The Project Gutenberg EBook of The Fabric of Civilization, by Anonymous
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
Title: The Fabric of Civilization
A Short Survey of the Cotton Industry in the United States
Author: Anonymous
Release Date: June 5, 2009 [EBook #29048]
Language: English
Character set encoding: ISO-8859-1
*** START OF THIS PROJECT GUTENBERG EBOOK THE FABRIC OF CIVILIZATION ***
Produced by Audrey Longhurst, ronnie sahlberg and the
Online Distributed Proofreading Team at http://www.pgdp.net
The Fabric of Civilization
A Short Survey
of the Cotton Industry in the
United States
Guaranty Trust Company of New York
140 Broadway
|
FIFTH AVENUE OFFICE |
MADISON AVENUE OFFICE |
|||
|
LONDON OFFICES |
LIVERPOOL OFFICE |
|||
|
PARIS OFFICE |
HAVRE OFFICE |
BRUSSELS OFFICE |
||
COPYRIGHT, 1919
GUARANTY TRUST COMPANY OF NEW YORK
THE cotton industry touches the lives of the vast majority of the peoples of the earth. The ensuing survey does not pretend to cover the field in all its diversity. It aims to give, in brief compass, such general facts concerning the industry in the United States as may enable the reader quickly to familiarize himself with its broader outlines.
Contents
| CHAPTER | PAGE | |
| I | The Importance and Power of Cotton | 5 |
| II | Where Cotton is Grown and Spun and Why | 10 |
| III | The Raw Cotton Market | 17 |
| IV | The Cloth Market | 27 |
| V | Financing Cotton and Cotton Cloth | 33 |
| VI | American Cloth in Foreign Markets | 38 |
| VII | Some of the Grower’s Problems | 41 |
| VIII | In the Cotton Mill | 45 |
| IX | The Finishing Operations | 57 |
The Fabric of Civilization
COTTON is the fabric of civilization. It has built up peoples, and has riven them apart. It has brought to the world vast and permanent wealth. It has enlisted the vision of statesmen, the genius of inventors, the courage of pioneers, the forcefulness of manufacturers, the initiative of merchants and shipbuilders, and the patient toil of many millions.
A whole library could be written on the economic aspects of cotton alone. It could be told in detail, how and why the domination of the field of its manufacture passed from India to Spain, to Holland, and finally to England, which now shares it chiefly with the United States. The interdependence of nations which it has brought about has been the subject of numerous books and articles.
Genius that Served
The World’s Need
Nor is the history of the inventions which have made possible to-day’s great production of cotton fabrics less impressive. From the unnamed Hindu genius of pre-Alexandrian days, through Arkwright and Eli Whitney, down to Jacquard and Northrop, the tale of cotton manufacture is a series of romances and tragedies, any one of which would be a story worth telling in detail. Yet, here is a work that is by no means finished. Great inventors who will apply their genius to the improvement of cotton growing and manufacture are still to be born.
The present purpose, however, is to explain, as briefly as may be, the growth of the cotton industry of the United States, in its more important branches, and to endeavor, on the basis of recognized authority, to indicate its position in relation to the cotton industries of the remainder of the world.
America the Chief
Source of Raw Material
For the present, and for the future, as far as that may be seen, the United States will have to continue to supply the greater part of the world’s raw cotton. Staples of unusual length and strength have been grown in some foreign regions, and short and inferior fibers have come from still others. But the cotton belt of the Southern States, producing millions of bales, is the chief source of supply for all the world.
The following table, taken from "The World’s Cotton Crops, 1915," by J. A. Todd, gives the comparative production of the great cotton-growing areas, for the 1914-1915 season:
| America | 16,500,000 | bales | of | 500 | pounds |
| India | 5,000,000 | " | " | 500 | " |
| Egypt | 1,300,000 | " | " | 500 | " |
| Russia | 1,300,000 | " | " | 500 | " |
| China | 4,000,000 | " | " | 500 | " |
| Others | 1,300,000 | " | " | 500 | " |
| ----------- | |||||
| Total | 29,400,000 | " | " | 500 | " |
The American crop is thus approximately fifty-six per cent. of the world’s 6 total. The other producing countries have shown since the beginning of the century an interesting, if not a remarkable growth, that of China being the largest in quantity, and that of Russia, the largest in proportion. The American increase has been larger, absolutely, than that of any other region, and there is little indication that it will not continue to hold first position.
English Spinners
Dominate World Market
In the manufacture of cotton, Great Britain’s supremacy, while not so great proportionately as that of America in growing it, is for the present not likely to be challenged. The following table of the number of spindles in the chief manufacturing countries is based on English figures compiled shortly before the outbreak of the World War. The number of spindles is the usual basis upon which the size of the industry is judged. It is not a perfect method, but it has fewer objections than any other:
| Great Britain | 55,576,108 |
| United States | 30,579,000 |
| Germany | 10,920,426 |
| Russia | 8,950,000 |
| France | 7,400,000 |
| India | 6,400,000 |
| Austria | 4,864,453 |
| Italy | 4,580,000 |
| Latin America | 3,100,000 |
| Japan | 2,250,000 |
| Spain | 2,200,000 |
| Belgium | 1,468,838 |
| Switzerland | 1,398,062 |
| Scattering | 2,499,421 |
| ---------- | |
| Total Spindles 1 | 42,186,308 |
Such figures can be only approximate. The war has brought growth in the United States and in Japan, but has certainly reduced the numbers of spindles in Germany, Austria, and Russia. It is doubtful, moreover, how well the French industry has been able to maintain itself. But the tabulation is accurate enough to show the relative standing of the various countries. There are, as has been indicated, other standards than the number of spindles. The United States, through the fact that it specializes, generally speaking, on the coarser fabrics, uses about 5,000,000 bales of cotton annually, as compared with Great Britain’s 4,000,000. The British product, however, sells for much more. Thus the value of the spindle standard is affirmed. England, then, produces well in excess of one-third of the cotton cloth of the world; the United States considerably more than one-fifth of it, with the other countries trailing far behind, but prospering nevertheless.
The Individuality
of the Cotton Fiber
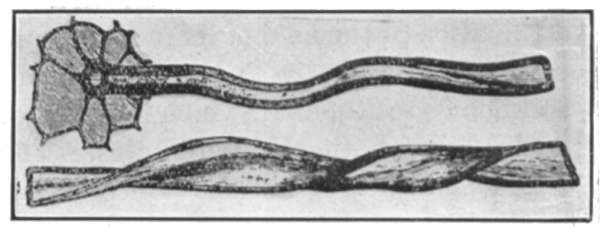
The cotton fiber—a highly magnified view, showing the twist
It is a curious ruling of fate which makes the spinning of cotton fiber possible. There are many other short vegetable fibers, but cotton is the only one which can profitably be spun into thread. Hemp and flax, its chief vegetable competitors, are both long fibered. The individuality of the cotton fiber lies in its shape. Viewed through the microscope, the fiber is seen to be, not a hollow cylinder, but rather a flattened cylinder, shaped in cross-section something like the figure eight. But the chief and valuable characteristic is that the flattened cylinder is not straight, but twisted. It is this twist which gives its peculiar and overwhelming importance to cotton, for without this apparently fortuitous characteristic, the spinning of cotton, if possible at all, would 7 result in a much weaker and less durable thread. The twist makes the threads "kink" together when they are spun, and it is this kink which makes for strength and durability.
Though the cotton plant seems to be native to South America, Southern Asia, Africa, and the West Indies, its cultivation, was largely confined at first to India, and later to India and the British West Indies. At the beginning of the eighteenth century, the West Indies, because of their especial fitness for growing the longer staples were supplying about seventy per cent. of the food of the Lancashire spindles. The United States having made unsuccessful attempts to produce cotton in the early days of the colonies, first became an important producing country toward the end of the eighteenth century. American Upland cotton, by reason of its comparatively short staple, and the unevenness of the fibers, as well as the difficulty of detaching it from the seed, was decidedly inferior to some other accessible species. The Southern planters who grew it, moreover, found it next to impossible to gin it properly, the primitive roller gin of the time being unsuited to the task, and the work of pulling off the fibers by hand being both tedious and expensive. In 1792, the amount exported from the United States was equivalent to only 275 bales.
Eli Whitney, the schoolmaster inventor of the cotton gin
The next year, 1793, is the most important in the history of cotton growing in the United States. In the autumn of 1792, Eli Whitney, a young Massachusetts man who had just been graduated from Yale College, sailed from New York to South Carolina where he intended to teach school. On shipboard he met the widow of Nathaniel Greene, the Revolutionary general. Mrs. Greene invited the youth to begin his residence in the South on her plantation at Mulberry Grove, Georgia. Here one evening, some officers, late of General Greene’s command, were discussing the great wealth which might come to the South were there a suitable machine for removing stubborn Upland fiber from its green seed. The story goes that while the discussion was at its height, Mrs. Greene said:
"Gentlemen, apply to my young friend, Mr. Whitney. He can make anything."
Whitney commenced work on the problem. A room was set aside as his workshop, and it was not long before he had produced the beginnings of the gin. He fixed wire teeth in a board, and found that by pulling the fibers through with his fingers he could leave the tenacious seed behind. He carried this basic idea further by putting the teeth on a cylinder and by providing a rotating brush to clean the fiber from the teeth.
The changes which followed immediately 8 upon the introduction of the cotton gin were tremendous in scope and almost innumerable. There was a time, before cotton became a staple, when the South led New England in manufacturing. That time passed almost immediately. Iron works and coal mines were abandoned, and men turned their energies from the culture of corn, rice, and indigo largely to the raising of the cotton.
Expansion in
Production
The following figures, giving production in the equivalent of 500 pound bales for the year at the close of each ten-year period, give some idea of the tremendous expansion which ensued.
| Year |
500 Pound Bales |
| 1790 | 3,138 |
| 1800 | 73,222 |
| 1810 | 177,824 |
| 1820 | 334,728 |
| 1830 | 732,218 |
| 1840 | 1,347,640 |
| 1850 | 2,136,083 |
| 1860 | 3,841,416 |
| 1870 | 4,024,527 |
| 1880 | 6,356,998 |
| 1890 | 8,562,089 |
| 1900 | 10,123,027 |
| 1910 | 11,608,616 |
| 1917 | 11,302,375 |
By this table it will be seen that the Civil War and the freeing of the slaves held up production only temporarily. In 1914, the banner year, the crop reached the tremendous total of 16,134,930 bales of five hundred pounds each.
Some little spinning had been done in the seventeenth century, but in 1787-88 the first permanent factory, built of brick, and located in Beverly, Massachusetts, on the Bass river, was put into operation by a group headed by John Cabot and Joshua Fisher. This factory failed to justify itself economically, chiefly because of the crudeness of its machinery. But Samuel Slater, newly come from England with models of the Arkwright machinery in his brain, set up a factory in Pawtucket in 1790. From that time forth the growth was steady and sure, if not always extremely rapid.
The following table,[A] which covers the whole country, relates particularly to New England in the years before 1880, because the cotton manufacturing industry until then was largely concentrated there. It shows how the manufacturing interests of the country profited by the discovery that brought wealth to the agricultural South:
| Year |
Number of Estab- lish- ments |
Number of Spindles |
Cotton Used in Million Pounds |
Number of Employes |
Value of Product in Dollars |
| 1810 | 87,000 | ||||
| 1820 | 220,000 | ||||
| 1830 | 795 | 1,200,000 | 77.8 | 62,177 | $32,000,000 |
| 1840 | 1240 | 2,300,000 | 113.1 | 72,119 | 46,400,000 |
| 1850 | 1094 | 3,600,000 | 276.1 | 92,286 | 61,700,000 |
| 1860 | 1091 | 5,200,000 | 422.7 | 122,028 | 115,700,000 |
| 1870 | 956 | 7,100,000 | 398.3 | 135,369 | 177,500,000 |
| 1880 | 756 | 10,700,000 | 750.3 | 174,659 | 192,100,000 |
| 1890 | 905 | 14,200,000 | 1,118.0 | 218,876 | 268,000,000 |
| 1900 | 973 | 19,000,000 | 1,814.0 | 297,929 | 332,800,000 |
| 1910 | 1208 | 27,400,000 | 2,332.2 | 371,120 | 616,500,000 |
| 1918 | 34,940,830 | 3,278.2 |
The North, having this growing interest in an industry struggling against the experience and ability of the more firmly established English market, sought naturally for the protection given by a high tariff. The South, having definitely dropped manufacturing, pleaded with Congress always for a low tariff, and the right to deal in human chattels.
There is little need to go further into the rift which began to develop almost immediately. In 1861 the split occurred. The war between the States caused hardly more suffering than the blockade which cut off the spinners of Manchester from the vegetable wool which supplied them the means of living. Cotton proved its power and its domination. It was a beneficent monarch, but it brooked no denial of its overlordship.
Early Exports
to England Heavy
The invention of the Whitney Gin, as we have just said, found the United States able to use but a small part of the cotton grown. What became of the remainder? Obviously, it was exported to provide the means for operating the English mills. Here is a table which shows how American cotton left the Southern ports for England and the Continent in the alternate decennial years beginning in 1790, three years before the invention of the cotton gin by Eli Whitney. The figures are exclusive of linters.
| Year |
Exports in Equivalent of 500 Pound Bales |
| 1790 | 379 |
| 1810 | 124,116 |
| 1830 | 553,960 |
| 1850 | 1,854,474 |
| 1870 | 2,922,757 |
| 1890 | 5,850,219 |
| 1910 | 8,025,991 |
| 1917 | 4,587,000 |
In 1910 American cotton made up almost exactly three-quarters of the whole amount imported into Great Britain. The other countries of Europe have developed a spinning industry by no means inconsiderable. American cotton is sent to almost all those European countries which spin and weave.
Such a movement had of course a profound effect upon the currents of world trade. The cotton crop is the second in value of all the crops produced in the United States, and such a large part of it is exported that the credit it gives to its sellers enables them to buy in return some of the most valuable of the products manufactured in Europe.
The following table gives the amount of cotton, expressed in the equivalent of 500 pound bales, exported to the various countries named in the decennial years:
| Year |
United Kingdom | Germany | France | Italy | Russia | Netherlands | Belgium |
| 1821 | 175,438 | 1,496 | 54,878 | 1,796 | 609 | 8,372 | |
| 1830 | 419,661 | 2,246 | 150,212 | 471 | 223 | 17,135 | |
| 1840 | 989,830 | 18,317 | 358,180 | 7,805 | 4,406 | 21,698 | 25,780 |
| 1850 | 863,062 | 10,090 | 251,668 | 18,707 | 8,677 | 8,590 | 25,492 |
| 1860 | 2,528,274 | 132,145 | 567,935 | 54,037 | 43,396 | 25,515 | 29,601 |
| 1870 | 1,298,332 | 173,552 | 306,293 | 14,549 | 30,341 | 17,050 | 3,452 |
| 1880 | 2,433,255 | 308,045 | 359,693 | 59,126 | 204,500 | 65,325 | 17,896 |
| 1890 | 2,905,152 | 837,641 | 484,759 | 129,751 | 193,163 | 17,438 | 93,588 |
| 1900 | 2,302,128 | 1,619,173 | 736,092 | 443,951 | 54,950 | 74,635 | 148,319 |
| 1910 | 2,444,558 | 1,887,657 | 968,422 | 393,327 | 67,203 | 18,823 | 102,346 |
| 1917 | 2,387,101 | 658,553 | 369,213 | 15,945 | 10,098 |
WE have seen (page 5) that the world’s cotton crop is produced chiefly by the United States, with 56%; India, with 17%; China, with 13-1/2%; Egypt and Russia with 4-1/2%, the remaining 4-1/2% being made up by Brazil, Mexico, Peru, Turkey, Persia, Japan, and several other countries.
Primitive Methods of
Growing in India
India is the first country wherein, so far as we have record, the growing of cotton reached the stage of an industry. There conditions are almost ideal, apparently, for the production of a great crop; yet, for many years the crop was a small one, and was utilized locally in the domestic manufacture of the light clothing worn by the people. Nothing remotely resembling the present modern factory system developed during all the thousands of years that the Indians had the field practically to themselves. The plant grown in India for a long time produced a short, uncertain staple, difficult to gin and still more difficult to spin. The greater part of the cotton growing districts are still given over to the short staple varieties (about 3/4 inch) but in recent years certain varieties of Egyptian and American cotton have been produced with some success. About 20,000,000 acres are given over to the culture of the plant, but the methods used are to a great extent primitive in the extreme. Most of the crop, being unsuited to the needs of the British spinners, is either manufactured in Indian mills, of which the number is constantly growing, or exported to Japan. Before the war, Germany was a large consumer of Indian cotton.
The figures given as representing the Chinese crop probably are not any more accurate than the usual statistical figures concerning China. The Chinese are still largely in the domestic system of manufacture, and much of their crop—probably a larger proportion than in India—is spun and woven in the neighborhood where it is grown, without ever appearing in statistical tables. The methods of growing are equally primitive. The fiber is short, and the mills of the country import more raw cotton, yarn, and textiles than they export.
The Growing Importance
Of Egyptian Staples
The Egyptian crop is one of the most interesting, both in the methods of culture, and in the product. From the point of view of statistics—remembering the uncertainty of the size of the Chinese crop—Egypt is the third cotton growing country of the world. This is the more interesting because it was not until about 1820 that Egypt was considered as a source of supply. The present area, under extremely intensive cultivation, is about 1,800,000 acres, and nine-tenths of this is in the Nile delta.
Climatic conditions are radically different from those of the United States. Little rain falls during the growing season, but an elaborate system of irrigation provides a sufficient and probably more satisfactory water supply, insomuch as the quantity of water can be regulated, and there is little danger of either too much or too little moisture. The regions where the soil is not composed exclusively of the black delta mud, but is a mixture of sand and mud, produce the best crops. The land, 11 after being plowed, is thrown up into ridges about three feet apart. Channels for water are formed at right angles to the ridges. The seeds, before being sown, in March, are thoroughly soaked, and after the seedlings appear there is frequent hoeing and watering. The total water is equivalent to a rainfall of about 35 inches. There is little cultivation in the American fashion, hand labor being employed almost exclusively. The result of all this intensive effort is an abundant crop of long-stapled cotton with an extremely strong fiber, bringing in the open market a price second only to that of the American Sea Island variety. Much of the Egyptian cotton is used in the manufacture of hosiery and other knit goods, sateens, sewing thread, etc., but recently it has also been found to be exceedingly well fitted for the manufacture of the fabric used in pneumatic tires, and for the duck or filter cloth used in such industries as the refining of sugar.
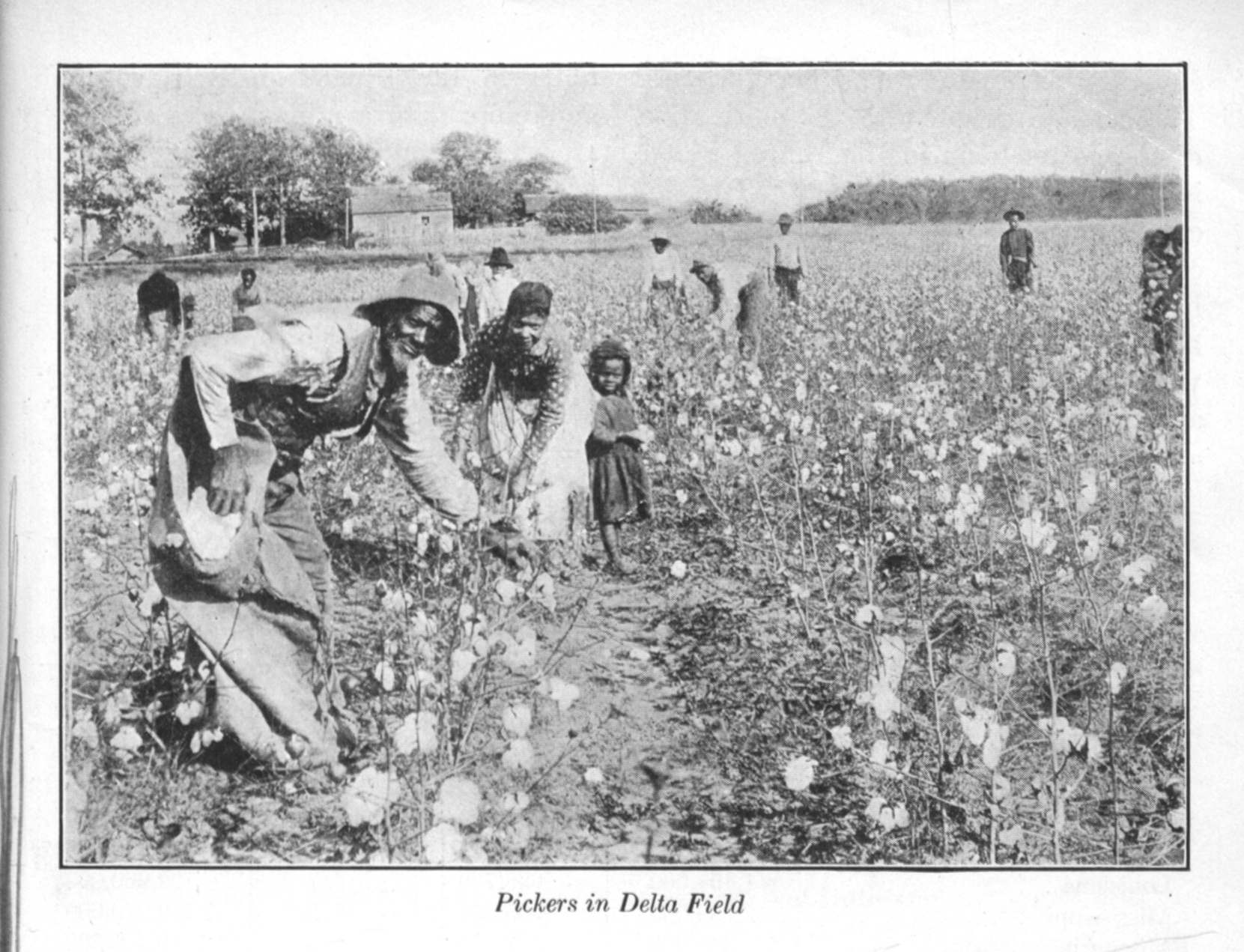
Pickers in Delta Field
Russian cotton, so-called, is really grown largely in Turkestan though a small amount is produced in the Southern Caucasus. The culture has been under way since very early times, but had little more than local significance until about 1875 when the Russian Government took steps to foster it, distributing American seed of the Upland variety, importing the necessary equipment, and providing instructors, frequently Americans. Railroads to handle the crop were built, and, with all this favorable assistance, progress was rapid. About one-third of the cotton used in the Russian mills up to the time of the war was grown on Russian soil, the remainder being brought largely from the United States.
The American Crop
As the World’s Basis
But the bulk of the world’s supply is the cotton grown in the United States. The price for American Upland Cotton 12 governs the price of the other varieties. The acreage devoted to the cultivation of the cotton crop in the United States is approximately 34,000,000. The increase since 1839, when census figures covering this point were first obtained, has been about seventeen fold. The 1916 acreage, of the various States, together with figures giving the value of the crop and the comparative rank, is here given:
| States | Acreage |
Gross Equivalent 500 Pound Bales Exclusive of Linters |
Approximate Percentage |
Crop Value Including Seed and Linters |
| Alabama | 1,977,000 | 517,890 | 4.6 | $86,940,000 |
| Arizona | 21,737 | 0.1 | 6,300,000 | |
| Arkansas | 2,740,000 | 973,752 | 8.6 | 164,840,000 |
| California | 57,826 | 0.5 | 9,410,000 | |
| Florida | 183,000 | 37,858 | 0.3 | 10,260,000 |
| Georgia | 5,195,000 | 1,883,911 | 16.7 | 322,600,000 |
| Louisiana | 1,454,000 | 638,729 | 5.7 | 102,260,000 |
| Mississippi | 2,788,000 | 905,554 | 8.0 | 152,270,000 |
| Missouri | 345,000 | 60,831 | 0.5 | 10,100,000 |
| North Carolina | 1,515,000 | 617,989 | 5.5 | 103,940,000 |
| Oklahoma | 2,783,000 | 959,081 | 8.5 | 150,270,000 |
| South Carolina | 2,837,000 | 1,236,871 | 10.9 | 207,220,000 |
| Tennessee | 882,000 | 240,525 | 2.1 | 40,130,000 |
| Texas | 11,092,000 | 3,125,378 | 27.7 | 495,590,000 |
| Virginia | 50,000 | 18,777 | 0.2 | 3,140,000 |
| All Other States | 5,666 | 0.1 | 970,000 | |
| Totals | 33,841,000 | 11,302,375 | 100.00 | 1,866,240,000 |
There are generally speaking, two kinds of cotton produced in the United States—Upland cotton, and Sea Island cotton. The former makes up the great bulk of the crop, the relative percentages in 1917 being 99.2 and .8.
The Constant Search
For Long Staples
A few years ago the terms short-staple and Upland were practically interchangeable, but the great demand for long staple, chiefly from the manufacturers of thread and of pneumatic tire fabrics has led to a successful attempt to grow the longer fibers in the Upland districts, so that now more than a million bales annually are being produced in the Upland districts of cotton with a staple length of 1-1/8 inches and more. The world’s total production of long staple is in the neighborhood of 2,250,000 bales. Egypt is the chief producer outside the United States, her product being approximately 1,000,000 bales of 500 pounds every year. Although the product is small, the best Sea Island produced in the United States grows upon the small islands off the coast of South Carolina. The long-staple Upland is grown chiefly in the Mississippi delta, where the product is called "Peeler," "benders," etc., though the percentage of long-staple produced elsewhere is steadily increasing. The success of certain Arizona growers in producing long-staple from Egyptian seed is being watched with great interest. More than 3,000 bales came from this source in 1916, the fiber averaging 1-1/2 inches in length. There has recently been developed there, 13 the new and important Pima variety, which is superior to the native Egyptian cotton, being both longer and whiter, and the growers are now planting Pima almost exclusively.
