processes, so is a properly cleaned glass plate the foundation of a successful negative; unless the glass is chemically clean, the collodion film will either be stained or marked, or it will split off in drying, therefore care and attention are requisite; even in preparing a piece of glass for the reception of the film of collodion care is especially requisite, as the want of it cannot be seen until after all the operations, therefore the labor and time are not thrown away.
There are two methods of cleaning the glass plate: one quite mechanical; the other is a mixture of the mechanical and the chemical. Both are good. The second is perhaps the best, as it is simple and more certain.
In the first method the glass, when new, merely requires polishing with clean wash leather kept for this purpose.
The best way of doing this is on a flat board 24 by 18 inches, or thereabouts, {22} covered with good American oil-cloth, glazed side out. A plate laid upon this will not slip about when being polished.
Both sides and edges of the plate must be well cleaned, as one of the most prolific causes of derangement of the silver bath is from organic matter introduced by imperfectly cleaned glass plates.
One side of the plate, if gently rubbed with the thumb nail, will be found smoother than the other, and is the suitable side for the support of the collodion film; this side is polished with the leather until, upon breathing gently upon it, the film of moisture is quite free from marks or streaks, not only in the centre but at the sides and corners.
It is absolutely necessary that the plate be chemically clean all over, else the film of collodion, upon drying, will split, and the negative be spoilt.
When the plate is clean, an edging of India-rubber dissolved in benzole, about an eighth of an inch wide, is run all round the edge, by means of a small camel’s-hair brush tied to a stick, the end of the stick being level with the point of the brush. The stick acts as a guard against the brush going too far from the edge.
In the second method, the new glass plate is soaked an hour or two in a mixture of 5 ounces of common spirits of salt (hydrochloric acid) in 80 ounces of water. After both sides of the plate are rubbed with a rag, and well washed under the tap, it is put in a dish of clean water. When all the plates have been so treated, they are taken out singly, again well rubbed on both sides with another rag, and well washed; then the smoothest side having been selected, it is twice flooded with a mixture of albumen and water, draining the surplus into the sink each time of flooding. The plate is then placed upon a rack to drain and dry; the drying should be effected in a current of hot air freed from all dust.
The albumen mixture is composed of the white of one egg well beaten, then diluted with 40 ounces of water and ten drops of liquor ammonia added, and again beaten. It must then be very carefully filtered through cotton-wool, and used as above.
In placing the albumenized plates upon the drying rack, care must be taken to face the coated sides all one way, as when dry there is nothing to indicate to the eye which is the back and which the front.
The albumenized plates, when dry, should have the backs cleaned with a cloth or a leather before using, so as to clear away any albumen which may have adhered during coating. {23}
Albumenized plates stored in a dry place will keep good for months, and do not require any edging with India-rubber, as the most horny collodion film will not split off an albumenized plate.
Glass plates that have been used, and not varnished, are freed from the films by being immersed in a mixture of hydrochloric acid and water for a few hours, then washed under the tap, well rubbed with a rag, and put into clean water, from which they are taken singly and coated with albumen; or they may be allowed to dry, and are then polished by means of the wash leather.
Negatives that have been varnished are cleaned by first immersing in a hot solution of common washing soda until the film comes off, then wash them under the tap, rubbing well with a rag, then immerse them in the acid solution so as to neutralize the alkali. Finally they may be treated as above.
The films that are removed from the glass plates must not be thrown away, but should be carefully collected, dried, and sent to a refiner with the other silver waste; a good plan for saving these films, and at the same time keeping the acid and soda solutions clear of them, is to filter each solution occasionally through an old felt hat suspended conveniently over the tanks, using one for each of the tanks.
The polishing of the glass plate must not be done in the dark-room, or the crop of comets, spots, etc., upon the negatives will be exasperating in the extreme; let this operation be conducted in a clean, quiet corner of the studio, where no other operation will disturb, and where the fluff from dusters and leathers will not interfere with anything else.
The chemicals being prepared, they must be placed in the dark-room; the collodion bottle should be placed on a convenient shelf close to the door, and on a handy peg hang a broad camel’s-or badger-hair brush, for dusting the clean plate just previous to coating it with collodion; the brush must not be used for anything else upon any pretence whatever. The silver bath must be kept, both in use and out of use, in some convenient corner, where there is no risk of getting any other chemical splashed into it. For a bath holder a deep 15 by 12 porcelain or papier maché dish, with a wooden or stout cardboard lid, should be provided, and this dish must always be thoroughly washed, and wiped dry with a clean damp leather (kept for the purpose), both before use and after pouring the silver solution back into its bottle or jug. Or, if the upright form be preferred, be sure and have it large enough.
The developer should be placed on a shelf, on the right of the sink, the developing cup close by.
The fixing or clearing solution should be kept in an upright bath of glass, porcelain, or ebonite.
The intensifier No. 1 may be kept in a flat dish, or in an upright holder, at discretion; but if in a flat dish, the solution should be poured back into its bottle, after each day’s work.
Keep the intensifier No. 2 in a stoppered bottle close to the sink.
The water varnish also is kept in a bottle or jug.
On a shelf close to the collodion, the polished or albumenized plates may be stacked, with the clean or prepared side facing the wall.
A pneumatic holder for attaching to the back of the plate during the operation of coating with collodion will be found very handy.
Of course, it is thoroughly understood that there is a sink in the dark-room, and a good water supply is indispensable.
Then, again, the window through which the light is transmitted, must be {25} covered with a non-actinic medium, such as two thicknesses of golden fabric, or one of canary medium; do not stint the amount of light, but have as much as possible, so long as it is non-actinic.
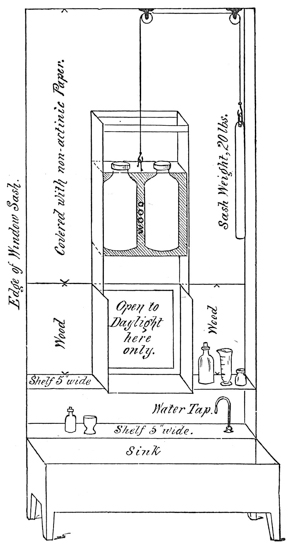
No arbitrary plan for the dark-room need be followed, but the novice will find the annexed plan useful to him in contriving for himself. It is self-explanatory.
Everything being in readiness, we will now proceed to make a line negative, reserving a description of half-tone work to follow.
To begin: wash the bath holder thoroughly, and wipe it dry, then pour into it sufficient silver solution to make the depth about half an inch; dust the inside of the cover, and put it over the dish; now take a clean glass plate, if it be polished, see that it is edged with India-rubber, and if albumenized, be sure and clean the back—and attach it to a pneumatic holder; then with a broad camel’s-or badger-hair brush (kept for this purpose only) remove any particles of dust, back and front; now hold the plate in a horizontal position and pour upon it, toward the right hand corner furthest away from the body, a little more collodion than it is judged will be sufficient to cover it; let the collodion run to the corner, then incline the plate to the left, and the collodion will run into the upper left-hand corner. Now by inclining the plate toward the body the collodion will flow into the lower left-hand corner, and thence it is guided into the funnel placed in the bottle prepared for its reception; during the time that this surplus is draining, the plate must be gently rocked sideways, so that the lines formed by the collodion, in draining, are merged, leaving the film quite homogeneous. As soon as the collodion ceases to drip, release the plate from the pneumatic {26} holder, and touch the lower ridge of the collodion; if it is quite set, close the door of the dark-room, remove the lid from the bath holder, then—holding the plate in the left hand—with the right hand raise the end of the bath holder, as far as is possible without risking any of the silver solution running over the end of the dish resting on the bench; now lay the plate (with the collodion side up) on the bottom of the dish, then drop the plate into the solution, and, at the same time, lower the end of the dish held up by the right hand, which will cause the silver solution to flow in one even wave over the collodionized surface. This operation must be done with dexterity, as if the silver solution does not flow in an even wave the film will be marked, and, in the case of a half-tone negative, the image will be spoilt. Therefore, it is necessary to see that the plate and dish are lowered simultaneously, so that the solution goes over the collodion film in one steady wave. If the upright bath holder be used, the plate is placed upon the ledge of the dipper, and lowered slowly and steadily into the solution.
The plate will require an immersion of about three minutes for proper sensitizing, and this interval—the bath being covered up to prevent the access of white light—may be utilized to give the final adjustment to the camera, and to see that the drawing or print to be copied is properly in focus.
Use a medium diaphragm in the lens for focussing, and examine the image all over before deciding that it is sharp. Focus by preference about halfway between the centre of the picture and the edges, and then, after moving the rack to and fro until the proper sharpness is obtained, take out the diaphragm and substitute the smallest sent out with the lens; or if the picture to be taken be small and from a large original, then the second, or third, smallest diaphragm may be used.
Now remove the focussing screen from the camera (note that the ground side of the glass has been next the lens) and place the cap upon the lens; close the door of the dark-room, open the dark slide, see that the proper carrier is in it, then raise the plate from the bath slowly, using a silver-wire hook for the purpose. If the solution flows evenly over the film, the plate is ready; but if, on the contrary, the solution flows greasy, then again lower the plate and rock the dish gently for a minute or two. The film being fully sensitized, the plate is carefully lifted out of the solution, both hands holding the plate in such a manner as to avoid touching the film; allow the solution to drain from the plate as much as possible, then lean the plate against the wall, the lower end resting upon a pad of clean blotting-paper, so as to catch any further draining; {27} now with a pad of blotting-paper or papier-joseph wipe the back of the plate as dry as possible; this will prevent stains, and keep the dark slide from rotting by the action of the silver solution.
The plate being drained, lay a piece of thin filtering paper in each lower corner of the carrier, so that the plate will rest upon the filtering paper, which will catch any further drainings from the film, and be a safeguard against stains.
Now lay the plate face down in the carrier of the dark slide, close the door, and fasten it.
The dark slide is now carried to the camera, and inserted in the grooves previously occupied by the focussing screen, taking care that the sliding shutter is next the inside of the camera; when pushed quite home, cover the back with the focussing cloth; pull out the shutter, when the plate is ready for the exposure.
The time of exposure will vary very much with the time of the year, and with the amount of light falling upon the object being photographed. The exact time can be found out only by actual practice, but the operator, in time, by observation, will be able to guess it pretty correctly.
In taking the cap off the lens, be sure that the camera is not shaken, else the picture will be spoilt.
The exposure being made, close the sliding shutter, remove the slide to the dark-room, and close the door; lay the dark slide (with sliding shutter down) upon the bench, open the back shutter, and, placing the pneumatic holder in the centre of the plate, lift it out of the carrier.
Take the plate to the sink, and holding it face up, in the left hand, take the developing cup in the right, and, with a quick motion, pour over the plate sufficient developer to cover the whole film; the developer must go all over the film in one even wave, for any hesitation in this will result in a stain; pour upon the film only sufficient to cover it, and be careful to spill as little as possible into the sink, or else the image will be thin, on account of the absence of free silver washed off by the wave of developer.
Now rock the plate gently, so as to keep the developer flowing to and fro over the film (but keep it there, don’t spill it off) and the image will soon appear, faint at first, but growing gradually darker, the black lines of the drawing being white and the white paper black. If the development be continued too long the lines will eventually be veiled; therefore, as soon as the finest details are out and well defined, place the plate under the tap and allow {28} the water to well sluice the film all over; as soon as it is properly washed, which can be seen by the water flowing evenly over, without greasy looking lines, hold the negative up in front of the window, and examine for spots or stains. If there be any present that at all interfere with the picture, at once reject the negative, placing it in a pan filled with water, to be washed off at leisure. Then start afresh.
The negative being satisfactory, give it another rinse under the tap, and place it in the cyanide bath, where the unaltered iodide will speedily be dissolved. Then it is withdrawn, and well washed under the tap. Whilst the water is washing over the front, rub the back with the fingers or a sponge, and then turn the plate over and allow the water to wash the back also. It is now ready for immersion in the intensifier No. 1, where it remains until the film is bleached almost white. Then it is thoroughly washed, drained, and flooded with a small quantity of intensifier No. 2, which will at once turn the film to an intense black, or if the action does not penetrate through to the back of the film, continue the application until it does; again wash, then place the negative on a rack to drain. When the water ceases to drip, flood the plate twice with the filtered water varnish. Then place the negative on the rack to dry. When dry, it is ready for printing on zinc. The negative may be varnished with a benzole varnish, sold by the dealers under the name of positive or ferrotype varnish. Negative varnish may be used, but unless very thin it is apt to be sticky and render the negative easily marked by the heavy pressure it is subjected to in the printing-frame.
Now lay the finished negative face down upon a piece of clean white paper, when, if it is a good one, all the details of the original will show through, clearly and distinctly; but if any of the details are missing or veiled over, the negative will not do, and another must be made.
This process does not always work satisfactorily, but with care and cleanliness no serious fault should arise.
Sometimes the bath may give what are called foggy images, which are indicated by a veil over the lines. These can often be wiped off with a pledget of cotton-wool. The addition of half a drachm of nitric acid to the eighty ounces of bath solution, thorough mixing, and a rest for a few hours, will end this difficulty. If the dark-room window be not of the proper color, fog will ensue; therefore, the non-photographic experimentalist had better call in the aid of a professional photographer in case of any difficulty in getting clear negatives.
Wilson’s Photographics will be a profitable investment, as it was published {29} before the advent of dry-plate photography, when the wet process reigned supreme.
At the end of each day’s work the silver solution should be carefully poured into the jug or bottle, and allowed to stand all night; then in the morning, just before using, it should be filtered. The dish also must be carefully washed out and put away in a corner where it has no chance of being soiled.
Such are the manipulations necessary for the production of a negative from a line subject—i. e., a drawing in black and white, in which the whole of the picture is obtained by means of lines, or stipple, or by cross hatching. Flat washes of color not being permissible, all effects of half tones, etc., are obtained by lines, either thicker, or thinner, or closer, or further apart. Such a negative is available for printing from, direct upon zinc, in either albumen or in bitumen, for etching into relief, or for printing from as a lithograph.
For making negatives for collographic printing either direct or by transfer, gelatine dry plates may be used with as much certainty as the wet collodion, so long as the operator can produce a result giving all the gradations of tone, from the deepest shadow to the highest light; and as there are so many excellent brands of plates in the market, it would be worse than useless to name any brand here as having any distinct advantage over the rest, more especially as the brand that the writer would be inclined to name, would perhaps, by the majority of readers, be classed as a plate that they could not work. This being so, for half-tone negatives, the author leaves the choice of the plate and the manner of working to the operator, contenting himself with saying that the criterion of suitability of a negative for yielding good results by any of the processes treated of in this book, leaving out of the question entirely negatives for line work, etc. (treated of in Parts I., II., and III.), is the same for giving soft, delicate, and brilliant prints, either in platinum, carbon, or on albumenized paper, resting assured that a negative yielding a hard black and white, or a dirty flat print, by any of these three methods, will not give results any different in collographic or transfer methods.
For line work negatives for printing upon zinc, for etching, or for transfers to stone, ordinary gelatine dry plates are not useful, as it is almost impossible to get that freedom from veil over the lines that it is absolutely necessary to have; here the wet collodion is best as it is simplest, easiest, and cheapest. {30} Still there are times when the most ardent wet-plate worker is obliged to confess that the process has its shortcomings, most especially in dull weather, when it is necessary, to get the result required, to give exposures from thirty to sixty minutes; then, what with the plate drying and the want of pluck from the bad light, it is impossible to get a result suitable for the work. In this case the plate called the “Process” plate is a great boon. It is fairly rapid, and gives intense negatives, without veil on the lines.
For making transparencies same size of original negatives, the best plan is to place a large sheet of white paper in front of the copying camera, and rack the lens out of focus, taking care that the white sheet of paper is sufficient to illuminate the full size of the plate. Then in the dark-room place the negative in the carrier of the dark slide, film side up, and carefully dust the surface (also seeing that the back of the negative is clean) with a clean camel’s-hair brush; dust also the film of a gelatine dry plate, and place it face down upon the negative, close the slide, and insert it into the grooves of the camera and expose to the light reflected through the lens from the white sheet of paper for from five to twenty seconds, according to the density of the negative and the intensity of the light; close the lens and the shutter, and remove it into the dark-room for development.
By exposing a plate in this manner there is a far better chance of getting absolute contact between the two plates, as the rays of light are parallel.
For making transparencies for printing upon copper-plates, first of all make a grained negative the proper size, then when this is varnished and touched up, make from it as above a transparency upon a gelatine chloride dry plate, by which process it is more certain to get a suitable result for the process than on a gelatine bromide dry plate.
No formula will be given here for developing these gelatine chloride plates as each packet has full instructions for development which must be followed implicitly.
For developing gelatine bromide dry plates for negatives, or for transparencies, the following, a modification of the Ilford formula, will be found better than using formula where the ammonia and bromide are mixed together.
| Solution No. 1. | ||
|---|---|---|
| Pyrogallic Acid | 1 | ounce. |
| Meta Bisulphate of Potash | 1 | ounce. |
| Bromide of Potassium | 1 | ounce. |
| Water | 80 | ounces. |
| Solution No. 2. | ||
| Liquor Ammonia | 1⁄2 | ounce. |
| Water | 10 | ounces. |
For a normal exposure equal parts of these are mixed just before using, and for an uncertain exposure begin with two parts of No. 1, one part of water, and one part of No. 2.
For the production of suitable collotype prints, the first consideration is the negative, from which the printing surface is to be made. The requirements are, a negative in which all the half-tones, both in the lights and in the shadows, are reproduced in their proper gradations; the lights must not be too dense, or the shadows too clear; the blackest portion of the negative must be that part representing the highest light, and the only clear glass, that which represents the deepest shadow; these negatives may be either wet collodion, or on ordinary gelatine-bromide plates and reversed—i. e., the mirror must be used behind the lens. If it is desired to produce a collographic block from a negative already in existence, and which may not be retaken, then it will be necessary to make another negative. This may be done in many different ways; but whichever way is adopted, the first and most important step is the production of a transparent positive.
This transparent positive may be made on an ordinary gelatine-bromide plate, or on a gelatine-chloride plate, and then from the transparent positive a negative is made by transmitted light (in the enlarging camera), either the same size, reduced or enlarged in size; or instead of using this class of transparency, by far the finest results can be got by making the transparency in carbon tissue, which can be used for both transmitted light, for enlarging or reduction in size, and it can also be used for contact printing, when the reproduced and reversed negative is required to be the same size as the original.
On page 29 directions are given for the manipulations when gelatine dry plates are used, so here we will confine ourselves to the production of negatives from the carbon transparency. First of all, procure some carbon transparency tissue, ready sensitized, cut this into sizes at least half an inch larger all round than the negative, then cut a brown paper mask to fit all round the negative, and to protect the margin of tissue from the action of light; this acts as a safe edge to the tissue, enabling it to adhere to the glass support during the operation of development. If it is only intended to reproduce a portion of the {32} original negative, the safe edge may be made by putting the mask just round that portion of the image, but if the whole of the negative is required, put it in a printing frame with a plate glass front, fix the brown paper mask outside the negative, then place the sensitive carbon tissue the black side next the negative film, and put in the backing, and back, and fasten it up. Next expose it to the light for four or five times the time requisite to get an ordinary silver print.
The carbon tissue having been exposed to light for the proper time, it is taken into the dark-room, the edges are turned up so as to form a dish, and pinned upon a small board; it is now coated with thin plain collodion, the surplus being poured into a bottle kept for the purpose, and the board gently rocked to and fro, so as to prevent the collodion running in ridges, or streaks. Now allow the collodion to dry, then place the coated and exposed tissue in clean cold water until it is quite limp, then slide underneath it a gelatinized glass plate a little larger all round than the tissue, bring the gelatinized surface of the glass plate and the collodionized surface of exposed tissue in contact under the water, taking great care not to abrade the collodion; then lift the two out and lay the glass down upon a bench, and cover it over with a piece of thin India-rubber, or mackintosh, or oil-cloth. Hold the cover firmly on the bench with the left hand; with the right use a strong squeegee vigorously. That will expel all the water from between the two surfaces (collodion on the tissue, and gelatine on the glass), and so bring them into absolute contact; now remove the cover, lift the plate and examine the tissue through the glass, and if there are no air-bells between the two surfaces the operation has been successful; but if air-bells are present, at once plunge the plate into cold water, strip off the tissue, and try again, but be careful to be quick about it, or there is a risk of the tissue absorbing too much water, in which case great difficulty will be experienced in getting it to lie flat upon the gelatinized glass.
The gelatinized plate upon which the exposed and collodionized tissue is mounted is prepared as follows: Glass plates free from scratches and stains, are placed in a weak mixture of hydrochloric acid and water, and rubbed with a clean rag until free from grease and dirt; they are then washed under the tap, and whilst wet are covered with:
| Gelatine | 1 | ounce. |
| Water | 20 | ounces. |
| Bichromate of Potash | 15 | grains. |
Soak the gelatine in the cold water until it is soft, then melt at gentle heat, add the bichromate, and when dissolved, filter, and coat the cleaned plate two or three times, throwing the surplus away each time of coating; now stand the coated plate on a rack to dry. Any quantity of these plates may be prepared at a time, and used when required. When all the batch has been coated, the rack may be removed into a warm corner, free from dust, until the plates are dry, then expose the plates to the light for at least twenty minutes, when they are ready for use for mounting the exposed and collodionized transparency tissue upon.
After the tissue is mounted upon the glass plate, it is allowed to stand a few minutes, then it is placed in a dish containing hot water (100° F.), and as soon as the tissue compound shows signs of dissolving by exuding from under the paper, lift the paper away, then rock the dish, and, if necessary, add more hot water; then raise the plate and gently lave it with the hot water, until the whole of the soluble pigmented gelatine is washed away, leaving a transparent positive on the glass, which merely requires washing under the cold water tap, and drying, to be finished. Now examine it closely, and if it contains the whole of the details in the negative, and is free from dust spots, it may be put away to dry, but if underexposed, or overexposed, or marred by spots not in the original, then another must be done; but if care is taken to dust the surface of the tissue, and the film of the negative with a camel’s-hair brush before printing, and before collodionizing, and also to see that both the collodion and the gelatine mixture are properly filtered, and that the water in which the coated and exposed tissue is soaked is free from dirt, then there will be no difficulty in getting a perfect transparency.
The transparency being obtained, if it is desired to make a negative larger or smaller than the original, the transparency is placed in the enlarging camera with the carbon film inside, and the negative made the requisite size, either on a dry plate or on a wet collodion plate.
If a negative the same size is required, the transparency is placed face up in the carrier of the dark slide, and the surface dusted; then take a dry plate, and having also dusted its film, place it face down in contact with the transparency, then close the dark slide and remove it to the camera, which should be previously adjusted opposite a large sheet of white paper; now put in the dark slide, draw the shutter, and expose to the sheet of paper, and develop as directed on page 30.
By exposing in this manner, instead of direct to the light (day or gas), the {34} rays projected through the lens fall upon the dry plate quite parallel, so securing sharp negatives.
In making reversed negatives for collographic printing when wet collodion is used, it is not absolutely necessary to use the mirror, as they may be made upon polished glass (i. e., not albumenized) dried, then coated with gelatine, again dried, and stripped.
Some brands of dry plates can also be stripped, by first of all, after drying, coating them with India-rubber solution, then with collodion, and soaking in dilute fluoric acid; but great care and patience must be exercised, the preliminary trials being made upon negatives of no particular value.
Negatives made by the wet collodion process can be easily stripped from the glass support, and in such a condition are extremely handy, especially for printing on collographic plates, or on zinc or copper, as, the film being flexible, contact is more easily secured.
When it is intended to strip the film, the glass plate must be polished, not albumenized, and after the negative is dried, strips of thick paper are pasted along the four sides of the negative, with starch, or a solution of gum tragacanth; the negative is then placed on a levelling stand and a sufficient quantity of the following warm solution of gelatine is poured upon the plate (which should be slightly warmed first) and spread all over it by means of a glass rod:
| Gelatine | 2 1⁄2 | ounces. |
| Sugar | 1 1⁄2 | ounces. |
| Water | 20 | ounces. |
Soak the gelatine in the water until soft, melt by gentle heat, then strain through two or three thicknesses of fine muslin, and pour upon the plate, using three ounces for a plate 12 × 10; more or less, in proportion for different sizes. The plate must be allowed to stay upon the levelling stand until the gelatine has quite set, then put it on a rack to dry, in a current of cold air, for if heat be used the gelatine will melt.
When the gelatine is quite dry, pass the blade of a penknife all around underneath the strips of thick paper, when the negative film may be lifted away from the plate.
In this condition the negative may be stored away without risk of being broken, the only condition being, it must be kept free from dampness. {35}
Another plan of stripping is to coat the dry negative with a thick solution of India-rubber in benzole, and allow it to dry on a levelling stand; then coat with a thick plain collodion, to which a few drops of castor oil have been added. When the collodion film is quite dry, place the plate in a dish of clean water, strip off the film from the glass, then place the film between sheets of clean blotting-paper to dry, or it may be allowed to dry on the plate.
Old collodion negatives that have been varnished may be stripped, but it is rather a risky operation, and should never be attempted until a really good carbon transparency has first been obtained.
The first step will be to remove the varnish, which is effected by soaking the plate in
| Alcohol | 1 | part. |
| Ammonia | 1 | drachm. |
until all the varnish is removed, then rinse in alcohol, wash well under the tap, dry, paste slips of brown paper around the margin, and finally level and cover with the warm gelatine, dry and strip.
The mirror is a piece of perfectly plane glass, coated on the surface with a thick film of pure silver, and highly polished. This silvered glass must be mounted in a mahogany box, and fitted on the front of the camera, the lens being fitted in front of the mirror, see Fig. 1. This mirror is placed in grooves at an angle of forty-five degrees from the axis of the lens. So situated, it receives the image projected by the lens, and reflects it on the focussing screen, or sensitive plate in the camera. By this means a negative is obtained, which, when looked through with the film between the operator and the glass, will present the image in its proper position, whereas, if the lens be used without the intervention of the mirror it will be necessary to have the glass between the eyes and the film, to get the image in its proper position, and as the generality of photographic negatives are taken without the intervention of the mirror, they are called ordinary negatives in contradistinction to those made through the mirror, which are called “reversed” negatives.
The silver surface of the mirror requires great care and attention to preserve its lustre. If tarnished, it will make the exposure in the camera longer, besides which, the cost of resilvering is too great to allow of the surface being spoiled through carelessness. {36}
At the end of each day’s work, remove the mirror from the box and warm it in front of the fire (not over a gas flame) just slightly, then wrap it carefully in a piece of fine velvet, which has also been previously warmed, then wrap it up in a piece of India-rubber or macintosh cloth, and put it in an air-tight box; by doing this, the mirror, if well silvered at first, will last for a year or two.
If the surface should become tarnished, get a square of very fine chamois leather, and place in the centre a pellet of cotton-wool; then gather up the leather and tie the wool in the centre, making a small globe about an inch and a half in diameter; now warm the mirror, and after dipping the leather globe into fine rouge, proceed to polish gently with a quick circular motion, using little or no pressure—take care in doing this that the mirror, the leather, and the rouge are quite dry, else the silver coat will come away—verb sap.
In purchasing a mirror be sure and get it large enough to take the cone of rays from the lens it has to be used with; for a lens three inches in diameter, the plane mirror should measure about 8 × 3 1⁄2 inches.
The box to hold this mirror should be made square at the side, fitting into the rabbet of the camera front, so that when objects are to be photographed that will do better lying on the ground than when fixed against the wall, the mirror can be placed to look down upon the object.
For silvering the glass, one cannot do better than to quote the directions for working Common’s process given by Major Waterhouse in the Photographic News.
“The solutions recommended by Mr. Common are three:
| (1) | Nitrate of Silver | 1 | ounce. |
| Distilled Water | 10 | ounces. | |
| (2) | Caustic Potash | 1 | ounce. |
| Distilled Water | 10 | ounces. | |
| (3) | Glucose | 1⁄2 | ounce. |
| Distilled Water | 10 | ounces. |
The above quantities are suitable for 250 square inches, consequently, an ordinary copy mirror 8 × 6 would require rather more than two ounces of each solution, and other sizes in proportion.
The caustic potash and distilled water must be quite pure. Ordinary caustic potash will not answer at all. The best to use is known as pure by alcohol.
The glass surface to be silvered is carefully cleaned with strong nitric acid, applied, as recommended by Mr. Browning, with a Buckle’s brush, then well {37} washed in clean water, and after rinsing with distilled water, laid, face downward, in a dish of distilled water until wanted.
Before cleaning the glass, it will be necessary to arrange for supporting it face downward in the depositing dish, so that the surface to be silvered may be quite horizontal, and just below the level of the fluid, which should be about half an inch above the bottom of the dish.
I have generally used a large cork, about four inches in diameter, cemented to the back of the plate, and fitted with three strings, by which it could be suspended in a level position and adjusted to any height by winding the string over a roller placed at a convenient height above the dish. When this arrangement is not available, I fix on the back of the plate two ordinary wide-mouthed bottle corks of equal thickness, in the positions shown in the figure, and to these corks attach thin slips of bamboo running transversely across the plate, and of sufficient length to rest on the sides of the dish, thus:
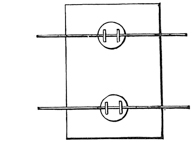
The slips of bamboo give the arrangement a certain amount of spring, by which the height of the plate can easily be regulated, by putting on weights until the surface of the plate is just below the level of the fluid in the dish.
To prepare the silvering solution: A sufficient quantity of the silver solution, No. 1 (two ounces), is put into a perfectly clean glass. Ammonia is dropped in until the precipitate first formed is just redissolved. The same quantity of potash solution, No. 2, as of silver is now mixed in, and the precipitate again dissolved by ammonia. A little more silver solution is then added to produce a distinct turbidity, and distilled water to make up the quantity necessary to fill the depositing dish to about three-eighths or half an inch, and the mixture is then filtered through cotton into another clean glass vessel.
The same quantity (two ounces), of filtered solution of glucose, No. 3, as was taken of silver and potash, is now mixed in, and the whole is poured into a depositing dish (which should preferably be of glass, well cleaned with nitric acid).
The glass plate is then taken out of the distilled water and laid face downward on the silvering solution, being supported, as before described, just above the surface, so that the solution does not cover its back.
Mr. Common places the requisite quantity of distilled water in the dish in {38} which the mirror has been remaining face downward, and then, having lifted the mirror up, pours in the undiluted silvering solution, together with the glucose solution, stirs well together, and then carefully lowers the mirror again into the dish.
Almost immediately after the immersion of the plate, the silvering action begins, and, if things are going on well, a brilliant reflecting surface will be seen at the back of the plate, and in forty minutes, or even less, a good deposit of silver will be obtained. It is usually recommended to stop the action as soon as the silvering fluid appears clear and free from turbidity, but it is not always easy to see this.
After silvering, the plate is well washed, finishing with distilled water, and dried off quickly. A slight cloudiness of the surface may appear, and must be removed by polishing before the mirror can be used. It is better to allow the mirror to remain a day or so before polishing, in order to harden the coating.
To polish the plate, it should be slightly warmed, and perfectly dry, and rubbed very gently in small circles with a piece of very soft and dry chamois leather, afterward using a little jewellers’ rouge.
Mirrors should always be kept in a dry place, and will require repolishing from time to time.
A suitable negative (the subject being in line, not half tone) having been obtained, the next stage toward producing a relief block is to make from that negative a print in ink upon a sheet of zinc. To do this a sheet of polished zinc is first of all subjected to the action of a solution of nitric acid, alum, and water. It is then thoroughly washed, placed in a machine called a whirler, then coated with a solution of albumen (white of egg) and bichromate of potash; this coat or film of bichromated albumen should be dried over a spirit lamp.
The negative is then placed, face uppermost, in a printing-frame, the coated side of the zinc in contact with the face of the negative. The negative is now exposed to the action of light.
The exposure being complete, the frame is taken into a room lighted by yellow light, gas, or lamp-light, the zinc plate is removed, and its surface covered with a thin film of transfer ink, by means of a type-printer’s roller; then the zinc plate is immersed in clean cold water and the image developed by gently rubbing it with a pledget of cotton-wool.
Zinc plates suitable for photo-engraving can be obtained either in large sheets, or cut to size as ordered, and, when new, require polishing with a damp rag dipped in levigated pumice powder—i. e., pumice powder washed in water, so as to get rid of all grit.
Lay the plate upon a board covered with muslin and polish with a “from-and-to” the body motion, not circular; do not use a great deal of pressure, the object being to get the plate highly polished with a perfectly smooth surface.
Plates that have been printed upon, and are not satisfactory, may be cleaned and repolished.
Plates that are scratched require polishing with emery cloth. Scratches interfere with the picture. {40}
To remove scratches, sprinkle the face of the plate with turpentine, then rub with a piece of FF emery cloth stretched over a carpenter’s cork-covered rubber. Use the same motion, to-and-fro, until all the turpentine has evaporated and the surface of the zinc is polished. If the scratches are removed, the plate is ready for use, but if not, then the operation must be repeated. If the scratches are too deep for emery cloth alone, first use a piece of fine pumice stone, followed by snake stone, pumice powder, rotten-stone, and rouge. Too much care cannot be taken with the zinc plate at this stage, for, after the block is etched, if it is discovered that the plate has not been properly polished, all will have to be done over again, entailing a loss of time, labor, and materials.
Remember, that no matter what polishing agent is used, the plate must be polished with a to-and-fro from the body motion, not a circular motion such as is usual in polishing metal.
The next operation is to give the plate a slight tooth so that the sensitive solution will flow evenly over the surface. Do this by removing all traces of grease.
This graining is done in a wooden tray, 24 inches by 18 by 6, lined with asphaltum or gutta percha and mounted upon rockers; it is quite necessary that the graining tray be of large size, as if only a little larger than the plate the returning wave of acid water will mark the edges of the zinc.
Into this tray pour a quart of clean water, and add one drachm of nitric acid and one ounce of a saturated solution of common alum. Place the plate in this, face up, and commence rocking it at once or else the acid will mark the surface, and it will require repolishing; rock slowly for five minutes, during which time the polished surface will give way to a fine matt, like fine frosted silver. Now remove the plate and rinse it under the tap, rubbing it gently with a fine sponge, or a pledget of cotton to remove the scum or deposit formed by the acid. The surface at this stage should be quite smooth; if it is at all rough, the acid is too strong, and the solution must be diluted with water; if the action of the acid is very slow, then a little more must be added; but it will only be necessary to add more alum when the plate is a bluish color instead of being a pearly gray.
A drop or two of acid will be required each time plates are to be grained.
In rubbing with sponge, or a pledget of cotton when under the tap, care {41} must be taken not to scratch the surface of the zinc, or else it will need repolishing.
If the solution of albumen was poured over the plate and drained and dried, the film would be too thick at the bottom and too thin at the top; it is, therefore, necessary, to insure an even film of sensitive albumen, to subject the plate to a quick circular motion, so as to spread the film of albumen evenly, and to get rid of the surplus solution. This is effected by placing the grained zinc in the jaws of an instrument called a whirler and made as follows:
Two pieces of wood, each half an inch thick, twelve inches long, nine inches
wide at one end, and six inches at the other; upon the narrow end of one piece
fix four screws, a piece of iron the shape of a
![]() ,
the top end of which is shaped
to fit into the socket of a carpenter’s brace (which must have the centre handle
revolving, not fixed); the cross piece must be flat, and pierced with four holes,
countersunk to admit of stout screws.
,
the top end of which is shaped
to fit into the socket of a carpenter’s brace (which must have the centre handle
revolving, not fixed); the cross piece must be flat, and pierced with four holes,
countersunk to admit of stout screws.
Place the two pieces of wood together, the
![]() piece between the two, and with
a piece of stout leather hinge the two together, nailing the leather not only on
the outside, but upon the top also; now screw a narrow batten on each of the
pieces, about an inch from the widest end, to keep the wood from warping.
piece between the two, and with
a piece of stout leather hinge the two together, nailing the leather not only on
the outside, but upon the top also; now screw a narrow batten on each of the
pieces, about an inch from the widest end, to keep the wood from warping.
Four inches from the top (the hinge being the top) bore a hole through both
pieces, and pass through a couple of strong leather laces; by one end fix these
on the outside of the cheek to which the iron
![]() is screwed, and on the outside
of the other cheek, seven inches from the top, hinge a piece of wood (so as to
fall toward the bottom) 5 inches by 2 by
1⁄2;
and in the centre of the batten
screwed on to prevent warping, fix a broad-headed nail or a turn-button, over
which the free end of the leather laces can be passed.
is screwed, and on the outside
of the other cheek, seven inches from the top, hinge a piece of wood (so as to
fall toward the bottom) 5 inches by 2 by
1⁄2;
and in the centre of the batten
screwed on to prevent warping, fix a broad-headed nail or a turn-button, over
which the free end of the leather laces can be passed.
Now about half an inch from each end drive through the wood, six or eight wire nails one inch long in a line, and so that the points project on the inside of each cheek. Next fix the top of the iron into the socket of the brace and the whirler is ready for use.
