Project Gutenberg's From Paper-mill to Pressroom, by William Bond Wheelwright
This eBook is for the use of anyone anywhere in the United States and most
other parts of the world at no cost and with almost no restrictions
whatsoever. You may copy it, give it away or re-use it under the terms of
the Project Gutenberg License included with this eBook or online at
www.gutenberg.org. If you are not located in the United States, you'll have
to check the laws of the country where you are located before using this ebook.
Title: From Paper-mill to Pressroom
Author: William Bond Wheelwright
Release Date: January 13, 2015 [EBook #47959]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK FROM PAPER-MILL TO PRESSROOM ***
Produced by Chris Curnow, Charlie Howard, and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
With the compliments of the
Geo. W. Wheelwright Paper Co.,
Boston, Mass.
FROM
PAPER-MILL TO
PRESSROOM
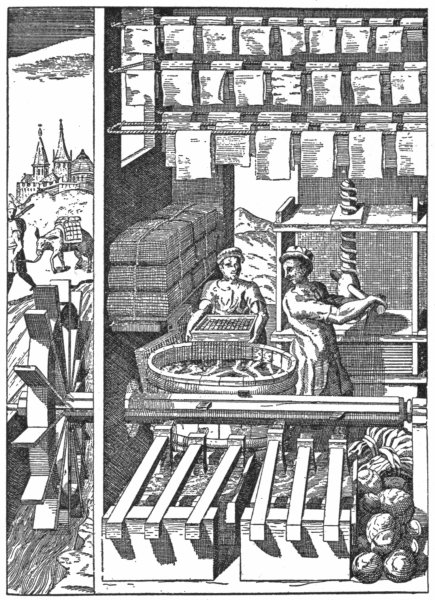
The tools of the primitive paper-maker consisted of a pulp
vat for the fiber-laden water, a frame, or mold across which
was stretched a mesh of closely-spaced wires, and a removable
frame known as the deckle; hence the term “deckle edged.” The
beating was done by iron shod hammers which were raised and
released by cams on a shaft turned by water power: this machine
called a stamper is shown in the foreground of this picture.
FROM
PAPER-MILL TO
PRESSROOM
By
WILLIAM BOND WHEELWRIGHT
Author of “How Paper is Made,” etc.
The Collegiate Press
GEORGE BANTA PUBLISHING COMPANY
MENASHA, WISCONSIN
1920
Copyrighted 1920
by
William Bond Wheelwright
PRINTED AND BOUND BY
GEORGE BANTA PUBLISHING CO.
MANUFACTURING PUBLISHERS
MENASHA, WISCONSIN
TO MY FATHER
George William Wheelwright
AND TO THE MEMORY OF HIS FATHER
WHO ENTERED THE PAPER BUSINESS IN 1834
THESE PAGES ARE
RESPECTFULLY INSCRIBED
TABLE OF CONTENTS
NOTE—This book is printed on Wheelwright’s “B.P.F.” paper 25x38-70.
LIST OF ILLUSTRATIONS
| Ancient Paper-Making |
Frontispiece |
| Ragroom, Pioneer Mill, Crane & Co. |
23 |
| Rag Boiler Room, Crane & Co. |
25 |
| Wood Grinder |
30 |
| Wet Machines, The Brown Co. |
33 |
| Cylinder Machine for Drying Pulp, The Brown Co. |
35 |
| The Beater-Room, Crane & Co. |
37 |
| Fourdrinier Machines, Crane & Co. |
45 |
| Fourdrinier Machine, S. D. Warren & Co. |
50 |
| Cylinder Vats, Made by the Pusey & Jones Co. |
53 |
| Coating Room, Appleton Coated Paper Co. |
57 |
| Finishing-Room, Crane & Co. |
58 |
| Supercalender Stacks, Appleton Coated Paper Co. |
66 |
INTRODUCTION
In the following pages I have endeavored to present a
treatise on paper free from confusing technicalities,
yet sufficiently intimate to be of service alike to the
manufacturer, the salesman, and the consumer of paper
viewing the subject in a broad way from the paper mill to
the pressroom. The manufacturer and the consumer may
notice the omission of some details, as I have aimed to
touch mainly on such points as are essential to a good understanding
of the work-a-day problems of paper after it reaches
the printer.
I am convinced that in many cases the problems of the
pressroom are too slightly understood by the “paperman,”
while the technicalities of paper-making are only too vaguely
comprehended by the printer. I also feel that both should
have at least an acquaintance with the history and progress
of paper-making.
William Bond Wheelwright.
Appleton, Wisconsin,
January, 1920.
1
CHAPTER ONE
THE TRADITION AND HISTORY OF PAPER-MAKING
It would be difficult to single out among the diversified
objects of human investigation,” wrote John Murray
in his remarks on “Modern Paper” (published in
1829), “a question more curious or interesting than the
medium which bears the symbols that register the circumstances
and events of past ages.... It is through
such wonderful media that we are introduced into the multitudinous
throng of a world’s tenantry, and from their inscription
learn what they thought, and said and did.... In
deciphering these transcriptions of ideas and memorials of
humanity we virtually converse with minds long since
numbered with those who people the world of spirits; and
even the mummy from his cerements in his sycamore coffin,
recovered from the vaults of eternal pyramids, talks with us
by virtue of the roll of papyrus which he holds in his hand.”
From this substance of Egyptian origin is derived the
name of its modern successor—paper. Paper, which in
convenience and varied utility is as much in advance of its
forerunner as papyrus was in advance of brick, stone, lead,
copper, brass, leaves, bark, wood and skins, the successive
media for the transcription of human thought.
The exact date of the origin of paper-making has probably
yet to be discovered, though the researches of Dr. Aurel
Stein and others have traced its antiquity back into the
second century, B. C. (see Encyclopædia Britannica).
According to R. W. Sindall (“The Manufacture of
Paper,” 1908), the earliest reference to the manufacture of
paper is to be found in the Chinese Encyclopædia, wherein it is
stated that Ts’ai-Lun, a native of Kuei-yang, entered the
service of the Emperor Ho-Ti in A. D. 75, and, devoting his
leisure hours to study, suggested the use of silk and ink as a2
substitute for the bamboo tablet and stylus. Subsequently
he succeeded in making paper from bark, tow, old linen and
fish-nets (A. D. 105).
The art thus originated and nurtured by the Chinese
remained to be transmitted to Europe by the Arabs after
their conquest of Samarkand in A. D. 751.
The first centers of the industry founded in the eleventh
century were in Spain, at Toledo, Valencia and Xativa.
From Spain the craftsmen migrated to Sicily, Italy, France
and the Netherlands.
A mill was established at Hainault, France, as early as
1190.
The oldest-known document on cotton paper is a deed of
King Roger of Sicily, dated 1102. It is probable that the
famous mills of Fabriano sprang from Sicilian sources; their
establishment was followed in 1360 by a mill in Padua, and
later in Treviso, Bologna, Palma, Milan and Venice, while
the first paper-mill of Germany was that of Ulman Stromer at
Mainz in 1320.
A most interesting account of this period of paper-making
is given as follows by Harold Bayley in his volume, “A New
Light on the Renaissance:”
“In the Dark Ages there existed in the south of France a
premature civilization far in advance of that of the rest of
Europe. Among the arts and industries that flourished in
Provençe and the surrounding districts, paper-making was
one of the foremost. Not only was this district the cradle of
European paper-making, but for many centuries it remained
the center of this industry.
“The freedom and prosperity of Provençe attracted large
numbers of persecuted Jews and heretics, who took refuge
there, and by their industry and intellect augmented the
power and influence of the country. So deeply, indeed, did
heresy enter into the politics of Provençe, that in 1209 the
Church of Rome considered it necessary to launch a crusade
against the infected district.
3
“During a period of twenty years the heretical inhabitants
were either extirpated or driven into perpetual exile.
Those who escaped carried with them a passionate affection
for their destroyed fatherland, and an undying hatred against
the tyranny of the Church of Rome.
“It will be shown that from the appearance of the first
water-mark in 1282 these mysterious marks are, speaking
broadly, the traditional emblems of Provençe.
“From the fact that fundamentally the same designs were
employed all over Europe, we can deduce the inference that
Provençal refugees carried their art throughout Europe,
just in the same way as at a later period and under somewhat
similar circumstances Huguenots carried new industries into
strange countries. It will also be shown that the same code
which unlocks many of the obscurities of paper-marks
elucidates the problems of printers’ marks, and evidence
will be brought forward that paper-makers and printers were
originally in close touch with each other, held similar views,
and were associated in identical aims.”
Gradually the secrets of the craft pursued their northward
trail into the Netherlands. Saardam, in the Duchy of
Holland, became in the eighteenth century an important
center, employing, it is said, one thousand persons.
In England, which for many years imported all its paper,
the first mill was erected about 1498, as is attested by an
entry for that year in the privy-purse expenses of King Henry
VII. Further corroboration is also to be found in the
following quaint verse from Wynken de Worde’s edition of
“De Proprietatibus Rerum”:
And John Tate the younger Joye mote he broke,
Which late hathe in England doo make this paper thynne
That now in our Englyshe this book is written inne.
England, however, achieved no reputation for fine papers
until the establishment of the famous James Whatman, in
1760.
4
In the meantime, the trade had taken root in our own
country when, in 1690, William Rittenhouse started the first
American mill on the Wissahickon river at Roxborough,
near Philadelphia, and thirty years later New England’s
first mill was established by David Hinchman at Milton,
Massachusetts.
The migratory characteristics of the trade were made
possible by the simplicity of the machinery which was
required in these times. Pictures of early mills depict a
mortar and pestle in which to macerate the rags to pulp, a
small vat for the paper stuff, a mold on which the paper was
formed, and a screw press with which to squeeze out the
water from the new-formed sheets.
Mechanical improvements came with painful slowness,
and no doubt each small advance was a jealously guarded
secret.
The mortar and pestle were succeeded by a machine
mechanically imitating the handwork of beating the rags to
pulp. This was called a stamper. The old mortar remained,
but the beating was done by iron-shod hammers, which were
raised and released by cams on a shaft turned by water-power.
Note the stamper in the foreground of the picture of
Ancient Paper-making on page II.
The Dutch improved upon this device by the invention of
the Holland beating engine about 1770, which in its essentials
is practically the same thing to-day on a much larger
scale.
Until the year 1798 there had been no further advance
in mechanical inventions for paper-making, but let us pause
a moment for a consideration of the paper itself.
The early raw material consisted solely of cotton and
linen rags, and there was very little variety of output. Until
1750 all the paper was made on molds, the seats of which
were made by fine parallel wires supported by heavier wires,
which ran at right angles to them. Consequently all the
paper was what is called “laid.” In 1750, at the instance of
the famous Printer Baskerville, a mold was made with a5
woven-wire seat, and the first “wove” paper was used in his
famous Edition of Virgil.
The characteristics of the earlier paper are well summed
up by Mr. De Vinne in an article on woodcut printing which
appeared in Volume XIX, No. 6, of Scribner’s Magazine, a
reading of which impresses one with the limitations of ancient
paper-making as contrasted with the complexity of modern
paper-making, and all the study which its variations impose
upon the modern printer who seeks proficiency.
“Much of the paper made in the sixteenth century,” he
says, “was unsuitable for woodcuts. By far the larger
portion was made of linen stock, hard and rough as to surface,
laid, or showing the marks of the wires upon which the
pulp had been crushed, or ragged edges, unsized and very
sensitive to dampness, uneven in thickness, usually thin in
the center and thick at the edges....
“The paper selected was, in most cases, too rough and
hard to be forcibly impressed against the delicate lines of
fine woodcuts. It was the usage everywhere to soften the
paper by a careful dampening.
“When the paper was sized it was more weakened by
this dampening, which really lightened the labor of the
pressman. But unsized paper was only about half the price
of sized, and the inducement to use it was great. The unsized
paper was dampened with difficulty, it greedily sucked
up water, and when fully wet became flabby and unmanageable.
Under searching pressure of the woolen blanket which
was always put between the paper to be printed and the
printing surface, this flabby paper was forced around the
finer lines of the cut, making them much thicker than was
intended.”
Let those whose shallowness leads them to regard modern
paper-making as an abortion of a once noble art take thought!
The transition from the old ways of paper-making to
modern processes was sudden. The century which gave6
them to us stands out in radiance against the dark ages of
heavy toil at the vat and press.
First came the mechanic whose genius caused tons to be
produced in the time that pounds were made of yore. Next
came the chemist who developed unthought-of raw materials
to supply the ever-growing demands of “papivorous”
civilization, until it has been said with so much truth that
ours is the paper age.
In 1798 an obscure French workman, Louis Robert, of
Essonne, announced that he “had discovered a way to make,
with one man, and without fire, by means of machines,
sheets of paper of a very large size, even twelve feet wide and
fifty feet long.”
Times were hard on the continent, yet the Government of
France, recognizing the importance of the invention, awarded
Robert eight thousand francs and a patent for fifteen years.
Furthermore, permission was given to carry over the small
working model to England, with the hope of interesting
British capital.
A successful attempt to make paper on Robert’s machine
having been made in the mill of François Didot, in France,
Leger Didot purchased the patent and, accompanied by an
Englishman of the appropriate name of John Gamble, proceeded
to England and employed Mr. Bryan Donkin to
construct a machine.
Being in need of funds, they interested two wealthy
London stationers, Messrs. Henry and Sealy Fourdrinier, in
their proposition, and in 1804 the first successful machine
was started at Frogmore. Much credit is due Mr. Donkin, by
whose ingenuity the mechanical difficulties were mastered,
but the Fourdriniers, for whom the machine was named, are
no less entitled to the honor, as their persistent faith in the
machine finally led them into bankruptcy.
After having expended sixty thousand pounds and being
reduced to penury, they finally petitioned Parliament for
compensation for their losses. Their labors were fortunately7
appreciated, and a sum of seven thousand pounds was
voted them.
Surely all these early pioneers deserve a place in the hall
of fame beside that of Gutenberg.
In 1812 the type of machine known as “cylinder” was
invented by John Dickinson, whose name is still associated
with paper-making, and so different is the machine in principle
that Dickinson’s name should also be placed alongside
of Robert’s as a benefactor to mankind. Neither of
these machines had any means for drying paper, consequently
their production was decidedly limited. This lack
was supplied by the invention of driers by T. B. Crompton
in 1821, who later took out a patent for slitter-knives. Suction
boxes were contributed by the ingenuity of M. Canson,
a Frenchman, in 1826. John Wilks, an Englishman, produced
the first dandy roll in 1830, while Thomas Barratt
conceived the idea of making water-marks by means of this
roll.
And so, one after another, various useful additions came
into existence, until we have the modern paper-machine,
which differs mainly in width, length and productive power
from the machines of the thirties.
In the meantime, researches for new paper-making materials
had been in progress. As early as 1719, Reamur, observing
how wasps made their nests from wood, threw out
the hint to paper-makers, but for over a century there was no
important result.
In 1727, Dr. Brueckmann, a German naturalist, published
a work on stones, four copies of which are said to have
been printed on paper made with asbestos.
In 1751 M. Guettard in France published his experiments
and showed samples of paper made from bark, leaves
and wood; while in 1765 Jacob Christian Schaffers, of Ratisbon,
published a volume, a copy of which exists in the Smithsonian
Library, upon the different sorts of paper he could
make without rags.A
Matthias Koops in 1801 printed some account of his
patents for utilizing waste papers, straw and wood. This
volume, printed on straw paper, with one signature on
paper claimed to be made of wood, is well worth reading, and
is to be found both in the Boston Public Library and in the
Harvard College Library, and quite likely elsewhere.
These experiments are only interesting as forerunners.
In their own time they came to naught. Not until 1840 was
ground wood-pulp invented by Keller.
The production of cellulose from straw and esparto by
the soda process was discovered by Routledge, an Englishman,
in 1860, while the first patents for making wood soda
pulp were those of Watt and Burgess in 1854.
To an American belongs the credit for the important
invention of the sulphite process, Benjamin C. Tilghmann,
of Manayunk, Pennsylvania, having taken out the first
patents in 1866.
Although excellent fiber was obtained, the engineering
difficulties proved so serious that experiments were temporarily
abandoned in the United States. But the process was
afterward put upon a successful commercial basis by Fry and
Ekman, at Berzwik, Sweden, in 1870. Americans soon took
up the problem with renewed energy, and the late Charles
S. Wheelwright, of Providence, Rhode Island, after a visit to
Sweden in 1882 on which he obtained the rights to the Ekman
patents, introduced the process at the plant of the Richmond
Paper Company, in Providence, and while a commercial
success was not realized, it was an important step in the development
of the industry, and not many years passed before
the United States gained a leading position in the production
of wood-pulps.B
Thus in less than ninety years, from Robert’s invention
of 1798 to the early eighties, the world witnessed a complete
revolution of the paper industry, which had struggled along
in the same old rut for some two thousand years.
9
To-day the United States leads the world in the production
of paper. According to the census of 1909, we produced
4,216,708 tons, valued at $232,741,049, an amount
which exceeds in tonnage the combined production of England,
Germany, France, Austria and Italy.
Well may we be proud of this great industry, which after
all is largely the reflection of a nation’s intelligence and culture,
and commercial activity.
10
CHAPTER TWO
RAW MATERIALS
Paper has been defined as “an aqueous deposit of
cellulose,” and while this is incomplete as a catalogue
of the materials composing a sheet of modern paper, it
is an excellent epitome of the foundation of paper-making.
Minute cellulose fibers, derivatives of various raw
materials, are deposited upon a wire cloth by the passage of
a volume of water in which they have been suspended.
The pulpy film thus formed becomes a sheet of paper, after
the expulsion and evaporation of the water which served as
a medium for their deposit.
The minute fibers composing this hypothetical sheet of
paper may have been isolated from one of several sources of
raw materials in present commercial use, or the sheet may
be composed of a mixture of different fibers, all more or less
pure cellulose, in accordance with the preliminary treatment
each has undergone.
The principal sources from which American paper fibers
are derived are cotton and linen rags, hemp, jute, wood,
straw; and waste papers.
Previous to the year 1840, the sources were limited to
rags. These are almost wholly composed of pure cellulose
fibers, which give up their non-cellulose concomitants with
slight resistance. The more severe chemical treatments
necessary for the isolation of cellulose fibers, from wood, for
example, half of which is non-cellulose in structure, were unknown
to early paper-makers, and only became possible after
the discovery of bleaching-powder by Tennant, and the manufacture
of soda by Le Blanc.
Although experiments in search of suitable substitutes
for rags began to be made in the eighteenth century, it was11
Keller’s invention of ground wood in 1840, Routledge’s work
on esparto grass and wood with a soda process in 1854, and
our own fellow countryman Tilghmann’s patent of the sulphite
process in 1866, from which we may date the beginnings
of the now extensive use of materials other than cotton and
linen wastes.
The accompanying table, taken from the United States
Statistics of Manufacture for 1909, gives an illuminating
indication of the rapid growth of our paper industry, and
also shows the remarkable increase in the use of wood celluloses.
