The Project Gutenberg EBook of The Building of a Book, by Various
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
Title: The Building of a Book
A Series of Practical Articles Written by Experts in the
Various Departments of Book Making and Distributing
Author: Various
Commentator: Theodore L. De Vinne
Editor: Frederick H. Hitchcock
Release Date: December 6, 2007 [EBook #23754]
Language: English
Character set encoding: ISO-8859-1
*** START OF THIS PROJECT GUTENBERG EBOOK THE BUILDING OF A BOOK ***
Produced by Barbara Tozier, Bill Tozier, Christine P.
Travers and the Online Distributed Proofreading Team at
http://www.pgdp.net
[Transcriber's note: Obvious printer's errors have been corrected, all other inconsistencies are as in the original. The author's spelling has been maintained.]
A SERIES OF PRACTICAL ARTICLES
WRITTEN BY EXPERTS IN THE VARIOUS
DEPARTMENTS OF BOOK MAKING AND DISTRIBUTING
WITH AN INTRODUCTION
BY THEODORE L. DE VINNE
EDITED BY
FREDERICK H. HITCHCOCK
THE GRAFTON PRESS
PUBLISHERS NEW YORK
Copyright, 1906,
By THE GRAFTON PRESS.
Published December, 1906.
Dedicated
TO READERS AND LOVERS
OF BOOKS THROUGHOUT
THE COUNTRY
"The Building of a Book" had its origin in the wish to give practical, non-technical information to readers and lovers of books. I hope it will also be interesting and valuable to those persons who are actually engaged in book making and selling.
All of the contributors are experts in their respective departments, and hence write with authority. I am exceedingly grateful to them for their very generous efforts to make the book a success.
THE EDITOR.
To the hasty observer printing seems the simplest of arts or crafts. The small boy who has been taught to spell can readily arrange lettered blocks of wood in readable words, and that arrangement is rated by many as the great feature of printing. With his toy printing-press he can stamp paper upon inked type in so deft a manner that admiring friends may say the print is good enough for anybody. The elementary processes of printing are indeed so simple that they might have justified Dogberry in adding typography to the accomplishments of the "reading and writing that come by nature." With this delusion comes the desire for amateur performance. Men who would not undertake to make a coat or a pair of shoes are confident of their ability to make or to direct the making of a book.
In real practice this apparent simplicity disappears. Commercial printing is never done quickly or cheaply by amateur methods. The printing-house (p. 002)that undertakes to print miscellaneous books for publishers must be provided with tons of type of different faces and sizes. It needs type-making and type-setting machines of great complexity, printing-presses of great size and cost, and much curious machinery in the departments of electrotyping and bookbinding; but these machines, intended to relieve the drudgery of monotonous manual labor, do not supplant the necessity for a higher skill in craftsmanship. They really make that craftsmanship more difficult.
The difficulty of good book-making is greater now than ever. Improvements made during the last century in processes of engraving and the making of ink and paper and the increasing exactions of critical readers and reviewers, compel a closer attention to the petty detail of manufacture. The novice soon finds that some of the methods recently introduced are incompatible with other methods. For the production of a superior book practical experience and theoretical study of all processes are needed to harmonize their antagonisms. One has but to read over the headlines of the foregoing table of contents to note how many different arts, crafts, and sciences are required in the construction of a well-made book. A reading of these articles makes one understand the scope and limitations of each art and the necessity for its proper adjustment in its relation (p. 003)to the workmanship of other crafts with which it may be associated.
For this purpose this book has been prepared. It is believed that a compilation of the experience of men eminent in their respective departments will be a useful guide to the amateur in authorship or the novice in publication.[Back to Contents]
In a certain fine and true sense books of imaginative writing—and the present writer cannot undertake to speak of any others—are not built, but born. Nevertheless, there has always been an unlucky tendency on the part both of writers and readers to overstate this non-mechanical nature of poetic works, whether in prose or verse, and to give the processes of this production that air of mystery—not to say miracle—in which art is always tempted to veil its methods. There is an anatomy of the book, which is not its life, but is just as real as its life, and only less essential. There is an architecture awaiting the book while it is still in its author's brain; and for want of due regard to this architecture's laws, for want of a sound and shapely anatomy, many a book misses the success—not commercial only, but spiritual as well—which the amount of toil and talent spent on it ought to earn. And now that reading has become so democratic that the fortunes of a book of the imagination are largely in the hands (p. 005)of the Crowd, which cares nothing and feels nothing as to grace of form and tone in what it reads, the commercial risk in the physical deformities of a book is not so great as the risk of its spiritual failure. Now, too, that the magazines have made it so very desirable to the author that his work should be printed first in them, their mechanical limitations, which are legion, bear upon the author and often seem to him (and his personal friends) to bear cruelly. This difficulty is not a flattering or gentle discipline, nor are its discriminations always good or always bad. It works almost as crudely as that of the stage works on the theatrical dramatist. A cunning subservience to it covers a multitude of sins, and often achieves for the literary craftsman place and preference over the truer artist, if he overlooks the need of being also a craftsman. Yet it is the hard demand, not of the magazines alone, but of every highest interest, that the cure for this injustice be found in the truest artist making himself also the cunningest craftsman. "He that would be first among you let him be the servant of all."
Well, then, what are some of these mechanical rules of construction? The space here allowed—see there, for instance!—gives room for but a hint or two; but, first of all, an author should know before the actual constructure of his creation begins to rise, how long it is to be. Of course he would like to say he cannot tell; that he is in the hands (p. 006)of his muse, and all that; but the truth is, his "artistic temperament" is trying to shirk the drudgery of the engineering problem involved. It is far better for him as an artist that he should thoroughly solve that problem; it will take time and labor, but it need not waste them. The length of his work will, or should, depend upon the breadth of it; by which we mean that a certain fulness of treatment involves a certain length. For instance, one cannot reasonably hope to keep a story short if it is about several persons and involves a conflict of their characters or fates. That is the second necessity; the length must be planned in proportion to the breadth. But, thirdly, both length and breadth should be governed by the importance, the dignity, the substantial value, the business, the substance, the spiritual stuff, of which the projected book is to consist. Hence the writer of true literary conscience will put the first, as above named, last, and the last first: spiritual substance, then breadth, then length.
In order to make fairly sure of these essentials, as well as for other reasons, the author should have a clear determination of all the main features of the structure he proposes to raise. Especially the bridge should not be itself begun until its builder knows very definitely where and how it is to reach the other shore; nothing between the beginning and the end is so important to be sure about from the beginning, as the end. There is (p. 007)a great difference among writers as to the sense of need for a complete preliminary framework on which to build. But beyond doubt many feeble, many abortive, results come of having too little preparatory framework, too slender a scenario, to use a playwright's word which authors and editors are borrowing more and more.
It seems good that a literary artist should always write for himself. Yet, of course, he should write unselfishly; we may say he would do well always to aim at the entertainment of the noblest minds, even when he does not exhort their loftiest moods. But he certainly achieves much besides if, while he does these things, at the same time and in the same doing he entertains the great commonalty of readers. If he does this, and all the more if he has the rare genius to do all these in one, his books, we may almost say, ought to go first through the magazines. If he wants them to do so, then it will be a godsend to himself as well as to the editors if he will lay his plans, as far as they have any arithmetical character (and they can have much), according to the magazines' mechanical exigencies. He should know just how much of any magazine page his own typewritten pages will occupy; how many of its own pages that magazine commonly allows to writings of the kind he proposes to offer—how many yearly, and how many monthly; and so on. It is well that he should know the best time of the magazine's business (p. 008)year in which to seek to arrange with them. To a certain degree magazines actually "lay in stock" for a coming season and after that, for a time, are languid buyers.
Be it understood that these remarks are as impromptu as a letter, and are intended only as hints and pointers. Yet much as they leave unstated, let a word be said as to the relation of the author to his book after he and all the later artisans of it have done their several parts in its building, and it is built. The care of the edifice ought still to be, far more than it commonly is, in the author's hands. The publisher has the fortunes of hundreds of works to promote and keep in repair; the author has but his own. Even an author may say that any publisher is glad to have suggestions from any author as to plans for keeping the children of that author's own brain alive in the world.[Back to Contents]
The work of the literary agent in the building of a book may be roughly divided into two parts, first, in relation to the author, and second, in relation to the publisher. When the author has finished his manuscript, he brings it to the literary agent to be placed. The literary agent reads it and decides what house is most likely to publish such a book. He does not offer a book on Nervous Disorders to a house which never publishes that kind of book. He does not offer a sensational novel to a conservative house. He offers a book on Political Economy to a house which publishes that class of book and which is in touch with the people who buy books of that order. Among a number of houses which bring out books of any definite class, he can select the house that is most energetic in pushing its books, that has behind it a prestige and name which will help its publications, and which possesses the requisite skill to lay its wares before the public advantageously. The success of many a book has depended more on the (p. 010)shrewdness of the publisher in laying it before the public in attractive and seductive guise than either the public or the author often realize.
If the publisher accepts the manuscript offered to him by the literary agent, the latter arranges terms with the publisher, making as good a business arrangement as all the conditions justify. He draws up the contract with the publisher, and after the book is published, he collects the royalties from the publisher as they fall due. He enables the author to avoid any house that has a reputation for sharp practices. Knowing the personnel of the different houses, he knows the proper man to approach in offering his book, and he is of aid to the author in blowing his trumpet for him, telling what his previous work has been, in a way that the author, sensitive as he often is, cannot properly do. In short, the agent takes off the author's shoulders all the business end of publishing, leaving him free to devote himself to his own proper vocation without the vexatious business worries which he finds all the more vexatious because he has not had any training or experience in coping with them.
I think the literary agent can be, and as time goes on, will be, of increasing use to the publisher. The literary agent, if he understands his business, takes up no manuscript in which he does not believe. When he brings the publisher a manuscript, it is because he thinks there is money in such (p. 011)manuscript for the publisher, for the author, and as far as commission is concerned, for himself. While it is an advantage to the author that he should have the judgment of the agent, because the agent looks at any manuscript from a cold-blooded business point of view, it is also of advantage to the publisher to know that the agent, free from the confidence and perhaps the bias that the author has about his own wares, is offering him any individual manuscript because he (the agent) believes it will sell. The result is that the publisher gets to know that the agent won't offer him a manuscript that is not up to a certain standard, and which, even though it should in the end not prove suitable to this publisher's special list, must receive careful consideration. In this way the agent becomes of use to the publisher because he tries never to offer him anything that is mere trash or that simply wastes the publisher's time. Some time ago a publishing house wrote to an agent telling him they wanted a certain kind of novel for the next season, and describing, with a good deal of particularity, the kind of book they wanted. The agent, after thinking the matter over, submitted two manuscripts. The publisher considered them and accepted both. In such a case the agent had certainly been of great use to the publisher. He had given him what he was looking for, and had saved him the nuisance and the actual expense of reading (p. 012)through a large number of manuscripts before finding the right one.
It may be admitted frankly that the agent is sometimes accused of asking more for his wares than they are worth. In reply to this accusation it may be said that asking is not getting, and the agent who asks more than the market justifies, and thereby spoils the chances of a satisfactory arrangement, is not serving the best interests of his client. On the other hand, he will get the best price obtainable in the market, taking into consideration the character of the publishing house, its prestige and ability in pushing books, and as he is offering and selling every day he can generally obtain a better price and make a better arrangement than the author can. Realizing that the author and publishers are partners in an enterprise whose success depends upon a frank and clear understanding, he will do his best to make such relations friendly and harmonious and to the mutual advantage of both parties to the contract, never forgetting, however, that his especial client is the author, and that it is his duty to represent the author's interests.
One of the notable features of the times is the growth of magazines. The arrangement for the serialization of a long story in a magazine, the placing of short stories and articles in magazines, the selling of stories, articles, and books in England, and arranging the simultaneous issue in both countries,—all (p. 013)this involves an immense amount of detail which one has to encounter fully to realize. Sometimes, where an author is putting out a good many manuscripts, the complications are numerous and perplexing. In the case of one author living abroad whom we will call Smith, a book was arranged with a house A, and a second with a house B. The author was taken ill, could not finish the first book in time so that A had to postpone it till the next year, and this meant that B had to postpone his book. Then a publishing house took a story which the same author had sold direct to it for magazine publication, without reserving book rights, and brought such story out in book form. This meant another complication. After B had postponed his book twice the author produced another book which he thought better than the second book, and wished published before B's book. Four times B was asked to postpone his book and each time agreed to, though not without certain quid pro quos. All these matters the agent had to straighten out, while the author was living three thousand miles away.
The agent can also be of use to the author because he looks at any manuscript in an objective rather than in a subjective way. The author, who has toiled and striven over the child of his brain, regards it as fathers generally regard their children. Sometimes he cannot see its faults, sometimes he misjudges its virtues. It is too (p. 014)much a part of himself to be regarded coldly and calmly. When the publisher makes an offer for a book the author may with hasty disdain wish to reject it as entirely inadequate, or he may wish to accept it with eager haste, so glad is he for the chance of seeing the book in print. In this state of hasty acceptance or hasty rejection, the agent can look upon an offer calmly and dispassionately, to be accepted or rejected as the author's best interests shall dictate. Then again, as time goes on, more and more authors must live at a distance from the great centres. Some of them live in the uttermost parts of the earth. One author wrote recently to his agent from the wilds of Africa, saying, "I have found a nicely secluded spot, surrounded by gorillas and chimpanzees." To such authors it is essential that they should have an agent who is in touch with the publishers who are publishing their works.
Then again, the agent can be of use to the author in sparing him some of the bitterness that the author feels when his manuscript is rejected. Who that has read it can ever forget the story of how Hawthorne, while still struggling for success, submitted a collection of short stories to a publisher, and of how the publisher, not having much capital, laid the manuscript aside, intending to publish it when things were a little easier; and how Hawthorne, after months of dreary waiting, wrote an angry letter to the publisher, (p. 015)and when he got the manuscript back, in bitter, hopeless rage burned it up? Years afterward the publisher admitted that the manuscript contained some of the most exquisite work Hawthorne had ever written. This story emphasizes the intense sensitiveness of the author about his work. Often after two or three rejections he will give the manuscript up as hopeless and of no value, while it may be that he has only failed to find the house that is looking for that kind of book. An agent, if he has once taken the book up, does not drop it so quickly. Only recently an agent sold a book which had been declined by fifteen houses to the sixteenth. He is willing to persevere with a manuscript and with an author, in spite of rebuffs and discouragement, if he believes that the author has merit; and if he is willing to persevere with an author in the day of small things, he will reap his reward later on.
In conclusion the writer believes that the agent, as he has tried to indicate, can perform a definite and valuable service to both author and publisher by helping the author to bring his wares to the man who will publish them most advantageously, and by obtaining for the author the prices that such wares are worth in the open market, and he can help the publisher by acting as a sifter and bringing before the publisher and editor manuscripts that are really worthy of consideration.[Back to Contents]
The position of literary adviser to a publishing house differs in its duties, according as the adviser may be employed in a house highly organized, or in one that is not. When the organization is such that the duties in the various departments are not well differentiated, the adviser's work will be likely to involve many things that properly belong to the manufacturing and advertising departments. These conditions, however, if they exist at all, will be found in the smaller houses, or in houses which, as to personnel, are undergoing reorganization; they are, and ought to be, exceptional.
The adviser's actual duties should pertain almost exclusively to the manuscripts, and to the relations of the house with those who produce them. In this way, the adviser acts as an intermediary between the publisher and the author. This relation seems, on the surface, to be somewhat delicate, and it usually is confidential, but most men find the occupation an agreeable one. Authors as a class, so far from being an irritable race, will usually be found, at least in their relations (p. 017)to publishers, not only interesting men and women, but candid and reasonable human beings. Probably the most delightful rewards of the literary adviser's calling come from the opportunities it gives him to extend his friendships among charming people.
Any house which is large enough to employ a literary adviser will probably receive, in the course of a year, at least one thousand unsolicited manuscripts, which will come from every part of the country. They will naturally be of widely varying degrees of excellence; quite two-thirds of them will be fiction, and a considerable number will bear convincing evidence of having already been for some time in search of a publisher. Testimony from various houses has at different times been given as to the percentage of volunteered manuscripts which eventually find acceptance. It does not materially vary, being from one to two per cent. Some years ago, in order to test this estimate, I went carefully over the unsolicited manuscripts which had reached a large publishing house during a period of several months, and found that exactly one and one-half per cent of them had been published.
This small showing should not imply that the remaining ninety-eight or ninety-nine per cent could in fairness be called worthless. With occasional exceptions, rejected manuscripts have been prepared with considerable intelligence; knowledge (p. 018)of themes is shown in them; there is some real literary skill in evidence, and particular care has been taken to secure legibility, about nine-tenths of them being in typewritten form. What they lack is certain other qualities more vital in the formation of a judgment as to their availability. In the case of fiction, they lack novelty of treatment, or for some other reason fail to be interesting, and in general there has not been infused into them the real breath of life. When they deal with serious subjects, they often cover ground which has been better covered before, or they attempt to achieve the not-worth-while, or the impossible.
There is always a small number of manuscripts against which no other objection can be raised than that it would be impossible to secure from the public an adequate return in sales for the expenditure necessary in the manufacture and distribution of the books. One of the pathetic sides of the publishing business is the fact that manuscripts of this kind cannot oftener, in this day and generation, secure the amount of attention they deserve from the reading public. When a sale of one or two thousand copies would be necessary to make good the cost of publication, the publisher is confronted with the fact that he could not secure a sale exceeding five hundred. Indeed, when one considers the almost certain fate that awaits them, pathos of the most genuine kind is (p. 019)closely associated with volunteered manuscripts—those, I mean, which come from new writers. Hardly any form of endeavor to which educated minds devote themselves should more often awaken sympathetic feeling. Those who produce them almost always have their rewards far to seek, and seeking will not find them, and yet they "wrought in sad sincerity."