To use this instrument, lay it upon the bench, raise the upper jaw, place the grained zinc behind the teeth (face out) close the jaw, and after seeing that the face of the zinc is close up to the teeth, tighten the shoe lace, pass it over the hinged piece (which is lying down close to the cheek), and around the batten with two or three turns, then pass it back and tie the loose ends around the iron shank at the top; then raise the hinged piece, which by straining on the {42} leather laces will cause the jaws to grip the zinc plate tight and hold it in position. (See Fig. 4.)
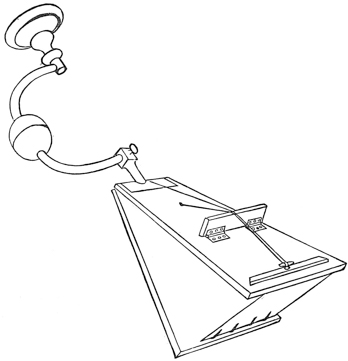
Now lift up the whirler from the bench, grasping the handle of the brace firmly in the right hand. Hold it at arm’s length, and by a series of quick jerks set the plate revolving. This will require a little patience to do evenly and rapidly, but with practice it will become quite easy.
The plate is coated twice, whirling it after each application of the sensitive mixture. The whirler is then laid upon the bench, and the hinge piece let down. This relaxes the strain upon the leather laces, and allows the jaw to be lifted and the plate removed.
An inverted revolving egg-beater may be made to serve for the same purpose.
The film of albumen now requires drying, which should be done over a spirit lamp. The best form of lamp is one of the small pocket spirit stoves sold by ironmongers, and having the three supports for a kettle cut away. The zinc is held over the flame and kept in constant motion, so as to dry the film as quickly and evenly as possible; no fear need be felt at applying too great a heat so long as the metal can be held comfortably in the fingers. When dry, the plate is ready for printing upon.
For drying large plates, two or more of these stoves would be required, but it is very easy to extemporize a suitable arrangement, by laying a large pad of cotton saturated with spirits of wine in a tin dish, and setting it on fire; by this means a stove of any desired dimensions can be prepared quickly. To extinguish such a flame, cover it with a large sheet of zinc.
It must be borne in mind that the film on the zinc is now very sensitive to {43} light, therefore the preparation of the film must be done in a yellow light, as must also the operation of placing it in the printing-frame, inking up, and development; gas or lamp light may be used, as the film is not sensitive to artificial light of a low actinic power.
The printing-frames used for this purpose must be of the box pattern, fitted with stout plate-glass fronts, the cross bars behind being fitted with wooden screws, instead of springs, as absolute contact can only be obtained between the surfaces of the glass negative and zinc plate by means of screw-pressure.
The front glass of the printing-frame must be kept perfectly clean, and especial care must be taken that no grit be upon either glass, inside the frame, or on the back of the negative, else the negative will be broken.
The time of exposure to light is measured by means of an actinometer, which is simply an instrument in which is a strip of sensitive paper, exposed under a graduated series of different thicknesses of translucent paper, each division or gradation being distinguished by a number, thus: No. 1 has only one thickness of paper over it; No. 2, two thicknesses, and so on. But on account of the ever varying intensity of the light, a screen actinometer that is reliable is almost an impossibility. The best must be closely watched in a bright light, so that the tints are changed evenly.
Johnson’s actinometer is very simple and handy; it consists of a cubical box with two lids, the inner one serving to press the paper in contact with the glass of the outer lid; the outer lid has a circular opening with a narrow rectangular strip in the centre transparent, the rest of the glass being covered with pigment the color assumed by the sensitive paper after exposure to the light. When the strip of sensitive paper inside has assumed this color, it is called one tint; the strip of paper is then pulled forward, and another portion, quite white is brought under the transparent portion of glass, and when the light has turned that the color of the pigment, that counts two tints, and so on. The paper used in the actinometer is ordinary albumenized paper.
The exposure of zinc in the printing-frame under a good line negative, will be about six or eight tints in diffused light, but in direct sunlight the exposure may be timed by the watch, a suitable line negative never requiring more than from three to five minutes. {44}
The sensitive zinc having been exposed to light under the negative, next cover the surface with a thin coating of litho-transfer ink, stone to stone.
For this purpose we require a type-printer’s composition roller, mounted upon a litho stock. This roller must be perfectly smooth and cast in a solid mould, as the line along the side, formed by a split mould would render it useless for inking up a zinc plate. A roller eight inches long by five or six inches in diameter is a useful size. We also require an inking slab, a palette knife, a bottle of turpentine, with the cork cut so that the turpentine can be sprinkled out without having to remove the cork, a tin of transfer ink, and a linen cloth or two.
The inking slab may be made of smooth iron, or a suitable lithographic stone is good.
The negative being ready for printing, select a piece of zinc a little larger each way than the picture, polish, then grain, and after well washing it under the tap and gently rubbing it with a fine sponge, or a pledget of cotton-wool, place it in the whirler; again rinse under the tap, now invert the whirler and set it revolving; then examine the surface of the zinc and see that there is no dirt on the surface, but that it is quite smooth. If it is not, rinse it again under the tap, and rub it gently with the sponge, and again rinse. This should quite free the zinc from any deposit of dirt. Now whirl it so as to get rid of as much as possible of the water, then pour over the surface of the zinc sufficient to cover it, of the following solution (carefully filtered through cotton-wool):
| Albumen of one Egg. | ||
| Water | 7 | ounces. |
| Saturated Solution of Bichromate of Potash | 1 | ounce. |
Place the white of egg in a bottle containing a lot of small pieces of perfectly clean glass, then add the water and shake it well for a minute; then add the solution of bichromate and again shake it well. Now place a pledget of cotton-wool in the neck of a glass funnel, and pass a few ounces of clean water through (if this is not done, there will be difficulty in getting the albumen to filter); drain as much as possible of the water away, and then filter the albumen into a clean bottle; when all the solution has gone through, remove the cotton-wool from the funnel, which well wash, then recharge with a fresh pledget, pass some water through, and again filter the albumen solution through, this time into a ten ounce glass-measure, which is to be used for pouring from upon the zinc. The stem of the funnel should be long enough to reach the bottom of the glass measure, so that the formation of air-bubbles be avoided, which is impossible with albumen if the funnel is not below the surface of the filtrate.
Of this, pour over the zinc sufficient to well cover the surface, letting any surplus go into the sink; then set the whirler revolving, coat again, and {46} again whirl; now examine the surface, and if it is free from dust, spots, and air-bubbles, remove the zinc and dry it over the spirit stove. But if either air-bubbles or dust be present, wash them off under the tap, and begin again.
The film being dry, get the printing frame ready, see that the surface of the glass inside is quite clean and free from grit, as also the back of the negative, taking special care that the ridge of varnish which often forms at the bottom of the negative be removed, as the slightest inequality of surface will surely cause disaster directly the screws exert their pressure.
Do not lay the negative into the frame flat upon the glass, but slide it in from one side, so as to carry any dust away from the glass front of the printing frame.
The negative being in the frame, film side up, lay the coated zinc upon it, face down, judging the proper position and placing the zinc flat down upon the negative; now put a piece of brown paper over the back of the zinc, then place the back of the printing frame in place, fasten down the cross bars and apply the pressure screws, evenly and gently.
Do not screw one side tight before the other has been touched, but screw down so as to tighten all as evenly as possible.
Even pressure being applied, see that the front of the frame is clean, and then expose to direct sunlight for five minutes. Remove the frame to the dark-room, unfasten the cross bars and remove the zinc, taking great care to avoid scratching its film against the film of the negative.
After wiping the inking slab with clean linen place a piece of the transfer ink, about the size of a small bean, upon the upper corner, sprinkle this with a little turpentine, and mix them with the palette knife until they are of about the consistency of printing ink.
Now with the palette knife spread some of this mixture as far as possible over the inking slab, and then distribute it with the composition roller. Roll to and fro, across and diagonally, until there is a thin, even coating of ink all over the slab (not touching the corner where the ink was mixed with the turpentine) and upon the roller; if the mixture is too dry and refuses to spread, sprinkle on a little more turpentine, but do not use too much, else it will take a long time to evaporate.
The roller having a coat of rather moist ink spread evenly upon it, place the exposed zinc, face up, on a piece of clean white paper, and proceed to roll it briskly to and fro, using a moderate amount of pressure, until the whole of the turpentine has evaporated; it should leave a thin coat of ink with an even {47} matt surface, not thick enough to quite hide the yellow film of the sensitive albumen, as, if it does hide it, too much has been put on, and it will most likely smear in development.
If, after first applying the roller, the ink on the zinc seems likely to be too thick, at once wipe the roller dry, and then roll the zinc briskly until the coat of ink is perfectly even and the turpentine evaporated.
At this stage everything depends upon getting the coat of ink even. If there are patches of thick and patches of thin, sprinkle some turpentine upon the slab, quickly charge the roller, and roll up the zinc again, until the coat of ink is thin and even.
An even coat of ink being obtained, the zinc is laid in a tray containing clean cold water of a sufficient depth to well cover the surface. Now take a pledget of cotton-wool and rub the surface gently, when the ink covering the albumen protected from light by the black portions of the negative, will wash away, leaving the picture on the zinc in ink; if the finer details do not develop easily, continue the rubbing with the cotton-wool, but be careful not to rub so hard as to scratch the ink lines.
All details being developed, rinse the picture under the tap and put it away to dry, which at ordinary temperature will take but a few minutes.
The chances of failure in this portion of the process are, first of all, air bubbles and dust spots in the film. These will at once declare themselves. The remedy, is increased care and cleanliness.
If, upon development, some of the lines are missing, then the zinc and the negative have not been in actual contact, or if the finer lines wash away easily, then the exposure has not been long enough; whilst if it has been too long, either the finer details are covered up or the whole refuses to part with any ink.
A satisfactory print, showing all the lines of the original having been obtained, dry, by first blotting off the water, then by gentle heat, after which the zinc is ready for the etching room.
The process described in the previous chapter is most suitable for printing on zinc, for blocks that are not overburthened with fine lines, and is intended for rough printing; and also, when from want of sunlight, and the exigencies of business, the exposure has to be made by electric light; but when the subjects are very fine, and the blocks must be of the very best, it will be better to print the image in bitumen; then the first etching can be done without having to ink up previous to immersing in the acid bath (which must be done after developing the inked albumen image), so getting the sharpest possible results, and also securing better depth to close work than when the inking up has to be done before biting in.
Now the generally accepted idea of bitumen is, that it requires such a long exposure to light as to be practically useless, except for direct sun printing; but that only stands good where the bitumen is not prepared properly and where too thick a film is used upon the plate.
By preparing the bitumen as described below and taking care to have a very thin film of the sensitive bitumen upon the zinc plate, then the exposure either to sunlight or electric light is not more than double that of albumen.
There is one especial virtue in a bitumen film. If by chance too much exposure to light has been given, a prolonged immersion in the developing liquid (turpentine) will remedy the defect, whereas if an albumen image be over-exposed it is quite spoiled, and the work must be done again.
We are still upon the subject of line work, and the same class of negative desirable for printing on an albumen film is necessary for printing upon bitumen, viz., the lines must be clear glass without veil, and the rest of the negative must be sufficiently opaque to stop the passage of light.
The sensitive solution of bitumen is made by procuring a small quantity of photographic bitumen or asphaltum, and powdering it in a clean, dry mortar. Next take a clean and dry glass beaker, half filled with methylated ether, and pour into it the powdered bitumen, stirring with a glass rod for a few minutes; now cover the beaker with a piece of thin sheet India-rubber, and upon that {49} place a piece of plate glass, so as to make the vessel as nearly air-tight as possible. Allow to stand a few hours, then stir up again, and again allow to stand, this time all night. Then pour away the ether, draining the liquid as closely as possible, so as to get rid of all those constituents which are soluble in the ether. Now add some more fresh ether, stir thoroughly, and again allow to stand and settle, putting on the cover as before, so as to prevent evaporation. After again settling, the ether is poured off, and all liquid and semi-liquid matter carefully drained away. More ether is added, and the operation is repeated until the added ether, after standing all night, is nearly or quite colorless. The residue in the beaker is removed to a glass plate and spread out over its surface, so that any ether remaining may quickly evaporate. During this evaporation of the ether, the bitumen must be protected from the action of white light.
By thus purifying with ether we get rid of those constituents of the bitumen which are not sensitive to light, and thus we secure a film of bitumen sensitive to the action of light.
When the ether has evaporated, take of the residue half an ounce and dissolve it in pure benzole (free from water) fifteen ounces, allow it to stand all night, then filter it through filtering paper (placing a sheet of glass over the funnel to prevent evaporation). It will keep six months.
New zinc plates will require polishing first with rotten stone, and finishing with rouge, but plates that have been used should be first polished with fine emery cloth, followed by pumice powder, then by rotten stone, and finished with rouge, remembering that a circular motion must not be used.
If, after polishing, the surface is at all greasy, immerse it in the graining bath used for the albumenized plates, wash well and rub away the scum; then with a perfectly clean piece of blotting paper, remove the water from the surface and dry it over the spirit flame.
To coat a piece of zinc with bitumen, place it in the whirler, and when fixed in position, dust the surface with a clean camel’s-hair brush; then flow over it sufficient of the filtered bitumen solution in benzole, then lower the whirler and set it in motion; whirl rapidly for about a minute. This will equalize the coat or film of bitumen and get rid of superfluous solution. When taken from the whirler the plate will be ready at once for the printing frame. These plates do not deteriorate, and a stock of them may be prepared and stored away in the dark till wanted. Great care must be taken not to allow the slightest ray of daylight to fall upon them, else the action once set up, will continue, and spoil the plate. {50}
On examining the zinc plate after removing it from the whirler, it will be difficult to realize that there is really a sufficient film of bitumen on the zinc, but there will be quite sufficient.
In printing upon bitumen from negatives that have been varnished, it will be as well to rub the varnished surface of the negative with a pledget of cotton dipped in dry French chalk.
The same care in putting into the printing frame, as enjoined in the chapter on zinc printing with bichromated albumen, is requisite with these plates, as is also the applying the pressure by means of the screws. The exposure to light will vary from ten minutes in the sun, to two or three hours in the shade.
To develop, place the exposed plate, face up, in a shallow tin tray, and pour into the tray sufficient turpentine to cover the plate; rock the tray so as to keep the solution in motion, and (if the exposure has been right) the image will gradually make its appearance; the bitumen protected from the action of light by the dense portions of the negative gradually dissolves away. As the development approaches completion, great care must be used, and when the last detail is visible, remove the plate, and rinse it with water from a rose top; now, if the image is quite perfect, immerse the plate at once in a mixture of nitric acid and water, the acid being just strong enough to taste. Keep the tray containing this acid solution rocking for about a minute, then remove the plate, and wash it thoroughly, rubbing it very gently with cotton-wool. If the exposure under the negative has been barely sufficient, the image will be too delicate for touching, so before rubbing it with the cotton-wool, try some portion of the margin, and if that stands the friction, it is all right; if not, be content with rinsing with water.
The immersion in the acid water will have removed the shiny appearance of the zinc, and the matt surface will enable the operator to see if all the requisite details of the image are visible. If not, and they are covered with bitumen, another immersion in the turpentine will complete the development; but if any of the lines are rotten or the details are dissolved away, the exposure has been too short, and the plate will require repolishing and another exposure.
The image being satisfactory, the water is blotted off with clean blotting paper and allowed to dry. Don’t use heat for drying. It may then be exposed to light for a few minutes. This is not absolutely necessary, although it tends to make the image finer. The plate is now ready for etching in relief.
We have now treated of the various stages necessary to obtain a photographic transfer upon zinc, from a drawing or engraving, in line, in dot, or in stipple, first by making therefrom, in the camera, a negative—same size, reduced, or enlarged—and from that negative a print on zinc, either in ink on an albumen basis, or in bitumen.
These transfers can be used, either for yielding re-transfers for lithographic press, or (as is at present our intention) for etching into relief, for use as blocks for printing from letter-press.
Before proceeding to instruction for etching these photographic transfers into relief, we will consider the method of dealing with the direct transfer of drawings, in line or chalk, to zinc, without the intervention of photography.
For direct transfers to zinc, the picture is drawn by the artist the exact dimensions of the finished block; if in line, on ordinary lithographic writing transfer paper, in ordinary lithographic writing ink, just in the same way that an ordinary line subject is treated for ordinary lithography.
If the subject is in chalk, it may be drawn on a grained lithographic stone, which is rolled up, etched, washed out, again rolled up, then the transfer is pulled; or the picture may be drawn upon specially prepared transfer paper, like Josz’s polygraphic transfer paper, or other grained paper made for the purpose; or the subject may already be on stone, as a lithograph, or it may be a copper-plate engraving, in which case transfers are pulled and then put down upon zinc in the ordinary way.
In making drawings on lithographic transfer paper, great care must be taken to avoid touching the surface with the fingers, as finger-marks will transfer and roll up black. In line work all lines must be firm and black; no attempt must be made to get effect by using thin or pale ink.
In chalk work, also, the drawing must be firm and strong, and the corrections and alterations made on the transfer, not left to be done on the stone. If the corrections or alterations are small, they may be removed with an ink eraser, or by careful washing with turpentine, so that all the chalk is removed; if the {52} correction be large, paste a piece of clean transfer paper over the place, spreading the paste as thin as possible; gum must not be used.
The drawing on transfer paper being obtained, the next step is to transfer it to stone; then, after rolling up and proving, another transfer is made, which is to zinc.
From an engraved copper plate a transfer is made on India or upon Scotch transfer paper, on either a copper-plate press or a lithographic press, and then transferred direct to the zinc.
The engraved copper plate is first of all examined to see that all the old ink is out of the lines; if not, wash with turpentine and wipe quite dry; then, in a piece of clean linen rag, tie up some plate re-transfer ink; warm the copper plate, either on the hot plate or over a Bunsen burner, until it can be barely held in the hand; then, holding it in a piece of cloth to protect the fingers, rub in the ink tied up in the linen rag, until sufficient is melted to well cover the surface, taking care to see that the ink is rubbed well into the lines. Then take a piece of clean, soft rag and wipe off the ink from the surface of the plate carefully, so as not to remove it from the reversed lines; this is best secured by wiping across the lines, not with them. When the surface of the plate is quite free from ink, rub the lower part of the palm of the hand upon a ball of whiting, and proceed to polish the surface of the plate. Do not get too much whiting upon the hand, else it may stick to the ink and prevent it adhering to the transfer paper.
Now place a piece of clean transfer paper (India or Scotch), a little larger than the plate, face downward upon a piece of clean paper, sponge the back with a damp sponge, then let it lie a few minutes, so as to get evenly damp all through.
Now see that the press is ready. If a copper-plate press is to be used, see that the bed is free from grit, and that the blankets are in place; if a lithographic press is to be used, put in a stone, wipe it free from grit, and see that the scraper is all right; remove the tympan if of leather, but if of zinc or millboard it is all right. Now put the inked and polished copper plate upon the stone, and the damp transfer paper, face down, upon the copper plate; then upon the transfer paper place a piece of printer’s blanket, turn down the tympan, or put a piece of thin millboard over the blanket, run the bed of the press under the scraper, turn down the lever, and, if necessary, adjust the pressure (a good nip is necessary), then run the bed through; now raise the lever, pull out the bed, lift the tympan and blanket, reverse the plate, and pull {53} through again. Now gently warm the plate, and carefully lift away the transfer paper, which should contain the picture with every line firm and sharp; if it is not so, sufficient pressure has not been used, or the transfer paper has been made too damp, or sufficient ink has not been put into the lines.
The transfer, either drawn in line or in chalk, or from a plate, being obtained, it is next transferred to a polished litho stone. Of course, the picture can be at once transferred to the zinc which it is intended to etch, but it will be found best to first of all transfer to stone, then from the stone pull a transfer, and transfer that to the zinc, so that in case of an accident during the etching another plate can be quickly prepared. Before placing them upon the stone, the prepared transfers should lie in a damping book until evenly damp.
Now take a polished litho stone and place it in front of a fire or in the sun until it is quite dry, then place it upon the bed of the press, and adjust the pressure; then place the transfer upon the stone in such a manner that it lies without any slurring. Next place a piece of clean paper upon the transfer, then the blanket, lower the tympan, run in the carriage, lower the lever, and pull through; then lift the lever, draw back the carriage, turn the stone round and pull through again, then sponge the back of the transfer with water and pull through again, repeating the damping, and pulling through three or four times. Now with a wet sponge saturate the back of the transfer with water, and lift away the paper, then wash away the composition, leaving the image on the stone; now cover it with thick gum solution, and allow it to dry.
If more than one transfer is in hand at a time, they are trimmed as closely as possible and pasted with very thin paste close together upon a large piece of paper, and then all can be transferred at one operation.
The gum upon the stone being dry, wash it off carefully with clean water, then roll up with transfer ink. Clean away any dirt there may be with sponge and snake stone; where the snake stone cannot be used, a piece of pointed wood, dipped into acid gum, will clear way the dirt. Take care to have the wet sponge handy so as to prevent the acid spreading upon the work; now roll up as strong as possible, then etch, by passing over water acidulated with nitric acid of such a strength that it just slightly effervesces when the stone is touched; saturate a sponge with the weak acidulated water and go gently over the stone, then with another sponge charged with clean water, wash off the acid. Now again roll up with transfer ink as strong as possible, and pull the transfer. Chalk drawings are transferred to stone in the same way, then etched, but the acid water is allowed to act a little longer than for a line transfer, and after {54} washing away the etching solution, the picture is washed out with clean turpentine, then wiped with a sponge, gummed in, fanned dry, moistened with a wet sponge, and the water removed. Then the image is rolled up with transfer ink, and the transfers pulled for subsequent etching.
To transfer to zinc, take a piece of polished zinc and immerse it in the graining bath (page 40) for about a minute; then remove it, wash it under the tap, and rub it with soft sponge; then wipe it dry with a soft rag, and warm the plate slightly; lay it upon a litho stone in the press, lay the transfer (which has been lying in the damping book) upon the zinc plate; lay upon the transfer the piece of blanket, lower the tympan and pull through; then damp the back of the transfer, pull it through again; then reverse the plate, dampen the back of the transfer, pull through again; again dampen the back of the transfer, and again pull through; now saturate the transfer with water, peel off the paper, remove the composition, and apply with a sponge a sufficiency of a solution of gum (thickness of cream), 5 ounces; decoction of nutgalls, 10 ounces. The decoction of nutgalls is made as directed on page 56.
Allow this to stay on the zinc for about a minute, then wash off, cover with plain gum, fan dry, and dip a sponge in gum and rub over the plate; now dip a soft rag into the gum, then into the etching ink (page 57) mixed with a little cocoanut oil or mutton fat and middle varnish, continuing the application of gum and ink until the whole of the picture is sharp, black, and strong. Be sure and keep the plate well covered with gum and the ink as thick as possible.
The plate is now dusted with finely powdered resin, sponged with a wet sponge, and then is placed in the etching trough containing water and just sufficient nitric acid to taste; in this the plate remains about half a minute, rocking the etching trough gently all the time; now remove the plate, wash it under the tap, rubbing gently back and front with a sponge, then dry by gentle heat; next coat the back, edges, and margin and portions of the front which are too large to etch away, with thin shellac varnish. When dry proceed to etch as directed in the next chapter.
Instead of inking up with the rag after etching with the acid gum, wash off, then roll up with a leather roller charged with the etching ink mixed with a little cocoanut oil, and used as stiff as it is possible to work it, until the image has taken in all possible, damping the zinc with a sponge directly it shows any signs of getting dry; then dampen slightly, and repeat as above. Next immerse it in the etching bath as before; wash well, and dry; coat the back, edges and margin on the front with shellac varnish, when the plate will be ready for etching.
For etching transfers on zinc, whether photographic or direct, we shall require the following apparatus: A slab of iron about 24 × 18 inches and 1⁄2 or 1 inch thick, supported horizontally upon four legs, and heated by an atmospheric burner, arranged somewhat like a gridiron so that the heat is even all over. A set of rollers on litho stock, one of leather, one of flannel, and one or two glazed rollers, the same as lithographers use for tint printing—we also require an etching box—i. e., a wooden tray, 30 × 24 inches, and 8 inches deep, well made of seasoned wood, lined with either pitch (with a little tallow added), or gutta-percha, and mounted upon rockers.
This box will require a firm table for its support during the etching, said table standing as close as convenient to a sink and water tap.
The other requisites used during etching, are, nitric acid, turpentine, gum Arabic of a good quality, some powdered nutgalls, three or four sponges, some finely powdered resin, a flat camel’s-hair brush, a solution of shellac in spirits of wine, and the following inks:
First the etching ink, composed of beeswax one-quarter ounce, Russian tallow two ounces, bitumen half an ounce, middle varnish two ounces.
Melt these together in a pan over a fire, or Bunsen burner, stirring well during the operation, so as to mix them thoroughly; when all are melted, add five ounces of ordinary letterpress printing-ink, and thoroughly mix; then allow to boil and continue the heat until the gas escaping from the bursting bubbles explodes upon the application of a lighted taper; then remove all from the fire, and allow to cool.
For a hard ink, for use after the plate is etched deep enough, and the resist is cleaned off, mix
| Beeswax | 1⁄2 | ounce. |
| Resin | 1 | ounce. |
| Shoemaker’s Wax | 1 | ounce. |
| Black Litho Ink (about $1 a pound) | 2 | ounces. |
Melt, then cool and mix with turpentine to make it the consistency of soft soap.
Now, with these and a solution of gum Arabic (in cold water), the thickness of cream, add one-quarter pint of a decoction of nutgalls to each quart of gum solution. The decoction of nutgalls is made by adding one-quarter pound of bruised nutgalls to one and one-half pints of water, in an earthenware vessel (not metal); boil, then allow to stand at the fire and simmer gently for six hours, keeping the vessel covered over; then allow to cool, filter and add the proper quantity to the above gum solution.
We will assume that a suitable place is provided for carrying on the operations to be described, in the shape of plenty of bench room, and a good light to work by.
The first stage in etching a zinc plate in relief is, to slightly warm it upon the hot plate, then allow it to cool (by-the-bye, it will be very convenient to have a clean litho stone handy for placing the plate upon to cool quickly). The plate being cold, with a piece of soft sponge carefully smear it over with the gum solution, allow the gum to dry, spontaneously, in a cold current of air; if heat be applied the gum will crack and bring away the image from the plate.
Whilst the gum is drying, with a palette knife place equal parts of transfer ink (page 44) and of etching ink (page 54) upon one corner of the inking slab, then thin to the consistency of cream, with middle varnish, thoroughly incorporating the three ingredients with the palette knife.
Now place a little of this ink upon the leather roller and roll vigorously upon the slab, so as to distribute the ink thoroughly upon both roller and slab; be careful not to get too much ink on the roller, nor to have it too thin; in fact, work the ink as stiff as is possible.
Now lay the zinc upon a piece of clean paper, and sponge it gently over with a wet sponge, so as to loosen the film of gum, then squeeze the sponge nearly dry, and pass it over the plate again, so as to insure it being evenly damp all over, but be careful not to make it too dry.
Now proceed to roll up, by passing the charged roller to and fro over the plate, using moderate pressure and slow motion, recharging the roller at short intervals from the inking slab. Occasionally use the damp sponge so as to keep the plate sufficiently damp to resist the ink.
If the roller slides instead of rolling, wipe it with an old linen rag, which will remove the moisture; then recharge the roller again upon the slab. {57}
The rolling is continued until the whole image is an intense black, when it is carefully dusted over with very finely powdered resin applied with a broad camel’s-hair brush, taking care that all the image gets covered. Then rub it gently with a wet, soft sponge and place it in the etching box containing a mixture of water and nitric acid, the acid being only just perceptible to the taste.
The plate should remain in this for one minute (the box being kept rocking); it is then removed, and thoroughly washed back and front under the tap. Rub it gently with a clean soft sponge.
This etching is merely to remove any traces of gum or dirt from the zinc which would interfere with the shellac varnish holding.
Now dry the plates, using gentle heat, then coat the back with thin shellac varnish to protect it from the acid; do the same to the margin of the picture on front, also varnish the centre of any very broad whites up to half an inch of the image, so that the acid dissolves no more zinc than is necessary. Now examine the image carefully, and if any of the lines are defective touch them up, and make any alterations and additions required.
The plate is now ready for the first etching, for which purpose a little nitric acid is added to the water in the etching tray—precise directions cannot be given as to how much acid to add, as so much depends upon the area of zinc on the plate that requires dissolving; practice, however, will soon enable the operator to judge the proper quantity. If too much acid is added, the plate will quickly be covered with myriads of minute bubbles, in which case it must be instantly removed, well washed, and the bath diluted with water before the plate is reimmersed. If, on the other hand, there is too little acid present, the action is too slow, and more must be added.
The first etching must be carefully watched, and the rocking continued, until the application of the finger-nail to the margin shows that the zinc inside has been dissolved away to a depth of about the thickness of a visiting card.
The first etching is the most important of the whole, as unless a sufficient depth be attained the sharp lines will not be obtained; and as the ink is not yet capable of resisting too strong acid, great care must be taken that the work is not damaged; proceed cautiously, adding acid from time to time as required.
As a rule, the first etching will take from five to ten minutes (the tray being kept rocking all the time).
When it is judged that the first etching has been carried far enough, remove the plate from the tray, wash it well under the tap, rubbing gently with a {58} sponge, so as to remove the scum left by the acid, dry by means of gentle heat, then allow it to cool.
When the plate is quite cold, smear it over with gum solution, and with a piece of cardboard, fan the gum dry.
Now sprinkle the inking slab with turpentine, and with a cloth wipe the slab clean. Take a piece of etching ink and thin it with middle varnish, mixing them well with the palette knife upon the slab; now take the leather roller, and with the palette knife place a little of the ink upon it, and roll up on the slab until both roller and slab are well coated; but on no account must there be too much ink, nor must it be too thin.
Now lay the zinc down on the bench, on a piece of clean paper, and with the wet sponge carefully wash off the gum; then wipe all superfluous water off the plate, and roll up with the leather roller charged as above; roll the plate first one way, and then the other, keeping the zinc evenly damp all over, else the ink will catch in the whites, and probably spoil the picture. When the rolling is completed, and as much ink as possible has been piled on, the zinc will be nearly dry. If not, allow it to stand in a cold current for a little time, then take it to the drawer in which the powdered resin is kept, and smear the plate all over with the powder. Now brush as much of the resin away as will come, using the brush from all sides, so that all the lines get evenly coated, not only on the top, but upon the sides; this being done, take a damp sponge and carefully remove the superfluous resin from the whites, or unprotected zinc.
The plate is now ready for the second etching, and the solution in the etching tray must be reinforced by the addition of a little acid; but do not add too much at once. It will be far best to add a little at a time, and then, as soon as the zinc shows there is no action going on, add a little more; an easy and simple method of ascertaining whether any acid be present or not is to wipe the bare metal with the tip of the finger, and if that spot (which will be brighter than the surrounding parts) does not speedily resume its dingy color, the acid is exhausted.
The plate being immersed in the solution, set the tray rocking, and pay attention to the remarks above. At the end of ten minutes remove the plate from the tray, wash it under the tap, rub it gently with soft sponge, then remove as much of the water as possible, and examine the progress made by the acid. This can be seen by the lines being bare below the ink, in which case the etching has been carried far enough, and if not stopped, there would be danger {59} of under-cutting; if, however, no progress has been made, add a little more acid to the solution, replace the zinc, and rock again for another five or ten minutes.
The second etching being effected, the zinc is carefully washed, and the scum left by the acid is carefully sponged away; now stand the zinc up near the hot plate, so that it will get the benefit of a gentle heat, and when quite dry lay it upon the hot plate (which should be heated to a temperature of 120° to 150° F.) face up, with a piece of brown paper between the zinc plate and the hot plate.
As soon as the zinc plate begins to get hot, there will be a tendency to curl slightly away from the hot plate, which, if allowed, would prevent the ink being evenly melted. To prevent this, take a brad-awl in each hand, and press down the sides of the zinc, taking care not to touch any of the picture.
Allow the zinc to remain on the hot plate until the ink and resin are melted and run down to the bottom of the etching, then remove it and lay it on the cold slab until the plate is cold.
When cold, smear the plate with the gum solution, fan it dry (never use heat for drying the gum), moisten with wet sponge, roll up again (use the leather roller), using the ink pretty stiff on the inking slab; keep the surface of the zinc well moistened. When the roller gets too much water upon it, pass a piece of damp cheese-cloth over it to remove the water; then roll the roller vigorously on the slab until it again bites the ink. Continue rolling the zinc until all portions have received due attention from the roller. N. B.—Some of the closest work will be quite blocked up this time, and each subsequent rolling will block up more and more, until only the very open work will be left.
Now allow the zinc to get dry, then cover it with resin, brushing from all sides, so as to coat the sides of the lines as well as the top, and then remove all superfluous resin from the whites with a damp sponge. The zinc is now ready for the next etching, for which more acid is added to the solution in the etching tray.
Rock the tray carefully, watching the zinc to see that the acid is neither too weak nor too strong, until the progress can be seen by examining the plate; the time, with the proper quantity of acid, is twenty to thirty minutes.
When the etching has proceeded far enough, after washing and sponging, again allow it to dry, then place it upon the hot plate until the ink is melted and runs down the sides of the lines; then cool, smear with gum, fan dry, moisten with sponge, and roll up as before; dry, cover with resin, using a {60} camel’s-hair brush, then dampen with a sponge and give a fourth etching, using the same precautions as to strength of acid and duration of rocking as before.
Now cool the plate; get a little more ink on the roller, and roll the plate whilst cold. When the surface of the lines has a nice even coat of ink upon each and all (coarse and fine), again warm the zinc on the hot plate until it is just too hot to hold in the fingers; then cool it again, varnish the back with shellac varnish, then make a mark with a blunt point, in the ink on the margin, so as to lay a short line of zinc bare to the action of the acid.
The round of operations is repeated; but for rolling up for the fifth and subsequent etching, a flannel roller is used, and more ink will be required upon the slab; it will also require to be a little thinner.
For some subjects six or seven etchings will be required, whilst for others—especially where there are whites that are too small for cutting out with a fret saw or router—ten or twelve etches will be required. Practice, the best teacher, will soon enable the operator to judge how many are required.
The etching having been carried as deep as is judged sufficient, sprinkle the plate liberally with turpentine, and with a stiff scrubbing brush loosen the ink from the lines, and wash it off with a solution of American potash.
The plate being cleared from all ink, etc., is now examined carefully. The sides of the lines will show each etching, by a series of irregular steps. If the plate be put into the press in this condition, the chances are that before many copies had been made, these steps would take more or less ink from the rollers, and blur the image; therefore, before passing it into the hands of the printer, the plate will require etching two or three times more, to get rid of these irregularities.
This is done by warming the zinc on the hot plate, and then, whilst still warm, rolling up with a fine glazed roller charged with the hard etching ink from a clean inking slab.
Roll the zinc firmly, first one way and then the other, so that all the tops of the lines get well coated with ink; now make a mark on the margin with a blunt point in the ink, so as to lay a short line of zinc bare to the action of the acid.
Next empty the etching tray, put into it some clean water, and add sufficient acid to make it taste like strong vinegar; in this immerse the plate, and keep rocking for ten or fifteen minutes, or until the mark on the margin, when felt with the finger-nail, shows that it has attained a depth about the same as that obtained in the first etching. {61}
Now wash the plate under the tap, and wash off the ink with turpentine, followed by a solution of American potash; again wash and dry on the hot plate. Now examine, and if the lines are free from the steps, the plate is finished, but if not, the operation must be repeated until the steps are all removed.
Be careful to cover the surface of the block thoroughly with the ink, else the acid will spoil the picture.
The plate is now ready either for mounting for the press, or for electrotypes being taken from it; if the former, the deep whites are cut away with the router or fret saw, the edges are trimmed or bevelled, holes are drilled and counter-sunk at convenient places, for the insertion of nails or screws to fix the zinc to the wooden block, to make the surface type high.
The object aimed at in the instruction in Part I. is the production of relief blocks on zinc from an original in black and white, which original may be a drawing made purposely for reproduction, or it may be from a drawing already in existence, a woodcut, or engraving, the picture being rendered entirely in line, or a chalk drawing may be used. In fact, any subject that is capable of being worked from either at a type press or by ordinary (monochrome) lithography. Washed drawings, or oil or water color drawings are not applicable.
In fixing plans, or drawings on the easel, prior to photographing them, if they are cockled, and difficult to get flat, pins may be placed anywhere, so long as the lines are not interfered with, for these pins may be painted out with a camel’s-hair brush and gamboge or Indian ink. It is important that the plans or drawings be as flat as possible, as if the lines are cockled, they will not be photographed straight.
In photographing drawings on tracing paper or cloth, a piece of white paper should be placed behind them.
When, from an original of black lines on a white ground, it is desired to make a reverse block—i. e., white lines on a black ground—a negative is first made from the original, and from that negative a transparency is made; and a print made upon the zinc from that transparency will be a reverse of the original.