It may be observed that the percentage of increase in the
use of wood-pulp of all kinds for the decade 1899–1909 was
111.6, and of rags, 50. Approximately four and one-quarter
millions tons of paper were produced in 1909, for which the
fibers used figured in the following proportions:
| |
Per Cent. |
| Wood-pulp |
61.6 |
| Old and waste papers |
21.4 |
| Rags |
7.8 |
| Straw |
6.6 |
| Manila (rope) |
2.6 |
Of the total amount of wood fibers, the various proportions
were approximately as follows:
| |
Per Cent. |
| Ground wood |
47 |
| Sulphite pulp |
42 |
| Soda pulp |
11 |
A further investigation as to the species of woods used
shows that, while spruce is still the most important, contributing
nearly 60 per cent, other woods are being increasingly
used.
Another noteworthy fact is the mighty increase in imports
of wood-pulps, which jumped from 33,319 tons in 1899 to
307,122 tons in 1909, an amount equal to 12 per cent of all
that is used in the United States.
12
| |
1909 |
1904 |
1899 |
| MATERIALS |
|
|
|
| Total cost |
$165,442,341 |
$111,251,478 |
$70,530,236 |
| Pulpwood, cost |
$33,772,475 |
$20,800,871 |
$9,837,516 |
| Wood pulp, purchased: |
|
|
|
| Tons |
1,241,914 |
877,702 |
644,006 |
| Cost |
$43,861,357 |
$27,633,164 |
$18,369,464 |
| Ground— |
|
|
|
| Tons |
452,849 |
317,286 |
261,962 |
| Cost |
$9,487,508 |
$5,754,259 |
$4,361,211 |
| Soda fiber— |
|
|
|
| Tons |
154,626 |
120,978 |
94,042 |
| Cost |
$6,862,864 |
$5,047,105 |
$3,430,809 |
| Sulphite fiber— |
|
|
|
| Tons |
626,029 |
433,160 |
273,194 |
| Cost |
$27,184,726 |
$16,567,122 |
$10,112,189 |
| Other chemical fiber— |
|
|
|
| Tons |
8,410 |
6,278 |
14,808 |
| Cost |
$326,259 |
$264,678 |
$465,255 |
| Rags, including cotton, flax waste and sweepings: |
|
|
|
| Tons |
357,470 |
294,552 |
234,514 |
| Cost |
$10,721,559 |
$8,864,607 |
$6,595,427 |
| Old and waste paper: |
|
|
|
| Tons |
983,882 |
588,543 |
356,193 |
| Cost |
$13,691,120 |
$7,430,335 |
$4,869,409 |
| Manila stock, including jute bagging, rope, waste, threads, etc.: |
|
|
|
| Tons |
117,080 |
107,029 |
99,301 |
| Cost |
$3,560,033 |
$2,502,332 |
$2,437,256 |
| Straw: |
|
|
|
| Tons |
303,137 |
304,585 |
367,305 |
| Cost |
$1,460,282 |
$1,502,886 |
$1,395,659 |
| All other materials cost |
$58,375,515 |
$42,517,283 |
$27,025,505 |
| PRODUCTS |
|
|
|
| Total value |
$267,656,964 |
$188,715,189 |
$127,326,162 |
| Newspaper: |
|
|
|
| In rolls for printing— |
|
|
|
| Tons |
1,091,017 |
840,802 |
454,572 |
| Value |
$42,807,064 |
$32,783,308 |
$15,754,992 |
| In sheets for printing— |
|
|
|
| Tons |
84,537 |
72,020 |
114,640 |
| Value |
$4,048,496 |
$3,143,152 |
$4,336,882 |
| Book paper: |
|
|
|
| Book— |
|
|
|
| Tons |
575,616 |
434,500 |
282,093 |
| Value |
$42,846,674 |
$31,156,728 |
$19,466,80413 |
| Coated— |
|
|
|
| Tons |
95,213 |
(2) |
(2) |
| Value |
$9,413,961 |
(2) |
(2) |
| Plate, lithograph, map, woodcut, etc.— |
|
|
|
| Tons |
6,498 |
19,837 |
22,366 |
| Value |
$555,352 |
$1,458,343 |
$2,018,958 |
| Cover— |
|
|
|
| Tons |
17,578 |
22,150 |
18,749 |
| Value |
$1,982,853 |
$2,023,986 |
$1,665,376 |
| Cardboard, bristol board, card middles, tickets, etc.— |
|
|
|
| Tons |
51,449 |
39,060 |
28,494 |
| Value |
$3,352,151 |
$2,764,444 |
$1,719,813 |
| Fine paper: |
|
|
|
| Writing— |
|
|
|
| Tons |
169,125 |
131,934 |
90,204 |
| Value |
$24,966,102 |
$19,321,045 |
$12,222,870 |
| All other— |
|
|
|
| Tons |
29,088 |
14,898 |
22,503 |
| Value |
$4,110,536 |
$2,928,125 |
$3,673,104 |
| Wrapping paper: |
|
|
|
| Manila (rope, jute, tag, etc.)— |
|
|
|
| Tons |
73,731 |
86,826 |
89,419 |
| Value |
$6,989,436 |
$6,136,080 |
$5,929,764 |
| Heavy (mill wrappers, etc.)— |
|
|
|
| Tons |
108,561 |
96,992 |
82,875 |
| Value |
$4,380,794 |
$4,035,588 |
$4,143,240 |
| Straw— |
|
|
|
| Tons |
32,988 |
54,232 |
91,794 |
| Value |
$870,419 |
$1,389,348 |
$2,027,518 |
| Bogus or wood manila, all grades— |
|
|
|
| Tons |
367,932 |
228,371 |
203,826 |
| Value |
$19,777,707 |
$10,099,772 |
$9,148,677 |
| All other— |
|
|
|
| Tons |
179,855 |
177,870 |
67,338 |
| Value |
$10,202,035 |
$8,774,804 |
$3,293,174 |
| Boards: |
|
|
|
| Wood pulp— |
|
|
|
| Tons |
71,036 |
60,863 |
44,187 |
| Value |
$2,639,496 |
$2,347,250 |
$1,406,130 |
| Straw— |
|
|
|
| Tons |
171,789 |
167,278 |
157,534 |
| Value |
$3,750,851 |
$4,367,560 |
$3,187,342 |
| News— |
|
|
|
| Tons |
74,606 |
38,560 |
32,119 |
| Value |
$2,215,469 |
$1,174,216 |
$930,53114 |
| All other— |
|
|
|
| Tons |
514,208 |
253,950 |
131,777 |
| Value |
$17,539,768 |
$9,070,531 |
$4,829,316 |
| Other paper products: |
|
|
|
| Tissues— |
|
|
|
| Tons |
77,745 |
43,925 |
28,406 |
| Value |
$8,553,654 |
$5,056,438 |
$3,486,652 |
| Blotting— |
|
|
|
| Tons |
9,577 |
8,702 |
4,351 |
| Value |
$1,186,180 |
$1,046,790 |
$580,750 |
| Building roofing, asbestos, and sheathing— |
|
|
|
| Tons |
225,824 |
145,024 |
96,915 |
| Value |
$9,251,368 |
$4,845,628 |
$3,025,967 |
| Hanging— |
|
|
|
| Tons |
92,158 |
62,606 |
54,330 |
| Value |
$4,431,514 |
$3,013,464 |
$2,265,345 |
| Miscellaneous— |
|
|
|
| Tons |
96,577 |
106,296 |
49,101 |
| Value |
$6,869,169 |
$6,729,820 |
$2,795,841 |
| Wood pulp made for sale or for consumption in mills other than where produced: |
|
|
|
| Ground— |
|
|
|
| Tons |
310,747 |
273,400 |
280,052 |
| Value |
$5,649,466 |
$4,323,495 |
$4,433,699 |
| Soda fiber— |
|
|
|
| Tons |
155,844 |
130,366 |
99,014 |
| Value |
$6,572,152 |
$5,159,615 |
$3,612,602 |
| Sulphite fiber— |
|
|
|
| Tons |
444,255 |
376,940 |
271,585 |
| Value |
$17,955,748 |
$13,661,464 |
$10,451,400 |
| All other products, value |
$4,738,549 |
$1,924,195 |
$919,415 |
| WOOD PULP |
|
|
|
| Quantity produced (including that used in mills where manufactured), total tons |
2,495,523 |
1,921,768 |
179,535 |
| Ground, tons |
1,179,266 |
968,976 |
586,374 |
| Soda fiber, tons |
298,626 |
196,770 |
177,124 |
| Sulphite fiber, tons |
1,017,631 |
756,022 |
416,037 |
| EQUIPMENT |
|
|
|
| Paper machines: |
|
|
|
| Total number |
1,480 |
1,369 |
1,232 |
| Capacity, yearly, tons |
5,293,397 |
3,857,903 |
2,782,219 |
| Fourdrinier— |
|
|
|
| Number |
804 |
752 |
663 |
| Capacity per 24 hours, tons |
10,508 |
8,569 |
(3)15 |
| Cylinder— |
|
|
|
| Number |
676 |
617 |
569 |
| Capacity per 24 hours, tons |
6,316 |
4,740 |
(3) |
| Pulp: |
|
|
|
| Grinders, number |
1,435 |
1,362 |
1,168 |
| Digesters, total number |
542 |
517 |
426 |
| Sulphite fiber, number |
348 |
309 |
(2) |
| Soda fiber, number |
194 |
208 |
(2) |
| Capacity, yearly, tons of pulp |
3,405,621 |
2,644,753 |
1,536,431 |
| Ground, tons |
1,809,685 |
1,515,088 |
(2) |
| Sulphite, tons |
1,250,983 |
885,092 |
(2) |
| Soda, tons |
344,953 |
244,573 |
(2) |
The comparative statement follows:
| Kind of Wood. |
Quantity, in Cords, of Pulpwood Consumed |
| 1911 |
1910 |
1909 |
1908 |
| Total |
4,328,052 |
4,094,306 |
4,001,607 |
3,346,953 |
| Spruce, domestic |
1,612,355 |
1,473,542 |
1,653,249 |
1,487,356 |
| Spruce, imported |
903,375 |
902,407 |
768,332 |
672,483 |
| Hemlock |
616,663 |
610,478 |
559,657 |
569,173 |
| Poplar, domestic |
333,929 |
315,717 |
302,876 |
279,564 |
| Poplar, imported |
34,295 |
45,359 |
25,622 |
22,653 |
| Balsam fir |
191,779 |
132,362 |
(1) 95,366 |
(1) 45,309 |
| Pine |
124,019 |
105,882 |
90,885 |
84,189 |
| Beech |
44,320 |
44,265 |
31,390 |
(2) |
| Maple |
36,979 |
42,621 |
(2) |
(2) |
| White fir |
36,493 |
30,845 |
37,176 |
(2) |
| Cottonwood |
25,043 |
31,099 |
36,898 |
45,679 |
| All other |
88,268 |
97,092 |
151,179 |
140,547 |
| Slabwood, etc, |
280,534 |
262,637 |
248,977 |
(3) |
The high point of importation of chemical wood-pulp was
reached in 1914, when approximately 3,600,000 tons came in
from Europe and 92,000 from Canada. In January 1916
owing to the war, imports for the month from Europe
dropped from an average of 30,694 tons to 12,985 tons, while
Canadian pulp increased from an average of 7,654 to an
actual importation for the month of 28,833 tons.
16
Although the use of wood now so heavily overshadows
that of rags that it almost seems as though the latter were
being slowly abandoned, this is of course only relatively
true, their consumption being actually greater than ever.
The mere cost of the rags in 1909 was slightly in excess of the
total value of all paper products recorded in the United
States Census for 1850, a circumstance which leads us to
wonder at the timely discoveries which made wood cellulose
available.
It is evident, however, that to some extent paper history
is already beginning to repeat itself. The visible supplies
of wood are markedly less, as evidenced by their increasing
costs, and we are forced to a much more active attitude than
one of mere speculation as to what new sources may become
available to supply our demand for paper, which has lately
been increasing in the value of the annual products by almost
11 per cent.
In the decade from 1899 to 1909 shown by government
statistics, book-paper advanced 104 per cent in quantity, but
120 per cent in value; writing-paper, 88 per cent in quantity,
but 104 per cent in value; wrapping-paper, 43 per cent in
quantity and 72 per cent in value. It is true that rising wages
account in part for these changes in value, but above and
behind all this stands the inexorable law of supply and
demand.
The discrepancies between the percentages of increase
in production and value serve to emphasize the increasing
difficulties in obtaining raw material. That sprucewood is
being consumed in this country faster than it is grown, is
indicated by the recourse to less-favored species, as well as
by the steadily increasing imports, both of pulpwood and
wood-pulp. This situation emphasises the great importance
of conserving waste papers, in spite of the fact that 21.4 per
cent of the fiber used in 1909 in the United States were
derived from waste papers. Vast quantities may readily be
saved which now go to waste, as was definitely proved by17
England’s experience during the war, when the imports of
pulp were shut off and immediate substitutes had to be
found.
This is a matter demanding the attention not only of
printers, but of municipalities and nations. It offers an
immediate source of relief from the drain on our forests and
is hence a most practical form of conservation. Furthermore
as demonstrated by the city of Cleveland the revenue
from collecting waste papers assists substantially in offsetting
the cost of the collection of municipal wastes.
18
CHAPTER THREE
FUTURE FIBER POSSIBILITIES
The United States Department of Agriculture, in
August, 1911, issued a treatise on “Crop Plants for
Paper-Making,” in which the author, Charles J. Brand,
concluded: “There is some skepticism as to the failure of
pulpwood supplies, but this is certainly poorly grounded.
“During 1909 the quantity of spruce used was less by 40,000
cords than in 1907, but the cost was $2,000,000 greater.
Present efforts in connection with reforestation of spruce
and poplar are not extensive enough to produce any noteworthy
effect upon the available supply within a generation.
“At the present rate of increase in consumption, it will
require between 15,000,000 and 20,000,000 cords of wood
for pulp and paper fiber in 1950. It will certainly be impossible
to furnish this from the forests. If every acre cut over
each year were reforested, it would be twenty-five or thirty
years, or possibly even longer, before the trees could obtain
sufficient size to warrant cutting. The forests can not recover
from overdrafts continually being made on them.
Hence it is only a question of a limited number of years until
paper fiber must be grown as a crop, as are practically all
other plants materials entering into the economy of man.
While the conservation of only a few of the by-products of
the farms yielding paper fiber can be accomplished profitably
in the near future, and only a few of the plants promise to be
money-makers immediately if grown solely for paper production,
it seems very probable that raw products, now
scarcely considered, may in a few years play an important
part in the paper and pulp industry.”
Two lines of research are now being followed by the
United States Government. The Forest Products Laboratory
of the Forest Service is investigating a large number of19
coniferous and broad-leaved trees, which have not hitherto
been used in paper-making. These sources are likely to be
the first which manufactures will turn to, as the processes
involved are such as they are already familiar with, and the
apparatus with which they are supplied is suitable.
The second line of research is being followed by the
Bureau of Plant Industry, assisted by the Bureau of Chemistry,
and is concerned with plants other than trees. Private
investigations are also being carried on.
The following five requirements are given by the Bureau
of Plant Industry, Circular No. 82, as to the availability of
crop plants:
1. They must exist in large quantities.
2. They must be available throughout the year.
3. They must yield a relatively high percentage of
cellulose.
4. The fiber cells or cellulose, must be of a highly resistant
character, and must have length, strength and good
felting qualities.
5. And must be of such a nature that the cost of obtaining
the fiber will not be prohibitive.
Fibers complying with these conditions will come into
commercial use whenever the increasing costs of wood-pulp
reach a figure approximately equal to cost of producing
cellulose from any other available source. Up to the present
time this has not been brought about, but the steady increase
in the cost of wood-pulp is approaching a level with
which crop pulps may soon compete.
A synopsis of the fibers described in the circular referred
to is given below.
Corn Stalks.—On account of the enormous supply,
corn stalks were first taken up by the Bureau. The yield
of stalks per acre is conservatively estimated at one ton, and
the annual product is placed as at least 100,000,000 tons, of
which not over one-third is believed to be utilized by the
farmers. Three products have been derived from the stalks:
20
1. Long fiber suitable for paper-making, composing 12
to 18 per cent of the bone-dry weight.
2. Pith pulp, suitable for paper specialties, equal to 15
to 30 per cent bone-dry weight.
3. Corn-stalk extract, obtained by lixivaition, and of
value as a cattle food, a ton of stalks yielding 200 to 300
pounds of soluble solids.
It would require an immense area to supply a mill of
moderate capacity, and the question of whether the derivatives
of corn stalks could be sufficiently valuable to overcome
the costs of harvesting and hauling, has never been
answered by any experiment on a commercial scale.
Broom Corn.—Broom corn contains a higher percentage
of fibers than corn stalks. In laboratory and semi-commercial
tests, fiber yields of 32 to 40 per cent have been
obtained with a comparatively low consumption of chemicals.
The Bureau claims that results “indicate that this material
is suitable for immediate use in paper-making on the
basis of quality of fiber produced and yield of fiber secured.”
It is estimated that 450,000 tons is the approximate annual
crop. Food extracts may also be obtained as well as the
fiber.
Rice Straw.—The Chinese and Japanese have for years
used rice straw in paper-making, and it is regarded by the
Government investigators as one of the most promising crop
materials, the annual crop approximating 1,500,000 tons.
Cotton-hull Fiber.—The lint adhering to the cotton
hulls, after the long fiber has been removed, may be conserved
as a by-product of the cotton-seed oil industry, and
this fiber may be reckoned among the possibilities. Cotton
stalks also have been the subject of experiment. The yield
per acre, however, is not estimated at above 1,000 pounds,
so that immense tracts would have to be covered in accumulating
any considerable supply, and after the cotton crop
has all been picked, negro help is very difficult to obtain.
21
Bagasse.—Bagasse, or the refuse sugar-cane, is given
rather scant consideration in the Government report. Its
individual fibers are short, and the percentage of pith is
large. Several small plants have had discouraging experiences
in attempting to put this material to commercial use.
Nevertheless, recent experiments carried on in the interests
of the United Fruit Company, under the Simmons patents,
point to a promising result. Under this process the cane is
not treated in the usual manner of crushing for the extraction
of sugar. Instead, it is shredded, dried, and the pith separated
from the fiber. The product is then shipped in bales to refineries,
where the sugar is extracted.
This method is said to achieve an almost complete
extraction of the sugar, whereas the old method of crushing
loses about twenty per cent of the sugar and injures the
fibers. The Simmons process does no damage to the fibers,
which though short, possess excellent felting properties.
The pith, being cellulose of a non-fibrous structure, has a
value for other industries than paper-making.
Flax Straw.—There is an abundant annual crop of
flax straw. The average yield per acre is about one ton,
and the total annual production about 3,000,000 tons. In
the opinion of the Government investigators, it is a “most
promising” material.
There are practical pulp men who deprecate the findings
of the Bureau of Plant Industry. Martin L. Griffin, chemist
to the Oxford Paper Company, of Rumford, Maine, in an
article appearing in Volume XI, No. 2, of Paper for March,
1913, makes the following statement:
“There is a popular view, which has been erroneously
fostered by the Government, that there are exhaustless
resources of waste fiber in our country, suitable for paper,
and a substitute for wood. I once thought so myself. It is
very natural to think that the discarded stalks of sugar-cane,
corn, cotton, rice, flax, and other plants, which mature
annually, would prove an abundant substitute for wood.