The following table, taken from the Encyclopedia Brittanica, gives the comparative length of staple of the more important varieties of cotton. The order in which they are given represents, roughly, their relative commercial value:
|
Sea Island Cotton |
Length of Staple in Inches |
| Carolina Sea Island | 1.8 |
| Florida Sea Island | 1.8 |
| Georgia Sea Island | 1.7 |
| Barbados Sea Island | 2. |
| Egyptian Cottons | |
| Yannovitch | 1.5 |
| Abassi | 1.5 |
| Good Brown Egyptian (Mitafifi) | 1.2 |
| American Cotton | |
| Good Middling Memphis | 1.3 |
| Good Middling Texas | 1.0 |
| Good Middling Upland | 1.0 |
| Indian Cottons | |
| Fine Tinnevelly | .8 |
| Fine Bhaunagar | 1.0 |
| Fine Amraoti | 1.0 |
| Fine Broach | .9 |
| Fine Bengal | .9 |
| Fine ginned Sind | .8 |
| Good ginned Kumta | 1.0 |
The table of the number of spindles in each country in the world, given on page 6, gives some idea of the relative position of the United States in the field of cotton manufacturing. We have seen how the English industry, having the prior start, grew to imposing proportions and helped to bring about a change almost as great in its effects as the French Revolution, which was occurring at almost the same time. British supremacy in cotton manufacturing has never been truly challenged, but there has been an appreciable growth in several other countries, and in Germany and Japan, at least, the recent development has been little short of phenomenal. New figures will probably show that in the future Japan will be the chief competitor of England and the United States for a share of the cotton trade of the world.
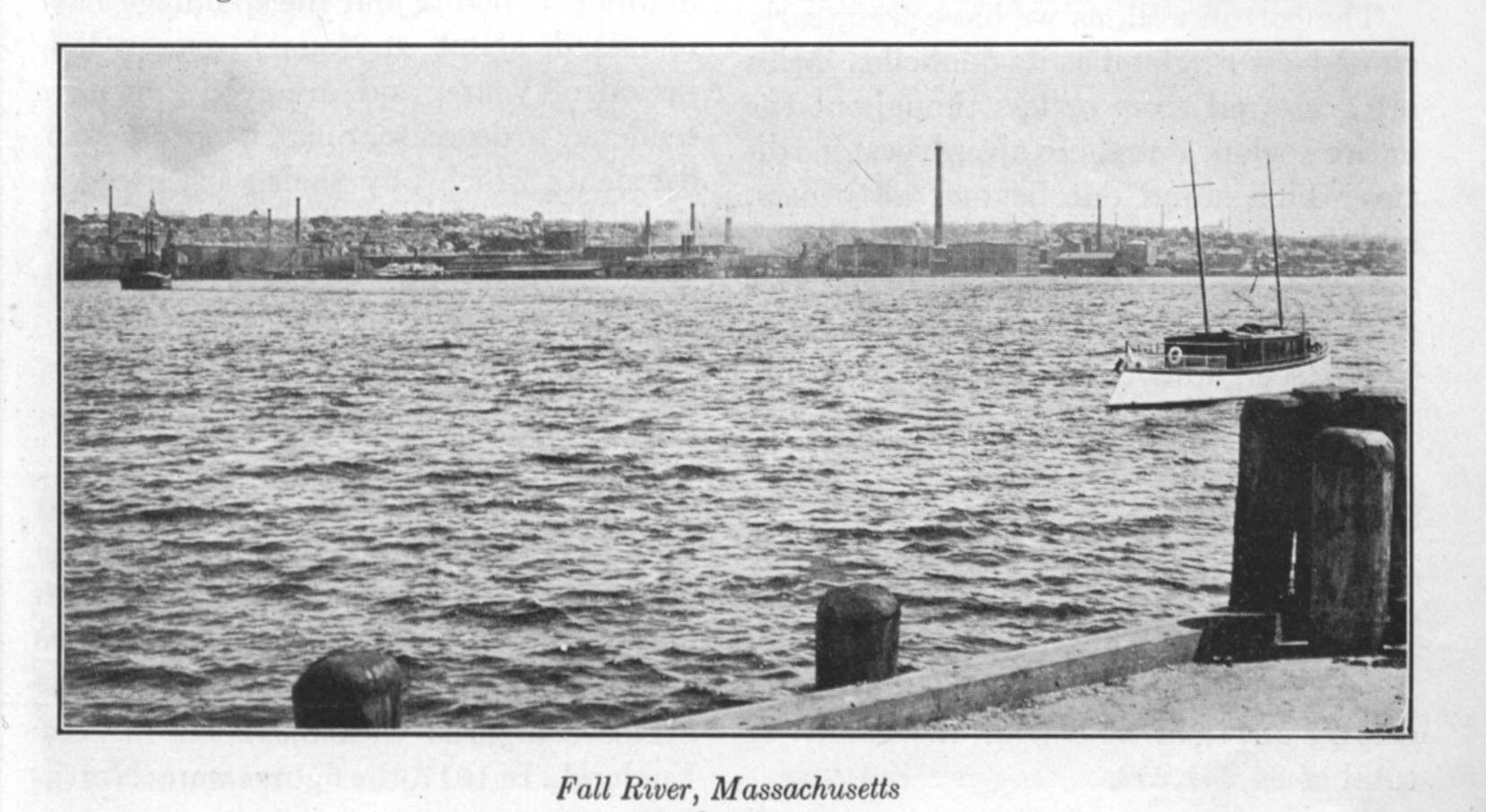
Fall River, Massachusetts
The Home Market
Created An Industry
The chief factor in the growth of the American industry was probably not the nearness of the source of supply, cheap fuel or labor, nor any of these factors which operated in the case of England, such as climate, geographical position, and shipping control, but more than anything 14 else the presence of a market close at hand which grew so rapidly, more rapidly indeed than the industry could grow to meet it. Aided to some extent by an import tariff, the manufacturers have weathered some short periods of depression, but in the main the industry has grown in direct ratio to the growth of the country.
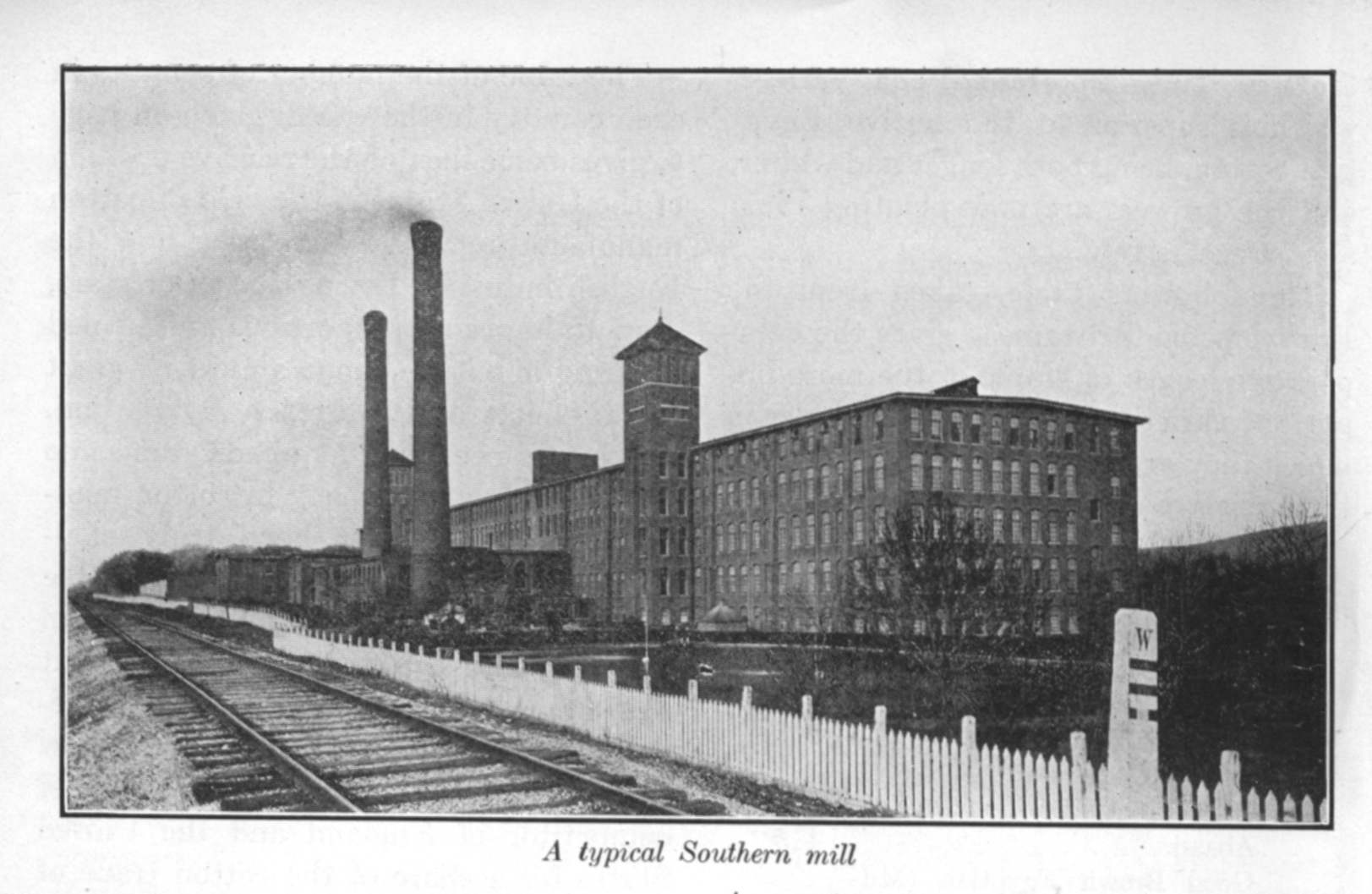
A typical Southern mill
New England As Home
Of American Spinning
The cotton mill, as we have seen, early chose New England as its domicile. Mills are scattered more or less throughout the entire region, but there are several localities which stand out beyond all others, and almost deserve the title they have acquired as the centers of the industry. Premier place for a long time was held by Fall River, and even now the race between that city and New Bedford is strong, with the lead slightly in favor of the former city.
Bristol County, Mass., in which these two centers, and Taunton, are located, Providence, R. I., and Middlesex County, Mass., together contained 10,086,686 spindles in 1917, or 29.5% of the country’s total of 34,221,252.
The growth in this one locality is due probably to the advantages which come with centralization, as well as to the natural advantages they possessed. These latter, which include particularly water power and a moist climate, are not as important now, With steam power and mechanical humidifiers as they were a generation ago.
In the Middle Atlantic States, the number of plants and the spindlage have remained about stationary over a long period of years, and are even showing a tendency to decrease. Small weaving establishments which buy their yarn are particularly numerous around Philadelphia, and there are large cotton duck mills in and near Baltimore.
Mills in the Midst of
Cotton Plantations
It has been in the South, however, that the growth of the cotton manufacturing industry in the last few decades has been most phenomenal. In 1860 there were 324,052 spindles in the cotton growing States compared with 8,632,087 in New England. In 1917, the figures were: Northern 15 States (including Connecticut, Illinois, Indiana, Maine, Massachusetts, New Hampshire, New Jersey, New York, Pennsylvania, Rhode Island, and Vermont), 19,835,662 spindles devoted to the spinning of cotton exclusively; Southern States (including Georgia, Kentucky, Louisiana, Maryland, Mississippi, North Carolina, South Carolina, Tennessee, Texas, and Virginia), 14,292,918 spindles devoted to cotton exclusively.
The census figures do not give the number of spindles in each city except when the confines of the city and of the county happen to coincide. But the appended table is presented as showing the spindlage of counties having more than 100,000 spindles devoted to the spinning of cotton.
About 1880, the Southerner saw the opportunity that awaited him when he should manufacture his own cotton. At that time he was consuming only 188,748 bales, while New England took 1,129,498. In ten years, he was utilizing more than half a million bales, while New England had just passed the million and a half figure. In 1905, the South consumed 2,140,151 bales, while New England had climbed to only 1,753,282. The figures are Scherer’s, who points out that the race was won in twenty-five years. However, as competition with the South increased, 16 New England, following the earlier lead of Old England, has tended always to produce a finer and finer quality of cloth, leaving the coarser grades of sheeting, drills and ducks to the Southern mills. Thus, while the South is consuming an ever larger proportion of the cotton crop, she is still far from receiving for her product the money that comes to the New Englander, who with a higher grade of labor and greater variation of output is constantly catering, with dress fabrics and fine stuffs of various kinds, to a discriminating well-to-do patronage.
| County |
Spindles (Number) |
| Bristol, Mass. | 7,294,221 |
| Providence, R. I. | 1,709,713 |
| Middlesex, Mass. | 1,082,752 |
| Hillsborough, N. H. | 907,245 |
| Spartanburg, S. C. | 831,476 |
| Windham, Conn. | 780,232 |
| Worcester, Mass. | 766,110 |
| Greenville, S. C. | 758,144 |
| Essex, Mass. | 645,020 |
| Hampden, Mass. | 642,096 |
| Gaston, N. C. | 603,102 |
| Kent, R.I. | 594,380 |
| Anderson, S. C. | 582,464 |
| Berkshire, Mass. | 521,408 |
| New London, Conn. | 512,170 |
| Oneida, N. Y. | 419,255 |
| York, Me. | 408,600 |
| Androscoggin, Me. | 402,471 |
| Muscogee, Ga. | 346,740 |
| Pittsylvania, Va. | 346,320 |
| Union, S. C. | 330,656 |
| Strafford, N. H. | 318,160 |
| Cabarrus, N. C. | 315,810 |
| Mecklenburg, N. C. | 272,198 |
| Guilford, N. C. | 262,862 |
| Richland, S. C. | 244,660 |
| Essex, N. J. | 232,291 |
| Albany, N. Y. | 226,564 |
| Madison, Ala. | 225,168 |
| Greenwood, S. C. | 217,744 |
| Pickens, S. C. | 211,320 |
| Bristol, R. I. | 210,488 |
| Hampshire, Mass. | 198,792 |
| York, S. C. | 198,404 |
| Fulton, Ga. | 198,016 |
| Aiken, S. C. | 193,989 |
| Laurens, S. C. | 193,312 |
| Richmond, Ga. | 192,914 |
| Rockingham, N. C. | 191,810 |
| Durham, N. C. | 172,532 |
| Newberry, S. C. | 168,040 |
| Chambers, Ala. | 164,000 |
| Cherokee, S. C. | 163,820 |
| Kennebec, Me. | 163,815 |
| Alamance, N. C. | 153,176 |
| Knox, Tenn. | 152,100 |
| Lancaster, S. C. | 151,768 |
| Richmond, N. C. | 149,748 |
| Chester, S. C. | 146,692 |
| Stanley, N. C. | 146,000 |
| Rutherford, N. C. | 143,400 |
| Calhoun, Ala. | 138,048 |
| Troup, Ga. | 136,204 |
| Floyd, Ga. | 126,264 |
| Cleveland, N. C. | 125,182 |
| Cumberland, Me. | 124,392 |
| Spalding, Ga. | 121,252 |
| Talladega, Ala. | 115,448 |
| Philadelphia, Pa. | 114,547 |
| Merrimack, N. H. | 113,316 |
| Davidson, N. C. | 110,564 |
| Baltimore City. | 106,008 |
| Halifax, N. C. | 104,116 |
| Hall, Ga. | 102,588 |
The wealth of the world—at least up to the time of the Great War—was constantly increasing and while there is little likelihood that the demand for the coarser grades of goods will fall off, the need for finer stuffs, not only in the United States, but abroad, is constantly growing. The greatest development of the South is probably still to come.
The locations of the world’s cotton markets have been dictated by the location of the growing fields and the manufacturing centers. Thus we find that the great raw cotton markets of the United States are in New York and New Orleans. In Europe they are at Liverpool, Bremen and Havre. Because of conditions imposed by the German government, the Bremen market is largely dependent upon New York and Liverpool. The other great world market is that of Alexandria, which, although it handles but a comparatively small part of the world’s crop, is important on account of the quality of the staple which makes up the Egyptian bale.
The two chief American markets, New York and New Orleans, are sharply differentiated. The New Orleans market is a true trader’s market. The great bulk of the sales made on the New Orleans floor are bona-fide sales, in which cotton actually changes hands. The New York market on the other hand is a merchants’ and manufacturers’ market, in which business transactions are protected against loss by the purchase or sale of "futures", though, of course, there is always a large amount of speculating. Delivery is rarely demanded. The function of the exchange, therefore, is largely that of insurance. The intricacies of this market will be discussed later.
BECAUSE of the ramifications of the cotton industry, the cotton itself, on its devious way from planter to consumer, is successively the concern of a series of individuals and corporations. The immense value of the product, the expense of growing, handling, manufacturing, and selling it all mean that great quantities of capital are utilized in bringing it at last to its final consumer. At any stage of the process, cotton represents no inconsiderable part of the nation’s wealth, and to expedite its journey, merchandising and financial methods of a highly specialized technique have been developed. There are two very clearly marked stages in this process. The first has to do with the raw cotton, as it goes from planter to mill. The second has to do with the journey from mill to consumer. The first is usually called the Raw Cotton Market, and the second the Cloth Market.
The planter begins his work early in the spring. His crop is dependent upon his ability to secure and pay for the labor to work it, for the tools and machinery which are used, and his own expenses. Small planters are rarely sufficiently in funds to enable them to go through the growing season without financial assistance. They must borrow money, and they usually borrow it with the growing crop as a basis.
The Local Grower
And the Charge Account
They may borrow from the country merchant in the town near which their plantations are located. Credit here is usually furnished through the "charge account" system, whereby the merchant supplies the planter’s wants for the growing season, even to the extent of giving credit to his farm hands. Tenant farmers live almost entirely on credit furnished by the store-keepers of the vicinity. When the picking season begins, in July, August, or September, according to the region concerned, the merchant, in lieu of money, may take the cotton as it comes from the gins, crediting the grower thereof at the market price. The cotton thus accumulated is sold to local buyers, or, occasionally, to shippers or exporters. In the case of the larger plantations, or groups of plantations operated by syndicates or corporations, the cotton is frequently shipped direct to the mill or, more often, to a warehouse. The larger producers, instead of getting their credit from the local stores, as their tenant farmers do, are financed either by their banks, or by their buyers, who in turn are financed by their bankers.
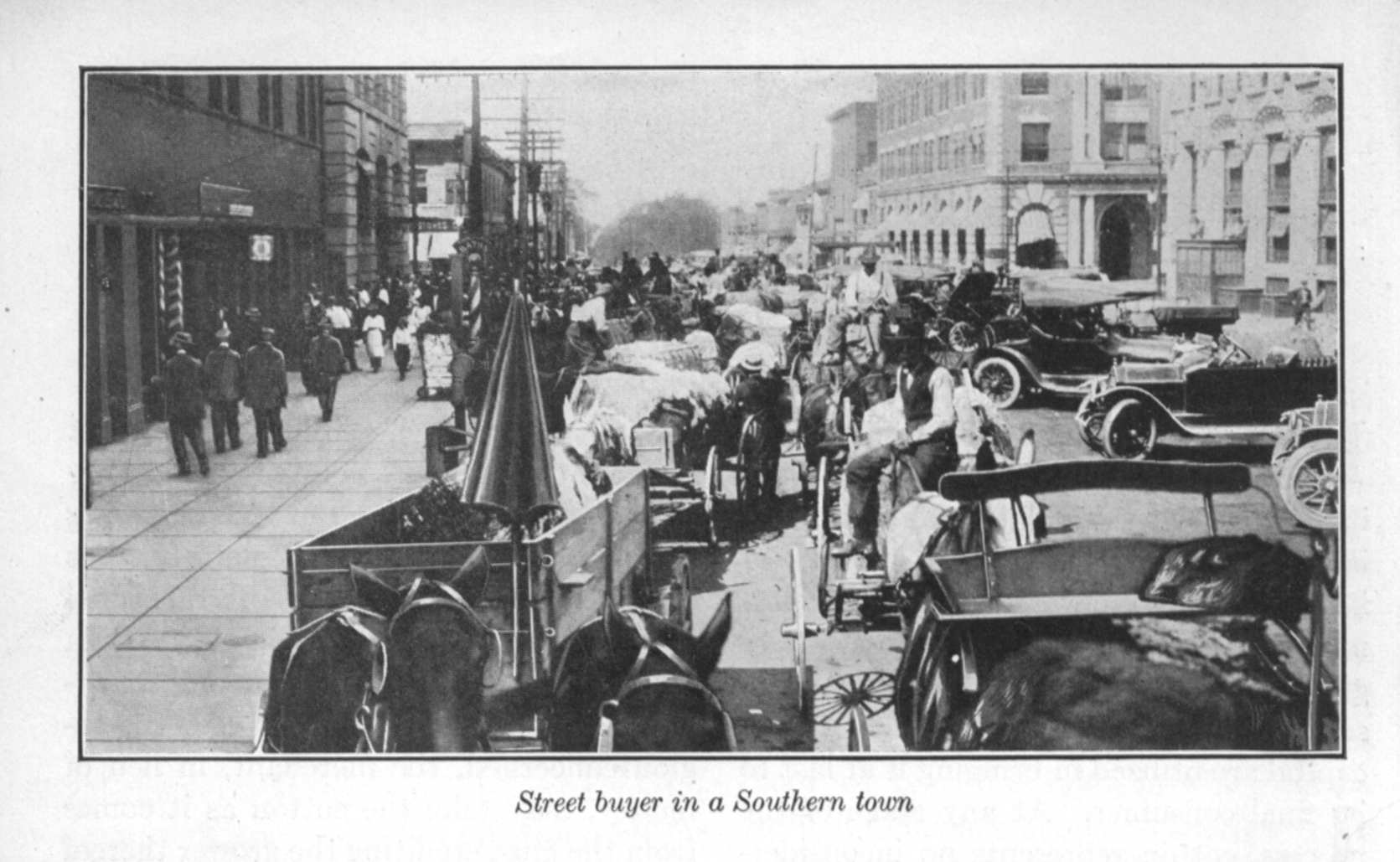
The Street Buyers
Of Texas Towns
In some districts, particularly in Texas, there is the small or local buyer, usually called a "street buyer," who operates in the smaller towns, buying his cotton at the gins in lots of from one to ten bales, either from the small planters, or from the country merchants. This buying gives a certain concentration to the crop, and enables the larger buyers to deal in lots of comparatively uniform quality from certain regions, the general type of whose product is known.
Cotton bought from the planters or from the country merchants is almost invariably paid for in cash.
Cotton is frequently sold at the compress point, rather than at the gin, this course being pursued in the case of large producers, or when the original buyer is a mere local operator. One of the most important operations, commercially as well as industrially, is the grading of cotton, which takes place as a rule at the compress point under the supervision of the buyer, who employs experts for this purpose. Cotton mills as a rule operate on certain specified grades of cotton, and any deviation from this grade means either a readjustment of machinery or disgruntled and dissatisfied employes, or, perhaps, an inability to fill an order for cloth of certain types. The manufacturer will usually refuse to accept any grades save those he has specifically commissioned the buyer to obtain for him. The actual grades, and the terms describing them have been established by the United States Government, and are rigidly adhered to by the trade. Prices are established on the grade known as "middling" as a basis, and variation from this basis is taken up in the price.
Standardization of
American Cotton Grades
The grades, for white cotton, as established by usage and confirmed by Governmental standardization are:
| Middling Fair | Strict Low Middling |
| Strict Good Middling | Low Middling |
| Good Middling | Strict Good Ordinary |
| Strict Middling | Good Ordinary |
| Middling |
For yellow tinged stock the grades are:
| Strict Good Middling | Middling |
| Good Middling | Strict Low Middling |
| Strict Middling | Low Middling |
For yellow stained and blue stained there are only three grades quoted, good middling, strict middling, and middling, the inference here being that stained cotton below the basic grade, is unsuited for most commercial purposes.
With cotton selling around thirty cents a pound, the difference between the cost per pound of middling fair, the highest market grade of white cotton, and good ordinary, the lowest market grade, may 19 amount to twelve or thirteen cents. The value of the shipment, and its use as a basis for credit, is dependent upon its proper classification.
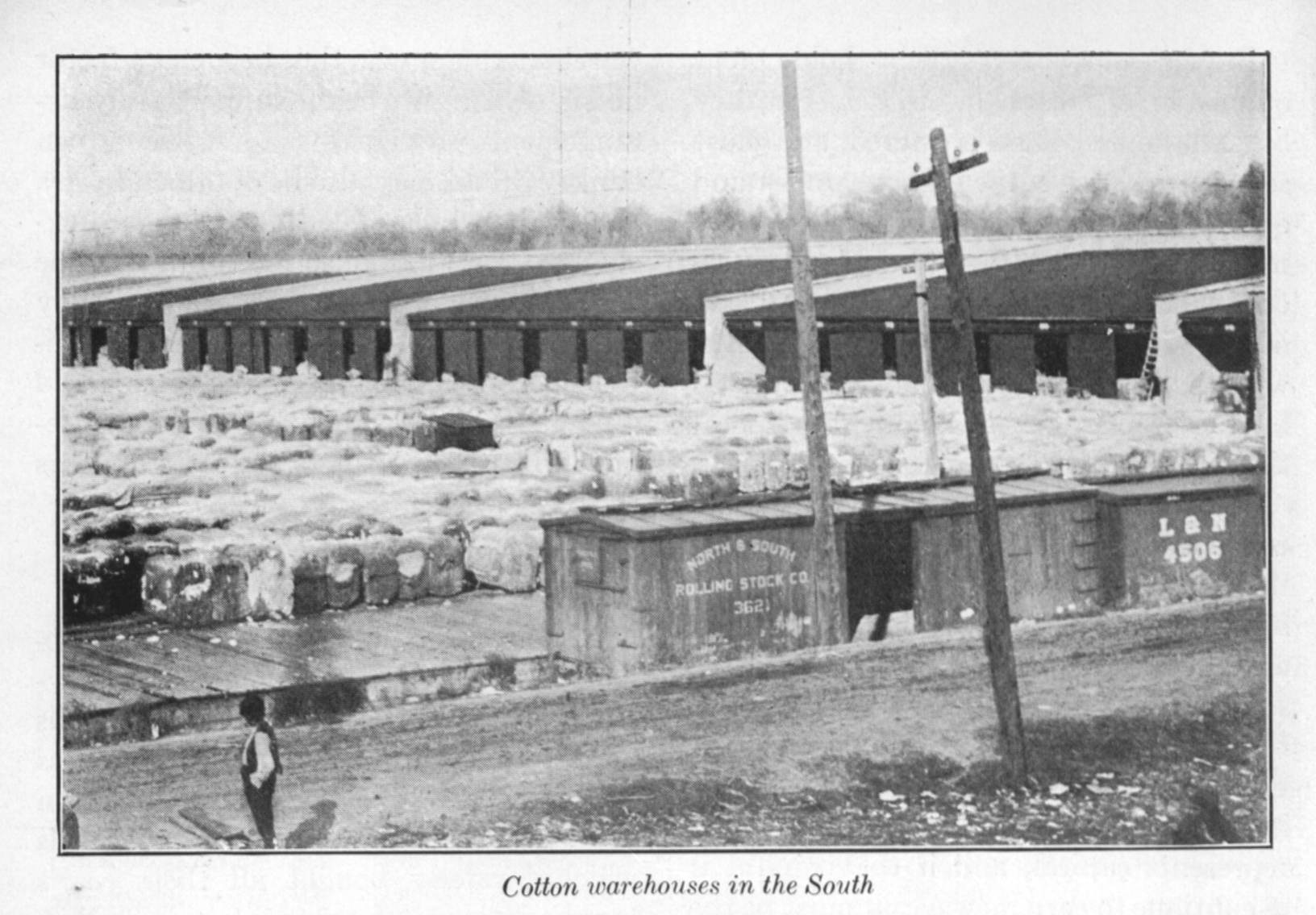
The large cotton buyers purchase for the account of mills, for exporters, or for clients abroad. They are usually firms of strong financial standing, and as we have seen, they are bankers or factors themselves, financing growers or small buyers during the growing of the crop, and the first concentration of the cotton. But when the large movement of cotton is on, it is frequently necessary that they, like the local banks, must be financed in order that they may execute their orders, or, as is frequently the case, accept cotton sent to them on consignment. Cotton sent on consignment must be stored until a market is found for it, and in order that proper storage facilities may be supplied, the provision of suitable warehouse facilities is an important matter.