The public is familiar with stories of successful books which, in the course of their peregrinations, were several times rejected by publishers. This, doubtless, has been the experience of all authors who have made notable successes with first books, and it doubtless always will be the experience of new authors. But along with this we must set down the further, but consoling fact, that probably no meritorious manuscript, possessing the possibilities of a great sale, ever yet failed ultimately to find a publisher. The best proof of this seems to be the absence of any notable instance of a book which, after being rejected by all the regular houses, finally was brought out privately, or at the author's expense, and then made a hit.
It is a common impression that manuscripts are not carefully read in publishing houses. Again and again has this fiction been exploded by houses whose word should be accepted as final, but it now and then lifts up its head as if untouched before. Of course there are manuscripts which no one ever reads completely through from beginning (p. 020)to end, chapter by chapter, and page by page, simply because it has been found not to be necessary to do so. Every conscientious reader, however,—and most readers known to me have been nothing if not conscientious,—reads at least far enough into a manuscript to learn if there be anything in it that in the least degree is promising. He understands full well the danger of overlooking a meritorious work, and experience has taught him to be careful. Moreover, he is usually fired with the worthy ambition to make a discovery; but he acts according to his light only, and hence makes mistakes. The conditions in which his work is done, however, preclude the possibility of careless reading.
It is doubtless true—indeed, I believe the records of every publishing house in the country will sustain this statement—that while no house has failed at some time in its career to reject at least one manuscript that was afterwards a highly successful book, mistakes of this kind have been extremely few; whereas the mistakes made by the same houses in accepting manuscripts that were afterward found to be unprofitable have been numerous. A further fact, which is seldom borne in mind, although it ought always to be remembered in any discussion of literary success, is that highly successful books usually bring to their publishers as much surprise as they do to any one else. This is distinctly true of (p. 021)novels by new writers, whose "big-sellers" have seldom or never been anticipated. It is well known in the trade that at least two, and probably a half-dozen, books highly successful during the past ten years, and all the works of new writers, were sent to press for the first edition, with a printing order for only two thousand copies.
The public has gotten very much into the habit of judging the fortunes of a publishing house by the successful fiction which it puts forth, and this is also true of many men in the trade, whose means of knowing better ought to be ample. Probably the literary gossip prevalent in newspapers and periodicals is largely responsible for this habit. The facts are, however, that, from these books alone, no publishing house in this country is, or could be, well sustained. Unless there be in the background some other publishing enterprise that is producing constant revenue from year to year, mere fiction will accomplish little to make or save the publisher. The real sources of stability lie elsewhere, far beyond the ken of the superficial observer, and they are very commonly overlooked. In one instance, this mainstay is religious books; in another a cyclopædia; in another medical books, or educational; in another a dictionary; in another a periodical; and fortunate the house that has not one, but two or three, such sources of prosperity.
It might be set down as an axiomatic statement (p. 022)that no large publishing house in this country could possibly live exclusively from what are known as miscellaneous books, by which is meant current fiction and other ephemeral publications. The worst thing about such books is that they create no assets; their life is short, and once it is ended, the plates have value only as old metal. A house, therefore, in publishing this class of books finds that each season it must begin all over again the work of creating business for itself. Books of the more substantial kind, however, whether they be religious, educational, scientific, medical, or in other senses books of reference, do not perish with the passing of a season. Once the right kinds have been found, they are good for at least ten years, and not infrequently for a generation.
But this is wandering somewhat away from the subject of the literary adviser. His duties primarily are to preserve and to create good-will from authors toward the house which employs him, for that good-will is an asset of the first importance to a publishing house. Other kinds of good-will at the same time are essential to its fortunes,—notably the good-will of the bookseller and that of the book buyer,—but behind these, and primarily as the source of these, lies the good-will of the author. Houses now known to be the most prosperous in this country possess this good-will in abundance. So, too, the houses which are destined to much longer life are those which, (p. 023)by all legitimate means, shall seek to preserve and increase that good-will. Equally true is it, that the houses which in future shall fail will be those which do not cultivate and cherish the good-will of authors as the most valuable asset they can ever hope to possess.
It is because of this possession that a publisher gets an author's book. It was by this means that he got the books he already has, and by this will he get those which will make him successful in the future. His books being good, it is through them that the bookseller's good-will is acquired, and through them also that the publisher will secure the good-will of the book buyer. No wiser words on this subject have been uttered in our generation than those which may be found, here and there, in "A Publisher's Confession," which I hope was written, as reputed, by Walter H. Page, for it is certainly sound enough and sane enough to be his:—
"The successful publisher sustains a relation to the successful author that is not easily transferable. It is a personal relation. A great corporation cannot take a real publisher's place in his attitude to the author he serves."
"Every great publishing house has been built on the strong friendships between writers and publishers. There is in fact, no other sound basis to build on; for the publisher cannot do his highest duty to any author whose work he does not appreciate and with whom he is not in sympathy. Now, when a man has an appreciation of your work, and sympathy for it, he wins you. This is the simplest of (p. 024)all psychological laws,—the simplest of all laws of friendship, and one of the soundest."
"Mere printers and salesmen have not often built publishing houses. For publishing houses have this distinction over most other commercial institutions—they rest on the friendship of the most interesting persons in the world, the writers of good books."
"And—in all the noisy babble of commercialism—the writers of our own generation who are worth most on a publisher's list respond to the true publishing personality as readily as writers did before the day of commercial methods. All the changes that have come into the profession have not, after all, changed its real character, as it is practised on its higher levels. And this rule will hold true—that no publishing house can win and keep a place on the highest level that does not have at least one man who possesses this true publishing personality."
These are golden words. Men who knew them as self-evident truths laid the foundations, and in a few instances reared the superstructures, of the most famous publishing houses known to modern literature. Let us in part call the roll, restricting it to the dead: James T. Fields, the first Charles Scribner, George P. Putnam, Fletcher Harper, William H. Appleton, Daniel Macmillan, and the second John Murray. These men were more than publishers, adding as they did to that vocation the duties of the literary adviser, and becoming the ablest of their kind. Well may the literary adviser of our day, who is seldom himself a publisher, read the story of their lives and take heart from it in the discharge of his own duties.[Back to Contents]
The manufacture of a book consists primarily of the processes of typography,[1] or type composition, or the setting up of type—presswork or printing—photo-engraving or other methods of reproduction—designing—die-cutting—and binding, all of which are involved in transforming a manuscript into the completed book as it reaches the reader.
In the machinery of a modern publishing house the manufacturing man is the person who follows these processes in their devious volutions and evolutions, until the finished production comes from the binder's hands.
After a manuscript has been accepted by a publishing house, it is turned over to the manufacturing man with such general instructions regarding the make-up of the book, as may have been considered or discussed with the author, who invariably and sometimes unfortunately, has some (p. 026)preconceived notion of what his book should look like.
The manufacturing man then selects what he considers a suitable style and size of type and size of letter-press page for the book, and sends the manuscript to the typographer with instructions to set up a few sample pages, and to make an estimate of the number of pages that the book will make, so as to verify his own calculations in this respect.
If these sample pages do not prove satisfactory, others are set up, until a page is arrived at finally that will meet all the requirements that the publisher deems necessary. This is then invariably submitted to the author for his approval.
This detail settled, the typographer is now instructed to proceed with the composition and to send proofs to the author. Sometimes a book is set up at once in page form but more often first proofs are sent out in galley strips, on which the author makes his corrections before the matter is apportioned into pages; another proof in page form is sent to the author on the return of which the typographer casts the electrotype plates from which the book is printed, unless, as in rare instances, the book is to be printed from the type, when no electrotype plates are made.
The manufacturing man keeps in touch with this work in its various stages as it proceeds, and as soon as the number of pages that the book will (p. 027)make can definitely be determined, he places an order for the paper on which it is to be printed.
Meanwhile, if the book is to be illustrated, an illustrator must be engaged, and furnished with a set of early proofs of the book from which to select the points or situations to illustrate. When the drawings are finally approved they are carefully looked over, marked to show the sizes at which they are to be reproduced, and sent to the engraver for reproduction.
Upon receipt of the reproductions from the engraver, the proofs are carefully compared with the originals, and if the work has been satisfactorily performed, the cuts are sent to the typographer or the printer for insertion in their proper places in the plates or type matter of the book.
The matter of the paper on which the book is to be printed has now to be considered: First, the size of the page, i.e. the apportionment of the margins around the page of letter-press, is decided. Second, the quality of paper to be used, and the surface or finish is then selected; and finally, the bulk or thickness that the book must be, to make a volume of proper proportions, is determined. The paper is then ordered, to be delivered to the printer who will print the book.
Time was when paper was made by hand in certain fixed sizes, and the size of the book was determined by the number of times the sheet of (p. 028)paper was folded, and the letter-press page was adapted to the size of the paper. In these days of machinery, when paper can be made in any size of sheet desired, the process is reversed: the size of the letter-press page is determined and the size of the sheet of paper adapted thereto. Upon receipt of the paper the printer sends a full-sized dummy of it to the manufacturing man so that he may compare it with the order that was given to the paper dealer. The book is then put to press, and as soon as the printing has been completed, the printed sheets are delivered to the binder.
If the book is to have a decorative cover, a designer has been employed to furnish a suitable cover design. When the design has been approved, it is turned over to the die cutter to cut the brass dies used by the binder in stamping the design on the cover of the book.
The dies when finished are sent with the design to the binder to be copied. He stamps off some sample covers until the result called for by the designer has been attained and is then ready to proceed with the operation of binding the book, as soon as the printed sheets have been delivered to him from the printer.
The binder is usually supplied by the printer with a small number of advance copies of the book, before the complete run of the sheets has been delivered. These advance copies are bound up at once and delivered to the manufacturing man so (p. 029)that any faults or errors may be caught and improvements be made before the entire edition of the book is bound.
Printed paper wrappers for the book have been made and supplied to the binder for wrapping each copy, and as soon as the books are bound, they are wrapped and delivered at the publisher's stock rooms.
The manufacturing man sees that early copies of each new book, for copyright purposes, are furnished to the proper department that attends to that detail, and that early copies also are supplied to the publicity department, to place with editors for special or advance reviews.
The manufacturing man also provides the travelling representatives of his house with adequate dummies (i.e. partly completed copies) of all new books as soon as the important details of their make-up have been decided.
This brief outline covers all of the steps in the process of the evolution of a book. Reams, however, could be devoted to the innumerable details that interweave and overlap each other with which the manufacturing man has to contend, when, as is often the case in our larger publishing houses, he has from forty to fifty books, and sometimes more, in process of manufacture at one time. I know of no man to whom disappointment comes more often than to him,—from the delays due to causes wholly unavoidable, to the blunders of stupid (p. 030)workmen and the broken promises of others; but these are all forgotten when the completed book, that he has worried over in its course through the press, in many instances for months, reaches his hands completed, "a thing of beauty."[Back to Contents]
Type are made of type metal, a mixture of tin, antimony, lead, and copper. As antimony expands in solidifying, advantage is taken of this quality, and the mixture is so proportioned that the expansion of the antimony will practically counteract the shrinkage of the other ingredients. The proportion of the mixture is varied according to the size and style of type and to the purposes for which it is used.
Type are cast separately in moulds, a "matrix" at the end of the mould forming the letter or other character.
Machinery is used very largely in modern type-making. The steps of its manufacture are in this order: drawing the design, producing of a metal pattern therefrom, placing the pattern either in the engraving machine to produce steel punches and type-metal originals, or in the matrix-engraving machine to produce matrices, adjusting the matrix to the mould, and finally, casting the type.
The design for a new style of type is made generally (p. 032)with pen and ink, the capital letters being drawn about an inch high and the others in predetermined proportions. When the design is for a plain text letter, similar to that with which this book is printed, it is essential to have the letters proportioned and shaped in such a manner as will cause the least strain on the eye in reading, and, at the same time, produce a pleasing effect when the page is viewed as a whole. When the printed page conveys information to the reader, without attracting attention to itself, it is ideal.
While this is true in regard to a design for a text letter, the design for a display type is often made to attract attention, not only to itself, but to what it proclaims, by its boldness and beauty and sometimes even by its ugliness.
After the design has been drawn, it is placed in a "delineating machine," where an enlarged outline pencil copy, or tracing, is made, so large that all errors are easily seen and corrected. New designs may, however, be drawn in outline by hand on the enlarged scale, thus rendering unnecessary both the pen-and-ink drawing and the tracing.
With the aid of the delineating machine, the operator, besides being able to produce an accurately enlarged outline pencil tracing of a design, is also enabled, by various adjustments, to change the form of the pencil tracing in such a manner that it becomes proportionately more condensed or extended, and even italicized or back-sloped. That (p. 033)is, from a single design, say Gothic, pencil tracings can be made condensed, extended, italicized, and back-sloped, as well as an enlarged facsimile.
The next operation consists in placing the enlarged outline pencil drawing in a machine which enables the operator to reproduce the outline drawing, reduced in size, on a metal plate, evenly covered with wax, with the line traced entirely through the wax. The plate is then covered with a thin layer of copper, electrically deposited, and is "backed up" with metal, and trimmed and finished, similar to an ordinary electrotype plate of a page of type. A copper-faced metal plate is thus produced, on which are the raised outlines of a letter. This is called the "pattern." From this pattern all regular type sizes may be cut. It determines the shape of the letter, but the size and variations from the pattern are determined later by the adjustments of the engraving machine in which it is used.
The pattern is now sent to the engraving room. Machines have superseded the old-fashioned way of cutting punches and originals by hand, and they have enormously increased the production of new type faces. Whereas in the old days it took about eighteen months to bring out a new Roman face, or style of letters, in seven different sizes, to-day it can be done in about five weeks. The reason is that formerly only one artist, known as a punch-cutter, could work on a single face, and he had to (p. 034)cut all the sizes, otherwise there were noticeable differences in style. By machine methods, where all sizes can be cut simultaneously, it is only a question of having the requisite number of engraving machines.
As to the quality of machine work, it is superior to hand work both in accuracy and uniformity. The artist formerly cut the punches, or originals, by hand under a magnifying glass, and the excellence of his work was really marvellous. However, when changing from one size to another, there were often perceptible variations in the shapes of the letters, or the sizes were not always evenly graded. By the machine method the workman uses the long end of a lever, as explained below, and has therefore a greater chance of doing accurate work. In addition to this, a rigid pattern forms the shape of the letter, and to it all sizes must conform.
Another gain the machine has over hand-cutting is its greater range. When the old-time artist made an unusually small size of type for Bible use, he did it with great strain on his eyes and nerves. At any moment his tool might slip and spoil the work. With the machine, on the other hand, and with no physical strain whatever, experimental punches have been cut so small as to be legible only with a microscope—too small, in fact, to print. At present there are two styles of engraving machines employed,—one cutting (p. 035)the letter in relief,—called a "punch" if cut in steel, and an "original" if cut in type metal,—and the other cutting a letter in intaglio,—called a "matrix." Both machines are constructed on the principle of the lever, the long arm following the pattern, while the short arm moves either the work against the cutting tool, or the cutting tool against the work. The adjustments are such that the operator is enabled to engrave the letter proportionately more extended or condensed, and lighter or heavier in face, than the pattern. All these variations are necessary for the production of a properly graded modern series containing the usual sizes. In fact, on account of the laws of optics, which cannot be gone into here, only one size of a series is cut in absolutely exact proportion to the patterns.
As it is impossible to describe these machines clearly without the aid of many diagrams and much technical language, only a brief description of their operation will be given.
When the letters are to be engraved in steel, blocks or "blanks" are cut from soft steel and finished to the proper size. A blank is then fastened in the "holder," the machine for cutting the letter in relief adjusted to the proper leverage, and the pattern clamped to the "bed." The long arm of the lever, containing the proper "tracer" or follower, is moved by the operator around the outside of the pattern on the copper-faced metal (p. 036)plate, causing the blank to be moved by the shorter arm around and against a rotating cutting tool. This operation is repeated several times with different sizes of tracers and different adjustments to enable the cutting tool to cut at different depths, until finally a steel letter in relief is produced, engraved the reverse of the pattern and very much smaller. After being hardened and polished, this is called a steel punch, and, when driven into a flat piece of copper, it produces what is known as a "strike" or unfinished matrix.
If in the same machine type metal is used for blanks, the resulting originals are placed in a "flask," or holder, and submerged in a bath, where they receive on the face of the letter a thick coating of nickel, electrically deposited. As soon as the deposit is of sufficient thickness, they are removed and the soft metal letters withdrawn, leaving a deep facsimile impression in the deposited metal, which also is an unfinished matrix.
The machine for engraving a matrix in intaglio is operated in much the same manner as that for engraving a punch in relief. The same patterns are used, but the operator traces on the inside of the raised outline instead of on the outside. Besides following the outline, the operator guides the tracers over all the surface of the pattern within the outlines; otherwise the letter would appear in the matrix in outline only. The matrices are cut in steel and in watchmakers' nickel, (p. 037)and the work is so accurately done that about half the labor of finishing is saved.
It will be noted from the foregoing that all three processes of engraving end in the production of an unfinished matrix.
The adjusting of the matrix to the mould is technically called "fitting," and requires great skill. If type are cast from unfitted matrices, be the letters ever so cleverly designed and perfectly cut, when assembled in the printed page they will present a very ragged appearance. Some letters will appear slanting backward, others forward, some be above the line, others below; some will perforate the paper, while others will not print at all; the distances between the letters will everywhere be unequal, and some will print on but one edge. Indeed, a single letter may have half of these faults, but when the matrices are properly fitted, the printed page presents a smooth and even appearance.