22
“These have all been exploited for twenty-five years to
my personal knowledge, with no visible results. A plant has
one function to perform—it is to flower, fruit or make stalk.
Its other functions are subordinate and produce only by-products.
The stalk is the main product of the forest tree.
No other fibrous material is so rich in cellulose; no other
which lends itself so easily to paper-mill processing. It has
no seasons of harvest; does not require curing; does not
easily decay; requires no packing, and may be stored best in
the rivers. All these waste stalks are pithy, bulky and perishable,
and would require much labor to gather, pack and ship.
These are but a few reasons why we may expect no practical
results from this source. Wood fills a place no other material
can. There is no substitute for it.”
In this argument Mr. Griffin ignores the fact that esparto
grass is a crop which gives a yield of cellulose practically
equal to wood, and of equal, if not superior, quality. Although
it is not available for American mills, it is worth
citing in contradiction to the flat statement that “there is no
substitute for wood.” Furthermore, there is no evidence
that the American crops furnish an inferior fiber, though the
cellulose yield is less. It is quite possible that the low cellulose
yield may be compensated for through the production
of by-products along with the paper-making material.
Hitherto, however, this low yield and other considerations,
as expense of harvesting and packing, have been the factors
which have retarded their development, but the increasing
scarcity of wood, and its consequent advance in cost, is
hastening the day when crop plants will become not only
valuable, but necessary adjuncts to the paper industry.
23
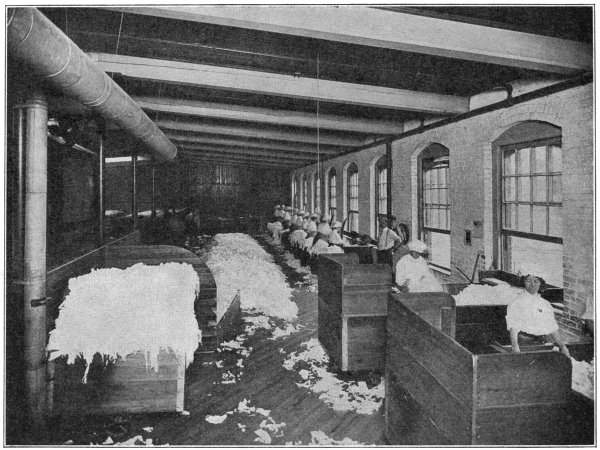
RAGROOM, PIONEER MILL, CRANE & CO.
The two girls in the foreground are sorting shirt cuttings. Those beyond are cutting them into suitable
sizes preparatory to boiling.
24
CHAPTER FOUR
THE CONSTITUENTS OF PAPER
The technique of paper-making varies greatly in accordance
with each particular product. In fact, so
wide is the range of paper products, that the different
branches of paper-making severally require knowledge
so special that an artisan in one branch might be as useless
in another as if it were an entirely different industry. The
coating of paper, for example, is an absolutely different trade
from that of paper-making.
This remarkable diversification is entirely the development
of a century, and principally the evolution of the past
forty years consequent to the discovery of wood cellulose.
To-day the products of the paper-mill are no longer confined
to the use of pen or press. We ride on car wheels made in
part of paper; sit in paper-seated chairs; drink from paper
cups; eat from paper plates; use paper napkins; wrap our
food in parchment paper; sheath our buildings with paper
without, and wall paper or wall board within; keep out the
rain with roofing paper if we please. Our shoes, even,
contain a paper part, said to be more durable than leather.
Millions of packages, mailing-tubes and boxes are made of
paper. It is even spun into a kind of yarn and woven into
imitation cloth, while a surprising imitation silk necktie is
produced from wood-pulp. In electrical engineering, paper
as an insulator is almost indispensable.
All these paper commodities, and more, too numerous to
mention, require special machinery and treatment. To give
an exhaustive treatment of the subject would require volumes,
but for the purpose of this book we are principally
concerned with printing and writing papers.
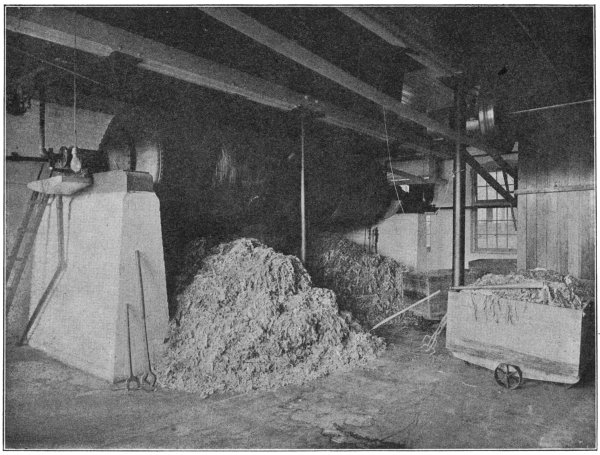
BOILER ROOM, CRANE & CO.
The contents of the rotary boiler have been emptied upon the floor. The next step is to wash and bleach.
Broadly speaking, there are five steps in the manufacture
of paper:
26
1. The isolation of the paper-making fiber from the
raw material.
2. The conversion of the fiber into pulp.
3. The beating and refining of the fiber, and the admixture
of non-fibrous components.
4. The manufacture of the mixture into paper.
5. The finishing of the paper and its preparation for
the market.
Cotton and linen rags, hemp, woods and plants each
require their peculiar treatments. Cotton and linen, being
the original paper-making fibers, will be considered first.
RAG STOCK.
Rag papers may be made from all sorts and conditions of
rags, so the fineness of the finished product depends upon
the newness and quality of the rags. New white cuttings
from textile factories are the best, as their strength is unimpaired
by previous use, and they may be prepared for manufacture
with a minimum use of chemicals.
From this high standard, rags are graded down in accordance
with their color, cleanliness and condition. The first
sortings are made by stock-dealers, and the paper-maker
orders whatever grades are suitable to his purpose. After
their receipt at the mill, the bales of rags are opened, dusted
by machine and distributed to girls, who sort them, open
up the seams so as to release hidden dirt, remove buttons
and other foreign material.
In the making of the highest grades, the new white rags
are cut by hand into small pieces of uniform size, but ordinarily
they are fed into a mechanical rag cutter. After
this they are passed through a dusting machine to rid them
as far as possible from dirt and foreign matter, which might
otherwise appear as specks in the paper.
Boiling.—Dyes and greasy matters are associated with
the fibers, and in order to obtain the pure cellulose fiber the
rags are cooked, under steam pressure, in rotary boilers
with alkali. This saponifies and dissolves the non-cellulose27
compounds, and the soda in combination with these soluble
materials is subsequently washed out. The amount of
steam pressure, the quantity of chemicals, and the duration
of the cooking, are subject to variation under different
conditions. At the conclusion of the process the manholes
in the boilers are opened, and the contents are deposited on
the floor, later to be transferred to the washer room.
Washing.—A washing engine consists of an oval tub
about four feet high. It is divided longitudinally by a partition
or “mid-feather,” with a passage left at either end for the
circulation of the stock. On one side is located a large roll,
having a continuous parallel series of knives horizontally
inserted in its surface. The floor of the engine slopes gently
to a point under the roll, where a bed plate is set. Behind
the roll is a raised partition or dam, over which the stock is
thrown as it passes between the beater roll and the bed plate.
This is known as the “back-fall,” and assists in the circulation.
The roll may be raised or lowered over the bed plate,
and by this means the breaking of the stock is regulated.
Affixed to the tub are one or more washing cylinders, so
arranged that they may be lowered into the stock. These
are constructed in such a way that during the process of
washing the water passes through their wire-covered surfaces
and is drained into the hollow axle of the roll by an interior
arrangement, called buckets. The axle, being open
at one end, permits the wash water to escape.
At first the engine is partly filled with water, then the
rags are gradually thrown in until the tub is full. The
revolving roll keeps the mass in circulation, while the rags
are broken and shredded as they pass beneath it. A continuous
stream of fresh water runs into the tub, and in
running out through the revolving washer drums carries
off the dirt, but the fibers themselves can not pass through
the wire coverings, so remain until cleansed. Necessarily
the water used must be free from sediment or mineral impurities,28
such as iron, otherwise it would fill the stock with
specks. Therefore, a filter plant is usually maintained.
Bleaching.—After the washing has been completed the
drums are raised clear of the stock and bleaching liquor is
introduced. This is an important step, and if not carefully
managed may impair the stock. For instance, if bleaching is
carried on at too high a temperature, the white color obtained
will not be permanent, and discoloration will occur after the
paper is made. Much of the paper, which at first displays a
brilliant white color, will afterward take on a yellowish tinge,
especially if it is exposed to light. A comparison between
the century-old hand-made papers and modern “fine writings,”
makes the old papers appear a “natural” shade, but
place both for a few hours in the sunlight and often the modern
paper will fade, whereas the old sun-bleached papers
remain unaltered. The high artificial bleaching does not
insure permanent results.
After the bleach liquor has been thoroughly mixed in,
the stock is discharged into drainers and allowed to stand
for a week or more, until no traces of chlorine remain. In
this state the pulp is known as “half-stock.”
The treatment of hemp is so similar to that of rags that
a description here of the process is superfluous.
WOOD-PULPS.
Wood-pulps are of two classes, mechanical and chemical.
In the lay mind there often appears to be some confusion
between the two, leading to an unreasonable prejudice
against papers made from either class. The fact is so generally
known that news-print, one of the cheapest grades
of paper, is made from wood, that the partially informed
person is prone to think that all wood papers are of low
quality, whereas paper of permanence and excellent quality
may be made from the high grades of wood cellulose chemically
prepared.
29
Ground Wood.—The mechanical, or ground wood, as
its name implies, is made by grinding logs from which the
bark has been removed. The logs are shipped, or floated
from the lumber camps to the mills, where they are cut to
convenient length and the bark is removed. Next they are
taken to the grinders. One type of grinder consists of a
vertical grindstone encased in an iron jacket. There are
three pockets over its circumference into which the logs are
placed. They are held by hydraulic pressure against the
revolving stone, over which flows a stream of water, and are
rapidly reduced to fibers. These fibers are carried by the
flowing water into a chamber below the grinders, passing
through a screen which catches the coarser bits, the fibers of
suitable size thus being separated from the rest. This pulp
is still not sufficiently fine or uniform, so it is pumped into
screens and forced through the finely perforated plates.
The fibers are carried through with a large quantity of water,
and are formed into thick sheets by means of a so-called
“wet machine.”
Wet Machine.—The wet machine consists of a vat, in
which a partially submerged hollow drum rotates. The
surface is covered by a wire cloth, and the hollow axle of the
drum acts as a drain for the fiber-laden water, which, in
passing through the drum, deposits a film of fibers upon the
revolving surface. This soft pulp film, continuously forming,
is removed from the top of the drum by an endless felt
running tangent to it, and held in close contact with it by a
couch roll, the pressure of which causes the web of pulp to
adhere to the felt.
The felt passes between two squeeze rolls, and the pulp
adhering to the upper roll is wound up until a certain number
of layers have accumulated, when it is cut across by a
knife and removed as a thick sheet.
WOOD GRINDER
The sheets, folded to a convenient size, separated by
alternate pieces of sacking, are put in a hydraulic press and
squeezed to remove the water. The pulp is taken from the
31press about fifty per cent moist; the sheets are separated
from the sacking and are now ready for use or for shipment.
It is also quite customary to ship the pulp without having
pressed it. In this case it contains about 70% water, due
allowance for which is made in billing.
This pulp contains practically all the constituents of the
original wood, has little strength, inferior felting properties,
and is not of permanent character. Its utility results largely
from its cheapness. When made into paper with a suitable
admixture of sulphite pulp, for strength’s sake, it proves to
be admirably adapted for the fast-running newspaper
presses, as ink dries upon it almost instantly.
It is also used in the making of boxboards, cheap cardboards,
pie plates, wall papers, etc. It should, however,
be strictly excluded from all papers of more than ephemeral
purposes, because of its lack of permanence. The appearance
of a paper containing much ground wood is inferior,
as the color is poor and small shives of wood may be discerned
on the surface. An easy and reliable way to ascertain
the presence of ground wood is to moisten the paper
with a drop of strong nitric acid, which develops a dark-brown
stain if ground wood is present. Another good test
is phloroglucine, which turns ground wood to a bright carmine
shade. The quantity of ground wood is roughly indicated
by the intensity of the stain.
BLEACHED GROUND WOOD
A quality of pulp intermediate between chemically produced
wood cellulose and ground wood is obtained by
bleaching an especially finely ground quality of pulp wood.
This product is excellent as a filler for medium grades of
paper, as it is opaque—fine, and of fair color. Nevertheless,
it is open to the same criticism as other ground wood as to
permanence, though in a less degree.
32
CHAPTER FIVE
THE CONSTITUENTS OF PAPER—Continued
Chemical Wood-pulps.—Chemical wood-pulps
are obtained by a variety of processes, all of which
have as their object the isolation of the pure cellulose
fiber by the dissolution of non-cellulose components.
The same principles are applied to the treatment of esparto
straw or other plants. The character of the pulp depends
not only upon the nature of the wood, but also upon the
solvents used and the duration and severity of the cooking.
The preparatory steps to any process by which chemical
wood-pulp is made are identical with the preparation of
trees for ground wood, only after the logs have been “barked,”
they are reduced to chips by a mechanical “chipper.” The
ordinary practice in America is to sort out any knotty or
imperfect logs as they pass on a conveyor from the “barker,”
and if the log it too faulty it is discarded. As it is desirable
to have a uniform size of chips, the chips are passed through
a screen for this purpose.
The chips are stored in bins convenient to the digesters.
The digesters are of two types, rotary and stationary. The
rotary type is horizontal and the stationary is vertical.
After the digester has been loaded with chips, the chemicals
are introduced and the “cook” is carried on by means
of high steam pressure. The strength of the chemicals,
pressure of steam, and duration of cooking, are the principal
factors in determining the result from any particular wood.
Slow cooking at low temperatures yields the best results.

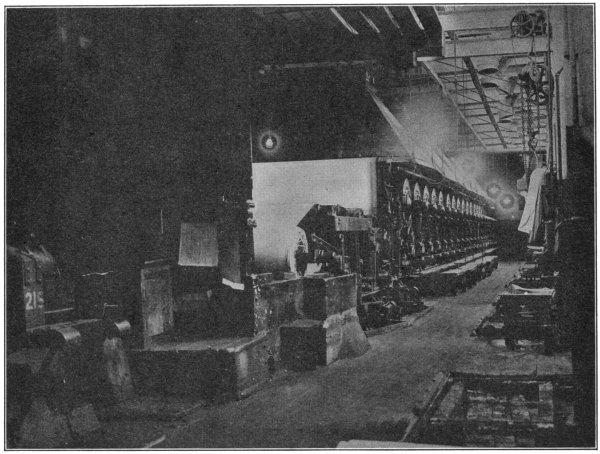
WET MACHINES WHERE THE PULP IS CUT OFF IN SHEETS, THE BROWN CO.
To the right are the hydraulic presses for removing moisture from the pulp. The pulp is shipped
about seventy per cent moist.
Soda Pulp.—Soda pulp takes its name from the caustic
soda which is used as a solvent. Rotary digesters are employed
in its manufacture. The principal wood used for
making soda pulp is poplar, though chestnut and aspen are
34also used. Soda pulp is soft in texture and of no great
strength, but in combination with harder stocks it lends
mellowness to the sheet. It is almost one-third cheaper
than bleached sulphite pulp, quotations for February, 1915,
being $2.20 to $2.35 per hundredweight, whereas bleached
sulphite was quoted at $2.80 to $2.95 per hundredweight.
The prices since the war have risen over 100% and were
quoted in September 1919 at $4.75 to $5.00 and $5.75 to
$6.25, respectively. One reason for the difference in price
between soda and sulphite pulps, is that the soda is recovered
from the spent liquor, whereas in the sulphite process the
liquors go to waste.
Sulphate Pulp.—The solvent used in making sulphate
pulp is a mixture of caustic soda, sulphide of soda and sulphate
of soda. Sprucewood, largely, is used and the pulp
produced is exceedingly strong. Unbleached sulphate pulp
is used, notably, in the making of Kraft wrapping-paper.
The soda is recovered from the spent liquors.
Sulphite Pulp.—Sulphite pulp is produced by the use
of bisulphite of lime; this, being acid, necessitates a special
brick lining in the digesters, which are of the vertical type.
Sprucewood is the best raw material and yields a strong,
fairly long fiber, capable of being bleached to a good white
color.
Mitscherlich Pulp.—A special method for making sulphite
pulp was invented in Germany by Professor Mitscherlich.
It varies from the ordinary process in that the cook is
continued over four times as long under lower steam pressure,
and yields a fiber of greater strength.
The steps subsequent to cooking chemical pulps of all
kinds are similar. After emptying the digesters, the soft,
discolored mass of fibers is washed and bleached. The yield
of cellulose fiber is close to fifty per cent of the air-dry weight
of the wood. The shives and undigested particles are removed
by screening, and the pulp is either run out like
ground wood on wet machines, or made up into rolls, or
36sheets, on a paper-machine. The soda pulp is shipped in
rolls and the sulphite in sheets, as this is the most favorable
form in which to handle them at the paper-mill. If the pulp
is to be used on the premises, it is made up into laps on the
wet machine and is not artificially dried. The so-called
“air dry” pulp contains about 10% moisture, and pulp containing
not over this amount of moisture is billed at its actual
weight.
CYLINDER MACHINE FOR DRYING PULP, THE BROWN CO.
The web of pulp is shown as it passes from the cylinder mold over the couch roll toward the driers.
Esparto and Straw.—Esparto pulp is made by the soda
process from a grass obtained in the circum-Mediterranean
countries, and is used most extensively in England and somewhat
on the Continent, but freights have been prohibitive
for American manufacturers.
Straw pulp is similarly made, and while occasionally used
on medium grades of writing-papers, its principal use in this
country is for strawboard and cheap wrappings. It is expensive
to reduce to a clean, bleached pulp on account of its
knots, and the large quantities of silicious matter it contains.
Waste Papers.—The next largest source of paper-making
fibers to wood is the waste paper, such as old books,
magazines, newspapers, binders’ waste, paper shavings and
miscellaneous waste. This stock is collected by regular
packers, sorted, and sold by grade to the mills.
The poorest grade consists of a mixture of miscellaneous
papers of all colors and description. It is only used in the
production of boxboards, sheathing paper, and other coarse
varieties, and without undergoing any preliminary treatment
it is shoveled right into the beaters.
A higher grade consists only of mixed papers, printed or
unprinted. Next is a grade containing no ground wood or
colored papers, and above this are graded old ledger and
writing papers.
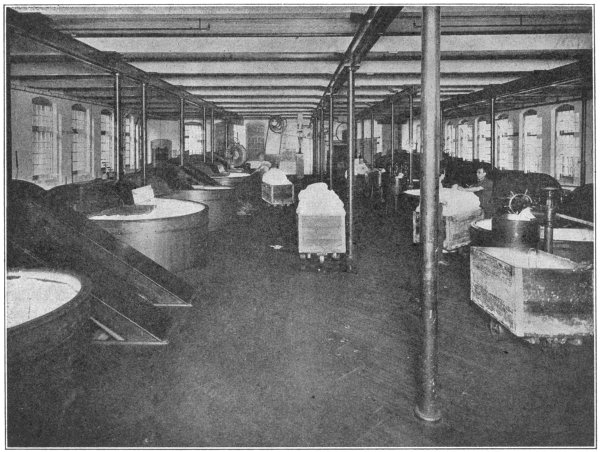
THE BEATER-ROOM, CRANE & CO.