Thus far I have tried to make plain the details of a process which is as fascinating and as pretty as any in photography, and which supplies results which could not be attained by the most expert workers two years ago. And since those experts first obtained even tolerable results by zinc etching, like {62} everything else in photography, it has made wonderful progress. At first we were delighted and content when a block was obtained with relief sufficient to enable us to print it upon an ordinary press with type. But now we can get from the zinc surface all the qualities which are given by the lithographic stone. Indeed, the process of zincography bears a very strong general resemblance to that of lithography; of course, it varies therefrom in matters of process detail. The manipulations of zincography, however, are no more complicated in their nature than the details of printing, etc., from stone. Crayon drawings, ink work in line and stipple, rubber work, in fact, anything that can be drawn on stone can be drawn on properly prepared zinc, with the exception of engraved lines (intaglio), the structure of the zinc not giving the yielding brittleness of stone. The great departure made possible by zinc plates exists in the fact that they can be bent to the surface of a cylinder, thus displacing the reciprocating bed and stop-cylinder of the lithographic press with the continuously rotating plate and impression cylinder of the zincographic press, which, at the same driving speed, produces double the number of impressions printed on the lithographic press. To Mr. Bernard Huber, of the Huber Printing Press Company of Taunton, Mass., belongs the credit of designing the only American zincographic press in existence, and which is now in successful operation in several lithographic establishments. It is a thoroughly American machine in design and construction, and while no glowing prophecies of its immediately taking the place of lithographic presses are indulged in, yet this kind of press has its place and use, and will by its qualities win favor in the trade.
Many lithographers are beginning to give correct attention to zincography, but few are willing to give the time and constant experimenting to the subject that has been given by Messrs. Harris & Jones, who during the past three years have operated the zincographic presses in their lithographic establishment known as the Providence Lithograph Co. Having taken the selling agency of the Huber zincographic press, they offer to those who buy the press full instructions in zincographic surface printing.
These suggestions are given right here, first because we are now about to take a step higher in zinc etching—a step which will lead us to results which lithography can scarcely equal in some particulars—and second, because it is the policy of this work to withhold no information which the novice will need in supplying himself with a perfect outfit for doing the best of work. For the same reason the advertisers have been chosen, rather than received in the usual way.
The former chapters have treated entirely upon the production of blocks in line—i. e., where the picture has been made by a draughtsman, the half-tones and gradations being communicated by a greater or less thickness of line, or by dots, or stipple, or hatching.
The picture for such blocks may have been specially drawn for the process, the same size or larger, or it may be a copy of some woodcut or engraving already in existence, but if it is desired to reproduce blocks from drawings, paintings, or photographs, then an entirely different method must be adopted, and the smooth gradations of half-tone levelled, so to speak, so as to bring the high lights and the shadows upon one plane.
In photographs from nature (or from washed drawings or paintings) the scale of gradations runs, as it were, in a series of short steps from the deepest shadow to the highest light, and a block made, say in bichromated gelatine, from such a negative can give no half-tones, as the inking roller could only touch the deep shadows properly.
Now the subject of making photographs applicable for the illustration of letter-press, instead of woodcuts, has occupied the attention of experimentalists from the early days of the art-science, as the records of the Patent Office show.
The first patent, dated 1852, bears the honored name of Mr. Fox Talbot, and although it is for intaglio printing, and therefore a little out of place under the above heading, still it claims our attention as giving a method for breaking up the half-tones of the photograph, by placing muslin, crape, etc., between the photographic cliche and the sensitive surface; or a glass plate may be covered with fine lines, or glass may be coated with powder, which is caused to adhere. {64}
In 1854, Paul Pretsch broke up the half-tone by the reticulation of gelatine, caused by the admixture with iodide of silver and bichromate of potash; this was spread upon a silvered copper plate, dried, and exposed to light under the half-tone negative, then washed in cold water and borax, or carbonate of soda, then in alcohol, coated with copal varnish, and immersed in a weak solution of tannin, after which an electrotype could be made, or a transfer made to zinc or stone.
In 1855, A. J. Berchtold produced a grain by printing upon a photograph in black or in any color, from a plate or block or other surface, or by perforating or making strokes, lines, or dots upon it, by roller or other instrument. Repatented in 1883, by Brown, Barnes, and Bell.
In 1860, E. J. Asser used starch, and in 1865, J. W. Swan used a tissue of gelatine mixed with charcoal or other chemically inert grit; in the same year Messrs. E. & J. Bullock published, perhaps, the most important specification, describing all, or nearly all, practical methods of obtaining grain, the most important of which are the placing of any fine fabric between the lens and the sensitive surface, or between the camera and the object, or copies of granulated or recticulated structures or fabrics could be used, or such copy could be placed in contact with negatives, and both copied together.
In 1879, J. W. Swan made negatives by moving, during exposure, the Bullock’s screen, placed in front of a sensitive plate. Meisenbach’s method, patented a little later, is somewhat similar.
If a Woodbury relief is thinly coated with transfer ink, and then laid upon a piece of ordinary litho transfer paper which has been embossed with lines, or dots, or stipple, by being pressed in contact with wire gauze or an engraved plate, and the inked relief and the embossed litho transfer are then subjected to heavy pressure, a grained image is impressed upon the transfer paper, which can be transferred to zinc, and then etched in relief.
The method of making a grained negative to be now described, shortly stated, is done by interposing a screen, either before the sensitive plate in the dark slide of the camera (when copying a photograph) or placing the screen behind a transparency on glass when transmitted light is used. In the first instance the image projected upon the sensitive plate, having first to pass through the screen, is broken up by the dots upon the screen, the result being a definite grained negative. In the second instance, the screen being placed in contact with the transparency, a similar result follows. The first method is most generally used, as the print does not require the careful focussing necessitated by the second.
For making grained negatives, the apparatus, chemicals, and manipulations described in Chapters I. and II., Part I., for line negatives, are required, with perhaps a little increased care to secure clean and bright negatives.
The first requirement will be a proof, on fine white paper, from a machine-ruled plate, or a plate with fine dots or stipple; a favorite being plates ruled diagonally and straight, either in single lines or crossed. These plates must be of good size, say 18 by 15, ruled with lines as fine as possible, 100 or 150 to the inch. The ruled sheet must be perfect, as any defect in it will be fatal.
Such a proof being secured, it should be carefully mounted with starch paste upon a stout piece of smooth cardboard, and should be carefully shielded from all chances of being soiled, as the slightest stain or mark upon it will unfit it for use. As such a fine line is very difficult to focus, especially in making the smaller screens, it will be found a good plan to cut four narrow strips of good, bold type, and paste these at the four corners of the sheet, just outside the ruling; these slips of type will be easy to focus, and will render the task of making the screens easier.
Plates ruled with single lines, either diagonally or horizontally, may be used instead of the cross ruling, and are by many preferred.
Those in possession of a ruling machine may make these ruled sheets by ruling a large litho stone, and pulling impressions from that stone. If this is done once, and done well, the sheets will last a lifetime; and if the stone be sufficiently large, and the lines very fine, the screens may be used for blocks 15 by 12 inches or larger.
To copy this ruled sheet, remove the mirror from the lens, and put the lens in the camera in its ordinary position; then pin up the sheet on the easel, and, after seeing that the easel and camera are quite parallel, proceed to make a series of negatives from the sheet, making screens of various degrees of fineness, varying from a coarse grain for a coarse photograph, to the finest possible for {66} photographs full of delicate half-tone, and from three inches to ten inches wide. Many subjects will need screens made especially for them. The screens must be free from speck or stain, and should be made upon very thin glass.
The nitrate bath should be in good condition, and the collodion ripe. Such negatives take a good deal of time making, but as they are the foundation of the process, and with care will last for years, the trouble must not be grudged.
The screen negatives being made, they must be varnished with a good, hard, well-filtered varnish, applied in a room quite free from dust.
The screens must be made by the wet collodion process. The ordinary gelatine dry-plate is utterly useless for such work. Gelatino-chloride plates might do, but the exposure is so very long that there is risk of shaking the camera during exposure.
For the first method a good vigorous photograph is selected, placed in position on a copying board, and the camera adjusted so as to get the image on the focussing screen the size wanted the mirror being used, as the negative must be reversed.
A collodion plate is now prepared and well drained; then one of the transparent screens is fixed in front of the carrier by drawing pins, by passing strips of gum paper over, or by fixing with fine tacks a piece of thin card at the top, and one at the bottom, slightly overlapping the screen, and holding it firmly in a sort of rebate.
The carrier is now placed in the dark slide, the sensitive plate in its place, the door of the slide closed and fastened.
The exposure is now made in the camera, and if the screen is properly transparent the time will not be very much more than when copying in the ordinary way.
The development of the exposed plate is done by means of the developer given in Chapter I., and the result must have all the details of the photograph, while the lines of the screen must be clear and free from veil.
The negative is washed, fixed in cyanide, washed again and then intensified, first immersing it in the solution No. 1, Chapter I., until bleached, then thoroughly washed and blacked with No. 2 solution, again washed, and varnished with the water varnish, or dried and varnished with benzole varnish.
For the second method we shall require, instead of a paper photograph, a transparency on glass. {67}
The transparency may be made on a gelatine dry-plate by printing in contact with the negative, or an enlarged transparency may be made, either on a dry plate or by the wet collodion process.
The transparency should be made by contact, when the original negative is of larger size than the block required; the enlarged transparency is used if the negative be smaller or the same size as the block.
The development of the transparencies on gelatine dry-plates will be treated of later, but if wet collodion be used, the manipulations will be the same as for negatives, except that the image is in reverse gradations, the lights being clear glass, and the shades dense and black. Every detail in lights, shadows, and half-tones must show distinct and strong.
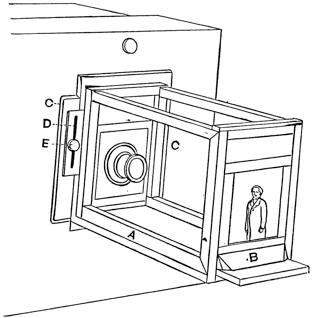
For the production of these enlarged transparencies, an enlarging camera will be required, which may be provided by having an arrangement in front of the ordinary camera, fitted like the accompanying figure, consisting of two boxes, one sliding within the other, the negative from which the transparency is to be made being placed in a carrier at B.
In the illustration the sides are shown open, but only for simplicity, as they must be quite opaque. In using such an arrangement, the camera must be brought under the skylight of the studio, and the light reflected through the negative, by placing a large sheet of white paper at an angle of forty-five degrees in front of the negative.
Another and perhaps better method will be to cut a hole in a dark-room at a proper height for the camera, and fix the negative in the hole, then adjust the focus upon the screen, illuminating the negative by means of a reflector fixed at an angle of forty-five degrees.
The transparency being secured, it is varnished, and all blemishes or spots removed by means of a sable brush, and a little carmine color; it is then placed in contact with a suitable screen, and the two together are inserted in the {68} place previously occupied by the original negative. Now adjust the camera so as to get the image on the focussing screen the proper size, and proceed to make a grained negative by the wet collodion process exactly as described in Chapter II., Part I., and above. When a negative containing all the details of the original negative broken up by the fine grain of the screen is obtained, it may be dried and varnished, and then it is ready for printing upon the zinc.
All pinholes, etc., should be stopped by means of a fine sable brush and Indian ink. The printing on the zinc should be done by the bitumen process, Chapter VI., Part I., as the albumen is not nearly so perfect. If, however, the albumen process be preferred, the printing is done in the same way as described in Chapter V., but extra care must be taken, first, that the zinc plate is thoroughly and evenly polished; secondly, that the graining bath is kept weak with plenty of alum in, so as to have the grain on the plate as fine as possible; thirdly, that no speck of dust, dirt, or any air-bubbles be on the film after coating, and that the whirling be effectually done so as to get the sensitive coating as even as possible.
The inking up requires no comment, as it must be done as evenly and thinly as possible, for both line and half-tone.
In development, a little more energetic friction will be necessary, but extreme care must be taken not to abrade the ink surface. Continue the rubbing until all the details are developed, and bear in mind that the finished block will be exactly like the zinc after development.
In printing these half-tone zincs, it often happens (like printing in silver) that to get the best results some portions will require less exposure than others. The best way to stop back any portion or portions, is to cover the front glass of the printing frame with whiting mixed with water to the consistency of thick cream; apply with a rag over the places in the negative, before exposing to light, and at the end of one-third, or in case of very deep shades, one-half the exposure, clean off the whiting and finish the exposure without any obstruction to the light.
The exposure to a grained half-tone negative will be one-half to double as long as a simple line negative.
A perfect print on the zinc must contain all the grain intact, for if there is any break in its continuity, it is of no use to proceed further with it.
The printing in bitumen requires no more comment than to say care is necessary to avoid dust. The smallest speck will be likely to spoil an otherwise perfect print.
The zinc plate with the image upon it in ink, is dried, then warmed slightly on the hot plate, cooled, and coated with thick gum* and fanned dry (not dried by heat, or the gum is certain to crack and bring away the image or part of it); then wash it under the tap, and rub it gently with a fine sponge so as to remove all gum from the ink, but not from the zinc. Next proceed to roll up as directed in Chapter V., using the India-rubber roller charged with stiff ink. The surface of the zinc should be kept well covered with water. Use as little pressure as possible, but let the motion be fairly rapid, and if any portions of the image should smear, roll rapidly with slightly increased pressure.
* See page 55, Part I., Gum and Nut-galls.
This operation of rolling up the image is the crucial one, for unless it is done properly, when it is finished, the result is a strong black and perfectly even image; it is of no use proceeding further with it, for in fact the picture must be perfect.
The rolling up being done, any touching up that may be required can now be done, and any fine details clouded over, or made indistinct by the grain, strengthened or opened out. Additions should be made with transfer ink thinned with turpentine, laid on with a very fine sable brush. The whites are put in by scratching through the ink with a fine etching needle.
To rest the hand upon in doing this touching up, so as to avoid touching the image, a bridge is used made of a strip of smooth wood, one inch wide, quarter of an inch thick, and sufficiently long to well span the plate; at each end of this strip nail narrow strips a quarter of an inch thick to serve as the feet for the bridge to stand upon. Then the zinc may be slid under it without touching the surface against the under part of the bridge.
The zinc is now ready for the first etching in the rocking tray. The nitric acid solution must be very weak indeed to the taste, the presence of acid being just perceptible. The time of immersion in the first bath must not be longer {70} than thirty seconds; then the zinc is removed, washed under the tap, and gently rubbed with a sponge; dry it gently on the hot plate, allow the zinc to cool, coat it with gum, fan it dry, rinse it under the tap and rub it with a sponge; then again roll up, when it is ready for the second etching; that is done in the same bath as the first, without any addition of acid. Keep the tray gently rocking for three minutes, then again withdraw, wash it under the tap, rubbing with sponge, coat with gum, fan dry, wash under the tap rubbing gently with sponge, and again roll up, using the ink on the roller a little thicker, but stiff. When the image has taken the ink equally, place it on the hot plate and allow the zinc to get hot enough to melt the ink slightly; then allow it to cool, and place it in the etching bath, slightly reinforced with a few drops of nitric acid. Immerse it this time for five minutes.
The operations of washing, gumming, rolling up, etc., are to be repeated until it is judged that the etching has been carried far enough. The time of immersion in the acid solution with each etching may be lengthened, but take special care to keep the bath weak until near the last etching, when the strength may be slightly increased.
The resist is cleaned off with turpentine and a stiff brush, and then a proof is pulled. If further etching will improve it wholly or in part, the plate is inked up and again subjected to the action of the acid bath.
If only portions require reëtching, cover the rest with bitumen varnish; but it will be scarcely safe to give more than one etching after cleaning off the original resist.
A bitumen image is etched in the first bath in which the acid is just perceptible to the taste, without any preliminary rolling up. The duration of the first etching may be prolonged for three or five minutes; then the plate is withdrawn and well washed. Remove any scum with a soft sponge; then dry it in a cold current, and smear it with gum, fan it dry, and roll up with a leather roller charged with stiff ink, until all portions of the image have taken a film of ink. Now reinforce the nitrate bath with a few drops of nitric acid, and again immerse the plate, rocking the bath for ten minutes; watch the picture carefully so that in case of undercutting the plate may be removed before any mischief is done.
The plate is again removed, washed, rubbed with a sponge, and dried; it is {71} then warmed on the hot plate, so as to slightly melt the ink, then allowed to cool, smeared with gum, fanned dry, damped over with a wet sponge, and rolled up, the roller being charged with stiff ink. The plate is now ready for another etching, for which the bath must be strengthened by the addition of more acid. The immersion (rocking all the time) may be fifteen or twenty minutes, after which the plate is withdrawn, washed, rubbed with a sponge, and if it is thought another etching would improve it, the cycle of operations is repeated, beginning with warming the zinc on the hot plate.
After the resist is cleaned off (which with bitumen must be done first with turpentine and then with benzoline) further etching may be given, if deemed necessary, first inking up well with the hard ink mentioned in Chapter VIII., and then reimmersing in a weak bath of acid and water. If only a portion requires reëtching, those parts that are not to be touched, are protected by coating with bitumen varnish.
The plate being etched, now requires finishing.
The outside zinc is removed with a circular saw and then the edges are filed and holes drilled at an angle, so that the metal can be fixed upon the block.
A half-tone block to give results commensurate with the care needed in its preparation, must be handled by the machine man with care and consideration.
The blanket on the tympan or cylinder must be replaced with something harder, else the soft pressure of the blanket will blur the print.
The block must also be made ready, not by putting cut-outs on the tympan or cylinder, but underneath the block, and there as thin as possible.
The ink must be good and not too thin; the rollers must be free from flaws and not too tacky. In fact, as much care is required on the press as during the photographic and subsequent operations. Indeed photo-engraving and zinc etching would have come into popular use more rapidly than they have, if printers had been willing to give them the special “making-ready” attention they require. Despite all prejudice and indifference, “process-engraving” so called, has made continuous improvement ever since it came into use, and the good work goes on. The most delicate gradations of light and shade discernible in nature, may, from the photographic plate, be rendered in pure black and white by means of any of the methods given in this work. All that nature displays, and all that imagination compels, may be reproduced indefinitely.
With regard to the storage and keeping of zinc blocks after using, Mr. T. Bolas, in the Photographic News of September 24, 1886, says, “they should not be washed with the usual lye, but should have a few drops of paraffine oil poured upon them; and after this has been well rubbed in by a soft brush kept for the purpose, the paraffine should be well wiped away with a soft cloth. If the block is to be stored away for a long time, it should be waxed. The best way of doing this will be to make it rather warmer than is necessary to melt wax, and then to rub it over with a piece of yellow bees’-wax, after which the excess is wiped off with a piece of flannel.”
Sometimes zinc blocks are electroplated with copper or nickel (a necessity when they are to be used for certain color work), and such blocks should also be treated in the same way as the bare zinc, as they cannot be safely cleaned with the lye solution.
According to the methods of producing them, classify the drawings as follows:
(a) Freehand drawings in crayon or ink, drawn with lithographical chalk on rough paper, or with pen and chemical Indian ink on paper prepared for transferring.
(b) Lithographical transfer of engravings, pen-and-ink crayon drawings, or drawings on stone.
(c) Transfers from relief plates made in copper, steel, zinc, or lead (music).
(d) Anastatic transfers.
(e) Fat or resin prints from photographic negatives.
Proceed as follows:
(a) Transfer of hand-drawing.—Place the drawing to be transferred with its face upon a sheet of clean, white paper, and moisten the back with a weak solution of nitric acid (1⁄2° Baumé), by means of a sponge. Over-moistening causes obliteration of the drawing, fringing of the single lines, and the running together of the hatched portions. The correct degree of moisture can be ascertained when the side prepared and drawn upon grows slightly sticky, and when the drawing becomes glossy. This will take place in from four to five minutes after moistening. This time is to be spent in arranging the zinc in the press, after having freed it from all greasiness. Place a card on the rolling press below the drawing and the zinc; above it, a sheet of good blotting-paper, a sheet of Bristol paper and are of pressing board; then make a trial print with the press, a clean piece of paper taking the place of the drawing. The correct pressure is a matter of experience; it is advisable to begin with a pressure less by one sheet, in order to be able to increase it during the process of transfer.
In the lithographic press the ink-block is first to be adjusted; since it needs a greater “setting in” than the rolling press, the zinc must be cut larger. It must extend three centimetres on all sides beyond the drawing. The edges of the cut plate must be well ground off, in order that the ink-block may not be {74} caught; at all events, it is advisable to have the latter smaller than the plate. Observe that the range of the press should be regulated; then place the zinc directly, without any intervening layer of paper, on a solid stone; lay upon it a clean sheet of paper, a blotter, a sheet of Bristol paper, and a pressing board well covered with tallow. Make a trial by drawing the sheet through at a moderate pressure. If all is arranged, the work of transfer can be started. The temperature of the zinc should now be about 35° C.
Place the drawing down carefully, without moving it about; upon it the blotter, the Bristol paper, and a pressing board, and draw it through three times with constantly increasing pressure; turn the plate in a contrary direction, and draw it through three times in the same manner. Now place a moistened sheet of good paper between the blotter and the drawing, and draw through, first with weak, and then with strong pressure, three times in both positions. Instead of turning the zinc, the ink-block may be reversed. This finishes the operation of transprinting, and the next question is the loosening of the paper from the zinc. Here we can pursue two methods: first, we can have hot water and a porcelain tray at hand; place the copied plate in the tray, and pour the water upon it. The coated layer bearing the drawing begins to separate from the paper. Shaking the tray promotes this action, and soon the paper will loosen itself from the layer which remains attached to the zinc. With the second method proceed thus: moisten the back of the copied drawing, thoroughly with a sponge and cold water; allow it to soak in, warm the plate to 60°–65° C. and carefully rub all parts by hand. The layer will again separate by degrees from the paper, which latter we can then easily lift off from the plate.
On account of the strongly gelatinous layer, crayons on grained paper should only be moistened moderately before and after the first rolling, in order to avoid the coiling of the paper.
Hand-drawings on paper without coloring require treatment with stronger acid (I recommend nitric acid, 4° Beaumé). At the same time the drawing should be cut as close as possible. To draw it through securely, place it as usual upon the zinc, and above it a piece of prepared copy paper moderately moistened, and a trifle larger than the drawing, then a blotter, a Bristol board, and a thick card, and draw through as before. The coated copy paper sticks tight to the zinc after the first rolling; it also retains the drawing in its first position, and allows repeated rolling. If the original was over-moist when {75} copying, it sticks to the zinc and separates with difficulty; if the moistening was just right, two perfect copies can often be made from the same original.
I have attempted to copy drawings on a fatty zinc surface, and to etch them strongly, but, far from being satisfied with the result, I prefer the above method.
(b and c) Copies of lithographs, type, plates for printing of any kind, plates for deep printing, I make on well satinized copying paper*; in making the prints, I employ a copying ink as thick as possible, with the addition of a few drops of a thick solution of asphaltum in lavender oil, rolling a long time with but little color, so as to get a sharp rather than a heavy print.
* Instead of the paste-gelatine-chalk, I prefer to prepare the surface with a decoction of semina psyllii.
Plates for deep printing, I heat equally throughout before applying the color. Instead of color, I rub them with chemical Indian ink, wipe the surface carefully, even polish it finally with a ball and some Frankfort black. I then draw it through and again heat it uniformly, so that the copy comes off of itself. Fine, sharp transfers, with perfect relief, are thus obtained.
(d) Anastatic copies are no longer of great value, since they always turn out roughly and cannot compare with photographic copies. Although I possess a safe method, I believe that I will have to omit it on account of the limited space of my work and the minute importance of the results.
(e) Photographic fat or resin prints should be treated like ordinary prints. Moisten them on the back with water—which is preferable to placing them between moistened blotting-paper, since the drawing does not grow too wet—and wait till they are easily flexible. Drops of water on the film can and often do destroy the proof. Draw the plate through with increasing pressure and one intermediate moistening. Prints in fatty inks necessitate a temperature of plate of 35° C. Prints with dissolved etching varnish (resin) as a printing film should have from 50°–60° C. When loosening the paper avoid warming, but moisten well. Sticking of the gelatine film happens, especially with Husnik’s paper; a safe remedy is to dry the copy in strong light, after developing. Old sensitized paper, on the contrary, seldom sticks at all, and fresh paper should always be sought.
In printing with the rolling press, I observe that the rollers of the press need only once to be regulated, and that greater or less pressure can be attained by thicker or thinner covering of the print with sheets of paper. This gives much greater security than can be had when constantly readjusting the rollers. {76}
Should we now proceed directly to etch the copy, the acid would act through the drawing, which is as yet but loosely attached to the zinc, and would at last cause the lines to appear broken, if not destroy them.
It is, therefore, necessary to replace the loose copy by a possibly dense etching varnish, attached fast to the zinc, and to produce an intimate connection between the latter and the etching varnish. Here we meet a difference between the French and Austrian methods. The former, totally based on the lithographic process, favors the use of a resinous dense color as a strengthening material, whereas the Austrian method employs an ordinary copying color and endeavors to form an etching varnish by sprinkling and melting in a quantity of finely pulverized resin. In the method of etching with copper sulphate, it was attempted to restrict the corroding action of the sulphuric acid by the following method: The drawing, rubbed with color and thinly besprinkled with resin, was slightly melted in, then sprinkled and rubbed with the finest silver graphite or real water-gold. It was thus made an electric conductor. A thin coating of copper was then deposited on the drawing, which, in point of fact, hindered the destruction of the film. At the same time, however, the process became uncontrollable, since often a deposit of amorphous copper became tightly fastened to the metallic surface. The lateral action could not well be ascertained, since the narrowest parts were often clogged with metal, without preventing corrosion from below.
The French method of etching is this: A thick solution of gum-arabic is mixed with extract of nutgalls; this is carefully spread over the surface of the plate by means of a fine sponge, and dried by a fan. Then a knife’s point full of etching color (composed of 500 grammes chalk color, 40 grammes coagulated mutton suet, 40 grammes soap, 125 grammes yellow wax, 40 grammes margarin, and 40 grammes oleine, melted in the warm bath and passed through the color mill) is dissolved in oil of turpentine, and a portion of this solution is spread uniformly on the grinding stone by means of a fine sponge, so that the latter contains a similar layer of color throughout. The fatty gum film is then washed, with a wet sponge, free from fat and acid; a fresh quantity of the gum and nutgall solution is poured out, and the copy is by degrees strengthened by rubbing on the etching color with a sponge. This is repeated until the drawing has attained the proper strength throughout. The superposed layer of gum is then washed off, the superfluous water is removed with a sponge, a wet cloth, and blotting-paper, dried with a fan, then gently warmed. {77}
Now the plate is to be dusted with the finest pulverized resin, consisting of equal parts of Syrian asphalt, washed in alcohol, and of mastic; the superfluous resin is removed with a brush and some cotton; the plate is then carefully heated, without beginning to melt the resin, however.
This, by the French method, finishes the plate for etching. Only weak acid is safe for such a plate, however.
According to the Austrian method (practised by me for several years), we proceed as follows: The copied plate is first copiously coated with a cold saturated solution of gallic acid, and then with a pure solution of gum. Without allowing it to dry, I remove the superfluous preparing materials with a wet sponge, and pour on some fresh gallic acid, as with an excess of acid the drawing assumes a more brilliant black color.
The strengthening with ordinary copying color I effect, as the case may be, with the rollers, the sponge, or by coating.
(a) Strengthening with the Rollers.—I roll out some thick copying ink with good, rough rollers which have been frequently used, and begin to roll the transfer plate while still damp, without any pressure, till its surface begins to dry. I then grasp the handles of the rollers more firmly and blacken the dry plate uniformly, giving it a thin coat of ink. This done, I moisten it a little and roll it regularly with rollers freshly treated with color, so that the picture comes up harmoniously and strongly.
Rolling off during drying keeps the gum solution from the drawing while drying on, and keeps open the connection for rolling in.
Before going further I will explain the terms used*: To roll in is to give color or ink, and is done slowly, with tightly grasped handles and certain pressure. Rolling off is effected with loosely grasped handles, without pressure, and quickly, and is intended to draw off with the rollers any excess of color on the plate. To work out or make the rollers means to bring fresh color on it from the grinding stone, and is done with strong pressure and strong traction. The correct management of the rollers rests in the wrists. To reverse the rollers, to change the handles, means to turn the rollers around, to make the left-hand handle the right-hand one, and thus to correct irregularities in the distribution of color. After every advance and return on the stone or plate to be blackened the rollers are newly adjusted. The plate thus strengthened must be well {78} washed with clear water, to be dried, and at times even to be retouched with a brush and color dissolved in oil of turpentine.
* Color and ink are synonymous. “Burn in” and “melt in” mean the same.
(b) Blackening in with a sponge. The initiatory etching is done with gallic acid, the gum coating put on and additional gallic acid poured over; then some turpentine solution of copy color, the consistency of syrup, is rubbed over the plate until the picture is uniformly strengthened. If, as may happen in hand-drawings, the color should become massed and not attach itself smoothly, it must be washed off with turpentine and then clean color must be rubbed on.
This operation requires great delicacy. After having finished the blackening in, rinse well, dry with a sponge and thick blotting paper. Heat, so as to vaporize the last remnants of dampness, and retouch.
(c) A peculiar method of strengthening, nowhere described, as far as I know, is that of drying the plate after coating it with gum, then washing the gum with water; then, after drying, of covering the plate with a thin solution of wax, asphaltum, rosin, and shellac in ether, and of carefully coating the quickly drying film with gum. The film remains on the lines of the copy, but easily detaches itself from the bright metallic spaces, which have an insoluble combination with the gallic acid and gum, and are thus protected from the fat.
Faults in strengthening are caused by the following:
a. By ink which is too thick or too thin, or which has not been well ground. Stripes are caused by the dissolving of the color which is already present.
b. By excessive dampness on the plate (it does not take the color; the color in the sponge changes to a slimy emulsion).
c. By too great pressure with the color sponge the fine parts are lost. The same is the case with careless washing of the color of hand-drawings.
d. In rolling on excessive moisture on the plate spoils the work. The surface of the rollers becomes glossy and must be again inked.
e. In pouring out the ink a very thick layer prevents the strengthening of the finest lines.
Dirt on the plate often comes from handling the drawings; it must be scratched off and the plate must be perfect before proceeding.
Now comes the changing of the ink into an etching varnish. But before beginning we must cover the free edges of the zinc for the distance of half a centimetre around the drawing with a solution of ink in turpentine; the same applies to large white surfaces in the drawing, which it is more convenient to cut out with a scroll saw. Then subject the plate to the finest asphaltum {79} powder, passed through a hair-sieve, and cover it by the dusting brush copiously with powdered rosin. Continue the rubbing on of fresh powder for a minute, until the ink is saturated, then dust out the superfluous powder with the dusting brush and fine cotton, so that the metal is bright (no film should be perceptible on looking over it).
The plate should now be heated to about 60° C., till the color of the asphaltum changes from a coffee tint to a dead (matt) black. Place the plate in this condition a second time with the asphaltum, which is again absorbed rapidly. Dust off carefully as before and burn in again till the color changes to a somewhat shiny black; the yellow tint must be avoided, because this degree of burning exposes the lights in the closest hatchings to the danger of running together.
Thus the coat of color is changed into an etching varnish of excellent resistance and adhesion, and the plate is ready for etching.
Introductory remarks.—If we examine a wood cut or an electrotype with regard to the depth of its narrow and wide-line complexes, we can at once determine a plane for the closest hatchings; in a uniformly deep layer the lines lie at a moderate distance apart, and those of the highest lights are very deep. These three planes are situated higher or lower according to the very narrow or very wide series of lines. This gives a natural division of the different stages of etching, and, according to the three depths, we distinguish the sharp etching or etching on in which the engraving must advance far enough to place the narrowest portions sufficiently low; middle etching, which has to accomplish the same for the moderately narrow portions, and deep etching, which must attain sufficient depth for the highest lights.
On account of the lateral action of the acid it is impossible to etch down perpendicularly, but a wider covering is taken for each stage. Of these wider coverings there remain after etching all around the relief two terrace like grades, which must also be removed.
We have, then, in addition to the above, three sorts of etching, a round etching, in which the grade remaining from the deep etching is to be removed, and a clean etching, or a removal of the wire-edge left after middle etching.
This natural subdivision is found in the old French method as well as in the {80} new method, and both coating and the acids are of a strength proportionate to the different stages of the work.
We have already alluded to the lateral action of the acid; it is a factor that taxes the care of the etcher in the highest degree. In the beginning of the action of the acid, the edge of the metal under the coating is exposed the more, the longer the action lasts; here, of course, the dissolving power becomes apparent. The deeper we go, the more the metal under the line is exposed, and the action on the lateral edge continually increases. In the effect of the acid we distinguish thence, a perpendicular and a lateral action. Since the latter cannot be removed by changing the character of the acid, we must give it a part in this process of dissolving metals, but at the same time must invent a method which will prevent the lines from growing thin.
But in order to do this we must know the relation of the perpendicular to side action. Both are in proportion, a result both of theoretical and practical consideration. In order then to attain a certain depth of etching, a proportional lateral protection must take place, which is by degrees destroyed by the lateral action. Since this lateral action sets in at the beginning of the work, the dimension of the line must be secured from the start. This is done in the Vienna method by the already mentioned formation of the etching varnish, by means of dusting with resin and burning in, by which an almost imperceptible growing of the width of line is attained. The French method endeavors to correct this by using a very weak acid and a correspondingly thin coating, but coating oftener and etching at every new coating, as we shall see below. Also the coating for middle and deep etching must be arranged in accordance with the principles above elucidated. As deep as the middle or deep etching is desired, so wide must the lines be surrounded by etching varnish.
We have already seen (p. 76) how a copy is made by the French method for etching, and we now continue the development of this process.
Into a tray pour 4 litres of water at 18° C., add 15 c.cm. nitric acid and mix well by shaking. Then place the prepared plate into the bath and rock it for seven or ten minutes (according to the fineness of the drawing), rinse well with water, remove the remaining water with blotting paper, and, finally, dry thoroughly with a fan. (Do not forget to dry the back.) Now warm the plate from the back, moving the flame about continually, so as to secure uniform heating and prevent warping of the zinc. The asphalt powder, which is as {81} yet but loosely attached, is more intimately connected with the subjacent ink through this heating process. The combination becomes evident from the assumption of a black lustre. With the appearance of this, stop heating, and lay the plate on a cold stone to cool. This done, spread some gallic acid over it with a soft sponge, and without washing it off, spread gum on the surface of the plate, and hasten the drying with a fan.
Mix some etching ink with varnish and work it out into a thin layer with good rough rollers. If the rollers are in order, wash the coat of gallic acid and gum from the plate, remove superfluous water and roll in (the manner similar to that used in lithography). The surface of the plate should not be more than moderately damp, so that the rollers may not slip. If a coat of color has been uniformly deposited, wash the plate with clean water, remove the excess with a sponge and blotter, dry by fan and remove all moisture by heating to 45° C. Dust the warm plate again with asphaltum (remove the excess), and warm it a trifle to secure better adherence. Strengthen the bath by the addition of 15 c.cm. nitric acid, and etch again for seven or ten minutes under continued shaking. Then rinse the plate, remove the water and dry with a fan, and burn in the resin powder well. Careful inspection will now show a successful and uniform but still weak relief.
As before, the plate is coated with gallic acid and solution of gum, is dried, washed, and blackened in, in which treatment one-third “wax pomatum”* is mixed with the etching ink. After washing and drying heat the plate up to 60° C., thus causing an imperceptible widening of the drawing. After coating dust once more with asphaltum, warm it and cover only the back and the white rim around the drawing with a solution of shellac (1 part ruby shellac in 10 parts spirits). Strengthen the bath with 20 c.cm. of acid and bathe it for seven to ten minutes, shaking the bath regularly. Continue until you see that the lateral action of the acid has almost wholly destroyed the lateral covering produced by heating. Do not, however, etch too long, and do not mistake the over-hanging coat for the other. Then follow washing, drying, melting on some resin, cooling, coating with gum, blacking in with equal parts of etching ink and “wax pomatum,” then washing, drying, greater heating (70° C.) (so that by increasing the ink each line receives lateral protection), cool and dust to excess with the finest resin dust. {82}
* Wax pomatum is prepared by cutting beeswax into fine parts and covering it in a wide-necked flask with oil of turpentine. In a few days a jelly-like mixture will remain, which serves the above purpose.
As we have now reached the necessary depth for the narrowest portions, we use, instead of the asphaltum, resin, which melts easily and spreads out readily, in order to attain protection for our middle etching.
Strengthen the bath with 30 c.cm. acid, and bathe until the lateral action of the acid has reduced the lateral coating to a narrow edge. Then wash, dry, melt on some resin, cool, prepare with gum. Blacken in as before, but employ one-third etching ink and two-thirds wax pomade and apply so thickly that all the narrowest spaces of the drawing are completely filled with color. Continue warming until the ink, which was applied, has well covered each line; then dry and use resin as before.
The acid may now be strengthened by 100–158 c.cm., according to the strength of coating chosen. Bathing must be continued until the edge that has run off begins to grow narrow. Wash, dry, burn in resin, cool, coat with gum, and blacken in by rollers with clean wax. Continue heating until each line is well covered by ink. Always dust until the ink is fully saturated and then heat gently.