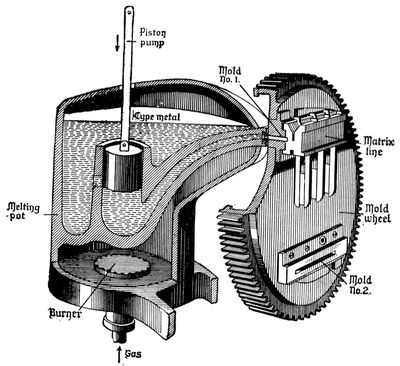
The mould for this purpose is made of hardened steel, and in it is formed the body of the type. The printing end is formed in the matrix. The mould is provided at one end with guides and devices for holding the matrix snugly against it while the type is being cast, and for withdrawing the matrix and opening the mould when the type is discharged. At the opposite end from the matrix is an opening through which the melted metal enters. The moulds are made adjustable (p. 038)so that each character is cast the proper width, the opening of course being wider for a "W" than for an "i." Only one mould is necessary for one size of type, and with it all the matrices for that size may be used. Commercially, however, it is often necessary to make several moulds of the same size in order to produce the requisite amount of type.
After the adjustments are made, the casting of the type follows. Type are now cast in a machine which is automatic, after it is once adjusted to cast a given letter. The melted type metal is forced by a pump into the mould and the matrix, and when solidified, the type is ejected from the mould and moved between knives which trim all four sides. The type are delivered side by side on a specially grooved piece of wood, three feet long, called a "stick," on which they are removed from the machine for inspection. Type are cast at the rate of from ten to two hundred per minute, according to the size, the speed being limited only by the time it takes the metal to solidify. To accelerate this, a stream of cold water is forced through passages surrounding the mould, and a jet of cold air is blown against the outside.
The automatic casting machine performs six different operations. Formerly, all of them, except the casting itself, were done by hand, and each type was handled separately, except in the operation of dressing, or the final finishing, where (p. 039)they were handled in lines of about three feet in length.
After the type have been delivered to the inspector, they are examined under a magnifying glass and all imperfect type are thrown out. The perfect type are then delivered to "fonting" room, where they are weighed, counted, and put up in suitable packages in proper proportion of one letter with another, ready for the printer.
Formerly the various sizes of type were indicated by names which had developed with the history of type making. It was a source of considerable annoyance to printers that these old standards were not accurate, and that two types of supposedly the same size, and sold under the same name, by different makers, varied so much that they could not be used side by side. Of recent years the "point" system, by which each size bears a proportionate relation to every other size, has done much to remedy this trouble, and now nearly all type is made on that basis. An American point is practically one seventy-second of an inch. Actually it is .013837 inch. It was based on the pica size most extensively in use in this country. This pica was divided into twelve equal parts and each part called a point. All the other sizes were made to conform to multiples of this point. The point is so near a seventy-second of an inch that printers frequently calculate the length of the pages by counting (p. 040)the lines, the basis being twelve lines of 6 point, nine lines of 8 point, eight lines of 9 point, and six lines of 12 point to the inch. This calculation is really quite accurate.
The following table will show the old and new names for the various sizes:—
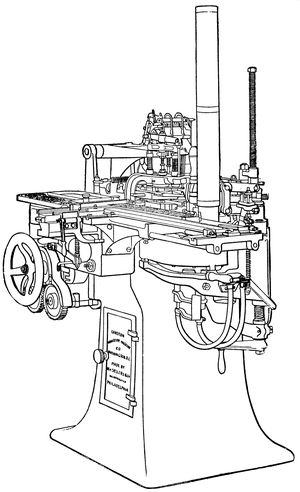
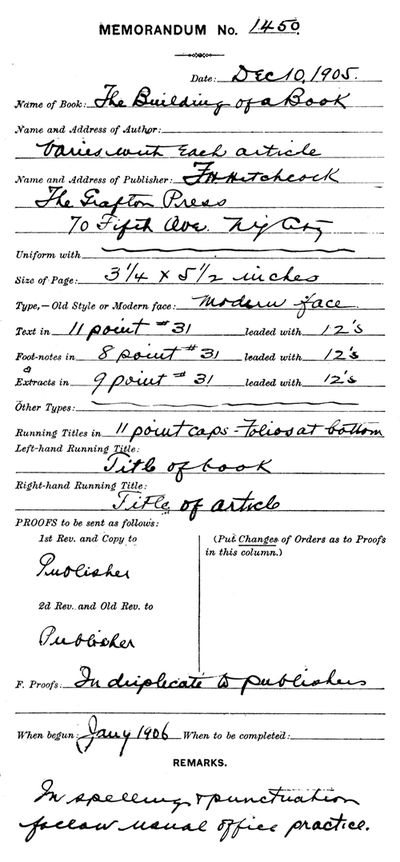
The form of the book, the size of the type page, and the size and style of the type having been determined, the manuscript is handed to the foreman of the composing room, with all the collected directions in regard to it. He fills out a scheme of the work which tells the whole story,—somewhat as shown in illustration opposite page 42.
Under the heading "Remarks," in the scheme shown, are noted general directions as to capitalization, punctuation, and spelling (whether Webster, Worcester, or English spelling—which means generally not much more than the insertion of the "u" in words like "favor," "honor," etc., and the use of "s" instead of "z" in words like "recognize," "authorize," etc.). Sometimes these directions are given by the publisher, sometimes by the author, but more often by the superintendent or foreman of the printing-office. The office generally has a fairly well established system, which is followed in the absence of other orders. It is rarely the case that it is not the wisest course, if (p. 042)one is dealing with a reputable firm of printers, to leave all such details, except deciding the dictionary to be followed, to them. It is their business, and they will, if allowed, pursue a consistent and uniform plan, whereas few authors and fewer publishers are able, or take the pains, to do this. Too often the author has a few peculiar ideas as to punctuation or capitalization, which he introduces just frequently enough to upset the consistent plan of the printer. He will neither leave the responsibility to the latter nor will he assume it himself, and the natural result is a lack of uniformity which might have been avoided if the printer had been allowed to guide this part of the work without interference.
The compositors who are to set the type are selected according to the difficulty of the matter in hand, and each one is given a few pages of the "copy," or manuscript. The portion thus given each compositor is called a "take," and its length is determined by circumstances. For instance, if time is an object, small takes are given, in order that the next step in the forwarding of the work may be started promptly and without the delay which would be occasioned by waiting for the compositor to set up a longer take.
When the compositor has finished his take, the copy and type are passed to a boy, who "locks up" the type on the galley—a flat brass tray with upright sides on which the compositor has placed (p. 043) his type—and takes a proof of it upon a galley-or "roller"-press. This is the proof known as a "galley-proof," and is, in book work, printed on a strip of paper about 7 × 25 inches in size, leaving room for a generous margin to accommodate proof-readers' and authors' corrections, alterations, or additions.
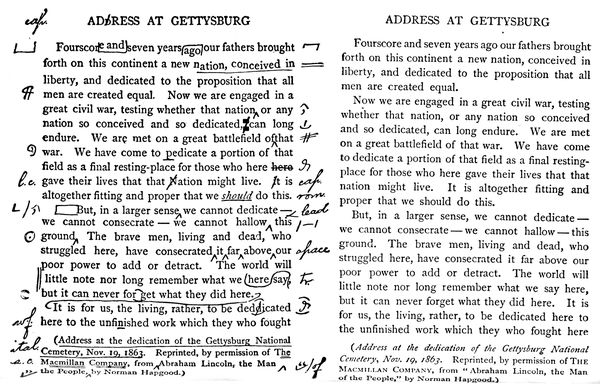
The galley-proof, with the corresponding copy, is then handed to the proof-reader, who is assisted by a "copy-holder" (an assistant who reads the copy aloud) in comparing it with the manuscript and marking typographical errors and departures from copy on its margin. Thence the proof passes back again to the compositor, who corrects the type in accordance with the proof-reader's markings. Opposite page 44 is a specimen of a page proof before correction and after the changes indicated have been made.
New proofs are taken of the corrected galley, and these are revised by a proof-reader in order to be sure that the compositor has made all the corrections marked and to mark anew any he may have overlooked or wrongly altered. If many such occur, the proof is again passed to the compositor for further correction and the taking of fresh proofs. The reviser having found the proof reasonably correct, and having marked on its margin any noticed errors remaining, and also having "Queried" to the author any doubtful points to which it is desirable that the latter's attention should be drawn, (p. 044)the proof—known as the "first revise"—and the manuscript are sent to the author for his reading and correction or alteration.[2]
On the return of the galley-proofs to the printer, the changes indicated on the margins are made by compositors selected for the purpose, and the galleys of type and the proofs are then turned over by them to the "make-up." The "make-up" inserts the cuts, divides the matter into page lengths, and adds the running titles and folios at the heads of the pages.
At this stage the separate types composing the page are held in place and together by strong twine called "page cord," which is wound around the whole page several times, the end being so tucked in at the corner as to prevent its becoming unfastened prematurely. The page thus held together is quite secure against being "pied" if proper care is exercised in handling it, and it can be put on a (p. 045)hand-press and excellent proofs readily taken from it. A loosely tied page, however, may allow the letters to spread apart at the ends of the lines, or the type to get "off its feet," or may show lines slightly curved or letters out of alignment. The proof of a page displaying such conditions often causes the author, unlearned in printers' methods, much perturbation of mind and unnecessary fear that his book is going to be printed with these defects. These should in reality be no cause for worry, since by a later operation, that of "locking-up" the "form" in which the pages will be placed before they are sent to the electrotyping department, the types readily and correctly adjust themselves.
Proofs of these twine-bound pages are taken on a hand-press, passed to the reviser for comparison with the galley-proofs returned by the author, and if the latter has expressed a wish to see a second revise of the proofs, they are again sent to him. For such a "second revise" and any further revises an extra charge is made. The proofs to which an author is regularly entitled are a duplicate set of the first revise, a duplicate set of "F"-proofs,—to be mentioned later,—and one set of proofs of the electrotype plates; though it may be added that the last is not at all essential and is seldom called for.
Usually the author does not require to see another proof after the second revise, which he returns to the printer with his final changes and the (p. 046)direction that the pages may be "corrected and cast," that is, put into the permanent form of electrotype plates. Some authors, however, will ask to see and will make alterations in revise after revise, even to the sixth or seventh, and could probably find something to change in several more if the patience or pocketbook of the publisher would permit it. All the expense of overhauling, correcting, and taking additional proofs of the pages is charged by the printer as "author's time." It is possible for an author to make comparatively few and simple changes each time he receives a new revise, but yet have a much larger bill for author's changes than another who makes twice or thrice as many alterations at one time on the galley-proof, and only requires another proof in order that he may verify the correctness of the printer's work. The moral is obvious.
After the pages have been cast, further alterations, while entirely possible, are quite expensive and necessarily more or less injurious to the plates.
The author having given the word to "cast," the pages of type are laid on a smooth, level table of iron or marble called an "imposing stone." They are then enclosed—either two or three or four pages together, according to their size—in iron frames called "chases," in which they are squarely and securely "locked up," the type having first been levelled down by light blows of a mallet on a block of smooth, hard wood called a "planer." (p. 047)This locking-up of the pages in iron frames naturally corrects the defects noted in the twine-bound pages, and not only brings the type into proper alignment and adjustment, but prevents the probability of types becoming displaced or new errors occurring through types dropping out of the page and being wrongly replaced.
When the locking-up process is completed, the iron chase and type embraced by it is called a "form." A proof of this form is read and examined by a proof-reader with the utmost care, with a view to eliminating any remaining errors or defective types or badly adjusted lines, and to making the pages as nearly typographically perfect as possible. It is surprising how many glaring errors, which have eluded all readers up to this time, are discovered by the practised eye of the final proof-reader.
The form having received this most careful final reading, the proof is passed back to the "stone-hands"—those who lock up and correct the forms—for final correction and adjustment, after which several more sets of proofs are taken, called "F"-proofs (variously and correctly understood as standing for "final," "file," or "foundry" proofs). A set of F-proofs is sent to the author to keep on file, occasionally one is sent to the publisher, and one set is always retained in the proof-room of the printing-office. These proofs are characterized by heavy black borders which enclose each page, (p. 048)and which frequently render nervous authors apprehensive lest their books are to appear in this funereal livery. These black borders are the prints of the "guard-lines," which, rising to the level of the type, form a protection to the pages and the plates in their progress through the electrotyping department; but before the plates are finished up and made ready for the pressroom, the guard-lines, which have been moulded with the type, are removed.
After several sets of F-proofs have been taken, the form is carried to the moulding or "battery" room of the electrotyping department, where it leaves its perfect impress in the receptive wax. Thence it will later be returned to the composing room and taken apart and the type distributed, soon to be again set up in new combinations of letters and words. The little types making a page of verse to-day may do duty to-morrow in a page of a text-book in the higher mathematics.
After the type form has been warmed by placing it upon a steam table, an impression of it is taken in a composition resembling wax which is spread upon a metal slab to the thickness of about one-twelfth of an inch. Both the surface of the type and of the wax are thoroughly coated with plumbago or black lead, which serves as a lubricant to prevent the wax from adhering to the type.
As the blank places in the form would not provide (p. 049)sufficient depth in the plate, it is necessary to build them up in the wax mould by dropping more melted wax in such places to a height corresponding to the depth required in the plate, which is, of course, the reverse of the mould, and will show corresponding depressions wherever the mould has raised parts. If great care is not taken in this operation of "building-up," wax is apt to flow over into depressions in the mould, thereby effacing from it a part of the impression, and the plate appears later without the letters or words thus unintentionally blotted out. The reviser of the plate-proofs must watch carefully for such cases.
The mould is now thoroughly brushed over again with a better quality of black lead than before, and this furnishes the necessary metallic surface without which the copper would not deposit. Then it is "stopped out" by going over its edges with a hot iron, which melts the wax, destroys the black-lead coating, and confines the deposit of copper to its face.
After carefully clearing the face of the mould of all extraneous matter by a stream of water from a force-pump, it is washed with a solution of iron filings and blue vitriol which forms a primary copper facing. It is then suspended by a copper-connecting strip in a bath containing a solution of sulphate of copper, water, and sulphuric acid. Through the instrumentality of this solution, and the action of a current of electricity from a dynamo, (p. 050)copper particles separate from sheets of copper (called "anodes," which are also suspended in the bath) and deposit into the face of the mould, thus exactly reproducing the elevations and depressions of the form of type or illustrations of which the mould is an impression. After remaining in the bath about two hours, when the deposit of copper should be about as thick as a visiting card, the mould is taken from the bath and the copper shell removed from the wax by pouring boiling hot water upon it. A further washing in hot lye, and a bath in an acid pickle, completely removes every vestige of wax from the shell. The back of the shell is now moistened with soldering fluid and covered with a layer of tin-foil, which acts as a solder between the copper and the later backing of lead.
The shells are now placed face downward in a shallow pan, and melted lead is poured upon them until of a sufficient depth; then the whole mass is cooled off, and the solid lead plate with copper face is removed from the pan and carried to the finishing room, where it is planed down to a standard thickness of about one-seventh of an inch. The various pages in the cast are sawed apart, the guard-lines removed, side and foot edges bevelled, head edge trimmed square, and the open or blank parts of the plate lowered by a routing machine to a sufficient depth to prevent their showing later on the printed sheet.
Then a proof taken from the plates is carefully (p. 051)examined for imperfections, and the plates are corrected or repaired accordingly, and are now ready for the press.
Although, owing to the expense and to the fact that the plate is more or less weakened thereby, it is desirable to avoid as much as possible making alterations in the plates, they can be made, and the following is the course generally pursued. If the change involves but a letter or two, the letters in the plate are cut out and new type letters are inserted; but if the alteration involves a whole word or more, it is inadvisable to insert the lead type, owing to its being softer and less durable than the copper-faced plate, and it will therefore soon show more wear than the rest of the page; and so it is customary to reset and electrotype so much of the page as is necessary to incorporate the proposed alteration, and then to substitute this part of the page for the part to be altered, by cutting out the old and soldering in the new piece, which must of course exactly correspond in size.
As a patched plate is apt at any time to go to pieces on the press, and may destroy other plates around it, or may even damage the press itself, it is generally considered best to cast a new plate from the patched one. This does not, however, apply to plates in which only single letters or words have been inserted, but to those which have been cut apart their whole width for the insertion of one or more lines.
(p. 052)The plates having been finally approved, they are made up in groups (or "signatures") of sixteen, and packed in strong boxes for future storage. Each box generally contains three of these groups, or forty-eight plates, and is plainly marked with the title of the book and the numbers of the signatures contained therein.
The longevity of good electrotype plates is dependent upon the care with which they are handled and the quality of paper printed from them; but with smooth book paper and good treatment it is entirely possible to print from them a half million impressions without their showing any great or material wear.[Back to Contents]
The Linotype, pronounced by London Engineering "the most wonderful machine of the century," was not the product of a day. Its creator, whose early training had never touched the printer's art, was fortunately led to the study of that art, through the efforts of others, whose education had prepared them to look for a better method of producing print than that which had been in use since the days of Gutenberg; but his invention abolished at one stroke composition and distribution; introduced for the first time the line, instead of the letter, as the unit of composition; brought into the art the idea of automatically and instantly producing by a keyboard solid lines of composed and justified type, to be once used and then melted down; rendered it possible to secure for each issue new and sharp faces; abolished the usual investment for type; cheapened the cost of standing matter; removed all danger of "pieing," and at the same time reduced greatly the cost of composition. The story is an interesting one.
(p. 054)In the autumn of 1876, Charles T. Moore, a native of Virginia, exhibited to a company of Washington reporters a printing machine upon which he had been working for many years, and which he believed to be then substantially complete. It was a machine of very moderate dimensions, requiring a small motive power, and which bore upon a cylinder in successive rows the characters required for printed matter. By the manipulation of finger keys, while the cylinder was kept in continuous forward motion, the characters were printed in lithographic ink upon a paper ribbon, in proper relation to each other; this ribbon was afterwards cut into lengths, arranged in the form of a page, "justified," to a certain extent, by cutting between and separating the words, and then transferred to a lithographic stone, from which the print was made. Such print was not, of course, of the highest character, but it was a beginning; and the machines were used in Washington and New York, mainly in the transcription of stenographic notes taken in law cases and in the proceedings of legislative committees. A number of these machines was built, but mechanical difficulties became so frequent that the parties interested resolved, very wisely, before proceeding to build upon a large scale, to put the machine into the hands of a thorough mechanical expert, so that it might be tried out and a determination reached as to whether or not it was a commercially practical (p. 055)one. At the head of the little company of men who nurtured this enterprise and contributed most largely by their labors and means to its development, were James O. Clephane, a well-known law and convention reporter, and Andrew Devine, then the Senate reporter of the Associated Press. In their search for an expert, a Baltimore manufacturer named Hahl, who had constructed some of these machines, was consulted, and upon his recommendation his cousin, Ottmar Mergenthaler, was selected to undertake the work, and thus the future inventor of the Linotype was discovered.