The beater at the far end of the room is equipped with a washing drum. This drum is lowered into
the tub during the process of washing.
Paper trimmings are divided into four classes, white and
mixed, soft and hard “shavings,” and are especially available,
as they may be used after sorting and dusting without undergoing
further treatment, but it is customary to macerate
38them in some sort of a pulper before placing with other stock
in the beaters. The printed waste must be boiled in a
solution of soda ash. This makes the ink removable.
After about six hours’ boiling, the stock is transferred to
washers and treated like rags. The ink and dirt having first
been removed, bleaching solution is introduced, and finally
the stock is let down into drainers. In some mills the draining
is omitted, the excess bleach is washed out and an
antichlor added; then the stock is pumped over to a beating
engine to be mixed with the other ingredients preparatory to
manufacture. This process is less thorough, and there is
more danger of getting residues of bleach into the paper, as
it is rather a nice matter to exactly neutralize the bleach in
the washer, and the maintenance of a uniform color is
endangered.
Printers, or others, who accumulate large quantities of
waste papers, will find that it pays to keep the various grades
in separate receptacles, as a better price may be obtained for
it in this way. Furthermore, by means of a baling press, the
papers may be set aside in compact bales, which occupy less
room and are not so great a fire risk as loose accumulations.
The fact that 21.4 per cent of the paper-making fibers,
according to United States Census Report, 1909, are derived
from waste papers, indicates their importance as raw materials,
while their use lessens the drain upon our forests.
THE NON-FIBROUS CONSTITUENTS OF PAPER.
The non-fibrous constituents of paper are the mineral
fillers, the ingredients for sizing, and the coloring pigments
and dyes. Mineral fillers should not be regarded as adulterants.
They are used, not as a means for adding weight,
but for the sake of certain effects which are requisite in many
papers. No filler is used on good writings or ledgers, as the
printing requirements do not call for a closely filled surface
or a mellow texture.
39
In book papers a varying percentage of clay is used, as
it improves the printing quality by filling up the interstices
between the fibers and increases opacity. Papers for half-tone
printing require more filling, in order to have smooth,
level surfaces.
There are several kinds of filler in common use. The
most common is China clay, of which the cleanest and finest
grades are obtained principally in England. No equally
good deposit has yet been successfully developed in this
country. Clay is a product of the natural disintegration of
feldspar. It is soft, plastic, and non-crystalline.
Agalite and talc, which are silicates of magnesia, are also
used. They are cheaper and less desirable, both on account
of color and their crystalline nature, which is more or less
damaging to cutter knives and printing-plates. These fillers
are used widely in the cheaper book-papers, and can often
be detected by holding a sheet against the light, as the little,
translucent crystalline particles then appear like pinholes.
Sulphate of lime, commercially known under such names
as gypsum, pearl hardening, satinite, etc., is a white, crystalline
substance. This is used to some extent in paper-making,
but principally as a coating.
Barium sulphate, prepared chemically, and known as
blanc fixe, is used largely for coating papers because of its
brilliancy and purity of color.
Sizing Materials.—Starch was one of the earliest
materials used for sizing paper, and is used considerably in
addition to other materials, as it adds a hard, tinny character
desired by the trade on certain grades. Silicate of soda is
also used to impart similar characteristics.
Gelatine, or animal size, is obtained by boiling down
suitable animal tissues. As a sizing agent, it is applied
after the paper is made by passing the web of paper through
a vat containing the hot liquid size.
40
Casein, which is sometimes used as sizing, is more important
in its functions as an adhesive for the making of coated
paper. It is prepared by treating skim milk with weak acid.
Rosin size, the most widely used size, is produced from
rosin by cooking with soda ash, which produces a soft soap.
The soap when mixed with water by agitation assumes a
milky appearance. In this condition it is poured into the
beater after all other ingredients have entered, and is precipitated
by the addition of alum as a resinate of alumina.
Impurities in Paper.—Impurities, either chemical or
physical, are sometimes found in paper, owing to lax methods
or inferior materials.
Free acid occasionally occurs, and in some cases would be
very deleterious. In papers that are to be bronzed, for example,
this acid would tarnish the bronze. Needle papers,
and paper for wrapping steelware, must be acid-free, otherwise
they will cause rusting. The presence of free acid may
only be determined by an analyst.
Sulphur, which may give rise to the formation of sulphuretted
hydrogen, exists sometimes as an impurity in
paper. It causes a brownish halo to appear around printed
letters, because of its action on printing-ink. It would also
cause oxidization of jewelry, mounted upon cardboard
containing sulphur residues.
Free chlorine, or chlorine compounds, the result of inadequate
draining of the stock, may cause final disintegration in
the paper. It is the duty of manufacturers to guard against
this and the other deficiencies noted.
Mineral impurities in paper are not uncommon. Minute
particles of iron worn off the machinery, or getting into the
stock in the shape of wire stitching, can often be discovered
by the use of a magnet test. In photographic papers this
must positively be excluded, but in most papers, if the
particles do not show as specks, and are not large enough to
make trouble for the printer, they are not a serious menace.
41
CHAPTER SIX
PAPER-MAKING
We have now reviewed the various steps preparatory
to the process of beating, and this process is perhaps
the most important of all. The output of a mill
depends, first, upon the quality of stock which is furnished to
the beaters, and secondly, on the way the stock is handled
in the beaters. A formula, better known as a “furnish,” is
prepared by the superintendent and given to the beater
engineer. This tells him exactly how to blend his raw
materials. Very few papers are made from one kind of
material alone, most papers being a mixture of different
fibers, with the addition of mineral filler, sizing and coloring.
All the ingredients are put together into the beating engine
with a large volume of water similar to a washer, minus
the washing drums.
BEATING.
The process is called beating because it has displaced
the original method of maceration by mallets and later by
the machine described in Chapter I as a “stamper.”
The ultimate characteristics of the paper are dependent
upon the handling of the beater roll and the character of the
knives. For example, a blotting-paper is made by a quick
beating with sharp knives. This cuts the fibers clean and
short and leaves them in a most absorptive condition. The
very same fibers, treated with dull knives and slowly beaten,
would have an entirely different character. Their ends
would be teased out and ragged, and in the process of manufacture
they would part very slowly from the water absorbed.
The paper produced would have the characteristics of a
writing-paper, hard and strong. This instance will afford
some idea of the wide variation in results which may be42
brought about by varying the treatment in the beaters. So
important is this step in manufacturing that it has been said
with a good deal of truth that “the paper is made in the
beaters.”
After the process has been continued a sufficient length of
time, the stuff is emptied into a chest called the “Jordan
chest,” because it acts as a reservoir for another type of
refining engine known as the “Jordan.” This engine is
conical in shape and the inside is lined with knives. A cone-shaped
plug, also shod with knives, fits into this shell, and by
the turn of a screw may either be moved in or out, thus varying
the space between the two sets of knives. By this adjustment
the refining of the pulp which flows through the engine
is regulated.
The stock passes through one or more of these “Jordans”
into the machine chest. Thence it is pumped to a level
higher than the machine, and flows through “sand settlers”
to a screen. The “sand settler” is a long, open trough
containing a series of baffle boards which collect any sediment,
preventing it from getting into the paper.
Screens are of various types, the main feature consisting
of bronze plates pierced with fine slots through which the
fibers are forced. The object is to give uniformity to the
stock which reaches the machine, and to exclude any knots
of stock, strings or foreign substances.
The width of the slots is varied to suit different stocks—some
slots being as fine as 10/1000 of an inch.
We have now described the process of paper-making up
to the point where the stuff is formed into paper, and must
pause for a description of the paper-machine itself.
PAPER-MACHINE.
The paper-machine may be considered in three parts:
The wet end where the paper is formed and pressed, the
middle, where it is dried, and the dry end, where it is calendered,
slit and wound.
43
There are two distinct types of wet ends—the Fourdrinier
and the cylinder. Both are mechanical reproductions
in continuous process of the steps taken in the ancient hand
methods, a brief consideration of which impresses clearly on
one’s mind the rationale of the machine.
HAND PROCESS.
The tools of the primitive paper-maker consisted of a pulp
vat for the fiber-laden water, a frame, or mold, across which
was stretched a mesh of closely woven wire, and a removable
frame, known as the deckle, which fitted around the
edge of the mold to keep the moist pulp from overflowing and
to help regulate the thickness of the paper.
Grasping the mold by two opposite sides, the vatman
submerged the mold in the water; then raised it out, holding
it level. By this means a film of pulp was caught up, being
deposited on the bottom of the mold by the passage of the
water in which the fibers had been suspended. A lateral
shaking motion served to knit the fibers together, and to
deposit them as evenly formed as possible all over the mold.
As the water drained through, the film of pulp solidified.
Then the deckle frame was removed, and there, on the top
of the mold, was a sheet of moist pulp. The edges of this
sheet would be thin and feather-like as a result of the pulp
leaking under the deckle. Hence the term deckle edge.
It required a great deal of skill to remove this film, while
preserving it intact. This was accomplished by inverting
the mold and pressing the sheet upon a moist felt cloth. If
the act was skilfully performed, the mold could be lifted
away from the sheet, leaving it unbroken upon the felt.
Then it was covered by a second piece of felt and the process
was repeated until a small pile had accumulated.
The pile was removed to a screw press, wherein as much
water as possible was squeezed out of the paper. Cellulose
fibers have a strong affinity for water, however, and it is said
that under any pressure which such a pile could withstand,44
without becoming crushed and gruelly, the paper would
retain water equal to one-half its weight. Hence, the last
vestiges of moisture, excepting of course that amount normally
retained by air-dried paper, had to be removed by evaporation.
In the old days, this was accomplished by hanging
the sheets over poles to dry.
After that, if the paper required sizing, the sheets were
dipped one by one into a pot of animal size, then dried once
more. Lastly they were finished to the desired surface by
being placed between smooth plates and pressed.
FIBER CHARACTERISTICS.
A few moments’ consideration of the changes which the
fibers undergo from their condition of isolation as they exist
mixed in the vat, to their status as components of a sheet of
paper, will help to make clear much that seems obscure about
the behavior of a sheet of finished paper, as well as to explain
the reason for the different processes executed on the paper-machine.
The fiber is a hollow, collapsed tube, the ends bruised and
frayed by the treatment in the beating and refining engines.
Absorptive in nature to a marked degree, it swells with the
water it takes up and is limp and flaccid. As the mold is
raised horizontally out of the vat in the process of forming
sheets, all the fibers which had been suspended in the water
which passed through the meshes of the mold are caught
like so many fish in a net, and lie spread in a limp, impressionable
mass over the surface of the mold until they are transferred
by the “coucher man” to the felt. Little alteration
can take place in the general position of the fibers after they
have been “couched,” consequently the formation of the
sheet is the most important stage of the process. As the
water is pressed out, each fiber contracts to some extent,
and, from a consistency like gruel, the formed sheet passes
to a more stable state, wherein it can be gently handled
without disintegrating.
45
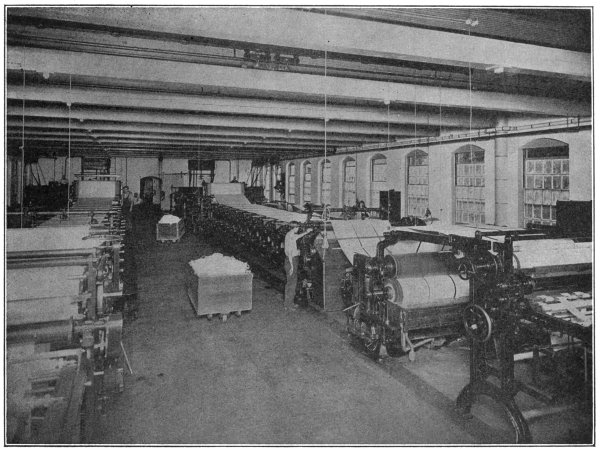
FOURDRINIER MACHINES, CRANE & CO.
A good view of the surface-sizing vat is obtained in the machine on the right hand. The paper is
being slit just before its introduction into the vat.
46
As the drying proceeds there is a marked shrinkage in
the dimensions of the sheet, caused by the shrinking of each
individual fiber, until the fibers are thoroughly set, enmeshed
one with the other.
The addition of size glazes over each fiber and makes it
less susceptible to moisture. The addition of clay permeates
the structure, filling up the interstices. Up to a certain point
the clay does not materially weaken the structure, as a
certain percentage of empty air space would exist without it.
Beyond that point the clay will fill places that conceivably
would be filled by fibers, and having no adhesive strength,
the structure of a sheet overloaded with clay is weakened in
proportion to its overload.
While the fibers are more or less moist, they are susceptible
to alteration in structure, and may in this state be
flattened by calendering to a smooth surface, and the presence
of clay helps to fill in the microscopic valleys between the
fibers so that the surface becomes level to human vision.
THE FOURDRINIER
Now to return to a sketch of the wet ends of paper-machines.
The Fourdrinier part consists of a head box,
which resembles the case of an upright piano. Where the
keyboard might be, is a broad portal for the passage of a
stream of pulp, the width of the machine, onto a horizontal,
endless wire belt. This wire belt is suspended in a frame
some thirty feet long and held taut by being stretched over
a number of rolls. The large roll near the head box is known
as the breast roll. The still larger roll at the other extreme
of the frame is called the lower couch roll, on top of which is
a felt-jacketed couch roll. The wire is kept level by a transverse
series of “table rolls” closely set, and the under part of
the wire is held down by stretch rolls. Directly under the
top part, and continuing from the breast roll for about two-thirds
the length of the frame, is a shallow tray called a
“save-all,” as it catches all the drippings which contain47
filler, and some fine fibers which are returned to the screens
by stuff-pumps, maintaining a continuous circulation so that
nothing goes to waste. Into this save-all water may be admitted
to regulate the consistency of the stuff.
Near the couch roll the wire passes over two or three
suction boxes, and on top of the wire, between the suction
boxes, turns a wire-covered roll called a “dandy.”
On either side of the machine is a frame which may be
contracted or expanded. It carries a series of pulleys over
which run rubber deckle straps, the under parts of which rest
on the wire and keep the wet pulp within bounds. By this
means the width of the web of paper is regulated. As a
little pulp leaks under these straps machine-made paper has
deckle edges on both sides of the web. Artificial deckle
edges may also be produced by squirting a fine stream of
water upon the web near the couch roll, but it is not possible
to produce this effect across the web. Except on special papers
the deckle edges are trimmed off by slitters at the end of the
machine.
Near the flow box, running at right angles across the
machine, are two so-called “slices” about eight inches apart.
These may be adjusted at various heights from the wire, in
order to regulate the thickness of the paper. Their most
important function is to make the thickness uniform from
one side to the other of the sheet, and to create a pond which
assists in forming the paper.
The frame of the Fourdrinier has a joint near the first
suction box, and a mechanical arrangement called a “shake”
is located near the head box to impart a lateral shaking
motion to the frame while the wire runs straight ahead, thus
imitating the shaking of the hand mold.
Beyond the couch roll is a series of press rolls, between
which run endless felts to carry the soft, moist paper.
Then follows a large series of steam-heated cylinders.
Next a stack of iron calender rolls, and a set of reels. As
soon as one reel is full a new reel is started and the paper48
from the first reel is slit by rotary slitters and made up into
rolls of the desired widths on the winder.
PAPER IN PROCESS
It is an almost dramatic moment when the machine is
ready to start. The machine tender opens the valves which
admit the stuff from the flow box and a stream spreads
out onto the wire. At a given signal the back tender starts
the wire, and the endless white stream moves smartly forward.
Then ensues the mechanical imitation of making
paper by hand, only instead of forming sheet by sheet, the
formation is a continuous process in the web. The shake
of the machine mixes the position of the fibers in the “pond”
behind the slices; the water runs like a downpour of rain
through the moving wire into the save-all, leaving behind
its burden of fiber, or “stuff,” as the mixture is at that
stage called, in a white film.
The suction boxes accelerate the expulsion of water, and
the dandy roll closes the fibers together as the film passes
beneath it. Then the web is carried between the couch rolls,
when the water fairly pours out in the squeeze. As the top
roll is felt-jacketed, the film sometimes sticks to it, as a
slight suction is created in the pores of the felt. The back
tender stands by with a hose to wash down the paper if it
starts to adhere to the jacket. The paper is prevented from
completely going around this top roll by a guard board
which is fixed across the top. Many machines are now
equipped with a “suction couch roll,” which does away with
the need for a top roll, as the water is sucked, instead of
pressed, out of the paper.
At a given signal the back tender starts one edge of the
film forward, by a skilful slap of the hand, which picks up
the edge of the film and transfers it to the felt carrier between
the press rolls. The remainder of the web is made to follow
the lead of the first section, till finally the full width is49
transferred to the first felt, which carries it through the
first series of press rolls.
An arrangement similar to the guard board, called a
“doctor,” runs across the top press roll, so that the paper
may be allowed to roll up if desired, while the machine
tender regulates the flow of water until the consistency of
the stuff is right. The doctor also keeps the press roll clean.
Quite often the long end of paper first started at the couch
roll is passed right along from the first felt to the second,
carried through the second set of press rolls, and the third,
if three there be, to the steam driers, and thence over the
entire battery of driers, through the calenders onto the reel.
From the press rolls it is led by the back tender, assisted
by a third hand, and if all goes well the paper may be winding
up on the reel inside of ten minutes.
But there is many a chance for mishaps before the wet
end of the machine is adjusted and the heat in the driers
is regulated to a nicety.
The weight of the paper depends upon the quantity of
stuff let onto the machine, the dilution of the stock, and the
speed at which the machine is run. Given a certain volume,
the faster the wire runs the thinner the stuff is spread, and
vice versa. Before things are settled down, considerable
worthless paper may be turned off.
The width of the web is controlled by the distance between
the deckle straps. These are adjustable, but an allowance
of ten inches or so must be made for the shrinkage of the
web in drying.
The preliminaries to a run of paper may be likened to the
make-ready on a printing-press, though they do not, as a rule,
last nearly so long. Yet this is the reason why small odd sizes
and odd shades of paper are not popular with the manufacturer,
unless he can get a sufficient extra price to compensate
for the “make-ready” costs.
Water-marks.C—The water-mark in paper is effected by
raised lines on the dandy roll. The design, being impressed50
in the moist web, displaces the fibers and leaves thin areas in
the paper, which consequently show when the sheet is held
against the light, as they are more translucent than the adjoining
areas.