Warehousing as
Industry’s Great Need
Until recently, warehousing in its relations to the textile trade, had not been developed to the extent which might have been expected in those methods which would make it of the greatest use and advantage to textile interests. By means of the facilities which could properly be afforded by warehouses, manufacturers, or merchants should be able, at times of favorable markets, to lay in large stocks of materials, and to finance them safely and easily.
Today, this need is being met in constantly increasing measure by the Independent Warehouses, Inc., affiliated with the Textile Banking Co., and having, like the latter, the support of the Guaranty Trust Company of New York, and the Liberty National Bank of New York.
Modern warehouses of approved type, with all requisite facilities, will be established by this company at various ports of entry throughout the country, as well as at the important concentration points in the cotton belt, and also in the great textile manufacturing centers.
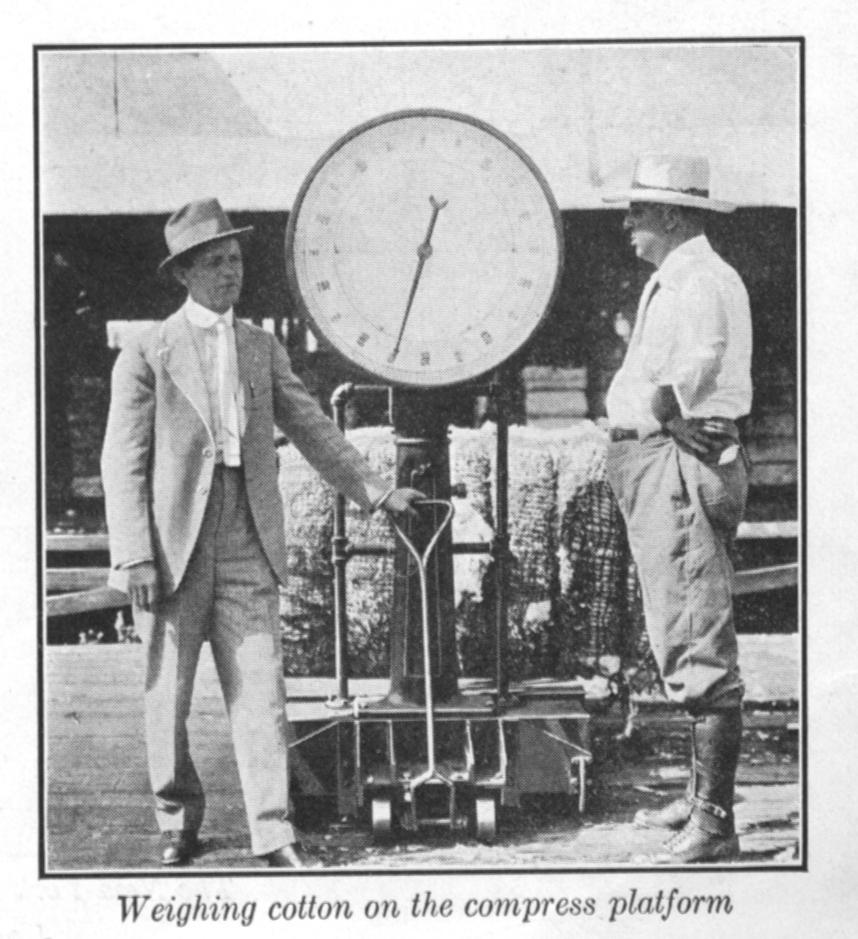
Weighing cotton on the compress platform
Thus it is seen that the cotton merchant has an important economic function to perform. His is the duty of gathering up the great aggregate of cotton, from all parts of the cotton belt, and distributing it in exactly the quantity and grade needed to the cotton manufacturers of the world. In the performance of this function, and in order that the supply of cotton may be fed out exactly as it is needed by the manufacturers, the cotton merchants have found it convenient, and even necessary to establish great common markets where they may meet and enter into the transactions with each other and the whole world which are necessary to bring the cotton into the channels of commerce and keep it moving to its multitudinous destinations. These markets are in addition to the numerous local markets where the preliminary concentration takes place, and to some extent they are subsidiary to the latter, where the cotton of the actual quantity and quality they are seeking is to be had in the first instance. Yet it is the great markets which establish the 20 prices, for it is they which are in close and immediate touch with all the other markets of the world, and it is on their floors that the merchants and brokers meet who deal in great quantities. It is their connection with the numerous sources of information which gives these great markets their importance, for it is they which register immediately and most accurately the resultant of the sum total of all the 21 economic forces which determine the price.
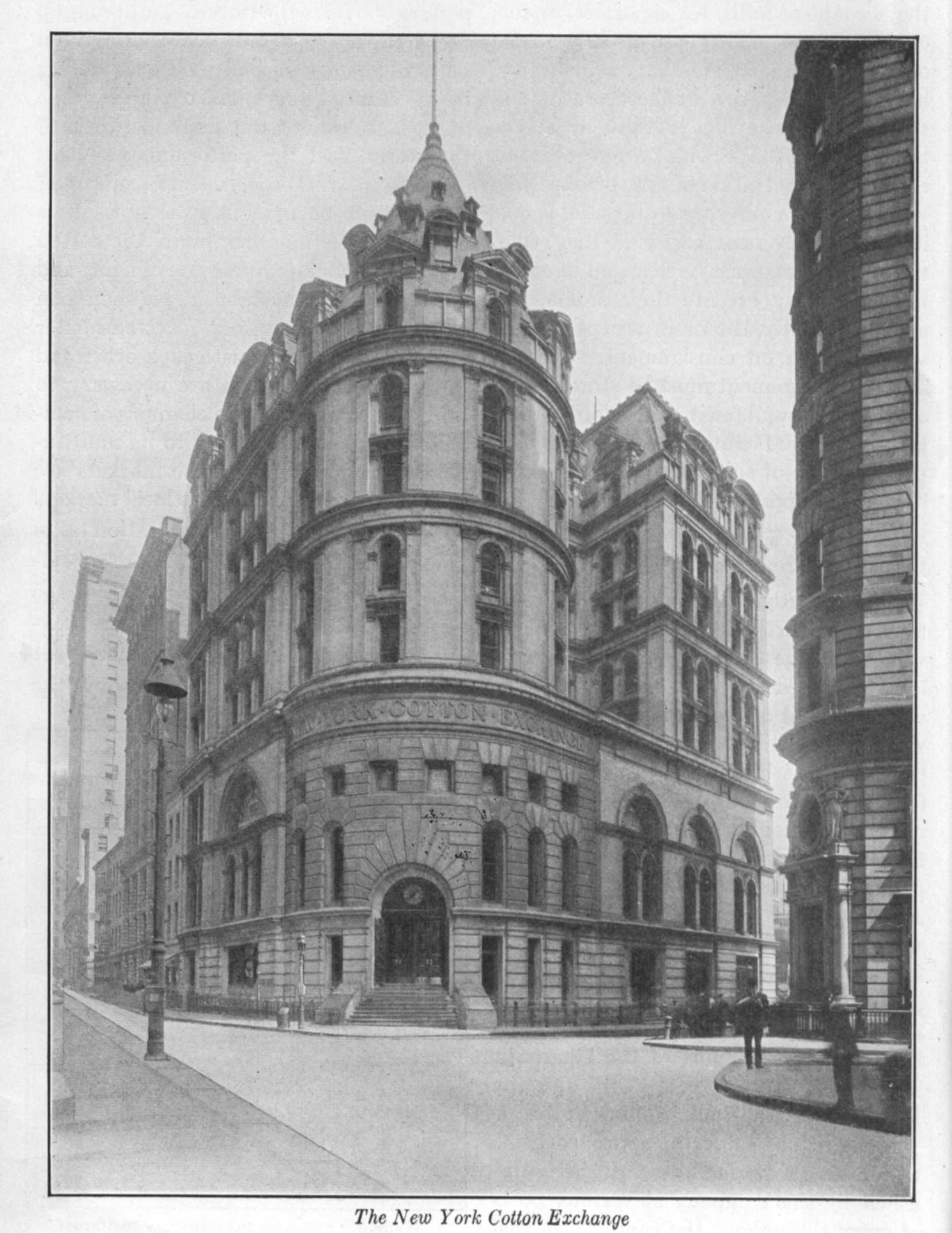
The New York Cotton Exchange
The great cotton markets of the world are those of New York and New Orleans, in the United States; Liverpool, in England; Bremen, in Germany; Havre, in France; Alexandria, in Egypt; and Bombay, in India. There are differences between these markets which give a greater importance to some of them. Bremen, which serves a large territory, operates under governmental restrictions which make it necessary for Bremen merchants to deal in other markets as well. Havre serves chiefly the needs of France, which is not one of the large cotton consuming countries. Alexandria deals only in Egyptian cottons, and Bombay, whose dealings are confined mostly to the native staples, has neither the responsiveness nor the completeness of the remaining markets. Thus, by elimination, the three great markets of the world, wherein cotton of all kinds is dealt in, and all forms of transactions in it are common are those of New York, New Orleans, and Liverpool. To these, the cotton world looks for guidance from day to day. The prices established on their several floors are the prices of the world.
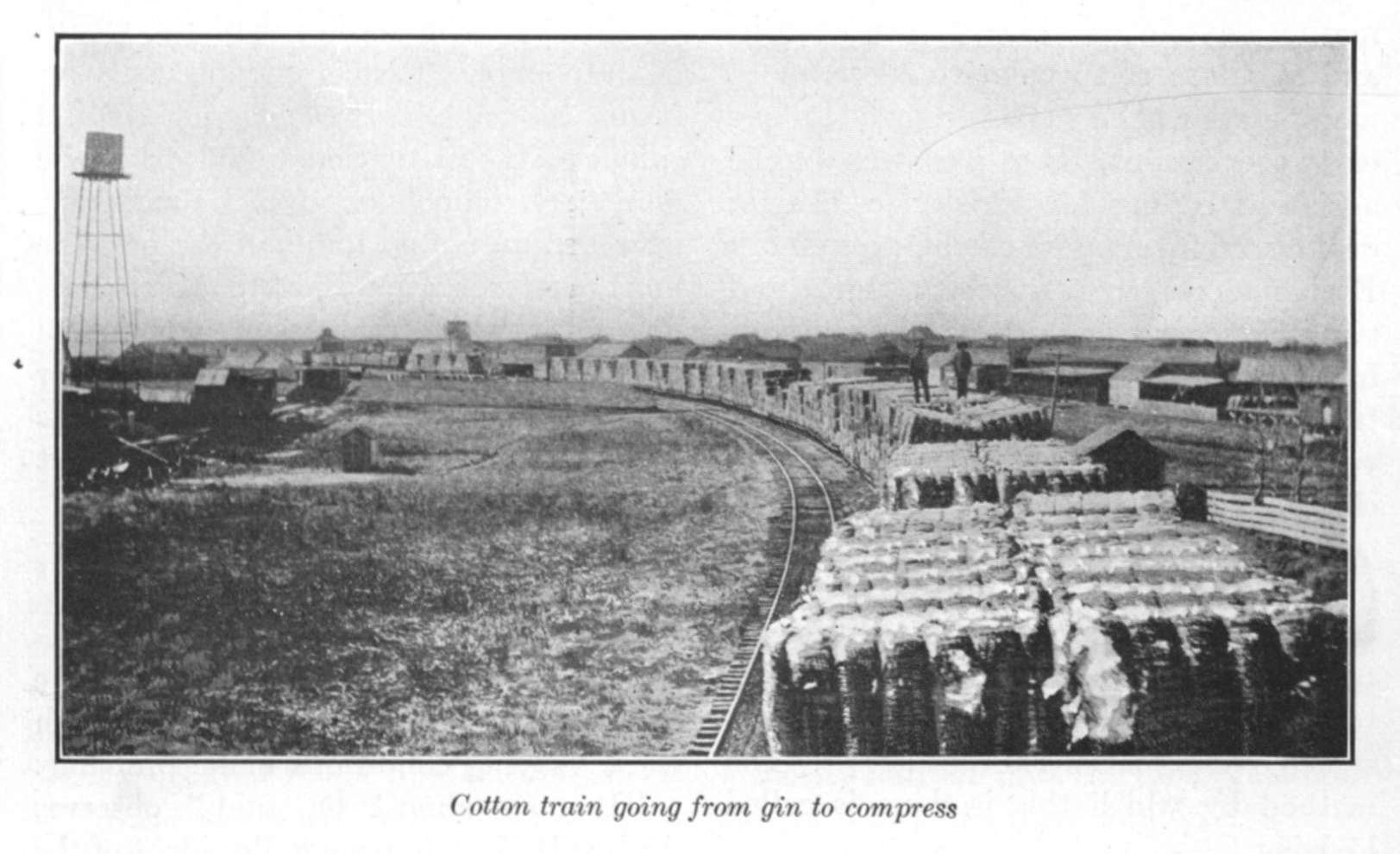
Cotton train going from gin to compress
The Liverpool Exchange, under different names, has existed since 1841, having taken approximately its present form in 1870, in the attempts to stabilize conditions after the great speculative period which resulted from the American Civil War. The New York and New Orleans Exchanges were both organized the following year. The uniformity of rules and practices in the trade which resulted from the establishment of the exchanges have been of inestimable benefit to the industry and to the world, and this despite occasional abuses, which have usually been corrected as methods for correction have been evolved.
Spot Markets and Those
Which Deal in "Futures"
The New Orleans Cotton Market, and those of lesser cities, are largely spot markets, that is, the dealings which takes place in the Exchanges at those points involve the actual transferring of cotton which is on hand, or, at least, contracted for. The New York market deals preponderantly 22 in what are known as contracts for future delivery, or, in the language of the Exchange, "futures." The Liverpool Cotton Market is both a great "spot" cotton market, and a great "futures" market. The striking thing about these "futures" contracts is that but few of them are fulfilled by actual delivery.
The question then arises, what function is fulfilled by the New York Exchange that it should have such an important place in the cotton market? To the uninitiated the speculative features of the market have often served to condemn it, and at times of speculative fever, or of manipulation such as has occurred on one or two occasions, there has been public agitation calling for legislation against dealing in futures. Yet the New York Exchange performs a very definite and valuable service, and its trading methods have served to stabilize the whole industry, and to remove from it much of that very speculation which is frequently charged against the Exchange itself.
The justification of the Exchange is found in the fact that the futures contracts common on its floor afford the cotton merchant and manufacturer a chance to insure themselves against losses occasioned by fluctuations in the market. The method by which this is done is called hedging.
Why the Merchant
Must Hedge His Sales
For the cotton merchant, the situation as it develops is approximately this: buying, as he must, all grades and quantities of cotton, he may have an immediate market with the spinners whom he serves for only certain of these grades, and thus may have left on his hands a large supply of cotton of other grades which came to him in his purchases which he has no call for at the time. These "overs" are subject to the risk of a decline in value unless the merchant can find some way to protect himself. Nor is this risk the only one run by the cotton merchant. The spinners frequently contract for months ahead for the output of their mills, and it is part of the merchant’s task to see that the cotton is available at a contract price when the spinners are in need of it. Such contracts for future deliveries are not only common but customary. If it were impossible for the spinner to make such contracts, it would, of course, be impossible for the weaver to make future contracts for the delivery of cloth. Such a condition unsettling the distributing markets, would be intolerable. Hence, the necessity of future contracts between merchants and spinners. The situation would otherwise be a very difficult one for the merchant whose supply of cotton, and the price he must pay for it, are subject to the vagaries of nature, which may grant a bountiful crop one year, and a short and inferior one the next, with consequent fluctuations in price sufficient not alone to wipe out his profit but his capital as well.
The Hedge As a
Credit Transaction
Hedging, as has been said, affords the protection, against serious loss which these varying conditions make probable.
"It may almost be said," observes Arthur R. Marsh, former President of the New York Cotton Exchange, "that as the main business of banks today is not dealing in money, but in credits, so the main business of the cotton exchanges is now in credit transactions in cotton, toward which the actual cotton ’on the spot’ stands in much the same relation as the money in the banks to the sum total of their transactions in credit. It serves as a reserve at once for the satisfaction of unliquidated credit balances and for the maintenance of sound credit values in all the credit operations."
Elsewhere, Mr. Marsh describes the hedging process in these words: "A hedge 23 is the purchase or sale of contracts for one hundred or more bales of cotton for future delivery, made not for the purpose of receiving or delivering the actual cotton, but as an insurance against fluctuations in the market that might unfavorably affect other ventures in which the buyer or seller of the hedge is actually engaged."
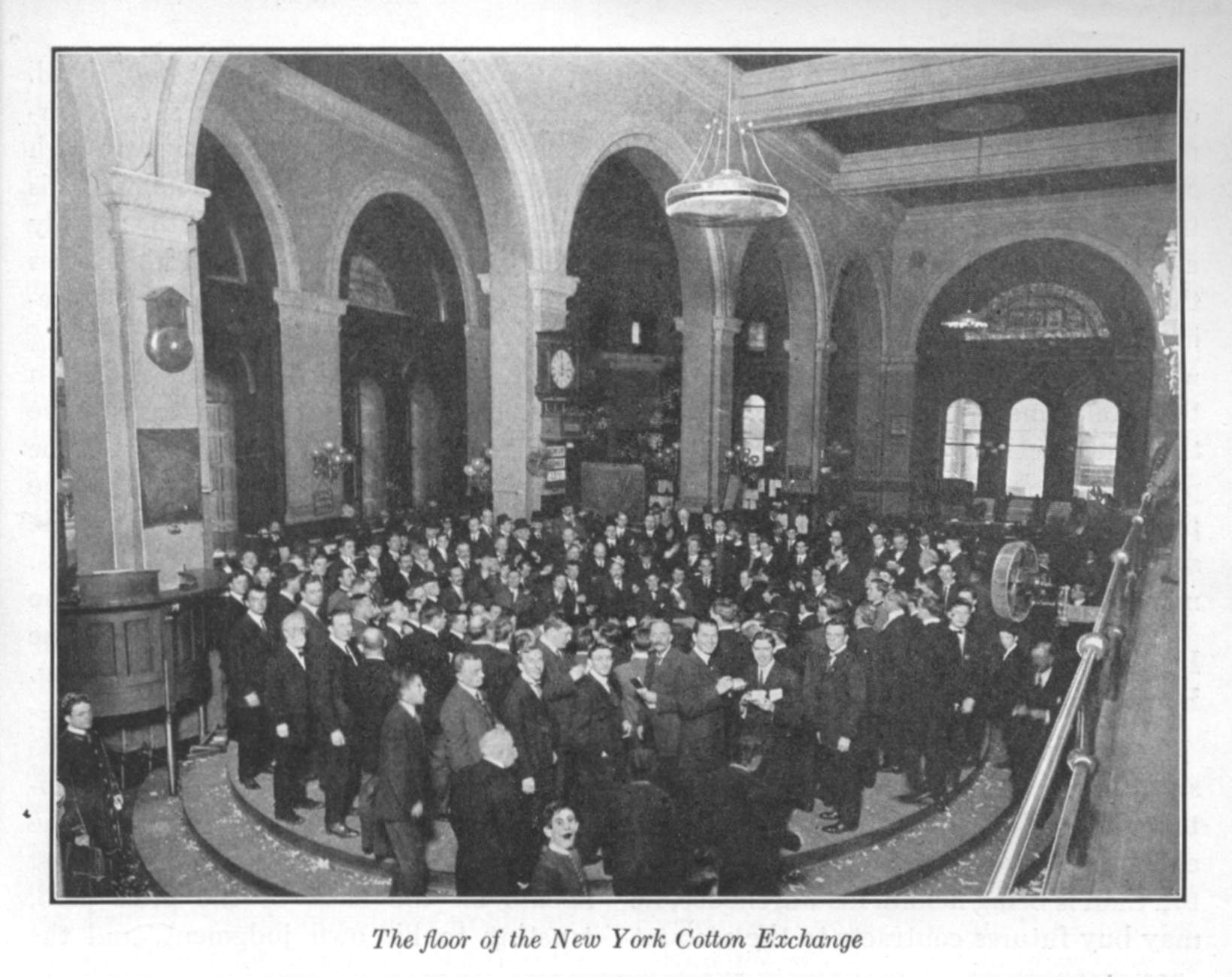
The floor of the New York Cotton Exchange
How Merchants Secure
Protection by Hedging
The cotton merchant, in making a hedge, would proceed in this fashion. Having made an actual sale of cotton to a spinner for future delivery, the price being fixed according to current quotations in New York for deliveries to be made in the month specified in the contract, he would buy futures for a corresponding amount of cotton on the New York Cotton Exchange.
If the price of cotton should have advanced when the time for the delivery of the actual cotton comes, he will be able to sell his futures contract at a higher price, thus offsetting the loss sustained upon the deal in actual cotton. Or, if he prefers, he may hold the "futures" contract until its maturity and sell it at the then prevailing figure. The first course would be the customary one for a bona-fide merchant, whose sole concern is protecting himself against loss by fluctuations in price.
If, on the other hand, cotton should fall before the merchant bought to fulfill his actual contract, he would make a profit upon his sales to the spinner. He would, however, suffer a loss upon his futures contract, for the seller would be able to purchase the cotton to fulfill the contract at a lower point than the contract called for, and would consequently be able to deliver to the merchant who made the hedge, cotton which the latter would be forced to accept at a price higher than the then prevailing one, and thus again 24 the profit and loss would balance each other. The usual custom is, not for the merchant to accept delivery, but to pay over to the seller of the futures contract the difference between the contract price and that prevailing. This would be just the difference between his own purchasing and selling price in his actual dealing with the spinner, and so would eliminate the profit, due to change in price, made in that transaction. Thus, by the hedging process, the merchant loses a possible profit on a falling market, but at the same time fails to suffer a loss when the market is against him.
Hedging as Practiced
By Cotton Manufacturers
The manufacturer’s hedging is necessarily somewhat different in practice, though the same in principle. If he accepts orders for cloth requiring more cotton than is being held in his warehouse, he may buy futures contracts to the amount of the additional cotton he will need. Then in the event that his actual purchase of cotton may be at a figure which would tend to reduce or eliminate his profits on the sale of the cloth, already fixed by contract, he may sell his futures contract at a corresponding profit, thereby preventing loss. Should the price of cotton fall in the interim, his profit on the sale of the cloth will be larger, but the settlement of his futures contract will be expensive to the same extent. Thus he sacrifices the chance of a greater possible profit in order to be insured against loss.
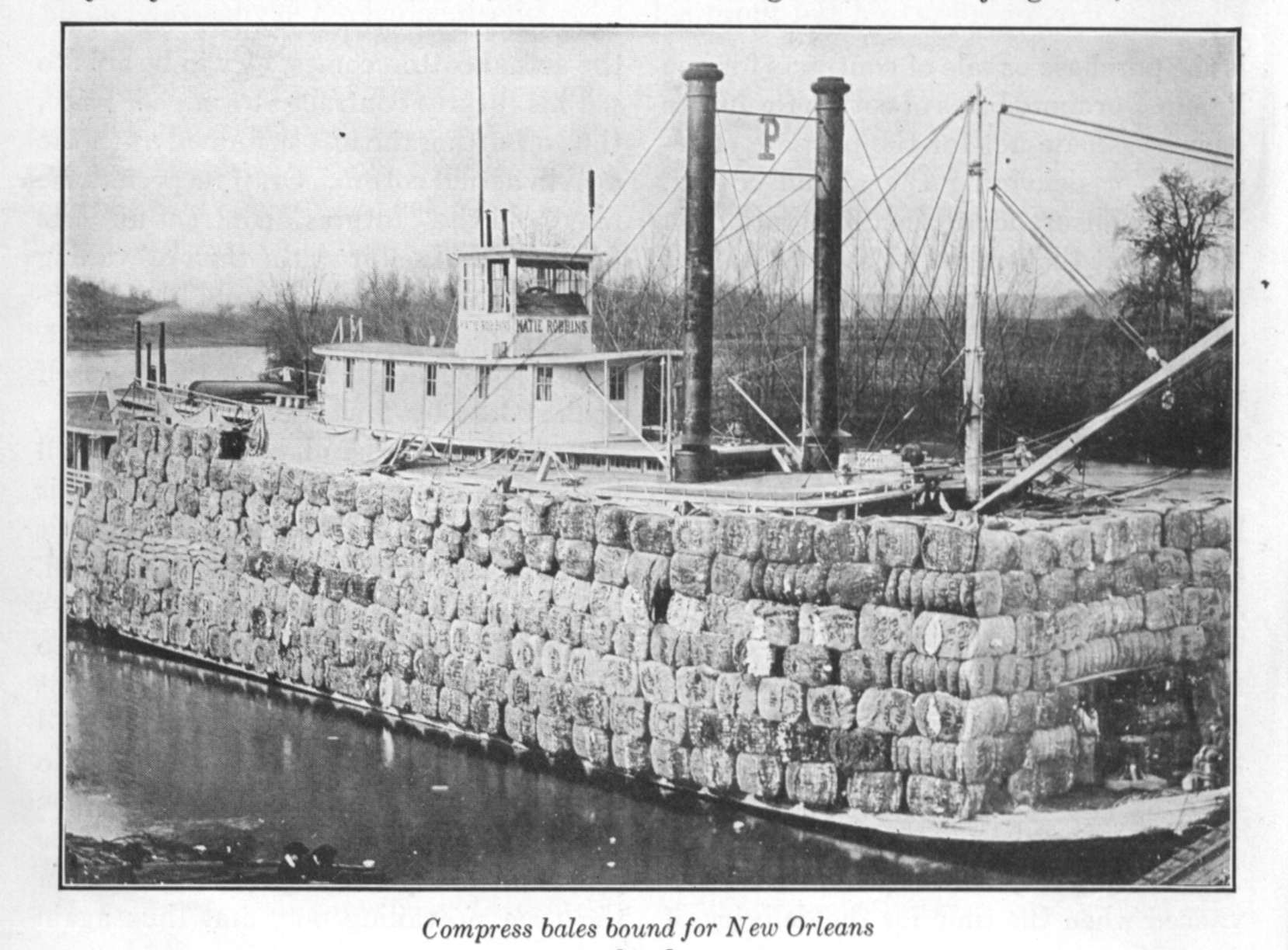
Compress bales bound for New Orleans
It is probably more common for the cotton merchant to hedge than for the manufacturer to adopt that proceeding. The manufacturer, as a rule, has been accustomed to buy his cotton during the buying season, that is, in October, November, December, and January, and he makes his arrangements with his selling agents on the basis of the price paid, trusting to his own judgment, and the 25 comparatively small fluctuations in the price of cloth in normal times, to protect him against loss. It is usually believed that the Southern mills, being newer, and frequently of a different financial standing, have found it more desirable to have recourse to this form of insurance than their older competitors in the North. Then, too, the rapid development of the cotton warehousing system has made it less necessary for the manufacturers to tie their money up in great quantities of cotton, as they can buy when the market appears favorable.