Mergenthaler was born in 1854, in Würtemberg, Germany, had been a watchmaker, and at this time was employed upon the finer parts of the mechanical work done in Hahl's shop. The contract was that Mergenthaler was to give his services at a rate of wages considerably beyond what he was then receiving, and Hahl was to charge a reasonable price for the use of his shop and the cost of material. The task undertaken, however, proved to be a far larger one than had been anticipated, and the means of the promoters were exhausted long before the modifications and improvements continually presented had been worked out. The circle of contributors was therefore necessarily widened, and indeed that process went on for years, enough, could they have been foreseen, to have dismayed and disheartened those who were there "in the beginning." Mergenthaler and (p. 056)Moore, assisted by the practical suggestions of Clephane and Devine, continued to work upon the problem for about two years, by which time the lithographic printing machine had become one which indented the characters in a papier-maché strip, and this being cut up and adjusted upon a flat surface in lines, the way was prepared for casting in type metal. The next step of importance was the production of the "bar indenting machine," a machine which carried a series of metal bars, bearing upon their edges male printing characters, the bars being provided with springs for "justifying" purposes. The papier-maché matrix lines resulting from pressure against the characters were secured upon a backing sheet, over this sheet was laid a gridiron frame containing a series of slots, and into these slots type metal was poured by hand to form slugs bearing the characters from which to print. This system was immediately followed by a machine which cast the slugs automatically, one line at a time, from the matrix sheets.
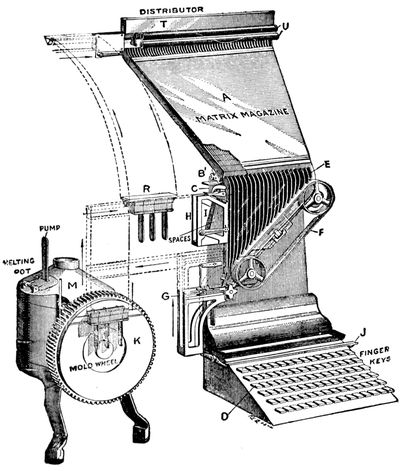
It was in this work that Mergenthaler received the education which resulted in his great invention and in due time he presented his plans for a machine which was known as the "Band" machine. In this machine the characters required for printing were indented in the edges of a series of narrow brass bands, each band containing a full alphabet, and hanging, with spacers, side by side in the (p. 057)machine. The bands tapered in thickness from top to bottom, the characters being arranged upon them in the order of the width-space which they occupied. By touching the keys of a keyboard similar to a typewriter, the bands dropped successively, bringing the characters required into line at a given point; a casting mechanism was then brought in contact with this line of characters, molten metal forced against it through a mould of the proper dimensions, and a slug with a printing surface upon its face was thus formed. This was recognized as a great advance and was hailed with delight by the now largely increased company. The necessary funds were provided and the building of the new machine undertaken. But Mergenthaler continued active, and before a second of the "Band" machines could be built, he had devised a plan for dealing with the letters by means of independent matrices. These matrices were pieces of brass measuring 1-¼ inches by ¾ of an inch and of the necessary thickness to accommodate the character, which it bore upon its edge in intaglio; they were stored in the newly devised machine in vertical copper tubes, from the bases of which they were drawn, as required, by a mechanism actuated by finger keys, caught by the "ears" as they dropped upon a miniature railway, and by a blast of air carried one by one to the assembling point. Wedge spacers being dropped in between the words, the line was carried to the front of the (p. 058)mould, where "justification" and casting took place.
Success seemed at last to have been reached, and now the problem was, first, how to obtain means to build machines, and second, how to persuade printers to use them. The first of these was the easier, although no slight task; the second was one of great difficulty. The field for the machine then in sight was the newspaper, and the newspaper must appear daily. The old method of printing from founder's type, set for the most part by hand, was doing the work; a revolutionary method by which the type was to be made and set by machine, although promising great economies, was a dangerous innovation and one from which publishers naturally shrank. They could see the fate which awaited them if they adopted the new system and it proved unsuccessful. However, a number of newspaper men, after a careful investigation of the whole subject, determined to make the trial; and the leaders of these were Whitelaw Reid of the New York Tribune, Melvin Stone of the Chicago News (to whom succeeded Victor F. Lawson), and Walter N. Haldeman of the Louisville Courier-Journal. Into these offices, then, the Linotype went. To Mr. Reid belongs the honor of giving the machine a name—line of type—Linotype, and of first using it to print a daily newspaper. Of the machine last described, two hundred were built, but before they were half marketed, the (p. 059)ingenious Mergenthaler presented a new form, which showed so great an advance that it was perforce adopted, and the machines then in use, although they gave excellent results, were in course of time displaced. The new machine did away with the air blast, the matrices being carried to the assembling point by gravity from magazines to be hereafter described, and the distributing elevator was displaced by an "arm" which lifted the lines of matrices, after the casting process, to the top of the machine to be returned to their places.
The improvements made in the Linotype since Mergenthaler's time (who died in 1899 at the early age of forty-five) have been very great; indeed, almost a new machine has been created in doing what was necessary to adapt it to the more and more exacting work which it was called upon to perform in the offices of the great American book publishers. These improvements have been largely the work of, or the following out of suggestions made by, Philip T. Dodge, the patent attorney of the parties interested in the enterprise from the beginning, and later the president of the Mergenthaler Linotype Company. They went on year after year under the supervision of a corps of gifted mechanical experts, the chief of whom was John R. Rogers, the inventor of the Typograph, until from the machine of Mergenthaler, supplying through its ninety keys as many characters, a machine appeared yielding three hundred and sixty different (p. 060) characters from the like keyboard. The magazines, too, were capable of being charged with matrices representing any face from Agate (5-point) to English (14-point), and even larger faces for display advertising and for initial letters, by special contrivances which cannot be described without carrying this article beyond reasonable limits. Among the ingenious devices added are: the Rogers systems of setting rule and figure tables, box heads, etc.; the reversal of the line so as to set Hebrew characters in their proper relation; the production of printers' rules of any pattern; the making of ornamental borders; a device for the casting of the same line an indefinite number of times from one setting. The machine was also greatly simplified in its construction.
The amount of money expended in the enterprise before the point of profit was reached was very great; it aggregated many millions of dollars; but the promoters had faith in the success of the machine and taxed themselves ungrudgingly. Among those who contributed largely to the ultimate result by substantial aid and wise counsel in the conduct of the business the name of D. O. Mills should be particularly mentioned.
It was Mergenthaler's great good fortune to have had as his supporters many men of the character of those mentioned above, and in thus being relieved of all financial anxiety and permitted to work out thoroughly and without delay every idea that (p. 061)suggested itself either to him or to the ingenious men who had been drawn into the enterprise. His profits, too, were proportionate to the company's success, and although he did not live to enjoy them for his natural term of years, he had the satisfaction of knowing that a handsome income would continue to flow into the hands of his wife and children.
The company's principal works are situated in the Borough of Brooklyn, New York City, and have a space devoted to manufacturing purposes of about one hundred and sixty thousand square feet. Approximately one hundred Linotypes, besides a large number of smaller machines and a vast quantity of supplies, are turned out from there every month; but the growing demand from abroad for American-built machines has led to the consideration of plans for an entirely new establishment, to be built in accordance with the latest modes of factory construction. About ten thousand Linotypes are now in daily use.
The machine as at present built is shown in part by the accompanying cut, and its operation may be briefly described as follows:—
The Linotype machine contains, as its fundamental elements, several hundred single matrices, which consist of flat plates of brass having on one edge a female letter or matrix proper, and in the upper end a series of teeth, used for selecting and distributing them to their proper places in the (p. 062)magazine. These matrices are held in the magazine of the machine, a channel of it being devoted to each separate character, and there are also channels which carry quads of definite thickness for use in tabular work, etc. The machine is so organized that on manipulating the finger keys, matrices are selected in the order in which their characters are to appear in print, and they are assembled in line side by side at the point marked G in the illustration, with wedge-shaped spaces between the words. This series of assembled matrices forms a line matrix, or, in other words, a line of female type adapted to form a line of raised printed characters on a slug which is cast against them. After the matrix line has been composed, it is automatically transferred to the face of a slotted mould, as shown at K, and while in this position the wedge spaces are pushed up through the line, and in this manner exact and instantaneous justification is secured. Behind the mould there is a melting pot, M, heated by a flame from a gas or oil burner, and containing a constant supply of molten metal. The pot has a perforated mouth which fits against and closes the rear side of the mould, and it contains a pump plunger mechanically actuated. After the matrix line is in place against the front of the mould, the plunger falls and forces the molten metal through the mouth pot into the mould, against and into the characters in the matrix line. The metal instantly solidifies, forming a slug (p. 063)having on its edge raised characters formed by the matrices. The mould wheel next makes a partial revolution, turning the mould from its original horizontal position to a vertical one in front of an ejector blade, which, advancing from the rear through the mould, pushes the slug from the latter into the receiving galley at the front. A vibrating arm advances the slugs laterally in the galley, assembling them in column or page form ready for use. To insure absolute accuracy in the height and thickness of the slugs, knives are arranged to act upon the base and side faces as they are being carried toward the galley. After the matrices have served their purpose in front of the mould, they are shifted laterally until the teeth in their upper ends engage the horizontal ribs on the bar R; this bar then rises, as shown by the dotted lines, lifting the matrices to the distributor at the top of the machine, but leaving the wedge spacers, I, behind, to be shifted to their box, H. The teeth in the top of each matrix are arranged in a special order, according to the character it contains, the number or relation of its teeth differing from that of a matrix containing any other character, and this difference insures proper distribution. A distributor bar, T, is fixed horizontally over the upper end of the magazine and bears on its lower edge longitudinal ribs or teeth, adapted to engage the teeth of the matrices and hold the latter in suspension as they are carried along the bar over the (p. 064)mouths of the magazine channels by means of screws which engage their edges. Each matrix remains in engagement with the bar until it arrives at the required point, directly over its own channel, and at this point for the first time its teeth bear such relation to those on the bar that it is permitted to disengage and fall into the channel. It is to be particularly noted that the matrices pursue a circulatory course through the machine, starting singly from the bottom of the magazine and passing thence to the line being composed, thence in the line to the mould, and finally back singly to the top of the magazine. This circulation permits the operations of composing one line, casting from a second, and distributing a third, to be carried on concurrently, and enables the machine to run at a speed exceeding that at which an operator can finger the keys. A change from one face of type to any other is effected by simply drawing off one magazine and substituting another containing the face required, so that the variety of faces needs to be limited only by the number of them which the printer chooses to carry in his stock.
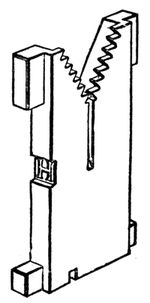
A Linotype Matrix.
Matrices are also made bearing two characters, as the ordinary body character and the corresponding italics, or a body character and a small capital or a black face, and either of these is brought into use as desired by the touching of a key, so that if, for instance, it is required to print a word in italics (p. 065)or black face at any part of the line being composed, it is effected in this way, and composition in the body letter is resumed by releasing the key.
The latest pattern of machine is supplied with two magazines, superimposed one above the other, each with its own distributing apparatus. The operator can elect, by moving a lever, from which magazine the letter wanted will fall—the same keyboard serving for both. It is thus possible to set two sizes of type from one machine, each matrix showing two characters as described above.[Back to Contents]
Though for more than half a century machines adapted for the setting of type have been in use, it is only within a few years that the average printer of books has been enabled to avail himself of the services of a mechanical substitute for the hand compositor. The fact seems to be that despite the ingenuity that was brought to bear upon the problem, the pioneer inventors were satisfied to obtain speed, with its resultant economy, at the expense of the quality of the finished product. Thus, until comparatively recently, machine composition was debarred from the establishments of the makers of fine books, and found its chief field of activity in the office of newspaper publishers and others to whom a technically perfect output was not essential so long as a distinct saving of time and labor could be assured. Thanks, however, to persistent effort on the part of those inventors who would not be satisfied until a machine was evolved which should equal in its output the work of the hand compositor, the (p. 067)problem has been triumphantly solved, and to-day the very finest examples of the printed book owe their being to the mechanical type-setter.
The claim is made for one of these machines, the monotype, that, so far from lowering the standard of composition, its introduction into the offices of the leading book printers of the world has had the contrary effect, and that it is only the work of the most skilful hand compositor which can at every point be compared with that turned out by the machine. The fact that the type for some recent books of the very highest class, so-called "editions de luxe," has been cast and set by the monotype machine would seem to afford justification for this claim, extravagant as at first glance it may appear.
The monotype machine is, to use a Hibernicism, two machines, which, though quite separate and unrelated, are yet mutually interdependent and necessary the one to the other. One of these is the composing machine, or keyboard, the other the caster, or type-founder. To begin with the former: this is in appearance not unlike a large typewriter standing upon an iron pedestal, the keyboard which forms its principal feature having two hundred and twenty-five keys corresponding to as many different characters. This keyboard is generally placed in some such position in the printing office as conduces to the health and comfort of the operator, for there is no more noise (p. 068)or disagreeable consequence attendant on its operation than in the case of the familiar typewriter, which it so markedly resembles.
It has been said that the machines are interdependent; yet they are entirely independent as to time and place. The keyboard, as a matter of fact, acts as a sort of go-between betwixt the operator and the casting-machine, setting the latter the task it has to perform and indicating to it the precise manner of its performance. A roll of paper, which as the keyboard is operated continuously unwinds and is rewound, forms the actual means of communication between the two machines. The operator, as he (or she, for in increasing numbers women are being trained as monotype operators) sits facing the keyboard, has before him, conveniently hanging from an adjustable arm, the "copy" that has to be set in type. As he reads it he manipulates the keys precisely as does an operator on a typewriter, but each key as it is depressed, in place of writing a letter, punches certain round holes in the roll of paper. Enough keys are depressed to form a word, then one is touched to form a space, and so on until just before the end of the line is reached (the length of this line, or the "measure," as it is termed, has at the outset been determined upon by the setting of an indicator) a bell rings, and the operator knows that he must prepare to finish the line with a completed word or syllable and then proceed to justify it. (p. 069)"Justification," as it is termed, is perhaps the most difficult function of either the hand or the machine compositor. On the deftness with which this function is discharged depends almost entirely the typographic excellence of the printed page. To justify is to so increase the distance between the words by the introduction of type-metal "spaces" as to enable the characters to exactly fill the line. To make these spaces as nearly equal as possible is the aim of every good printer, and in proportion as he succeeds in his endeavor the printed page will please the eye and be free from those irregularities of "white space," which detract from its legibility as well as from its artistic appearance.
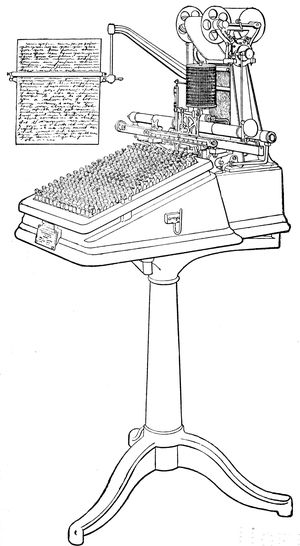
The Monotype Keyboard.
That the monotype should not only "justify" each line automatically, but justify with a mathematical exactness impossible of attainment by the more or less rough-and-ready methods of the most careful human type-setter is at first thought a little bewildering. The fact remains, however, that it does so, and another triumph is to be recorded for man's "instruments of precision."
Monotype justification is effected as follows: an ingenious registering device waits, as it were, on all the movements of the operator, with the result that when he has approached as close to the end of the line as he dare go, he has merely to glance at a cylindrical dial in front of him. The pointer on this dial signifies to him which of the "justifying keys" he must depress. He touches (p. 070)them in accordance therewith, and the line is justified, or rather it will be justified when, as will be seen later on, the casting machine takes up its part of the work. That is the outward manifestation; it remains to be seen in what manner the machine accomplishes its task. Firstly, the machine automatically notes the exact width of the space left over at the line's end; then, also automatically, it records the number of spaces between the words already set which form the incompleted line; finally, it divides the residuary space into as many parts as there are word-spaces, and allots to each of these one of the parts. Thus if there is one-tenth of an inch to spare at the end of the line and ten word-spaces, then one-hundredth of an inch added to each of these spaces will justify the line with mathematical accuracy. But the machine will do something more wonderful than this. It will separately justify separate parts of the same line. The utility of this is comprehended when it is pointed out that when the "copy" to be set consists of what is technically termed "tabular" matter, the various columns of figures or so forth composing it are not composed vertically but horizontally and so each section must of necessity be justified separately.
Should the compositor be required to "over-run illustrations," as the term goes, in other words to leave a space in which the "block" for a cut may be (p. 071)inserted, so that it may have type all around it or on one side of it only, the machine offers no difficulty at all. All that the operator has to do in this case is to carry the composition of each line as far as necessary and then complete it with a row of "quads," or spaces. Thus, when the composition is cast by the casting-machine the space into which the block is to fit is occupied by a square of "quads." These have only to be lifted out, the block inserted, and the trick is done.
We will then imagine that the operator has finished his task. Of the bank of two hundred and twenty-five keys in front of him (the equivalent of a full "font" of type, with figures, italics, and symbols complete), he has depressed in turn those necessary to spell out the words of his copy, he has put a space between the words he has justified in accordance with the dictates of the justifying dial, has arranged the spaces for the insertion of blocks or illustrations, and as the result of his labors he has merely a roll of perforated paper not unlike that which operates the now familiar pianola or piano-player. Yet this roll of paper is the informing spirit, as it were, of the machine. Its production is the only portion of the work of the monotype for which a human directing agency is necessary, every other function being purely automatic.