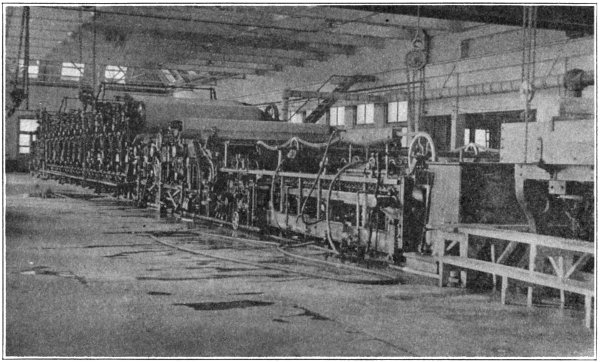
FOURDRINIER MACHINE, S. D. WARREN & CO.
View showing the “Fourdrinier” part of a modern book paper-machine.
51
CHAPTER SEVEN
PAPER-MAKING—Continued
Technique.—The importance of the formation of
the sheet on the machine wire is the same as on
the hand mold, as subsequent pressing and calendering
can only modify faulty formation. The stuff should be
uniform and even in texture. The press rolls must be ground
with absolute accuracy, and slightly crowned to allow for
their sagging. Otherwise water would be unevenly expelled
from the web, possibly causing a damp streak throughout
the entire run of paper, which would show in the finished
product.
If a portion were pressed too hard it would contain less
moisture as it reached the driers and become dry before adjacent
sections. If the paper were calendered, the moister
parts would take on a smoother surface than the drier parts.
Another feature to be closely watched on particular
papers is to eliminate, as far as possible, the impress of the
weave of the wire cloth, which is left in the under side of the
web. This can be accomplished to so fine a degree, by a skilful
man, that the difference between the two sides of the
paper is scarcely discernible. The fineness of weave of the one
cloth also is an important bearing in securing an even sided
sheet.
Thus we see that it is well-nigh impossible to reduce the
making of paper to an exact science, and a reasonable variation
must be expected, both in weight and finish. The
successful management of a paper-machine depends, from
start to finish, on careful, experienced judgment and alert
attention. If the beater-man dilutes one batch of stuff more
than another, the variation will show the minute the altered
stuff appears on the machine, and only an immediate readjustment
at the wet end can avoid considerable variation in52
the product. Then, from end to end, the long machine must
be watched carefully, so that the pressing, drying and calendering
may all be kept uniform. A bungler should find no
place in the machine-room, but it is desirable that consumers
have sufficient appreciation of human limitations, as applied
to paper-making, to admit proper allowances for normal
variations.
Cylinder Machine.—The cylinder machine, invented by
John Dickinson about ten years after the Fourdrinier, is
much the same as the wet machine described in Chapter II,
with the addition of press rolls, driers and calenders. The
single-cylinder machine is used for making light-weight
tissues and other thin papers. Cylinder vats can also be
arranged in series, as on board machines, so that the webs
formed on each cylinder can be combined. This is accomplished
by an arrangement of felts which run tangent to the
cylinders, picking off the formed paper automatically from
each successive mold.
The felt runs between squeeze rolls, so that the various
plies of paper are pressed together, forming a single thickness.
Machines of this type can make very thick sheets, and
are used for making bristol boards, blanks, boxboard, strawboard,
etc.
The number and arrangement of driers on any machine
depends on the product to be derived. Fast-running machines,
such as the large news mills are equipped with, have
necessarily a large number of driers, as they turn off fifty
tons or so a day and require a great drying capacity. Slow
running machines, such as are used in fine writing-paper
mills, need a much smaller number, as the average fine
writing-paper machine produces little over three or four
tons a day.
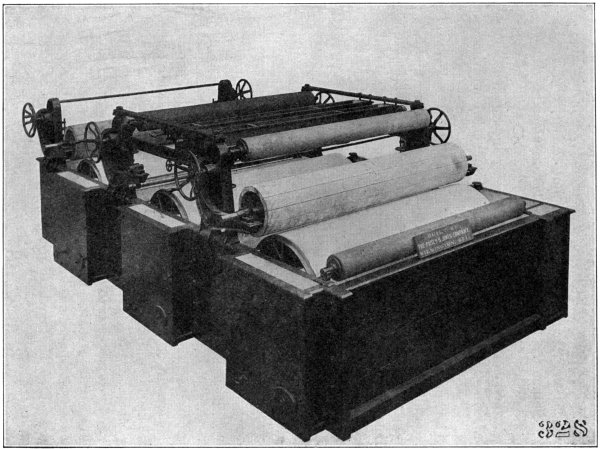
CYLINDER VATS, MADE BY THE PUSEY & JONES CO.
The felts which convey the paper are omitted so as to get a clearer view of the molds.
Harper Machine.—There is a type of Fourdrinier called
the Harper which differs from it in that it is turned end for
end. A long felt carries the paper from the couch rolls back
over the Fourdrinier part, delivering it to the first press.
54This is considered advantageous in making very light papers
which otherwise are with difficulty led from the couch to the
press rolls and are apt to break down in the passage.
Yankee Machine.—There is even one type of machine
known as the “Yankee” which has but one drier of very
large diameter. This is used in making machine-glazed
wrapping papers, which are very smooth on the side of the
sheet which comes in contact with the drier and rough on the
other side. The “wet” end of this machine is a Fourdrinier
type.
The arrangement and number of smoothing and calender
rolls is also dependent on the class of paper to be made.
Most writing-paper machines have no calenders at all as the
surface is obtained on special machinery such as platers and
sheet calenders after the paper comes from the drying loft.
One can easily appreciate that, while the general principles
of all paper-making are identical, there is a call for a wide
variety of arrangements, such as those cited, to meet the
varying requirements of different classes of paper.
Surface Sizing.—Surface sizing, or animal sizing, necessitates
a vat with squeeze rolls. The paper is first run over
enough driers to dry it; then introduced into the vat of hot
size. On the cheaper grades the size is dried on the machine
by a special skeleton drying apparatus, but the better
grades are cut off and piled up by the “lay-boy” at the end
of the machine, then transferred to drying lofts and hung up
over poles to dry. Hence the term “loft-dried.” Any
special finish has then to be applied sheet by sheet.
Finishing Paper.—Finishing paper is accomplished
either on the paper-machine itself, or after the paper is
turned off on the machine it may be treated by special
apparatus.
Wove and Laid Papers.—A so-called wove paper is
made with a plain dandy, covered with fine wire cloth the
same texture all over. Laid paper is really a water-marked
paper, in which the whole surface is marked by a specially55
constructed dandy which imprints a mark in imitation of
the early hand molds. There are heavy lines running with
the grain of the paper and lighter lines running across.
Antique.—An “antique” surface is obtained by skipping
the calender rolls and leaving the paper rough as it comes
off the felt to the driers. A medium finish is obtained by a
slight calendering, while the highest machine finish, and the
so-called English finish, is obtained by a heavy calendering.
Water Finish.—A common method of obtaining a high
finish on heavy papers is by the use of “water doctors,”
which keeps two or more of the calender rolls moist, dampening
the paper while it is being calendered. The surface thus
imparted is called a “water finish.”
SHEET CALENDERS
Fine writing-papers may be finished in a variety of ways.
A plain, smoothed surface is obtained by passing the sheets,
which are automatically fed, by a system of tapes, through
calender stacks, called sheet calenders.
Plating.—Plating was first resorted to as a means of
smoothing paper in the sheet, but when a linen, or pebbled,
or any other special finish is desired, it is also accomplished
in a plating machine. This consists of two heavy rolls.
The sheets of paper, with a metal plate top and bottom, are
passed through the rolls under heavy pressure. If a linen
finish is desired, pieces of linen are placed between the plates
on both sides of the sheets so that the linen texture is embossed
into the paper. Similarly any other substance may
be used for other effects.
Embossing.—Embossed papers are usually finished from
the roll by running between iron rolls with embossing patterns
engraved upon them. An extra strength is required of
paper for this purpose, otherwise the pattern will cut through
the sheet.
Supercalendering.—Supercalenders are machines,
apart from the paper-machine itself, for making high-finished56
paper. The rolls vary in number. Each alternate roll is
made of hard paper. In treating uncoated stock there are
also one or two steam boxes to moisten the paper before it is
calendered. This softens the surface fibers, and they can
then be rolled flatter and hence take a shinier surface. The
alternate rolls in a stack for calendering coated papers are
made of cotton, and no steam boxes can be used, because
the moisture would injure the coating.
The paper is run through the calenders in the web. All
smooth, or special, finishes are gained only at added cost.
Where the process takes place on the machine, more breakage
is occasioned and more paper has to be sorted out, as the
hard-finishing accentuates spots in the paper, and little
lumps of fibers, which would pass unnoticed in an uncalendered
or antique paper, are squashed down and blackened
by calendering. Hence the higher cost of such papers.
Supercalendering and plating bring into play different
workman, so that the labor cost is increased, and any finishing,
sheet by sheet, is necessarily slow and more costly than
that accomplished in a continuous process from the roll.
Combining.—Many kinds of papers, as photo-mounts,
double-thick covers and cardboards, are made by pasting
two or more thicknesses together. This was formerly done
in the sheet, but most of the pasting is now effected in the
web. The papers are run over a paste roll, combined, and
passed either through a drying chamber or over a battery of
driers like those of the paper machine. The pasted paper is
lastly made into rolls and taken to the finishing room to be
sheeted.
Coated Papers.—Coated papers are made by covering
the surface of ordinary paper with a veneer of clay, mixed
with some adhesive, as casein or glue, and suitably colored.
The process is done from the roll; the paper first goes
through the machine where the liquid coating is brushed onto
the surface, passing directly in automatically formed festoons
through a long, heated room to dry, and finally is rewound.57
The rolls are then taken to the supercalender room and the
paper is given the desired finish.
Dull-finish coated papers require a special kind of coating
and receive very light calendering after being coated.
High-finished coated papers of the best grades are double-coated
and run several times through the calenders.
Another method of producing a high finish is known as
“flinting.” In this process the paper is mechanically polished
by smooth flint stones and gains a very high luster. Such
papers are most widely used as box covering. A similar
effect is obtained by friction calenders, which consist of
two chilled iron rolls with an intermediate roll of hard paper.
The top roll rotates at a higher speed than the others.
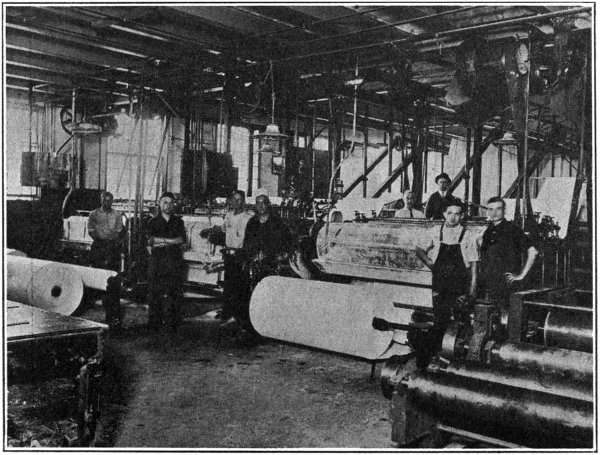
COATING ROOM, APPLETON COATED PAPER CO.
This view of the “wet end” of the coating machines shows the rolls
going through the coating process, the web of paper traveling along the
drying racks appears in the background.
The coating may be dyed to any color desired, so that
59coated and glazed papers are obtainable in a wide variety of
shades.
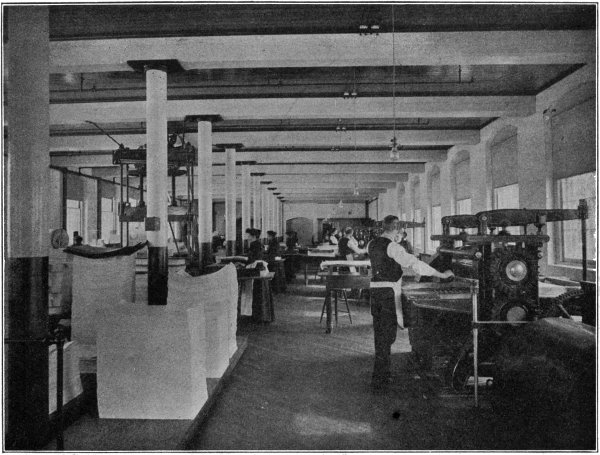
FINISHING-ROOM, CRANE & CO.
The machine on the right is a plater.
Gummed Papers.—Gummed papers are made by passing
the web through a machine, which coats it with glue,
after which it passes over drying apparatus and is wound
into rolls ready for finishing.
Gummed paper for labels is usually finished in sheets,
while for sealing tape and box stays it is ordinarily made up
into rolls.
Waxed Papers.—Waxed papers are made by applying
a coating of parrafin. This renders the stock water proof,
and it is used largely as a wrapper for food products.
Glassine Paper.—By a special treatment in the beaters
and jordans cellulose fiber is so treated as to become hydrated.
This hydration makes the paper produced grease
proof, and by heavy supercalendering the character of the
sheet is again greatly altered, it becoming almost perfectly
transparent. In this state it makes a most attractive and
hygiene wrapper.
60
CHAPTER EIGHT
THE PHYSICAL AND CHEMICAL ASPECTS OF PAPER
The size and weight of a sheet of paper of any given
quality and finish are its most obvious features, and
when we speak of the weight of a sheet of paper
we refer not to the one sheet, but to the weight of one
ream of similar sheets. Most papers are ordered on a basis
of ream weight for a specified size, as, for example, 25 by 38,
50-pound. Blanks, cardboards and cover-papers, especially
the first two, are more frequently ordered on a basis of bulk,
as two-ply, three-ply, etc., and thick or double thick in the
case of covers. The thinner covers are usually designated
by their ream weight, though frequently quoted, as are the
heavy-weight covers, the blanks and cardboards, in price
by the hundred sheets.
The reason for this difference is probably that such stocks
are sold in comparatively small lots, so that it is simpler
to bill them in accordance with the number of sheets than to
figure the weight of a small number of sheets and multiply
by the pound price.
Another thing which facilitates the system is that these
kinds of paper are carried in standard stock sizes, as the
majority of orders are too small to be made in special sizes.
The relation between thickness and weight of a given paper is
approximately a direct ratio. For example, given a sheet of machine
finish 25 by 38, 50-pound, four sheets of which bulk .011 of an inch,
the bulk of the same finish and quality, in 25 by 38, 60-pound, can
be approximately ascertained by the equation 50 : .011 :: 60 : x, the
answer of which is .0132.
The difference in bulk between two papers of the same
weight depends on:
61
1. The finish.
2. The percentage of mineral filler.
3. The nature and treatment of the fiber.
For example, on a bulk of .015 of an inch to four sheets a
supercalendered paper would weigh about 65 pounds, a
high machine finish about 60 pounds, a text or medium
finish about 50 pounds, an antique about 40 pounds. In
other words, the density of any given piece of paper is proportionate
to the amount of calendering it receives. Naturally,
the antique paper, lightly pressed and uncalendered, is
loose for texture and full of minute air pockets, so that it is
light for bulk, while the supercalendered paper is squeezed
to a hard, dense sheet containing little air space.
If the proportion of mineral filler is great, the weight will
be still greater in proportion to the bulk, as the specific
gravity of the mineral is greater than that of the fiber, and
the fine particles tend to fill completely the small interstices
between the fibers, so that the air space is reduced to a minimum.
If, in addition, a surface coating is added, we get a
paper with the highest possible percentage of filler, and consequently
a glazed coated paper has less bulk in proportion
to its weight than any other kind. Such paper contains from
30 to 40 percent of mineral.
The nature of the fiber brings about a difference, in that
some fibers have thicker walls and smaller canals than others.
The treatment causes a variation, in that a quick beating
with sharp knives leaves the fibers more nearly in their
original shape than a prolonged beating with dull knives,
which breaks down the structure of the fibers and draws them
out into minute fabrillæ.
The strength of a paper of given quality will also to a
certain extent be proportionate to the duration of beating,
as well as the amount of pressing and calendering received.
The amount of sizing and the drying also affect its strength.
An antique paper, having large air spaces and loosely
knit as it is, has not the tensile strength it would possess if
pressed and calendered to a greater density.
62
The addition of loading adds to the weight without increasing
the strength, as it has no binding properties. Moreover,
the bulk, in proportion to the weight, is lessened by the
introduction of filler.
Consequently it is axiomatic, that of two given papers of
equal weight, finish and quality of fiber, the one containing
the less filler will be the stronger, as well as bulkier. The
addition of filler, however, increases the opacity, gives mellowness,
and improves the printing quality by equalizing the
texture of the surface.
The addition of sizing tends to increase the strength of
paper, owing to its adhesive properties, but if liberally used
it detracts from the mellowness and gives the sheet a tinny
“character.”
The length of the fiber also affects the strength, as long
fibers give greater strength and better folding quality than
short. It is not possible to get as close formation with long
as with short fibers.
Hence occasions frequently arise wherein customers ask
for characteristics which are somewhat contradictory.
A desires a light, bulky paper with a high finish, but a
bulky paper with high finish must, in the nature of things,
be heavy.
B desires a very strong, thin, but opaque paper. It is
obvious that the strength of a thin, opaque paper can be but
a relative factor, while thinness and opacity are irreconcilable
features.
C inquires for a closely formed sheet, with good folding
qualities, but the first characteristic is only to be gained at
the expense of the latter.
D wishes to print half-tones on an antique paper. In
this case modern printing inventions have bridged over some
of the obstacles of the past, and the offset press and extra-deep
engravings have brought this last requirement within
the realms of possibility, but unless resort is had to these new63
methods, the requirements again are irreconcilable to each
other.
It is evident, however, that only through technical paper
information can one solve such problems as necessitate a
compromise capable of giving the maximum possible satisfaction.
The structure of paper, machine made, results in the
greater proportion of the fibers in the formed sheet lying in
the direction of the flow of the stuff. This determines
what is called the “grain” of the paper. When paper is in the
roll the grain of course is lengthwise of the web, but in the
sheet the cutting and slitting may be arranged so as to leave
the grain either lengthwise or crosswise of the sheet. This
is an important consideration for a number of reasons.
In the first place, it is easier to tear the paper with the
grain than across, as the fibers are parted rather than
fractured in this way. This is a point which might be utilized
by printers when printing detachable coupons.
Perhaps the most important consideration is the great
difference in folding qualities. Many a paper will fold very
nicely with the grain and crack badly if folded the other way.
Again, a great difference is noticeable in the flexibility of
books, dependent largely on whether the grain runs parallel
or at right angles to the binding. If flexibility is desired,
the grain should run parallel to the back of the binding.
Occasionally a wide-paged pamphlet, especially of light-weight
paper, is improved by the rigidity to be gained from
having the fibers run at right angles to the binding. It is also
true that this increases the strength of the binding, as the
sewing or wire stitching passes around more fibers than if the
grain ran up and down the page.
Not infrequently does the middle signature of a pamphlet
pull loose from the binding. Usually in such cases the
paper is not strong anyway, but it could have had more
resistance had the grain run at right angles to the binding.
64
The tensile strength of a strip of paper is greater with the
grain, but its elasticity is greater across the grain.
A convenient way to ascertain the direction of the grain
in papers that do not show it clearly by folding is to cut two
narrow strips a few inches long, hold them by one end so that
they coincide. When held horizontally, if the loose ends do
not part, it indicates that the lower paper has its grain in the
long dimension. If the lower paper has its grain crosswise,
the loose end will sag away from the top strip, because, as
above remarked, a paper is more flexible across the grain.