Strengthen the bath 200 c.cm. and begin the deep etching. According to the depth to be attained repeat the manipulation of strengthening once or twice. Whenever a corrosion of the lateral coating becomes apparent, coat freshly, adhering to the above order of operation. For obtaining the necessary depth ink is applied about ten times, adding wax each time to facilitate the spreading when warming.
In order to attain a fine, regular lateral coating, great ability in manipulating the rollers is necessary, since without such the correct degree of strengthening is never attained. Irregular coating leads, of course, to irregular melting of the ink; one spot then is already sufficiently wide, while another is not yet covered. In such cases coating with a brush must be resorted to.
If the necessary depth is attained, the plate is to be freed carefully from the coating with a brush and oil of turpentine, and then placed in fresh sawdust, which absorbs the oil of turpentine and leaves behind a clean surface. Now the work can be criticised in all its parts. To every coating is a corresponding narrow edge of etching, which is now to be removed in order to make the plate fit for printing. To removing these edges we must devote our attention. We begin with the top one, and make preparations thus: Roll out on a clean, warm stone with faultlessly smooth rollers a very thin gauze-like layer of etching ink. Likewise warm the zinc plate and roll it in all directions without pressure till the picture becomes beautifully black. {83}
Pressure must not be employed, but the coating must be obtained by renewed working out of the rollers on the color-slab, and repeated coating. When at last the desired strength is obtained, dust with the finest asphaltum powder, blow the traces of dust out of the hollows, and warm till the layer becomes slightly brilliant. Next, etch in a new bath of 4000 c.cm. of water and 40 c.cm. of acid for 7 minutes, wash, and dry well; then, with more ink on the rollers, coat the dried plate, dust once with resin, heat gently, then apply the asphaltum and burn in strongly. Thus the first relief is protected laterally, and the first grade can be etched down completely, without endangering the drawing. To remove the second grade, we repeat washing, and put on etching ink mixed with one-third wax. Rolling must continue till the narrowest spaces of the etching are completely closed. Then follow dusting with resin, warming, and placing the warm plate in the asphalt, dusting, removing the excess, and finally burning in.
With this coating a further rounding of the grades can take place (in a bath of 10° Baumé). Continue this process until all the grades are removed and the etching appears as perfect as a cast plate.
Since hitherto all publications on chemigraphy have duly described this method, I believe that I should not enter into further details, improvements, etc. Suffice it to call attention to weak points. In view of the new method later to be described, the reader may make a comparison between the two.
A very weak point is the method of strengthening based on the lithographic process of superimposing new color upon the old color. In consequence of the repeated melting in of resin, this latter acquires an uneven surface, which can be blackened in only with great difficulty. Equally untrustworthy is the lateral protection by melting off, which is only attained with safe uniformity by skilled workers. And what is more, with the weak coating at the beginning; even weak acid often works its way through to the etching, so that the finished etching appears slightly porous, and gives no dense black print. Also shaking, which is to promote the removal of the metallic mud and the gas bubbles from the lines of the etching, has an unsatisfactory effect, inasmuch as the single lines are often thus under-washed.
But the principal defect is that no accurate determination of the degree of each operation can be made, everything depending on the delicate execution of the process.
The time that the etching of a correct, deep cliché requires by this method is from eight to ten hours. This procedure also demands better trained hands {84} than the Austrian, which, in large establishments, is based on a division of labor, and in which men trained in a single manipulation, under good supervision, accomplish the maximum work surely and excellently.
Furthermore, the expenses of the manufacture on a large scale are far greater, since each etcher draws a greater salary than a workman skilled in a few manipulations, such as the following method requires.
I have already shown how a transferred plate should be prepared for etching by this method. Before proceeding to the details, however, we will prepare the etching baths, which, by the way, may always be employed for several plates. Corresponding to the three steps of etching, we require three baths of different concentration to be determined by means of an areometer with a Baumé scale. The bath for etching on is prepared in strength of 2° Baumé at a temperature of 18° C. There must be a quantity sufficient to cover the plate to a depth of 4 to 5 centimetres. The bath for middle etching requires 10° Baumé and a temperature of 18° C.; the bath for deep etching, 18° Baumé. These baths are prepared at the beginning, and are used for the five successive stages of etching. If, after continued use, the bath for deep etching should grow weak, it may be used for middle etching. For protecting the trays, I recommend a coat of gutta-percha over a well-coated inner surface of asphaltum. Everything being ready, immerse the prepared plate in the bath, and with an etching-brush brush the surface of the plate uniformly for two minutes.
The hairs of the brush must only rest lightly on the metallic surface. For determining time, use sand-glasses of two, three, and five minutes. After two minutes, take the plate out of the acid, wash it well with water, and examine it carefully. If the effect has not been uniform, see that two minutes more can be safely given in the etching bath. If by any sort of careless handling the plate has been injured, dry it with blotting-paper, vaporize the remaining dampness, and cover the soiled spot with very thick solution of asphaltum in turpentine. Cool, and continue brushing lightly for two minutes in the bath.
At the end of this time, wash and examine again. Even now everything will be intact. With very fine drawings, however, lateral action has already progressed so far that, under all circumstances, the exposed edges must be covered. Coarser drawings generally stand one or two minutes more.
To try the depth of etching: with your finger-nail on the edge of the black {85} rim, feel how far the etching-on has proceeded. As soon as the finger-nail catches, the depth is sufficient, and the sides of the lines may be covered.
For this operation the plate needs, above all, thorough washing, drying on both sides by blotting-paper and gentle heat, and a temperature of 45° C. At this temperature place the plate into the finest resin-powder, and rub the latter several times over the warm drawing, using for this purpose a fine brush. The protection, which has grown sticky through heating, retains a thin coating of resin, which, after dusting off the bright metallic spots with a brush and fine cotton, and after careful fanning off, is reheated to about 50° C. At this temperature the plate is returned to the white rosin, receives a good dusting-in, and being freed from excess as before, is heated to about 65°, so that the easily fusible rosin begins to spread out. At this moment extinguish the light, and put the plate into the asphaltum, which will attach itself copiously to the sticky resin. Brush the plate well with the substance, remove any excess from the bright spots, heat to 80° C.; then place it again into the asphaltum, brush it, clean it by removing any excess, and heat it to 100° C., when a complete combination of the resinous mass takes place, and a uniform etching varnish is formed. This last coating is extremely regular, and it is wonderful to see the accuracy with which the lines have been covered. Beginners are warned to pay attention to the careful cleaning of the bright parts of the plate when brushing and dusting it; should any resin remain behind, it melts on, and grows by degrees to a strong yellow tint, which is very difficult to remove, but very easy to guard against. Never forget to dust off the back.
While the plate is still hot, lean it against the wall, face in, and the back covered with a solution of shellac.
Now the plate is ready for further etching, which is carried on for two minutes in the first bath. At the end of two minutes, wash and examine critically. In almost every case we may etch for a third, or even a fourth time. It is, however, sufficient for the beginner to know that he has sufficiently etched in two spaces of two minutes each, after preparing with resin. Trying and examining with the finger-nail on the black edge will show a fine relief. Should it be possible to etch for a third space of two minutes, or even of one, without danger, it is preferable to do so. It should be a rule to proceed as far as possible, judging from the character of drawing and coating. Experience is easily gained in two or three trials, since anything can be examined at any moment. Beginners would do well to use a magnifying-glass with good field of view in examining, when they can observe the most sensitive portion, and {86} all changes may easily be noticed. The brush should be used lightly, to prevent scratching. Usually, it is fastened at right angles to a stick to protect the hands from the effect of the acid.
To raise the plates out of the tray, lay a gutta-percha thread into the bottom of each tray, fastened at one end to the top edge of the tray, projecting over the same on the other side. The plate is placed on the thread while etching. It may be removed without touching the bath by pulling the free end of the thread.
As already remarked, the spreading of ink on a surface which is more or less rough is difficult. For this reason the plate, when etched-on after my method, is to be washed out with oil of turpentine. A strong brush should be used for this, and some of the oil rubbed over the plate without pressure. You must cause a dissolving, not a rubbing off, of the coat. On continuing the addition of turpentine, the metal grows bright. Take, then, a handful of the coarsest of pine-wood sawdust and rub off the surface. This removes instantly every trace of turpentine, leaving a clean surface behind. For the sake of security, pour on more turpentine, rub with a somewhat softer brush, and remove again with clean sawdust.
It is important that the wash-table should always remain free from sawdust, which latter should fall through the grating into a suitable receptacle. If this rule is disregarded, the wash-brush will soon be a conglomerate of sawdust and hairs. Sawdust and turpentine will stick to the brush so tightly that a new brush will have to be purchased.
Now we again examine our work. It is a mark of success if the relief still shows its original smoothness in all its parts, and has nowhere grown porous. All the parts must be clear in their correct proportional strength, as seen in the transfer.
The treatment of the plate from the time of transfer to the close of the etching-on takes: for the saving of the edges and the white portions of the drawing, 2 minutes; for preparing twice with asphaltum, 4 minutes; for varnishing the back and coloring the plate, 4 minutes; for etching-on the lateral protection, 4 to 5 minutes; for preparing twice with resin, asphaltum, and varnishing, 16 minutes; for renewed etching, 4 to 5 minutes; and for washing, 5 minutes—that is, 33 minutes in all. Add 7 minutes for inspection and retouching, and 40 minutes will be the space allowed for etching-on. {87}
In order to give to the middle tints of the drawing the depth necessary for printing, we begin with a new blacking-in. We need for this purpose excellent, smooth, and hard rollers, which are immersed in minium and linseed oil, and are then left to dry for a short time. Contrary to the French method, we need here a thin composition for the etching ink, obtained by concocting equal parts of paraffine, suet, beeswax, and ordinary ink, prepared in an excess of good linseed oil. (Ready-made color of right composition may be had of E. Liesegang, in Dusseldorf, and other dealers.)
This color, when of right composition, possesses the power of absorbing resin-powder, and changes in combination with the same, when heated, to a compact, very solid, yet brittle mass.
Of this color, which is soft as butter, take a portion on a knife-point, and spread it upon the smooth rollers, forming a perfectly uniform layer. The complete covering is done by rolling, changing the adjustment at intervals. When a perfectly uniform, oily coat is spread on the color-slab and the rollers, begin rolling-in the washed plate.
Do not exert any pressure, but roll, carrying the handles so as to black the relief only from the surface of the rollers. Of course, it cannot be prevented, and is of no consequence, if ink attaches itself to the large white spots. Rolling continues till the oily brown coating has deposited itself uniformly. Exercise care in order not to get more ink on some spots than on others. The plate, now completely rolled, is placed in the finely powdered resin, with which it must be completely covered. For the space of two minutes the oily color absorbs the powder, which should, therefore, be strewn on it and rubbed off repeatedly. If saturation in the cold has taken place, dust off lightly with brush and cotton, blow off well, and heat uniformly to 35° C. The resin should not melt now, but should only grow sticky and combine intimately with the color, which forms the binding material. This change is observed immediately in the change resulting in the gray resin coat. As soon as the change occurs (beware of unequal heating), again place the warm plate into the resin, saturate as before, dust out, blow strongly on the bright, metallic spaces, to remove remaining traces of resin, and heat to 50°–55° C. At this temperature cover the film with fine asphalt powder, dust off as before, and heat to 65° or 70° C. In this condition the plate is again saturated with asphalt, and the layer, after careful dusting and blowing, is heated until it grows slightly {88} brilliant. Thus a complete coating is formed, and the plate has the appearance of Fig. 6. The black spots represent the dirt which has clung to the intensest lights, and must be removed. But before attempting this, we varnish the back of our plate with a solution of shellac, and cool it completely in water.

Now take a very coarse scraper, ground with a sharp edge; hold it between the index and middle fingers, and scratch away the dirt from the light spots, making the edge of the scratcher draw the strokes close together. The brittle backing breaks off finely, and in a few minutes the dirt is removed and the plate is ready for etching. If (which will only happen to beginners) the drawing should be scratched, the exposed spot must be covered, by means of a brush, with a thick, warm solution of asphalt in turpentine; the dirt which was scratched loose is brushed off, and the plate goes into the bath for middle etching for about three minutes. Brushing and washing follow in the same way as in the previous operation. At the expiration of three minutes inspect (with or without a magnifying glass); places that have been uncovered must instantly be covered with asphaltum, as already directed. Etching is continued till the lateral coating no longer protects the first relief, which generally takes place after the third period (in about nine minutes) in a new bath, but requires twelve to fifteen minutes in an old one. It is proved by the existence of only a narrow thread alongside of the relief. The moment can be well ascertained. If we wish to be sure of it we may do so by exposing the edge of the black rim at different places; the width of the thread is then apparent, and a safe conclusion may be drawn from the single spots as to the whole plate. If not enough middle etching has taken place, the thread remains wide and requires an extraordinary clean etching, which may lead to the picture growing thin and endanger the finest lines. Care, then, is necessary to ascertain the right moment of suspending the middle etching, and of continuing in the above-described manner with oil of turpentine, brushing, sawdusting, and washing. After drying and brushing off the sawdust with a strong brush, we have the clean plate ready for examination. We observe the grade of etching produced by {89} middle etching parallel to the contours of the different parts, and can safely assert that the process has taken its natural course. Etchings without real deep places (as high lights) might here be etched clean—that is, might undergo removal of the formed etching grade. Yet it is preferable to place the edge of the drawing as low as possible, to prevent a tendency to crookedness, so-called facetting, and to get a deep edge for nailing the plate on wood. The outward appearance of the etching improves considerably, and the cliché can be fastened much more securely. The chemigraphist must endeavor to satisfy the demands of the printer in all respects, and should omit nothing that serves to perfect his work. Thus only can he gain a good reputation both for himself and for his work.
Having been successfully treated in the middle etching process, the plate needs only depression of the larger light spots. Some simplify this part of the work by cutting out the highest lights by means of a chisel, reverse ground. This can easily be done after a little practice, and often saves time and acid. Care should be taken with the chisel; the plate should lie on a flat surface and the cutting twist be executed lightly and regularly. If this course is decided upon and is applied to the highest lights, proceed to the execution of the deep etching. Such chiselling does not happen in my laboratory, since I prefer to etch all plates alike to their normal depth.
An excess of ink is now well spread over the rollers and the plate is rolled in all directions. Close up all the middle tints and give the acid room only in the densest lights. This coating is done by warming the regularly covered plate to 31° C., and allowing the ink to flow down rapidly and cover the recesses. A second coating with slow manipulating of the rollers and manipulation of the handles without pressure, will yield a sufficient coat from above. If, despite this, certain parts should not be sufficiently blackened, rub on more ink till the covering is sufficient and the side protection perfect.
As in middle etching, we must proceed to the formation of an etching varnish by dusting with gums, placing into resin, by lightly rubbing this resin on in constantly renewed layers, till the absorptive power of the ink ceases; then warming and dusting warm with the same resin to complete saturation; then raising the heat as above, and dusting with asphaltum to saturation, heating stronger and finally placing the hot plate into asphaltum, which again secures all parts covered with ink and resin. {90}
At the different times of removing the dust, pay particular attention to the bright metallic parts. Over-removal of dust removes resin from the layer; under-removal leaves behind an obstinate yellow tint in the bright spots. Practice and experience readily prove the best teachers in this respect.
The final heating of the etching varnish must be pushed so far that an intimate connection is effected between all of its parts. This is easily noticeable from the uniform gloss of the mass. While still hot, the back of the plate is carefully varnished and cooling is promoted by dipping it into cold water.

But few spots are to be removed by chiselling (see Fig. 7), for the rollers have only blacked the middle of the highest lights. These spots, as indicated in middle etching, are scratched bright with a chisel. It is important always to scrape off the white edge around the drawing. Scratching of the plate does not even happen with beginners, except in cases of gross carelessness. If it does happen, a good covering with the turpentine solution of asphalt must be used. When this is all done properly we proceed to etch.
The process of etching by the aid of a brush is continued in periods of five minutes each. It is necessary to examine the side covering carefully at the end of every operation; a diligent brushing off of the surface is also to be recommended. Etching is continued until, by degrees, the lateral coating decreases and the grade grows narrower. At this juncture—that is, after about five to six operations (twenty-five minutes) the necessary depth is attained. In few cases (and almost always with beginners), it happens that a single coating does not suffice for deep etching without endangering the plate. In such cases wash the plate, coat it a second time, and form a second etching varnish.
When the depth is satisfactory the plate is washed and the new grade may be criticised.
After a proper examination, we proceed to the
Its object is to remove the last formed grade. Coat the plate with a very uniform coating of ink, corresponding to the one used in middle etching. A {91} criterion for correct coating is, that only the grade caused by middle etching be covered, while the grade from deep etching must remain exposed. Remember also that in heating the plate a further spreading is caused by melting.
To the inexperienced it may happen that the grade caused by deep etching is of variable width. These places must be removed by working over with a graver before continuing, as otherwise we will not attain symmetrical round etching.
The plate prepared for the latter treatment is only dusted once in resin, and then blown out. It is then heated to 45° C., and is dusted and heated twice with asphaltum at increasing temperature, just as in both the previous processes. Nothing now remains to be scratched away. After having varnished the back, the plate is etched in the middle etching bath two or three times for three minutes. At the end of each period examine whether another whole period is necessary, or whether rounding the plate requires less time. When this is over (several parts, which perhaps were already finished beforehand, have been covered), wash and approach the next problem, the removal of the grade resulting from the middle etching. This is called
Upon the clean, smooth rollers spread thick transfer ink and roll it out perfectly. It is advisable to warm the stone previously with a little alcohol, which promotes the working out of the color. When the surface of the color has become perfectly uniform the plate is rolled in slowly and without pressure. Pressure would deposit too much color in the finest recesses, and prevent the clean etching and sharpening of the same, thus causing lack of harmony in the prints.
It is better to coat the shadows with a pad, as they require more color.
The plate, thus blackened, is to be dusted once with the finest asphalt powder, then freed from excess by dusting off and blowing until the coating becomes brilliant.
Clean etching then takes place in the bath for etching on, in periods of one minute each, and repeatedly until the last thread has disappeared.
Now everything is ready for a proof, and for subsequent mounting.
Fig. 6 shows a print of the little picture given during the process of middle and deep etching, and admits of an instructive comparison during the progress of the work. {92}
Proofs are made from the cleaned plate (the back of which has been scratched clean) in the following manner: Upon a good lithographic roller place a quantity of the best ink and coat the etching uniformly. Help the shadows along by dabbing on some ink with a leather pad. When this is done, carefully rub off the excess in the lightest spots, and fix the plate in the rolling-press; place on it a sheet of well-calendered tissue paper, next a sheet of writing paper, a sheet of Bristol paper, and a cardboard. With very little pressure (the thickness of one cardboard less than in the transfer) draw it through. If the print is too weak, place paper below, sheet by sheet. The stronger spots may be blackened separately.
The first thing to be done is the removal of the black edge left by etching and the sawing out of such spots in the drawing as were spared for this from the beginning. The waste may be removed by means of a circular saw or a fine-toothed carpenter’s saw. Do not, however, forget to leave behind a margin of about three millimetres for the purpose of nailing the plate to the wood. The edges must be smoothed with a graver, filed and chipped off to a suitable plane, since sawing produces a sharp edge.
To remove the spots spared in the drawing, bore a hole through the metal at that spot with an American gimlet, introduce a scroll saw, and thus cut out the metal. The edge should be worked over with a dog-leg chisel.
By aid of the borer we also make the conical holes in the edge, through which the nails are to be hammered. Elevations caused on the back of the plate by boring should be removed by filing.
The block of wood which is to raise the height of the plate to that of type should be cut from perfectly dry maple, oak, or mahogany wood. With the plate it must just reach to the top of the type; the sides must be parallel, and all should be perfectly smooth.
Cutting at right angles can be done with a circular saw or with the aid of a mitre saw used by printers for such work. For exact examination of height, {93} pass the block and zinc through the caliber-bridge (Fig. 9). Roughen the base and top surface of the block with a toothing-plane. When convinced that the block fits perfectly, nail the etching upon it, taking care to drive the heads of the nails well into the holes provided for them, otherwise they will show in the print. If other small details are noticed, they may be removed with a dog-leg chisel.
This finishes the plate for delivery.
In the expounded explanation of my chemigraphical method, the following arrangement may serve the beginner as a guide to the manipulations from the beginning to the end of the work:
1. Planing the plate. 2. Grinding it out. 3. Freeing from fat, and then testing its cleanliness. 4. Transferring the drawing to the metal. 5. Preparing the metallic surface after transfer. 6. Strengthening the transferred drawing by rubbing, rolling, or flooding it as directed. 7. Transmutation of the transferred drawing into a resisting etching varnish by double besprinkling and burning in of asphaltum, subsequent to covering the edges and large light parts, and after varnishing the back. 8. Sharp or preliminary etching, strengthening with resin powder, and finishing preliminary etching. 9. Washing and examining the work. 10. Coating with etching ink for middle etching. 11. Formation of the etching varnish by double dusting and increasing burning-in of (a) resin and (b) asphalt; varnishing the back. 12. Chiselling out the lights of the picture. 13. Middle etching. 14. Washing and examining the result. 15. Coating for deep etching. 16. Formation of etching varnish by dusting, heating with increasing strength of resin and asphaltum; varnishing the back. 17. Deep etching. 18. Washing out and examining. 19. Coating for round etching. 20. Formation of etching varnish by single dusting and warming of resin, and double dusting and burning-in of asphaltum; varnishing the back. 21. Round etching. 22. Washing and examining the plate. 23. Coating for clean etching. 24. Formation of etching varnish by single dusting and burning-in of asphaltum at a high temperature. 25. Clean etching. 26. Washing and scraping the back. 27. Proofs. 28. Cutting out and mounting the plate.
Although the number increases almost every week, there are but few persons who understand photo-reproductive processes in all their details. Those who do, have been so chary of giving of what they know, that our literature on the subject is very scanty indeed. Consequently, as all the hints that are obtainable are very welcome, I have collated a few from various sources, and make a mosaics of them here for the general good.
Every would-be photo-engraver, if he is not already a skilled photographer, should obtain and study a good photographic text-book. If he proposes to make his own drawings, he should also obtain Burnet’s Essays on Art. The first will not only teach the best formula for the production of negatives, but it will also enjoin the importance of being careful, cleanly, and exact in all the manipulations. The second will teach how to draw according to the best rules of art. Remember always, the old injunction, whatever you are, be best! After the regular photographic manipulations are well looked after, the preparation of the drawing should have attention.—EDWARD L. WILSON.
There are two separate and distinct styles of drawing for reproductive purposes, whether the artistic engraver be employed, or any of the means of automatic engraving be used. These two methods are technically known respectively as fac simile drawing, and drawing in wash. The former consists in the sole employment of lines, in which the shading is to be produced as well as the outline of a picture. Every line and mark that is subsequently to appear in the engraving must be traced in the original. This description of drawing is applicable to wood engraving, to line engraving upon copper or steel, as well as to all the methods for automatically producing blocks for relief printing. The line method is also universally adopted by etchers in intaglio.
Successfully to prepare drawings for photographic reproduction it is essential that some knowledge should be possessed of the fundamental principles of {95} photography, as well as an acquaintance with the capabilities of the particular process of production which is to be employed. Thus, the material upon which the drawing is to be made should be of such a character as will yield a strong and well-defined contrast to the lines of the drawing; while the pigment employed for the drawing should be as black as can be procured. White Bristol board of fine surface, and the best India ink meet these conditions. A blue-black does not form a desirable drawing medium, but the introduction of red or orange into the composition should serve to intensify the photographic image. To draw upon a dark orange-colored paper with a pale blue-gray ink would be simply to disregard all photographic principles, for the photographic value of the paper and of the ink would be nearly equal, and the drawing would consequently be lost.
Uniformity of color in the drawing is also desirable, and the artist should resist the natural tendency to express distance and to produce his effects by diminishing the intensity of color in parts of his picture. From a drawing uniform in color a satisfactory negative is obtained; but, in the other case, the photographer must estimate an average duration of exposure, and will rarely escape the dilemma of some portions being overexposed while others are comparatively undeveloped. This theory receives illustration from the fact that very good subdued effects can be obtained from well-executed pencil drawings, where this uniformity of color is preserved. A longer exposure may be required, but every part of the picture will be equally developed.
To return to the matter of the paper used, color is not the only important consideration. If the surface of the paper is irregular and coarse in texture, such as painters in water-color delight in, good results must not be expected. A negative, taken in the ordinary way from a drawing made on such material, would inevitably reproduce all the inequalities of the texture of the paper, to the manifest injury of the more delicate parts of the drawing. In reproductions from old prints or printed books, the conditions and character of the paper present some of the greatest difficulties with which the photographer has to contend. The ridges in the surface of the paper cast shadows which are too faithfully reproduced in the negative. The employment of a diffusive rather than a direct light is the usual remedy, but the best way of dealing with the difficulty is that employed in the studio of the Autotype Company. The original is laid upon the floor under a strong light, and the camera set at an angle of forty-five degrees.
Mr. Alfred Dawson informs me that he inclines to the opinion, founded upon {96} his extensive experience and untiring experiment, that it is desirable to get rid of the surface of the paper altogether, by covering it with a substance similar to an enamel.
In conclusion, the conditions required in the successful preparation of drawings for photographic reproduction, may be thus briefly summarized: That a sufficient photographic contrast should exist between the pigment employed and the material upon which the drawing is made; that a paper should be selected which is smooth and without water-mark, and white; that the drawing material may be pencil or ink, in which blue is not a component.—JAMES S. HODGSON.
For newspaper line work excellent results may be obtained by drawing over a photograph, and then fading out the photographic parts not wanted. There are several methods, but the following is the most simple and the easiest to manage: Make a weak solution of cyanide of potassium and add a flake or two of iodine. When the drawing is made with water-proof ink and on a photograph printed upon bromo-gelatine paper the above solution flowed over it will at once cause such portions of the image as have not been drawn upon with the ink, to fade away and leave nothing but a fine ink sketch against a perfectly white background.—ROBERTS & FELLOWS.
This very simple and very safe method is to be recommended especially for advertisements in papers and for titles of books, and can be made both by aid of photography (by a transparency) and without it, in the following manner:
Make a copy, on copy-paper, of the drawing to be reversed, using an ink of gum, glycerine, and aniline, and transfer it carefully, without using too much water, when loosening. Dry the plate, and pour over it a solution of 1 part of asphaltum, 1 part Venetian turpentine, in 18 parts benzole; then allow to dry upon a plate. Place the plate into a weak soda solution, and develop with a fine pad of cotton, till the drawing stands clear. Ordinarily I employ the following method: A plate prepared for transfer is uniformly cleansed with gallic acid and then coated with gum, as in the case of blackening a transferred drawing, while both solutions are left to dry spontaneously. This done, the coating of gum and gallic acid is thoroughly washed off, and the plate is carefully dried and gently warmed. The transferred drawing must be made on {97} paper with an easily soluble layer composed as follows: dissolve 100 grammes of wheat starch—i. e., starch made of wheat—in 400 c.cm. of rain-water; raise 1 litre of water to boiling and dissolve therein: 50 grammes of common salt, 75 grammes of glycerine, 50 grammes of gelatine, and 25 grammes of molasses; when these are well dissolved and taken up, add slowly the wheat-starch, stirring continually; then allow to boil a short time so that we may dissolve it without an excess of water after the ordinary transfer of the picture. When this has been done, we wash it again with a soft brush and water, dry, dust twice, and burn in thoroughly with asphaltum. Place the plate in a very weak bath of nitric acid (10 cubic centimetres of acid to 1 litre of water), and rock it lightly for about two minutes until the zinc changes color. Then wash, dry, and warm.
The combination of gum and gallic acid is broken up by this etching in all those places which were not protected through the transferred drawing, and the latter itself, in the subsequent blackening with chemical India-ink, forms the coating and protection against a combination of the zinc below. It is best to blacken it with a brush and to warm the plate until the ink has become dry. Now moisten again with gallic acid and gum, wash the plate (without great pressure) with spirits of turpentine, rub on more of the solution of gum, and blacken as usual. Practice will insure safe working by this method.—J. O. MORCH.
It does not come within the province of this work to instruct in the preparation of inks and colors for etching or for printing, since such articles are better purchased of the dealers ready prepared. In all cases the choicest results are obtained by using the best apparatus and the purest materials. There is no economy in “getting on” with the “cheap.”
A few hints as to some of the “tools” which are found convenient in practice: For sifting the fine resin dust, a machine is employed, known to sieve manufacturers as “the composition sieve.” It consists of the ordinary sieve, having on each side a cover with a bottom of calf skin. The sieve-bottom is made of the finest silk texture. (See Fig. 10.)
For fixing and melting-in of the drawing on metal, I use a grate made of a wooden frame with diagonal iron rods. This form is preferable to the ordinary grate, because it allows the flame free access to the metal plate. Inasmuch as the heat is strongest in the centre, the cross-bars protect the centre of the plate from burning and from warping. The source of heat is either an alcohol {98} lamp (Fig. 11) in which cotton soaked in alcohol is ignited (the cover shown in the drawing serves to smother the flame), or a strong gas flame (Bunsen burner). The adoption of the latter mode is advisable.

| Fig. 10. The Sieve. | Fig. 11. |
Formerly I employed a plain cast-iron heating-plate, with a gas or a petroleum flame. The zinc plate, however, being in direct contact with the hot surface, warped very much. I obviated that somewhat by covering the heating-plate with a piece of wire-gauze. The strata of hot air thus obtained between the cast-iron and the zinc plate heats the latter equally throughout, and prevents warping. Still I prefer the direct method.
For freeing the plate from resin-dust, employ a strong pair of ordinary bellows.
The table (Fig. 12) for washing the coating material from the plate consists of a heavy framework, upon which rests a wooden grate. A massive table-board is not to be recommended, as the dirty sawdust adheres to the same, while with the other it easily falls through the openings into a box, and leaves the table free and clear.
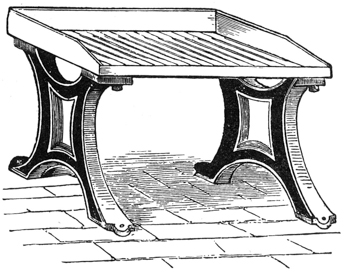
The measuring or calibre-bridge (see Fig. 7) serves to determine accurately whether the ready plates have the height of type. A rule of forty {99} centimetres will suffice for any plate. No plate should leave the workshop without having been tested as to its thickness or height on this instrument.
The zinc plane is of ordinary construction, to the bottom of which is attached a double layer of hard wood. The iron being arranged for scraping can be inserted in a position just the reverse of the ordinary plane.
The “hand-bridge” is a strong ruler, thirty centimetres long, and five centimetres wide, to the ends of which are fastened two blocks of wood one centimetre high. It serves as a support for the hand in retouching.
The rollers of the “chemigraphist,” and also the pads, are of greatest importance. For etching by the French process we need a good, rough roller, and a faultless, smooth one; for the Vienna process only the latter is needed, in addition to a smooth, tight leather ball or pad, such as was used in the art of printing prior to the introduction of rollers. A perfectly smooth surface is obtained by covering the rollers with a dryer, and allowing them to dry in the open air. A solution of shellac with camphor, applied like furniture polish, also yields a fine surface.—J. O. MORCH.
After bichromatizing the gelatine sheet for printing the transfer image, I proceed with the drying in a box constructed as follows:
The box has four walls or sides of cloth, or any other stuff that allows the air to pass through, and must have a solid bottom, which will allow the attachment of a heating apparatus beneath it. In this box is a cylinder which turns on its own axle, and which can be set in rotation from the outside when the box is closed. Upon this cylinder the gelatine paper, as we may call it, is placed, and the box closed. A very equalizing drying is thus obtained, by keeping the heating apparatus under the bottom of the box constantly at a steady, uniform heat. By these means, it will be noticed:
1. That an uneven running down of the chrome-layer is avoided, and uneven drying also positively prevented in consequence of the centrifugal force.
2. That the drying by the draft of air is regulated, and at the same time the air can be driven to a more rapid current.
3. That the grain formed by this extraordinary method is unusually perfect, and the nature of the grain more pleasing to the eye than when formed by chlorides.
4. That, as already stated, a rolling up or an uneven drying is hereby {100} positively prevented, as the paper is placed tight around the cylinder. And now for the main advantage:
This so dried paper is ready for use, and, when exposed to light, under a negative, produces a perfect and correct picture, which, when rolled up with transfer ink and developed in water, is ready for transferring direct on to the lithographic stone, or on to a metal plate, and to be further proceeded with as usual.—EDWARD MEISSNER.
The negative is taken, and a solid pigment of Chinese ink sprinkled on it with the Air Brush, by which it gets a wonderfully fine grain. A coarser grain is made in a similar way, by sprinkling with a knife over a tooth-brush that has been dipped in Chinese ink. The Air Brush, however, will always be found the most suitable instrument, and now a wide field for its use is opened to artists of all classes. Instead of using Chinese ink, gamboge, or any other solid and well-covering pigment may be used.
For the practical photo-engraver, lithographer, photo-lithographer, and other men of experience in photo-mechanical processes, no further explanation is required. They will at once see the superiority of this process over everything that has hitherto appeared. After the information we have just given, they will all be enabled to do work by this process. It will henceforward be easy to produce photo-lithographs for lithographic printing as well as printing plates for the type press without difficulty, in a short time, and at trifling expense.—FRED. BUEHRING.
A few hints on use of the acids will form my contribution to your work:
In order to obtain a proper resistance and firmness in the lines, it is necessary to prevent the acid from making the base that supports them too thin, and to strengthen the base by giving the depression the form of a V, and the base itself the form of an A. The depth must be great enough in the broad blanks to prevent the roller from sinking (although there is no danger of this when the lines are close together), and thus soiling them. A useless depth between very thin sides might weaken them; but, in the process employed, the attack by the acid continues only in proportion to the width of the spaces to be excavated. {101}
These results are obtained as follows: The prepared plate bearing the design is inked with a thick ink containing a little wax, and is placed in a trough with acidulated water, which slightly attacks the metal.
The trough is mounted so as to rock, and is kept in motion by a lever actuated by a steam motor. The water moves to and fro over the entire surface, and keeps continually washing the parts that are not protected against its action. No local saturation, therefore occurs, and the continuously renewed liquid attacks the bottom as well as the sides of the hollow. The sides would soon be rendered too thin were the biting-in too long continued, and for this reason the first attack is made with great care. It is upon this that depends the sharpness of the proof. The acid used is nitric, so dilute that it is scarcely perceptible to the taste, and in the proportion of about one and a half ounces to a quart of water. The acidity is kept up by a small quantity of acid of 36°, that falls drop by drop from a bottle provided with a cock. After about a quarter of an hour, the plate is taken out, and the operation repeated as generally directed.
Remember this: At every new biting-in the acidity of the bath is increased, and, when the broad parts alone remain exposed to the attack, acid of 6° B. may be used. In this state, the zinc plate, taken from the bath and washed and dried, is treated with benzine, and then with potash, in order to remove all fatty matter. It may then be seen that the sides of the hollows do not exhibit a regular sloping surface, but a series of ridges corresponding to the series of bitings-in. As these might take the ink, and affect the purity of the lights and shades, it is necessary to remove them by an operation analogous to the first, but carried on quickly in an opposite direction. With this intent, the plate, well cleaned and heated upon the iron table, is inked while hot, with a composition formed of two parts printing ink and one part each of resin and beeswax. This ink, which can be used hot only, descends along the sides of the depressions, and when it has got half way to the bottom the plate is cooled, and the inking is renewed so as to well cover the entire surface.
It must not be believed that in practice these operations can be conducted without extreme care. A want of attention, unsuitable ink, or a too high or low temperature, may lead to the loss or poor execution of the piece. It is often objected that the lines in this style of plates have not the boldness of those produced by the graver. It is not for us to answer the question whether this is a merit or a defect; artists generally endeavor to employ paper with an irregular and granular surface, and which is far from giving such boldness; {102} and he perhaps would be poorly appreciated who should present upon glazed paper a drawing made with the pen and resembling a picture made with the graver. It is the artist’s business to produce the work such as he desires the Gilloteur to render it.—GILLOT.
Multiplication of printing-blocks by galvanoplastic, or stereotyping, is not so easy as in case of woodcuts or type. The main difficulty lies in some peculiarities of the process of etching, especially if the plate has been produced by the French method. The reproduction of a form is often impossible, since the matrix is caught on certain rough spots and then tears, thus rendering galvanoplastic reproductions imperfect.
Having very frequent opportunity of making matrices from plates, I call the etcher’s attention to several points upon which the success of the work depends. On no condition whatever may any parts of the plate be corroded from beneath, as wax or gutta-percha will invariably tear when lifting off the impression (mould).
In the second place, the bottom of the etching must be perfectly smooth, not rough; the single grades, left by etching, must be removed, and the lines must incline perfectly smooth toward the depth of the etching.
In stereotyping, the process of drying presents special difficulties, since with heat the wood warps and distorts the plate; the cold process, on the other hand, does not give equally sharp impressions. For this purpose I have mounted the plates on lead instead of on wood, and am thus enabled to get sharp impressions and to apply hot drying.
Instead of paste, I employ light magnesia; instead of oiling the plate before planing or rolling it in, I give it a high polish with stearine oil and rouge by means of a circular brush, and brush it once more with talc. Thus I am sure of success.