The roll of perforated ribbon is lifted off the keyboard and put in place on the casting-and setting-machine. (p. 072)As it is swiftly unwound it delivers to the casting-machine the message with which the operator has charged it. Through the perforations he has made compressed air is forced. Now, as has been explained, the holes correspond to the characters or typographic symbols of the "copy," and the jet of air forced through them sets in motion the machinery, which controls what is known as the "matrix-case," a rectangular metal frame about five inches square, which contains two hundred and twenty-five matrices, or little blocks of hardened copper, each one of which is a mould corresponding to a character on the keyboard. This frame is mounted horizontally on a slide, which by an ingenious mechanical movement brings any one of the two hundred and twenty-five matrices over what is termed the mould. The particular matrix thus placed in position is determined by those particular holes punched in the paper ribbon at the keyboard, through which the compressed air is at that precise moment being forced.
The mould referred to is closed by the matrix, a jet of molten metal is forced in, and in an instant the type is cast, its face being formed by the matrix, its body or shank by the mould. The cast type is ejected and takes its place in the galley, to be followed by another and that by yet others in their regular rotation. It must, however, be pointed out that the composition emerges from (p. 073)the machine hind part foremost and upside down as it were. This enables the justification holes, which were originally punched at the end and not at the beginning of each line, to direct the proper casting of the spaces in the lines to which they correspond.
It will be seen, therefore, that the casting portion of the monotype machine is actually automatic. It performs all its operations without human assistance or direction. Occasionally it will stop of its own accord and refuse to work, but this merely means that it has found something amiss with the perforated instructions, a mistake as to the length of a line or so forth, and it refuses to continue until the workman in charge of it puts the error right, then it starts on again and continues on its even course, casting letters and spaces and punctuation marks, and arranging them first in words, then in lines, next in paragraphs, and finally in a column on the galley.
The casting-machine works at so high a rate of speed (casting from one hundred and forty to one hundred and fifty characters per minute) that it can in its output keep well ahead of the operator on the keyboard. This, however, so far from being an inconvenience or leading to any loss of time, is an advantage, for four casting-machines, which can easily be looked after by one man and a boy, can cope with the work of five keyboard operators, or if all are engaged on the same character of composition (p. 074)two casters can attend to the output of three keyboards. This suggests a reference to the facilities offered by the machine for the production of matter composed in various faces of type. The machine casts practically all sizes in general use from five-point, or "pearl," to fourteen point, or "English." Owing to the number of characters included in the matrix-case, it can at the same time set upper and lower case, small capitals, and upper and lower case italics, or any similar combination of two or even three different faced alphabets. To change from one complete set of matrices to another is a simple operation, performed in about a minute of time, while the changing of mould, which insures a corresponding change in the size of the "body" of the type, takes about ten minutes.
To return, however, to the perforated roll of paper, which it must be imagined has passed entirely through the casting-machine and has been automatically re-rolled. Its present function has come to an end, and it is now lifted out of its position on the machine and placed away for future reference in a drawer or cabinet. This is a by no means unimportant feature of the Monotype, for it is thus no longer necessary to preserve the heavy, cumbrous, and expensive "plates" of a book in anticipation of a second edition being called for at some future time. As a matter of fact, indeed, "plates," or electrotypes of monotyped matter, are by no means a necessity. Many (p. 075)thousand impressions can with safety be printed from the types themselves, and these latter at the conclusion of the job can be remelted and new type cast from the resultant metal. The paper rolls, occupying but a few square inches of space, can be kept, and when the time arrives may be passed through the casting-machine again, to supply a new printing surface identical in every respect with the original.
But the galley of monotyped composition has been waiting during this digression. It is lifted off the machine by the attendant and a rough proof pulled, which is corrected by the proof-reader. The advantage of the individual types is then apparent, for the composition is corrected and otherwise handled precisely as would be the case had the matter been set entirely by hand. Indeed, the operation consumes even less time, for the discarded characters, instead of being placed back carefully in their proper compartments in the case for future use, are merely thrown aside by the corrector, to find their way eventually into the melting pot. It may be added, however, that the Monotype itself furnishes the types used in the correction of its matter—"sorts," as they are termed by the printer. These are cast by the machine during the times when it is not employed upon more important work.
Indeed, an attachment has recently been added to the machine, whereby its use as a type-caster (p. 076)is still further extended. As has been mentioned, the machine casts and composes type of any sized face, from five to fourteen point. With, however, the attachment referred to, it can now cast for the use of the hand compositor complete fonts of type up to and including thirty-six point in size, so that an entire book, title-page included, nowadays often owes its typographical "dress" to the ingenious machine known as "The Lanston Monotype."[Back to Contents]
When part of a book has been set up in type, in what is called "galley form," an impression is taken, technically known as "first proof," and this proof is handed to the proof-reader. This long-suffering individual lives in a chronic state of warfare with the compositors on the one hand and the author on the other. His first duty is to see that the proof agrees with the author's manuscript, that nothing has been omitted, and nothing inserted that is not in the copy. He must see, further, that the spelling, punctuation, capitalization, grammar, and so forth, are correct, and the book set according to the "style" ordered. He first of all, therefore, compares the proof with the manuscript, or an assistant reads the manuscript aloud, the proof-reader listening intently for any variation from the proof before him and marking any errors he may find.
Now this seems easy enough, and if every author prepared his copy carefully, so that there could be no possible mistake as to his meaning, nothing would be easier; but in practice a number of (p. 078)questions arise which would never be thought of by an outsider. On a new work being put in hand, some half-dozen compositors are given a few sheets of copy apiece, and if the proof-reader happens to be readily accessible he is bombarded within the first half-hour or so with, "How am I to spell centre?" "Has travelling one or two l's?" "Shall I capitalize the word State?" "Shall I spell out two hundred?" "Do you want ships' names in Italic?" and so on and so on. As to punctuation, every compositor thinks he knows better than proof-reader and author combined and follows his own sweet will. As every error on the first proof must be corrected by the compositor at his own expense, here arises the cause of war mentioned in our opening paragraph.
Much has been written about printers' errors and the mistakes of "the intelligent compositor." Aside from those caused by illegible manuscript, mistakes arise from faulty "distribution," that is to say, the type has been thrown into the wrong boxes. Thus we get c for e, h for n, y for p, etc., these boxes being contiguous and the letters of the same thickness; if, for instance, the compositor picked up u instead of t the difference in thickness would at once be noticed by him and the mistake rectified. Then letters are sometimes set upside down and we find letters of a different "face" which have got into the case by mistake. In type set on machine, errors arise from striking (p. 079)adjacent keys, or some matrix will stick in the channel and make its appearance later, sometimes even in the next line. But the chief source of error is illegible or carelessly prepared manuscript, and to the author's slips of the pen must be added in these days the slips of the typewriter.
It is quite possible for a man to be an expert in astronomy, medicine, or natural history and yet have hazy ideas on spelling and punctuation. "When in doubt use a dash" is an old standing joke, but some authors use dashes all the time, making them do duty for commas, semicolons, and periods. They will write indifferently 4 or four and frequently their capital a's c's, m's, and n's cannot be distinguished from the small letters. They will commence a story telling that the "Captain" did so and so, and lo, on the next page the "captain" sinks into a common noun; and so with "Father," "mother," "Aunt," "uncle," etc. Just see what the story would look like if set according to copy!
Now the proof-reader is expected to rectify all this, thereby drawing on his head the wrath of the compositor, who says "he followed the copy," and occasionally incurring the wrath of the author as well for departing therefrom. Sometimes instructions are given that the author's spelling, punctuation, etc., are to be carefully followed, when of course no question can arise; and the proof-reader will query on the proof submitted to (p. 080)the author anything which does not seem to him to be correct.
The great newspapers and magazines have what they call a "style sheet" for the guidance of their compositors and proof-readers and insist on its being faithfully followed. Only by this means could uniformity in the appearance of the paper be secured. In this style sheet careful and minute directions are given for the use of capital letters, the use of Italic, spelling out of numbers, compound words, etc. In the Government printing-office in Washington they have a style book of some two hundred pages. Some book printing-offices have what they call "the style of the office," which will be followed if no instructions are received from the author to the contrary, while some publishing houses with connections in England insist on English spelling being followed in all their books, as books with American spelling will not sell over there.
Here is an outline of an "office style":—
"Spell and divide words according to Webster's dictionary.
"Capitalize President and all Secretaries of State, Senator, Congressman, Governor, Government (of U.S. or other country), King, Emperor, Republican (and all political parties), all pronouns relating to the Deity, Legislature, State, Nation, Street, Avenue, (Hudson) River.
"Use small capitals for B.C., A.D., A.M., and P.M.
(p. 081)"Use Italics for names of ships, names of characters in plays, names of newspapers and magazines, and all foreign words.
"Use quotation marks for names of books.
"Spell out all numbers under 100.
"Compound co-operate, to-day, to-morrow.
"Use period after per cent., and Roman numerals I. VI., etc.
"Bible references in this style: 2 Kings vii. 29.
"All poetical quotations to be in smaller type than text."
Now, some authors will not accept the above style and insist on one entirely different. Many will accept Webster's spelling but draw the line at theater, which they want spelt theatre, and balk at skillfully and skillful or installment. They will order spelling according to the Standard Dictionary, yet will not accept sulfur, rime, or worshiping. One man wants all his numbers in figures, and another does not like compound words. Still another abhors dashes or colons, or quotation marks, and yet another will not have Italic type used in his work.
So it frequently happens that a proof-reader will have passing through his hands three or four books in entirely different styles, each of which he must bear in mind and conform to if he would avoid trouble. But whatever style be adopted, it is essential that it be strictly adhered to throughout the work; therefore in large printing-offices where (p. 082)there are many proof-readers care is always taken that, however many compositors may be engaged in setting up the work, the same reader handles it from start to finish.
If the proof-reader finds any passages whose meaning is not clear, or sentences of faulty construction, he will call the author's attention thereto. He will also call attention to Biblical or poetical quotations which he may know to be incorrect. Many authors will quote Scripture or poetry from memory, which is found to vary in many respects from the original on verification. And then they complain because "the printer did not set it up right,"—when they are charged for corrections. But why should the compositor bear the expense of correction—or the master-printer for that matter—when the copy was clearly wrong in the first instance? A moment's thought will show the injustice of such a procedure.
From what we have said may be seen the importance of the reading of "first proof." Many offices have the proofs read twice, first without referring to the copy, when the more glaring errors may be corrected at leisure, and then again carefully read by copy. The proofs are then returned to the compositors for correction, each man correcting the portion he set up.
A second proof is now taken which is put in the hands of another proof-reader (or "reviser") for revision. His business is to see that the corrections (p. 083)of the first reader have all been duly made. Should he find any palpable errors that have been overlooked by the first reader, he will call his attention thereto and on approval mark them. It may be necessary to return the proofs again to the compositors for correction, and even a third time. When found to be what is called "clean," they are sent to the author (usually in duplicate) along with the copy.
And now the author sees himself in print, perhaps for the first time. He will notice that his work presents a different appearance from what it did in manuscript. Here and there a passage can be improved, a phrase polished, an idea amplified—the same man will think differently at different times; and lo, here, the stupid printer has made him speak of a marine landscape when he wrote Maine landscape! (That proof-reader must be disciplined.) And here a sentence has been left out which he wrote on the back of his copy and has been skipped by compositor, copy-holder, proof-reader, and reviser alike! Then the queries of the proof-reader must be answered, and a few commas here and there would improve things,—and so he proceeds to mark up his proofs, for all of which corrections he has to pay at so much per hour—second cause of war.
The proofs are now returned to the printer and corrected, and a revise (after passing through the proof-reader's hands) sent to the author, which (p. 084)process may be repeated ad infinitum, until the author gives the order to make up into pages.
The type is now handed over to the "make-up," and inasmuch as his work must be carefully revised by the proof-reader, we may describe it here. Having first of all made a gauge showing the size of the page—supposing the page to be seven inches deep, he will cut a notch in a thin piece of wood showing that size—he must "cast off" or estimate how the pages are going to "break." There must not be any short lines, or "widows" as the printers call them,—that is, the concluding lines of paragraphs which are not full length,—at the heads of pages. The first line of a paragraph should not appear at the bottom of a page (but this rule is more honored in the breach than the observance), and the concluding page of a chapter should not be less than one-quarter page in length. These difficulties are avoided by "saving" a line here and there,—that is, where the last line of a paragraph consists of only one or two words, in squeezing them into the line above, or by "making" lines, which is accomplished by spreading long lines out and driving one or two words over. Any line containing one word only at the end of a paragraph ought to overlap the indention of the first line of the next paragraph. Such a word as "is" or "it" will not do so and should be turned back to the line above. Then again, where cuts or illustrations are inserted in the text (p. 085)a page will sometimes break in the middle of a cut, which, as Euclid says, is impossible, therefore the cut must be moved, sometimes necessitating slight alterations in the text, e.g. "The following illustration" must be altered to "The illustration on the next page," or "The illustration above," as the case may be. And here we may remark that all cuts or illustrations should be made and furnished to the printer in time to be inserted in the first proof. The writer calls to mind an instance where the cuts arrived after the whole book had been made up into pages, necessitating a re-make-up at considerable expense.
Proofs of the pages being furnished to the proof-reader, he first of all compares them with the author's last galley proof to see that nothing has been omitted (frequently lines fall off the ends of galleys), that they are in due sequence and "join up," and that the author's last corrections have been made. He then sees to the pagination, the running heads at top of each page, and sees that the foot-notes have been inserted in the pages where they belong and verifies the reference marks. The author will probably have used the * † ‡ § and they will have been so set up, as they appeared on each page of the original manuscript. But when in type and made up into pages they will probably fall differently, the note bearing the § mark may come on the following page and of course must be altered to an *, a corresponding (p. 086)change being made in the text. A much better plan is to number foot-notes 1, 2, 3 and so on, when no alteration on making-up will be required.
The proof-reader must also look after the "widows" and other matters before mentioned. If the book is set in linotype, the make-up will have been unable to make these changes. He will simply allow the proper space and the changes required will be marked by the proof-reader and a number of pages corrected at a time. This is a point of economy.
All corrections having been made and revised, proofs are submitted to the author for his final approval. The author may find it advisable to make alterations even after his book is made up into pages, necessitating further revises; but everything finally being in order, he gives the order to print or to electrotype.
If the pages are to be electrotyped or made into plates, they are "locked up" in an iron frame called a "chase," two or four together, and proofs are given to the proof-reader for a final reading.
If the book is to be printed from the type, the pages are "imposed" in sheets of eight, sixteen, or thirty-two, so arranged that the folios will be in order when the sheet is folded up. They now make what is called a "form," and a proof of this—known as the "stone proof"—is taken for final reading.
The proof-reader now reads the work all through, (p. 087)looking carefully to the spelling, punctuation, and grammar, as in reading "first proof," and more especially looking out for bad or imperfect letters. If many corrections have been made, the type is very apt to be broken and the spacing between words to become irregular. All imperfect letters must be replaced and bad spacing rectified. Then again, commas, hyphens, periods, and thin letters, such as l, f, or t, are apt to slip out of place at the ends of lines. And here a serious source of error may be mentioned which can be found out only by reading the whole page over. In type set on the linotype machine every line is one solid piece of metal. Any correction to be made involves resetting the whole line. Now the compositor in inserting the new line is very apt to take out a line beginning with the same word, replacing it with the new one, thus making a very serious blunder, and of course the proof-reader or author who sees the next proof has no intimation that the wrong line has been tampered with. On reading the page over, however, it will be noticed that something is wrong, previous proofs can be referred to, and the mistake rectified.
The proofs having been finally read, revised, and marked O. K., the pages are sent to the foundry or to press, as the case may be.
But the proof-reader has not done with them yet. If the book is electrotyped, the plates may turn out faulty; sometimes the type will sink in places (p. 088)under the enormous pressure applied in moulding. It is therefore highly advisable that proofs should be taken of the plates and gone over for imperfections; this may save valuable time later when the book is on the press. Some authors don't mind the expense of making changes in their work even after the pages are cast.
The proof-reader only takes leave of the book when it is on the press and all is ready to go ahead and print. A sheet is submitted to him which he must visé for bad letters, see that nothing has fallen out in transit to the pressroom, and that the pressman has not taken out any cuts to underlay and reinserted them upside down. He will also verify the folios again (if the book is printed from plates this will be the first opportunity of doing so) and see that the pages join up to what has gone before. Here his work ends.[Back to Contents]
The word "paper" derives its name from the ancient Greek word "papyrus," the name of the material used in ancient times for writing purposes, and manufactured by the Egyptians from the papyrus plant, and which was, up to the eighth century, the best-known writing material. Probably the earliest manufacturers of paper were the Chinese, who used the mulberry tree and other like plants for this purpose, and may be called the inventors of our modern paper manufacturing, as they have practised the art of paper making for almost two thousand years.
In the ordinary book papers of to-day the materials used are largely rags and wood fibres. "Esparto," a Spanish grass, is used in England to a great extent, but it is too expensive to import to this country, and is, therefore, not used here. Many other materials could be used to advantage, such as "bagasse," the waste material of sugar cane, and corn stalks, both of which make good book paper; also hemp, wild clover, and other plants which have a good fibre.
(p. 090)Only two kinds of rags are used, linen and cotton, of both of which there are several grades. Linen rags make a very strong paper, and are mostly used in manufacturing fine writing papers, ledgers, and covers for books where strength is necessary. Cotton rags may be divided into three distinct kinds, whites, blues, and colors, and these in turn are subdivided into several grades. Most of the blue rags are now imported from Germany, Belgium, and France; none from Japan as formerly. The whites and colors are bought in this country.