Protection for Mills
Running for Stock
A very important point, however, and one which all manufacturers would do well to consider carefully is the protection which a "futures" market gives to a manufacturer making plain goods for stock, particularly on a falling raw material market, which, of course, would also mean a falling goods market. To stop the mill because values were falling would be impossible without utter disorganization, and its attendant heavy loss, while to keep on manufacturing stock goods with a certainty that they would be worth less each succeeding month is a disheartening prospect for the mill.
If, however, the manufacturer sells "futures" for the succeeding months to the extent of the cotton which he would require each month to manufacture the goods, he can run his machinery as usual and have a perfectly free mind, as he has safeguarded himself against any loss due to a falling value of the raw material. Suppose, for instance, the cotton market fell off, say one cent a pound each month, with a corresponding fall in the value of the woven goods. In such an event, the manufacturer could, as each month arrived, buy a contract for an amount corresponding to what he had sold, and at a proportionately less price, thus making a profit on the "futures" which he had sold to an extent which would correspond, approximately, to the smaller value which his manufactured goods would then have in the market. Thus the profit on the one side would take care of the loss on the other. If the market rose instead of falling, he would make a loss in replacing his futures contract, but his goods would then command a higher value, and again no loss would be experienced.
This method of hedging is the regular and standard practice of the English cotton mills, and, of course, of many of our domestic mills, but there are some manufacturers who, through their unfamiliarity with the operations of the futures market, are quite unaware of the protection which they thus have at hand.
The Responsiveness of
the Great Exchanges
The great exchanges, and the New York Exchange in particular, are thus used by cotton merchants and manufacturers in every part of the world to protect themselves in their buying and selling operations. The value of middling cotton in New York is kept upon par with the value of the same cotton in any growing or manufacturing point, such factors as freight, insurance, brokerage, etc., being allowed for in the quoted price. Quotations on the Liverpool Exchange are thus higher than quotations in New York by the difference between the amount it costs to deliver cotton in Liverpool and to deliver it in New York. Thus the merchant and manufacturer is able to buy and sell hedge contracts on the New York Exchange, knowing that operations at the New York price in New York are on a parity with operations at the Liverpool price in Liverpool, or at the Havre price in Havre. Thus the hedge contract which a Southern merchant sells in Atlanta, through his broker on the New York Exchange, may be bought by a spinner in 26 Tokyo or Manchester, anxious to insure his supply of cotton at a price which would make his contracts profitable.
In normal times the selling of merchants and the buying of manufacturing engaged in actual and bona fide hedging transaction has been estimated by competent authorities to make up fully seventy-five per cent. of the trading done on the New York Exchange. The remaining twenty-five per cent. may thus be attributed to speculative operations, that is operations entered into by outsiders through brokers, on the chance of a rise or a fall in the market. Nor is such speculation without its value. It is the speculators, as a rule, who are the first to take advantage of crop reports or weather conditions, or news likely to affect the market favorably or unfavorably, and buy or sell as their judgment dictates. Their operations serve to discount such changes to some extent, or at least to make the breaks and rises more gradual than they would otherwise be.
In abnormal times, that is times of great scarcity and great demand, or bumper crops and small demand, the speculative element plays a larger part, for it is in such times that the greatest fluctuations in price take place. Merchants or manufacturers holding hedging contracts are under a greater incentive to buy or sell, as they see their opportunities for profit growing greater or less, as the case may be, and in consequence more contracts are made, and they pass from hand to hand with greater rapidity, the gain or loss thus being distributed among a greater number of persons than would otherwise be the case. It is the operations of speculators, and the manipulation that once or twice during its history has been possible by unscrupulous traders which has brought about at such times public agitation for the abolition of the Exchange. Recent changes in the form of the cotton contract have made it almost impossible for such operations, if repeated, to be successful, and thus there is little likelihood that the very important economic function of the Exchange will be interfered with by legislation.
THE output of the manufacturer finds its way to the ultimate consumer through a variety of channels. What these are will depend upon the manner in which the various mills are organized, and their respective policies as to the marketing of their products. Some mills, usually very large organizations, will have plants completely equipped, in every department, spinning, weaving, dyeing, printing, finishing, etc., and will process all of their goods themselves in every detail, offering them on the market in their finished form. Some of these may make a wide variety of fabrics suitable for one class of trade, or for many classes of trade, while others will specialize on a few articles. A good many concerns that are not of the largest size, but which confine their production to a few articles, may also put the goods through every operation themselves.
Then there are a great number of cotton mills, many of them of very large size, which do no weaving at all, but confine themselves to spinning, finding a market for their yarns with the many weaving mills which have no spinning plants.
Many Large Mills
Do No Finishing
Numerous mills, both large and small, manufacturing, principally, goods of a staple grade, which may either be of fine or coarse character, sell their entire product in the gray, or unfinished state, because they do not wish to burden themselves with the task of putting the goods through the various finishing treatments necessary to fit them for the market. This method of disposing of the product appeals to many for it reduces the manufacturing operations to the spinning of the yarn, and to the weaving of the cloth. The owners or managers of the mills may have had no experience outside of these branches, and if they themselves were to attempt to finish, or "convert," the goods they would be entering strange fields.
Whatever method of merchandising may be adopted, it is certainly obvious that the product of large mills is so great that it must be disposed of in a large way, and hence various channels of outlet have grown up to satisfy the requirements of the case.
Dealing Direct With
Dry Goods Jobbers
A substantial portion of the output of the mills (but nothing like what it was years ago, and it grows relatively smaller every year), is disposed of directly to dry goods jobbing houses, and by them to retail dealers, who sell it by the yard to the consumer. This practice was formerly more widespread, but has diminished greatly in recent years. A further enormous yardage passes eventually through the cutting-up houses, which manufacture garments of every kind, from overalls to pajamas, or from raincoats to shirts, and dispose of their products to distributors, who eventually sell them to the public. Then there are retailers whose requirements for goods of particular kinds are so considerable that their orders are of sufficient magnitude to warrant the mills in dealing with them direct.
Again, there are the great mail-order houses, with a gigantic annual turnover, 28 whose catalogues go to every part of the land, and which handle great quantities of piece goods, as well as made-up garments, and whose custom is eagerly sought for.
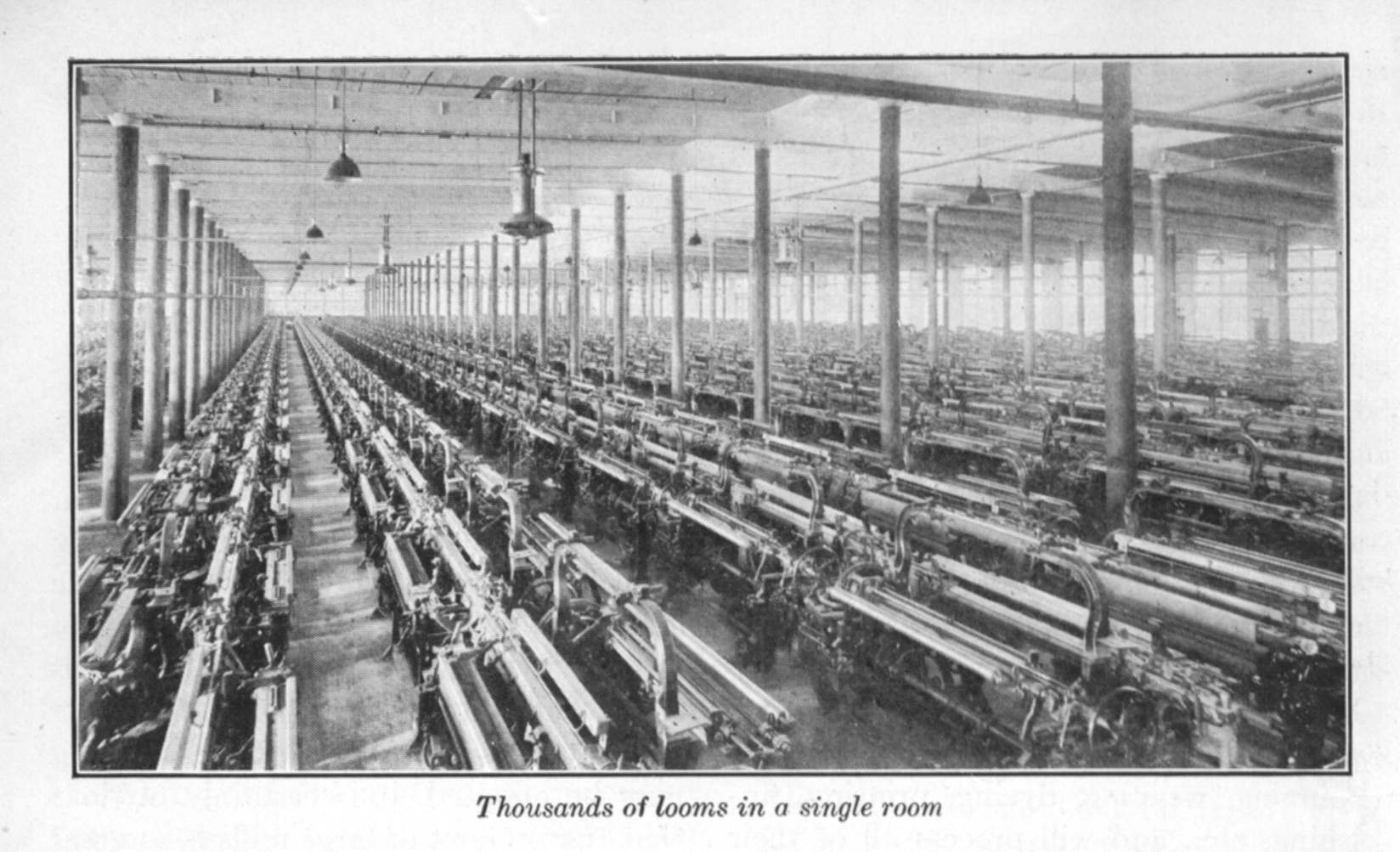
Thousands of looms in a single room
Other mills make fabrics suitable for use in the military and naval establishments of the country, and in other public channels, and which, in selling these fabrics, will deal directly with the Government, or indirectly through intermediaries.
In addition to these, and other domestic outlets, there is a great quantity of goods produced for export, which are handled through houses specially organized for that trade.
Merchandising by
Dry Goods Jobber
One of the oldest established agencies for handling mill products is the dry goods jobber, and it is to be remarked that many large retail houses do also a substantial jobbing business, though generally less so in cottons than in other classes of fabrics. The jobber will buy finished products from those mills which sell goods in that state, and will also buy large amounts of gray goods. These he will sell principally to retail distributors, but his transactions, in addition, will extend into a multitude of channels, and, he will deal with small garment manufacturers and makers of all kinds of wares, and will also sell considerable quantities to the larger cutters when they are unable, for one reason or another, to buy direct from the mills or from the converters. There are also numerous small jobbing concerns which buy substantial quantities from the larger jobbers as occasion may require.
One of the greatest avenues of outlet is through a class of dealers known as converters, and there are converters operating in every kind of fabric from cotton to silk. In the last forty or fifty years, this business has developed into immense proportions, and the converter performs a real and important service in the trade. He is intimately acquainted with the needs of his customers, and possesses a fair knowledge of the kinds of goods put out by the various mills and the different constructions in which they are sold, and is well acquainted with all of the market dyeing, finishing, bleaching, and printing concerns, having 29 also a fair understanding of the various treatments accorded to the goods. He buys his goods in the gray from the mills, and sends them to the finishers, printers, etc., to be treated, according to his instructions. By a careful studying of the fabric constructions, and of the subsequent treatments, he is able to create fabrics of a suitable and marketable character, which are in some respects different from those offered by any of his competitors, and which are brought out with an exact knowledge of the requirements of the trade to which he is catering. He is able to make a profit, and generally a very substantial one, by handling the goods in this way.
Considerable capital is required by the converter, as goods bought in the gray have to be paid for on practically a cash basis, and he may have to carry them for a time before they are finally marketed. The converter sells to the cutting-up houses, to jobbers, and to retailers, or, in fact, to whatever trade he seeks. Large and profitable businesses have thus been built up. Many converters have adopted their own distinctive trade marks, and since the goods that they handle are known by these trade marks, the identity of the mill which made them originally is often entirely unknown to the ultimate consumer. The converter can give his business to whatever mill, at the time, will give him the best value for his money.
Jobbers Must Know
Status of Mills
These operations are facilitated by the services of another class of intermediaries, the cloth brokers. If a buyer, whether he be retailer, jobber, converter, or what not, wishes to secure goods of a certain kind, he would have a very difficult task if he had to canvass the entire market, and ascertain what was being offered. Hence he is likely to go to the cloth brokers. They are in touch with all the principal manufacturing sources of supply, and will have daily quotations of the offerings of the different mills; he will know which mills are "sold up," and which are open for business, and what class of goods they desire to sell. Consequently the cloth brokers are in a position to offer to would-be purchasers a wide variety of the different cloths which are available on the market, and it is their business to buy from the mills as cheaply as they can, and so get the best possible price for their customers. The transactions are handled on a small commission, and the average buyer, in many kinds of goods, is able to do much better by working through a broker than by opening negotiations directly with the mill.
Most Mills Have
Offices in Chief Markets
Mills selling their products through brokers in this manner may, or may not, have a representative stationed in the goods market, according to circumstances. Mills, manufacturing a limited number of plain fabrics, and which do not sell through brokers, may also be without representatives in the primary goods market, and will dispose of their product directly from the mills, partly by correspondence, and partly through the efforts of their travelers. The great mass of the mills, however, are regularly and efficiently represented in the great central goods markets, principally New York, though also in Boston, Philadelphia, Baltimore, and elsewhere, and their selling agencies are very highly organized institutions.
These establishments which have sufficient capital to enable them to finance themselves—with or without the assistance of regular bankers’ loans—may maintain their own selling offices, and market their product in their own names directly to their customers. The amount of capital required to handle a business in this way is proportionately very large, for the concern must be able to keep itself sufficiently 30 supplied with raw materials, and then to carry the expenses as these materials pass through the slow stages of manufacture until the goods are finally finished, after which they may have to be kept in stock for a time until the delivery dates, and then, after shipment, the accounts have to be carried until the bills are paid, so that, from the time the manufacturer pays for his raw material until he finally receives pay for his goods is a very long period.
Loans Made Upon
Warehouse Receipts
The financing of a business conducted in this way can be assisted by loans from warehouses upon stocks of raw material stored there, by bank accommodation, and by facilities which certain banks give for the cashing of a substantial percentage of those accounts on the books of the concern which the customers have not discounted themselves. Also, in handling his merchandise in this way, the manufacturer must have a thorough understanding of the best means of marketing his product, and this care of the selling end is, of course, an added burden upon his shoulders which, in many cases, he may not feel competent to handle properly.
Therefore, the comparatively few concerns which do have sufficient capital to sell directly, in addition to the many from great to small who have not, will market their product through what are known as dry goods commission houses, sometimes referred to as factors, and simply as commercial bankers. The commission house system, as we have it here, does not exist anywhere else, and its great growth in the United States has been largely due to certain peculiarities in our banking methods, which have prevented mills—even those with a reasonably sufficient supply of capital—from obtaining the amount of direct banking accommodation necessary for their needs.
The commission house, in its usual relations with its mills, undertakes to conduct the sale of their products. Some commission agents insist upon having the entire selling control of all of the goods the mill produces, or at any rate, of all the goods of the kind which they are equipped to sell. Others, again, will take over a partial selling control of the product of a mill, and various lines of the same manufacturer may be found offering through different channels. There are some obvious disadvantages connected with this latter procedure.
If the mill is a very large one, the selling agent may handle no goods except the product of that mill, but in the great majority of cases, the factor will represent a considerable number of mills.
Immediately on receipt of the invoices of the goods consigned to the selling agent, the mill can draw against them a percentage of their value, previously agreed upon, usually about two-thirds of their net selling price, and upon these loans interest at the rate of 6% is charged. The difference between the rate at which the commission house can borrow money, (in normal times perhaps 4 to 4-1/2%), and the 6% which is usually charged to the mills, constitutes a considerable part of the profits of the factor’s business.
Factors Provide
Selling Facilities
The factor often provides a store, together with a complete selling and office force, and every facility for receiving, storing, selling, and shipping the goods, and for financing the business. The salesmen of the house travel throughout the country, reaching all the important markets, and the managers of the different departments, who thus understand the needs of the market, are in a position to advise the mill with intelligence and exactness as to the kind of goods which should be made to meet the requirements of the trade. The cost of warehousing and of 31 insurance on the merchandise is also paid by the commission agent.
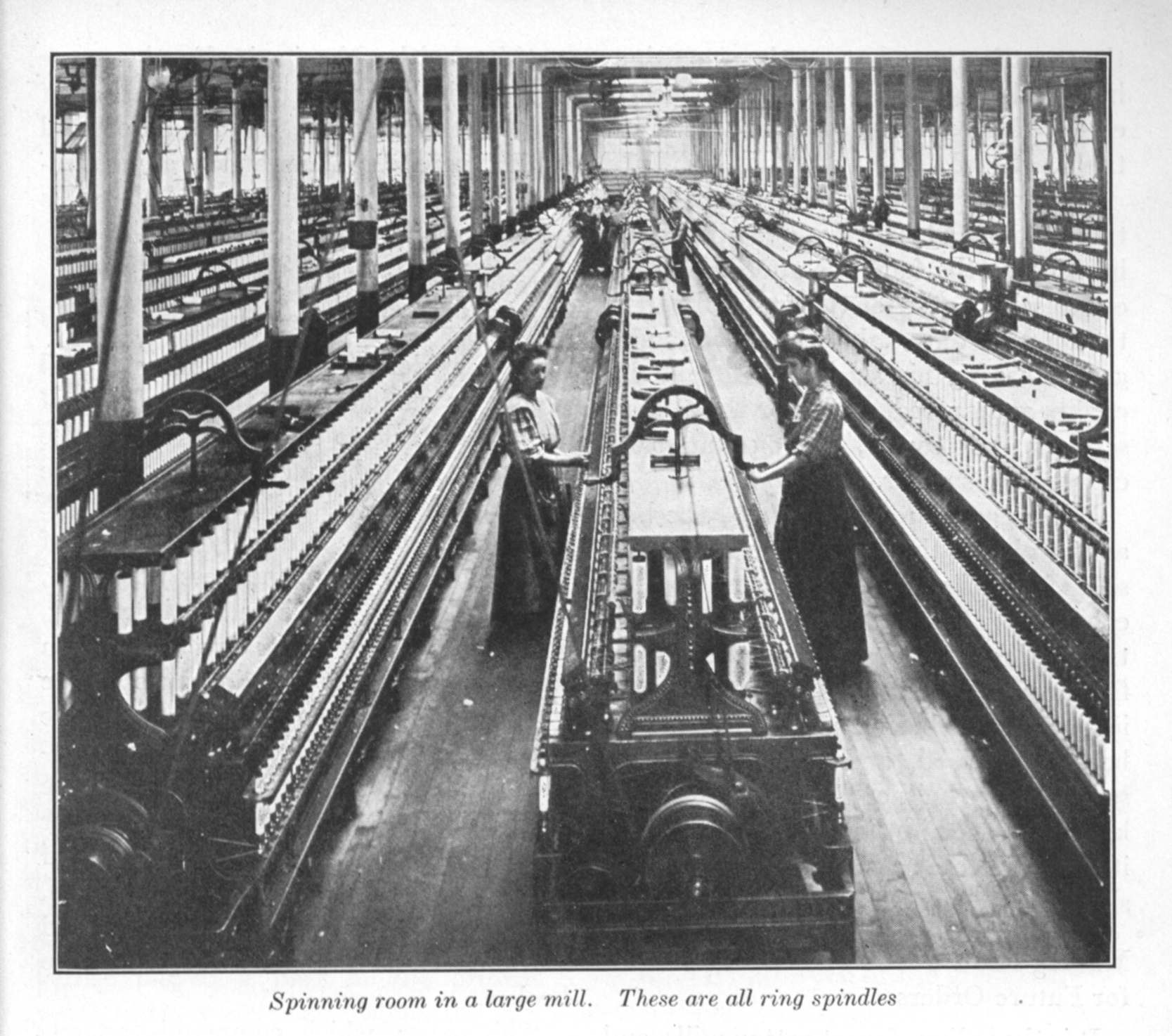
Spinning room in a large mill. These are all ring spindles
The prices at which the goods are to be sold are fixed by the mill, but, of course, they will finally sell at prices determined by the market conditions. As the goods are sold, the amounts which they bring are credited to the mill, less whatever has been advanced against them. The selling agent also stands ready, no matter on what time and terms the goods may be sold, to credit the mill with the net value of the sale, less 6% interest for the unexpired time within which the customer may pay, and from this interest charge also he secures part of his return. Of course if bank rates are very high, as they sometimes are for short periods, the factor may be out of pocket on the interest account, instead of making profit. As the goods are sold, so are the equities in them released, and the balance is credited to the mill. If, however, the goods sell at a loss there will be no equities coming to the mill, and, in fact, there are not infrequently deficiencies to make up.
For these services, and according to the nature of the goods being sold, various commissions are charged, usually ranging between the limits of 4 and 8% of the net returns of the sales. Plain unfinished goods which are marketed in large quantities are charged for at a relatively low figure, while fancy goods, sold in smaller quantities and requiring more effort and expense to sell them, are charged for at a higher figure.
The selling agent also guarantees the credits of the firms to which he sells, so that no losses for bad debts can fall upon 32 the manufacturer, but, at the same time, he will decline orders from any concerns except those with whose credit he is entirely satisfied.
Not infrequently when the manufacturer conducts his own selling operations, he will use the facilities afforded by the commission house for the financial part of the business only, taking advances on his goods, having his sales cashed, and his credits guaranteed, etc. For these lesser services, of course, the commissions charged are smaller.
When goods are charged out, the bills are payable to the commission house, and so, as far as the customer is concerned, the commission house is the principal in the transaction. In many cases certain modified arrangements are made, but in most instances the business is conducted as herein described, and it may fairly be said that the bulk of the dry goods of all kinds produced in the United States finds its way into the market through commission house channels.
Making Plain Goods
for Future Orders
It is the policy of most cotton mills, and certainly of those making plain goods, to run steadily all the year round, and thus the commission agent, whether he has secured advance orders on the goods or not, has constantly flowing into his hands an assured stream of merchandise which must eventually, when sold, pay him a commission. Thus the securing of a good account means an assured source of revenue to the commission agent.
There are no more important selling organizations for textiles than these dry goods commission houses, many of them having an immense and profitable turnover, and their businesses are conducted on a very high plane of efficiency, and probity, although, in itself, there are many evils attendant upon this method of the distribution of merchandise, and which exercise at times a most adverse influence upon the well being of the mills whose product is thus disposed of.
Strength of Agents
Makes "Paper" Acceptable
It is evident that no ordinary capital would be sufficient for the supplying of money on call to mills in the immense quantity needed, and it is here that the banker’s capital is called into use. The commission house is usually a concern of substantial means, sometimes very rich, and nearly always of a financial standing, which will give it, on its own account, an assured credit. At certain times of the year the calls for money from the mills are greater than at other times, and as shipments come forward, and advances are required, the commission house, in order to put itself in funds, will issue a series of its own notes in convenient sized amounts, $5,000 to $10,000 each, for instance, and will offer these for sale, through its note broker.
This paper, which commands an advantageously low rate of interest, and which is issued for convenient periods of time, averaging perhaps four months, is much sought after by banks and other institutions in primary markets and throughout the country wishing to invest current funds in a safe and not unprofitable medium. This paper is so acceptable to banks not only because the credit of the issuing firm is behind it, but also because it is known that the money which is obtained for the notes will be lent out to mills on ample collateral. The issuing house is in a position so entirely safe that hardly ever can a question arise as to its ability to take care of its borrowings.
NO industry shows better than the cotton industry the economic importance of banking service. No industry, perhaps, utilizes to such a complete extent the modern instruments of credit, nor is so dependent upon these instruments for its proper functioning. At no point in the progress from seed to cloth is the capital represented by the cotton necessarily or even customarily tied up. And not only may the cotton itself at any stage be the basis of credit accommodation, but also, the actual added value which the labor of any factor in the chain may give to the cotton may itself be realized upon in advance. The credit possibilities of the industry have grown with the admission of acceptances to rediscount in the Federal Reserve Banks, and this admissibility has likewise played a part in the present growth of the warehouse system, the lack of which was a handicap to the industry in past years.
Credit Necessary from Seed
to Finished Product
In considering the raw cotton and the cloth market it was necessary to include some account of the financial and banking processes involved in the various commercial transactions undertaken. It is perhaps advisable, however, even at the risk of some repetition, to give a quick survey of the financial and credit aspects of the industry as a whole from the time the cotton is placed in the ground up to the actual sale to the cutter-up or the jobber.
The utilization of credit begins, as we have seen, with the very planting of the crop. Many of the growers, even those who own their farms, are men of limited means, and are not able to pay for the necessaries of life and of labor during the long growing season. The country storekeeper, accordingly, in return for a lien on the crop, allows them credit at his store, usually charging interest based on the monthly statement of their ledger accounts. He in turn receives the necessary accommodation for his own purchases from the local bank, or from the local buyer or factor with whom he is affiliated. The high prices prevailing during the past few years have undoubtedly changed to some extent the small grower’s financial position.
Cash for the Grower
From the Local Bank
The larger growers, or the great corporations which let out cotton lands to renters, usually operate the stores in their villages upon the same basis, credit being advanced against the renter’s share of the growing crop. Even these large corporations are seldom able to meet the heavy demands of the growing season without recourse to the credit service of those to whom they sell their cotton, or to the local banks. The banks, or buyers, in turn discount at least a proportion of the commercial paper thus created with their correspondent banks in New York, Boston, or other financial centers. This credit arrangement, it will be seen, is almost entirely based on a moral risk, the lien being made upon the growing cotton which cannot be liquidated until it is grown, picked, and ginned.