A wood-cut gives the outrunners of the finest portions in a plane which runs downward; an etching, on the contrary, shows the whole engraving in one plane. According to this the outrunners (the borders) often print somewhat hard, unless care is taken to alleviate this fault. This will be easy to the experienced workman. {103}
Starting from the fact that a zinc plate is easily bent, place something under the back of the heavy portions in mounting, and when nailing drive the nails tight in the white lights and on the edges; thus the borders are deepened, and print softer.
In this manner an experienced and practised hand can produce effects impossible in any other way.
For printing on rotary machines, galvanos are used in many places. But a zinc plate may be excellently fastened in the following manner:
Clean the back well and solder the back with soft solder, as is customary in galvanic backing. Then attach it lightly to its place on the wooden or metal block, hammer or roll in the plate without paying special attention to the zinc plate, dry the matrix, and lift it from the form. After preparing for casting take the zinc plate from the wooden block, bend it while hot, put it back into its position in the matrix, cover the edges with tissue paper and paste, dry the edges with an iron, place into the casting apparatus and cast as usual. In this manner the zinc plate (metal, cast from a matrix) is in place at exactly the height of the type and will print excellently. (The face is to be slightly oiled before fastening in the matrix, to prevent any sticking of the lead.)
As a cover for the printing cylinder, I have always found paper most serviceable, although covers of English leather are also advantageous, especially for large editions. I should not recommend felt.
The rollers for printing zinc plates should be held with somewhat stronger tension than for printing of wood-engravings.
As a method of preparing, I recommend the gradating of the lights and shades, known to every intelligent machinist. Wherever possible, highly calendered paper should be used, as it gives the best results.
Nitric acid may be replaced by sulphate of copper, especially in the first periods of etching, and etching can be obtained both in a galvanic way and by easy shaking of the tray. The sulphuric acid of the copper sulphate combines with the zinc and the copper, and when liberated, precipitates as an amorphous, muddy substance.
Although this process has almost entirely fallen into disuse, the most important points are treated of below.
The bath.—Dissolve pure copper sulphate (of the strength of 9° Beaumé) at a temperature of 15° C. Etch galvanically in this bath by placing in it a clean {104} copper dish. The plate prepared for etching as per page 84, is rubbed bright at the four corners and four S-shaped narrow strips of sheet copper are so fastened to the bright zinc that the S-shaped end rises about three millimetres over the picture. Then place the plate face downward for three minutes into the bath, above the copper plate, which is electrically connected with the zinc by brass strips, so that instantly a strong galvanic current is set up. The etchings are found to be very satisfactory and interesting. In three periods (nine minutes) a beautiful preliminary etching is obtained with rather perpendicular faces.
I cannot recommend etching by shaking, as the sediment causes rupture of the finest lines.
Experienced etchers can also apply their art to the reproduction of drawings by means of the printer’s press, in the following manner:
A plate, ready for etching and free from grease, is cleaned with weakly acidified water, the remaining water drawn off with a blotter, and the plate gently heated. By means of a pad a fine paste of graphite is rubbed upon the surface; it is then moderately heated and a very thin gauze-like layer of warm white wax is applied to the graphite surface. After cooling the plate, spread upon it a coat consisting of the finest orange-colored chrome yellow (rubbed to a fine dough with water and gum). In this ground layer we can erase as for deep etching.
Brush the finished surface with writing ink dissolved in benzine (using a fine wide brush). The plate should be warm. Take a pad made of cotton, dip it into water and work over the surface in small circles until the image has become well developed. From this point we can continue according to the usual method.
J. O. MÖRCH.
The great competition demands of every chemigraphical business a ready, productive organization, which is also attentive to the rules of economy. In following out the latter it is advisable to aim at a division of labor. By giving to the single workmen more practice in each particular manipulation, the quality of the work is also promoted. To secure a lucrative trade, we need the following helpers: 1. A foreman thoroughly acquainted with the whole process. 2. A photographic assistant, who is skilled especially in straight line {105} reproduction, and who aids in the copying of negatives. 3. A carpenter, at the same time polisher of the zinc and finisher of the plates, who will also assist at other things in general. 4. A first manipulator, who understands blacking of the plates and the examination of the same throughout the whole process. 5. A man to form the etching varnish on the plates. 6. A man to scrape off. 7. A man to etch. 8. One to wash plates and to make himself generally useful. With the aid of such a staff it is possible to produce 2000 square centimetres of etching daily, and by the addition of a ninth assistant the capacity can be raised to 3000 square centimetres.
A first manipulator can be trained in three months, a carpenter in the same time, and the others in four to six weeks.
The head of the establishment will, of course, be doubly busy during these first months. Upon his abilities depends the success of the whole.
I think it is inadvisable to introduce etching into all the printing establishments, as production on a small scale is far more expensive and less satisfactory. But it is advisable to add to the chemigraphy a small lithographical laboratory.—J. O. MORCH.
As I had to stumble through to success like many others, I gladly give a few little items of practice which may speed the work of others. I like this for a sensitizing solution:
| Bichromate of Potash in powder | 1 | ounce. |
| Water | 15 | ounces. |
| Alcohol (950) | 4 | ounces. |
| Liquor Ammonia | 1 | ounce. |
After I have sensitized the gelatine transfer paper I increase the surface quality by laying it upon a glass plate which has been heated very slightly indeed with vaseline. I use a squeegee to secure close contact and then stand it up to dry, say over night. A slight start at one corner with a knife point will cause the paper to leave the glass readily.
It pays always to get the best material. Nothing is worse than a bad quality of zinc. I use No. 10. A strong, well-made clotheswringer will answer for a time, for making transfers, when a lithographic press is not convenient. The pressure should be uniform.
Learn to be systematic until you are familiar with all the details of the work. It might be well for you to make a numbered list of the necessary operations {106} and paste it up where you can see it and refer to it handily. Accustom yourself to having a place for everything and everything in its place. I have seen many an etching lost by disregard of this rule.—C. W. ROCHE.
In Chapters III. and IV. on engraving on copper, the resist and relief are made by what is called in photographic nomenclature the carbon process—that is, printing in gelatine to which has been added a suitable pigment. This pigmented gelatine, spread upon paper and dried, is known in commerce as carbon tissue, and is sold of various colors and degrees of density as regards the quantity of pigment incorporated with the gelatine. For our purpose that tissue containing the minimum quantity of pigment is the best (this only applies to the resist or relief on the copper, not to the transparency necessary for printing the resist from; in this case what is known as transparency tissue must be used, and that is made with the maximum quantity of pigment (India ink) incorporated with the gelatine), but as the subject of making transparencies in carbon has already been treated of, the present notes will be confined entirely to developing carbon prints upon copper for resists (Chapter III. for reliefs Chapter IV.).
The carbon tissue of commerce is not sold in a sensitive condition; therefore, the first care will be to render it sensitive to the action of light, which is done by immersion in a solution of bichromates of potash and ammonia.
First of all dissolve in eighty ounces of water one and a half ounces of bichromate of ammonia, and one ounce of bichromate of potassium, and filter. Then cut the carbon tissue into suitable sized pieces—i. e., pieces a little larger than the subject on the transparency or negative to be used, and a little smaller than the copper plate upon which it is intended to develop the carbon print; next select a sufficient number of glass plates quite free from scratches a little larger than the pieces of tissue, now clean these glass plates carefully by polishing with clean linen or silk cloth free from lint, then dust over with French chalk and again well polish; then coat with thin plain collodion, and when the film is well set place the collodionized plate in clean cold water until the greasy appearance that shows on the first immersion in the water has disappeared.
Place the filtered bichromate solution in a clean dish, then immerse the pieces of tissue, one at a time, taking care that no air bells are allowed to {107} remain upon the surface; if any form, remove them by bursting them with the fingers. After the tissue has been in the solution for three minutes, take one of the collodionized and washed plates from the water and remove one of the pieces of tissue from the bichromate bath, place the two face to face, lowering the tissue gently down upon the collodion film, then place the glass plate upon a bench, lay a piece of Macintosh cloth (larger than the plate) over the tissue, and with a squeegee gently scrape along the Macintosh; this will bring the carbon tissue into contact with the collodion film, and also expel superfluous bichromate solution, but care must be taken not to remove too much of the bichromate else the tissue will be insensitive and print hard. The plate is now placed upon a rack, and all the remaining pieces being done in the same way are also placed upon the rack.
The tissue being thus squeegeed into optical contact (the squeegee is made with a strip of soft rubber fixed between two pieces of wood) with the collodionized glass, it must be dried in the dark room in a current of warm air, not higher than 60° F., else the pigmented gelatine will melt and be useless (bye the bye, the bichromate solution in hot weather should be iced so as to keep the temperature below 50° F.).
When the tissue is dry it is stripped from the glass and stored in a tin tube, and care must be taken to keep it away from the light, as if the tissue be once exposed to the light even for a short time, the action will go on in the dark.
In treating of the transparencies, it is mentioned that the subject on the transparency or negative is marked, this being necessary to form what is called a safe edge to the carbon print. If such a safe edge be not provided, the carbon print will not adhere to the copper during development; therefore, the extreme edges of the tissue must be guarded from the light during the exposure in the printing frame.
The exposure to light under the negative or transparency must be timed by means of an actinometer, which may be improvised by dividing a strip of tracing paper into ten spaces, and numbering these spaces so:

Write the figures with good black ink and then cut other pieces of white tracing paper into strips of the same width. {108}
Now lay the piece of tracing paper with the numbers on it, upon a piece of glass 4 1⁄4 × 3 1⁄4 inches, and fix it in the centre, then place thicknesses of tracing paper over this so that space 2 has three thicknesses of tracing paper, space 3 five thicknesses, space 4 seven thicknesses, space 5 eight, space 6 nine, and so on up to 10. Now if a piece of ordinary sensitive albumen paper is put into a frame behind this screen, it will form an actinometer, and when, after exposure to light the figure 5 is just visible, five tints are registered.
This actinometer will with practice enable the operator to judge when the carbon tissue has been exposed sufficiently long; the only guide that can be given, is to err on the side of overexposure rather than underexpose.
The carbon tissue being exposed, it is removed from the frame, and placed in clean cold water; then as soon as it begins to uncurl itself, the copper plate is placed in the water, and the two are brought into contact, the tissue adjusted in position upon the copper, then removed from the water, and a squeegee applied vigorously to the back of the tissue, applying the squeegee first one way and then the other.
Now allow to stand a few minutes, then immerse it in water at a temperature of 90° or 95° F., and in a few minutes the pigmented gelatine will begin to ooze from under the paper backing, which may now be stripped off and thrown away. The copper plate may now be raised and gently laved with the hot water, or it may be allowed to remain until the whole of the soluble gelatine is dissolved away, leaving the picture upon the copper plate, which is rinsed in cold water and dried.
For the purpose of copper plate work, the image must be thoroughly well exposed, every detail being impressed, else it will be impossible to get a good photogravure; therefore, until the operator thoroughly understands the use of the actinometer it will be as well to make a few prints upon a piece of opal glass.
Carbon tissue does not keep in a sensitive condition more than a month, under the most favorable conditions, the general time perhaps being a week. The first sign of deterioration is generally shown when trying to mount upon the copper, after soaking in cold water, the tissue refusing to adhere after the application of the squeegee. The best way to test the sensitive tissue is to take a small piece and immerse it in cold water for a minute, then put it into water at 95°, and, if the coating dissolves off the paper the tissue is all right; if it does not, it is useless. Tissue will generally be found at its best about {109} three days after sensitizing, and will gain rapidly in sensitiveness daily afterward.
Carbon tissue can be made at home, the following being the formula:
| Gelatine (soft) | 10 | ounces. |
| Sugar | 4 | ounces. |
| Water | 30 | ounces. |
Dissolve the gelatine at as low a temperature as possible, then add the sugar and churn thoroughly; then add sixty grains of India-ink, previously dissolved in a little water, again churn, then strain through muslin into a dish (which dish is placed in another containing hot water). Now take two sheets of paper, grasp one end tightly and drag them rapidly through the tissue compound, and directly they are lifted clear of the solution let an assistant grasp the bottom and you dropping the top, will reverse the sheets and keep the gelatine on the surface of the paper; when the gelatine has set, divide the two sheets and hang up to dry; when dry the subsequent proceedings are the same as for commercial tissue.
This process will often be found useful to reproduce a drawing on yellow tracing-paper, so as to give a more suitable copy to photograph from.
Coat with a fine sponge a hard, well-sized paper, with
| Water | 300 | parts. |
| Gelatine | 10 | parts. |
| Perchloride of Iron (dry) | 20 | parts. |
| Tartaric Acid | 10 | parts. |
| Persulphate of Zinc | 10 | parts. |
and dry in a dark-room.
When dry, expose under the tracing until the greenish-yellow tint of the paper has disappeared, except where covered by the opaque lines.
Development is effected in a bath made by dissolving 20 parts of gallic acid in 200 parts of alcohol and 1000 parts of water; then wash in plenty of clean water.
Plain Acid Mordant.—(Kruger.) | |||
|---|---|---|---|
| First biting: | Muriatic or Nitric Acid | 1 | part. |
| Water | 8 | parts. | |
| Stronger: | Acid | 1 | part. |
| Water | 4 | parts. | |
| Deepest: | Equal parts acid and water. | ||
Ed. Turrell. | ||
|---|---|---|
| Glacial Acetic Acid | 4 | parts. |
| Absolute Alcohol | 1 | part. |
| Nitric Acid (specific gravity, 1.28) | 1 | part. |
The acetic acid and alcohol are mixed and allowed to stand for half an hour, then the nitric acid is added very gradually. This mordant is applied from one to fifteen minutes, according to the strength desired, and may be strengthened by adding nitric acid.
Alcohol seems to be added with the object of softening the action in the first biting, and of making the mordant bite at once. For etching Niepce de St. Victor’s asphaltum plates, M. Lemaitre used, for the first biting:
| Nitric acid, at 36° | 1 | part. |
| Distilled Water | 8 | parts. |
| Alcohol, at 36° | 2 | parts. |
And finished off with nitric acid and water, without alcohol.
Etching Solution with Nitrate of Silver. | ||
|---|---|---|
| Alcohol | 6 | parts. |
| Distilled Water | 9 | parts. |
| Pure Nitric Acid | 16.6 | parts. |
| Nitrate of Silver | 0.83 | parts. |
The liquid improves by keeping. Before beginning, wash the plate for a few seconds with dilute nitric acid (at four per cent.), then apply the above mordant for about three minutes, and wash off with distilled water containing six per cent. of alcohol. Repeat the biting as often as may be necessary, well washing between each operation.
Deleschamps.—Glyphogen. | ||
|---|---|---|
| Acetate of Silver | 8 | parts. |
| Rectified Spirits | 500 | parts. |
| Distilled Water | 500 | parts. |
| Pure Nitric Acid | 260 | parts. |
| Nitric Ether | 64 | parts. |
| Oxalic Acid | 4 | parts. |
This is recommended as being free from the defects of many of the other mordants, and as giving a clean vertical bite.
Several formulæ contain salts of copper.
Roret. | ||
|---|---|---|
| Nitric Acid | 62 | parts. |
| Distilled Water | 125 | parts. |
| Alcohol | 187 | parts. |
| Nitrate of Copper | 8 | parts. |
Iodine is recommended as a very efficient mordant for steel, being free from the inconveniences caused by the disengagement of gas, as when biting with nitric acid. Messrs. Schwarz and Boehme give the following:
| Iodine | 2 | parts. |
| Iodide of Potassium | 5 | parts. |
| Water | 40 | parts. |
This may be further diluted up to 40 parts more water, for etching the finest lines. It gives good deep lines, sharp, and with clear edges even, for the finest and closely ruled lines have no tendency to run one into the other.
The following resembles the etching fluids for copper, commonly known as “Dutch mordant.”
Cooley. | |||
|---|---|---|---|
| Hydrochloric Acid | 5 | parts. | |
| Water | 95 | parts. | |
Mix and add: | |||
| Chlorate of Potash | 1 | part. | |
| Water | 50 | parts. | |
Acid Mordants.—(Lalanne.) | ||
|---|---|---|
| Nitric Acid, at 40° | 1 | part. |
| Water | 1 | part. |
With a little old etching solution added, or pieces of scrap copper.
Malaret. | ||
|---|---|---|
| Nitric or Sulphuric Acid | 1 | part. |
| Saturated Solution of Bichromate of Potash | 2 | parts. |
| Water | 5 | parts. |
Fizeau used for daguerrotype etching a mordant composed of nitric, nitrous, and hydrochloric acids.
Dutch Mordant. | |||
|---|---|---|---|
| Fuming Muriatic Acid (specific gravity, 1.190) | 10 | parts. | |
| Water | 70 | parts. | |
To this add a boiling solution of | |||
| Chlorate of Potash | 2 | parts. | |
| Water | 20 | parts. | |
This may be diluted with from 100 to 400 parts of water as required.
Perchloride of iron, more or less diluted in water, is, according to Hamerton, an excellent mordant. It bites deep and clear, without enlarging the line much, and there is no ebullition, as with nitric acid. It is particularly useful in photographic etching through gelatine, as the latter is insoluble in it.
In most cases the mordant is flowed over the plate, or kept moving on it in the same way as a photographic developer. Such mordants are generally used for finishing off and deepening the light tints, and are called eau fortis à couler or à passer. The following formulæ are given: {113}
Roret.—(Abraham Rosse’s.) | ||
|---|---|---|
| Strong White or Distilled Vinegar | 3 | litres. |
| Sal Ammoniac | 180 | grammes. |
| Common Salt | 180 | grammes. |
| Pure Verdigris | 120 | grammes. |
A little oxalic acid is sometimes added. The solids are ground up, and boiled in the vinegar. Acetic acid at 3°, or pyroligneous acid, may be used in place of vinegar, and, if too strong, more vinegar should be added.
The following, used by Callot and Piranesi, is similar and prepared in the same way:
| Strong Vinegar | 8 | parts. |
| Verdigris | 4 | parts. |
| Sal Ammoniac | 4 | parts. |
| Salt | 4 | parts. |
| Alum | 1 | part. |
| Water | 16 | parts. |
For relief etching use only 10 parts of water.
For etching copper in relief, the following glyphogen is recommended by Deleschamps:
| Nitrous Acid, at 30° | 2 | ounces. |
| Acetate of Silver | 6 | drachms. |
| Hydrated Nitric Ether | 16 | ounces. |
The nitric ether is prepared by mixing two ounces each of nitric acid and alcohol, and, when the reaction commences, stopping it by adding eight ounces of distilled water.
Flour of sulphur mixed with oil forms a good composition for etching tints. It can be applied with a brush. For a flat tint, Hamerton says “Oil the plate liberally with olive oil, and blow flour of sulphur upon this.” The sulphur, if allowed to remain on the plate, will produce a flat tint, more or less deep in proportion to the time it remains.
Roret gives the following formula for tint etching:
| Bay Salt | 2 | parts. |
| Sal Ammoniac | 1 | parts. |
| Verdigris | 1 | part. |
These are pounded together, and the mixture kept in a bottle. {114}
When required for use, grind up a little in a glass with some syrup of old honey, so as to make a mixture which flows readily. It may be used with a brush like a color. It is used after the bitings of aquatint plates with acid, to give finish and vary the tints.
Fielding (for aquatint). | ||
|---|---|---|
| Nitrous Acid | 1 | part. |
| Water | 5 | parts. |
For the strongest touches, nitrous acid and water, equal parts, applied with a feather or brush. No. 19 may also be used for this purpose, either with or without a little gum.
| Distilled Water | 12 | parts. |
| Alcohol | 3 | parts. |
This is said to give a grain in biting, so that the ordinary grained ground may be dispensed with.
It has frequently been proposed to etch by means of electricity, and in some cases it may be an advantage to do so.
The copper plate to be engraved is attached to the positive pole of a suitable battery and placed as anode in a solution of sulphate of copper, or in water acidulated with sulphuric acid.
In suitable cases, different degrees of depth may be given, putting parts of the anode and cathode nearer together or further apart.
Grove etched daguerrotype plates with a single pair of Grove or Bunsen cells, by inserting the plate to be etched, and a platinum plate of the same size, in a wooden frame having two grooves a quarter of an inch apart.
The daguerrotype having been attached to the battery as anode, and the platinum plates as cathode, the frame is immersed in a suitable vessel filled with
| Hydrochloric Acid | 2 | parts. |
| Distilled Water | 1 | part. |
Contact is made for about half a minute, after which the plate is removed from the acid, washed thoroughly with distilled water, then placed in a solution of hyposulphite of soda or ammonia, and the deposit removed from the surface {115} with gentle rubbing with cotton. It is again rinsed with distilled water and dried.
The comparative cheapness of zinc would give it an advantage over copper or steel for engraving or etching with the graver or point, but it does not seem to be recommended for these purposes. It is hard to cut with the graver, and, though it bites easily, it is not suitable for fine work. Another defect is that it will not stand a long impression; but this may be overcome by surfacing the plate with copper. The principal uses of this metal for printing purposes are for surface printing or zincography in the same manner as lithography, and for the process of biting in relief, and zinco-typography or Gillotage, now so largely employed as a substitute for wood blocks. It can also be engraved very delicately in the same style as engraving is done on stone, through a coating of gum.
The etching fluids for zinc are of two entirely different kinds: first, mixtures of gum and weak acids used for preparing plates for zincographic printing in the lithographic press, or for preliminary inking preparatory to being bitten in relief by the Gillotage process; and secondly, mineral acid, more or less dilute, used for biting in relief and ordinary etching.
This kind of etching is more of a preparation of the plate for printing than engraving or biting, the object being merely to fill up the pores of the metal with gum, and prevent it receiving printers’ ink from the roller elsewhere than on the lines of the drawing.
The solution most commonly employed for this purpose is a mixture of gum and decoction of nut-galls, in use at the Ordnance Survey Office, Southampton, and given by Sir Henry James in his work on Photo-zincography. It is prepared as follows: Four ounces of Aleppo galls are bruised and steeped in three quarts of cold water for twenty-four hours; the water and galls are then boiled up together, and the decoction strained. The gum-water should be about the consistency of cream. One quart of the decoction of galls is added to three quarts of the gum-water and to the mixture are added about three ounces of phosphoric acid, which is prepared by placing sticks of phosphorus in a loosely corked bottle of water, so that the ends of the sticks may be uncovered. The oxidation of the phosphorus produces phosphoric acid, which dissolves as fast as it is formed. {116}
The etching solution should only just mark a piece of plain zinc.
In Richmond’s Grammar of Lithography the following modifications of this formula are given:
| Decoction of Nutgalls | 3⁄4 | pint. |
| Gum Water as thick as Cream | 1⁄4 | pint. |
| Phosphoric Acid Solution | 3 | drachms. |
Boil one and a quarter ounces of bruised nutgalls in one and a quarter pounds of water till reduced to one-third, strain, and add two drachms of nitric acid and four drops of acetic acid.
Richmond recommends, however, the use of a simple decoction of galls without acid, and gumming in after etching.
Scamoni has the following, by Garnier: Boil about one and a half ounces of bruised gall-nuts in a pint of water till reduced to one-third, filter, and add two drops of nitric acid, and three or four drops of muriatic acid. For very fine work this may be weakened with water. It is applied for about a minute, then washed off, and the plate gummed.
In biting zinc plates in relief, the acid generally used is nitric of different degrees of strength, according to the nature and state of the work.
After the transfer is made, the plate is etched with one of the foregoing preparations, then inked in and dusted with finely powdered resin, which adheres only to the lines. This procedure is followed after every biting, the plate being warmed to melt the resin and inky coating, so that it may run down between the lines and protect them from the undercutting action of the acid.
Kruger, in his Die Zinkogravure, recommends for the first relief etching, nitric acid 30 to 40 drops to 100 grammes of water, applied for five minutes. For each subsequent etching, 8 to 10 drops of acid are added for each 100 grammes of water, and the time is increased, from five to fifteen minutes. For the final etching of the broad lights he uses:
| Muriatic Acid | 4 | parts. |
| Nitric acid | 1 | part. |
| Water | 16 | parts. |
To soften down the ridges between the lines the plate is inked and dusted as before, and etched with dilute nitric acid at five per cent., applied for a {117} minute, and the inking, dusting, and etching repeated as often as may be necessary.
Finally, in this department, only the novice will require an explanation of the varied productions possible by means of the processes already given. As actual examples, reference may be had to the illustrations in this work. Figures 1, 2, and 3 are specimens of line work, zinc etchings made from pen and ink drawings. The figures in the following chapter were made in the same way.
Figures 4, 5, 6, and 7, as well as some others, are zinc etchings reproduced from Mr. Mörch’s work. With them more effort has been made to secure half-tone by a variety and quantity, or filling, in of lines. The example below was made by using the objects (ferns) themselves as the negative, without any interposition from photography, and shows one of the possible applications of zinc etching. It is delicate work and is very beautiful when carefully done. An example of true half-tone, obtained in the manner described in Part II., is the one which follows. It was made by Mr. F. E. Ives, the earliest inventor of a half-tone process, several years ago. The larger examples of half-tone work which appear in this book are made after the most modern fashion and formulæ, as described in Part II., and will serve well to show what the worker in this fascinating process may expect to reach after patient and persistent experiment. When we look upon Fig. 1 and see the very best that zinc {118} etching could do a few years ago, and compare it with the Mosstype and other half-tone pictures now possible, we may well wonder at the growth of the art.
It has been attained by the careful and persistent plodding of a few. Many a method has been discarded for a newcomer, and there is no telling what may come next. Photography has about revolutionized the illustration of books and magazines, and has made the newspaper far more attractive than it was a few years ago. It has made the faces of almost every renowned individual familiar in every land and in every household, and the attractions of every known country have been so pictured by it that every intelligent child is familiar with them. It has been said that process-engraving has supplanted wood-engraving. This is not so. How many newspapers were illustrated before process-engraving was made available? How many works of the old masters and gems of the old museums abroad were made familiar to the lovers of pictures everywhere, by wood-engraving? Instead of coming into the arts to take the place of another, photo-engraving has made a place for itself and a market for itself. Moreover, it is refining and educating the masses by creating a love for art, where before its advent, there was very little feeling for the beautiful. Its accomplishments have been marvellous, and yet they have hardly begun. The good photography has done in bringing the wood-engraver up to his duty in following the artist in every line and light and shade, it will augment by teaching him how to secure the loveliest effects of nature. It will make way for more wood-engraving as well as for more process-pictures if you choose to call them such.
In printing from copper plates, the ink, instead of being spread on the surface of the plate by means of a flexible roller as in ordinary type printing, is smeared over the previously warmed plate and thereby forced into the deep parts of the plate. Then, after the surface is polished, the paper picks out the ink from these cavities and so forms the picture. Therefore, instead of using a negative for producing the resist, a transparency is required; and for the production of subjects in line, the transparency must fulfil all the conditions laid down as required in a negative for the production of prints for zinc etching and for photo-litho. transfers, and must be from a subject in line or in stipple.
The negative is made the exact size required, by the wet collodion process (the lens being used without the reversing mirror). This negative is intensified by immersion in the bichloride of mercury solution, and after well washing is blackened by the application of ammonia, as directed in Part I. of this book, under the head of photographic manipulation.
The negative must be varnished, and the margin outside the actual subject required to be shown in the copper plate, must be masked by means of strips of tin-foil cut perfectly straight and laid in position squarely and symmetrically. The object is to make this margin appear in the transparency as perfectly clear glass.
The masked negative is next placed in the carrier of the dark slide, film up; then a couple of thicknesses of blotting paper about the eighth of an inch square are laid on the extreme corners of the negative. Upon these pieces of blotting paper a sensitive wet collodion plate is placed face down. The little squares of blotting paper serve to prevent the sensitive plate from touching the negative. {120}
The camera, with the lens out of focus, should be pointed to a large sheet of white paper; insert the dark slide, draw the shutter, uncap the lens, and the light reflected from the white sheet through the lens, through the negative upon the sensitive plate, will result, after development, in a transparent positive of the negative.
The time of exposure will, of course, vary and can only be found by experiment. The operations of development, etc., are carried on as for a negative.
This method of making transparencies in the camera yields the best possible results, as the rays of light are projected by the lens perfectly parallel, and the resulting picture is far crisper than it is possible to obtain by exposing in the ordinary manner.
If the negative to be reproduced is already made, and is larger than required, mask the margin by means of the tin-foil, place it in the holder of an enlarging camera, film towards the lens if the negative was made without a mirror; but if the mirror was used and the negative is a reversed one, the film must be placed away from the lens.
The camera is now adjusted so as to get the image the size required, then a sensitive wet collodion plate is used to receive that image and produce the transparency.
The transparency for printing upon a copper plate must, when laid upon a piece of white paper, allow every detail, however minute, to be perfectly distinct by reflected light. If this is not so it will be impossible to get a good engraving on the copper plate.
The transparency being secured, a plate of highly polished copper is cleaned with a little fine whiting and alcohol, then flooded with water. Take care that all grease has been removed (which will be detected by the water running in streaks); next wipe the plate carefully with a clean, soft cloth, and place it in the jaws of the whirler mentioned in the chapter on the apparatus for zinc printing. In the dark-room coat the copper plate with prepared bitumen (see chapter on engraving on zinc in half-tone), and set the whirler in motion. When the film of bitumen is dry, place it in contact with the transparency in a printing frame, and expose it to the light (sunlight, if possible).
The time of exposure will depend very greatly upon the time of year and day, but, in direct sunlight, ten to fifteen minutes will be about the time.
After exposure, the copper plate is removed from the frame, and placed in a dish containing turpentine. Keep it rocking until the image is developed by the unaltered bitumen being washed away, then remove the plate from the dish, {121} and wash it well under the tap. When quite dry, coat the back and edges of the copper with ordinary black varnish laid on with a camel’s-hair brush, so as to prevent the mordant to be used from attacking the back.
Alterations and additions may now be made by means of transfer ink thinned with turpentine, applied by a sable brush, or by means of an etching needle or scraper, remembering that the etching needle or scraper will make a black line and the transfer ink will cause a white mark, or exactly the reverse of a type block. The plate is now ready for etching in a
| Saturated solution of Perchloride of Iron | 2 | ounces. |
| Water | 10 | ounces. |
Use a porcelain dish for the solution. Immerse the plate, and keep it rocking for about ten or fifteen minutes, then remove it, and wash it under the tap, rubbing it gently with cotton-wool. After drying it, warm it slightly, then roll up with a glazed leather roller, or a smooth India-rubber roller charged with the hard ink used during the clearing-up of the zinc block, viz.:
| Beeswax | 1⁄2 | ounce. |
| Resin | 1 | ounce. |
| Shoemaker’s Wax | 1 | ounce. |
| Litho-printing Ink, black | 2 | ounces. |
Melt together. When cool, mix with turpentine to the consistency of soft soap.
The roller is charged with this ink, and the plate warmed and rolled up, so as to close up the high lights and half tones, leaving only the deepest portions bare. Immerse in the etching fluid again for about three minutes, rocking during the immersion, and finally wash the plate.
Next remove the resist of bitumen, by means of turpentine, and take proofs in the press. If deeper etching is required, proceed as before.
The following is equally satisfactory, and a little quicker:
| Fuming Muriatic Acid (sp. gr. 1.190) | 10 | parts. | |
| Water | 70 | parts. | |
To this is added a boiling solution of | |||
| Chlorate of Potash | 2 | parts. | |
| Water | 20 | parts. | |
This is diluted for use by adding 1 part to from 100 to 400 parts of water.
The time of immersion in either of these mordants is ruled by the temperature of the room and of the liquids used. One or two careful trials will soon give the desired information.
We now come to quite a different class of work, namely, the production of half-tone intaglio plates. They may be produced in many ways, each way giving results quite unlike the others.
The first process is based on the half-tone method given for typographic blocks, modified to suit intaglio.
In this, as in fact with ALL methods, we must first of all produce a satisfactory transparency. That is best done by reproducing in an enlarging camera.
Place the negative, with the subject masked with tin-foil, in the window, then focus upon the ground-glass screen of the camera the requisite size; then prepare a wet collodion plate, and, having fixed a grained screen* in front of the carrier, put the plate in its place, then expose to the light and develop as directed for wet collodion pictures; the result, however, will be a positive and not a negative, and instead of the grain being interspersed through the high lights, the shadows will be grained.
* The grained screen is a copy from a proof from a fine ruled copper plate. See Chapter on “Half-tone Blocks on Zinc.”
The transparency must be made in this manner—i. e., from an ordinary negative with a screen in front of the sensitive plate, so that the shadows and half tones are grained or broken up. This would not be the case if the transparency was made from a negative grained for the production of a type block, as in such a negative the blacks are represented solid and the lights and half-tones grained should be made on large sized plates.
The transparency made must fulfil all the conditions necessary for the production of type blocks—i. e., the film must be perfectly free from veil or fog; it may be varnished or not.
The mark put upon the negative from which the transparency is made, will cause the edges of the transparency to be quite clear. Coat a clean piece of polished copper with the bitumen solution, using the whirler as before; then {123} place the transparency in the printing frame, film up, and place the bitumen coated copper plate in position, so that the image is quite in the centre of the plate: fasten the printing frame and expose to the light.
The exposure will, of course, vary according to the strength of the light, and should always, if possible, be made either in direct sunlight or by electric arc light.
The development is effected by immersion in turpentine, and with the washing and drying, has already been described.
The image on the copper plate being satisfactory, it may be retouched, if necessary, then immersed in either of the etching fluids described in the last chapter.
Rebiting, if necessary, may be done after rolling up with the resist ink there given, but care must be taken in this rebiting to guard against interfering with the grain of the plate.
The next process under consideration is that in which the grain is given to the copper plate by dusting it with fine powder of resin (colophony) or of asphalt. To do this a dusting box is required, which may be an ordinary aqua-tint box hung on centres for the purpose of revolving it when desired to cover large plates with the powder. The following figure will illustrate a box suitable for small work.
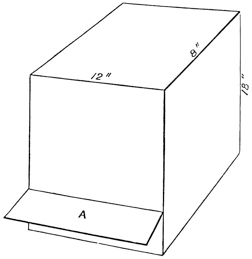
The box should be eighteen inches high, twelve inches wide, and eight inches deep; it may be made of cardboard with the inside quite smooth. It should be closed all around except at A, where there is a small door four inches high; the bottom of the box is either studded with small nails or some coarse wire netting is stretched across, upon which the copper plates can rest, as near level as possible. To use this box, four ounces of resin or asphalt are powdered in a mortar until quite fine. The powder is placed inside the box, and the door closed; the box is now vigorously shaken, then placed on the table, the door opened, and a copper plate (previously cleaned and polished) is at once placed face up on the nails or wire netting. By the time the door is opened and the copper plate or plates are in position, the coarser particles of the resin will have subsided, leaving only the fine dust floating in the interior of the box; now close the door, and leave the copper plate within until it is judged that it is powdered sufficiently, which, of course, will be a matter for the operator to find out by practice.
When the plate has been sufficiently powdered, it is carefully withdrawn and placed upon a hot iron plate and allowed to remain there until the resinous {125} powder is just sufficiently melted to adhere to the copper plate, preserving as much as possible the separate existence of each atom of dust. Take care to stop the action of the heat before the resin is melted completely and made to run together and form a smooth surface.
The heat having acted long enough, carefully withdraw the prepared copper from the hot plate and allow it to cool. Any desired quantity of these plates may be prepared and stored away for future use. When they are required the grain may be selected to suit each picture, as the operator can prepare at will (after practice) either a coarse or a fine grained ground.
Instead of using a hot plate the resin may be melted over a gas flame, but the hot plate will be found the best.
There is another method of laying this aquatint ground that is simple and novel, viz., by using the air brush. Those who are in possession of this instrument need no further instructions than to be reminded that ordinary bitumen dissolved in benzole, or a resinous-spirit varnish, is placed in the color reservoir, and then the brush will coat the clean copper plate with an aquatint as fine or as coarse as required, according to the distance between the plate and the “brush.” Another advantage with this method of laying the ground is, the ground need not be even, as in the dusting method, but the artist may lay the ground coarse in some places and fine in others, verb sap.
The next step in this process will be to get a transparency of the subject. This may be made by any known process (at last, some one says we are getting away from the wet collodion) so long as it is clean, vigorous, and free from fog.
The transparency being at hand, that portion of it required to be transferred to the copper plate is carefully surrounded by a mask of tinfoil, or of non-actinic paper, which will serve as a safe edge to the carbon tissue to be used in making the negative resist, as well as to keep the margin of the plate free from extraneous picture.
This done, a piece of sensitive carbon tissue, a little smaller than the copper plate, which has been previously sensitized with bichromate of potash and dried, is placed upon the masked transparency and exposed to light until sufficiently printed; the tissue is then removed from the printing frame and placed in a dish of clean cold water; then one of the copper plates with aquatinted ground is also placed in the water, and the face of the tissue and the copper plate are brought in contact. After adjusting the tissue on the copper {126} plate, the two are withdrawn from the water, laid upon a bench, and a squeegee passed over the back of the tissue. Thus the driving away of the water from between the two surfaces will cause the tissue to adhere to the copper plate.