This test may be applied either to sized or unsized papers.
Another test is to cut a small square and moisten one
side; the paper will curl into a little cylinder and the grain
runs parallel to the length of the cylinder. This test cannot
be applied to an unsized paper.
This leads us to a consideration of the effects of moisture
and humidity on paper.
It will be recalled from the chapter on Paper-Making
(No. VI) how plastic paper is in its moist stage, and how
tenacious of water are the cellulose fibers. It will also be
recalled that there is considerable shrinkage across the web
of the paper from the time it leaves the wire to the moment
it is reeled. In fact, the very thing which makes paper-making
a possibility is the shrinking of each individual fiber,
occasioned by the expulsion and evaporation of the water,
which has served as a carrier from the machine chest to the
wet end of the machine.
This propensity of each individual fiber does not cease
when the paper is made, but persists forever. A cellulose
fiber will absorb moisture from the air in proportion to the
relative humidity, just as the hair in a barometer is continually
shrinking or expanding as the weather changes.
A definite percentage of moisture is normal to a cellulose
fiber in proportion to the moisture in the air. The fiber
swells as it absorbs, and shrinks as it gives off water.
65
Herzberg gives as the results of investigation with a good
writing-paper made of rags, sized with rosin, the following
report of the percentage of moisture retained under various
degrees of relative humidity:
Relative humidity
of the air,
percentage |
Moisture contained
in the paper,
percentage |
| 100 |
21.5 |
| 90 |
13.5 |
| 80 |
8.9 |
| 70 |
8.4 |
| 60 |
6.5 |
| 50 |
5.6 |
| 40 |
3.4 |
| 30 |
2.3 |
In a sheet of paper, where thousands of fibers lie side by
side, the combined expansion is distinctly noticeable in the
changing dimensions of the sheet. This gives rise to difficulties
in securing accurate register in color-printing, owing
to atmospheric changes. The manufacturer may minimize
this difficulty by a careful formation of the paper and the
regulation of the drying, so as to turn out the paper as nearly
as possible containing an average normal percentage of
moisture.
The same conditions are responsible for wavy edges,
which occur principally along the cross-grain dimension of
the sheets. The ends of the fibers, being exposed, easily
absorb moisture as paper lies in a pile, but the moisture
seldom permeates more than a few inches into the pile.
Therefore, the larger part of each sheet is unaffected, but the
fibers exposed to the air expand when absorbing moisture
increasing the area of the exposed end and, consequently,
causing it to assume a wavy formation which is suggestive
of a ruffle.
When feeding such sheets to a cylinder press, much
trouble may arise if the waves occur along the “gripper
edge,” which is usually on the longer dimension of the sheet.
In some instances the difficulty may be avoided by ordering66
paper with the grain running the long way of the sheet, which
also offers another advantage in relation to securing close
register, namely this: the area of the sheet in square inches
will increase least through atmospheric expansion which
occurs across the grain if the cross-grain dimension is the
lesser.
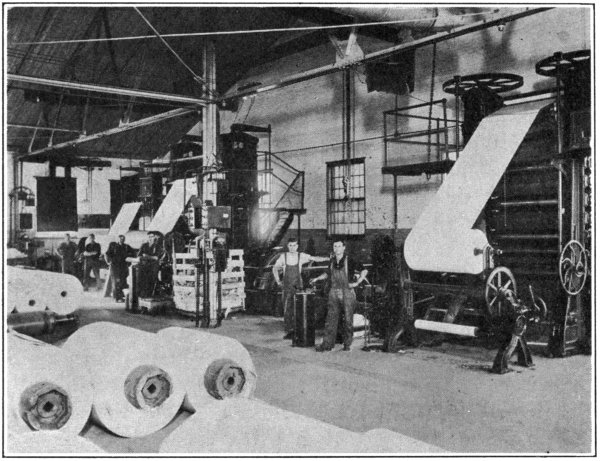
SUPERCALENDER STACKS, APPLETON COATED PAPER CO.
For a description of the Supercalendering process, see pages 55 and 56.
67
CHAPTER NINE
APPRAISING AND TESTING PAPER
The appraisal of a specimen of paper differs from testing
in that an appraisal comprehends the value of an
object in relation to its usefulness and marketability,
whereas testing is merely an arbitrary method of expressing
the chemical or physical properties of the object. The knack
of appraising can be acquired only through practical experience;
and the ability to make tests is gained only by careful
technical training.
In the majority of cases a satisfactory appraisal may be
given without chemical or physical tests, but these are cases
when the superficial characteristics, such as color, finish, feel,
etc., are the prime qualifications, and such considerations as
fiber contents, freedom from impurities, exact tensile strength
etc., are of negligible importance.
Although experience, only, leads to the knack of appraising
paper, certain points might be suggested with benefit to
the beginner which would assist him to an earlier acquirement
of the art.
Color.—Color being a purely relative term as applied
to the variations in so-called “white” papers, it is necessary
to make comparisons with accepted standards of the various
grades in order to arrive at conclusions.
In common parlance, white papers may be described as
natural, light natural, white, blue-white, pink-white. Natural
papers are those in which a minimum of artificial coloring
has been added, and the brilliancy of shade depends entirely
upon the quality of the stock.
Almost all paper is colored to some degree while the
stock is in the beater, and the minimum quantity of order
of paper, which any mill will make on a special run is usually
limited by the contents of one beater, and, on account of the68
time required to wash up, the cost of special colors is increased.
Rose-pink and blue are the colors used in modifying
the natural color of any beater of pulp to produce a white
paper. The so-called “white color” of the cheaper grades
of papers is ordinarily gained by a comparatively heavy
use of blue, and by comparison with a white paper of good
quality the blueness is decidedly noticeable. In judging
color, it is well not only to look at the surface, but also to
examine the paper when held up against the light, making
comparison with some acceptable standard, also noting the
clearness of the stock, as indicated by the sharpness of definition
of the shadows of the fingers which hold the sheet.
This comparison is affected, of course, by the bulk of the
paper, but two papers of about equal bulk may be fairly
compared in this way. Any judgment as to shade is, in part,
only a question of taste. Permanency of color may easily be
determined by exposing a portion of a sheet to sunlight for
a few hours and noting any alteration in color.
Formation.—While examining a paper for color and
clearness, the formation of the sheet should also be observed.
In general, a close, even formation is to be desired. Fibers
of the same approximate length may be loosely or evenly
formed, according to the skill of the machine-tender. The
longer the fiber, the harder it is to get a close, even formation,
and it should be remembered that these two qualifications
are to a greater or less extent contradictory.
Finish.—Whatever the finish of paper, the two sides of
an ideal sheet would look exactly the same. In most papers
made on a Fourdrinier machine the impress of the wire is
discernible, and there is a perceptible difference in texture
between the “wire,” or bottom, side and the “felt,” or top,
side, the one tending to reproduce the texture of the wire
cloth, and the other the weave of the felts.
Some manufacturers have perfected their processes to a
degree that renders these differences imperceptible. Papers
made on cylinder machines of more than one vat are apt to69
be more even-sided, as the contact with the wire of the molds
is less protracted and there is considerable pressing of the
web between two felts as it is carried along.
The evenness of the finish, and the fineness of texture
over all parts of a sheet, may best be judged by holding it
aslant to the light. This also discloses whether the paper is
“fuzzy” or free from lint.
Fuzz, or hairiness, usually occurs on the wire side of the
sheet. This is due partially to the stock, soda pulp being
especially likely to fuzz. It is also due to overdrying, and
sometimes to the action of the suction boxes, which if worked
too hard cause the surface fibers to stand on end.
“Hairiness,” or fuzz is more apt to occur on antique and
other light finishes, but calendering will not entirely overcome
it, and such papers as would be fuzzy uncalendered,
become fuzzy with handling.
In fact, the durability of the surface may well be tested by
rubbing the paper between the fingers. In this way, too, one
judges the “feel,” which of all qualities of paper is perhaps
the most difficult to express, but usually described as hard,
soft, mellow, harsh, rough, smooth.
In highly calendered papers, well closed and evenly
finished, the light will be reflected uniformly, as from a well-polished
table-top; but if the formation is “wild,” there will
be a blotchy look as the small knots of unevenly distributed
fibers cause thick and thin areas, and the thick ones get harder
squeezing through the calender rolls and, consequently, a
higher finish.
Another cause for unevenness in finish is a variation in
the thickness of the paper as it is made on the machine.
This unevenness runs lengthwise in streaks, and may originate
on the wet end of the machine if the pulp is not deposited
uniformly.
Again, the pressing may be faulty at the press rolls, causing
a thin streak. Naturally, the thin part of the paper dries
more readily than the thick, and as even surfacing depends70
partly upon even dissemination of moisture in the sheet, a
poorly pressed sheet would have a faulty finish. Dirty felts
also cause uneven drying, as water can not be evenly squeezed
through a felt the pores of which are partially choked. Lastly
the unevenness may be caused by the calender rolls themselves
being in poor condition.
It is easy to detect thin areas by examining paper in a
pile, as a pile of papers of uniform thickness will be practically
level on top.
Papers for half-tone printing, whether coated or uncoated,
should be even in formation, thickness and surface, otherwise
the printer’s “make-ready,” which is designed to offset inequalities
in the plates, will be discounted by inequalities
in the paper.
There are some special papers in which unevenness in
formation and finish are intentional, on account of the unusual
effects thus gained; and other papers, such as wrappings,
where such niceties of the paper-makers’ art are of
little importance.
Opacity.—Opacity may easily be judged, although it is
difficult to express it in any accurate terms, by placing the
papers to be compared side by side over a printed page, the
relative merits in this respect may be immediately perceived.
Sizing.—Sizing may be approximately judged by moistening
the stock and noting the rapidity of the absorption,
or tested by drawing lines with ink and watching to see if
they spread afterward. Absorbency in blotting-papers may
be measured by submerging two strips equally and noting
how high the ink is drawn up into the strips. Such papers as
are made without any sizing and are ordinarily called “water-leaf.”
The sizing of coated papers should be neutral, but is frequently
alkaline or acid, since alkali is used to neutralize
the lactic acid of the casein. This may be detected by
taste. The retention of a piece of coated paper in the71
mouth for a few minutes will reveal through the taste any
tendency of the coating to sour.
Weight and Bulk.—Weight and bulk may be closely
approximated by a practiced hand, but they must also be
considered in relation to finish, as pointed out in the preceding
chapter.
There are many convenient forms of micrometer gauges
for measuring the thickness of paper and any one who has
much to do with paper should be provided with one, as it is
unsafe to depend entirely upon judgment when a thousandth
part of an inch may account for ten pounds difference in the
weight of a ream of paper or cause serious variations in the
bulk of a book.
Quality and Strength.—Quality and strength may be
approximately judged by tearing the paper in both directions
of the grain and observing the fractured fibers, but these
matters are to be more accurately estimated by mechanical
and chemical tests.
It will be observed that cleanliness in paper, and most of
the foregoing characteristics of paper, do not lend themselves
to mechanical tests, but are properties which require
the judgment of an expert.
Cardboards.—In judging thick papers, such as bristol
boards, it is customary to see if they are snappy. An idea of
their fibrous strength may be had by folding in various
directions. Pasted cardboards may be distinguished from
unpasted by burning, for if paste has been used the layers of
paper will split apart as the paper burns. This burning will
also give a slight idea of the amount of filler in the stock, as
the ash will be greater as the filler is increased.
Paper-testing.—Tests applicable to paper may be
divided into three classes—microscopical, physical and
chemical.
The purpose of microscopical tests is to determine the
kind and character of the fibers, and the proportion of each72
kind, also to assist in determining the nature of mineral filler
and of impurities. It is also used in estimating the percentages
of the various kinds of fiber. Chemists are able to
estimate this within five per cent. A minute sample of
paper is prepared by boiling in a one per cent solution of
sodium hydroxid, in order to remove everything from the
fibers themselves. The resulting mite of pulp is placed on a
slide with a dissecting needle, the excess moisture is removed
and a stain is added. This stain gives different characteristic
hues to the different kinds of fibers. The color and form
of the fibers as observed through the microscope disclose
their character to the trained eye.
By counting the different kinds of fibers under observation,
the analyst estimates the proportions in which they existed
in the sample of paper.
The physical tests are more familiar to most persons, and
include (1) weight per ream, (2) thickness, (3) bursting
strength, (4) tensile strength, (5) folding endurance, (6)
absorption, (7) expansion.
1.—There are two kinds of paper-scales. The most
common kind gives, directly, the ream weight from weighing
a single sheet, and is of such convenience that almost all
paper-users could well afford to have one.
Sensitive paper-scales for small samples, 4 by 4 inches in
size, are of great assistance also, and should form part of the
equipment of every paper-dealer.
2.—The thickness is determined by a micrometer gauge
measuring to one-thousandth of an inch. In gauging thin
papers it will prove more accurate to take four thicknesses,
as the error in reading is thus quartered. The following
table of bulks, which shows the number of pages per inch
from a gauge of four sheets, will be found convenient:
73
Thickness of
four sheets in
thousandths |
Number of
pages to
one inch. |
| 8 |
1,000 |
| 8½ |
941 |
| 9 |
889 |
| 9½ |
842 |
| 10 |
800 |
| 10½ |
762 |
| 11 |
727 |
| 11½ |
696 |
| 12 |
667 |
| 12½ |
640 |
| 13 |
615 |
| 13½ |
593 |
| 14 |
571 |
| 14½ |
552 |
| 15 |
533 |
| 15½ |
516 |
| 16 |
500 |
| 16½ |
485 |
| 17 |
471 |
| 17½ |
457 |
| 18 |
444 |
| 18½ |
432 |
| 19 |
421 |
| 19½ |
410 |
| 20 |
400 |
| 20½ |
390 |
| 21 |
381 |
| 21½ |
372 |
| 22 |
364 |
| 22½ |
356 |
| 23 |
348 |
| 23½ |
340 |
| 24 |
333 |
| 24½ |
326 |
| 25 |
320 |
| 25½ |
314 |
| 26 |
308 |
| 26½ |
302 |
| 27 |
296 |
| 27½ |
291 |
| 28 |
286 |
| 28½ |
281 |
| 29 |
276 |
| 29½ |
271 |
| 30 |
267 |
| 30½ |
262 |
3.—Bursting strength is determined by a variety of
testing-machines, constructed so as to record the pressure
per square inch which may be exerted before rupturing the
paper.
In a government bulletin, Report No. 89, United States
Department of Agriculture, the following criticisms of this
test are made: “This pressure is generally believed to represent
the mean strength of the paper—that is, an average
of the strength across and with the sheet. This is not true
however, experience indicating that strength as thus determined
more nearly agrees with the strength of the paper in
the cross direction, with the minimum strength rather than
with the average strength of the paper.
“Among other objections to testers of this type, is that to
a certain extent the operator can influence the results at will,74
and even with the greatest care there is quite a wide difference
between different tests of the same paper.”
4.—Tensile strength is determined by clamping a strip
of paper of standard dimensions in a machine which exerts
a uniform tension until the strip breaks. The breaking
strength is shown on the recorder, and the amount of stretch
before breaking is also registered, thus indicating the elasticity
of the paper. The best known instrument of this sort
is the “Schöpper,” but the machine is very costly, hence is
rarely found except in well-equipped laboratories.
5.—Folding endurance is determined on a machine which
folds a strip of paper back and forth in a slot, the strip being
clamped at either end to a spring device which maintains a
uniform tension. The number of double folds which the
strip withstands is automatically registered. This test is
favorably regarded as an indicator of durability, but the
apparatus is expensive and not easily available, hence this
test fails of frequent use.
6.—The absorption tests are applied principally to
blotting-paper, and consist in suspending equal widths of
paper so their ends are submerged in a beaker of colored
water. The height the water rises in a given time demonstrates
the capillary attraction.
7.—Expansion is estimated by taking strips of uniform
dimension, dipping in water and measuring the expansion.
Chemical tests are for the determination of (1) the percentage
of mineral filler; (2) the percentage and nature of
sizing materials; (3) qualitative test for starch, acid, sulphur,
chlorine, glue, filler material, dyes, ground wood.
The amount of filler may be determined by incinerating
a piece of paper of known weight. As the filler is non-combustible,
the weight of the ash determines the percentage
of filler, although allowance must be made for the amount
of water of crystallization driven off from the mineral.
Tests for acids are important in papers used for mounting
tarnishable substances, such as jewelry.
75
Tests for sulphur or chlorine are important in determining
the chemical purity of the paper, since such residues militate
against the permanency of color and strength of paper.
The presence of ground wood is easily determined by a
drop of either strong nitric acid, which turns the paper brown,
or a drop of phloroglucine, which gives a reddish-brown tint
from contact with ground wood. Aniline sulphate produces
a yellow tinge.
The presence of starch may be ascertained by using a
dilute solution of Iodine which leaves a black stain in contact
with starch.
76
CHAPTER TEN
PRESSROOM DIFFICULTIES
Technical difficulties with paper in the pressroom
arise from many sources. They may be conveniently
classified into three groups: Difficulties
for which the manufacturer is responsible; difficulties for
which the printer is responsible, and difficulties due to atmospheric
and other natural conditions not entirely within
human control. Let us consider some of the first group.
Uniformity.—Probably the most frequent source of
trouble is lack of uniformity, either in weight, thickness or
finish. This is chargeable to carelessness on the part of the
paper-machine tender. A run of paper which varies in
weight will naturally vary in thickness, and, obviously, this
could account for uneven color in presswork. These variations
would not necessarily be accompanied by a variation
in finish. To make paper uniform in all three respects
necessitates, firstly, uniform consistency of the pulp—or
“stuff,” as it is technically called—at the point where it flows
onto the machine. A uniform volume of stuff and uniform
speed of the machine are also demanded. The speed of the
machine and the volume of stuff are quite readily controlled,
but as the amount of water used by the beater-man in preparing
the stuff is usually judged by the appearance of the
pulp in the beater, there are always such variations as are
peculiar to this human factor.
The difficulties of the machine-tender may often be traced
to the beater-man, not only on account of the amount of
water in the mixture, but also because of the irregularity in
the length of fiber from one beaterful to another.
Assuming that the stuff is right and the formation on the
machine is good, the pressing of the paper next demands
close attention. It is obvious that any unevenness of pressure77
will result in the water being expelled unevenly from
the web of paper, with a consequent variation in thickness.
In this case there would also be a damp streak in that part
of the web where the pressing was too light.
The result is that such paper can not be dried evenly all
the way across the machine because this damp streak will
still have an excess of moisture after the adjacent areas of the
web have become properly dried.
Finish.—In running through the calenders the damper
portion will take a higher finish. It may even be so damp as
to cause a blackening or crushing of the paper; whereas, if
the moisture is sufficiently evaporated from this streak, the
rest of the paper may be so dry that it will not finish smoothly
enough.
On the other hand, there are cases where the pressing and
drying may be perfectly uniform, but the whole web vacillates
from being too dry to being too moist, while between
times the manipulation is exactly right.
The result, obviously, will be a variation in finish over
the whole width of the paper instead of over a portion.
Moreover, too much drying makes the paper fuzzy and likely
to become wavy, besides weakening the fibers.