When the crop is picked, it is weighed by the merchant before it is ginned, and 34 the farmer is credited on the merchant’s books with the amount due him, the balance in his favor being given him in cash. His concern with the cotton is thus ended. In the event that he is able to finance himself through the season he takes the cotton directly to the gin, and has it ginned and baled there, paying the ginnery for the operation, and selling the cotton directly to a local buyer and the seed to an oil mill. If the gin warehouse is available, and he desires to wait for a more favorable opportunity to sell, he may store the cotton, taking a gin receipt for it, against which the cotton will eventually be delivered. The gin receipt may be collateral for a loan from a cotton factor, or from a local bank.
Thus, it will be seen that the grower receives accommodation throughout his season, and is paid cash for his product when it is delivered. This arrangement puts a heavy strain upon the cotton buyers, particularly upon those who deal in large lots for the mills. The method by which the buyers pay the growers is thus described:
The buyers make arrangements with the local bankers where the gins are located for the payment of the cotton, the banks furnishing the actual cash against tickets issued by the buyer’s representatives, holding the tickets in question as their collateral in the meantime. When a sufficient amount of cotton has been accumulated the local banker, at the request of the buyer’s agent, delivers the tickets in question to the local agent of the railroad, who in turn issues a bill of lading covering the shipment to the compress point, which then is attached to the draft drawn by the buyer’s agent upon the buyer’s head office, which draft includes the price paid for the cotton plus interest and exchange charged by the local banker, who is reimbursed for the amount of the draft thus drawn. When this cotton is ready for export (or for shipment to the mill in the United States) local bills of lading, covering shipment from point of origin to compress point, are exchanged by the cotton buyer’s banker for local bills of lading to port or for through bills of lading.
"Picked 100 pounds today"
When cotton is bought at compress points, compress receipts instead of tickets are delivered to the local banker, who pays for the cotton as purchased by the buyer’s representative from time to time. When a sufficient amount of cotton is ready for shipment the compress receipts are exchanged by the banker for local bills of lading to port (or to mill), or through bills of lading, as the case may be. These bills of lading are attached to the draft drawn by the representative on the head office of the buyer, the local bank being reimbursed for the amount thus drawn. 35
Buyers must necessarily hold great quantities of cotton in storage, for they buy whatever cotton is offered, and must sell, as we have seen, certain grades and qualities to the mills in order that they may weave the cloth for which their orders call. Cotton must, therefore, be held in storage, either at the compress points, which is usual, or at warehouses operated by factors, or by independent corporations, or in their own warehouses.
While the buyers by cash payments are concentrating the cotton necessary to fill their domestic or foreign orders, their need for funds is a pressing one. Their arrangements with local banks we have seen. When the cotton is shipped, the local bank, by means of drafts on the buyer’s head office, is relieved of the burden it has been carrying, but the cotton still represents capital, and if that capital is to continue to earn its wages it must be the basis for credit. The factors and large banks in New York or Boston, which have been assisting the local bank, must now assist the buyer and the warehouseman. The methods by which this burden is shifted to the larger banks are varied, and we can consider only one or two of their aspects.
Same Mills Pay Cash, Relieving
Factors of Burden
Some of the larger New England mills pay cash for the cotton which is shipped to them, buying sufficient in the season to carry them through, or nearly through, the year. Their buyers, therefore, need support, if they need it at all, only during the period of concentration. They may have their private banking arrangements, and may be able to utilize their warehouse receipts or bills of lading, or their mere notes based upon mixed collateral, for an advance of sixty to seventy-five per cent. of the value of the cotton, the line having been arranged in advance. Credit may be obtained by the buyer directly from the warehouseman, who thus becomes a factor in his own right, being supported by arrangements previously made with his own bank. Credit may also be obtained from a bank, upon bills of lading which are exchanged for warehouse receipts when the cotton is delivered at the port or at any warehousing point; or the credit obtained from the bank may be settled and a new credit opened with the warehouseman when the cotton is shifted from cars to storage.
Warehousemen as Factors of
Growing Importance
The growing importance of the warehouseman has been mentioned. His services have developed with the need of mills for greater credit, and their unwillingness to tie up their working capital in cotton held in their own warehouses. Mills which formerly bought all their year’s supply during the buying season, so-called, now take their cotton from warehouses as they want it, buying it from their buyers, and making payment according to the individual standing arrangements. The advent of the warehouseman who is either a banker, or closely affiliated with a bank, has undoubtedly done much to make the financing of cotton a more elastic and feasible proposition, distributing the risk over a wider circle and making credit more readily available at any point in the succession.
Weighing gin bales in a ginnery yard
The mill, we have seen, frequently pays cash for its raw stock, or else buys upon short term notes. The average mill does not have a working capital large enough to enable it to tie up the thousands of dollars necessary for such a proceeding, as well as the funds which must constantly be paid out for wages, for operation expenses of all kinds, for upkeep, and all other overhead. Mills, as a matter of fact, are frequent borrowers, either from general banks, or from textile banks or factors, or from their selling agents, who, as we have seen, combine their primary and original function of selling with that of supplying financial assistance.
Mills which purchase cotton from their buyers and pay cash, or approximately cash, for it, usually buy such cotton to fill orders which they have already received from their selling agents. They may, in certain instances, obtain an advance from their agents of a proportion of the whole selling price of the order, and out of that advance pay for the purchase of cotton, or they may hold the cotton in warehouses, using it only as needed, and putting up the warehouse receipts as collateral for loans.
The raw cotton itself, however, represents only a portion of the mill’s operating expenses and it cannot be the entire basis for financial operations of the magnitude often needed. These broader financial wants may be met out of the prospective selling price of the cloth by means of loans from the selling agent; or, they may be met by direct relations with a commercial bank, which may make loans on ordinary collateral, on acceptances, or, as frequently happens in the case of mills of undoubted integrity, on the mere note of the company operating the mill.
Selling Agent May Shift
Burden to Banks
When the burden is assumed by the selling agent, or factor, he in turn may shift it to the bank, either by indorsing the note of the mill, or by indorsing the note of the purchaser of the cloth or by borrowing directly from the bank on his own paper. 37
The converter, as a rule, is not a factor, but a merchant pure and simple, seeking accommodations from a factor or a bank as his needs may require it. Inasmuch as he usually buys for cash or on short-term notes, and sells to jobbers or retailers upon more extended terms, his needs are frequently heavy. His relation with his factor may be, and frequently is, upon the basis of accounts receivable, or he may borrow upon his own collateral, or, if he is counted an "A1" risk, upon his unsecured note.
These, in brief are the financial steps in the progress of cotton from the grower to the jobber. A cursory view is all that is possible, because in the words of a textile banker of standing "every textile banking transaction is a law unto itself." Yet enough has been said to show the all-important part which banking plays in the cotton industry, and to indicate how dependent are the turning of wheels and the distribution of cotton and of cloth upon the credit which banks and bankers are able to provide.
Factors and Their Wide
Financial Service
Frequent use has been made of the word factor, and no adequate definition of its meaning has yet been given. The factor is, briefly, the commercial banker of the industry, and his duty is to provide, at any stage of the cotton process, the financial assistance which may be necessary, either from his own resources or through his affiliations with some large bank. It is true, of course, that some factors work only with those dealing in raw stock, and some confine their services to mills. Some factors are cotton buyers, some are selling agents, some deal with buyers and some deal with selling agents. Some are employed only by the mills. Recently, however, the tendency has been to develop under one roof a unit institution capable of handling every textile banking transaction. It will be interesting to enumerate here, briefly, the various functions and facilities of one such institution:
| 1. |
It makes loans to cotton buyers and to mills on cotton held in warehouses or in transit. |
|
| 2. |
It checks the credit of the mill's prospective customers. |
|
| 3. | It cashes accounts receivable. | |
| 4. |
It makes advances against merchandise for the account of mill, converter, or jobber. |
|
| 5. |
It finances merchandise and raw material requirements, and current operations. |
|
| 6. |
It deals in acceptances, specializing, of course, upon paper arising out of transactions in the textile industry. |
|
| 7. |
It maintains an Industrial Department, which includes: |
|
| (a) |
the services of a consulting architect, expert in mill construction. |
|
| (b) |
the services of a production engineer, skilled in the laying out of plants in the line of greatest efficiency, and in diagnosing and correcting the production mistakes of an inefficient mill. |
|
| (c) |
information as to the newest mill practice, which it is ready to provide for its clients and others. |
|
| (d) |
readiness to assist customers in the expansion of their business either by financing new mill construction or by providing sales representatives in other countries. |
|
| (e) |
maintenance offices abroad, either for the buying or selling of textiles or equipment, or raw materials, or for the complete and direct financing of such transactions. |
|
WE have seen that the American cotton grower supplies more than half of the world’s demand for raw cotton. The cotton manufacturer in the United States is in no such position. This is not to say that American cotton goods are not exported in very considerable amounts. From the inception of the industry in this country varying percentages of the total product have been sent abroad. The following table, taken from the United States Statistical Abstract (1910) shows the average annual exports of cotton goods for the five year periods named, expressed in millions of dollars:
| Total |
Uncolored Cloth |
Colored Cloth | Other | |
| 1856-60 | $7.5 | $2.4 | $2.3 | $2.8 |
| 1861-65 | 3.7 | .4 | .9 | 2.4 |
| 1866-70 | 4.1 | .9 | .3 | 2.8 |
| 1871-75 | 3.1 | 1.7 | .6 | .7 |
| 1876-80 | 10.0 | 6.1 | 2.6 | 1.2 |
| 1881-85 | 13.0 | 8.0 | 2.9 | 2.1 |
| 1886-90 | 12.4 | 7.4 | 3.2 | 1.6 |
| 1891-95 | 13.3 | 7.7 | 3.0 | 2.5 |
| 1896-1900 | 20.4 | 11.6 | 4.4 | 4.3 |
| 1901-05 | 31.3 | 17.2 | 7.0 | 7.0 |
| 1906-10 | 35.1 | 16.8 | 7.2 | 11.0 |
The irregularity of the export trade, as shown by these figures, has been explained on several grounds, the chief factors being, apparently, the fluctuations in the prosperity and consequently in the buying power of the home market, and the pressure upon the home market exerted by the rapid growth of cotton manufacturing in the South.
The normal position of the United States as an exporter of cotton goods is shown by the following table, which gives the exports of the chief manufacturing countries in the year before the war (the figures for 1915 are also given because they show the changes which had already begun):
| 1913 | 1915 | |
| United Kingdom | $618,000,000 | $418,000,000 |
| Germany | 117,000,000 | 30,100,000 |
| France | 78,000,000 | 60,000,000 |
| Japan | 58,000,000 | 95,800,000 |
| United States | 55,500,000 | 60,200,000 |
| Switzerland | 50,300,000 | 65,800,000 |
| Italy | 47,800,000 | 30,500,000 |
| India | 38,900,000 | 27,300,000 |
| Holland | 30,900,000 | |
| Austria Hungary | 27,800,000 | |
| Belgium | 23,700,000 | |
| Russia | 22,500,000 | [B]19,700,000 |
| Spain | 8,300,000 | 17,400,000 |
| China | 1,400,000 | 2,100,000 |
Thus, despite the very remarkable growth which had taken place between 1910 and 1913, the United States ranked fifth among the nations exporting cotton goods. The reasons for this might be summed up in almost a word. The attractiveness and rapid growth of the home market provided an outlet for practically the whole output of American mills. With high prices prevailing in the home market, the manufacturer was not called upon to exert himself to stimulate sales in regions where competition would inevitably be keen and profits small.
Minor Handicaps to
Trade Development
Supporting this main objection there have been others. Until recently the banking facilities abroad were insufficient to the needs of a greater commerce; and shipping facilities, in pre-war days, were not such as to make regular shipments 39 possible to many foreign markets. Over these conditions manufacturers had not direct control, but there were other matters in which their own short-comings were all too evident. There is little need to list again the familiar complaints, known to every reader of Commerce Reports and the export magazines. Faulty packing and insufficient attention to orders were the most frequent. The former was undoubtedly due to inexperience, and the latter to the tendency of the manufacturer or merchant to consider the foreign market as a place for disposing of a surplus unsalable at home. To this attitude may also be attributed the frequency with which shipments for which orders had been accepted have been delayed or overlooked altogether.
Compress bales awaiting export on a Savannah wharf
The foreign market remained for the American manufacturer a prize so distant and of such questionable value that he was simply not willing to make the effort and spend the money that would be necessary to compete with British, German, French, and other sellers. He would have had to know local customs and tastes, and all the details that he had so arduously acquired a knowledge of for the home market. The time was not ripe.
U. S. Export Trade
As Affected By War
The war served to disarrange the system of cotton cloth distribution of the whole world. It is now a commonplace to say that the United States, by the cutting off of the usual sources of supply, succeeded for the first time in entering in force markets which hitherto had been closed. It would probably be truer to say that foreign buyers, finding it impossible to secure their customary supply from their regular sources, came to the United States and asked American manufacturers to supply their imperative wants.
Just what this meant is found in the statement that while in 1913 our total exports of cotton goods amounted to about 445,000,000 yards, in 1917 the figure was about 690,000,000 yards, an increase of fifty-five per cent. The increase, 40 moreover, has been in the colored cottons, the uncolored cloths showing an actual decrease.
The United Kingdom, during 1917, exported nearly 5,000,000,000 yards of cloth, so there is no immediate prospect that the United States will be a dangerous competitor for that country, except in a few limited lines and in a few markets. The chief gain to the American cotton industry brought by the war was the opportunity it gave merchants to introduce their goods abroad at a time when loss was next to impossible. Operating at an assured profit they were able to learn the markets without the long and discouraging fight which would have been necessary had the competitive power of the other nations been at full force. If, as seems likely, the economic forces which projected the United States so suddenly and dramatically into the world’s markets shall continue to operate, then the future will see a further development of our sales.
Future of Foreign Sales
And Probable Markets
Our best and most permanent markets are probably to be found in such countries as Cuba, Mexico, the Philippines, Central and South America, and, to a certain extent, Canada and Australia, and parts of Asia and Africa. To be sure, competition will have to be met both from European countries and from Japan, whose development in the cotton industry in recent years has been nothing short of phenomenal. She has practically doubled the number of her spindles in the last ten years, and her competition has already been felt, for instance, in China, where American gray goods have been practically eliminated from the market. Other growing markets for Japanese cotton goods are South Africa, Australia, India, and the west coast of South America.
In Cuba and the Philippine Islands, the United States has the advantage of a preferential tariff agreement and excellent shipping facilities. In Canada and Australia our cotton goods are popular but the tariff duties are in favor of Great Britain. In the Dutch East Indies there is at present a good opportunity for getting a foothold in the white goods trade. Argentina has lately been our best market for cotton goods, and as the imports of cotton products into that country amounted to $65,000,000 in 1916, this trade is worth the intensive efforts which are now being made to clinch it.
Future Development
Up to Merchants
On the west coast of South America, as in the Manila market, there are established American trading firms that are doing extensive development work and their efforts have produced favorable results. In the other Latin-American markets there are practically no local American firms and in none of them have the possibilities of the trade been more than touched.
The general opinion seems to be that if the United States is to keep what she has gained by the war in the cotton goods trade the same care and aggressiveness will have to be shown in the foreign as in the domestic trade. England’s position today as the foremost exporter of cotton manufactures is the result of careful study of foreign markets and their requirements, of catering to the tastes of the people, of aggressive advertising, of competent foreign salesmen, of reliability in filling orders, of good packing, and of more or less liberal credit terms. Manufacturers in the United States will have to follow the same procedure if this country is to keep her present position in international trade.
EARLY in the spring, the farm hands begin the work of getting the seed beds ready. Upland fields have to be terraced, ditched, and drained by an elaborate process before the work is well begun. Plowing and sub-soiling are the least of the planter’s worries. He must often chop last year’s stalks with a disc harrow or with a stalk cutter. The spike tooth or the disc harrow must work again after the plowing is finished. It is customary to plant cotton in a slightly raised bed, in order that thinning may be more easily done, and that the soil may be more quickly warmed. Much planting is still done by hand, one man dropping the seeds in the long straight furrow and another following close behind him with a hoe, covering them up; but of late years the one-horse planter and the two-horse combined lister and planter have come into vogue, and, now that the tractor is both cheap and serviceable, it is possible to plant two or more rows at a time.
The Long Season of
Intensive Cultivation
When the tiny seedlings first appear above the fragrant mellow soil, the planter’s work is well begun, but it is only begun, for then comes the season of cultivating and thinning out. As soon as there are two or three inches of growth, the first cultivation takes place. How many times the field is cultivated depends on the planter, the nature of the soil, the availability of labor and other factors. But the general rule is, the more cultivations, the more cotton. The first cultivation scrapes away the soil from the plants, leaving them on a small ridge, where the thinning-out process can easily be done with a hoe. The stalks are left from fifteen to twenty inches apart in the hill, the rows being usually about three and a half feet apart. The next cultivation, usually with a sweep, pushes the soil back against the plants. Then begins the farmer’s fight against the weeds, each of which seems sturdier and harder to eradicate than its predecessor. Usually cultivation must take place about every three weeks.
In June, on the average, the bell-shaped blossoms appear. On the first day they are cream colored or white; on the second day, they change to a beautiful wild-rose pink, deepening toward evening to a deeper magenta or carnation. On the third day they fade completely, and the development of the boll begins.
The Many Enemies
of the Growing Boll
Of the plants upon which humanity depends, the various species of the genus Gossypium have probably more enemies, and more relentless enemies, than any other. Besides army worms, cut worms, locusts, green flies, leaf bugs, blister mites, and several others, nature has produced and rendered extremely prolific and hardy, these two particular pests, the boll weevil and the boll worm. It is said that the collective attacks of all the insects which feed upon cotton cost the country in the neighborhood of $60,000,000 every year at pre-war prices. The little gray beetle that the world knows as 42 the cotton boll weevil is responsible for most of this. The mother weevil lays her eggs in the bud. As the grubs from the eggs develop, the bud drops. If a weevil arrives on the scene after the bolls have begun to form, she lays her eggs in those with a fine indifference. These bolls will not drop, but the grubs ruin the cotton they contain. There have been numerous investigations and experiments made to develop a variety of cotton impervious to the weevil’s attacks, as well as to find another insect willing to meet him in combat and overcome him. Guatamalan cotton is said to be immune and efforts are being made to transplant it to the United States. A small ant-like creature called a "kelep" has also been found, which attacks, kills and devours the weevil, but, unfortunately, the kelep prefers a warmer clime, and pines away and dies in even the mild winters of the cotton belt. The boll worm is very similar to the corn worm with which all housewives are familiar, and indeed corn is its favorite diet. But cotton will do in a pinch, and, next to the weevil, he ruins more cotton than any other pest. The boll weevil cost the country about $25,000,000 yearly, pre-war prices, and the boll worm about $12,500,000 yearly, enough to justify an even greater expenditure for investigation and eradication than has yet been made.
Despite the ravage of insects and diseases, when a well-tended field of cotton is ripening, one would think from the number of bolls per plant, that the owner’s fortune was surely made. Unfortunately, the plants shed bolls as well as buds and flowers, in great numbers. It has frequently been noted that even well-fertilized plants upon good, carefully cultivated soil, will mature only fifteen to twenty per cent. of the bolls produced.
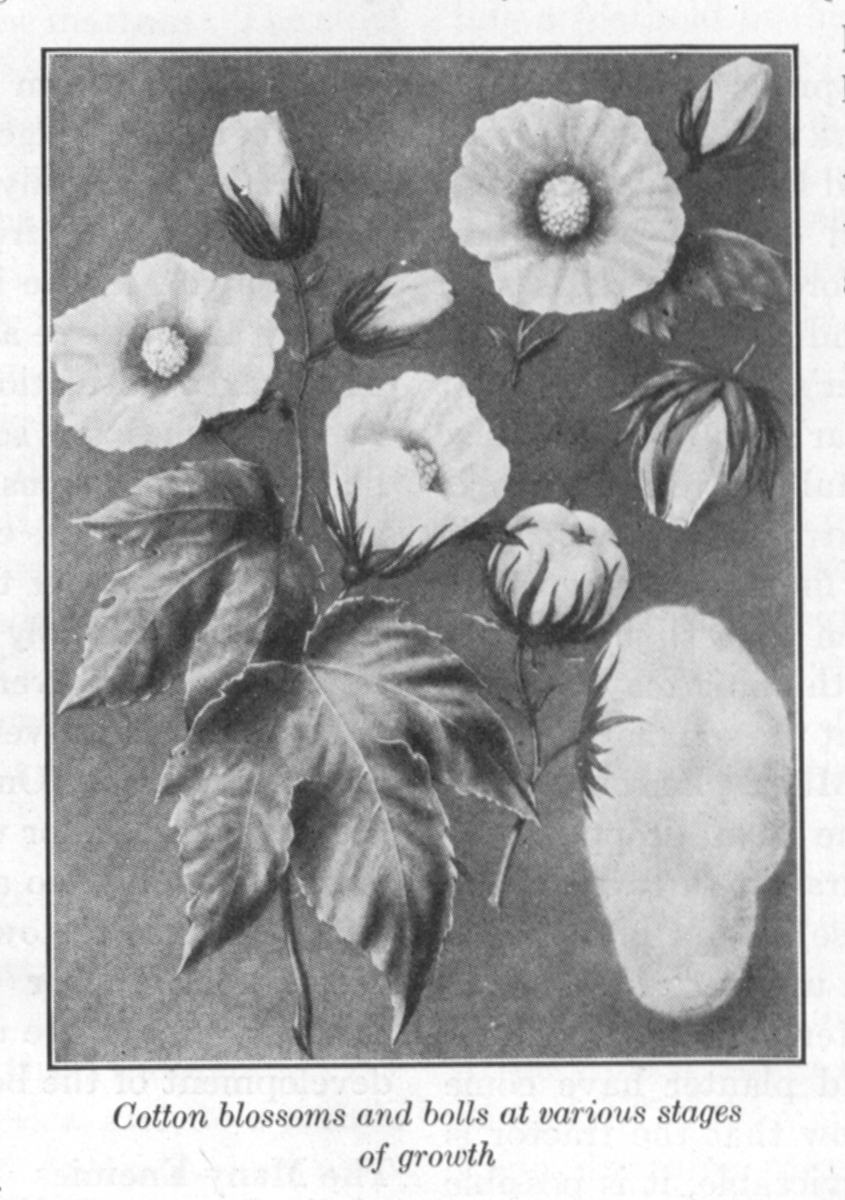
Cotton blossoms and bolls at various stages of growth
The planter will tell you that he would be willing to stand the boll weevil, the dropped bolls, the extra cultivations, and all the remainder of it, if he could only be sure that cotton which did mature would be picked when it should be picked, and picked with rapidity and care. Picking is the most laborious, as it is the most picturesque operation on the plantation. Many types of machine pickers have been introduced, but there are few planters who will admit that any of them suits his particular needs. Now, as a hundred years ago, the picking is done by hand. It is a simple operation, so simple that children ten years old can do it, and women excel in it. But the best pickers rarely average more than a hundred pounds a day, and most of them pull much less. Careless work plays its part, too, for cotton is easily dropped from the boll and soiled or lost altogether. Leaves and twigs as well as the shell of the boll frequently cling to the fiber, and are picked with it, and all these things tend to dirty and discolor it, and lessen its marketability. It 43 requires about three pounds of cotton with the seed in it, as picked, to produce one pound of ginned or lint cotton.
There were in the United States, in 1917, a total of 24,272 ginneries, of which 3,921 were idle. Each active gin produced an average of 526 bales running bales of cotton. The number of gins shows a tendency to decrease every year, not rapidly, but surely, and this despite the opposite tendency of the crop. The Whitney gin of the old days has been improved beyond the dreams of its inventor. He boasted that one man could do as much with his machine as ten men without it. Today’s gin averages about five bales a day—a quantity which the negro of old would find difficult to turn out in a year.
To the gin then, which is located either on the plantation or in the immediate neighborhood, the mule drawn wagons, driven by negroes as a rule, bring their loads of cotton.
Gin bale and compress bale showing reduced bulk of latter
As the downy lint, pulled from the tenacious seeds, rolls into the receiving bin of the gin, the huge compressors are put to work. The coarse jute bagging is on hand, and the steel straps spread out. 44 The gin balers as a rule turn out a bale measuring approximately 28 by 56 by 42 inches, and weighing approximately 500 pounds including twenty pounds of bagging and straps. The cotton, in being separated from its seeds, has lost about two-thirds of its weight. But the first process in the long series that manufacturing entails has been completed, and the cotton is ready to begin its long journey to the mill. It is usually carted to the nearest railroad station, and from there shipped to the compressing point.
The small farmer almost always gets his money for the cotton as it leaves the gin. His interest in it, therefore, is ended when the buyer there pays him the current price. The cotton is a market commodity from that time forth.
The compress is a large and powerful hydraulic press, whose function is to force the loosely packed gin bale into a density that will make its handling by the railroads, ships, and warehouses more easy and economical. The compresses are frequently owned by the railroads.
Gin Bales and
Compress Bales
Before being compressed, the bales are sorted according to grade, and are then compressed into a smaller sized bale, measuring approximately 28 by 56 by 18 inches, with a density of from twenty-eight to thirty pounds a square foot. It is this bale which is handled from that time forth, whether it be for export, for consumption in Northern or Southern mills, or whether, as sometimes happens, it is shipped from place to place as market conditions change, and the price offered makes reshipment profitable.
Movement for
Improving the Bale
It is encouraging to note that the war brought about, under Government auspices, a very definite movement for the improvement of the bale. The proposal demands the installation of high pressure baling machines at the gin, capable of producing a bale with a density of thirty-five pounds a cubic foot. The trading unit in cotton is one hundred bales, and such a compression would mean that one hundred bales could be loaded into a single freight car, and shipped directly to the export point or warehouse. The present practice requires three cars to carry the ginnery bales to the compressor, and two cars to carry the compressed bales to the port, warehouse, or mill. The saving in freight and handling is obvious. It needs only a glance at the photograph of the two bales side by side to see the possible saving in waste and "city crop," or tare. The obstacles in the way of such an improvement are those which face any revolutionary change in commercial methods. Established practice, invested capital, and the natural conservatism of human nature militate against quick improvement.