Now let the plate stand a few minutes, then immerse it in a dish of warm water at about 90° F. As soon as the tissue compound is melted, lift away the paper backing and throw it aside, then gently lave the copper plate with the warm water until all the soluble pigmented gelatine is dissolved; after that wash it under the tap, and place it in a strong solution of alum for fifteen minutes, and again wash and allow to dry.
When the gelatine image on the copper plate is quite dry, the margin outside the picture is coated with bitumen or spirit varnish, then the plate is placed in the etching bath of perchloride of iron (see page 121), in which it is allowed to remain until the high lights under the thickest portions of the gelatine image just change color; then remove it and wash it under the tap; next clean off the resist image, and after drying and cleaning up, try a proof. If necessary, ink up as directed in Chapter I., page 121, and rebite.
To succeed with this process it is only requisite to have a well-laid ground, a good, vigorous transparency, and the carbon tissue in good working order.
N. B.—In order not to confuse the above directions by interpolating the working details of carbon printing, these will be given in a chapter further on, together with formulæ for making suitable tissue.
The preceding methods of obtaining intaglio plates have been by the etching process. We now try another method whereby the printing plate is obtained by depositing a film of copper upon the photograph, and from this copper electrotype the prints are to be made.
There are many ways of proceeding to make these copper intaglios, the grain being obtained in many ways, but the foundation is the same in all, and consists of incorporating bichromated gelatine with grit of such a nature as to cause the image to be rough instead of smooth, or else the roughness is given to an ordinary or modified so-called carbon image developed upon a silvered copper plate.
The silvered copper plates upon which the gelatine images are to be developed are prepared by dipping clean polished plates in a solution of cyanide of silver, made by adding cyanide of potassium solution to a solution of nitrate of silver until there is a slight permanent precipitate. The copper plate remains in this for three or four minutes; it is then removed, washed under the tap, and dried.
The gelatine tissue compound is had by first of all making a jelly of
| Gelatine (soft) | 8 | ounces. |
| Sugar | 5 | ounces. |
| Water | 25 | ounces. |
Soak the gelatine until soft, then melt it at as low a temperature as possible, add the sugar and churn all for fifteen minutes; then add to one-half of the jelly one ounce of finely powdered graphite, and to the other half one ounce of a coarser powdered graphite. Churn these well together.
Paper is coated with the above mixtures, floating it first upon that containing the coarser graphite, then after drying, coat again by floating the paper upon the gelatine containing the fine graphite, and again drying.
The paper is then sensitized by being immersed in a three per cent. solution of bichromate of potash. Dry it in the dark. After exposure to light under {128} a negative, it is developed upon the silvered copper plate, after which the electro is made.
Another plan is to expose a piece of ordinary carbon tissue under a negative in the usual manner, then develop it upon the silvered copper plate, and sift over the wet gelatine image some finely powdered glass, sand, or emery which has been previously soaked in paraffine. The gelatine is then allowed to dry, when the grit is brushed away, leaving the gelatine image all marked and pitted. This pitted image is then black-leaded, and the electrotype is taken from it.
Another method is to place the newly developed carbon print on the copper plate, inside the aqua-tint box, Chapter III. (having previously shaken up the powder); when it is well dusted over, allow it to dry, and then remove the powder by dissolving it out with either alcohol, turpentine, or benzole, after which the electrotype is made.
This process is for making photographic reproductions of a subject in black lines on a white ground, half-tones and shadings being indicated by hatching, or stipple, but no washes of color are permissible. The object sought for from such a subject is to produce a transfer which can be laid down upon stone or zinc, and proofs printed therefrom in the ordinary lithographic press or machine.
To gain this end there are three methods: the first, by printing upon paper prepared with bichromated gelatine, the lines of which, after exposure to light under a direct negative (i.e., a negative taken without a mirror behind the lens), will retain ink, whilst the gelatine protected from light absorbs water, and rejects the ink. The result is a replica of the original in fatty ink, and may be transferred to stone or zinc, and printed from by the usual lithographic method.
In the second method, a print is made upon zinc from a reversed negative (in the same manner as directed in Chapter V., Part I.) in bichromated albumen, which is rolled up in transfer ink, and from that a transfer is pulled on Scotch transfer paper, which may then be transferred to stone or zinc, and printed from at a litho. press or machine.
In the third, and by far the best method, the print is made from a reversed negative on zinc, in bitumen, as directed in Chapter V., Part I., then rolled up in transfer ink, the transfer pulled on Scotch transfer paper, then transferred to stone or zinc, and printed from at a litho. press or machine.
The defects inherent to the first method are, first of all, in the preparation of the gelatine paper; this is tedious and messy. Then there is always danger of breaking the lines in transferring, and also the difficulty of working exactly to scale. {130}
The second method is quick, easy, and simple, the only drawback being a tendency of the lines to thicken. With this and the third method there is no difficulty in getting absolute scale.
The third method is perfect, and presents no drawbacks.
The two latter methods having been amply explained in Part I., it will not be necessary to redescribe them, except to explain that when the print is made on the zinc in albumen, it is gummed in, fanned dry, then damped off with a wet sponge, followed by a damp cloth, rolled up with transfer ink, and the transfer pulled upon good Scotch transfer paper.
The same remarks apply to bitumen prints.
For a transfer printed in bitumen, the image is developed in turpentine, and when this is completed, wash the plate thoroughly under the tap, then immerse it in the graining bath (Part I., Chapter I., page 24), and keep the tray rocking for a few minutes; the effect of this will be to destroy the polished surface of the metal, substituting a pearly matt surface, which will show up the picture properly, and allow the operator to judge whether any of the fine details are wanting; if there are, it will be necessary, if the details are dissolved out, to repolish the zinc, first with pumice-stone, then with snake-stone, then with pumice powder, finishing with fine rouge; then coat with bitumen, whirl, and again expose to light, giving this time, longer exposure under the negative.
But if the fine details are buried in undissolved bitumen, a further immersion in the turpentine bath will soon clear them; then again wash under the tap, immerse in the graining bath, again wash, then, with a sheet of clean blotting paper, remove the surplus water, and allow the surface to dry in a cold current; but beware of using heat, as it has a tendency to make the bitumen image refuse ink in rolling up.
The zinc being dry, it is gummed in, fanned dry, then the gum is washed off, and the image rolled up with a leather roller charged with transfer ink. As soon as the bitumen has taken the transfer ink all over, a transfer is pulled upon Scotch transfer paper, which in turn is transferred to stone for printing from.
In rolling up these prints upon zinc, care must be taken to keep the surface (whether the image is in albumen or bitumen) properly damp.
The preparation of paper transfers will be treated upon in the next chapter.
The negative from which these transfers are made, must have all the characteristics of a good negative for printing on zinc for etched blocks, viz., the lines {131} must be represented by clear glass, and those portions of the negative representing the whites of the original, must be as near opaque as possible.
The subjects to which photo-lithography is applicable, are those that are strictly in line, or stipple, or dots, or cross hatched, or chalk drawings; in fact, any subject that may be done by lithography, or in black and white; but no shading by color washes is permissible.
Transferring to stone or zinc is done as follows:
First of all, the transfer is trimmed to proper size; it is then placed in a damping book, made by placing wet sheets of brown or good printing paper alternately with dry sheets, then placing all under a weight for a few hours, until the whole of the book is evenly damp; the trimmed transfer is allowed to remain here until limp; it is then sponged on the back with a very little of oxalic acid (half an ounce), water eighty ounces; now lay the transfer carefully down on a perfectly clean and polished stone, backing the transfer with a piece of smooth paper. Having adjusted the pressure of the scraper on the stone, pull through twice, then reverse the stone in the press, and pull through twice more. Then remove the backing and lift the transfer from the stone, when the whole of the ink should be upon the stone, leaving the paper quite clean. Now, if the picture is quite satisfactory, wipe the stone first with a wet sponge, then with a damp cloth, then gum in and allow to dry, and, if possible, to stand with the gum on all night.
Paper for photo-lithographic transfers may be made by coating bank post paper or a good hand-made writing paper, with
| Gelatine (Nelson’s) | 2 | ounces. |
| Water | 20 | ounces. |
Put the above into a wide-mouthed bottle or jar, and allow the gelatine to soak until soft; then place the vessel in a large saucepan containing cold water, and set on a fire, or over a gas-burner, and by the time the water in the saucepan is hot the gelatine will be dissolved. Then add slowly (stirring the gelatine with a glass rod) one drachm of a ten-grain solution of chrome alum. Now strain the gelatine solution through fine muslin into a clean dish, standing it in a larger dish containing hot water; float the bank post paper upon this solution (taking care to avoid air-bubbles) for two minutes, then lift it off slowly and hang it up to dry, pinning it by two corners to the edge of a shelf.
When dry, the operation is repeated, but this time the paper is hung up to dry by the two opposite corners, so as to equalize the coat of gelatine.
When dry a second time, it must be floated for two minutes upon
| White of | 5 | eggs. |
| Water | 13 | ounces. |
(Shake up well, and filter into a cold dish.)
Paper prepared as above will keep for any reasonable length of time.
For use, it is drawn slowly through a solution composed of
| Bichromate of Potash | 1 1⁄2 | ounces. |
| Water | 20 | ounces. |
| Alcohol | 5 | ounces. |
| Liquor Ammonia | 10 | minims. |
This being done, the paper is again hung up to dry, this time in a dark room.
When dry, the paper should be laid face down, upon a polished litho. stone, and be pulled through the press three or four times, so as to get the surface as smooth as possible, and insure absolute contact. {133}
This must be done in a yellow light, or in a room lighted by gas or oil light.
The paper is now placed in contact with the negative, in a printing-frame, and exposed to light; the exposure for such paper should be from five to fifteen minutes.
Note well that these paper transfers are printed from negatives taken direct in the camera, without the intervention of the mirror, therefore negatives suitable for printing paper transfers will not do for printing upon zinc, or vice versa.
The progress may be watched by undoing one side of the back of the frame, and examining the image in the dark room; but in damp weather this should not be done too often, as the paper may expand or contract, and blur the image.
The exposure to light under the negative being complete, the print is removed from the frame in the dark room, and is next coated with a thin film of ink as follows:
A smooth litho. stone is carefully coated with a fatty ink by means of a leather roller, extreme care being necessary to insure an even coat of ink over the stone; this being attained, the exposed print is laid face down (the room being lit by yellow light or gaslight) upon the inked stone, then a piece of backing paper laid upon it, and pulled through the press, with a good nip upon it; pull it through twice, then reverse the stone on the press, and again pull through twice, which will leave a fine, thin film of ink upon it. Now take the inked print, and place it in a tray of clean, cold water, allow it to remain therein for five minutes, then lay the print upon a piece of glass, and rub it gently with a pad of cotton-wool—previously wetted in the water. This will remove the ink from those portions of the paper that were protected from the action of light by the opaque portions of the negative, representing the whites of the original.
The application of the pad of cotton-wool is continued until the whole of the picture is cleared from superfluous ink, and the lines composing the image are evenly coated with ink. The ink adheres only to those portions of the paper which the light has acted upon, through the negative.
Now wash the transfer under the tap, then hang it up to dry. When dry it is ready for transferring to stone or zinc.
To transfer to stone or zinc, place the transfer first of all in the damping book, and when limp place it upon a clean, cold, polished stone, and pull it through the press. {134}
When transferred, the image is treated in exactly the same manner as an ordinary transfer on stone or zinc.
The enamelled double transfer paper sold for double transfer carbon work may be used for photo-litho. transfers by floating it upon
| Albumen | 5 | ounces. |
| Water | 20 | ounces. |
| Saturated Solution of Bichromate of Potash | 3 | ounces. |
| Liquor Ammonia | 10 | drops. |
and then dried.
Paper thus prepared must be kept in a dry air-tight case, and just before using is laid face down upon a smooth litho. stone, and pulled through the litho. press. After this, it is placed in contact with the negative in the printing frame, and exposed to light until the details are visible. Although the progress of the action of light can be seen, the frame must not be opened too often, or the paper is apt to expand and blur the image. After exposure the print is inked up, developed, and treated exactly as explained above.
The ink suitable for inking up the stone, previous to laying upon it the exposed print, is composed of
| Best Chalk Litho. Printing Ink | 3 | parts. |
| Mutton Fat | 1 | part. |
Put the ink and fat into a small iron or earthenware pot, and place it over a Bunsen burner, or a paraffine stove, or on the hot plate of a kitchen stove (but not over an open fire); allow the heat to melt the two ingredients, stir so as to incorporate them thoroughly; take great care not to allow it to catch fire; if it does, at once extinguish the flame, as the firing would be apt to spoil the ink. When thoroughly melted and incorporated, pour into a tin, or pot, for use when cool; the time occupied in making this ink will not exceed twenty minutes. The mutton fat is obtained by dropping solid kidney suet (shredded) into a pan of clean boiling water, then allowing to cool, when the fat is taken off the surface of the water, freed from damp and stored for use.
Another formula for the preparation of paper, to be inked up, after printing in the same manner as the above transfers, is to coat paper twice with the following preparation, drying between each coat: arrowroot, 1 ounce; wet this thoroughly with 5 ounces of cold water, stirring well with a spatula, adding more cold water, if necessary, to moisten the lot; then pour over it 20 ounces of boiling water, stirring all the time; if, when the 20 ounces are added, {135} the arrowroot has not thickened, add more boiling water until it does do so; now add 1⁄2 an ounce of powdered bichromate of potash and stir until dissolved; then strain through muslin into a warm dish and float the paper upon it whilst hot, and dry at a temperature of 70° F.
If the bichromate of potash be omitted, the paper may be prepared in quantity and stored away for future use, being made sensitive by floating for five minutes upon
| Bichromate of Potash | 1 | ounce. |
| Water | 25 | ounces. |
Paper for either gelatine or arrowroot transfers, after keeping so long after preparation as to be useless, should not be thrown away, but should be again floated upon bichromated gelatine or arrowroot, and after drying will give finer results than new paper.
Prof. Husnik’s photo lithographic transfer paper is obtainable in England and in America. He recommends the following chromate bath:
| Bichromate of Ammonium | 1 | ounce. |
| Water | 15 | ounces. |
| Alcohol | 4 | ounces. |
| Liquor Ammonia | 1 | ounce. |
Keep well corked in a dark place.
Prepare a solution of
| Gelatine | 5 | ounces. |
| Sugar | 1 | ounce. |
| Water | 20 | ounces. |
Soak the gelatine in the water (cold) until quite soft, then melt it by the application of heat (nothing is better for this sort of work than a Bain Marie, a domestic utensil with a porcelain pan enclosed in one of tin); then add the sugar and stir well, continuing the application of heat until a temperature of 150° F. has been reached; now strain the gelatine through muslin, into a clean dish placed in a larger dish containing boiling water, the heat from which will keep the solution of gelatine in a properly liquid state during the operation of coating the paper.
The best for these transfers is a good hand-made writing paper, or good bank-post.
Cut the paper into suitable sizes, leaving a little extra margin at one end, and float it upon the hot gelatine solution as above; be careful in laying the paper upon the gelatine, that air bells are avoided; when the sheet is laid upon the surface, raise it rapidly, and throw it at once over a cylinder of cardboard or of wood, and at once commence to revolve this cylinder rapidly, first in one direction, and as the limit of the length of paper is reached, revolve it in the other, which motion will alternately bring first one end uppermost and then the other. By this means an even coating of gelatine upon the paper is secured, which is not possible when the paper is hung up by clips directly it is taken from the surface of the hot gelatine. The cylinder is kept revolving until the gelatine has set, when it may be hung up to dry upon clips, or laid face up, over a line upon a piece of cardboard; during the operation of revolving the cylinder, any air bells formed in the gelatine coating may be removed by blowing or pricking them.
This, to my mind, is a most elegant method of coating small sheets (up to thirty inches long) with a coat of gelatine, for which I willingly give the {137} Royal Engineers the credit, it having been demonstrated to me by Ex-sergeant Dalton, of that corps.
Paper coated in this manner, when dry, is ready for sensitizing; but if coated in the ordinary manner, it should, when dry, be coated a second time and hung up to dry in the opposite way that it was the first time.
Paper coated with gelatine solution as above, may be stocked, as the coating does not deteriorate with time; but the operator must be careful not to allow the solution of gelatine to get below 125° during coating, else the surface will be sticky. The temperature of the drying room must not exceed 70°, in fact, 60° will be best.
Paper so coated is sensitized by immersion for three minutes in
| Bichromate of Potash | 2 | ounces. |
| Water | 50 | ounces. |
In hot weather this solution must be kept cool with ice.
When the time of immersion has expired the paper is removed, and laid face down upon a sheet of glass free from scratches—which sheet of glass has been well polished with finely powdered talc (or French chalk)—now squeegee the back of the paper vigorously, to remove the superfluous solution and bring the surface of the paper into absolute contact with the glass plate. The sheet of glass is now placed in a rack, in the dark room, until the paper is quite dry, when it may be readily stripped off the glass, and is ready for printing the transfer. The operation of drying should be done in a current of air at a temperature of about 60°, and the paper must be quite dry before attempting to strip it from the glass.
The exposure under the negative is the same as described in the previous chapter.
When sufficiently exposed, the print is removed from the frame in the dark room, and at once immersed in cold water, where it is allowed to stay for five minutes, when it is withdrawn and laid upon a piece of plate glass, or a zinc plate, the face being uppermost; then the loose end of the paper (provision for which must be made in cutting the paper) is tucked under the plate, so as to hold the transfer in position in the subsequent operations.
Now take a glue roller (the same as used for inking up the albumen image on zinc, described in Part I., Chapter IV.), and having spread a little of the ink described in the last chapter (chalk, litho. ink, and mutton fat) upon the slab, charge the roller carefully with a thin coating of ink, and then, having {138} removed any moisture from the face of the transfer with a soft sponge, apply the inked glue roller, rolling one way only—i.e., from the body (presuming that the edge of paper tucked under the slab is next the body of the operator); continue rolling until the whole of the lines forming the picture are coated with ink, and the whites quite clean and free from ink. If the roller should get wet from water oozing from under the transfer, wipe it with a damp cloth and then roll it a few times on the inking slab, and continue rolling the transfer. Be careful that the portion of the transfer representing the whites of the picture has absorbed its full modicum of water before beginning to roll up, and also that there is not too much ink upon the roller. When the transfer is successfully inked up, it is hung up to dry, and when dry is trimmed to size, placed in a damping book, and transferred to stone.
The exposed transfer, after wetting, and being placed upon the plate of glass, or zinc, may be developed in another way. First remove the superfluous water from the surface with a soft damp sponge, then rub it gently all over with a pad of cotton-wool dipped in a thin mixture of ink thinned with turpentine and well mixed with a palette knife (this ink should be a little thicker than ordinary copying ink); all the image must be covered with the ink. The turpentine is then allowed to evaporate, when by rolling with the glue roller from the body, the ink will clear away from the whites, leaving the lines sharp and distinct. Do not use too much pressure, else the ink may be removed from the lines, in which case cover the whole picture with a fresh coat of the thin ink, and again roll off. The subsequent operations are the same as for the other paper transfers.
The ink for this method is made by melting over a Bunsen burner, or paraffine stove,
| Chalk Printing Ink | 4 | ounces. |
| Beeswax | 1⁄2 | ounce. |
| Stearine | 1⁄2 | ounce. |
| Resin | 3⁄4 | ounce. |
When these are melted and well stirred together, set the mixture on fire and allow to burn for three minutes, then extinguish by putting the cover on the pot or pan, then pour it into a tin. When cold it is ready for use.
In handling the sensitized gelatine paper for transfers, every care must be exercised to keep the paper from being exposed to the action of light, before and after exposure in the printing frame, else there will be great difficulty in getting clean transfers.
A good smooth paper is floated for five minutes upon finest picked
| Gum Arabic | 5 | ounces. |
| Water | 15 | ounces. |
| Bichromate of Potash | 1 | ounce. |
This is dried in the dark, then exposed to light in a printing frame under a direct negative. It is then laid, face down, upon a polished zinc or stone, if a line subject, or on a grained zinc or stone, if a half-tone subject; upon the back of the print several sheets of damp paper are laid, and then the whole is subjected to very heavy pressure in a hydraulic press, so that the water in the damp paper may be forced through the print and dissolve the gum in the unexposed parts of the sensitive gum coating (which is still soluble). The dissolved gum attaches itself to the stone, whilst the exposed parts being rendered insoluble by the action of light, the damp has no effect upon it, and the stone is protected in those parts.
When the stone has been under pressure for a sufficient length of time, to allow the small traces of gum in the deepest shadows to attach themselves to the stone, the pressure is removed, the stone withdrawn, and the paper carrying the photographic print is carefully lifted up, leaving the bare negative image on a gummed ground. The stone is well dried, and covered all over with a greasy ink applied by a roller or otherwise. The ink is thus brought into contact with all parts of the stone or zinc unprotected by the gum.
The image is then washed out with turpentine, and the gum removed by a damp sponge, after which the stone or zinc is rolled up in the ordinary manner with a leather roller, and is printed from in the ordinary manner.
Of course, it will not be expected that the best results are obtainable by so simple a process. Perhaps in no other branch of work does an outlay of thought and time “pay” so well as in the practice of these interesting photo-printing methods.
Now the inked and exposed transfer is placed in water at 80° F., and allowed to remain for three or four minutes, when it is taken from the water and placed upon a plate of glass, and the superfluous ink is removed by means of a sponge dipped in the hot water. If the negative has been sufficiently opaque, and the exposure right, the image will quickly develop, the lines retaining the ink, while that upon the whites will come away.
Hot water is used where the coating is of gelatine only; if gum arabic, or albumen has been used, then, after inking up on the stone, the transfer must be developed in cold water, and cotton-wool used to remove the ink from the whites, rubbing very carefully with very little pressure.
Paper prepared with a thick coat of gelatine may be developed in another way; after removing it from the printing-frame, the transfer is inked up on the stone, then placed in a dish of cold water and left there for five or ten minutes; then removed and placed upon a thick glass slab, the end tucked under so that when placed on the bench the slab will press the paper and keep it in position. Now, with a sheet of clean blotting-paper, remove the water from the transfer, using pressure with the hands from the end tucked under the slab; then, with a glue roller, roll from the tucked under end until the image is developed. Instead of inking the transfer up when dry, the transfer may be placed in the cold water directly it is taken from the printing-frame, and allowed to remain for ten or fifteen minutes, during which time the image will swell, by the whites absorbing water. Now place upon the glass slab (one end being tucked under), and remove the superfluous water first with a {141} sponge, then with a damp cloth; now dip a sponge in transfer ink thinned to the consistency of cream by turpentine, and dab all over the damp transfer, then allow it to stand until the turpentine has evaporated. Next take the glue roller and roll the transfer until the whites are clear; only roll one way—i.e., from the end tucked under the slab.
The transfers being developed, they are rinsed with clean water, and hung up to dry in a current of cool air. If dried at too high a temperature, the transfers will be inferior, and difficult to handle.
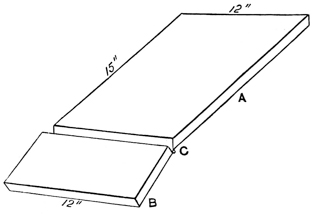
Instead of using a slab of glass, and tucking the end of the transfer underneath, a proper developing-board may be used as follows: A is a clamped board 18 inches by 12 inches, by 1 inch thick; B is another 4 inches by 12 inches; these are hinged together at C, the hinges being let into the boards underneath. Now, if the transfer be laid upon the board A, the end placed in the aperture C, then the pressure of the roller will cause the piece B to clamp the paper quite tight.
A few little differences in manipulation are required by the various transfer papers found on sale in the market. For this reason I add the instructions given by Prof. Husnik for his transfer paper.
Take a pane of glass, coat it with a fatty substance, as tallow or wax dissolved in benzine; wipe the glass clean, so as to leave only a trace of fat on; lay the paper in the solution about one minute, drain off and then lay the paper face down on the glass, removing all air bubbles by rubbing over the back with a rubber straight edge, or better, a squeegee. When dry, the paper will leave the glass easily and will have a glass-like surface.
The development is the same as above described. This later method gives excellent results.
This process, like photo-engraving, has been the subject of many applications to the Patent Office, but the first notable progress was made by Messrs. Bullock, in 1865. They seem to have gone into the subject thoroughly, as the elaborate and practical specifications prove, but although the patentees issued some fine specimens of their work, and advertised the sale of prepared paper, nothing came of it.
Messrs. Bullock’s method comprises the printing from grained stone tile, or a stone upon which has been laid a transfer, from a stipple plate, or a plate engraved in lines or dots—upon sensitive transfer paper in stiff ink.
The sensitive paper, with such imprint upon it, is exposed to light under a negative, the specks of ink forming a medium for breaking up the half-tones.
Suitable grain may be obtained from machine stippled plates, as well as from grained stone.
Half-tone photo-lithography may also be made by making, from a proof pulled from a machine stipple, or a ruled plate, or a grained stone, a wet, collodion negative, which, being stripped from its glass support (by any of the means mentioned in the chapter on stripped films) is placed between the ordinary half-tone negative and the sensitive surface—zinc, coated with bichromated albumen, or with bitumen, or either of the transfer papers treated of in Part IV.—the result will be a grained transfer.
Grained zinc, coated with bichromated albumen, or with bitumen, and exposed under a very thin half-tone negative, will also yield transfers suitable for a good many subjects, but the most successful methods are modifications of the collographic printing processes.
Transfers made by any of the methods mentioned in the following chapters may be transferred to polished zinc, and then etched in relief, as directed in Part I.
The various methods named in the last chapter for breaking up and transferring to stone the delicate half tints of a photograph from nature, are in a great measure rather crude and do not give the fine results yielded by the following modification of the collotype process, nor are they so certain and simple in their working.
The production of ink photos is as follows: A plate of flat copper is grained by means of graining sand and a piece of litho. stone, the sand being put through a fine sieve (about 120 holes to the inch). The copper plate being, first of all, well polished and without scratches, is placed upon a flat board, the graining sand is then sieved over it, and moistened, then with a light, firm motion of the wrist, the whole of the surface is evenly ground. The operation of graining is very difficult to describe, except to say that the stone muller is shuffled all over the plate until the polished surface of the copper is replaced by an even matt. Renew the sand when necessary. Do not try to get through the operation rapidly by taking large circles, else scratches are sure to result.
The copper plate being grained, it is well washed, back and front, so as to free it from all grit, then coated whilst wet with
| Stale Beer (not lager) | 5 | ounces. |
| Water | 5 | ounces. |
| Silicate of Soda (syrupy) | 1 | ounce. |
| Tannin | 1 | grain. |
Shake well, then filter; coat the plate twice and stand it on a rack to drain and dry. When dry swill the plate under the tap and again dry. These plates may be prepared in advance, as they improve by keeping.
Now prepare the following solutions:
| Best Cologne Glue | 1 | ounce. | |
| Water | 10 | ounces. | |
When dissolved add | |||
| Bichromate of Potash, in powder | 30 | grains. | |
Stir until dissolved, then add | |||
| Nitrate of Silver | 30 | grains. | |
| Dissolved in Water | 1 | ounce. | |
Stir well, then add | |||
| Chloride of Calcium (crystals) | 10 | grains. | |
| Dissolved in Water | 1 | ounce. | |
Stir up well, then add | |||
| Acetic Acid | 1⁄2 | drachm. | |
Again stir. | |||
Warm the coated copper plates by letting them lie upon the slab of the drying oven. The drying oven is described in the chapter on collotype printing, and for this process the slab should be at about a temperature of 150° F. Now strain the above mixture through muslin into an invalid’s cup with a long spout, and holding the warm copper plate horizontally on the palm of the left hand, proceed to pour over it as much of the gelatine mixture as will well cover it. Do not have a very thick film, else the grain will be too coarse; nor too thin, or there will be no grain at all. Practice will soon enable the operator to apportion the proper quantity to each plate. As a rough estimate, about one fluidounce of the mixture for a plate 12 × 10 will be required.
The plate being coated, it is placed on the slab of the drying oven and left there until dry. That will take from one and a half to two hours. The exact temperature at which to dry these films cannot be arbitrarily stated, as so much will depend upon the picture which is to be printed; therefore, a few experiments will be necessary before settling down to an exact form of working. A good plan that answers admirably is to raise the water in the tank of the drying oven to boiling point before coating the plate, then coat the plate, lay it on the slab, let the water in the tank boil for a few minutes then turn out the gas and let the plate dry.
The plate being dry it is exposed under a good ordinary (reversed) negative until the whole of the details are well out. Time the exposure by means of an actinometer.
After exposure under the negative, remove the plate from the printing frame and in the dark room cover it with litho. transfer ink by means of a leather roller, taking care that the whole of the surface is well coated with the ink. Now place it in clean cold water for three or four hours, then with a soft {146} sponge remove as much of the ink as will come away. This operation will take time, as every care must be had not to scratch the film.
Now rinse the plate under the tap and allow it to dry.
When dry soak it in cold water for half an hour, then place it on the press (an ordinary letter press), and with a sponge and soft cloth remove the superfluous water from the film; then roll up with a leather roller charged with litho. transfer ink as thick as can be worked. When the image is properly inked up pull a transfer upon good Scotch transfer paper.
Perhaps the first two or three pulls will not be satisfactory; therefore, it will be best to pull a few before using the transfer paper, damping and wiping between each pull just in the same way that is done in printing from a lithographic stone.
A good transfer being obtained, it should be given to a lithographer to put it down upon a grained stone, an operation which requires great skill and experience. The student’s interest will be best consulted by not attempting to give a description of how to transfer to a grained stone.
Another formula for a sensitive coating for the copper plate is
| Gelatine | 1 | ounce. |
| Water | 6 | ounces. |
Soak the gelatine till soft; then melt, and add one drachm of bichromate of potash in powder; stir until dissolved; add twenty grains of good fresh dextrine and let the mixture cool to about 120° F.; then add one drachm of liquor ammonia and six ounces of alcohol. The subsequent operation of coating, etc., is the same as above.
This is a process for the production of photo-lithography in half-tone, direct from the negative, without the intervention of a collotype plate from which to pull the transfer, and is a distinct step in advance.
This process has been named papyrotint, being a modification of Captain Abney’s improved method of photo-lithography, named papyrotype. It is specially adapted to the reproduction of subjects in half-tone, such as architectural drawings in monochrome, or subjects from nature, and it is inexpensive. Its advantages over other methods of half-tone photo-lithography are, that a transfer can be taken in greasy ink, for transfer to stone or zinc direct from any negative, however large, without the aid of a medium, the grain or reticulation being obtained simply by a chemical change. The transfer paper being in direct contact with the negative, the resulting prints are sharper than by those processes where interposed media are used; whilst the same negative will answer either for a silver print, platinotype, or a transfer for zinc or stone. The advantage of being able to use a non-reversed negative is very great, now that gelatine plates have so largely superseded those made with collodion.
The method of manipulation is as follows: Any good surface paper is floated twice on a bath composed of
| Gelatine (Nelson’s Flake) | 8 | ounces. |
| Glycerine | 1 1⁄2 | ounces. |
| Chloride of Sodium (Common Salt) | 2 | ounces. |
| Water | 50 | ounces. |
Great care should be taken that the solution is not overheated, and that the paper is coated without bubbles. It is then dried in a temperature of 60° F. The paper will take about ten hours to dry, and in this state will keep for years. When required for use, it should be sensitized by floating on, or immersing in, a bath of
| Bichromate of Potash | 1 | ounce. |
| Chloride of Sodium | 1⁄2 | ounce. |
| Ferridcyanide of Potassium | 100 | grains. |
| Water | 30 | ounces. |
This need not be done in a dark-room, as the solution is not sensitive to light.
The paper, after sensitizing, is dried in a temperature of 70°, and in a dark room. When dry, it is exposed under any half-tone negative, in the ordinary printing frame. It is preferable to print in sunlight, and, for negatives of medium density, an exposure of three minutes is required; but the exposure will vary according to the density of the negative. The correct time of exposure can best be judged by looking at the print in the frame. When the image appears on the transfer paper of a dark fawn color, on a yellow ground, the transfer is sufficiently printed. It is put into a bath of cold water for about ten minutes, until the soluble gelatine has taken up its full quantity of water; then taken out, placed upon a flat piece of stone, glass, or zinc plate, and the surface dried with blotting paper.
The action of the light has been to render the parts to which it has penetrated through the negative partly insoluble, and at the same time granulated. A hard transfer ink is now used, composed of
| White Virgin Wax | 1⁄2 | ounce. |
| Stearine | 1⁄2 | ounce. |
| Common Resin | 1⁄2 | ounce. |
These are melted together in a crucible over a small gas-jet, and to them are added four ounces of chalk printing ink, and the mixture reduced to the consistency of cream with spirits of turpentine. A soft sponge is saturated with this mixture and rubbed gently over the exposed paper (in this stage the nature of the grain can be best seen). An ordinary letter-press roller, charged with a little ink from the inking slab, is then passed over the transfer, causing the ink to adhere firmly to the parts affected by the light, and removing it from the parts unacted upon. It will be found that with practice, rolling slowly and carefully as a letter-press printer would his form, the ink will be removed by the roller according to the action that has taken place by light, leaving the shadows fully charged with ink, and the high lights almost clear, the result being a grained transfer in greasy ink. The transfer is next put into a weak bath of tannin and bichromate of potash for a few minutes, and when taken out the surplus solution should be carefully dried off between clean sheets of blotting paper. The transfer is hung up to dry, and when thoroughly dry, the whole of the still sensitive surface should be exposed to light for about two minutes. A weak solution of oxalic acid should be used for damping the {149} transfer (about 1 in 100), and this should be applied to the back of the transfer with a soft sponge. After it has been damped about four times, it should be carefully put between clean sheets of blotting paper, and the surplus moisture removed. A cold polished stone is then set on the press, and when everything is ready the transfer is placed on the stone and pulled through twice. The stone or scraper is then reversed, and the transfer is again twice pulled through. A moderate pressure and a hard backing sheet should be used, care being taken not to increase the pressure after the first pull through. The transfer is taken from the stone without damping, when it will be found that the ink has left the paper clean. Gum up the stone in the usual way, but, if possible, let the transfer remain a few hours before rolling up. Do not wash it out with turpentine, and use middle varnish to thin down the ink.
It should have been mentioned that varying degrees of fineness of grain can be given to the transfer by adding a little more ferridcyanide of potassium in the sensitizing solution, and drying the transfer paper at a higher temperature, or by heating the paper a little before exposure, or by adding a little hot water to the cold water bath, after the transfer has been fully exposed; the higher the temperature of the water, the coarser the grain will be. The finer grain is best suited to negatives from Nature, when a considerable amount of detail has to be shown.
The coarse grain is best for subjects in monochrome, or large negatives from Nature, of architecture, etc., where the detail is not so small. Even from the finer grain, several hundred copies can be pulled, as many as 1200 having been pulled from a single transfer. It would have produced a great many more if required.
In all the processes and methods treated of up to Part III., the photographic negative has been what may properly be termed, a black and white negative, the lines being rendered clear, and the portions representing the whites of the original being as near black as possible. The extremes of clearness and opacity in these negatives are obtained by having the nitrate of silver bath kept and worked in a very acid state; then the opacity is obtained by intensifying with a solution of mercury followed by ammonia.
Now for the methods to be treated of in this part. An entirely different class of negative is required in which the half-tones are fully preserved, both in the shadows, and in the lights. These half-tone negatives may be made either by the wet collodion process, or upon ordinary gelatine dry plates. For producing them by the wet collodion process, directions are given on page 11.
In the processes treated in Part II. the aim has been to get the photographic half-tone broken up in such a manner that the picture could be reproduced by the same means as an ordinary wood block, but in collographic printing the half-tones are not (visibly) broken up, the gelatine holding the ink in exact proportion to its exposure to light, thereby giving a print with the smooth gradations of an ordinary photograph.
The collographic methods are called “heliotype” and collotype. They are analogous in principle, but differ in detail; the heliotype is printed from a film of gelatine, which, after being dried upon a plate of glass, is stripped off, exposed to light under a reversed negative, then mounted upon a plate of pewter to support it during the operation of printing from. The collotype printing surface is the film of gelatine upon the glass or metal plate upon which it was dried. Note also the different printing methods.
A heliotype print is made in an Albion or other type-printing press, from a film or skin of bichromated gelatine, which, having been dried upon a plate glass (finely ground and waxed), is stripped off, then exposed to light in an ordinary printing-frame, under a reversed negative, then removed from the frame, laid face down upon a piece of black velvet, and the back of the skin exposed to light for a short time. The skin is next mounted upon a pewter plate, coated with a thin film of India-rubber, and placed upon the bed of the press, where the skin is covered with water from a sponge, and is allowed to soak for twenty or thirty minutes. It is then inked up, first with one roller, and then with another of a slightly different composition; the margin of the skin is then covered with a mask, with a suitable opening cut in it, then the paper that is to receive the image is put into position upon the mask. The picture is then printed.
The above is a rough outline of the process; now for the working details.
First of all, it will be necessary to understand that the gelatine skin from which the picture is printed must be of such a size as to allow a margin outside the actual picture of at least two inches all around, so that the rollers used in inking up will not overlap the margin, and strip the skin away from the pewter plate upon which it is mounted. For pictures 10 by 12, and under, a convenient size for the heliotype skin will be 21 inches by 15 inches, so the present chapter will treat entirely of skins 22 by 16, and the sizes of rollers, etc., given, as well as formulas for quantities of gelatine, etc., will be those most suitable for that size of skin; so if larger skins are adopted, the quantities here given must be modified accordingly.