Another result of uneven pressing is to make the paper
thinner where the pressing is hardest. Such a defect is quite
obvious in a pile of paper, as the top will not be as level as it
would be in paper that is uniform in thickness throughout.
Assuming that the paper is perfect as it leaves the driers
there is still a chance that one or more of the calender rolls
may get out of true, especially when starting a run after they
have been idle long enough to get cold. Under such conditions
they often heat up and expand unevenly so that the
pressure is harder in some sections than in others. The result
is a thin streak in the paper. Whether the thinness be caused
by poor pressing or calendering, it can easily be detected in
a roll of paper, as the thin streak makes a soft spot in the roll
which can quickly be located by tapping the roll all the way78
across. A muffled rather than a ringing sound discloses soft
places.
This defect, if bad, may cause considerable trouble on
a web press, as no amount of manipulation will make the
paper draw evenly as it runs into the press if the edge of the
roll is slack.
Occasionally, segregated areas in paper are found to vary
in finish, and when these do not run in continuous streaks
they may often be caused by the felts which carry the paper
through the press rolls having become clogged up in spots so
that the water can not pass out evenly from the paper
through the felt. This must be guarded against by occasionally
stopping the machine and washing the felts, or changing
them, as the occasion dictates.
Such damp spots in the paper crush in the calendering
and make blackened areas in the paper. Uneven drying may
also have been occasioned by slackness of the drier felt which
holds the paper against the driers. In sheeting the cheaper
grades of book paper it is customary to cut off from a number
of rolls simultaneously, which often accounts for a variation
in finish or bulk in sheets from the same case.
Of course, when any of these symptoms appear it is the
duty of the men on the machines to correct them, and in the
continuous course of paper-making it is inevitable that felts
become filled up and require washing or changing, or that the
variations of consistency in the stuff should call for some form
of regulation. Stuff which runs too moist on the wire will
often “crush” under the couch roll, producing a curdled
appearance. Stuff run with insufficient water will not form
evenly. The skilful machine-tender avoids these extremes.
Trade Customs.—In recognition of the many variable
elements in paper-making, trade customs have been established,
such as allowances for a normal variation in the weight
of paper above or below the nominal ream-weight, and reasonable
allowance should be made for normal variations in
other characteristics.
79
Eternal vigilance and alert judgment are certainly required
for setting high standards in the manufacture of paper.
It is a matter of common observation that mills using practically
the same raw materials vary widely in their reputation
for uniformity and excellence of product. The reason for
this is to be found in the human element.
Calender Defects.—A number of difficulties may arise
from much less excusable causes than those mentioned. For
example, the paper sometimes may run slack through the
calenders, with the result that it wrinkles and cuts in
diagonal jags called “calender cuts.”
Sheets containing such defects sometimes elude the finishers,
and on the printing-press such a sheet may crack and
go around one of the ink rollers. On a web press the trouble
from such a defect would be even worse, causing breaks and
necessitating delays on the press. It is more difficult to exclude
calender cuts from roll paper, as it is not always easy
to see them in the fast-running paper, so that an occasional
cut is not an unforgivable sin.
Among other defects arising on the calenders are little
scarlike depressions in the paper, made by small scraps of
paper which have become lodged on a calender roll and are
embossed into the web at each revolution of the roll.
Holes, Dirt, Etc.—In very light papers, holes are
sometimes found, the most likely cause of which may be
picking under the dandy roll or grease spots on the wire
cloth. Of less frequent difficulty are the so-called pinholes,
caused by sand or grit, while slime spots, or spots caused by
slight bundles of fibers, are also occasionally noticed.
Dirt and specks originate from careless handling of rags
or paper stock, and are also derived from shives of undigested
wood in the wood-pulp.
Streaks in the paper may originate from a crease in the
wire, and mottled effects denote some fault in the handling
of the paper in the wet stages of making.
80
Again there are times when sheets are not cut quite
square, which is, of course, inexcusably careless. Likewise,
the packing of paper may be done in a careless manner, and
cases too loosely packed, if set on end, often cause a wave
in the paper, which sags in the case instead of remaining
tight and flat. It is desirable that cases of paper be kept flat
in storage and not set on end. Cases should be made from
well-dried boards, and waterproof lining-paper should be
used to exclude all dampness. When paper is finished in
rolls it is fair to demand that the rolls should be wound
evenly and hard, and all breaks should be carefully spliced
and flagged.
Color.—The foregoing troubles are mechanical. Other
difficulties may exist, even when the paper is handled well
on the machine, owing to errors in composition. The color
may vary, and the term “color” includes the various shades
called white, as well as tints. Color is affected by water
conditions. In the case of mills which depends upon river
water, the water sometimes becomes so dirty that it severely
handicaps the paper-maker, in spite of his filtering apparatus,
and at such times it becomes difficult to get as bright and
lively shades as under favorable conditions.
Dyestuffs do not always work uniformly, and, therefore,
absolute matches of color from run to run are not to be expected.
Shortcomings of this nature should be regarded
with some lenience.
In this class of difficulties, discrepancies in sizing are the
less pardonable and are more apt to be noticed when hard
sizing is requisite, as in writing-paper or index bristol. In
such cases a lack of sufficient sizing is an incurable fault, for
which the manufacturer is responsible. There are occasions
when excess of sizing would be troublesome—for
example, in a smooth-finished book-paper it would be
likely to cause offsetting, but this trouble may be alleviated
by using less ink, or, if necessary, by slip-sheeting.
81
It would be difficult to catalogue all possible sources of
trouble, but we have at least covered the principal defects
of uncoated papers.
Packing.—Occasionally troubles may be charged to
faulty packing—cases too loosely packed when stood on end
permit the paper to sag, thus causing a curling tendency at
one end of the sheets.
The use of unseasoned case lumber or cases and inferior
case lining give access to moisture, the effect of which
is discussed herein at length.
The susceptibility of coating to picking may be determined
by applying hot sealing wax. If the wax after cooling is
pulled off with only the coating adhering it may be assumed
that a “tacky” ink would work the same, whereas if the
paper tears out with the wax—it proves conclusively that
the coating is well sized.
Coated-paper Troubles.—Coated papers have their
characteristic shortcomings. The picking of small particles
of the coating is perhaps the most common fault, and is
caused by insufficient adhesive elements in the coating mixture.
Other troubles are traceable to some of the defects of
the body stock. Irregularity of the finish is sure to come
from faulty application of the coating or careless calendering.
Grit or bubbles in the coating is likely to result in a porous
surface. The sour odor of some coated papers is due to decomposing
casein or glue.
Casein used as an adhesive in most coated papers is a
product from skim milk. It contains lactic acid which must
be neutralized in preparing the coating mixture. For this
purpose an alkali such as soda or ammonia is used, and when
properly handled the coating should be neutral. An alkaline
coating will cause re-etching on lithographic plates or stones.
Starch coatings or combinations of starch and casein are
cheaper than full casein and do not yield as high a finish and
when improperly used have often been the cause of picking.
82
The Printer’s Responsibility.—The second group of
difficulties, or those for which the printer is to blame, may
originate with the improper storage of the paper. As
pointed out, the standing of cases on end is conducive to
wavy paper. Dampness is a prime cause of trouble, as will
be sufficiently shown later on, but it is elementary to say
that paper should never be exposed to moisture.
Engravings.—The troubles of ignorant or inefficient
pressmen and foremen are often laid to the paper, especially
where half-tone printing is involved. In the first
place, too little attention is given to securing proper originals
for the half-tones. Retouching is omitted in a fit of false
economy, for at this very stage of the game it was never
truer that “An ounce of prevention is worth a pound of
cure.” Too much care can hardly be given to securing good
engravings.
Secondly, the selection of a proper half-tone screen is
frequently overlooked. While no hard-and-fast rules may
be set, the best one, when in doubt, is to include with the
engraver’s order a sample of the paper on which the cuts
will be printed. He can judge, taking into consideration the
subject and the stock, which screen is advisable. In general,
it may be affirmed that 120 or 133 line screens are best for
uncoated smoothly finished papers, and 150 or 175 line
screens are most satisfactory for coated stock.
Inks.—Next comes the suitability of the ink, and there
again the ink manufacturer’s advice, always available, is
often neglected; but experience proves that certain papers
yield best results with certain inks. Such matters can only
be determined by actual experience, but when in doubt consult
the ink-man.
Make-ready.—Finally, the make-ready should be intelligently
varied according to the subject and the paper. The
best printers agree that different papers to some extent require
individual treatment. A make-ready suitable for a coated
paper is not necessarily equally satisfactory for an uncoated83
half-tone paper or even a dull-finished coated stock. But it
is not within my province to go further than to emphasize
these warnings.
Grain.—The question of the grain in paper is certainly,
in many cases, within the control of the printer when ordering
his paper, but its importance is very frequently overlooked.
In machine-made papers there is a distinct grain
that is caused because a majority of the fibers point in the
direction that the stuff flows on the machine, just like logs
floating in a river.
This grain direction is noticeable in folding, the crease
being smoothest with the grain, because folding across the
grain encounters the most resistance and breaks many of
the fibers. This is especially noticeable in fairly heavy book-papers,
in bristol boards and cover-stock, all of which should
be scored for folding.
Cut cards, to have the maximum stiffness, should be so
trimmed out of the sheet as to have the grain run in the long
direction of the card.
Even in book-papers, where flexibility is desirable, it is
necessary to have the grain run up and down the page.
There are occasional cases when the grain is deliberately
arranged to run across the page to acquire more rigidity. A
wide page of light-weight paper might otherwise be too limp.
Moreover, this arrangement makes for stronger bindings, as
the stitches or wires pass around the bundles of fibers instead
of cutting between them. The English books are mostly
made up in this way, but they do not open so easily as when
the grain runs parallel to the binding. Paper is materially
weaker across the grain and can withstand only about half
the tensile strain that it could bear with the grain, although
crosswise it is more elastic.
There is one very serious objection to making books or
catalogues “cross-grained.” This is on account of the way
fibers are affected by moisture. The cellulose fiber expands
in diameter on absorbing moisture, for which it has a great84
affinity. Indeed, a cellulose fiber is only stable under uniform
atmospheric conditions. The expansion of each fiber
in diameter makes paper expand much more across than
with the grain. Obviously, the total expansion of a sheet
equals the amount each fiber expands times the number of
fibers that side by side go to make up the sheet.
When the glue is applied to a book in process of binding,
it causes an expansion of all the moistened fibers.
If the grain runs parallel to the shelf-back no harm results,
as the paper is free to expand toward the side margin,
but if the grain is at right angles it usually makes a cockle
in the binding because the moistened edges of the leaves
expand while the dry portion beyond where the moisture
penetrates retains its shape and resists the elongation of the
wet edges. Consequently the expansion of the fibers expresses
itself by cockling.
Register.—In all printing, when close register is necessary,
the danger of poor register from the expansion of paper
is minimized when the dimension across the grain is the shorter.
Lithographers invariably prefer to have the grain run
the long way of the sheet on this account. Moreover,
they rack the paper before printing in order to get it
thoroughly seasoned. To protect it from atmospheric
changes that may occur during the printing process, they
use slip-sheets of considerably larger dimensions, so that there
is a generous margin of slip-sheet around each printed sheet,
which helps to exclude the air from the edges of the printed
paper.
Moisture in Paper.—It is true that some papers are
more prone to expand than others, especially if they have
been run too dry on the machine. Paper is not naturally
bone-dry. Under average weather conditions, it contains
six or seven per cent of moisture.D When in the making it is
turned off far below its normal moistness, it seeks to obtain85
this moisture from the air at the first opportunity, and in
acquiring it expansion takes place. Unless the expansion
pervades the entire sheet, wavy edges will result. Similarly
when the air becomes dry exposed edges of paper give off
some moisture and shrink accordingly leaving a boggy
center to the sheets.
Seasoning.—This process of acquiring normal moisture
is usually called “seasoning.” As paper is probably never
turned off at its full normal moisture, it is most desirable that
it should be allowed time to season. It is not unusual to
have people speak of new paper being too “green.” This
may not have been an uncommon condition of hand-made
papers which were dried entirely naturally, but, so far as
machine-dried paper is concerned, I doubt if it is ever too
green, though it is frequently made too dry.
Conditions Beyond Absolute Control.—Believing it
to be impracticable to leave the precise normal moisture in
machine-made paper, I have deliberately refrained from
classifying this difficulty with faults chargeable to manufacture,
and the general recognition of this circumstance
indicates the wisdom of ordering paper long enough in advance
to permit of a period of seasoning. In fact, this phenomenon
of expansion or contraction of cellulose fibers places
difficulties originating from this source in the class of conditions
beyond absolute human control, but a study and
understanding of the subject will enable one to prevent, or
at least to minimize, such troubles. It consequently becomes
the business of the printer to inform himself as thoroughly as
possible on the subject. Static electricity is an element
beyond absolute control and the source of much trouble.
Both phenomena could be controlled by proper atmospheric
conditions in storage and press rooms, but it is an
expensive matter to equip rooms and install the necessary
apparatus. The amount of trouble arising from these
elements is often sufficiently costly in time and material to
warrant investigation as to the expense involved.
86
The least a printer can do is to maintain hygrometers in
his pressroom so as to keep track of atmospheric variations,
and be guided accordingly.
STATIC ELECTRICITY IN PAPER
Among the “paper troubles” due to conditions for which
neither the paper-maker nor the printer is responsible, none
is more bothersome than the presence of static electricity
in paper. These static charges, which are created by friction
either in the making or handling of paper, develop magnetic
propensities in the sheets, causing them to behave in ways
which seem nothing but freakish until their nature is understood.
Some sheets stick together as if they were glued,
while others appear repellent to one another. Likewise,
they may act in the same manner toward the fly-bars of the
press. It is next to impossible to “feed” sheets so charged,
and there is every likelihood of the ink from one sheet
offsetting to another.
Every one familiar with the magnet knows that there
are in magnetism two poles, the positive and the negative;
that two substances of opposite polarity attract one another,
but that substances of the same polarity repel each other.
Static electricity—or frictional electricity, as it is also called—exists
both in positive and negative charges, and sheets of
paper containing static charges are governed accordingly.
Paper, when dry, is an insulator to electricity, but when
moist it becomes an excellent conductor. Consequently, too
much drying in manufacture increases the likelihood of electrical
troubles, because it makes the paper more retentive of
electricity with which it may become charged.
Pure air is also an insulator of electricity, which finds its
paths through the air by means of the dust particles in
suspension. Moisture in the air forms a connection between
the dust particles through which the electricity easily passes
into the ground, but when the air is dry this medium is lacking,
so that substances containing static charges are deprived87
of these channels of conductivity. Cold air can not hold so
much moisture as warm air, so that its insulating properties
are increased. It is, consequently, in cold weather when this
sort of paper trouble is at its worst.
These facts suggest the first steps of prevention to take
against static electricity. First keep the air in the pressroom
warm, and, if necessary, increase its humidity. It is
also advisable to keep the paper in a warm room, for it has
often been noticed that paper coming cold into a pressroom
gives much trouble.
The entire virtue of the so-called electric annihilators
for moistening the tympan of a press comes from the moisture
they contain. Ordinary glycerin, which is cheaper, will
answer as well. These applications are undesirable because
they cause the packing to swell, and, in consequence, detract
from the adjustment of the overlays.
There is a simple and not very expensive device on the
market called the Thompson electrical neutralizer that has
been found helpful. It is provided with a tinsel cord such
as is used in decorating Christmas trees. The cord is stretched
across the press so that the sheets are brushed by it as they
pass to the delivery board, and are thus offered a connection
whereby the static charges may escape into the ground. A
second device of merit consists in a gas pipe with flames at
frequent intervals over which the printed sheets pass in
close proximity on their way to the delivery board.
The most successful neutralizer with which the writer is
personally familiar is the Chapman. By means of an alternating
current of electricity, it supplies through a special
apparatus alternating discharges of positive and negative
electric currents against the sheets of paper as they are
carried along the press. In the presence of such a current
the charges on the paper become their own destroyers, as
they draw out of the alternating current only the kind and
quantity of electricity which is sufficient for their complete
neutralization.
88
There have been quite a number of other inventions, an
account of which the writer published in The Printing Art,
Vol. XIX, No. 1, March, 1912. All are based on one of the
following principles:
1.—Making paper a conductor by moistening.
2.—Making the air a conductor by humidifying.
3.—Inducing static charges out of the paper by means of
grounded wires or gas flames.
4.—Neutralizing the static charges in the sheet with
charges of opposite polarity.
Another solution of this problem, as well as of the problem
of expansion of paper and consequent poor register,
could be reached by the construction of an insulated pressroom.
The air for this room should be supplied through an
apparatus in which it could be brought to any required degree
of temperature and humidity. The paper would naturally
have to undergo sufficient airing in such a room as to become
acclimated. After that, if the conditions remained constant,
there could be no difficulty in getting register, so far as the
paper was concerned, and a proper amount of warmth and
moisture would also dissipate all static electricity.
It is difficult to anticipate or to completely cover all
conceivable paper troubles, and when some one which may
not be diagnosed on the basis of the general principles
enumerated, consultation with some paper expert should
clearly be sought. The author will be glad to communicate
on such subjects.
89
CHAPTER ELEVEN
THE PAPER TRADE
The distribution of paper is cared for in part by direct
sales from the mills to consumers, such as large publishers
of newspapers, magazines, and books, and manufacturers
of paper commodities, such as tags, boxes, stationery, toilet
accessories etc.
The sale is also conducted to some extent by brokers, who
operate principally in a few of the larger cities, especially
those located within easy shipping distance from the mills,
where the handicap of not carrying a large warehouse stock
is at a minimum.
The broker carries no stock as a rule, with the exception
of a supply for regular contracts. Occasionally the mills
will carry a stock for the broker. A few firms specializing on
contract business have made distinct successes in this branch
of the paper business, but the broker is not an important
figure in the paper trade, taking the country as a whole.
The most important distributing factor to the printing
trade, is the paper merchant, who with his large purchasing
power, accumulates ample and varied stocks, at minimum
cost (having the advantage of carload prices and freight rates),
and stands ready to distribute in large or small quantities,
whatever is required. He also helps in a considerable
measure to finance his trade by extending credit.
There is a distinct tendency toward “chain stores” one
of the more prominent of which now comprises eight warehouses
and seventeen branch offices, covering practically the
entire country. These large factors frequently control the
entire output of several mills, and sell to the smaller jobbers,
as well as to the printers and consumers.
Statistics on distribution are apparently lacking, since
the Government has never regularly compiled them, and the
National Paper Trade Association, composed of paper90
merchants was unable to furnish any. The only estimate the
author has obtained, comes through the President of the
American Paper & Pulp Association, (The Manufacturers’
Association), who wrote on Jan. 22nd, 1914—
THE PAPER TRADE
“In writing paper I should estimate that 95 per cent is
sold through the jobbers.
In book paper I should say not over 33½ per cent is sold
through jobbers.
In news paper probably not over 10 per cent is sold
through jobbers.
In wrapping paper I should say about 95 per cent is sold
through jobbers.
In box boards probably not over 25 per cent is sold by
jobbers.
Tissue paper, perhaps 25 per cent is sold through jobbers.
(The balance is sold direct to manufacturers who
re-manufacture it, like toilet paper manufacturers).”