Wood fibres are divided into two classes, the harder woods, such as spruce, fir, etc., and the softer, such as poplar, cottonwood, etc. There are three ways of reducing or disintegrating wood fibres: first, by sulphurous acid or bi-sulphite of lime fumes, which gives the name "sulphite fibre"; second, by caustic soda, which is called "soda fibre"; and third, by grinding. The last is usually only used for stock in very low grades of paper, such as newspaper and wrapping paper; it is rarely used for book paper. Many persons think that this ground wood, which is merely spruce ground very fine into pulp, is used in book papers; but if it were, the paper would not last long, and would almost immediately discolor on exposure to light and air. There is a theory that no paper made from wood fibres is lasting, and that therefore high grades of paper for fine books should be made (p. 091)only of rags, but this is erroneous, for wood stock and rag stock nowadays are treated and prepared in the same way, and only practically pure cellulose matter goes into the paper. It would be a different matter, however, if ground wood were used for fine papers, for in this stock the cellulose matter is not separated.
Rags are usually purchased by the paper manufacturer in solid bales, which have been graded into whites, blues, or colors. After being opened, they are thrown into a thrashing machine, which thrashes and shakes out the greater part of the loose dust and dirt. Later, they are sorted more carefully by hand into several grades, according to their colors and cleanliness. All the woollens, gunny, buttons, hooks and eyes, silks, and foreign materials are thrown aside. As the rags are usually too large to be thrown into the boilers to be cooked, they are cut into very small pieces by means of sharp revolving knives, to which they are fed rapidly from an endless belt. When cut, they are packed into a revolving kettle or boiler, called a "rotary," and cooked with caustic soda and lime for several hours, to disintegrate the fibres, separate the cellulose matter, and "start" the colors. The rags, after coming out of the boiler, look very dark, and are all mashed together. They are then thrown into a tub of water and revolved horizontally by means of a large wheel fitted with radial knives, which tear and bruise them while (p. 092)water continually runs in and out, carrying away the dirt. In a few hours the rags look much cleaner, and a small amount of chlorate of lime and sulphuric acid is run in to bleach them white. After having been thoroughly stirred for a while, the stock is run into what is called a drainer, where it is allowed to stand for several hours to drain off as much water as possible. Liquid chloride of lime, which is used for bleaching, and sulphuric acid is then run over the fibre, which in turn is drained and washed off again. By this time the pulp is white enough to be sent to the beaters, to be prepared for the paper machines, and is called "half-stock."
Wood fibres for book papers are usually treated in the same general way as rags. First, the logs are peeled and are cut into suitable lengths to be thrown into a wood chopper and cut up in very small pieces. If the wood is treated by sulphurous acid or bi-sulphite of lime fumes, it is called the "sulphite process"; if by caustic soda, the "soda process." This wood is cooked in large upright kettles called "digesters." In one case the sulphite fumes are allowed to permeate through the wood under a high pressure, and in the other the caustic soda is put in "straight," and the wood is cooked under a high pressure of steam. This is done to dissolve out all the gum and resins, in order to leave the pure cellulose matter. After the cooking is done, the stock has to be bleached in very (p. 093)much the same way as the rags and washed thoroughly before it is ready for the "beaters."
For "beating," the stock is thrown into a large revolving tub. Rag and wood fibre may be mixed in different proportions, according to the grade of the paper wanted. The stock is then washed a little to be sure that it is clean and white. Water at first is mixed in with the fibre until it is so diluted that it will flow freely; then it is beaten for several hours by means of an iron wheel covered with iron or steel knives about one-quarter of an inch thick, which revolves over an iron bed-plate with similar knives. During this beating process, clay is mixed with the stock, mainly to give the paper a well-filled and better appearance, and not, as most people think, to add weight, although this is sometimes an object. Sizing material is also added, which helps to keep the fibres together and hold the ink in printing. If it is desired to give the paper a white shade, a small amount of aniline blue or pink is mixed in; otherwise it is called "natural" or "unblued."
The beating part of the process of paper making is the most important. The stock has to be beaten up so that all the fibres are separated and broken into just the right lengths according to the weight and strength of the paper to be made. The harder the roll is set down on the bed plate, the shorter the fibre will be and vice versa, but if the roll is not put down hard, the stock has to be beaten so much longer.
(p. 094)"Machining" may be divided into five processes:—
First. When the stock leaves the beater it is run into a large "stuff" chest, and is continually being stirred so that it will not be lumpy. By this time the pulp is about as clean as possible and is ready for the paper machines. The first thing to be done on the machine is to dilute the stock with pure water to the consistency of buttermilk, according to the thickness of the paper required. Then this liquid stock runs through what are called "sand settlers," which are supposed to collect what dirt, iron, etc., remain.
Second. From the sand settlers the stock runs on to a screen, through which it is drawn by means of suction. This process prevents fibres which are lumpy and too long from getting on to the machine, and allows only those of a certain size and length to go forward to be made into paper. An endless and very fine wire cloth, which is continually moving at the same rate of speed as the rest of the paper machine, takes the stock after it has been screened. This is the first step toward making the material into actual paper. Thick rubber straps on each side of the wire determine the width of the paper. This wire shakes a little in order to weave the fibres together while in a state of suspension. At this period the stock looks like thick cream, but soon changes its appearance to the form of a sheet more or less solid on coming to the end (p. 095)of the wire, where there is what is called a "dandy,"—a roll covered with similar wire cloth pressing lightly on the paper as it runs along the wire. Designs in relief on the surface of this roll produce the well-known marks called "water marks." Just beyond the "dandy," underneath the wire, is a suction box which draws enough of the water out so that the paper can go through the "couch" roll at the end of the wire without being crumbled.
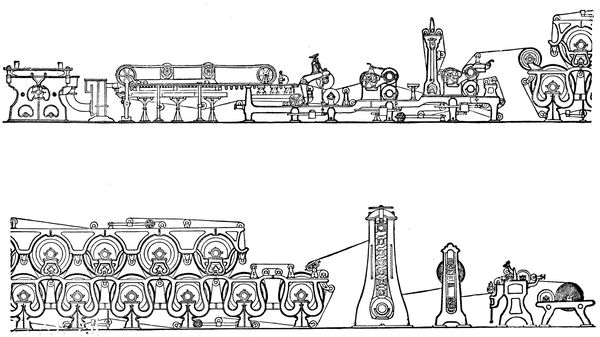
Cross-section of a Paper Machine.
Third. The couch roll is a small hard roll covered with a thick felt called a "jacket," and is used on the paper machine to prevent the paper from being crushed, for it presses out much of the water and flattens the paper so that it will pass from the wire to the felts without breaking and through the press rolls without crushing. From this couch roll the paper leaves the wire and is carried along on an endless woollen felt to the press rolls, which are made of hard rubber, steel, or brass. These rolls press the fibres together well, squeezing out more of the water and flattening the sheet.
Fourth. From the press felts the paper is carried to the "dryer felts," which in turn carry the paper to the "dryers," which revolve and by means of the felt carry the paper along to the next dryer, and so on. The dryers are hollow iron or steel cylinders, heated by means of the exhaust steam from the engines which run the machine. More or less steam is allowed to run into the dryers, according to the quality of paper being made.
(p. 096)Fifth. As soon as the paper has been carried over all the dryers, during which time it becomes, perfectly dry, it is run through a set of so-called steel "chilled rolls," at the end of the machine, which are under pressure and which give the paper a fairly smooth surface for ordinary type printing. If a rough surface is desired, the paper is simply wound on reels from the dryers.
Super-calendered papers are those which have a high finish and smooth surface, and are used for cuts, lithographic work, magazine papers, and ordinary illustrations. To calender paper, it is run through a series of alternate "chilled" and "paper" rolls. The chilled rolls are made of steel and have a very smooth and even surface. The "paper" roll is made of circular discs of thin, but strong manila paper, clamped together on an iron shaft, and then put under hydraulic pressure, this pressure being increased constantly until it reaches one hundred tons of pressure to the inch. The rolls are sometimes kept under this pressure for five or six weeks, and then are turned on a lathe into a true and smooth cylinder, and finally burnished by being revolved against each other.
A "cotton" roll, used at times in place of the "paper" roll, is made in the same manner, except it is made of pieces of cotton cloth instead of thin manila paper. There is a heavy pressure on these rolls, and the paper goes through at a high rate of speed. When an especially smooth surface (p. 097)is wanted, steam is run on the paper as it unwinds, dampening it and giving the web a surface like that on ironed linen.
"Coated" paper is treated differently, being covered with a fine coating, which, after super-calendering, gives the paper a glazed and smooth surface for fine half-tone illustrations. Clay, mixed with casein, the product of skimmed milk, or glue, is the chief material used for coating. It is put on the paper by means of large brushes. Then it is dried by fans and passed through a long passageway heated by steam to a high temperature. After being reeled, it is allowed to stand for a while to harden; then is run several times through the calenders to get the smooth surface. If a high, glazed finish is necessary, steam is put on while running through the calenders. This gives a very bright surface for fine lithographic work. For the best coated papers, instead of clay, sulphate of lime and sometimes sulphate of barium is used, with glue or casein. Formaldehyde, a chemical compound, is used to prevent decomposition in the coating materials; and soda or borax is used to "cut" or dissolve the casein or glue.
If the paper is to be printed "from the web," that is, from the roll, it first has to be trimmed to the correct width, then wound tightly under a high pressure to a certain thickness, then the rolls are packed up in wrapping paper ready to be shipped. Some rolls contain as much as five miles of paper. (p. 098)When the paper is to be put up in sheets, it has to be cut to exactly the correct width and length on the cutting machine. It is all very carefully sorted—the imperfect sheets being thrown out—counted and packed in wooden cases, or done up with strong wrapping paper in bundles, ready to be sent to the printer.[Back to Contents]
Books are printed in "forms," or sheets, of four, eight, twelve, twenty-four, or thirty-two pages at a time, the number being determined to a great extent by the size of the type page and by the class of the work.
An ordinary twelvemo book, without illustrations in the text, is usually printed in forms of thirty-two pages, on what is known as a single-cylinder flat-bed press, which prints only one side of the paper at an impression. For large editions, the size of the sheet of paper is sometimes doubled and sixty-four pages printed at a time. The class of work in question may also be printed on perfecting presses which print both sides of the paper at one time, and in this way as many as one hundred and twenty-eight pages are frequently printed on one sheet, there being sixty-four pages on each side. Large editions of books having small pages, such as small Bibles, are often printed two hundred and fifty-six pages (one hundred and twenty-eight on each side) at one time.
High grade, illustrated books are always printed (p. 100)on one side of the sheet at a time, the reverse side being printed after the first impression has dried properly. Thus a smooch, or "offset," the result of handling the paper before the ink has become dry, is prevented.
For convenience, I shall describe the process of printing a book from electrotype plates on a press which prints thirty-two pages at a time and on only one side of the paper.
Before ordering his paper, the publisher must first determine the size of the paper page of his proposed book, and from this arrive at the necessary size of the sheets of paper. He must also determine the thickness of the paper needed to give the finished book its proper bulk.
If the book is to be trimmed on top, bottom, and front, about one-eighth of an inch must be allowed on top and front for the binder to trim off, and about one-fourth of an inch on the bottom. The dimensions from back to front, including the amount left for the "trim," should be multiplied by eight; and the page dimension the other way, including the trim, by four. This would give the size of paper needed. As an illustration, if the trimmed size of a book is 7-7/8 × 5-3/8 inches, the paper should be 32 × 44 inches. If the book is printed 16 pages at a time, the paper should be 22 × 44; and if 64 pages at a time, 44 × 64.
The quality of the paper and the size of the sheet being decided upon, and the number of pages (p. 101)known, any large paper house can tell the weight necessary to give the required thickness to the book.
On receipt of the printing order, with directions as to whether the book is to be trimmed or not, the printer first makes up what is called a "form" of so-called "patent" blocks on which the stereotype or electrotype plates are placed during the printing of the book. These blocks are made of wood or iron planed to an even thickness of about three-fourths of an inch, so that when an electrotype plate is placed upon one, it will take only a few thicknesses of thin paper between it and the electrotyped page to make the whole "type-high," that is, as high as an ordinary piece of type.
Two adjacent edges of these blocks are bound with strips of brass, which project above the block and are turned over slightly, so as to receive the two bevelled edges of the electrotype plate. The other two edges are provided with movable clamps, which are screwed tight against the flat edges of the electrotype plate by means of ratchets, thus holding the plate firmly in its place.
In practice, the longer of the two brass-bound edges is called the "back" of the block and the shorter one the "head," the other long edge being known as the "front" and the other short edge, the "foot." These terms, as a matter of fact, originated from the use of the same words in describing the printed page of a book, the "back" (p. 102) corresponding with the side of the page next to the binding of the book, the "head" being the top of the book, and so on.
One-half of a set of blocks—thirty-two being a set in this case—are made with the backs on the left and one-half with the backs on the right edge of the block. The common way is to place thirty-two of these blocks, in four rows of eight blocks each, in a "chase," or iron frame, with a cross-bar in the centre. Thus sixteen blocks are on each side of the cross-bar, and all have their backs toward it. The form then appears like this:—
Strips of wood, called "furniture," are then used to fill up the spaces between the blocks, care being taken to see that all the backs, fronts, and heads (p. 103)are in uniform positions. As some people prefer the printed pages of a book to be near the centre of the paper pages, while others like the head and back margins to be much narrower than the margins at the front and foot, the distances between the blocks must be arranged according to the taste of the publisher or the author.
After the blocks have been spaced as desired, and the spaces filled with furniture, the form is "locked up," or tightened securely, with wedge-shaped pieces of iron called "quoins," and it is then placed in position on the bed of the press, securely fastened by screw clamps, and "making ready" for printing is begun.
Notwithstanding the care that has been taken to have all the "patent" blocks and the electrotype plates of even and uniform thickness, there is almost never a case where a form can be put on the press and printed off properly without considerable work being required to make the surface of the plates absolutely flat so that the entire printed part of the page will receive the same amount of ink and will press evenly on the paper.
The first step in making a press "ready" is to place a sheet of heavy cardboard around the cylinder, and over it draw a smooth piece of muslin or cotton cloth. This is called the "packing." In many of the best offices this sheet of heavy cardboard is not used, but in its place is a patent make-ready called "Tympalyn."
(p. 104)Over this a thick sheet of manila paper is shrunk, it being pasted under clamps on the front of the cylinder, and carried around and fastened to hooks on a rod on the back. The rod is then turned until the sheet is perfectly tight and smooth.
While the pressman is laying out his plates the feeder should be cutting thin sheets of paper the size of one of the plates. Some of these papers are cut about one inch shorter than the plates for "bevels," and these are pasted on the middle of the full-size pieces. These bevels and the larger "blank" sheets are to go between the plates and the blocks to overcome any variation there may be in the thickness and to make the surface of the form as nearly level as possible. The "bevels" raise the centres very slightly above the edges of the plate, thus reducing the pressure of the cylinder at the points of contact and departure, and saving the plates from wear.
The cylinder being properly packed, and the form of blocks fastened on the press so that the impression of the form will come in the middle of the paper sheets, it is necessary to know whether the binder is to fold the sheets by hand or by machine, and if the latter, what kind of machine, as different ones require different "imposition" or arrangement of pages. This being decided, the plates are fastened on the blocks so arranged that when the sheet is cut and folded the pages of the book will run consecutively. Before levelling (p. 105)up the form with the bevels and blank sheets, the plates of all open or short pages, if any, are replaced with solid pages, as these sheets and underlay are to remain through the printing of all the forms of the book. The rollers are now put in the press and adjusted to just touch the inking table, the ink put on the rollers and distributed, and one impression printed on one of several sheets of thin paper which are run through the press together.[3] This printed sheet is then turned face down by the pressman and any unevenness of the impression noted. One of the printed pages is taken as a standard and by removing as many pieces of the thin sheets as necessary from under the plates where the impression is too heavy, and by adding where it is not heavy enough, the surface of the form is finally "evened," or made as nearly equal as possible.
After this another impression is taken, and of this sheet an "underlay" is made to further "even up" the form. The low places in the individual plates are carefully marked with crayon or a soft pencil on the impression, and the spots so marked are covered with a piece of thin paper. The printed pages are then cut out a little larger than the (p. 106)type page, and placed under the plates from which they were printed. The plates of the solid pages, which had been substituted for the open pages, are now removed, and the open pages are put back in their places on the form.
Up to this point, all the "making ready" which has been done, is of permanent use in printing all of the forms of the book in question. The work that follows has to be done on each form as it is put on the press.
More thin sheets of paper are now run through the press, the number run through together being one less than were printed for the underlay. These printed sheets are used for "overlays," which are very much like an underlay except that much more care is taken in marking any uneven places. A thinner paper is used to bring up the low places in the plates. An impression of the form is then made on the manila paper sheet which had, as before mentioned, been drawn around the cylinder, and on this printed manila sheet this overlay is pasted, the impression on the manila paper being a guide for the placing of the overlay.
Another overlay is now made in the same way as the first; only it will now be found, if the work has been properly done, that there will be only a few spots to be covered with tissue. After this overlay has been made and the necessary pieces pasted over the first one, a thin sheet of manila is smoothly (p. 107)and tightly drawn around the cylinder, covering completely the thick manila sheet with the pasted overlays on it. The form is then ready to print.
While the feeder, as the man who feeds the paper into the press is called, has been "filling in" the overlay, the pressman should have been getting "register,"—that is, moving the plates so that the headlines and the sides of the plates align properly, and that when both sides of the paper have been printed, the pages will exactly back each other. The ink fountain should also have been so regulated by means of thumb-screws that the right amount of ink will run on the rollers and be distributed evenly over the form. Where too much ink shows on the printed sheet, the thumb-screws on the fountain are tightened a little, to decrease the flow, and where not enough ink shows the thumb-screws are loosened to increase its flow. This process is repeated until the "color" is all right. The grippers, which seize and carry the sheets of paper through the press, the reels, cylinder bands, and many other things have also to be adjusted. These cannot well be described, but have to be learned by actual experience.