THE manufacture of cotton cloth may be divided into five departments:
| 1. |
Preparatory processes: Opening, carding, combing, and drawing. |
| 2. | Spinning. |
| 3. |
Spooling, warping, sizing, slashing, entering or drawing-in. |
| 4. | Weaving. |
| 5. |
Converting and finishing, including bleaching, mercerizing, dying, printing, and finishing. |
Before the cotton fiber can be spun into the yarn from which the cloth is woven, the bales must be broken open, the impurities removed, and the fibers arranged so that they are parallel and contain no bunches or tangles. Care in these processes has become more and more necessary and important as the demand for a higher quality of cloth, possessing greater strength and evenness, has been developed. Hence, some of the most elaborate, complex, and admirable machinery in the mill is that devoted to these preparatory processes. The principle involved is always that of thoroughly cleaning the material, then opening it so that every fiber shall be thoroughly separated from its fellows, and then straightening out the fibers, no matter what types of machines may be used.
Conveying Fiber
By Air Blast
The heavy laps of cotton are first thrown directly from the bale into the breaker, and the cotton is then usually blown through large pipes from the room in which the bales are broken to the room in which the openers are located.
The functions of the opener are two. The first is to clean from the cotton the dirt and bits of leaf, pod, and foreign substances, which may have clung to the fiber as it passed through the gin back on the plantation. The second is to roll the cotton into a more or less regular "lap," as it is called.
The Energetic
Opener At Work
As the cotton goes into the opener (see diagram on following page), dusty and dirty, it is seized by strong teeth fastened upon a large cylinder (A), revolving rapidly, and is flung by centrifugal force against an iron grid (B) time after time. Sometimes there is a strong current of air blowing through the tangled mass, helping to loosen the particles. The dirt comes out through the grid and is carried away, while the lint itself, after being carried around an indefinite number of times, gradually works its way along a channel, and finally out between two large rollers (C), which compress it once more, so that it is, in effect, a sheet of batting. This sheet, or lap, is rolled up in a large roll (G), which may be two or three feet in diameter, and is then ready for the first doubling or blending process. In mills where strength and evenness of yarn are at a premium, the sheets from three or four laps may be fed through another opener, usually called a "scutcher," which breaks them all apart again, mixes up the fibers, cleans out more of the dirt, and produces a more even lap.
The cotton, as it comes from the opener and the scutcher, is much cleaner and 46 more attractive. It begins to look like the riches it contains.
Cross-section diagram of opener
To convey the heavy opener-lap from the opener to the carding room, the more modern mills are doing away rapidly with hand-power, and carry the lap on a sort of travelling mono-rail conveyor.
The fibers of the lap which comes from the opening room are by no means parallel, but lie in all directions just as they happened to come from the grid of the opener. The function of the card is to straighten them, and at the same time to remove those which are knotted or immature and of a length below that required for the yarn to be spun, and to take out practically all of the impurities which may have escaped in the opening operations.
The principle of carding is one of the oldest of textile mechanical principles, and all the improvements that have been made have been in developments rather than in basic ideas. Hargreaves, inventor of the jenny, and Sir Richard Arkwright both expended their ingenuity upon it, the latter seeming to have been the first to provide a carding machine operated by other than hand-power. The basic principle involved is the straightening out of the fibers by combing or brushing them with wire brushes or cards.
"Scutchers" at work
In the revolving flat card, which dominates the field today, there are, as a rule, three principal cylinders. The lap passes first under the smallest of the three, called the taker-in, which is covered with very fine saw-teeth all in one long strip of steel, wound and fixed spirally in the surface of the cylinder. The taker-in receives the cotton from a feed-roller (C) that turns above a smooth iron plate (D) called the feed plate. The saw-teeth comb the fibers which are imbedded, so to speak, in the lap, and deliver the loose ones to the second cylinder, which is the largest of the group. This main cylinder is covered with wire teeth all bent at exactly the same angle. The cotton clings to them, and is carried around to the top 47 of the cylinder, where it is engaged by teeth on the revolving-flat card which are bent in the opposite direction. This "card-clothing" arranged in strip, crosswise on a travelling lattice, moves in the same direction as the cylinder but moves very slowly, and so the fibers are carded between the two sets of wire points, the short and immature fibers remaining on the card wires of the lattice and the perfect and now almost entirely parallel ones being carried over from the main cylinder to the doffer cylinder, the third of the trio. From this they are removed by an oscillating comb (F), coming off in a light, fleecy lap, which is condensed through a funnel into a soft untwisted roping, or sliver, about the diameter of a man’s thumb, and is then coiled into a can, usually about 45 inches high by 8 inches diameter.
View of Modern Motor-Driven Opener Picker
The conveying of the sliver (pronounced with a long or short i) into the can is in itself an exceedingly ingenious operation, although a very simple one. The device is attached directly to the card, and is called a coiler. The sliver passes into it from the funnel. The hole from which the sliver emerges is off the center of a steel plate which revolves slowly, so that the sliver, as it comes out, has an eccentric motion which causes it to fall into the can in regular coils. Tangling is thus prevented, and ease of handling secured.
Combing Necessary in
Spinning Fine "Counts"
Combing is necessary in the preparation of cotton for the spinning of fine "counts" or coarser yarns where great smoothness and regularity are desired. They are now quite extensively used in the United States, and it is significant of the trend of the industry here that the number is rapidly growing. The first cotton comber was invented by a Frenchman of Alsace named Heilmann. The patent was issued in 1845. Now there are on the market other machines, both English and American, similar in principle but improved in many ways.
The first of these preliminary processes is that which is done by the sliver-lapper. The slivers from 14 to 20 cans are drawn along side-by-side, passing between three pairs of drawing rollers which will be described later. From the drawing rollers the slivers now reduced in size, pass between two pairs of calendar rollers from which they emerge, not as a sliver, of course, but once more as a lap about a foot wide. These laps are usually passed to a ribbon lapper, where six of them are placed end-to-end, and unrolled simultaneously, passed between four pairs of drawing rollers, and then superimposed, one upon the other, and, calendered once more, issued as a lap a little less than a foot wide. This process may be repeated as many times as the quality of the yarn desired may require, for each drawing process served to straighten the fibers and so to render the thread more even and capable of finer spinning.
Combing is exactly what its name implies. The lap is actually raked by a fine-tooth comb with needle-like teeth of steel ranging from 16 to 90 per inch. This involves breaking the lap again and the intricacy of the comber rests in the mechanism which it employs for joining the separated ends.
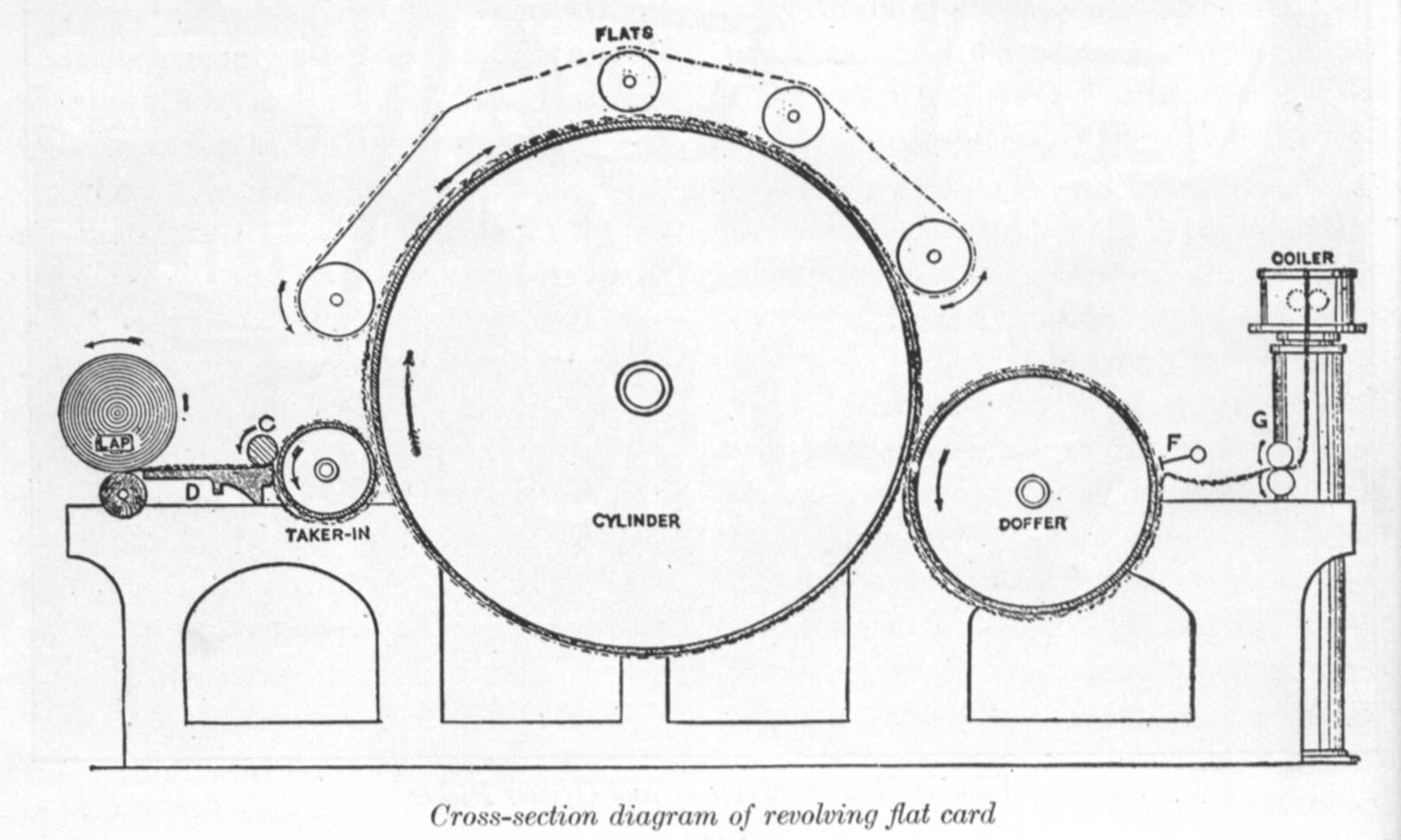
Cross-section diagram of revolving flat card
Six or eight laps go through the machine at once, and the product is combined, condensed, formed into a continuous sliver, and deposited once more into cans. The process is not a fast one at best, and the chief contribution of American inventors is in the direction of speed. Each nip combs only 4/16 to 4/10 of an inch of fiber. 49 The Heilman machine made about 85 or 90 nips per minute. The American improvement makes 130 to 135. The width of the lap in the American machine is likewise increased, and the saving in labor, therefore, is considerable. English improvements have been in the same direction, the resultant saving being almost as great.
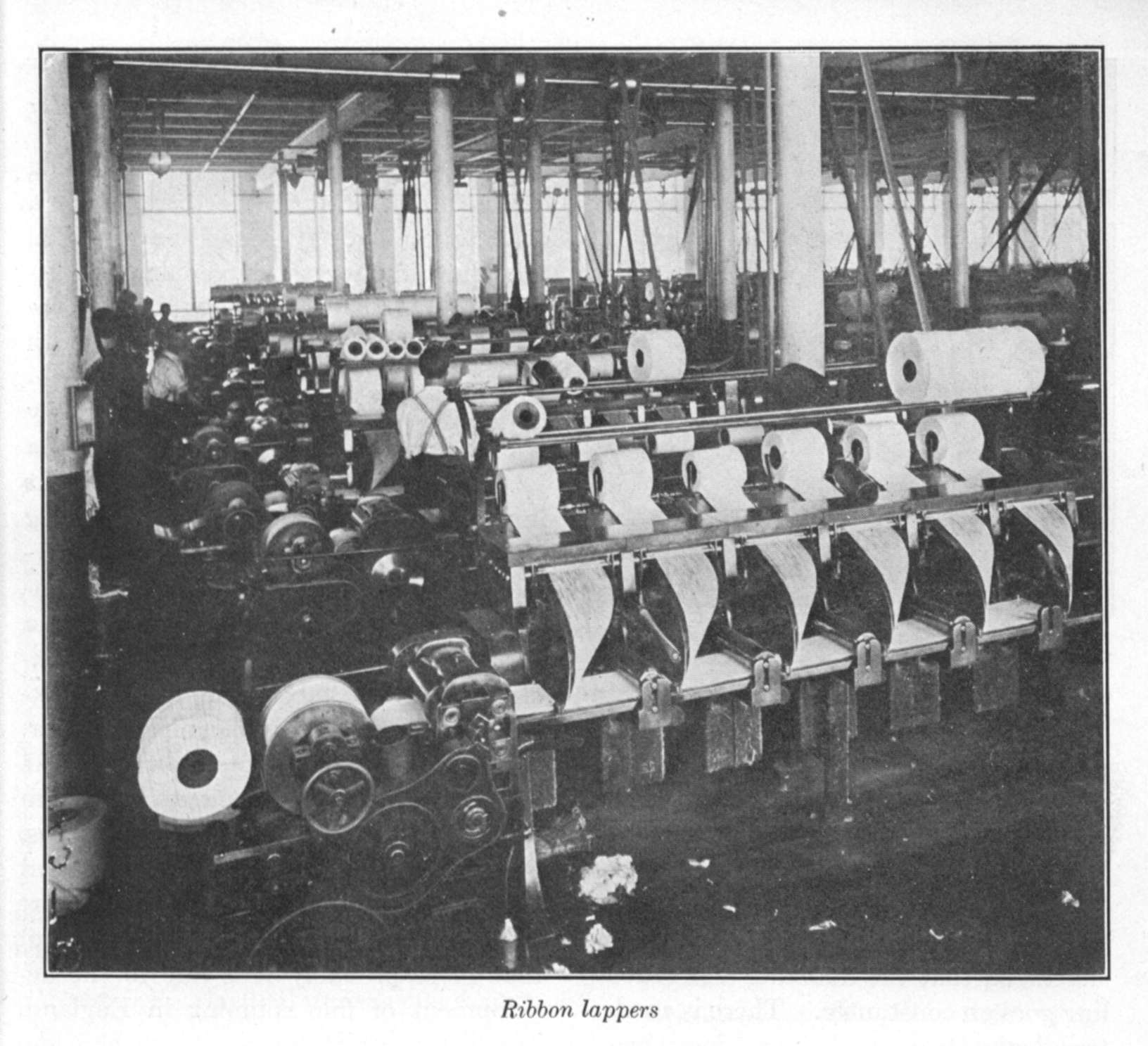
Ribbon lappers
Though many of the processes already described might be called drawing, in a sense, insomuch as they involve a continual lengthening and straightening of the lap or sliver, yet drawing in the strictest sense has not yet begun. It may be done only once, for coarse and cheap yarn, or it may be repeated a half dozen or more times to produce the finer and more expensive products. The frame for each repetition is slightly different, but several types may be isolated. They are, in the order of their use, the drawing frame, the fly frame, or slubber, the intermediate frame, and the roving and jack frames.
For fine counts the slivers from the comber, and for other grades that which comes directly from the card, are taken, then to the drawing frame. The slivers from the cans, six or eight in number, are fed through one aperture, and pass, thus combined, between several (usually four) pairs of rollers, so arranged that each succeeding pair revolves at a more rapid rate than that which preceded it. The last pair in the series revolve probably six or eight times as fast as the first pair. This combination of rollers pulls constantly on the more or less irregular slivers, rendering 50 them always more nearly uniform in diameter and density, the thickness of one of the entering slivers serving to counterbalance the thinness of the other. The drawing frame consists usually of four or five "heads," and the sliver, after it passes through one of these "heads," is put through a second one, along with other slivers, so that the doubling and redoubling goes on constantly. There is an electric device to stop the machine when a sliver breaks, either at the back or the front of the frame.
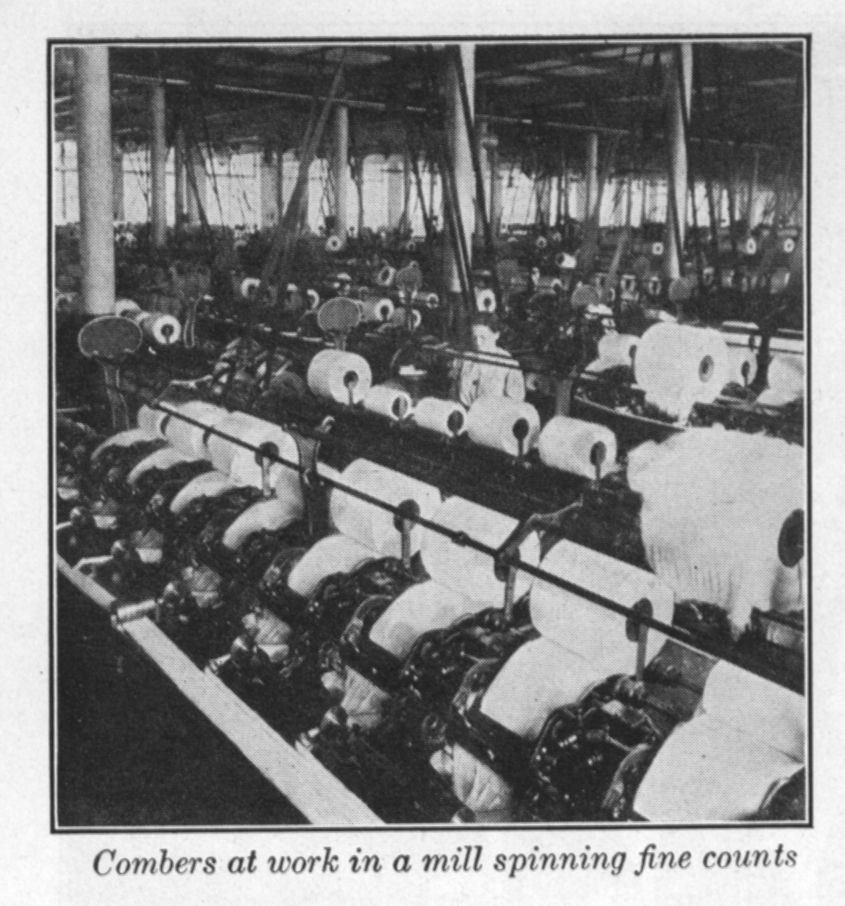
Combers at work in a mill spinning fine counts
From the last head of the drawing frame, the sliver passes to the fly frame or slubber, which not only continues the drawing and doubling, usually between three pairs of rollers, but through the aid of a device which gives the sliver a slight twist and winds it, for the first time, upon a spindle. This device is known as the flyer, and is, roughly, a U-shaped piece of metal, which, revolving, inverted, over the spindle, gives the thread a slight lateral twist as it coils upon the spindle. The latter also revolves, but with a diminishing motion so that the amount of twist may be kept uniform as the diameter of the coil upon the spindle increases. The sliver, now being twisted, is called a sliver no longer, but the slubbing.
The slubbing is passed between the rollers in pairs, the emerging product being less in diameter than the diameter of a single slubbing. The machine combines the fourfold process of combination, attenuation, twisting and winding. There are more spindles upon this frame than upon the slubber.
The last drawing frame, except for very fine yarns spun from Egyptian or Sea Island staples, is the roving frame, similar in principle to the last two but containing still more spindles. It receives the rovings from the intermediate frame, combines two of them into one, twists them a little more, and winds them upon the spindle tubes. The Jack frame is similar except that its product is finer and smoother.
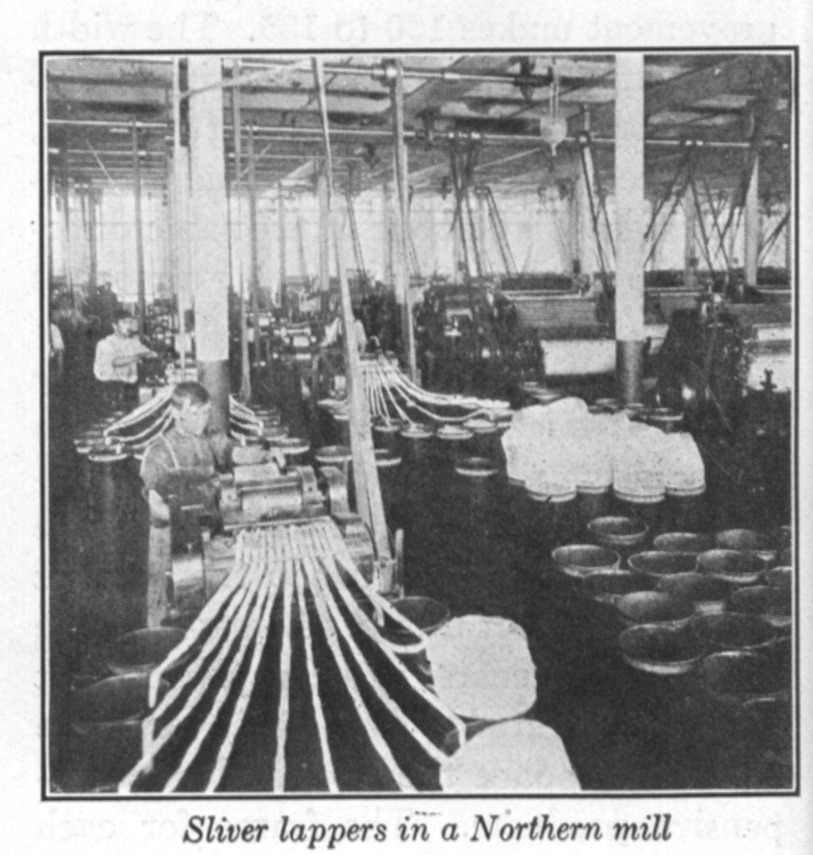
Sliver lappers in a Northern mill
It is interesting to note, however, that the majority of improvements have been the fruit of the brains, not of Americans, but of Englishmen. Copeland points out that this may be due to the English desire to save in the consumption of cotton, but that more probably it is due to the development of fine spinning in England, in which most of the machines here described are chiefly valuable; and he ventures the prediction that now that American 51 mills have definitely gone in for the finer counts, it may be expected that engineers here will apply themselves to the improvement of this machinery.
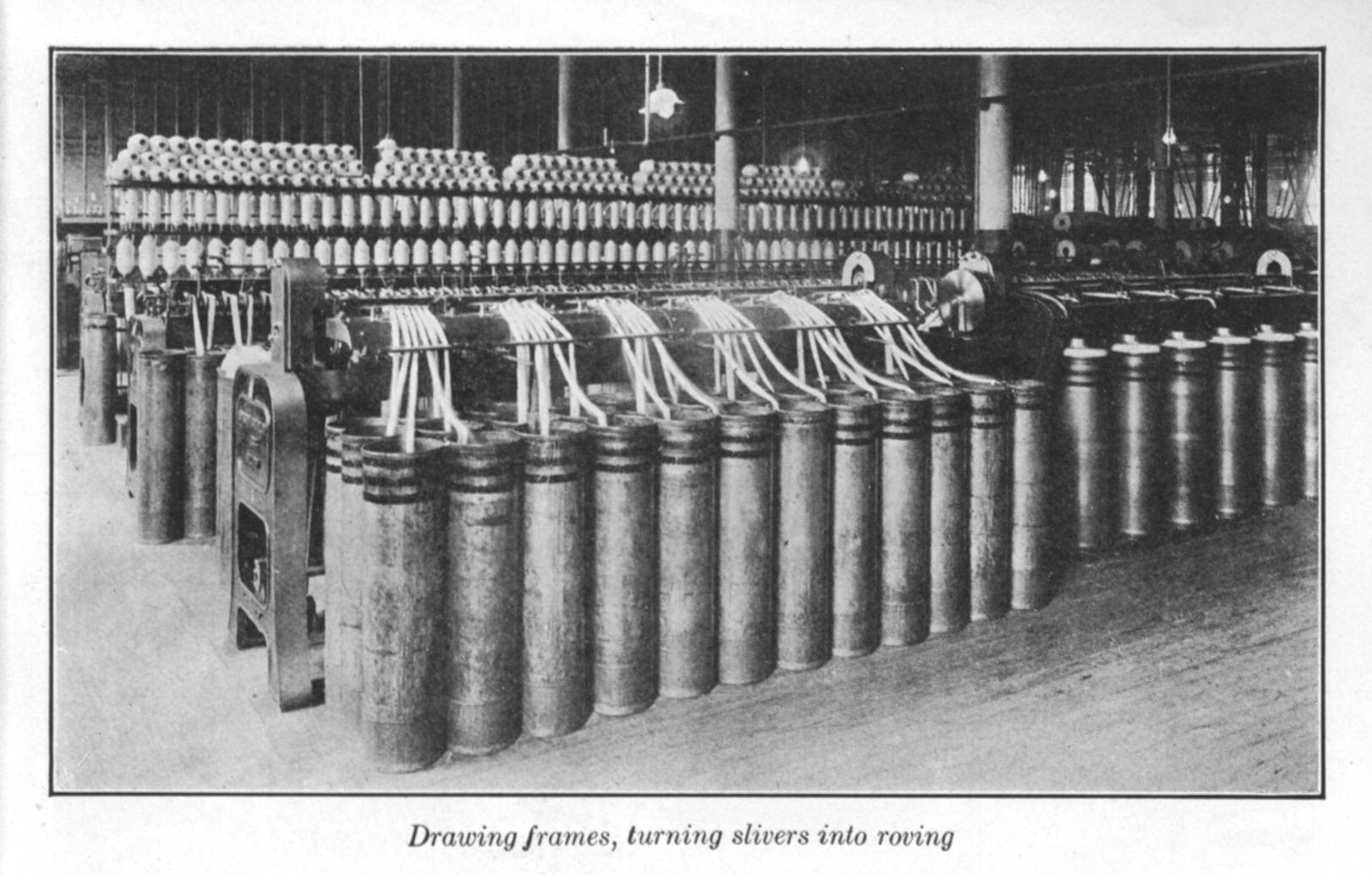
Drawing frames, turning slivers into roving
The "Mule" Versus
the Ring Spindle
Spinning is the final process which turns the cotton into firm, coherent yarn, sufficiently twisted, and ready for the loom. The twist given to the thread by the previous machines has been only enough to make the fibers hold together. They are still comparatively loose and fluffy, and their tensile strength is slight.
There are, in general, two types of spinning machines. The first, the mule, an English product. The second, radically different, is entirely American. It was invented in 1828 by James Thorpe, and immediately found some favor, but it was not until the Civil War that it was received on equal terms with the mule. Today, however, it dominates in the United States, the comparative figures in 1917 being: ring spindles 30,264,074; mule spindles 3,634,761. The disparity is growing greater every year, and the use of the ring is firmly established in other countries as well. The figures for 1907 were:
| Mule | Ring | |
| England (1909) | 39,800,000 | 7,900,000 |
| Germany | 5,740,000 | 3,722,000 |
| France | 4,122,000 | 2,481,000 |
| Austria | 2,307,000 | 1,277,000 |
| Italy | 1,015,000 | 1,852,000 |
| Russia | 1,031,000 | 1,320,000 |
The mule, by reason of the great size to which it has been developed, and the impressiveness of its large, rhythmic motion, is one of the most formidable of all cotton machines, as indeed it is one of the most complex. It received its name from the fact that, performing two principal functions—drawing and spinning—it was regarded as a hybrid, just as the mule is a hybrid cross between the horse and the donkey.