The first consideration will be the apparatus and materials necessary. The first thing that commands attention is the press—an Albion or other typographic hand press—(the pressure necessary to print from a heliotype skin must be vertical, not scraping, therefore a lithographic press will not do). The press must have the bed fitted with several thicknesses of Kamptulican sufficient to nearly bring a sheet of thick zinc type high—“nearly” is said, because {153} due allowance must be made for the pewter plate (one-eighth of an inch in thickness) upon which the heliotype skin is mounted. Inside the tympan place a piece of good blanket, and also provide a loose blanket to lay over the paper when placed in position for receiving the impression.
The press must be fastened down to the floor, as plenty of pressure will be required in printing; a bench will be required close to the press, upon which either one large inking slab or two small ones can be placed, as well as the stock of printing papers, and a dish of water. A couple of good sponges are also required, as well as a supply of thick plate paper, to blot off the superfluous water.
The quality of the print from a heliotype skin depends greatly upon having good rollers at hand for inking the image; therefore, the preparation of the rollers (two) must be made with every care. Get the usual printing office pattern, with handles in the centre. The stocks of these rollers are to be coated with India-rubber sponge, upon which is cast a mixture of gelatine, etc.
First of all, procure two 12-inch rollers with handles complete, and get the stocks coated with India-rubber sponge a quarter of an inch thick; then, with strong twine tie down about a quarter of an inch from each end, trimming off the edges outside the string, so as to make them nice and round; now place one of the stocks in position upon the base socket of a 15-inch seamless roller mould, then carefully smear the inside of the mould with a rag saturated with whale oil (taking care that the whole of the surface of the mould is smeared with the oil); now place the mould in position over the stock, put the loose socket in position at the top, when it is ready for receiving the composition for the inking roller, made as follows—
| Scotch Glue | 1 | pound. |
| Gelatine | 1 | pound. |
Soak all night in sufficient cold water to cover it. In the morning squeeze out the superfluous water, and in a suitable size glue kettle, “Baine Marie,” or a jar placed in a pan of water, melt over a fire or Bunsen burner, then add 1 pound of green treacle, mix, and add 2 ounces of castor oil, 1 ounce of glycerine; stir well until all are thoroughly mixed, then pour into a warm jug, and from the jug pour into the mould as gently as possible; when the mould is full, take a piece of wood, and tap the outside of the mould all round, from bottom to top. That will cause any air bubbles that may be imprisoned in the mixture to rise {154} to the surface; then, if the mixture in setting should shrink, pour in more until the mould is quite full.
Now allow to stand for 12 or 18 hours, then remove the mould from the block, the socket from the top of the mould, then gently push the roller out. If due precautions have been taken, it ought to come out quite smooth. If it does not, the composition must be melted off in hot water, and the roller recast.
Composition for the clearing roller—Scotch glue, 1 pound; gelatine, 2 pounds; green treacle, 1⁄2 pound; castor oil, 2 ounces; glycerine, 1 ounce.
The glue and gelatine are soaked as before, then melted and mixed with the other ingredients. The stock (covered with India-rubber sponge) is placed inside the greased mould, and the roller cast exactly as before.
The rollers being pushed out of the mould, trim the ends square with the ends of the stock, then dip the ends of each roller in hot water placed in a saucer to a depth of half an inch, until the composition is slightly softened. In this condition the sharp edges are rounded off with a damp cloth wound round the fingers.
The object of thus rounding the edges is to prevent the roller marking the picture when rolling up the image.
These rollers are not fit for use directly after casting, but should be placed on the handles, and washed with turpentine on a slab, then allowed to hang for two or three days, and occasionally washed over with a rag dipped in alcohol.
When in use the inking roller should never be washed, but if the ink upon it requires cleaning off, it should be done by rolling it upon a clean piece of hard paper. When put away after a job, the roller should be coated with fatty ink. Clear it for work next time by rolling it on the paper.
The clearing roller will require keeping free from a superfluity of ink by washing.
Instead of making the roller composition, and casting rollers, some of the high class composition sold for type printing may be used, or the rollers may be obtained ready cast, which will, perhaps, be found far more economical in the long run.
Leather rollers when new should first of all be warmed in front of a brisk fire, and when warm rubbed with a piece of Russian tallow until the leather will not absorb any more. Then allow the roller to stand twelve hours {155} and repeat the operation; then take some middle varnish, smear some of it along the roller, and on a clean slab roll vigorously, and repeat the operation two or three times, scrape the roller with the grain, then roll up in varnish, allow to stand all night, scrape again, roll up again next day, scrape, then roll up with collotype ink, scrape and roll up, repeating this until the roller takes the ink evenly. After each time of using, scrape the roller before putting away, and if, after using, the roller is likely to be some time before being wanted again, after scraping smear it with Russian tallow, and wrap it up in paper, scraping it before rolling it up in the ink again.
Glue rollers should be hung up after use in a cold place, and before being put away should be coated with fatty ink, and just before using should be rolled clean upon a piece of rather fluffy paper; washing glue rollers in turpentine is not to be recommended, as it tends to harden them, and deprives them of their feeding quality. Glue rollers can be bought ready cast, and it is advisable to so buy them; any dealer in typographic material will supply them of a suitable quality, if the purpose for which they are required be stated at the time of ordering. The “durable” composition being very good for collographic printing, it may be purchased and used for the rollers, for printing from a heliotype skin, instead of the mixture given previously. For roller No. 2, add two ounces of gelatine previously soaked in cold water, and as much water squeezed out as is possible, then add this to the “durable” composition, and stir until the gelatine is melted and well incorporated with the composition.
These rollers may be cast upon the bare stock, without the India-rubber sponge, if preferred, but the India-rubber sponge makes the roller much lighter for use, which is a great consideration when long numbers are printed straight away.
These remarks are applicable to the rollers used in the work described in the previous chapters. Too much care cannot be given to the rollers. The skilled printer who has feeling for his work will soon learn to regard his rollers as the magic wands which produce his results. And well he may.
The ink used for heliotype printing is the best chalk ink as purchased in tins, brought to working consistency by mixing with lard, the two ingredients being well mulled on the slab. Varnish must not be used, lard being the best. Cocoanut and olive oil are also good. {156}
is composed of a mixture of gelatine, glycerine, chrome alum, bichromate of potash, and water, dried upon a slab of thick plate glass. The surface of the plate glass must be very finely ground with emery powder (great care being taken that there are no scratches or holes, or they will spoil the skin), then thoroughly cleaned, and waxed with a solution of beeswax in benzole, a good plan being to first of all smear the glass with the wax, and then polish as much off as possible with an old linen duster (clean), then sprinkle with clean benzole, and with a fresh duster polish the plate thoroughly, noting well that wax marks will spoil the skin.
This waxing need not be done every time a skin is made, but at intervals of every three or four skins.
The waxed glass requires levelling, so that the gelatinous mixture will set of an even thickness; therefore, a levelling stand must be provided, as well as a good and true spirit level.
The gelatinous mixture is dried in an oven (see Drying Oven in chapter on Collotype), at a temperature not exceeding 80° F., the time occupied being from thirty to forty hours.
The skin after exposure to light under the negative, etc., is mounted by means of a squeegee upon a plate of pewter 21 by 15 by 1⁄8 of an inch in thickness, and well polished. This plate is cleaned with benzole and coated with a solution of India-rubber in benzole (well filtered) and dried.
To prevent the margin of paper upon which the ink picture is printed, being dirtied, it is necessary, after rolling up, to lay a mask over the skin, this mask having an opening in the centre the size of the picture. Paper suitable for this purpose is made by coating bank-post paper with a mixture of one part of gold size, and two parts boiled oil; this mixture is laid on the paper evenly with a sponge, then hung on a line to dry; when dry it is ready for use.
To prepare a skin 22 by 16, weigh out two ounces of a good gelatine, and soak it in ten ounces of cold water until soft, then place it in the porcelain {157} vessel of a “Bain Marie,” the outer vessel being duly provided with the requisite quantity of cold water; now place it over the fire or Bunsen burner, and stir until the gelatine is just melted, then add two drachms of glycerine; stir well, so as to mix thoroughly, and raise the temperature to 125° F.; add two ounces of solution No. 1, and two drachms of solution No. 2; stir well, then remove from the fire or Bunsen, and strain through muslin into a jug or beaker; now tie over the jug or beaker a clean piece of muslin, when the mixture is ready for pouring upon the ground side of thick plate glass, waxed, properly levelled, and slightly warmed. Begin by pouring in the centre of the plate, and gradually enlarge the circle until all the gelatinous mixture is out of the jug or beaker, then with a strip of clean card coax the gelatine to the edges.
Now examine the film for air bubbles, which, if present, must be removed, either by pricking with a quill toothpick, or by coaxing to the edge with a piece of card.
As soon as the mixture has thoroughly set (which it soon does), remove it to the drying box.
Of course, the requisite quantity of gelatine for more than one skin may be melted at once, but it will be better only to strain into the pourer, from the “Bain Marie,” sufficient for one plate at a time, remembering that the quantity now given is for one plate only; therefore, if two, three, four, or more plates are to be dried at once, the quantities given above must be increased accordingly.
The stock solutions named above are compounded as follows:
| No. 1. | ||
|---|---|---|
| Bichromate of Potash | 1 | ounce. |
| Water | 20 | ounces. |
| No. 2. | ||
| Chrome Alum | 1 | ounce. |
| Water | 20 | ounces. |
The temperature of the drying box must not exceed 80° F., and the time occupied will be from thirty to forty hours, during the whole of which time the temperature must be steadily maintained, but not exceeded.
When the skin is dry, with the point of a penknife separate the edges from the glass, and then lift the skin away, when it is ready for exposure to light under the negative. If it is desired to keep the skins a few days before using, they may be stored between sheets of dry brown paper in a drawer, or in a tin tube. {158}
It will be just as well to remark here that the dry heliotype skins are sensitive to light; therefore, the drying oven must be in a room illuminated by yellow light, or by artificial light, and the skins must not be exposed to daylight until they are in the printing frame.
The heliotype skin is now ready for exposure under the negative, which is done in a printing frame 24 by 18 inches, provided with a plate glass front.
The negative must be reversed (i. e., instead of being taken direct in the usual way, a reversing mirror is used). The margin of the negative must be protected by a mask, with an opening cut the size and shape of the intended picture, the outside edges of the mask being sufficient to cover the rest of the skin.
To print, the back of the negative is cleaned, then laid with the film uppermost, in the centre of the plate glass front of the printing frame; the mask is then laid in position, the opening in the centre being adjusted so that exactly the amount of picture required will be printed upon the skin. The rest of the skin is protected from the action of light by the opaque margin of the mask. Now lay the skin, with the matt surface (i. e., the side that was in contact with the ground side of the glass plate during the process of drying) next the film of the negative; upon this lay a piece of dry black velvet, then a sheet of thick felt, then the back of the printing frame, fasten up, turn it over and see that the front of the glass is clean; then the frame is ready for exposure to light.
should be made in a good diffused light, and its duration timed by means of an actinometer (see page 107).
As the time of exposure to light will vary according to the quality of the negative, no precise rule can be made, the best way being to get a small negative as near the same density as the other, cut off a piece of the skin, and placing it in a frame, expose to light at the same time as the big frame, and occasionally examine the progress of the small strip of skin in the dark room. A very good idea of the exposure of the big one can thus be had. A heliotype skin is properly printed as soon as the details in the half-tones show themselves. Of course, it should be understood that the small negative must be exposed to light at the same time and place as the big one. {159}
The exposure to light under the negative being completed, remove the skin from the printing frame, and lay it with the side that has just been in contact with the film of the negative, upon a piece of black velvet, covering the margin of the skin outside the picture with strips of brown paper—these strips not quite touching the picture; now cut off a strip of the skin, say a quarter inch wide by one inch long, and double it lengthways, then cut a hole in a piece of brown paper and place the doubled piece of skin under it. Now remove the skin to diffused light, and as soon as the shape of the hole can be seen upon the undermost half of the small strip, the sunning of the skin has gone far enough, and it is ready for mounting upon the pewter plate.
The test here given for timing the sunning of the exposed skin is suitable, when a good ordinary negative has been used, but if a negative somewhat flat, or thin, has been used, then less sunning will be required, and if a very intense negative, the time of sunning must be increased, the object of the sunning being to reduce the relief caused by deep shadows.
The pewter plate upon which the exposed and sunned heliotype skin is mounted for printing from, must be well polished, free from scratches or other marks, the size being 21 by 15 by 1⁄8 of an inch in thickness. This plate is polished with a soft duster, then coated with a solution of India-rubber in benzole (about the consistency of sweet oil), the solution being poured on, and flowed to the corners and edges; then the plate is placed upon a levelling stand, and the India-rubber allowed to dry.
This India-rubber solution is made by dissolving India-rubber solution, as sold in tins at any India-rubber warehouse, in benzole or benzoline.
When the solution is made it must be filtered through paper, or strained through five or six thicknesses of fine muslin, as the presence of any grit between the surface of the pewter and the skin would at once ruin the picture.
The India-rubber film being dry, place the pewter plate in a tray of clean water, the water being about a quarter of an inch deep; now trim the skin with a sharp pair of scissors to a little smaller than the pewter (20 1⁄2 by 14 1⁄2), then lay the skin, face up, upon the surface of water, and at once lift the pewter plate from the water, keeping the skin in position by grasping the two top corners with the two forefingers. Now lay the pewter on the bench, and {160} with a nice, soft squeegee bring the skin into contact with the India-rubber film. This mounting must be done rapidly, as if the skin gets a chance of absorbing water it will frill, and be spoilt. The back merely requires moistening, and the squeegee, in expelling the water, brings it into contact with the India-rubber film. Now, with the squeegee, remove all the water from the plate, and then brush round the edges with some India-rubber solution, so as to reduce the chance of water, to be used subsequently, from getting under the skin.
Now place the pewter on the bed of the press, and with a clean sponge cover the picture with clean, cold water, in sufficient quantity to form a pool about one-eighth of an inch deep, care being taken that the water does not extend as far as the edges of the skin.
The water is allowed to remain on the skin for five minutes; it is then soaked up, and a fresh supply added, and this operation is repeated at intervals for twenty or thirty minutes, the object being to partly remove the bichromate, and also to allow the gelatine that has not been rendered insoluble by the action of light, to absorb sufficient water to enable it to repel the ink from the roller.
When it is judged that the image has been sufficiently soaked, with the sponge remove as much water as possible, then lay a clean sheet of paper upon the skin; upon the paper lay the loose blanket, lower the tympan, run the bed of the press under the platen, then pull over the lever, and subject to as much pressure as the press will give, allowing the pressure to “dwell” for a minute or two.
This is to “smash” down the highest relief in the skin, which, unless so smashed down, would interfere with the roller feeding the ink in the deepest shadows.
The skin is now ready for inking up with No. 1 roller, charged with the best litho. ink mixed with a little lard, just sufficient, and no more, to make the stiff ink distribute on the slab, the ink and the lard being thoroughly incorporated, either with a stiff palette knife or with a muller. The ink and lard being thus well mixed upon the slab, gather up the compound and place it in one corner of the slab.
For No. 2 roller take a portion of the above mixture and add to it a little more lard, and mix well, then place this in one corner of the other inking slab.
With the palette knife touch the roller No. 1 at short intervals with little dabs of the first ink, then roll it vigorously on the slab up and down, and then {161} across and sideways, until the ink is evenly distributed over the roller and the slab; now with the roller proceed to ink up the image. Use plenty of pressure, and turn the roller first one way, then the other, until the image shows itself vigorous and strong.
Now take No. 2 roller charged (in the same way as No. 1) with No. 2 ink well distributed (but do not use quite so much as with No. 1), and with a light pressure go over the inked image; this inking will fill up the light half-tones and clean up the image generally.
Before pulling an impression take a sheet of mask paper (which must be a little larger than the pewter plate), and in the centre cut a clean, sharp opening the size the picture must be. This mask, with the oiled side down, is adjusted in position on the skin; then turn back the edge furthest from the operator, and upon the extreme edge of the pewter place a few small dabs of stiff ink, return the margin of the mask over these dabs of ink, and rub down; these dabs of ink serve to keep the mask in position, when turned back for each inking up. If the margin of the mask paper projects over the pewter plate, and outside the bed of the press, it must be turned down, else it will tear when the bed of the press is run in.
The mask being laid in position to protect the margin of the print, lay a piece of matt enamel paper on the inked up and masked image, back this first with a sheet or two of clean blotting paper, then with a loose blanket; lower the tympan, and run the bed of the press under the platen and pull over the lever. The pressure requisite to pull an impression from a heliotype skin requires the full strength of an ordinary man to pull over the lever.
Now examine the print, and if it is flat and dirty, the skin has not been soaked sufficiently before inking up, so remove the ink left by the paper by washing it over with a rag soaked in turpentine, then wash with a wet sponge, blot off the surplus and with the sponge again put a pool of water over the image, and allow it to soak for about five minutes; again wipe it off with a sponge, smash down and ink up again.
If the image is black and white without half-tones, the fault may lie in the negative, which perhaps is too hard; or if that is all right, then the skin has not been sufficiently exposed in the printing frame, in which case it may be at once thrown away, as no amount of coaxing will make it yield a good print. Or it may be that the skin is too damp, in which case rub it gently with the water sponge, on which a few drops of alcohol have been sprinkled; then blot off, ink up again, and pull another proof. {162}
If the back of the skin is “sunned” too much, the print will suffer by being dirty and flat, and will require sponging over with a little of the ten per cent. mixture of ammonia in water; then blot off, and again ink up; take care and keep the ammonia sponges away from the other sponges.
If the deep shadows show a white margin and are difficult to ink up, the skin has been exposed under the negative for too long a time; and if “smashing” down does not remedy the defect, the only chance of saving it will be to allow the skin to get thoroughly dry, and then (say the next day) to soak it up again for an hour.
Spots on the margin of the print may be removed by carefully painting them over with a camel’s-hair brush charged with dilute cyanide of potassium, carefully washing afterward to prevent spreading.
Each time the image is inked up, the mask must be laid back, so as not to interfere with the roller; then after inking up, it is again laid in position, so as to protect the margin of the paper upon which the print is made.
It must be borne in mind that the first print from the skin will not be the best it is capable of giving, therefore, before any of the above-named dodges are resorted to, the image should be inked up and proofs pulled four or five times; as a generul rule perfection will not be attained until about ten or twelve prints are made, using each time a good paper, as a soft spongy one will not pick up the ink on the skin.
Of course, a plain black ink will not suit every class of subject, therefore, when the operator requires a different tint or color, it must be made by a judicious blending of stiff ink of the proper colors mixed with lard as given above. When a distinct change of color is required, it is not a good plan to wash No. 1 roller, but have a separate No. 1 roller for each color. No. 2 roller may be washed for such a purpose.
If it is desired to print two tints, the darkest tint is applied with the No. 1 roller, the lightest with the No. 2 roller.
This process, roughly described, consists in carefully grinding with fine emery, a plate of thick glass, then coating it with a mixture of white of egg, or of stale beer and silicate of soda. After the plate is dried it is rinsed in water, and dried again, then warmed, and coated with a thin film of bichromated gelatine. This coating is then dried in a suitable oven, after which the plate is exposed to light under a reversed negative, followed by a short exposure of the back of the film to light, then washed in cold water until the whole of the bichromate is removed from the film, when the plate is allowed to dry. It is next soaked in cold water, then in a mixture of glycerine and water, after which it is placed upon the press, and the printing proceeded with.
As in lithographic printing, the size of the paper upon which the picture is printed determines the size of the stone upon which the transfer is made, so as to give a good margin, not only large enough to prevent the paper being marked by the edge of the stone, but also to allow plenty of room for working the roller; so in collographic printing, the glass plate upon which the picture is to be made must be sufficiently large to allow a margin of at least four inches all round the outside of the picture. This is not only requisite for the reasons that hold good in litho. printing, but for the additional one of giving plenty of room for the manipulation of the mask used to protect the margin of the print.
Collographic plates should also be sufficiently large to prevent their edges from cutting the composition rollers used for inking the image; for instance, a roller nine inches long should never be used upon a plate less than twelve inches wide.
Collographic films are made upon good patent plate-glass half an inch thick, free from scratches, with the edges nicely bevelled to avoid cutting the rollers; this bevelling the plates is absolutely necessary for use upon the machine, but is not so important for the hand press.
To prepare plates for use they are first ground with fine emery powder. To do this place one plate upon a smooth board or a couple of bearers across the sink, sprinkle with fine emery powder (sifted through book muslin), then with {164} water. Now, with another plate on the top, proceed to grind with a circular motion, continuing the grinding until the emery is worn smooth; then renew the supply of emery, sprinkle with water and again grind until the emery is smooth; now work well with water, squeegee dry, and examine the surface; if it is evenly ground the plates are ready for the next stage. If they are not ground all over, cover them again with emery and water, and continue to grind until the surfaces are of an even matt all over.
The plates being ground, they are well rinsed under the tap, and both sides are well rubbed with a rag to free them from all particles of grit, etc., then flood them with a mixture of
| Liquor Ammonia | 1 | ounce. |
| Alcohol | 1 | ounce. |
| Water | 5 | ounces. |
rub this well in with a clean rag, and again well wash with clean water, then allow to drain and flood with
THE PRELIMINARY COATING OF | ||
|---|---|---|
| Stale Beer | 5 | ounces. |
| Water | 5 | ounces. |
| Silicate of Soda (Waterglass) | 2 | ounces. |
made up an hour or two before using, and filtered.
The wet plate is covered with this two or three times, and then placed on a rack to dry. When all the plates in the batch are coated the rack should be removed to the drying oven and the plates dried in sitû, not lying down.
Be as careful as possible to prevent any of the beer and silicate mixture from getting on the back of the plate, as it interferes with the running of the image afterward.
Plates may be prepared with the preliminary coating in quantity, as the coating hardens and improves by being kept.
When the coating on the plates is quite dry rinse them under the tap and again dry them, this time quite spontaneously. Lastly, they are placed upon the slab of the drying oven to get sufficiently warm before being coated with the sensitive mixture.
The sensitive mixture must be made exactly as follows, as everything depends upon the time and temperatures named: First of all, take thirty ounces of pure water and add ten drops of a saturated solution of chrome alum; shake up well and allow to stand ten minutes; if the water is very slightly opalescent, it is {165} quite satisfactory, but if there is any tinge of green then too much chrome alum has been used, and it must be thrown away and another lot made.
Then add two and one-half ounces of fine gelatine and allow it to soak until soft, then place it in the “Baine Maire” and melt the gelatine, stirring all the time. Raise the temperature to 125° F. and keep it thus for fifteen minutes; next add 150 grains of bichromate of potassium in fine powder, stirring until dissolved, and raise the temperature to 150° F. Strain the mixture through muslin into a porcelain jar and allow it to cool, keeping it in jelly at least twelve hours before using it.
This sensitive mixture does not work well if used to coat plates with directly it is made; therefore, it must be made up some time in advance. It keeps well, in fact improves, with keeping, up to about seven days. In remelting for use, only melt just sufficient for the plates to be coated, as it does not improve it to melt it too often.
Plates coated with the above mixture are dried at a temperature of from 100° to 120° F. in from two hours to three hours, and have a splendid grain.
Here is another formula the mixture from which does not keep, but must be made and used directly. It is the formula most frequently used by the writer. Plates prepared with it can be dried, at lower temperatures, in from twenty to fifty minutes. It is also the best formula when copper plates are used instead of glass, of which mention will be made at the end of the chapter.
Soak two and one-half ounces of gelatine in fifteen ounces of water until quite soft, then place all in the “Baine Maire” and melt at as low a temperature as possible; when melted add 100 grains of bichromate of potash and 50 grains of bichromate of ammonia both in fine powder, stirring until dissolved; now put in the thermometer, and raise the temperature to 140° F. and keep it there for ten minutes; then allow to cool to 125° F. and add the following mixture, stirring vigorously the while: fifteen ounces of alcohol and five ounces of a saturated solution of borax in alcohol. Mix the two before pouring them into the hot gelatine. With some gelatines the addition of this mixture will cause a slight coagulation of the gelatine, and it will stick to the stirring rod; therefore, the solution must be stirred until the coagulated gelatine is redissolved; then strain it through muslin into the pourer and at once use it by pouring it over the warm plates.
One of the best vessels to use as a pourer is an invalid’s cup with a spout at the side.
The above quantity of mixture is sufficient for sixteen plates 16 × 13 inches; {166} therefore, if only four are to be coated, which is the quantity that the drying oven to be described will take, the above quantities must be divided by four.
Now if the first formula be used, take sufficient of the jelly, melt it and strain it through muslin; then take one of the plates from the drying oven—which plate should be just warm enough to be comfortably held on the palm of the hand—carefully brush it over with a dusting-brush, so as to remove any particles of dust that may have adhered and balancing the plate on the palm of the hand, pour over it sufficient of the warm gelatine to just cover it. A 16 × 13 plate will take a little less than two ounces of the gelatine mixture. Take care not to spill any. Next place the plate upon the hot slab, and coat the rest in the same way. When all are done close the door of the oven and do not open it again until the plates are dry.
With the second formula the modus operandi is the same, except, of course, that instead of melting the already made jelly, the mixture made as above directed is used directly after mixing. The plates being dry they are ready for exposure, which need not necessarily take place at once, as if stored away in the dark and away from damp they will keep two or three weeks.
The exposure to light is made in a box-pattern frame, the negative having a mask in front of it to protect the margin of the plate from the light.
The negative used must be reversed—i. e., the image must be in its right position on the negative when viewed through the film, not as ordinary negatives are—through the glass; therefore, a mirror must be used in making the negative, or a skin negative may be used; or, if neither is practicable, the negative must be reproduced by one of the methods already given.
The exposure to light in the printing frame will vary according to the density of the negative, and the strength of the light, and should be continued until the image can be seen well defined upon the gelatine film when examined in the dark-room, by opening one-half of the back of the frame.
The exposure being complete, lay the printing frame face down upon a table in the light, remove the back and packing, and expose the back of the film to the light for a short time, without in any way disturbing the position of the collotype plate or the negative.
This exposure of the back of the image to the light has a twofold advantage, one being that it helps to weld the sensitized gelatine film to the surface of the plate, and so enables it to stand the wear and tear of printing; the other, that it reduces the relief of the picture, and so gives the inking roller a better chance of feeding the deep shadows. {167}
The duration of the exposure of the back of the film to the light will vary very much with the subject in hand; if it be one with slight contrasts, a much shorter time will be required than where the picture contains a lot of very heavy shadows.
The next step will be to remove the plate from the printing frame, and immerse it in clean cold water for five or six hours, or for such a time as suffices to remove the whole of the bichromate from the film. The plate is then placed in the rack to dry spontaneously, and should be allowed to stand for at least twelve hours afterward before printing from, so as to give the film a proper chance to become thoroughly hard.
We now have a collotype plate which has undergone the following operations, viz.:
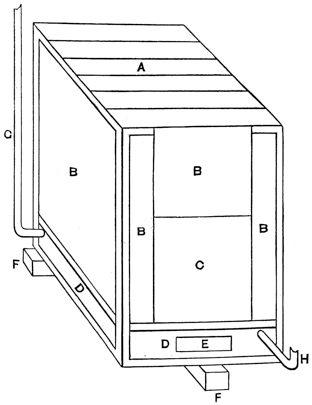
A plate of thick glass ground with fine emery until of an even matt surface. Then it is washed and coated with the preliminary coating of beer and silicate of soda and dried. Then rinsed in cold water and again dried. Next placed on the warm slab of the drying oven until just warm enough to hold on the palm of hand. Then coated with the sensitive mixture, either No. 1 or No. 2, and placed in the oven until dried. Then exposed to the light under a reversed negative in a printing frame until the details of the image are well out. Then the back of the plate is exposed to the light for a short time. Then it is placed in clean cold water until the bichromate is removed. At last the plate is dried, after which it is ready for the printer.
Now, before proceeding further, it will be as well to touch upon various points of procedure, and also to describe what may be reckoned the most important piece of a collotype plant, viz., the drying oven. Figure 17 gives a drawing of the oven as it stands on the table for use, the {168} dimensions being from the top to the bottom of the frame 5 feet by 3 feet 4 inches wide by 3 feet deep. The top A, and the back, are covered with matched boards well seasoned; the sides and front, B, B, B, B, are made of frames 2 inches by 1 inch, covered with canvas sufficiently close to exclude light, but still open enough to let out the heat slowly. The door C is also a frame covered with canvas, 24 inches square, sliding upward in grooves, and balanced by means of weights. D is the jacket of iron upon which a copper tank rests, the jacket serving to carry the tank and to protect the wood-work from the gas flame used to warm the water in the tank. E is a sliding door in the jacket for the purpose of lighting the gas burner. F F are the projecting ends of a levelling arrangement forming the base of the oven, these ends being fitted with good, strong screws working upon iron plates let into the top of a strong table upon which the oven is placed. The distance between the two lower rails or styles is 6 inches, which is also the height of the iron jacket. D G is a tube let into the jacket to carry off the products of combustion from the gas. H is a tube with a screw nozzle, for filling the tank.
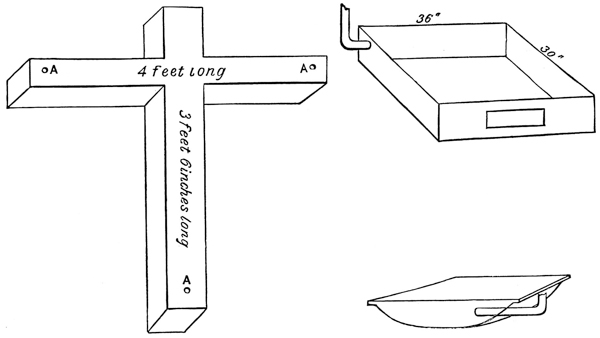
| Fig. 18. | Fig. 19. |
| Fig. 20. |
Figure 18 is the base of the oven, A A A being the three points where the levelling screws are placed; this base is formed of good 4 by 3 inch quartering, the other dimensions being as marked. This base stands on the table, the oven on the top, without any fastenings. {169}
Figure 19, the jacket of sheet iron well wired, with a tube at one corner, for carrying off the products of the combustion of the gas, and a hole at the other corner to carry the projecting tube from the tank, by which it is filled.
Figure 20, the copper tank, the outside dimensions of which are 37 by 31 inches, the flange fitting on top of the jacket; the depth of the tank in the centre is 3 inches; the inlet pipe is 1 inch bore, and 6 inches long, the bend being taken high enough to be about 2 inches above the top of the tank.
The base is placed upon the table, then the iron jacket on the top of the base; then the copper tank is fitted into the top of the jacket; upon the top of the tank is placed a slab of marble or slate 37 1⁄2 by 31 1⁄2 inches, cemented by means of plaster-of-Paris. The wooden top of the oven is fitted into position, the canvas being nailed on last. But, before doing this, it will be as well to fix the bearers as at C C C, Fig. 21, with corresponding ones on the other side, so that slats may be placed across for the purpose of holding heliotype plates, and for drying transfer paper, etc. The interstices between the edges of the slab and woodwork should be made good, either by means of wooden laths or cement.
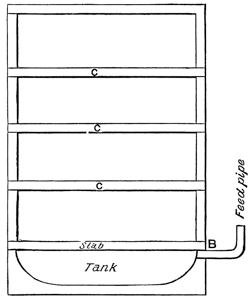
The oven being erected, the first thing to do will be to fill the copper tank with water; then level the slab by means of the screws, or if the bottom ends of the base are shod with sheet iron, wedges may be used to level with. The drying oven must be kept in a room at a uniform temperature of about 60° F.
In using the oven after the plates are dry (after rinsing), place a piece of clean, dry, brown paper upon the slab, then place on this paper four plates 16 by 13 inches—which are the size and quantity for which the dimensions of the oven have been calculated; then place a thermometer between the plates, and close the oven. After the water has been brought to boil, the plates will be ready for coating; but, if the thermometer registers over 120°, turn off the gas, coat the plates, again close the door, and let the plates dry.
One of the first things the student must do is to familiarize himself with the oven. Note the time taken to bring the water to boil; the temperature of the {170} slab, and the time taken for the temperature to fall after turning off the gas. A day spent at this will teach far more than it is possible to do by writing.
Do not try to improve the oven by having the door to open any other way than by sliding. If made to open in or out, a draught of air is created which will cause mischief. Petroleum, instead of gas, may be used for heating the water.
Instead of using glass plates for carrying the collotype film, copper or brass plates may be used. They should be grained with fine sifted graining sand and a stone muller, then washed with plenty of fresh water, and coated with
| Stale Beer | 5 | ounces. |
| Water | 5 | ounces. |
| Silicate of Soda (syrup) | 2 | ounces. |
| Tannin | 1 | grain. |
Prepare the mixture three or four hours before using, and filter it carefully. The subsequent operations are the same as with glass, except that the sunning of the back of the film must be dispensed with, and the second formula for the bichromated gelatine mixture must be used, as the first one gives too high a relief for copper.
Plates that have been used are cleaned again for further trial, by immersing them in a pickle of American potash or concentrated lye, then well washing, regrinding, washing, and finally coating with the beer and water-glass substratum, exactly as before mentioned.
Collotype plates are usually printed from, upon a typographic press, but the best press is one with a cylinder, like the lithographic machines. Such presses give a more even pressure, and at the same time will enable more impressions to be made in a given time.
In the chapter on heliotype printing, a description is given for preparing the tympan for printing from the heliotype skin, and that description holds good for collotype plates; but we shall require a slate slab, the full size of the bed of the press, and a little under half an inch in thickness, upon which to fix the collotype plate by means of plaster of Paris.
The press being ready, take the dried plate, and soak it for half an hour in clean cold water. After that wipe it with a clean soft rag, and scrape any gelatine from the back that may have found its way there; spread as evenly as possible some fine plaster of Paris over the slate slab on the bed of the press, then damp with sufficient water to make the plaster the consistency of cream, and lay the damp collotype plate in the centre, and press it well down, working it a little so as to get it level and well bedded in; allow the plaster to form a ridge all round the edges outside the plate, levelling these ridges by running the finger over the moist plaster, so that they do not project above the face of the plate. Now cover the collotype plate with a mixture of
| Glycerine | 5 | ounces. |
| Water | 10 | ounces. |
| Ox-gall | a little. | |
Allow this fifteen minutes to permeate the film, taking care that it covers the whole of the surface evenly.
Whilst the plate is thus soaking up, get the inking slab clean, and the two rollers ready, viz.: An ordinary lithographic roller, for inking up the heavier portion of the image, and a composition roller for inking the half-tones and clearing the image; then mix the ink to the desired shade by taking some stiff ink from the tin, and mixing to the proper consistency with a little olive oil. The ink must not be made thin, but just sufficiently softened to work up with {172} the palette knife. The ink used must be very finely ground by machinery with a minimum of olive oil. This, in hand grinding, is difficult to do, and the presence of too much varnish in the ink is prejudicial to the production of bright collotype prints.
The ink being mixed, a little is taken up on the point of a palette knife and smeared along the face of the leather roller and then worked vigorously upon the inking slab, until the ink is thoroughly distributed upon both roller and slab. Do not attempt to thin the ink so as to lessen the labor of distributing the ink, as that will only render the collotype print flat and weak. The ink must be stiff and spare. Now remove the soaking fluid with a very soft sponge, and blot off with fine plate paper, then proceed to roll up with the leather roller, until the image just shows nicely on the plate. Do not attempt to get it to take sufficient ink to look black. Next take the composition roller, and a little ink thinned with lard to about half the consistency of that used with the leather roller, and touch it here and there with the palette knife holding this thinner ink, and roll up on another slab until the ink on the slab and roller are quite even; now apply the composition roller to the image inked up by the leather roller, and roll with a light pressure and quick motion. This will complete the inking up of the image. Now take a piece of the mask paper mentioned for heliotype printing, and having cut out a suitable aperture, place it in position upon the plate, then put a piece of paper in position upon the mask; upon this paper fix a large sheet of smooth waste paper, then loose the blanket, lower the tympan, run the bed of the press under the platen, and after adjusting the pressure, pull over the lever, run out the bed, and examine the proof. From that deduce whether the ink is too thin, or too thick, or not enough, or too much. Damp with a sponge dipped in water, then blot off or remove the surface water with a damp soft rag, then ink up again, and repeat until a suitable print is the result.
Some collotype blocks require the ink far thinner than others, therefore it will be the aim of the printer to try various degrees of ink with each plate until the best result is attained. The best prints are got, as a rule, from a roller that seems to have very little ink upon it, but the ink thoroughly well distributed over both slab and roller.
To print from a collotype plate it is necessary that those portions of the film which have not been exposed to the light—and from them in proportion as the gradation of tone progresses to the shadows—must be charged with moisture to enable them to resist the greasy ink; if plain water be used for this it would {173} be troublesome to get sufficient in the film to resist the ink, and at the same time enable the roller to feed the image without slipping. Therefore glycerine is used, mixed with water, and with various hygroscopic substances, to which the term “etching fluids” has been given. This term is a misnomer, and quite out of place, “damping fluids” being the best.