The "making ready" and watching the sheets as they come from the press to see that the "color" does not vary, is the skilful part of the process. The feeding can be done by a bright boy after a few weeks' experience, but is now done automatically by machines to a great extent.
(p. 108)While the press was being made ready, another set of men in charge of the paper have taken it out of the cases or bundles, counted out the number of sheets required for each form, piled it on hand trucks, keeping that required for each form separate, and have delivered it to the press. If a machine feeder is used, the paper is piled on the elevator of the feeder, from which it is automatically taken, one sheet at a time, and delivered on endless tapes to gauges on the feed board of the press, thus bringing every sheet in the same position each time. The number of sheets required for the order are printed from one form on one side and then from another form on the other side.
From the preceding it can be seen that to get a press ready may be a matter of hours, while, in the case of ordinary book work, a press generally prints from 1200 to 2000 impressions and more per hour.
The principal difference between making ready a form on a flat-bed perfecting press with two cylinders and on a single-cylinder press is in extra work necessary to obtain correct registering of the plates and in preventing an offset of the fresh ink on the second cylinder. Otherwise, a perfecting press is very much like two cylinder presses joined together. It has two sets of rollers, two ink fountains, two cylinders, two forms, etc., but only one feed board and one delivery. The sheet is fed to one cylinder and printed, taken from this (p. 109)cylinder by the second and printed on the second side, and delivered on the "fly board" ready to go to the shipping department.
The process of making ready forms containing illustrations is practically the same as for plain ones, except that a new underlay is made for each form, and much more care and skill must be used on the cuts themselves. It frequently happens that one or even two days are spent making ready a form of half-tone cuts, before the actual printing, which takes perhaps half a day to do, can be begun.
In most offices, a special "cut overlay" is made for forms with cuts, or illustrations. The cut is placed on a hand press before the form is made up, and proofs on four different thicknesses of paper are made. The heaviest paper is used as a bottom sheet, and the others are pasted on it. Out of the next to the thickest paper of all, the solid blacks are cut and pasted accurately on the same places on the bottom sheet. From the second or next thinner sheet, the medium shades including the solid blacks are cut and pasted on the bottom sheet, thus building up the blacks and strong shadows. From the thinnest sheet of all, the high lights and very light shades are cut, and the rest of the sheet is pasted on the bottom one. In this way the solid blacks and dark shadows on the cut have three thicknesses on the overlay; the next shades two, and the light shades one, where the high lights are cut out altogether. This is the (p. 110)common form of "cut overlay" used in most offices; but there are many other kinds, some being made on metal by chemical action. All kinds are fastened carefully over the impression of the cut made on the heavy manila sheet covering the cylinder, and the cut must not be moved on the form after the overlay has been fastened on the cylinder, or the effect of all the work will be entirely lost.
One of the great troubles which the printer has to contend with, is electricity in the paper. The pressman is unaware of its presence until he lifts a printed sheet from the pile and receives a slight shock, and finds the sheets stick together. In the case of a cut form, the ink is almost sure to be offset, and in printing the second side of the paper the feeder will have to stop frequently to separate the sheets. Much money has been spent and many devices originated to overcome this trouble. Ink manufacturers make a liquid preparation to be applied to the packing. A row of lighted gas-jets placed near the point where the sheet goes on to the "flyboard," a heated steam-pipe, and many other things have been used, but a new device by which electricity is generated and carried into the press, and there neutralizes the electricity in the paper, is the best of them all.
The printed sheets are counted automatically by the press, and as fast as enough accumulate, they are piled on hand trucks and removed to the (p. 111)shipping room. Here they are "jogged up" so that the edges are even and are counted again by hand. If they are to be shipped away, they are tied up in bundles or nailed in cases and marked for shipment. If the bindery is connected with the pressroom, they are simply jogged, counted, and piled on trucks and delivered in this way.[Back to Contents]
Throughout the stages of development of the book-printing press the chief object has been to lessen the cost of printing. Whether the direct purpose of an improvement has been to increase the working speed of the press, to lessen the necessary operating power, to simplify the mechanism, to strengthen the parts, to lighten the pressman's labor, or to better the quality of printing, the ultimate aim has always been the same. It has been the constant incentive to invention and the standard for judging the adaptability of a press.
The first printing press was the "wooden screw" press, which came into use about the middle of the fifteenth century, and was built upon the same mechanical principle as the linen presses in the homes of the well-to-do. This was the press used by Gutenberg.
It consisted of two upright timbers held together at the top and the bottom by crosspieces of wood and with two intermediate cross-timbers. One of these intermediate cross-timbers supported a wooden or stone "bed" on which the form of type was (p. 113)placed, and through the other passed a large wooden screw, the lower point of which was attached to the centre of a flat, wooden plate, called the "platen." The lower side of the platen was covered with a soft "packing" or "blanket" of cloth. After the type had been inked, a sheet of paper was laid on it. This paper had previously been dampened so that it would take a better impression of the type. The screw was then turned down until the platen pressed the paper against the inked type, and produced a printed sheet.
The form of type was incased in a frame called a "coffin." These coffins and the type within them were very heavy, but they had to be lifted in and out of the press by hand. After each impression the platen was screwed upward so that the sheet of paper which had been printed could be removed and hung up to dry.
This simple form of press continued in use without material change until the early part of the seventeenth century. The first improvements on it came about 1620, and consisted of a device for rolling in and out the wooden or stone bed on which the type rested instead of lifting it by hand, of a new form of iron hand-lever for turning the screw, and of an iron screw in place of the wooden one. These were the inventions of William Janson Blaeuw, a printer of Amsterdam. Blaeuw's press was introduced into England and used there as well as on the continent. It was substantially (p. 114)the same press as that on which Benjamin Franklin worked when in London in 1735.
After this first type of printing press had been in use for three and a half centuries, a much-improved form was invented by the Earl of Stanhope in 1798. The frame of his press was made of iron, cast in one piece; the bed, the impression plate, or "platen," and the other large parts were also of cast iron, while the working parts were of iron, steel, or brass. The iron impression screw was retained, but connected to it was a combination of levers whereby its power was greatly increased. This enabled the printing of larger forms and the use of a thinner and harder "packing," or "tympan," between the platen and the sheet of paper to be printed, resulting in a sharper and clearer impression. Much less exertion was required to work the lever, and at first, on this account, a printer, who was accustomed to use all his physical force on the old screw press, found it difficult to work on the new one.
This improved style of press was received with so much favor by printers that several persons took up its manufacture, and competition soon reduced its cost and brought it into general use for printing newspapers as well as books. The process of printing remained about the same as in the earlier presses. Two men were required to work it. One spread the ink on a wooden block, rolling over it with two leather-covered balls, about six (p. 115)inches in diameter, stuffed with wool or horsehair, and fastened to round wooden handles. Holding one of these inking balls in each hand, he then rolled one upon the other to distribute the ink evenly over both of them, and applied the ink to the face of the type by rocking the balls over it until the entire form was inked. While this was being done, the other man was placing the sheet of paper on the "tympan." This was a light frame, in two parts, really forming two frames, one inside the other, and both covered with parchment. There was a woollen or felt blanket between them, and the two frames were held together by hooks. The outer frame was hinged at its lower end to the outer end of the bed of the press, and when ready to receive the paper, it stood in a nearly upright position at about right angles to the bed. On the frame were two or four pins, upon which the sheet of paper was impaled.
Attached to the upper end of the inner frame by hinges was a thin and narrow frame, called the "frisket," of the same length and width as the inner tympan frame. This frisket was covered with strong paper in which were openings, cut a little larger than the size of the pages of the type-form. When the sheets of paper had been placed upon the tympan frame, the frisket was folded down upon it, and the two were then turned down over the form of type. The bed was then "run in" under the platen by means of a crank at the side (p. 116)of the press, and the platen was screwed down to make the impression. After the impression had been taken, the platen was screwed up, the bed "run out," the tympan frame and frisket lifted, and the printed sheet taken off.
The introduction of this Stanhope press gave a great impetus to the development of the printing press in other countries as well as in England, and many varieties were devised during the thirty years following. Although as early as 1811 Koenig had made a cylinder press which had proved fairly successful, the better grades of printing could be obtained only by the flat pressure of the hand-presses. In some of these hand presses, the platen, or upper impression plate, was moved into position over the bed and remained stationary while the bed with the type-form upon it was forced upward to make the impression. In others, the platen was hinged to the bed, but in all of them the mechanism was complicated.
The "Columbian" press, devised by George Clymer, of Philadelphia, in 1816, gained considerable distinction both in this country and in England, where it was introduced in 1818. It differed from the Stanhope in that the screw was dispensed with, the platen being depressed by a combination of levers and lifted by the aid of a weighted balance-lever.
The reduction of the hand-lever movement to its simplest and most powerful form is now seen (p. 117)in the Washington hand press, devised by Samuel Rust, of New York, in 1827. His patent was later purchased by R. Hoe & Co., who made nearly seven thousand of these presses in different sizes and still make many of a greatly strengthened pattern for taking fine proofs from photo-engraved plates. Some of these presses made before 1850 are still in use, and occasionally one hears of a Washington hand press being used for printing upon handmade paper an edition of a small and limited number of copies of a book. Of all the hand presses, this is the only one that has survived to the present day.
With the introduction of other means for applying power than the hand-lever, a distinction came to be drawn between printing presses and printing machines. The term "machine" might perhaps be more appropriately used for the huge printing presses of the present day, yet, as the first essential is the impression power, all other features being subordinate, the term "press" is still the proper one to apply, even to the greatest combination of printing units yet devised.
The "bed and platen" system of printing as first used in hand presses occupies such an important place in the history of the book-printing press that a further description of its career is necessary.
In December, 1806, Friedrich Koenig, a Saxon, who later gave to the world the first practical cylinder press, went from Germany to England to seek assistance in carrying out his plans for the (p. 118) construction of a greatly improved printing press, having failed in his efforts in his own country and in Russia. He succeeded in enlisting the support of Thomas Bensley, a London printer, and constructed a press in which all the operations but laying on and taking off of the sheet were performed mechanically.
An accurate description of this press is not extant, but it is known to have consisted of a large wooden frame, a platen worked by a vertical screw and gears, a type-bed drawn forward and backward by means of straps fastened to a large roller underneath the bed, a tympan frame and frisket arranged to open and close automatically with the movement of the bed, and an inking apparatus, consisting of an ink-box with a narrow slit in the bottom through which the ink was forced by a piston upon a roller below, from which it was transmitted by two intermediate rollers to another and lower roller which inked the form as it passed underneath. The two intermediate rollers had an alternating, lateral motion which spread or distributed the ink sideways before it reached the lowest roller.
This press was the first to have ink-distributing rollers and the first to be run by steam power. In April, 1811, the "Annual Register" for 1810 was printed on it by Mr. Bensley at the rate of eight hundred impressions an hour. Nothing further is recorded about this press, and it was probably abandoned as being too complicated.
(p. 119)In the following year, Koenig's first cylinder press was completed, to be followed two years later by an improved cylinder press made for the London Times, which will be referred to farther on.
In his experiments, the Earl of Stanhope had tried, without success, to find a substitute for inking-balls by making rollers covered with different kinds of skins. He also tried other materials, such as cloth, silk, etc., but the unavoidable seam and the impossibility of keeping these materials soft and pliable defeated his purpose. About 1813 inking-rollers made of a composition of glue and molasses came into general use, and this important invention was of great assistance in the further improvement of the printing press.
Other cylinder presses with mechanical inking appliances were devised and patented, the most notable of which were those of Rutt, Bacon, Cowper, Applegath, and Napier, but the mechanical imperfections of these presses unfitted them for the better grades of book printing.
Further efforts were, therefore, directed to increasing the output of the bed and platen presses by the application of improved inking devices, sheet-feeding, and impression mechanisms. About 1825 there was constructed by D. Napier, a machinist in London, a press containing such appliances which produced six to seven hundred impressions an hour. Other presses constructed upon the same principle, but with two type-beds, (p. 120)two sets of friskets, two inking mechanisms—and only one platen, in the centre of the press—were made by Hopkinson & Cope and by Napier, and were known as "double platen machines," though this is really a misnomer as there was only one platen.
Napier's invention achieved the greatest popularity and came into general use. At each end of his press there was an inking device, a type-bed, and a frisket, each set of which operated alternately with the other, but either could be made inoperative if the "feeder," or "layer-on," failed to place the sheet in time. Four boys, besides the printer, were required—two to lay on, and two to take off the sheets.
When the type-bed and the frisket carrying the sheet of paper were in position under the platen, the latter was drawn downward to make the impression by means of a "toggle" joint which acted upon two strong rods, one on each side, and was then raised again by a counterbalance weight. Owing to the awkward method of handling the paper, the working speed of the press was necessarily slow, and the size of the sheets limited to double royal, or 25 × 40 inches.
The best presses of this type were those devised and patented by Isaac Adams, of Boston, in 1830 and 1836, and by Otis Tufts, also of Boston, in 1834. R. Hoe & Co., of New York, acquired Adams' business in 1858 and continued the manufacture (p. 121)of his presses. Over one thousand in many different sizes were made by this firm, the largest printing a sheet 33 × 46 inches at a working speed of one thousand impressions an hour. The last Adams press was made in 1882, but quite a number are still in use in prominent printing-offices in New York, Boston, and a few other cities, where the results on fine book work are still considered better than from the faster cylinder presses. The mechanical principle employed in the Adams press for exerting a flat, parallel pressure has now been generally adopted for heavy stamping and embossing presses.
To go back to the early part of the nineteenth century, when Koenig found his bed and platen press impracticable, he immediately set to work, assisted by one of his countrymen, Andreas Bauer, a mechanic who had helped him formerly, and in the latter part of 1812, the first flat-bed cylinder press was erected by them in Bensley's office. The cylinder of this press had three impression surfaces with spaces between them, and each covered with a soft blanket. With each forward movement of the type-bed the cylinder made one-third of a revolution and then came to a standstill, while the bed returned to its starting-point. The spaces between the impression surfaces allowed the type-form to pass under the cylinder without touching the blankets. At the end of the cylinder and at equal distances along its circumference were hinged (p. 122)three frisket frames, each fitted with tapes having reel springs at one end. The frisket frame of the uppermost impression surface rested in a vertically inclined position against the high framework of the inking mechanism. The sheet of paper was placed upon the blanket, and the cylinder then turned forward, drawing the frisket frame down with it, while the tapes, kept taut by the reel springs, adjusted themselves to the curvature of the cylinder and held the sheet upon it. After one-third of a revolution, the cylinder came to a stop to let the type-bed return. On the next forward movement of the bed and the next one-third of a revolution of the cylinder, the impression was made, and on the next repetition of these movements, the sheet was taken off by hand, and the cylinder returned to its original position to have another sheet placed on the first frisket. At every complete revolution of the cylinder and three complete reciprocating movements of the bed, three sheets were printed.
The inking mechanism was similar to that employed on the bed and platen press, but the mechanism for forcing the ink through the slit in the bottom of the fountain was improved. The inking-rollers were covered with leather as before. The type-bed was moved by a very ingenious mechanism which is in use even at the present time, and is described farther on, when the two-revolution press is mentioned. The different parts were not (p. 123)connected with each other, the cylinder, the type-bed, the inking-rollers, and the fountain being operated independently by separate driving mechanisms. This press printed eight hundred sheets an hour, on one side. A part of Clarkson's "Life of William Penn" was printed on this press, and was the first book ever printed on a cylinder press.
Printers and publishers were sceptical as to the practical value of this novel invention, but Mr. John Walter, the proprietor of the London Times, with better foresight than the others, and needing increased facilities for printing his paper, contracted for two presses, each to have two impression cylinders. These were constructed for him with great secrecy in a building adjoining the pressroom of the Times, and on November 28, 1814, the entire edition of that paper was printed on them,—the first cylinder presses driven by steam power.
The mechanical principles were the same as in the first cylinder press. There were two impression cylinders, but only one type-bed, and the latter had, therefore, to travel a greater distance than in the single-cylinder press. This made it impossible to obtain quite double the output of the single-cylinder press, but each of these new presses produced eleven hundred impressions an hour, a very respectable performance for that early stage. The threefold motion of the cylinders was retained, but the frisket frames were displaced, and tapes running over rollers and underneath the cylinders (p. 124)held the sheets against the impression surfaces. An improvement was also made in the inking mechanism by the addition of an intermediate roller between the fountain and the upper distributing cylinder roller.
The next step in advance was the construction of the first of the so-called perfecting presses, which was patented, December 24, 1814, and erected in Mr. Bensley's office in 1815 or 1816. This press had two type-beds and two impression cylinders, one of each near either end of the press. The cylinders instead of having a threefold motion revolved continuously. The circumference of each corresponded approximately to the distance traversed by one of the beds. The part of the cylinder which made the impression was a little larger in diameter than the remainder, the low portion giving the necessary room for the type-bed to return without touching it. The board from which the sheets were "fed" was near the centre of the press, and at the top adjoining the feed board was an endless belt made of cloth as wide as the board and running with an intermittent motion over two rollers.
The sheet of paper was laid upon this belt, which then moved forward, carrying the sheet between the tapes and leading it to the top of, down and around, the first cylinder where it received the first impression. Thence the sheet was conveyed by the tapes to the top of and around (p. 125)the second impression cylinder and was printed on the reverse side, that is "perfected," and it was then taken from the lower side of the second cylinder by hand and laid upon a board in the centre of the press, between the two impression cylinders and underneath the feed board. This press printed both sides of a sheet 21 × 34-½ inches at a speed of nine hundred to one thousand an hour.
Shortly afterward a single-cylinder press was constructed upon the same principle, the forerunner of what is now known as the single large or drum cylinder press.
Within the next few years, Applegath and Cowper greatly simplified the presses in the Times and in Bensley's office by removing many of the gear wheels. They also invented the first inking-table, a flat, iron plate attached to the type-bed which enabled the rollers to distribute the ink more evenly than before. They placed rollers at an angle across the ink-table and introduced the revolving roller and the scraping blade in the ink-fountain.