In the mule (see diagram on page 53), which is a long and wide machine, carrying sometimes, in new models, as many as 1,300 spindles, the drawing and twisting are not continuous but consecutive. The rovings (B) are held on a creel (A) at the back of the machine, usually in three or 52 four tiers, or on long beams or spools. They pass from the creel, or spools, between three pairs of drawing rollers (C.) Coming out of the rollers, they are fed to the spindles on the carriage which backs away from the creel and recedes somewhat faster than the rovings are unwound. This receding is the essential motion of the mule, for thus the cotton receives its final drawing. The spindles, meanwhile, are revolving rapidly, spinning the yarn. The twist goes first to the thin places where the least resistance is offered. Then, as the carriage carrying the whirling spindles continues to back away, the thicker parts of the thread, being comparatively untwisted are pulled down to the average diameter and are twisted in turn. The carriage usually runs back about sixty-three inches. At the termination of its run, or stretch, the spindles increase their speed until the twisting is completed and the carriage starts on its return trip. This reverses the spindles, and the thread which has been wound upon them is unwound, the slack being taken up by one guide wire (D) while the other guides the thread to the winding point, and winds it up in the opposite direction on the cone-shaped cops on the spindles. The rollers do not feed out more roving as the carriage returns. Hence, there is no slack when the round trip is completed.
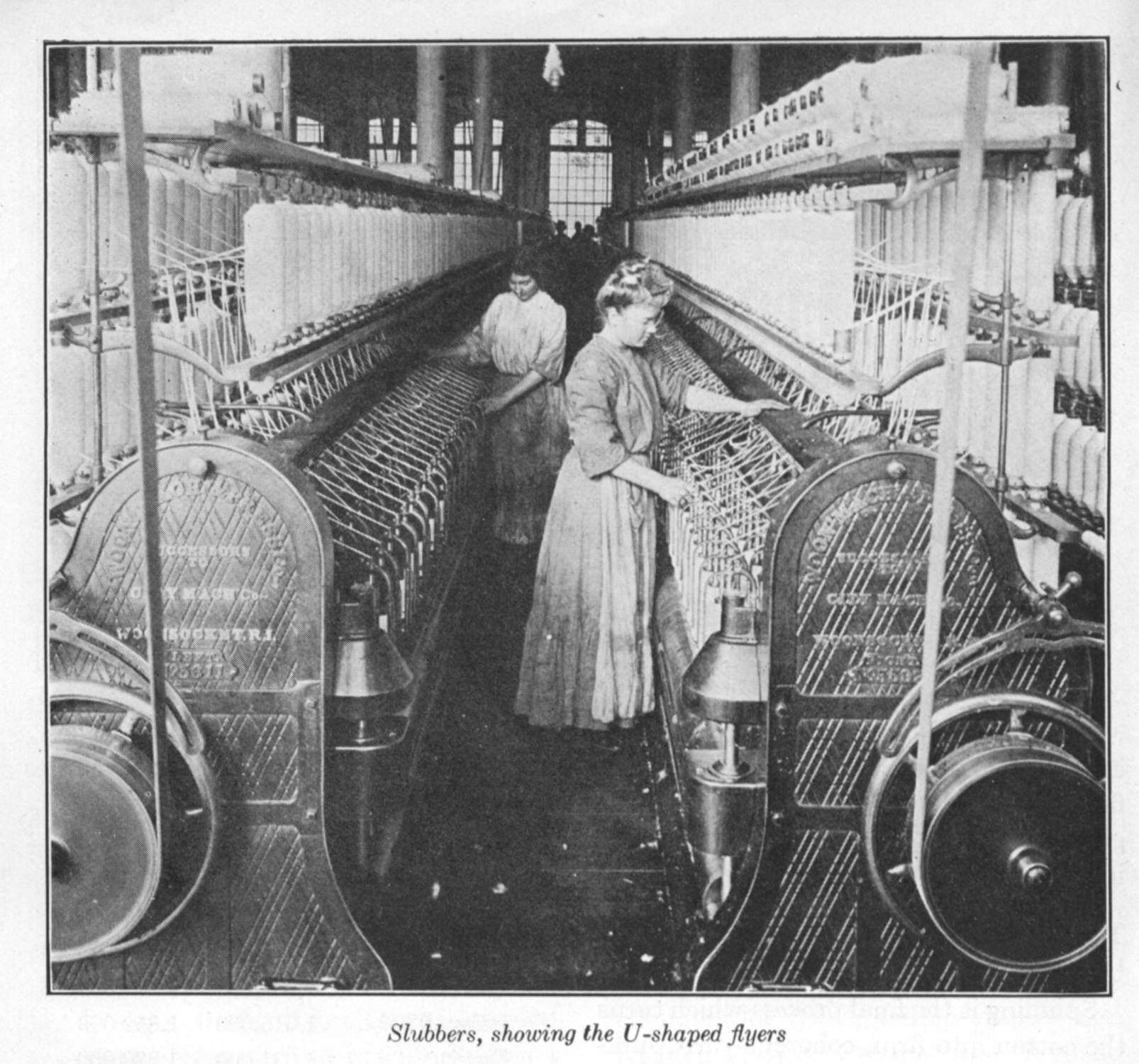
Slubbers, showing the U-shaped flyers
Except for the use of drawing rollers, there is little similarity between the mule and the ring frame. The latter has no movable carriage, none of the splendid sweep of motion that makes the mule so 53 fascinating to watch. The ring-frame is simple and business-like, and its speed is amazing. The bobbins holding the roving are placed directly over the spindles. Around each of the latter is a steel ring. There are at least 112 spindles on each machine, and all the machine rings for the spindles are fixed in a single frame. The upper edge of the ring is flanged, like a miniature railroad track, and snapped over the flange is a small but important C-shaped steel ring, called the traveler.
How Thread is Spun
on the Ring Spindle
When the machine is in operation (See diagram on page 56) each roving (H) leaving its bobbin, runs through the usual drawing rollers (G) then through a guiding wire to the ring, where it is passed through its traveler (B) which is always at the winding point on the spindle. As the spindle and the rollers revolve, the roving is fed out at a considerably slower rate than the spindle takes it up, so that there is always a tension on the thread. The whirling spindle thus pulls on the traveler, drawing it round and round on its flanged track (A). It revolves just a little more slowly than the spindle and thus the yarn receives its twist. Meanwhile, the frame (C) on which the rings are fixed moves slowly up and down, so that the winding is properly regulated.
It is possible to operate the spindles at a remarkable speed. So perfect are the bearings which have been evolved that the average speed is ten thousand revolutions a minute, and on fine yarns it is sometimes 12,000 to 13,000 revolutions. The speed is limited by only two factors: the first is the ability of the operator to make splicings when threads break, and the second is the tendency of the traveler to fly off when the speed is too high. The number of travelers consumed is high at best, and in a mill which has long been in operation the floor in the front of the frame is likely to be paved with the little steel rings which have fallen and been ground into the planks by the heels of the worker.
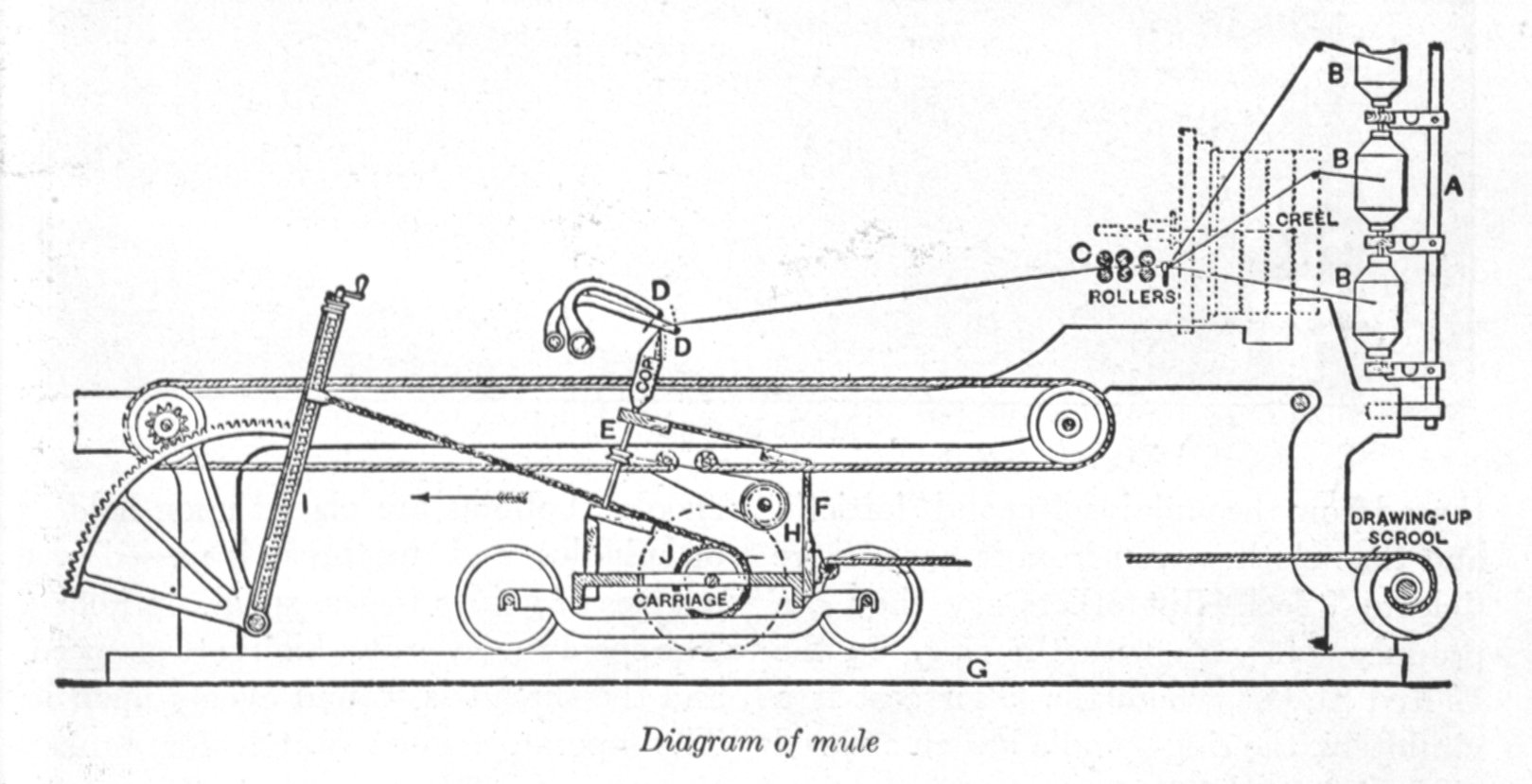
Diagram of mule
The battle between the advocates of the ring frame and those who favor the mule is still on. For the American spinner the ring has undoubtedly many advantages. Because it spins continuously, and not intermittently, it turns out about a third more yarn per operator. It is usually admitted, however, that the thread from the mule is more even in diameter. Advocates of the mule say, moreover, that the 54 thread from the mule is softer and "loftier", and that cloth woven from it has a more "clothy" feel. But others say they can produce soft yarn with the ring. In the United States, where the labor cost is a vital item, the ring-spindle has an assured place.
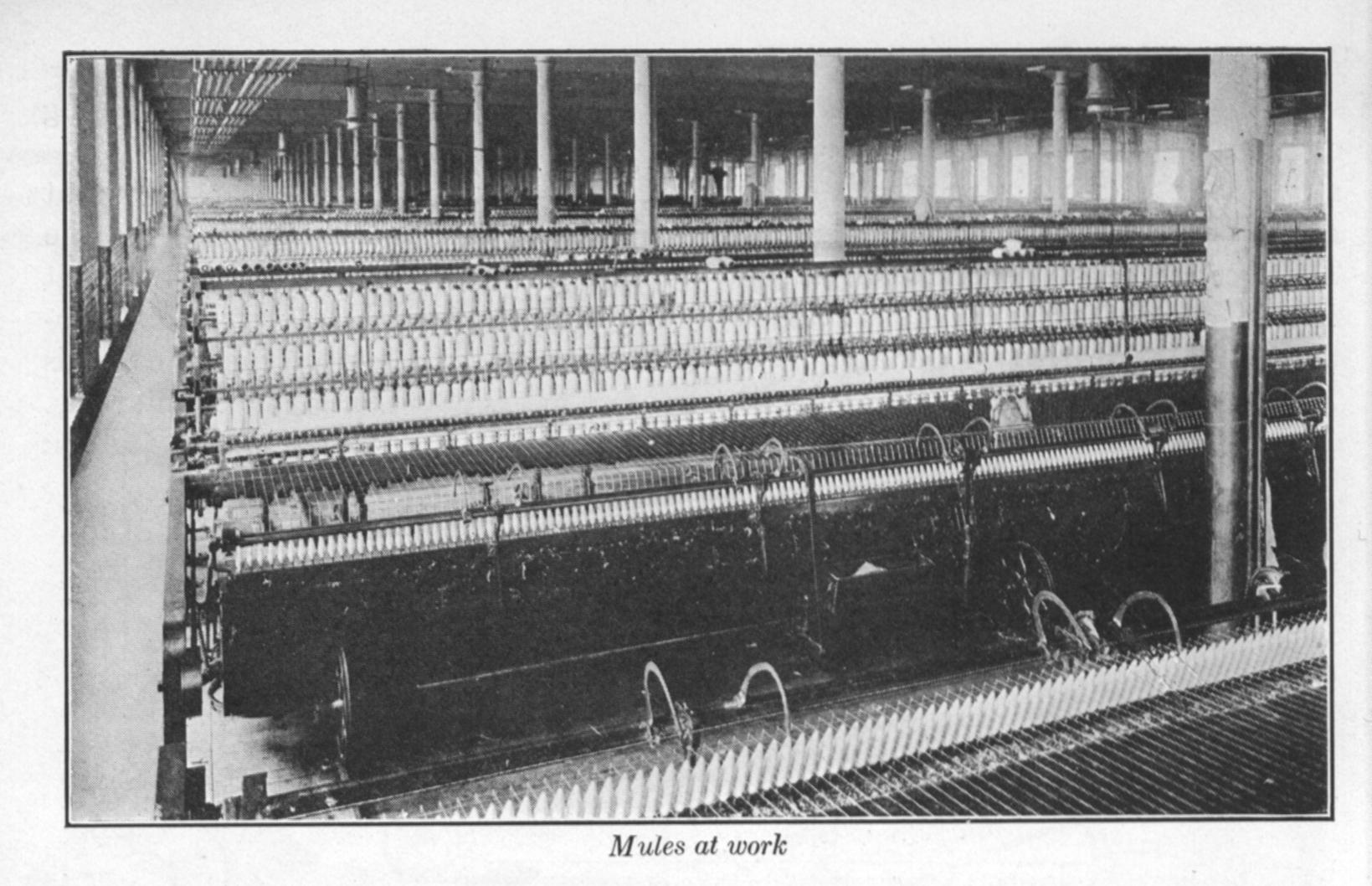
Mules at work
The yarn is now a finished product. It may be sold by the spinner to the weaver or it may be woven in the mill in which it is spun. Before it is ready for the loom, however, there are a number of operations which must be completed.
The yarn from the ring frame, or mule, is wound in a large cop, or on a bobbin. It must be put upon spools before it can be warped. The spooler is a simple machine, but one that requires constant attendance. In the spooler, bobbins are placed upon holders or spindles, and the thread is passed over a series of guides to the spool, up above. The spool revolves at a high rate of speed, and the thread is wound evenly upon it. The operator must watch for broken threads, retie them, replace the empty bobbins by full ones and see that the empty ones are gathered up uninjured. She—the operator is usually a girl or woman—must be alert and active, and especially nimble fingered.
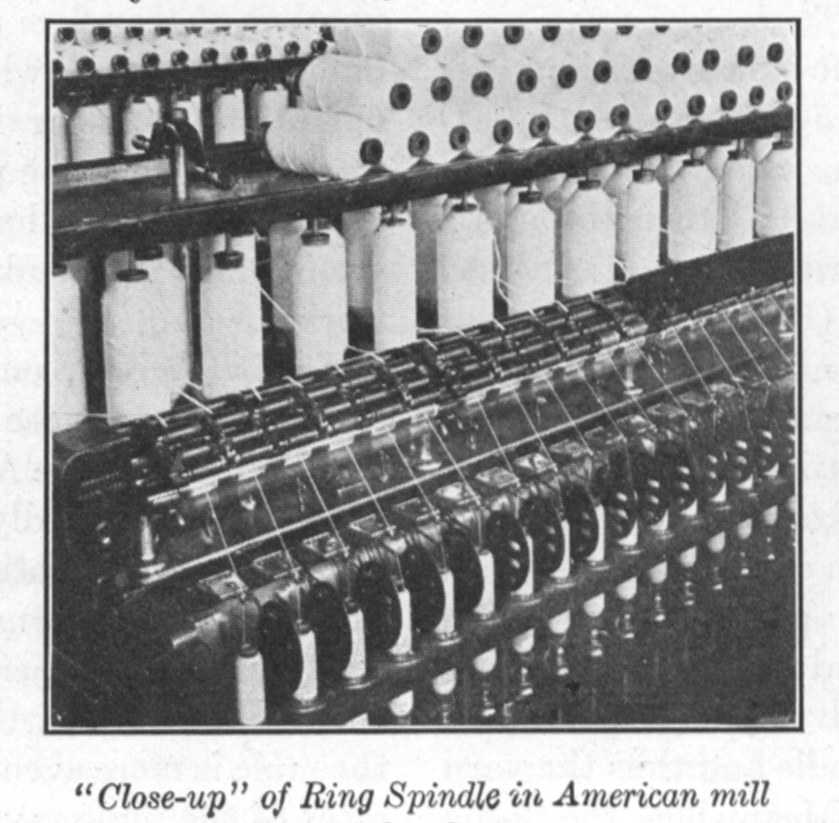
"Close-up" of Ring Spindle in American mill
One of the most important inventions, one that was received with acclaim by the American manufacturer, and one which actually reduced his labor cost on spooling no less than ten per cent. at one clip, is a tiny little thing that is held in the palm of the 55 hand. This is the Barber knotter. When a thread breaks, the attendant places the two ends together in the machine and by the mere pressure of her thumb ties the knot much better than she could do it without the knotter. The economies which it effects extend beyond the mere spooling, for better knots mean fewer breaks in the warping process, and a better cloth at the end of weaving.
The spools from the spooler are placed on a large frame, called a creel. The creels have an average capacity of about 600 spools, and there are usually 16 to 20 in one tier. The threads from the spools are drawn between the dents of an adjustable reed, then under and over a series of rollers. From here they are led down to the beam, upon which they are wound. The revolving of the beam unwinds the yarn from the spools and winds it regularly and evenly upon the beam itself. There is a device for measuring the length of the warp wound, and stop motions for arresting the operation should a thread break or other accident occur.
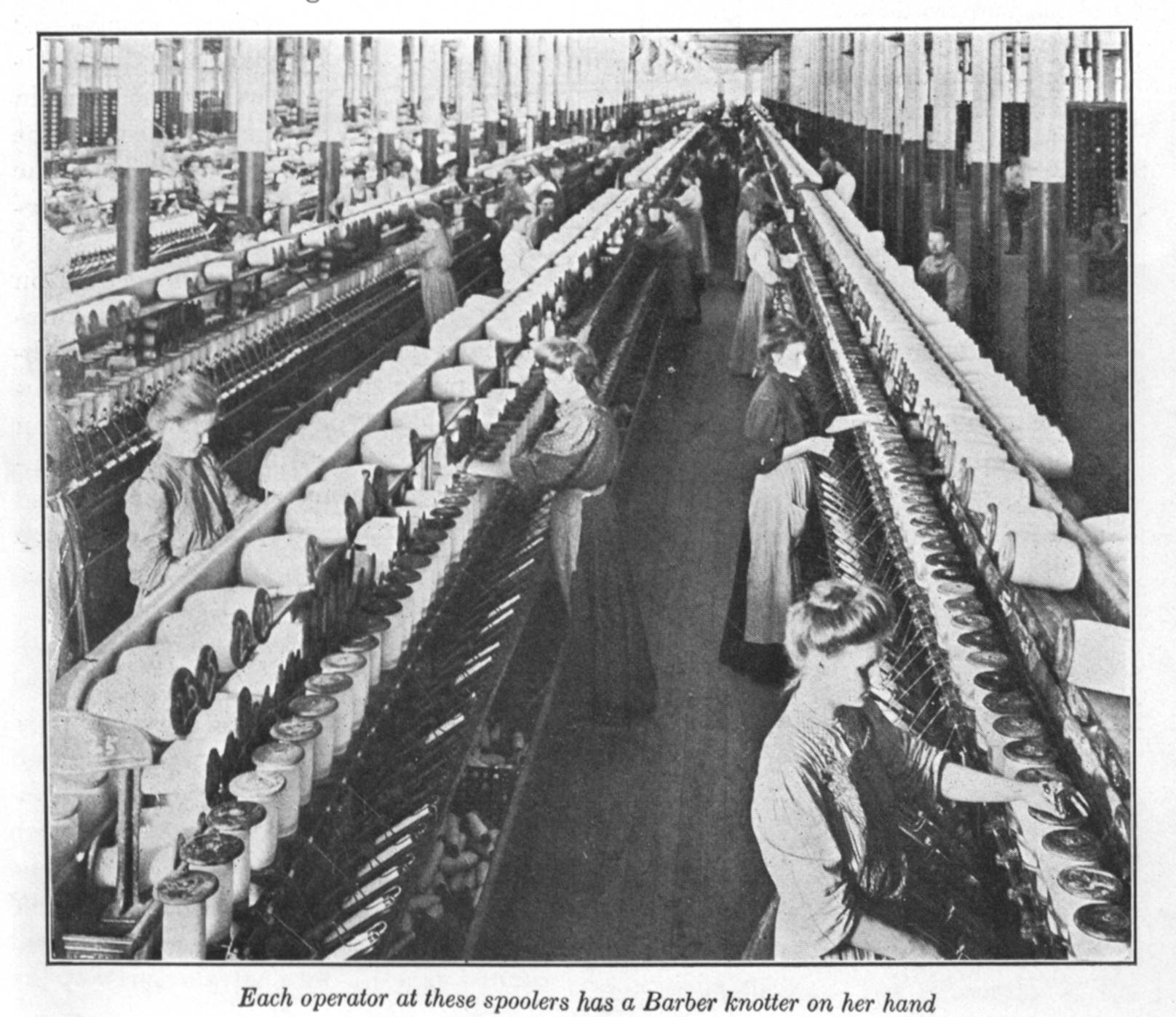
Each operator at these spoolers has a Barber knotter on her hand
The yarn of the warp must usually be impregnated with a sizing which will smooth out and stick down its furry surface and add as well to the tensile strength so that the strain of weaving may be withstood. For this the most effective and most generally used machine is the slasher, the chief feature of which is a roller, whose lower side is immersed in the sizing solution. Threads from the warp beam are run around this roller through the solution and then dried, after which it is finally wound on another beam for the loom. A considerable number of loom 56 beams can be filled from one set of the warper beams mounted in the slasher.
The lengthwise threads of a fabric are called the warp. The crosswise threads are called the weft or filling. To make cloth, the warp and weft must be interlaced with each other in a suitable manner. The operation is called weaving, the machine in which it is performed is, of course, the loom. The principal operations of weaving are as follows:
| 1. | Shedding, or the raising and lowering of the alternate threads of the warp, so that the weft may pass under and over them. This is done by means of the harnesses and their heddles. |
| 2. | Picking, or placing a thread of the weft between the warp threads so raised and lowered by means of the shuttle. |
| 3. | Beating-up, or pushing, each thread of the weft into its position close against the thread which has preceded it by means of the reed. |
| 4. | Letting-off, or permitting the warp to unwind from the beam only just as fast as is needed by the speed of the weaving. This is accomplished by friction bands and weights on the warp beam. |
| 5. | Taking-up, or winding upon a roller the cloth as it is manufactured. |
In addition to these primary operations, the loom has attachments for performing several other functions, such as stop-motions for stopping the loom when warp or filling threads break, or when the shuttle fails to cross the loom completely; temples for holding out the cloth laterally as the weaving proceeds; a mechanism—in the most modern looms—for changing the shuttles, or the cops in the shuttles, as the weft thread on the cops becomes exhausted, etc.
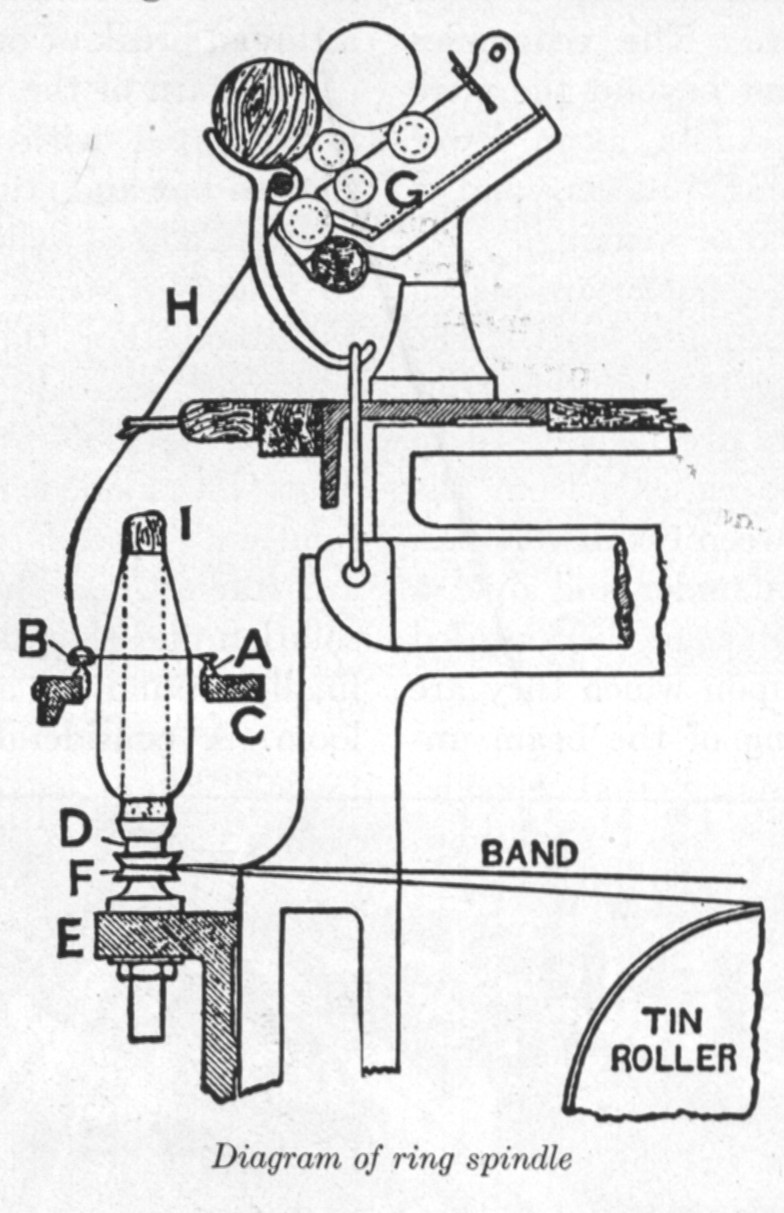
Diagram of ring spindle
The modern cotton loom, which automatically removes the filling bobbins without stopping the loom, is rapidly displacing the older types, and one weaver can now attend to a surprisingly large number of looms, being greatly assisted also by the automatic warp and filling "stop motions."