The indications therefore are, that the very large consumers
of printing papers buy direct from the mills, as do
many of the large manufacturers of commodities composed
largely of paper.
The printers who in the aggregate consume large quantities
of writing, catalog, and miscellaneous printing paper, but
whose orders are composed principally of many small items,
buy almost wholly from the paper jobbers. In localities
far removed from the Mills, the jobber very naturally occupies
a more conspicuous position than elsewhere, and his
superior facilities for handling the business make him a
stronger factor than in the markets adjacent to the mills,
and enable him to handle much of the largest business to
advantage.
In the New England Letter issued in January, 1913, by
the First National Bank of Boston, the following interesting
statement was made in regard to paper.
91
“The Paper trade is essentially a hand-to-mouth trade in
all branches except the news print department. In general,
purchases are made only as required, and fluctuations in
price effect but slightly the demand. In short, an analysis
of the production of the Paper Mills of the country, taking
into consideration stocks on hand, is specially significant as
an index of current trade conditions.
The situation is shown by the following table which
gives an idea of the paper output, the stocks on hand, and
the number of days’ supply available for November, 1912.
Output and Stocks for November, 1912, of American Paper
(in tons)
| |
Normal
Output
per
month
Nov.,
1912 |
Actual
Output
Nov.,
1912 |
Stk. on
hand
Nov. 30,
1912 |
No. days supply on hand
Output |
Normal
Basis |
Actual
Basis |
| All Grades |
367,154 |
348,640 |
163,557 |
13 |
13 |
| Newsprint |
113,516 |
106,715 |
43,504 |
11½ |
12 |
| Board Paper |
83,174 |
78,243 |
11,249 |
4 |
4¼ |
| Book Paper |
63,474 |
62,134 |
31,200 |
15 |
15 |
| Wrapping Paper |
50,674 |
49,168 |
27,065 |
16 |
16½ |
| Writing Paper |
16,198 |
14,024 |
23,137 |
48 |
49 |
| Coated Book Paper |
10,868 |
9,922 |
10,750 |
30 |
32 |
| Tissue Paper |
5,642 |
5,455 |
2,187 |
11½ |
12 |
It is noticeable from this table what the merchants’ service
means to the Printer, for in the lines that are sold very
largely, direct on making orders from the mill to the consumer,
the number of days’ supply on hand is small, whereas
among the items most often used in the average print shop,
anywhere from two to seven weeks’ supply is carried in stock.
The Jobber unquestionably occupies a permanent and
important position as the distributor of paper, not only
because he affords a centralization of information and92
stocks, which is more economical than if every manufacturer
had to maintain separate channels of distribution, but also
because he relieves the Printer of the necessity of tieing up a
large amount of money in paper. In earlier times, when there
were but few kinds and a small consumption of paper, the
situation was very different, and there was no need for the
middle man.
Today the elimination of the merchant would mean the
elimination of the majority of Printers, for it is inconceivable
that the printing industry, in which according to Government
Statistics, 86% of the establishments do a yearly
business of less than $20,000, and 52% less than $5000,
could finance itself without the aid of well organized Jobbing
Houses.
Certainly the Printers are in the total, large and important
from the merchants’ viewpoint, but there exists a strong
inter-dependence, which both should realize and recognize,
as a most natural basis for coöperation, in the expansion
and increase of the demand for printing.
MERCHANDISING
Having considered the channels of trade we come to the
methods of merchandising.
Mills that sell their products direct to consumers necessarily
maintain a sales organization at their main offices, and
as circumstances may require local representatives, in the
larger markets, such as New York and Chicago, these men
keep in personal touch with the customers, furnishing samples,
making contracts, following up shipments and adjusting
claims. Knowing the possible customers, this direct method
suffices without any accessory effort, such as advertising.
Their business is as a rule, strictly a wholesale proposition.
It happens in some instances that the same mills
which sell some classes of paper direct, manufacture other
grades for distribution through the dealer. While other
mills rely entirely upon the merchant for their distribution.
93
Formerly the paper re-sold by the merchant, was with
few exceptions handled under the private brand of the merchant.
A grade of paper so handled would be called by as
many different names as there were merchants selling it.
Frequently the manufacturer conceded the exclusive
sale in given territory to one merchant, but in other cases the
same paper has been handled by two or more merchants in
the same City, sold under different names, but not invariably
at the same price. Such a condition is not unusual,
even today, but it obviously works to perpetuate the “Caveat
emptor” theory, which standard advertised brands in all
branches of merchandising is steadily eliminating.
Paper sold in this way is usually advertised at the entire
expense of the jobber. If the grade is a stock article it is
listed in the price book and shown in the sample set.
The competition between merchants has extended to their
methods of sampling, and no important dealer today is
without a well arranged Catalog and price list, giving complete
data as to the standard sizes, weights, and grades, etc.,
and also substantial sample cabinets, which are distributed
to paper buyers.
A comparatively recent development in the paper business,
is the exploitation of “mill brands.” That is to say, a
mill manufactures and stocks in the most merchantable
sizes, a grade of paper. This is marked with the mill brand.
Agencies are established as far as possible with a desirable
chain of paper merchants, usually restricted to one for each
City. The mill prepares sample books at its own expense,
which are either mailed direct or divided among the
appointed agents for distribution. The agent lists the paper
in his price lists, and gives his salesmen the necessary information
about it.
This represents the simplest form of merchandising
mill brands. It has been elaborated however, until most
mills with connections of this sort, do more or less advertising
to assist in creating a demand for their brands. They can94
afford to do this on a scale which would not be warrantable
for the individual dealer with a more restricted market.
Hence it has come about that many handsome specimen
books, far more elaborate than any the merchants had
usually issued, have been put out by the mills.
It is generally admitted that the influence on printing
has been good, and an appreciation and demand for better
printing, especially on the part of advertisers, has resulted.
A few mills have carried their campaigns beyond the
field of direct advertising, which includes the mailing of
samples and printed circulars, and the dissemination of
printed samples in trade journals, such as The Printing
Art Suggestion Book, The Pacific Printer & Publisher, or the
direct mailing of folders or specimen books.
They also take advertising space in the Printing Art,
Inland Printer, The American Printer and other printing
trade journals. Outside of these has come the use of such
class magazines as System, Printers’ Ink and Advertising &
Selling, and some have even extended their appropriations
to include national magazines, notably The Saturday Evening
Post. In one campaign a Chicago newspaper was among
the media selected; but the use of newspapers for paper
publicity is practically nil.
General Magazine advertising of paper has been principally
devoted to writing paper. This is natural, since of
all paper products this commodity has the largest number of
buyers, and the matter of taste is not so over-shadowed by
technical considerations, as in the case of printing papers.
The specifications for general printing, involve more
knowledge of printing processes than most people possess,
hence the final decision rests in a majority of cases on the
printer’s judgment, so that logically the printer is the most
necessary individual to convert.
Although there has been a marked increase of late in
the exploitation of mill brands, there is no indication of the
disappearance of jobbers’ brands. A consumer today may95
fill nearly every requirement at will from either class, and
this condition will probably continue indefinitely, although
the tide seems to be setting for the moment toward the mill
brands.
This condition is not confined to the paper trade, and
is probably due largely to the aggressive advertising of
manufacturers. Such promotion work is still in its infancy,
and a continuation of a growing demand for mill brands may
safely be predicted for sometime to come.
TRADE ASSOCIATIONS
There are two principal trade associations in the paper
business, one composed of manufacturers and the other of
jobbers.
The American Paper & Pulp Association, composed
entirely of manufacturers was organized in 1877. Its purposes
were described by its President at the Annual Meeting
of 1914, as “entirely educational.” It collects and distributes
statistics of production, and consumption, among its
members, aims to develop cost systems, agrees upon trades
customs, and seeks to bring about uniformity in these
respects. Technical education has been the subject of much
study by the Association, and it is hoped will lead to the
establishment of trade schools.
A labor bureau is maintained, which helps manufacturers
to find help, and laborers to secure work.
The Association is separated into divisions; News, Wrapping,
Boards, Tissue, and Writing. A Book division was
formerly included, but the manufacturers of book paper
recently formed a separate organization solely concerned
with their special branch of the industry.
The Association has also played a prominent part in
representing the industry in tariff matters. The membership
represented in 1915—246 mills.
The National Paper Trade Association was organized in
1903. Membership consists of jobbers and includes the96
following subsidiary associations; Baltimore & Southern
Association, Central States Paper Dealers’ Association,
Empire State Association, New England Paper Jobbers’
Association, Northwestern Paper Dealers’ Association, Pacific
Coast Paper Association, Paper Association of Philadelphia,
Paper Association of New York City, Western Paper
Dealers’ Association. The total membership in 1916 was
236.
The work of the Association has included credit organization
for the exchange of information as to credits; the
study and installation of cost systems; consideration of the
relations between jobbers and manufacturers.
There are a number of standing committees which have
special details assigned to them. They make regular reports
at the annual meeting.
The existence of both associations is of distinct benefit
to their members, and to the trade in general. The establishment
of standard trade customs throughout the country
facilitates the conduct of business upon an equitable basis.
Copies of these rules are to be found in the price list of most
paper jobbers, and as they are subject to occasional changes
it seems inadvisable to reprint them here.
A third organization known as the Paper Makers Advertising
Club, consisting of 15 Mills, was organized in 1914.
Its purpose is to develop the growth of printing by disseminating
information about the purpose and uses and planning
of “direct-by-mail” advertising. Its membership is open to
any paper mill which sells its product in whole or in part
under its own brands.
97
CHAPTER TWELVE
IMPORTANCE OF A KNOWLEDGE OF PRINTING
The study of printing should be more general in all
our schools—but not as it is taught so often—by
teachers incompetent to glimpse and grasp its widest
possibilities—to make it live and thrill with all its latent
power.
If its mechanical aspects are over emphasized it must fail
to appeal to intellectual scholars, since it cannot sufficiently
stir their imaginations to command interest.
The printing and publishing industry stands among the
six largest from the point of view of annual value in dollars—in
this country—and has, of course, boundless possibilities
for good and evil. Nothing is more essential to civilization
intellectually or commercially, than printing.
The allied industries are also relatively important. The
United States produces more paper than any other five
nations combined and hence offers countless opportunities
for a good livlihood in this line.
Six hundred million dollars and more are annually
expended for advertising in the United States and advertising
invariably involves printing of some sort.
Aside from the positions that require a knowledge of
printing more or less complete, such as proofreading, publishing,
librarians’ work, etc., there are jobs connected with
the paper industry where this knowledge, which as a matter
of fact is rarely found, would prove of great advantage.
It is evident, moreover, that some practical knowledge of
printing may prove useful if not essential for practically all
men who engage in commerce or manufacturing. They are
all buyers of printing, and it is a difficult commodity to
purchase intelligently.
For authors or editors a knowledge of typesetting is very
valuable. They should know the mechanics of it, for
“author’s corrections” are the bugaboo of most printers and98
the cause of much unnecessary expense and misunderstanding
about the cost of printing, because the inexperienced
author seldom realizes that the change of a word may involve
the resetting of an entire paragraph.
When we have agreed that a grounding in printing is
desirable for prospective authors and business men, we have
included a high proportion of our population. Even professional
men will find it beneficial, though possibly not in
proportion to the time required for its mastery.
From a purely educational point of view, I can emphatically
state from personal experience, that nothing ever
helped me more in acquiring concentration of mind than
typesetting.
There is a wholesome discipline in the performances
involved in products of the press. Nor should the aesthetic
aspect be ignored. It seems a pity that cultured persons
should be so generally ignorant of what constitutes good
printing.
The same people who would not wish to admit that they
could not recognize a Sheraton chair, or a Rubens painting,
have no sense of omission from their educations because of
their inability intelligently to appreciate a beautiful example
of printing, as mere printing. A collection of well-printed
books is an indulgence within the reach of modest incomes
and the source of much satisfaction.
Considering that Printing is the “Art preservative of all
arts” does it not seem like a subject which should be generally
touched upon, at least collaterally, in every institution
of higher education?
To sum up a bit: Printing is an industry of basic importance
to civilization. It means, therefore, the livlihood
directly or indirectly of many persons. The opportunities
open to young men well equipped with a knowledge of
printing are numerous, and the young man so prepared has
an advantage over his competitors.
So much for the commercial aspect.
99
Aesthetically, printing has risen in the past, and does
still, occasionally rise to high levels. Its encouragement as
an art should come from the better educated people, as well
as from the hard headed business men, who, by producing
beautiful catalogs, have actually done much to encourage
and bring in an age of better printing.
Educationally, I would like my own children to undergo
this training which possesses so much that is fascinating,
but is at once exacting and disciplinary to the mind, the eye
and the hand.
There is no escape from the consequences of one’s work.
It remains proved in black and white, or even in many
colors, as a credit or otherwise to one’s imagination, conception
and workmanship. It is my conviction that there are
large educational advantages in the study of Printing if it
be taught by trained enthusiasts in a way to make it live
and vibrate with all its far-reaching and inexhaustible power.
101
INDEX
- Advertising, 93
- Agalite, 39
- American Paper & Pulp Assn., 95
- Antique, 55
- Atmospheric Effects, 64
- Bogasse, 21
- Barium Sulphate, 39
- Barratt, Thomas, Water Marking, 7
- Baskerville—first wove paper, 4
- Blanks, 52
- Bleaching, 28
- Bleaching Powder, discovery of, 10
- Blotting, 41
- Boxboard, 52
- Breast-roll, 46
- Bristol boards, 52
- Broom corn, 20
- Brueckmann, Dr., 7
- Bureau of Chemistry, 19
- Bureau of Plant Industry, 19
- Burgess and Watt, 8
- Bursting strength, 73
- Calender defects, 78
- Calenders, sheet, 55, 56
- Calenders, super, 55, 56
- Canson, M. inventor of suction boxes, 7
- Cardboard, 5, 6, 71
- Casein, 81
- Chapman neutralizer, 87
- Chemical Texts, 73, 74
- China Clay, 39
- Coated Papers, 56, 58, 81
- Color, of Paper, 67, 68
- Color, 79
- Combining, 56
- Corn Stalks, 19
- Cotton-hull fiber, 20
- Coucher-man, 44
- Couch roll, 46, 47
- Cover papers, 60
- Crompton, T. B., inventor, 7
- Crop plants, 18
- Cylinder Machine, 7, 47, 52
- Dandy Roll, 7, 47
- Deckle Straps, 47
- Deckle Edges, 47
- De Vinne, 5
- Dickinson, Co., 52
- Dickinson, John, 7
- Didot, François, 6
- Distribution of Paper, 89
- Doctor, 49
- Donken, Bryan, 6
- Dryers, invention of, 6
- Electricity, Static, 86, 87, 88
- Ekman, 8
- Embossing, 55
- Esparto, 36
- Fiber Characteristics, 44
- Fillers, 39
- Finish, 68, 76, 77
- Finishing, 54
- Flax Straw, 21
- Flow Box, 47
- Folding Endurance, 74
- Forest Products Laboratory, 18
- Formation, 68
- Fourdrinier, Henry and Sealy, 6
- Fourdrinier Machine, 43, 46
- Fry, 8
- Griffin, Martin L., 21, 22
- Ground Wood, 29, 31
- Guard-board, 49
- Gummed Papers, 59
- Glassine Paper, 59
- Grain of Paper, 63, 64, 83, 84
- Hand Process, 43
- Harper Machine, 52
- 102Head Box, 46
- Hertzberg’s Table, 65
- Hinchman, David, 4
- Holland Beating Engine, 4
- Impurities in Paper, 40
- Inks, 82
- Jordan Engine, 42
- Keller, 8
- Koops, Matthias, 8
- Laid Paper, 54
- Make-Ready, 82
- Merchandising, 92, 94
- Mill Brands, 93
- Mitscherlich, 34
- Moisture in Paper, 84, 85
- Murray, John, 1
- National Paper Trade Assn., 89, 95
- Opacity, 70
- Packing, 80
- Paper-Making, Origin of, 1
- Paper Maker’s Advertising Club, 96
- Paper Trade Associations, 96
- Papyrus, 1
- Platers, 55
- Press Rolls, 47
- Printers’ Responsibility, 82
- Rag Stock, Preparation of, 26, 27
- Reamur, 7
- Reels, 47
- Register, 84
- Richmond Paper Co., 8
- Rittenhouse, William, 4
- Robert, Louis, 6
- Routledge, 8
- Samarkand, Conquest of, 2
- Sand Settler, 42
- Save-all, 46, 47
- Schaeffers, Jacob Christian, 7
- Screens, 42
- Seasoning, 85
- Sizing Materials, 39, 70
- Slices, 47
- Slitters, 48
- Soda Pulp, 32, 34
- Stamper, 4
- Statistics of Manufacture, 12, 13, 14, 15
- Suction Boxes, 8
- Strawboard, 52
- Straw Pulp, 36
- Sulphate Pulp, 34
- Sulphite Pulp, 34
- Sulphate of Lime, 39
- Supercalendering, 55, 56
- Surface Sizing, 54
- Starch, 39, 81
- Talc, 39
- Tate, John, 3
- Tennant, 10
- Tensile Strength, 73, 74
- Testing, Paper, 70, 71, 72, 73, 74
- Tilghman, Benjamin C., 8, 11
- Trade Customs, 78
- Vatman, 43
- Waste Papers, 16, 17, 36
- Watermarks, 49
- Water Finish, 55
- Watt and Burgess, 8
- Waxed Papers, 59
- Wet Machine, 29
- Whatman, James, 3
- Wheelwright, Charles S., 8
- Wilks, John, 7
- Wire, 46
- Wood Pulps, 28, 32
- Wood Pulp Importations, 15
- Wove Paper, 54
- Yankee Machine, 54
Transcriber’s Notes
Punctuation, hyphenation, and spelling were made consistent when a predominant
preference was found in this book.
Discovered typographical errors were corrected. The non-trivial
ones are noted below.
Ambiguous hyphens at the ends of lines were retained.
Index not checked for proper alphabetization or correct page references.
“livelihood” was consistently spelled as “livlihood”; not changed here.
Copyright page: The spelling of the author’s name has been
changed from “Wheelright” to “Wheelwright” to match the spelling
used throughout the rest of the book and the cover.
Page 11: The “Note” originally was at the bottom of the first
page of the chapter.
Page 15: The attribution at the end of the long table originally
was printed at the bottom of each of the pages containing that table.
Page 59: “parrafin” was printed that way.
Page 81: “may be charged to” was misprinted as “changed”.
Page 81: “case lining give access to moisture” was misprinted
as “case linning five access to moisture”.
Page 85: “when the air becomes dry exposed edges” was misprinted
as “when the air becomes due exposed edges”.
Page 91: No closing quotation mark for the paragraph beginning,
“The Paper trade is essentially”.
Page 97: “CHAPTER TWELVE” was misprinted as “CHAPTER THIRTEEN”.
End of the Project Gutenberg EBook of From Paper-mill to Pressroom, by
William Bond Wheelwright
*** END OF THIS PROJECT GUTENBERG EBOOK FROM PAPER-MILL TO PRESSROOM ***
***** This file should be named 47959-h.htm or 47959-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/4/7/9/5/47959/
Produced by Chris Curnow, Charlie Howard, and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
[email protected]
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.