In addition to the damping fluid previously given, a few others are here appended, each having their advantages under certain conditions:
| Glycerine alone or with water. | |||
or, | |||
| Glycerine | 5 | ounces. | |
| Water | 5 | ounces. | |
| Hyposulphite of Soda | 1⁄2 | drachm. | |
or, | |||
| Glycerine | 5 | ounces. | |
| Water | 5 | ounces. | |
| Nitrate of Potash | 1 | drachm. | |
or, | |||
| Glycerine | 5 | ounces. | |
| Water | 5 | ounces. | |
| Ammonia | 10 | drops. | |
or, | |||
| Glycerine | 5 | ounces. | |
| Water | 5 | ounces. | |
| Common Salt | 30 | grains. | |
or, | |||
| Glycerine | 5 | ounces. | |
| Water | 5 | ounces. | |
| Chloride of Lime | 1 | drachm. | |
The last one must only be used when it is desired to take away a tint, and if used too often, will be very likely to destroy the image altogether.
During the printing from a collotype block, the number of impressions that may be pulled without redamping, will vary very much with each block. Sometimes as many as eight or ten may be pulled, but the average will not exceed two. As soon as there is a tendency to flatness, take a sponge containing a little of the damping fluid, and go over the film with it, then wipe it off {174} with another sponge, or a piece of damp cloth (soft), then blot it off with a piece of good blotting paper, and ink up again. In fact, as a rule, it is best to damp for each print.
Good printing paper must be used for collotype prints, and for very fine work a fine neat enamel paper will be best. Coarse hand-made papers, however much admired, must soon break up the delicate image.
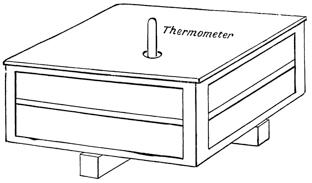
I will describe another drying oven, the heating arrangement of which is the same as the other, but the superstructure is much smaller. It will require more care during the time the coated plates are drying to keep the temperature down, but it has the advantage of allowing a thermometer being inserted in the lid in such a manner as to allow the temperature of the interior being seen at a glance. Still another advantage is, it takes up much less room. It measures inside 18 inches wide by 32 inches long, and 9 inches deep to the top of the slab. The thickness of the slate slab and of the copper tank should be the same as in the larger oven; the lid at the top should be made solid and have an orifice in the centre through which the thermometer is pushed. The sides of the oven should be covered with one or two thicknesses of good red flannel.
The only thing that calls for particular attention in these ovens is the copper tank, which should (especially the top) be made of good, stout sheet copper, otherwise the water on being heated has a tendency to make the copper bulge, and elevate the slab. By that means the care which should be taken in levelling the slab will be lost, as this elevation will put it all out. Before putting the superstructure in position, the slab must be cemented to the top of the copper tank by means of plaster-of-Paris; this is important, as a much more even heat is thus obtained.
Now, whichever oven is decided upon, it must be erected in a room free from draught, where it can be kept at a temperature of 70° F., as the quality of the collotype plate is much influenced by the temperature of the room in which it is prepared. So, too, is the oven in which it is dried, especially if below 60°, for then it is very difficult to get good results, as the plate chills when taken from the oven, and the film is almost sure to prove rotten during the printing. {175}
In the summer time, if the room gets too hot, the gelatine solution is apt to get frothy, and then dry hard and glossy, instead of with a nice half-mat surface. It is then best to prepare the plates only in the early morning.
The temperature at which to dry the collotype plates will vary according to the subject to be printed upon them, as some subjects will require a finer grain than others. But a few intelligent experiments will soon enable the operator to judge of the temperature required; 75° F. is the lowest, and 120° F. the highest temperature giving good, bright blacks.
One of the great secrets in collotype is to give a double coating to the plate. I find it really a great advantage so to do. I found this out quite by accident. One day, when I went to use some plates, I found that they had not been properly levelled, and that the coating was thin at one end, and thick at the other. This happened to three out of a batch of four, the other one being all right; so, in a fit of laziness, or hurry, or something, I decided on recoating the three, and did so. When I came to print from the three twice coated and the one once coated, I was agreeably surprised at the difference; the pictures on those twice coated were much more vigorous. Since then I have tried the experiment exactly, and always get the same uniformly excellent results. The second coating is applied as soon as the first is dry; but this second coat cannot be applied so well if the plate be held on the hand, therefore a levelling stand should be used, and the gelatine poured on the centre and coated over the surface by means of a glass rod.
The proper quantity of gelatine solution requisite for a plate 16 by 13 inches is 2 ounces for each coat. Note well that all of it is left on the surface of the plate, not some on the table.
When once the coated plates have been placed in the oven, and the lid is closed down, they must not be disturbed until they are dry; this will be in two or three hours, according to the thickness of the coating of gelatine. If removed before they are dry, there is danger of marking the film.
After the second coating of gelatine is dried, the plate will be all the better if kept a few hours before being printed upon, care being taken to store it in the dark, or somewhere free from damp and gas fumes.
By the bye, the oven must be placed in a room illuminated by yellow light—i. e., daylight filtered through yellow glass, cloth, or paper; or else the room must be lighted by gas or oil light.
The negative to be printed from should have all the parts that are intended {176} to be quite white in the finished print, stopped out with India ink or Gihon’s opaque, and the limit of the picture should be masked by very thin tinfoil, cut quite straight and gummed upon the film side of the negative. The rest of the margin of the plate must be protected by a brown paper mask.
The best printing frames for collotype printing are of the box (or “deep”) pattern, with plate glass fronts. They should be about two inches deep, and the bars behind quite plain—i. e., without either screws or springs. The back board should also be dispensed with, the pressure being got by means of wedges. The advantage of these frames is that the picture can be examined without undoing the back, and without risk of shifting the plates.
After printing, the plate should be placed in a zinc vessel like a plate box fitted with a siphon, so that the water can be kept constantly changed, until the bichromate is removed; then the plate is drained, and, after being wiped with a soft cloth, is put away to dry.
Now then, beginners, do not be in a hurry to try your first plate on the press directly it is free from the bichromate, as no plate will give a good result until it has been dried down. Before putting it on the press, soak it for half an hour in water, then half an hour in glycerine and water in equal parts, and, finally, wipe it, and proceed to ink up the press.
The safest plan is the one mentioned, viz., bedding up slate with plaster-of-Paris. Another plan is to place on the iron bed of the press a piece of thin felt, then a slab of glass, upon which are placed two thicknesses of wet blotting-paper; upon these place the collotype plate (the back of which is free from any gelatine that may have run over after coating); then, if a chase be placed on the press, the plate may be blocked in position by means of a few pieces of furniture tightened by means of quoins.
In the above only glass slabs are treated of; but brass plates, about one-eighth of an inch thick, will be found safer, and more economical than glass, and yield results just as good. They may be fixed upon a block of hard wood by means of a screw (countersunk) at each corner. If an ordinary type press is not at hand, brass plates may be printed from upon a litho. press.
Whether the plate will require damping each time will depend greatly upon each individual plate and the subject. With some, damping must be done each time; with others, once only for four, six, up to a dozen pulls; but, of course, the temperature of the room in which the printing is conducted will be an important factor in determining this point. When the print is flat, and the whites degraded, then damp the plate before again inking up. {177}
To insure even prints, care must be taken to keep the roller well charged with ink. Much more could be written on this subject, but practice will be the best guide.
A word as to bedding the glass slab on. With a properly prepared leather litho. roller, charged with ink mixed with a little olive oil and varnish, brought to a working consistency with a muller on a smooth slab (be sure that the ink on the roller is evenly distributed), after wiping the plate carefully with a soft, damp cloth, proceed to ink up the image slowly and carefully; then, when all the ink possible has adhered to the image, take the glue roller and apply it three or four times, which will clear the image wonderfully. Now put the mask in position—either a cut-out, or four narrow strips of bank-post coated with gold size and oil, and then dried—then put a piece of mat enamel paper in position, then a piece of common printing paper on top, then a piece of blanket; lower the tympan, run in the bed, and press, and, if the pressure is not too much, the prints will be just as good; but, if too much pressure be used, the paper will be creased and spoiled, and the collotype image is in danger of being cut.
There is a method of making reproductions from photographs without any photographing process further than that required to supply the print. Any good photograph with a matt surface may be traced over with the ink supplied for the purpose by the inventor of the process, or with the ordinary lithographic autographic ink, which comes in sticks like India-ink, and then the superfluous portions faded away (or not) as directed on a preceding page. From that or from a crayon sketch, music, a written letter, plans, or circulars, in fact, from anything written with the proper ink with a pen or printed, reproductions may be made. The principal appliances needed are the “Universal Copying Machine” and its accessories.
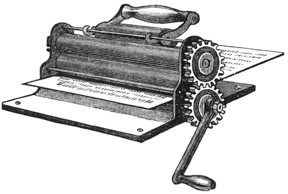
Where the results desired need not be of as high a grade as those made by the Collotype processes, or where there is not time to make a zinc etching, this method will serve a good purpose and produce satisfactory results. The zinc plates used for etching will serve to hold the transfers. The methods for cleaning the plates, already given, will serve here also. The machine should be securely fastened to a table and the bearings must be kept well oiled.
Write, draw, or trace the original with a steel pen and the ink, on well calendered paper, not too thick. For drawing, a fine pen is the best. Then lay it, written side up, in a shallow dish, cover the paper with the transfer solution, leave it from four to five minutes. If the writing is several days old, leave it longer—about ten minutes. Lay it between blotting paper and dry gently by rubbing with the hand or a cloth. Then lay it, written side down, upon the polished plate, pass it from four to six times under the iron roller, having first placed a pasteboard over it. To prevent slipping, it is well to cover the original with a sheet of blotting paper before putting the pasteboard {179} over it. If you are not sure your press is screwed up evenly, run the plate through two or three times, then turn it end for end and pass it through as many times the other way.
Place upon the small distributing roller as much printer’s ink as will go upon the point of a knife, then holding the handle with the left hand, press it upon the inking roller, and turn the crank, moving the distributing roller from side to side, until the ink is evenly distributed.
See that the rollers are an equal distance apart at each end, so as to print evenly. The original is now carefully removed.
After washing the plate gently with a sponge and water and drying it, also gently, with a clean cloth, rub the whole printed or written side of the plate, by means of a cloth or sponge, with mixture No. 1, not pouring the mixture directly upon the writing, but upon an unprinted place upon the surface and rubbing over the whole plate. Wash off immediately with sponge and water, and dry gently; then pour about twenty drops of No. 2 upon the plate, not directly upon the print, and rub over the whole surface, so that there is a thin coating of it over the whole surface. This prevents the ink from sticking to the part of the plate not covered with writing or print. If there is too much, the paper of the copies will be yellow, and the negative may be injured.
Now lay the plate upon the pasteboard and pass it under the inking roller (the pressure does not need to be strong); it falls before the iron roller; place a sheet of clean paper upon the negative, lay a pasteboard over it, and pass it under the roller. For the first impression it is well to pass it under several times, until the negative comes out clearly and distinctly. From time to time, after every ten or twelve impressions, apply No. 2; if the paper used for printing is very coarse or porous, it may be necessary to apply No. 2 oftener.
As soon as the impressions become faint, apply a little more ink in the manner described. After applying fresh ink, apply No. 2. Only when too much ink is put on or unevenly distributed, or when the plate is not covered with the thin coating of No. 2, or not properly cleaned, can the negative or plate become soiled. If this should happen from any of these causes, remove the spots carefully by means of a cloth wet with preparation No. 2.
If the ink hardens on the rollers remove it with lye or washing soda.
If you wish to interrupt the work, the plate must be washed with a wet sponge, to remove the preparation, and then dried with a cloth. On using again, apply No. 2, as before. If the plate has not been used for several days, apply both No. 1 and No. 2. Do not use woollen cloths.
The mixtures No. 1 and No. 2 are supplied with the press. {180}
Thus it will be seen that photographs may be reproduced by many processes and in quantities to accommodate all sorts of demands. As an averment of what the future holds, our book is brought to a close by the following quotation from a recent issue of a daily newspaper:
“Some time ago the Evening Post gave an account of a new process by which books were being reproduced in this country directly from photographic plates, and it was said that the field for such business would probably grow in proportion to the ease and certainty with which this kind of work could be done. Under this process the most important work issued so far has been seventeen volumes of the Encyclopædia Britannica, this production being sold at half the price asked for an American reprint already in the market, and at one-third of the price of the imported book. In order to make this reproduction, the sheets of the English volume are carefully photographed, and the glass negative placed over a thick sheet of specially prepared gelatine and exposed to the sun. Wherever the dark film upon the glass negative prevents the light from reaching the surface of the gelatine, this substance remains insoluble in water. Wherever the light penetrates, the gelatine undergoes a chemical change which makes it soluble. After an exposure to the sun or electric light for some minutes, the gelatine sheet is washed with water and the result is a plate in relief, every black line upon the glass negative being in high relief, and everything else washing away under the sponge.
“Until the last few years, it had been very difficult to get this relief sufficient to print from, but by improvements in the process effected by a number of different inventors, this result has been obtained. The gelatine sheet having been hardened, an electrotype is made from it which is put into the printing press. Owing to chance, the gelatine sheet itself was used one day for printing from directly, and it was found that a larger number of good copies could be made from the gelatine direct than from the hardest electrotype. The only drawback to the use of the gelatine plate itself in the printing press is its liability to crack, for no reason that has as yet been discovered. If some way is found of making the gelatine plate durable, it would be used entirely in place of an electrotype, as it costs almost nothing and can be made quicker than an electrotype.”
The way has been “found” and zinc etching is doing the work.
Finally, the essays of John Burnet, “On the Education of the Eye,” “On Composition,” and “On Light and Shade,” copies of which are hard to get for $100, have recently been reproduced by one of the processes given in this book, full size, and is sold at $4.00. There is a great future ahead for all process work.
![[Advertisement:
E. & H. T. ANTHONY & CO.
No. 591 Broadway, New York.
MANUFACTURERS AND IMPORTERS OF Photographic Instruments and Supplies
SOLE PROPRIETORS OF THE SATCHEL DETECTIVE, SCHMID DETECTIVE, CLIMAX
DETECTIVE, CAMERAS FAIRY, NOVEL, AND “THE PHANTOM CAMERA,” the Champion
Light Weight of the World.
USE ANTHONY’S CELEBRATED “E A” TRADE-MARK CHEMICALS. SUPPLIED BY ALL
DEALERS.
BROMIDE! BROMIDE! BROMIDE!
ANTHONY’S Patent Reliable Bromide Paper FOR CONTACT PRINTING AND
ENLARGEMENTS. Rapid for Artificial Light. Slow for Daylight.
SEND FOR ILLUSTRATED CATALOGUE.]](images/i185.jpg)
![[Advertisement:
Fred’k W. Devoe. James F. Drummond. J. Seaver Page.
F. W. Devoe & Co. Cor. Fulton and William Streets, New
York.
Manufacturers of ARTISTS’ MATERIALS, DRAWING INSTRUMENTS,
FINE BRUSHES, READY MIXED PAINTS AND VARNISHES.
Fine Dry Colors for Lithographers. White and Tinted
Hand-made Papers, Ingres, Crayon and Torchon, Gelatine
Paper, Magnifying and Diminishing Glasses, Grained Papers
for Process Drawing, Crayons, India Ink, Roulettes, etc.,
“Imperishable” Paste for Mounting Photographs.
SUPPLIES FOR OIL PAINTING, WATER COLOR PAINTING, SKETCHING,
PORCELAIN AND CHINA PAINTING, PASTEL PAINTING, MINIATURE
PAINTING, CRAYON AND LEAD PENCIL DRAWING, ETCHING, CHROMO
PHOTOGRAPHY, TAPESTRY PAINTING, TEXTILE DESIGNING, MODELING
IN WAX AND CLAY, LUSTRE PAINTING, PEN AND INK DRAWING,
REPOUSSÉ WORK, FRESCO AND SCENE PAINTING, MAKING WAX FLOWERS
AND FRUIT, ETC. ETC.
COFFIN, DEVOE & CO., Chicago, Ill.
F. W. DEVOE & CO., Fulton St. cor. William, New York.
Catalogues of our various departments to dealers, on
application.]](images/i186.jpg)
![[Advertisement:
THE Huber Rotary Zincographic Press.
This press was designed and is now in successful operation
for printing from zinc plates the kind of work hitherto
produced from stone in the lithographic press; and by reason
of its continuous rotation many more impressions per hour
can be produced than by the stone method. Colors are printed
by it in perfect register and with no loss of brilliancy or
change of the color. The advantages of the use of zinc plates
are fully set forth in our circular No. 1, “Zincography”
which will be mailed to lithographers on receipt of their
address.
To purchasers of the zincographic press, we give full
instructions in zincography, and the chemical nature of the
various preparations, etc., without extra charge.
Harris & Jones, Sole Selling Agents, No. 31 Pearl Street,
Providence, R. I.]
[Advertisement:
A. M. Collins Mfg. Co. No. 527 Arch Street PHILADELPHIA.
Makers of all kinds of Cards required by Photographers.]](images/i187.jpg)
![[Advertisement:
ALLEN BROTHERS, DETROIT, MICH., Are Sole Agents for this
Continent, for The Best Lenses in the World As well as the
Cheapest, THE SUTER LENS.
Price Lists and Testimonials Sent on Application.
A complete supply in stock of every requisite for
PHOTOGRAPHY, PHOTO-ENGRAVING, PHOTO-ETCHING, and
PHOTO-LITHOGRAPHY.]](images/i188.jpg)
![[Advertisement:
CARBUTT’S DRY PLATES
FOR ALL KINDS OF
Photo-Mechanical Reproduction.
STRIPPING PLATES for Photo-Gelatine Printing, Sensitometer 22, kept in
stock, and made to order more or less sensitive when desired.
STRIPPING PLATES, giving great contrast, for the Zinc-Etching Process,
Sensitometer 14 to 16.
PROCESS PLATE B, 14 to 16, capable of giving clear glass lines and great
density in ground, for Photo-Engravers.
FOR COPYING COLORS
CARBUTT’S ORTHOCHROMATIC PLATES will be found the greatest improvement
in Dry Plate making. They are kept in stock of Normal Sensitometer 22, but
made to order more or less sensitive as may be required. They are used extensively
by F. E. Ives, Philadelphia, and the Photo-Gravure Co., New York.
“If I may venture the prediction, I think the history of photography for the next decade will
be the history of orthochromatic work. Surely next to the production of the colors themselves,
there is nothing to be desired so much as the rendering of the true values of these colors. I place
the orthochromatic negative as the highest point yet attained in negative making, and as constituting
the outcome to-day of that germ which was brought into being nearly one hundred years
ago.”—Extract from Ernest Edwards’ article on “The Art of Making Photo-Gravures.”
“With reference to the Orthochromatic Plates. The Photo-Gravure Co. is greatly pleased with
its success in the use of your plates of this description. They enable us to obtain results which
otherwise would be impossible, and to do work that otherwise we should have to decline, placing
a great power in the hands of an intelligent operator....”—Ernest Edwards, for Photo-Gravure
Co., Brooklyn, February 13, 1888.
CARBUTT’S DRY PLATES can be obtained of all Dealers in Photo Materials,
or direct from the
KEYSTONE DRY PLATE WORKS,
Wayne Junction,
John Carbutt, Proprietor. PHILADELPHIA, PA.
SEND FOR PRICE LIST]](images/i189.jpg)
![[Advertisement:
THE LATEST NOVELTY OUT.
The New Magic Vignetter, (Illustration: Patented May 31st,
1887.) For producing the Popular Black Background or Ebony
Photographs.
Endorsed and in use by the Leading Photographers of the
United States.
No more trouble or expense than making plain photographs.
It is easily attached to any camera by fastening it on the
inside of the diaphragm of the box (as shown in the cut).
The opening can be adjusted to the proper size by simply
turning the thumb-screw. Focus and expose as usual. Every one
guaranteed.
PRICE, EACH, $8.00.
For sale by all dealers in Photographic Goods.
Sample photographs of work done with it furnished on
application to
H. A. HYATT, Sole Agent, Dealer in Photo Supplies of Every
Description. N. E. Cor. Eighth and Locust Streets, ST. LOUIS,
MO.]
[Advertisement:
THE AIR BRUSH.
(Illustration: Medals: American Institute 1884, Franklin
Institute 1885, Franklin Institute 1887.)
The Brush applies dilute liquid pigment by a jet of air. To
photographers producing large work, its use is especially
recommended in place of crayon, and for water colors.
With equal skill on the part of the artist, the work is
accomplished with far more elegance, and with wonderful
saving of time. The Brush will be sent upon trial.
The Air Brush has been found one of the most useful helpers
in Process Engraving that has ever been discovered. See
instructions given in this book.
For full description, terms, and any particulars desired,
address, AIR BRUSH MANUFACTURING CO.
69 Nassau Street, ROCKFORD, ILL.]](images/i190.png)
![[Advertisement:
VIOLET Lightning Flash Compound, (BRUTUM FULMEN.)
Pictures Made in the Darkness.
Do not waste DRY PLATES trying to make NEGATIVES AT NIGHT
WITH CHEAP, FROUZY MIXTURES.
Use the best. Sure Pop. No Animal Charcoal. No Chlorate of
Potash. No Acid. VIOLET LIGHTNING FLASH, the most powerful
light under the sun.
Price, Per Bottle, 75 Cents.
Write for particulars and catalogue of all Photographic
Materials. BUCHANAN, BROMLEY & CO., Manufacturers,
PHILADELPHIA.]
[Advertisement:
THE GUNDLACH PHOTOGRAPHIC LENSES MANUFACTURED BY THE GUNDLACH
OPTICAL CO., ROCHESTER, N. Y.
ARE THE BEST IN THE WORLD FOR ALL KINDS OF Photo-Mechanical
Work.
Send for Descriptive Price List.
For sale by dealers in Photo. Goods.]](images/i191.jpg)
![[Advertisement:
THE UNIVERSAL COPYING MACHINE
COPIES PRINT, WRITING, TYPE-WRITING, WOOD-CUTS, LITHOGRAPHS,
CRAYON DRAWINGS, PRINTED OR WRITTEN MUSIC, ETC.
The original is written with our copying ink or with our
ribbon, and then, by a simple and sure process, transferred
to a plate, from which any number of copies can be taken.
Print is transferred to the plate without spoiling the
original, and then copied like writing.
A great number of copies can be made from one original. As
printer’s ink is used, all impressions are alike clear and
legible, and can be of any color desired.
The negitive can be kept for years, or it can be removed in a
minute, and the plate used over and over again.
This process has been awarded medals at recent exhibitions in
different European cities, and is patented in Great Britain,
Germany, France, Belgium and the United States.
It is simple, cleanly, not liable to get out of order; can be
used in any climate, and is not affected by the weather.
Its importance to men of business, teachers in day and Sunday
schools, photographers, musicians, and others, is obvious.
The samples sent out are printed by ourselves, and on the
Universal Copying Machine.
Price of machine with outfit, plate 9 × 13-1/2 inches,
legal-cap size, $20.00. Price, with process to copy print,
etc., $5.00 extra. Ribbons for different type-writers, $1.00
each.
Larger machines can be furnished, if desired; but this is a
very convenient size.
Samples of work sent free of charge.
UNIVERSAL COPYING MACHINE CO., J. R. PALEN, Treasurer. No.
1343 Arch Street, Philadelphia.]](images/i192.jpg)
![[Advertisement:
THE FAVORITE Photo Supply House AT LOUISVILLE, KY. W. D.
Gatchel, Agt.
WE CARRY IN STOCK A VERY LARGE SUPPLY OF
The Choicest Apparatus, Best Dry Plates, Pure Photo.
Chemicals, Best Albumen Paper, Collins’ Card Stock, Picture
Frames, and Mats.
ALL OF WHICH ARE SOLD AT A REASONABLE PROFIT.
Our trade is constantly growing, without noise or
advertising. Our customers tell of their satisfaction to
their friends, and that is how it is done. We have goods for
all, and invite your orders.]](images/i193.jpg)
![[Advertisement:
Boston Photogravure Company.
27 Boylston St. Boston.
Gelatine Printing (Phototype), Photo-engraving,
Photo-lithography, Photographing on Wood.
Our Phototypes can be seen in the finest Art Books ever
issued in this country.
Whoever uses Photographs in quantity can save a large per
cent. by our Gelatine Printing.
Permanent ink in any color on any kind of paper.
REPRESENTED IN NEW YORK BY Brandon Moses, 52 Beaver St.]](images/i194.jpg)
![[Advertisement:
WILSON-HOOD-CHEYNEY CO. LIMITED.
JOHN G. HOOD, CHAIRMAN.
WM. D. H. WILSON, TREASURER.
JOS. P. CHEYNEY, SECRETARY.
Sole U. S. Agts for the ROSS LENS
Which has no equal for producing Negatives for
Photo-Engraving, Etching, and Lithography.
DEALERS IN PHOTO. SUPPLIES.
No. 910 ARCH STREET, PHILADELPHIA.]
[Advertisement: A. WILD,
GENERAL AGENT FOR Prof. J. Husniks PHOTO-LITHOGRAPHIC
TRANSFER PAPER
134 SENECA ST BUFFALO N-Y.
Send for Estimates and further Information
THE BEST PROCESS IN THE WORLD FOR REPRODUCTIONS OF ALL KINDS
OF LINE DRAWING, STEEL PRINTS AND LITHOGRAPHS. FURNISHES
TRANSFER PRINTS TO LITHOGRAPHERS OF ALL CLASSES OF LINE WORK,
ALSO FROM WASH DRAWINGS AND PHOTOGRAPHS AT THE LOWEST PRICES.]](images/i195.jpg)
![[Advertisement:
FUCHS & LANG NEW YORK AND CHICAGO.
MANUFACTURERS OF ALL MATERIALS FOR THE ZINC ETCHING PROCESS.
PRACTICAL INSTRUCTOR OF Photo-Engraving and Zinc Etching
PROCESSES.
COMPRISING A FULL EXPLANATION OF DRAWING, PHOTOGRAPHY,
WASH-OUT, SWELLED-GELATINE, AND ZINC-ETCHING PROCESSES.
BY ALEX. F. W. LESLIE.
PUBLISHED BY FUCHS & LANG, 29 Warren St., New York.
79 Dearborn St., Chicago. Factory: 97–101 N. Third St.,
Brooklyn, E. D., N. Y.
SECOND ENLARGED AND REVISED EDITION.
PRICE, $1.00.]](images/i196.jpg)
![[Advertisement:
THE INLAND PRINTER IS THE UNIVERSALLY RECOGNIZED
Leading Trade Journal in the Printing Industry.
No. 183 MONROE STREET, CHICAGO.
As an Advertising Medium to Reach the Trade it has no Equal.
AS A TECHNICAL INSTRUCTIVE JOURNAL It is Indispensable alike
to Employer and Employe.
Containing each month from 30 to 40 pages of Reading Matter.
Its Pages teem with Articles of Interest; It Advocates no
Crotchets; Supports no Cliques; Is Fearless in Attacking
Abuses, and Seeks the Greatest Good to the Greatest Number.
Subscription, $2.00 per Year. Single Copy, 20 Cents.
NO FREE SAMPLE COPIES SENT.
To stimulate interest in the Best Printers’ Journal
published, we make this offer: Any one sending us five yearly
subscriptions, we will place his name on our subscription
list for one year; to any one sending us ten yearly
subscriptions, we will present a bound copy of either Vol.
II., III., or IV., and pro rata.
The Inland Printer Co., Publishers, Chicago.]](images/i197.jpg)
![[Advertisement:
The Photo-Gravure Company
No 853 Broadway New York
SOME OPINIONS OF THE PRESS.
New York Evening Post.
“As a work of pure illustration it is unique.
“Unequalled by any similar collection produced on this
side of the Atlantic. For the Photo-Gravures not even this
qualification need be made.
“Several of these are gems of their kind, and will surprise
even photographers who are not fully conversant with the
recent advance in that branch of engraving, in which the
Photo Gravure Co. stands unsurpassed now, when it is a
question of dealing with negatives from nature.”
Philadelphia Sunday-School Times.
“The pictures like those of The Art Review, are the work
of the Photo-Gravure Company, which has here produced a
distinctly American art work unexcelled in the present
season.”
New York Mail and Express.
“Reproduced by the Photo-Gravure Company in a most admirable
manner. They are not to be described, however, for there is a
charm about them, interfused in their soft lights and tender
shadows, which evades words.”
Philadelphia Times.
“One of unusual beauty.
“The execution of nearly all of them is admirable.”
The Nation.
“Our publishers have hardly begun to realize the resources
which this process offers for the decoration of books, with a
very slight enhancement of the cost.”
New York Independent.
“These illustrations are reproduced in deliciously soft tones
by the Photo-Gravure Company, of New York.”
The Evening Transcript, Boston.
“A volume of unusual beauty.
“Most of the illustrations are perfect gems.”
The Public Ledger, Philadelphia.
“The result is an art production by chemical and mechanical
processes, that is in its way comparable to the best work
of the engraver or etcher. It is something far beyond the
ordinary work of the photographer, and may be considered the
highest development of his art.”
The New York Commercial.
“Admirably reproduced by Photo-Gravure.”
The Commercial Gazette.
“Here again, the advance of the American engraver’s art is
strikingly apparent.”
The Literary World.
“We wish always to be sparing in the use of superlatives,
and guarded in the use of strong language, and to preserve
carefully what reputation we have for a conservative and
temperate judgment; but restraint is hard to bear in speaking
out our minds about the work which, at the present writing,
lies open on the editorial table.
“The Photo-Gravures introduced here and there by way of
border decorations are exquisite, and the occasional
vignettes dropped upon the corner of a larger plate introduce
a charming irregularity and variety.”
The Susquehanna Evening Transcript.
“The illustrations are the finest we ever saw in a newspaper
supplement.”
PHOTO-LITHOGRAPHIC AND PHOTO-MECHANICAL PRINTING OF EVERY
DESCRIPTION.
Catalogues of our Publications on application. Estimates of
work cheerfully furnished and correspondence solicited.
Portfolio of specimens, worth $10, containing examples of all
our processes, forwarded on receipt of price, $1.00.]](images/i198.png)
![[Advertisement:
GET THE BEST PHOTOGRAPHIC BOOKS.
THE WHOLE ART IN TWO BOOKS.
Wilson’s Quarter Century in Photography.
THE LARGEST AND BEST PHOTOGRAPHIC INSTRUCTION BOOK EVER
ISSUED.
By EDWARD L. WILSON,
Editor of the “Philadelphia Photographer,” Author of
“Wilson’s Photographics,” etc.
$4.00. “The best in the English language.”—Photographic News.
$4.00.
Chapter I. The History of Photography. II. The Theory of
Photography. III. Light. IV. The Camera. V. About Lenses.
VI. The Diaphragm, or Stop. VII. Glass-house Construction.
VIII. Under the Skylight. IX. The Application of Art
Principles. X. Outdoor Operations. XI. Exposure, or
the Question of Time. XII. Concerning Chemicals. XIII.
Dark-room Contrivances. XIV. Negative-making—“Wet.” XV.
Negative-making—“Dry.” XVI. Negative-making—“Paper and
Film.” XVII. Retouching and Doctoring the Negative. XVIII.
Printing on Albumenized Paper. XIX. Printing—Drawbacks and
Defects; Causes and Remedies. XX. Printing-room Particulars.
XXI. Peculiar Printing Processess. XXII. Color-Sensitive
Photography—Isochromatic—Orthochromatic. XXIII.
Photo-engraving. XXIV. Lantern Slides and Transparencies.
528 Pages—386 Illustrations. With a Complete, Classified
Index.
Quarter Century is equivalent to several volumes in one.
It contains the best practical points on photography that
have been published during the past 25 years, by over 250
well-known workers and writers in our art, all arranged with
great care—clipped of all superfluous matter—and condensed
into a satisfactory, common-sense instruction book, the
usefulness of which will never change or wear out.
$4.00. Wilson’s Photographics. $4.00.
By EDWARD L. WILSON,
Editor of the “Philadelphia Photographer,” Author of
“Wilson’s Quarter Century in Photography,” etc.
Over 6000 copies sold. 1000 Testimonials. Every Artist needs
it. Entirely different from Quarter Century.
A. Treatment of the Subject. B and C. The Needful Apparatus.
D. The Dark-room. E. Preparation of the Glass. F. Chemicals
and Solutions. G. The Manipulations. H. Manipulatory
Miseries. I. Retouching the Negative. J. The Glass Studio. K.
Accessories and Light. L. Managing the Model. M. Printing on
Albumen Paper. N. Printing on Plain Paper. O. General Remarks
on Printing. P. Printing on Various Surfaces. Q. Printing
Perplexities. R. Art in Printing. S. Mounting and Finishing.
T. Photography Outside. U. Bromo-Gelatine Emulsion Work.
V. Vogel’s Collodion Emulsion. W. Enlargements and Lantern
Slides. X. Phototypes, Platinotypes, and Collodion Transfers.
Y. Wastes and their Worth. Z. Metrical Measuring &.
Concluding Confab—Appendix. A full, careful Index.
110 Illustrations. 2 full-page plates.
Burnet’s Art Essays.
A curiosity, as well as a valuable work. Three in one: Essay
on the Education of the Eye; Essay on Light and Shade; Essay
on Composition. About 140 illustrations, all reproduced by
the Heliotype process, taught in this book. $4.00. Originals
are scarce at $100.00.
I also publish the oldest and best PHOTOGRAPHIC MAGAZINE
twice a month. Every number accompanied by a full-page lovely
photo study. Sample Copy Free. Every person, firm, and family
interested in the beautiful should have it.
“Should be scattered broadcast over the whole land.”—Abell
& Son, Oregon. “Is the boon companion of the country
photographer.”—H. A. Cudding, New York. “Always contains
something of benefit to the fraternity.”—C. P. McDannell,
Pennsylvania. “Has come to me since 1864, and I will not do
without it”—J. R. Schorb, South Carolina. “I have had it for
nearly twenty years.”—C. E. Orr, Illinois. “Will continue
to me as long as it is conducted in the present excellent
manner.”—James S. Patterson, Tennessee.
Subscribe Now. $5.00 a Year; $2.50 for Six Months; $1.25 for
Three Months; 30 Cents per copy. $1.00 Premium in books for a
new subscriber with your own. Circular Souvenir Free.
EDWARD L. WILSON, 853 Broadway, New York.]](images/i199.png)
![[Advertisement:
A. WITTEMANN, Publisher and Printer for the Trade of Souvenir
Albums
PHOTO VIEWS OF American Scenery, Cities, and Resorts.
Nos. 58 and 60 Reade Street, NEW YORK.
Correspondence with Photographers solicited.]
[Advertisement:
THE ALBERTYPE CO. Nos. 58 and 60 Reade Street, NEW YORK.
Photo-Mechanical Printing
ILLUSTRATIVE. DECORATIVE. COMMERCIAL.
REPRODUCTION OF
Scenery, Architecture, Interiors, Portraits, Works of Art,
Designs, Engravings, Patterns, Machinery, Manufactures, and
objects of all kinds.
For Quickness, Accuracy, and Delicacy there is no superior to
the Albertype Process.]](images/i200.jpg)
Original printed spelling and grammar are generally retained, with a few exceptions noted below. A few missing full stops were supplied silently. The original page numbers are shown like this: {97}. The original pagination is screwy. The Introduction is on pp. xv–xvi, and then the next page is numbered 9. There are no pp. 1–8. Illustrations have been moved from within paragraphs to between. Blank pages, numbered or not, have been removed. Footnotes, all six, have been moved from within paragraphs to between paragraphs. Ditto marks have been removed, with text restructured as necessary to retain the original meaning. Similarly, large curly brackets used to tie together information on more than one line of text have been removed. The original Index employed white space to indicate words or phrases to be regarded as repeated from the text line above. This edition employs instead the Unicode character U2015 HORIZONTAL BAR ―, one for each word to be repeated. The cover image was prepared by editing an image of the original cover, and is in the public domain.
Page 36. The left double quotation mark has no mate, but is retained as printed.
Page 73. The phrase “sheet of Bristol paper and are of pressing board” is retained as printed.
Page 84. The second at was removed from “strength of 2° Baumé at at a temperature”.
Page 103. Changed zince to zinc, in “take the zince plate”.
Page 134. Changed “throughly melted” to “thoroughly melted”.
Page 140. Changed “with a a glue roller” to “with a glue roller”.
Page 141. Changed “difcult to handle” to “difficult to handle”.
Page 182, entry Exposure. Changed “timeing” to “timing”. Likewise, on page 184, the entry Timeing was changed to Timing.
End of the Project Gutenberg EBook of Photo-engraving, Photo-etching and
Photo-lithography in Line and Half, by W. T. Wilkinson
*** END OF THIS PROJECT GUTENBERG EBOOK PHOTO-ENGRAVING ***
***** This file should be named 52378-h.htm or 52378-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/2/3/7/52378/
Produced by Chris Curnow, RichardW, and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org Section 3. Information about the Project Gutenberg
Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
[email protected]
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.