FOLLOWING the manufacture of the cloth, come the operations necessary to prepare it for the market. These involve such treatments as bleaching, printing, mercerizing, dyeing, and finishing (in the narrow sense).
The number of machines involved in these various processes rivals the number which are used in the actual spinning and weaving operations.
Modern bleaching is a highly technical science, conceived and planned by engineers, and carried out with elaborate machinery by skilled workers.
Gray cloth, as it comes from the loom, is of an unattractive color, a dirty grayish yellow, and contains not only those impurities which it has picked up on its journey through the mill but those inherent in its natural state as well, all totalling some five per cent. more or less, of the total weight. In addition there may be numerous bits of leaf from the boll which have clung to the fibers through all the processing, and which appear finally in the cloth as little brownish specks, known to the trade as motes. Finally, there is the sizing which was put into the warp.
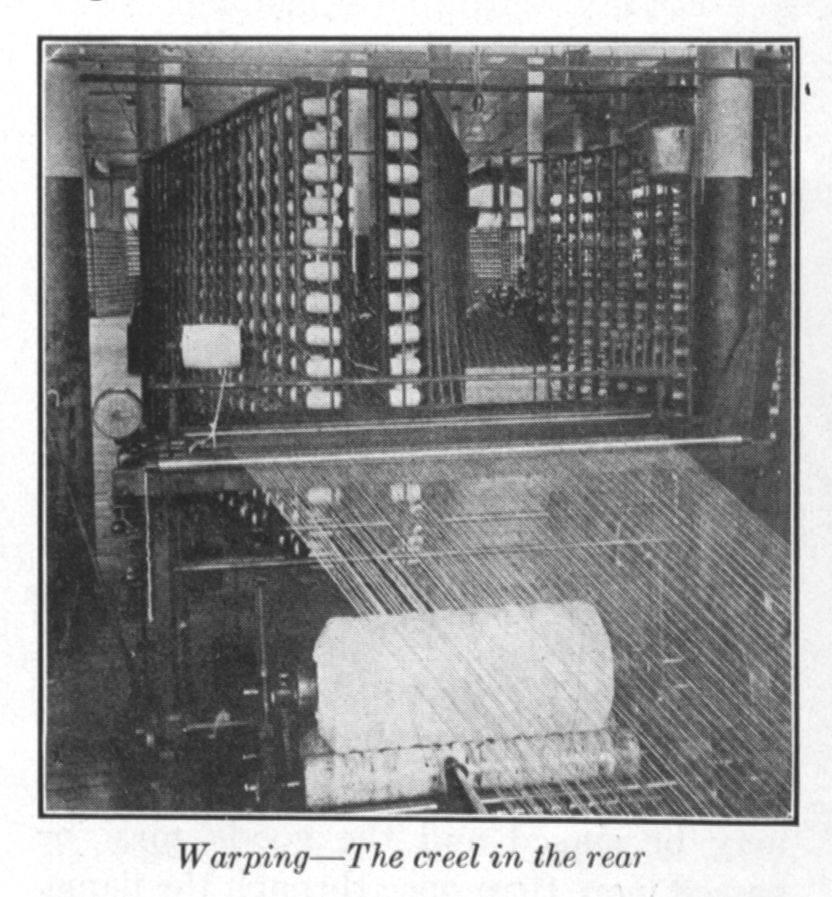
Warping—The creel in the rear
Bleaching an Intricate
Chemical Process
In the bleaching of cotton, there is a series of operations which have for their object the elimination of the waxy, fatty matters embodied in the fiber, as well as any dirt which it may have acquired. Then, there is the actual whitening and the bleaching of the cloth which destroys any coloring matter which it may contain and finally there are treatments designed to neutralize the effect of the chemicals used in the bleaching. Thus, the sequence of treatments might be: first, boiling in plain water, which removes certain soluble substances; next, an extended boiling in a strong alkaline solution, which saponifies the waxy, fatty matters in the fiber, and thus removes them from the cloth or yarn. Third, a steeping in a bleaching solution—a solution of chloride of lime being largely employed for this purpose, and which treatment is known as the chemic. Next, after another thorough washing there is a treatment in diluted sulphuric acid to neutralize the effects of the chemic, and finally this is followed again by another thorough washing with possibly an additional mild alkaline treatment. The nature and the method of all these treatments varies considerably, and depends upon the character of the 58 goods being treated, but, at the conclusion, if all has gone well, the cloth should be a good white and should not be impaired in strength.
Singeing Necessary
in Some Finishes
For a certain class of goods, where a clean, smooth surface is required, it is desirable to singe the goods before the bleaching. This is accomplished by passing the cloth, stretched out at full width, very rapidly over heated plates, or through gas flames, so that the fine hairs or fuzz are singed off, but the fabric itself has not had time to take fire. Both sides may be singed and the goods may be passed more than once through the flame. When yarns are singed, the threads are passed through the flame very rapidly, being unwound from one set of bobbins and wound up on another.
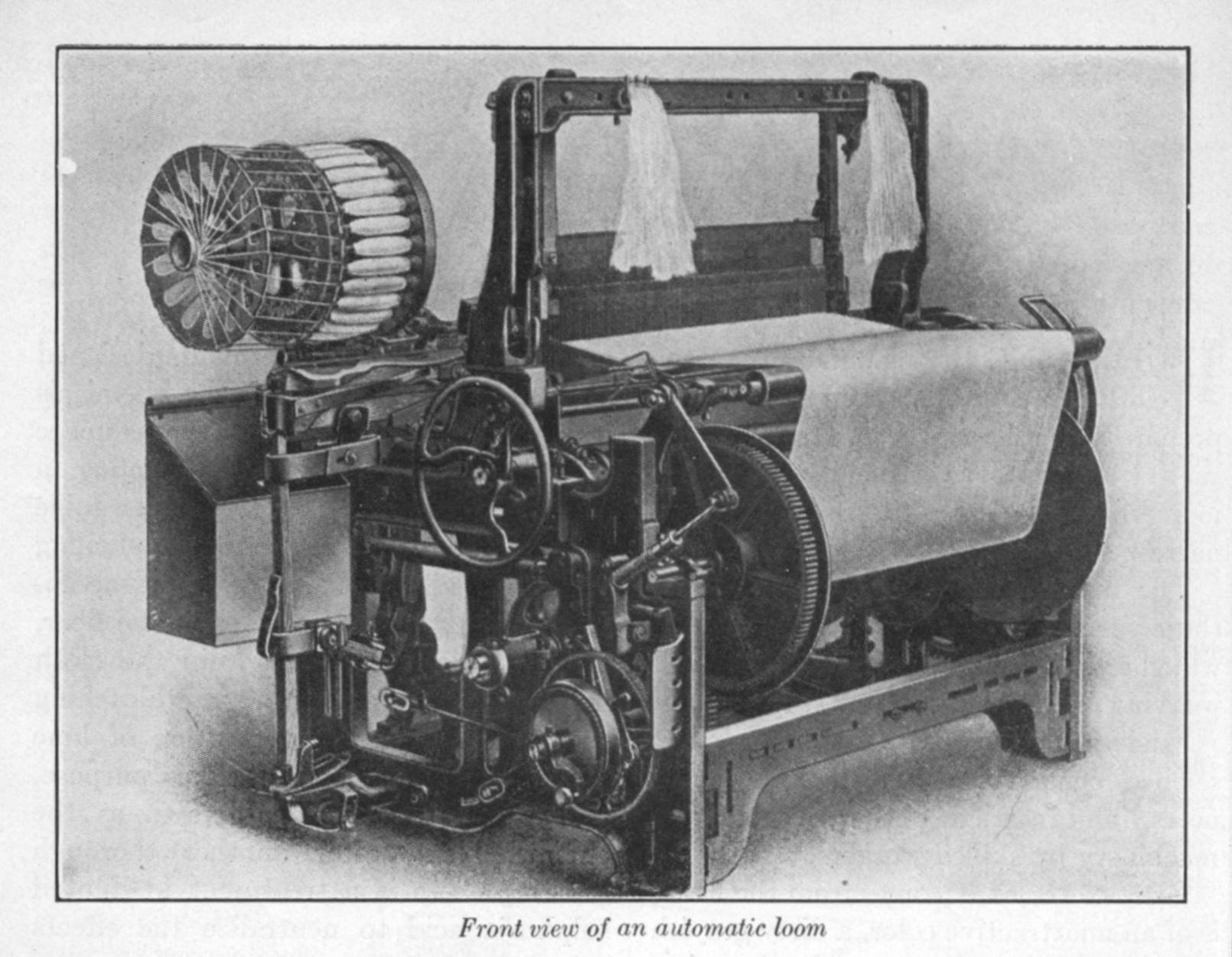
Front view of an automatic loom
In the dyeing operation the cotton piece goods pass through a series of machines, the goods being in rope form as already explained, so that a number of pieces can be put into each machine, side by side. The wash boxes, dye vats, etc. are equipped with overhead rollers, by means of which the goods, which have been sewn end to end, so as to make a continuous string of them, pass out of the dye, over the roller and down into the bath on the other side, continuing to circulate around thus until the desired results have been obtained. In addition to the preparatory washing and boiling, mordanting and dyeing, there are subsequent washings to free the goods from loose coloring matter, and other special treatments are frequently accorded them.
Finishing in its special and restricted sense, implies a series of treatments, such as stretching, starching, dampening, drying, pressing, smoothing, lustreing, glazing, stiffening, softening, and whatnot, which are given to them according to the use to which they are to be put. 59
The printing press is constructed with a large main cylinder (D), the size being dictated by the number of colors which it must take care of. As the printing operation is a continuous one, there must be a continuous feeding of the cloth, a continuous inking of the engraved rollers (C), and a continuous cleaning off of the unengraved surface after the inking.
Under each roller, where it is fixed in its place in the press, is a long copper trough or pan carrying the coloring material, and in the pan under the roller, and extending into the coloring matter, is an intermediate roller known as the "furnisher" roller, and, as the press revolves, this covers the surface of the copper roller with a heavy film of coloring. The surplus coloring is scraped off as the roller revolves, by a long, sharp blade or knife, known as "the doctor," and after the roller passes this it is quite clean, no coloring remaining on it except that in the engraved portion.
Each roller has its color pan with its own color in it. Then, as the cloth (A) passes between the main cylinder, properly covered by suitable intervening materials and the series of rollers, each roller in turn prints its own color, and, collectively, the finished pattern is produced.
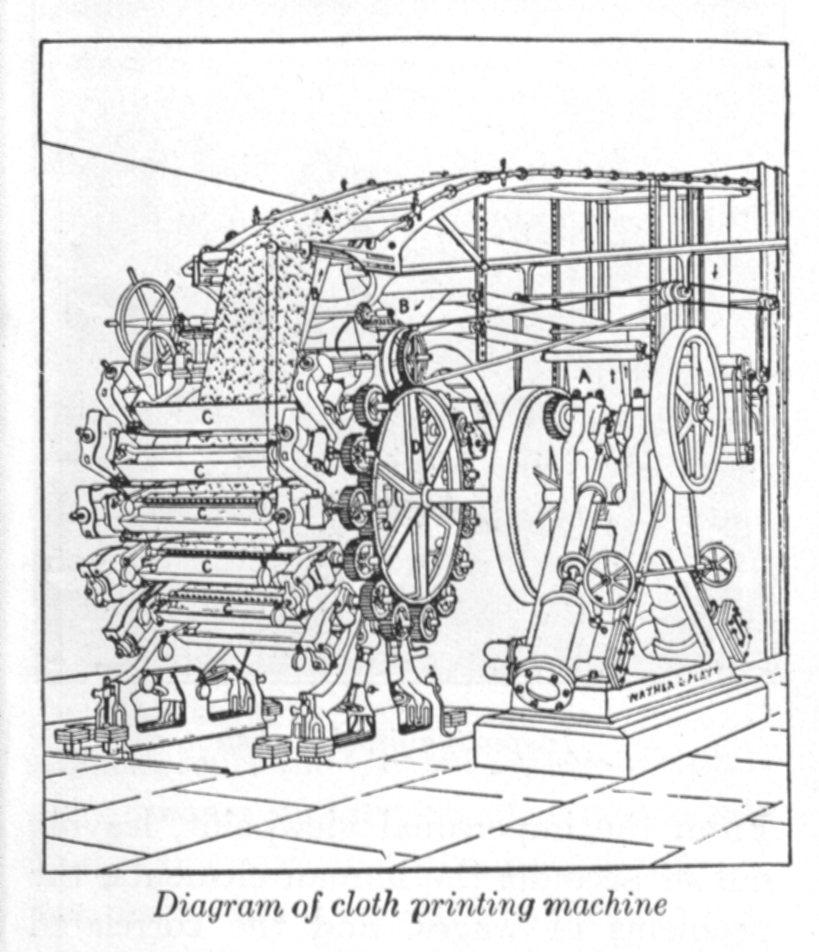
Diagram of cloth printing machine
The goods then pass into a drying room and are afterwards introduced into a steaming chamber, where they are given a good steaming at a slight pressure. This steaming develops the colors and causes them to impregnate the fibers more thoroughly. Subsequently, for good work, the goods should be washed to get rid of the thickening matters that are mixed with the coloring, and then the printing appears in all its beauty.
Printing on
Full Ground Colors
The foregoing briefly describes the processes of direct printing. In this case, the penetration of the colors to the opposite side of the goods is not very good. If a solid and full ground color is needed both on the face and back of the goods, it can be had either by the "Resist" or "Reserve" method, or by the "Extract" or "Discharge" method. In the "Resist" method, when a white figure is wanted on a black or colored ground, the goods are first printed with some substance which will resist the action of the dye stuffs. Then, when the goods are dyed, the treated part does not take the color and the substance used as a resist is washed out, and thus a white figure is obtained on a solid colored ground.
In the "Discharge" method, the goods are first dyed in a solid color, and are then treated with certain chemicals which destroy the dyed color wherever they touch the fabric, these chemicals being subsequently washed out where they have been applied, and thus again a white figure can be had in the colored ground. By the "Discharge" method, moreover, colored figures can also be printed on colored grounds, as certain colorings have been developed which are not affected by the discharge materials used, hence, a whole series of beautiful colors can be 60 printed on goods previously dyed with black or colored grounds, each color being mixed with a suitable chemical for discharging the ground color, and thus the colors of the printed pattern come out as desired.
Another important process which is applied to both cotton yarn and cotton fabrics is that known as mercerization, called after "Mercer" an English chemist who introduced the process. Cotton when subjected to the action of strong, caustic alkali contracts violently, but when again stretched and straightened it is found to have acquired a distinct silkiness of appearance, and under the microscope the twisted ribbon-like fibers of the material—already referred to—will be found to have become straight, glossy and rodlike, just as a bicycle tire would appear after air was blown into it.
Cotton may be mercerized either in the yarn, warp, skein, or in the piece, the first being more effective. The best and most satisfactory results are achieved when the material treated is made of fine long staple cotton, either Sea Island or Egyptian, the shorter cottons being relatively much less improved by the treatment. The mercerizing does not diminish the strength of the material, and gives to it a greater affinity for dye stuffs.
Internal Organization
of Cotton Mills
The foremen are specialists in their particular departments. The warehouseman, at one end, is a judge of cotton stock, and the foreman of the weaving room at the other knows how many automatic looms may safely be trusted to each weaver on his staff.
In between these two there are, according to the individual mill, a dozen or more other foremen, all reporting regularly to the superintendent, all captains of their own companies of workers, and all keen, in the interests of their own reputations, to operate their departments as intelligently, as efficiently, and with as little friction with their individual operators as possible. For it is generally recognized throughout the cotton industry that profitable business depends as much upon the whole-hearted cooperation of the wage-earners, as upon any other single factor.
The Question of
Individual Efficiency
As for the operators themselves, they are so varied, there are so many problems which they have to face, and such difficulties which those who employ and direct them have to solve, that anything like adequate consideration is impossible. From the impersonal viewpoint, leaving out of account the human elements, the problems of wages, and the correlated problem of trade organization, there remains the question of individual efficiency. It is that which we have chiefly to consider.
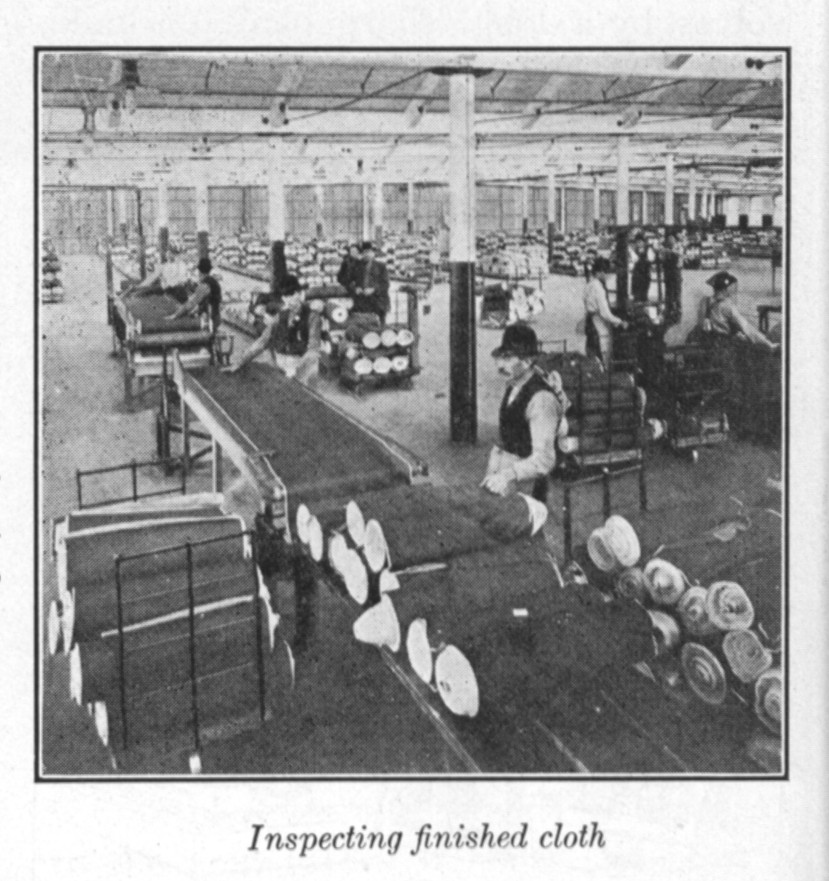
Inspecting finished cloth
The number of men, women, and children employed in the cotton mills of the country has increased at a very high rate, but there has been an interesting diminution 61 in the proportionate percentage of women and children under sixteen years of age employed.
The United States Census of Manufacturers gives the following figures:
AVERAGE NUMBER OF EMPLOYES IN AMERICAN COTTON MILLS
| Men | Women | Children | Total | |
| 1870 | 42,790 | 69,637 | 22,942 | 135,369 |
| 1880 | 59,685 | 84,539 | 28,320 | 172,544 |
| 1890 | 88,837 | 106,607 | 23,432 | 218,876 |
| 1900 | 134,354 | 123,709 | 39,866 | 297,929 |
| 1910 | 190,531 | 141,728 | 38,861 | 371,120 |
In percentages these figures express themselves as follows:
| Men | Women | Children | |
| 1870 | 31.5 | 51.4 | 17.1 |
| 1880 | 34.6 | 49.0 | 16.4 |
| 1890 | 40.6 | 48.7 | 10.7 |
| 1900 | 45.1 | 41.5 | 13.4 |
| 1910 | 51.3 | 38.2 | 10.5 |
The question of nationality has had an important bearing upon the development of the industry in the United States. The constant influx into the country of successive waves of immigration from the different countries of Europe has often served in a decade to change the whole complexion of the labor question. In the original New England mills, the employees were of almost pure English stock. The sons and daughters of the Yankee farmers entered the mills, not as a permanent occupation, but merely as a means of getting a start in life.
Just before the Civil War, the Irish began to come rapidly, and the actual advent of that struggle saw a great number of the remaining natives leaving for the army, or thrown out of work. When the fighting was over they did not return, but the Irish came in even greater numbers. The next decade saw the arrival of the French Canadians in the New England states, and there also came, in quick succession, natives of Italy, and of the various states of eastern Europe.
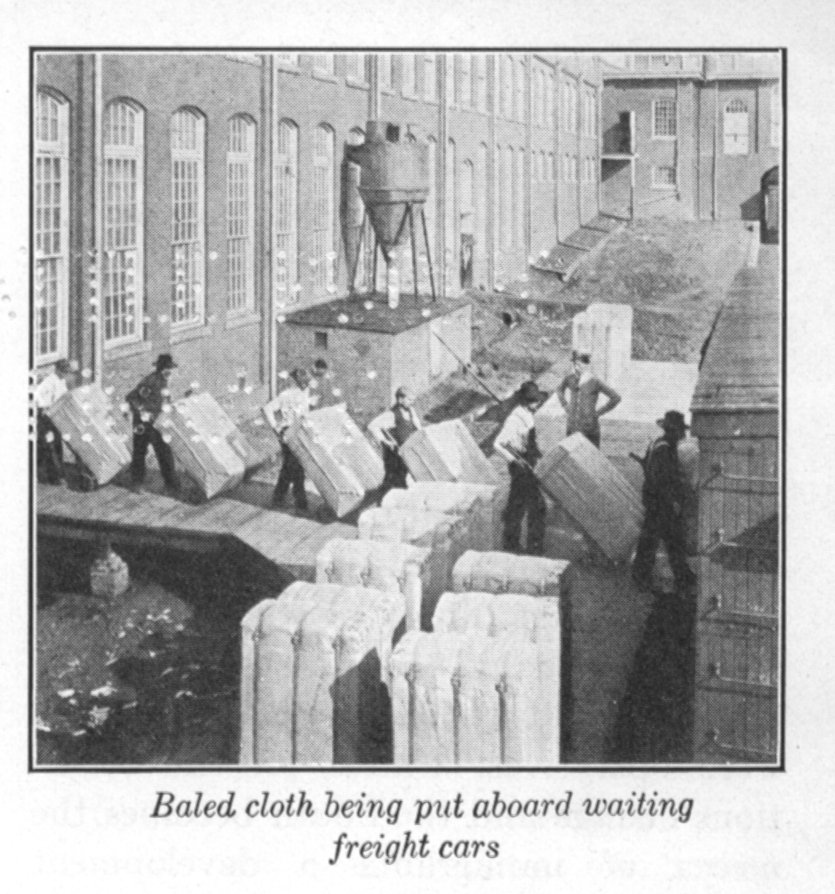
Baled cloth being put aboard waiting freight cars
This change in the national complexion had two very important results. It brought into the country a constant stream of cheap labor, polyglot, and lacking in homogeneity, and consequently slow at first to unionize and strike. This characteristic brought another in its train—a lack of stability, and a proneness to transiency. The second result was hardly less important. It meant that though labor was relatively plentiful, much of it was unskilled. This lack of skill put a premium upon quantity production, and led to efforts to develop automatic machinery and labor-saving devices of all kinds. It compelled most American manufacturers to specialize upon the coarser kinds of yarns and cloths, made in simple weaves and patterns, in the making of which the minimum amount of skilled labor was required.
Native Stock
in Southern Mills
Conditions in the South were somewhat different. From the beginning, the employes here have been almost entirely of native stock. They came from a class which previously had little opportunity for any employment of a regular character 62 outside of farming. When the mills were built these folks were given, for the first time, an opportunity for continuous employment. Whole families entered the mills, fathers, mothers and children serving in different or in the same departments. The South at first specialized on ducks, twills, denims, and such coarse work. Now, however, there is a growing tendency to diversify the product. The reason is found in the increasing capability of the workers, many of whom have by now spent many years of their lives in the mills, and whose fathers before them were operatives. Unless present conditions change and the South becomes the mecca of immigrants—a development probably less likely now than in the years before the war—there seems to be a strong possibility that a class of operatives, rivalling eventually in skill those of the English mill towns, will be developed. The stock is the same, and the latent capabilities are all there. The determining factors will probably be the economic changes of the next few years.
A remaining factor in the organization of the mill is the size of the individual plant, the number of spindles and looms it contains, the number of workers employed, etc. It is in just this particular that some of the most characteristic developments of the American industry are found. About the time of the Civil War, the average New England mill had less than ten thousand spindles. Today the average is probably between fifty and one hundred thousand, and perhaps nearer the latter figure than the former. Some of the mills have nearly, if not quite, a full million spindles in several buildings. The average in the South is much less than the New England average. The industry in the older section is definitely localized, even to the extent of having whole towns devoted almost exclusively to the manufacture of single grades of cloth. In the South the mills are more widely scattered, advantage having been taken of labor supply, water power, and other conditions. Local pride has sometimes caused the establishment of mills in regions economically unfitted for them. Such mills do not long survive. The advantage of large scale production has thus been seized chiefly by the New England mills, but the generally lower wages of the South have tended to equalize the situation.

Original Whitney cotton gin, preserved in Smithsonian Institute in Washington
End of the Project Gutenberg EBook of The Fabric of Civilization, by Anonymous
*** END OF THIS PROJECT GUTENBERG EBOOK THE FABRIC OF CIVILIZATION ***
***** This file should be named 29048-h.htm or 29048-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/2/9/0/4/29048/
Produced by Audrey Longhurst, ronnie sahlberg and the
Online Distributed Proofreading Team at http://www.pgdp.net
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License (available with this file or online at
http://gutenberg.org/license).
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH F3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS' WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTIBILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need, are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation web page at http://www.pglaf.org.
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Its 501(c)(3) letter is posted at
http://pglaf.org/fundraising. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at
809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887, email
[email protected]. Email contact links and up to date contact
information can be found at the Foundation's web site and official
page at http://pglaf.org
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
[email protected]
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit http://pglaf.org
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations.
To donate, please visit: http://pglaf.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart is the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For thirty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
http://www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.