More important, however, were Napier's inventions about 1824, of "grippers" which seized the sheet of paper at its front edge and drew it from the feed board, while the cylinder was in motion, and of a method of alternately depressing and raising the impression cylinders on the forward and backward stroke of the type-bed, making it unnecessary to have a part of the cylinders of smaller (p. 126) diameter than the rest to allow the type to pass under it as the bed returned. This made it possible to use cylinders of a smaller diameter. These improvements were first embodied in a perfecting press made for Hansard, a London printer.
Although a number of presses were already being operated by steam power, Hansard, in his description of the Napier bed and platen press (the "Nay-Peer," he called it) finds a peculiar advantage in that "it supersedes the necessity of steam power, as the motion of this machine is gained by two men turning a fly-wheel which acts as the impelling power."
I have described the development of the printing press up to this state with considerable detail, because it discloses the main principles of the book press of the present day. During the first quarter of the last century, the manufacture of cylinder presses was confined to England, not only because London was then the leading centre of civilization, but because nowhere else could be found the mechanical facilities for constructing the large metal frames and parts. Koenig left London for his native land in 1817, dejected by the treatment he had received at the hands of Bensley, both in financial matters and in the attempts to disparage his achievements. He was followed two years later by his friend Bauer, and together they founded the firm of Koenig & Bauer at Oberzell, where it still thrives as one of the largest factories in Germany.
(p. 127)It was not long, however, before the United States took the lead in the number of presses manufactured as well as in their improvement, and the present high state of efficiency of American presses makes them models which are copied in all other countries. These improvements and the perfections of details often presented problems which were more difficult to solve than those of the earlier inventors, and thousands of patents have been granted to Americans for new and ingenious devices.
The firm of R. Hoe & Co., which as early as 1822 was already engaged in the manufacture of hand-presses in New York, commenced about 1832 to manufacture flat-bed cylinder presses, beginning with the single large or drum cylinder press which was followed soon afterward by the single small cylinder and the double small cylinder press, the flat-bed perfecting press, the stop-cylinder press, the two-revolution press, and the rotary book press. They also made and are still making large newspaper and color presses which are used all over the civilized world, but of these we will not treat here.
As stated at the beginning of this article the chief object in press making has always been to lessen the cost of printing, but after increased speed had been attained, there came a demand for a press that would produce the finest quality of printing without sacrificing the quantity produced.
(p. 128)To meet this no press has ever surpassed the stop cylinder. It has been made in several different sizes, the largest having a type-bed 45 × 65 inches. Resting upon and attached to a heavy iron foundation are two iron side frames which are securely braced together by an upper iron frame, called the "rib." This upper frame contains four tracks faced with hard steel, on which run a series of friction rollers, supporting the iron type-bed. Attached to the front of the type-bed is an iron plate, called the ink-table, its surface level with the surface of the type-form as it lies upon the bed.
At the front of the press is the ink-fountain and a number of steel and composition rollers, called the "distributing rollers." The ink is delivered a little at a time from the fountain to the revolving distributing rollers, and from them to the ink-table which moves under the rollers with the motion of the type-bed. By this means the ink is distributed upon the entire surface of the ink-table in a thin, even film. From the ink-table the ink is taken by a set of six rollers, called the "form rollers." Resting on the form rollers and moving in contact with them are additional rollers which help to distribute the ink still finer before it reaches the type.
The impression cylinder is located at a distance from the front of the press of about two-thirds of the entire length of the press. The circumference of the cylinder is equal to the distance that the type-bed travels in one direction. When the type-bed (p. 129)moves from the front to the rear, the cylinder rotates in unison with it, and thus the cylinder makes one revolution. While the bed returns the cylinder does not move.
Near the rear of the press is a large wooden board extending across the press and lying in a slightly inclined position with its lower edge almost directly above the centre of the impression cylinder. This is the "feed board" upon which the sheets of paper lie before they are printed. The impression cylinder has a set of grippers, and when the cylinder is at rest, these grippers are close to the edge of the feed board and stand open to receive the edge of the sheet of paper. Extending a little over the front of the feed board are two gauges against which the front edge of the sheet of paper is placed, while one side edge of the sheet is placed against a gauge at the side of the feed board. Just an instant before the cylinder commences to rotate, the grippers seize the front edge of the sheet, and the gauges lift out of the way. The cylinder then carries the sheet around, meets the moving inked form, and makes the impression. Before the cylinder completes its revolution, the grippers open and release the sheet, and at the same instant another set of grippers on an adjoining cylinder, called the "delivery cylinder," seize the sheet. From this delivery cylinder the sheet runs down over a set of strings, and is lifted off the strings by a sort of fan, or "sheet flier," and deposited on a (p. 130)table at the rear of the press. This method of delivering the sheets is known as the cylinder or rear delivery. This press may also be fitted for "front delivery." By this method the sheet of paper after being printed is carried around on the impression cylinder until the front edge comes again to the feeding point. Just as the impression cylinder comes to a stop, a set of grippers seize the front edge of the printed sheet, draw it over and away from the impression cylinder, and deposit it, with the printed side up, upon a table near the front of the press and above the ink-fountain and distributing rollers.
The average speed of one of these presses is from one thousand to fifteen hundred impressions an hour, depending upon the desired quality of the work.
Notwithstanding the excellent qualities of the stop-cylinder press, commercial necessities often demand a sacrifice of quality to speed, and this has brought the two-revolution press into very general use. As the name implies, the cylinder makes two revolutions, one to print the sheet, and the other, an idle one, to allow the bed to return. While the bed is returning, the impression cylinder is lifted to clear the type-form. As the cylinder rotates continually at a uniform speed, the type-bed must also travel at a constant speed. The reversal of the movements of the bed must, therefore, take place in a short space of time.
The study of inventors has been concentrated (p. 131)upon this subject more than upon any other connected with flat-bed presses, and hundreds of patents for "bed motions" have been taken out. Considering the fact that in the larger presses the weight of the bed and form is about one and a half tons and that this weight moving at a speed of about six feet in a second must be brought to a full stop and put into motion again in the opposite direction at full speed in about one-quarter of a second, it is obvious that the problem was not an easy one, especially when the reversal of the bed must be accomplished without a jar or vibration. The mechanism employed has always been a driving gear and one or two toothed racks. In Koenig's original movement, the driving gear on the end of a rising and falling shaft ran on top of a rack attached to the bottom of the bed in order to drive the bed in one direction, and then descending around the end of the rack ran in the bottom to the same rack to drive the bed in the other direction and ascending at the other end to repeat the movement. This, as already stated, has proven a very efficient mechanism and is employed, with improvements, by some of the press manufacturers of the present time.
In a pamphlet entitled "A Short History of the Printing Press" (New York, 1902), by Robert Hoe, the writer describes a method of reversing the bed. Although somewhat technical, it seems desirable to quote him as follows: "As early as (p. 132)1847, Hoe & Co. patented an entirely new bed-driving mechanism. To a hanger fixed on the lower side of the bed were attached two racks facing each other, but not in the same vertical plane, and separated by a distance equal to the diameter of the driving wheel, which was on a horizontal shaft and movable sideways so as to engage in either one or other of the racks. By this means, a uniform movement was obtained in each direction. The reversal of the bed was accomplished by a roller at either end of the bed entering a recess in a disc on the driving shaft, which in a half-revolution brought the bed to a stop and started it in the opposite direction. This involved a new principle; a crank action operating directly upon the bed from a shaft having a fixed centre, and within recent years modifications of this patent have been successfully employed to drive the type-bed at a high velocity and reverse it without a shock or vibration."
This invention appears to have been the forerunner of the more recent improvements in bed motions. A notable one is that employed in the Miehle presses, which have gained much celebrity, run at a high rate of speed, and are used in many printing-offices in this and other countries. The reversal of the bed movement is accomplished by a so-called "true crank" movement and with an absence of jar and vibration never before obtained in any other than the stop-cylinder presses.
(p. 133)At the present time, the latest development in printing presses is Hoe & Co.'s new two-revolution press, in which, also, the reversal of the bed is accomplished by the true crank movement, but with an improvement which brings it to an easy stop and returns it without the least vibration.
On all two-revolution presses there are employed, to assist in the reversal of the bed, air-chambers or cylinders, without which the reversing mechanisms could not withstand the enormous strain to which they are subjected. These are iron cylinders, closed at one end, approximately six inches in diameter and eighteen inches long, and varying in size according to the size of the press. Some presses have two and others four of these cylinders, one or two at each end. The open ends of the cylinders are toward the bed, and attached to the bed are two or four pistons which enter the air-chambers as the bed nears the end of its stroke. The compression of the air in the cylinders makes a cushion and checks the momentum of the moving bed. The pistons can be adjusted to regulate the air compression to suit the velocity of the bed and the weight of the form, which vary in different kinds of work.
The delivery of the printed sheets is performed either by a delivery cylinder or by a front delivery with the printed side of the paper uppermost as already described for the stop-cylinder presses. Grippers are not used in the front delivery carriage, (p. 134)as the sheet is discharged from the cylinder by its continuous rotation.
The average running speed of a two-revolution press is about one-third greater than that of a stop cylinder, or about eighteen hundred impressions an hour, as against from one thousand to thirteen hundred and fifty impressions from the stop cylinder, this being the comparison in presses of the average size, printing sheets about 33 × 46 inches. The driving power required is in the proportion of about five for the two-revolution press to three for the stop cylinder, and the wear and tear is in about the same proportion.
Another press, which is still employed to a small extent for book-work, is the flat-bed perfecting press. This press is virtually two two-revolution presses combined into one, with the advantage that they require only one man as "feeder," but with the disadvantage that they produce only about two-thirds as much work as two separate single-cylinder, two-revolution presses. Their greatest disadvantage lies in the difficulty of preventing the fresh ink on the side of the sheet first printed from "setting off" on the packing of the cylinder which prints the reverse or second side. Mechanisms are employed to move the "tympan sheet" or outside covering of the second cylinder along at fixed intervals, but they are complicated and troublesome. These presses are expensive and cumbersome, and can generally be used (p. 135)only for inferior grades of work in large editions. Under the care of a skilful and painstaking pressman, good work can be produced from them, but fine book-work is always done on stop-cylinder and two-revolution, single-cylinder presses, which have now been brought to a high state of perfection.
Nearly a hundred years ago Hansard wrote, "The printing machine in its present state appears susceptible of little improvement." He was, in truth, right so far as the main principles of the flat-bed cylinder press are concerned, but there have been immense improvements in many of the details. With the introduction of automatic sheet-feeding devices, and improvements in the driving, inking, and delivery arrangements, mechanical ingenuity seems to have been exhausted. The temptation is strong to apply Hansard's prediction to the flat-bed cylinder press of the present day, but with the many surprises that meet us in other fields this would border on temerity.
Already there have been great advances in adapting the entirely rotary principle to the printing of high-grade work, although its use is still restricted to the production of large editions.
As early as 1852 Hoe & Co. made a rotary press for D. Appleton & Co., especially for printing the famous Webster spelling-book. The types were locked up on the cylinders in curved beds, called "turtles," and the sheets were delivered by a sheet-flier. Probably thirty million copies were (p. 136)printed on this press, which was dismantled nearly twenty-six years ago.
In 1886 this same concern made a press which is still used for printing some of the forms of the Century Magazine. This press had two pairs of cylinders, and curved electrotype plates were used on it. The paper was in a roll at one end, and at the other end there were delivered, to each revolution of the cylinders, eight eight-page signatures already folded to the size of the Century page. This was the first rotary press made for a good grade of book-work. Two similar presses were afterward made for Harper's Weekly and for the Strand Magazine of London.
What is known as the rotary art press was made in 1890 for printing the fine half-tone illustrations in the Century Magazine.
This has one plate cylinder and one impression cylinder, and curved electrotype plates are used. The sheets are "fed" by hand in the usual manner, and are printed on one side at a time and delivered by a sheet-flier. It produces as much work as four flat-bed cylinder presses and of better quality. The plates are inked by sixteen rollers. The performance of this press is another demonstration of the superiority of the rotary over the flat-bed principle of printing.
Since then hundreds of rotary presses have been made for magazine and book printing, most of them equipped with attachments for folding the sheets (p. 137)as they are printed, and all having a high rate of speed. C. B. Cottrell & Co. have made many rotary presses for magazine printing, most of which deliver the sheets flat, without folding, and most of them made to suit some predetermined size or sizes of sheets or pages.
In the evolution of the printing press there are three sharply defined stages: first, the flat impression surface and the flat printing surface, requiring the exertion of all of the impressing power upon the entire surfaces; second, the cylindrical impression surface and the flat printing surface, requiring the exertion of all of the impressing power upon only a narrow line or a small portion of the printing surface; third, a cylindrical impression surface and a cylindrical printing surface, still further reducing the area upon which all the impressing power is exerted.
Just as the second stage has, particularly for book-work, virtually superseded the first, so the third is destined to supersede the second. It is only an adaptation of the means to the ends. The mechanical principles of the rotary press are, in fact, simpler than those of the flat-bed cylinder press, and it may be said that so far as the purely mechanical part of the press is concerned, they have been fully developed, but much still remains to be done in other directions. The variety in the sizes of the pages of different books, the smallness of the editions, and the fact that the finer (p. 138) grades of paper, especially coated paper, cannot be obtained in roll form, are obstacles to be removed. As most book forms are electrotyped for flat-bed presses, and as it requires but little additional expense to curve the plates, this one item is not much of an obstacle to overcome. It is, however, still difficult to curve the plates perfectly, and the pressmen, even if they can produce excellent work from flat-bed presses, require considerable training if they have had no experience on rotary presses. All these difficulties are sure to be overcome in time.[Back to Contents]
The process of making printing ink consists of grinding a pigment, black, white, or colored, into a suitable varnish. The pigment is that constituent which makes the impression visible, while the varnish is the vehicle which carries the pigment during the operation of grinding and during its distribution on the press to the type, from the type to the paper, and ultimately binds it to the paper.
A complete factory for the production of printing ink consequently consists of three distinct plants,—one for the production of the varnishes, one for the manufacture of the pigments, and one for the grinding of the pigments into the varnishes.
Roughly speaking, the varnishes are divided into three classes, the first and second of which are the varnishes proper, i.e. the resin and the linseed varnishes, while the third class consists of dryers, etc., whose purpose is to influence the drying and consistency of the inks.
Taking up first the proper varnishes, we find that these are produced by the destructive distillation (p. 140)of resin in huge cast-iron stills. By this process, the solid resin of colophony is split up into water, various resinic acids or naphthas, and resin oils of various specific gravities and consistencies, all of which are separated from each other into separate containers which are ready to receive them. As one distillation is not sufficient to purify the resin oils from the water and acid, which would not only give the resulting ink an obnoxious odor but be detrimental to type, plates, etc., the distillation is repeated a number of times until the oils become perfectly pure. The grades of varnishes made from these resin oils are used for the cheaper classes of printing inks, not only on account of their lower cost, but because they are more suitable for the class of work for which such inks are used.
The linseed varnishes are made by boiling refined linseed oils at a very high temperature. The linseed oil loses its acrid elements by volatilization, and gradually becomes thick and viscous, the various "numbers" or consistencies of these varnishes being dependent upon the length of time during which the oil is subjected to the process, and to the temperature applied.
The dryers are made by adding to the linseed oil during the boiling, suitable oxidizing agents, such as compounds of lead or manganese, by means of which the oil is chemically affected, i.e. it is oxidized. Such dryers, when added to printing (p. 141)ink, attracts the oxygen of the air and transfer it by catalytic action to the varnish of the ink, thus causing it to oxidize more rapidly, or to become, as it is commonly called, dry.
Having disposed of the manufacture of the varnishes and dryers, we now come to the manufacture of pigments. This is such a large field that it can be only cursorily covered within the limits of a short article. The pigments are of many kinds and classes. The blacks alone would form a large chapter by themselves; yet all of them consist of carbon, produced by the combustion of hydrocarbons of various kinds, and according to their origin they are the so-called carbon blacks, lamp blacks, spirit blacks, oil blacks, Frankfort blacks, etc., each of which has its distinct and peculiar properties and value for its specific purpose.
The other pigments fall naturally into two divisions,—chemical colors and the so-called "lakes." The chemical colors are in general of mineral origin, produced by the action of one chemical upon the other, or in some cases by physical or chemical action upon earths and ores. In the first group, we have such colors as vermilions, white lead, chrome yellows, the ferrocyanide blues (Milori blues, bronze blues, Prussian blues, Chinese blues, Antwerp blues, Paris blues, Berlin blues), ultramarines, etc.; in the second group, such colors as cyanides, umbers, Indian red, and many others.
(p. 142)The lakes are principally formed by the use of coal-tar derivatives, and are usually incorrectly grouped as anilines. They are produced by precipitating water-soluble dyes upon a suitable substratum or base. Their shades, strength, brilliancy, permanency, and working qualities are dependent upon the nature of the dye itself, upon the nature and percentage of the substratum or base, and also upon the suitable selection and manipulation of the precipitating agents. This class of colors is to-day by far the most important of all, since through great progress made in chemistry in recent years, it is possible to make them of the greatest possible strength and permanency, together with a brilliancy of shade which was for many years an ideal earnestly striven for, but apparently impossible to accomplish.
Having thus considered the products which are the principal raw materials of printing ink, we now come to the ink itself. Being provided with all the varnishes, pigments, dryers, etc., of suitable qualities and shades, it is necessary to combine them in proper proportions, after selecting such as will be mutually compatible, and to grind them to the utmost fineness. The machinery to accomplish this purpose consists, first, of mixers, in which the ingredients are thoroughly incorporated with each other. This being done, the resulting mixture or "pulp," as it is called, is ground upon mills formed of rollers or cylinders, which are set (p. 143)in close contact by means of screws and made to revolve by power. Between these rollers the pulp is passed again and again, the number of times being dependent upon the consistency of the ink and the nature of the pigments, until it is ground or comminuted to the utmost fineness. The result is printing ink as it is known to the printer, varying in consistency, strength, intensity, permanency, brilliancy, drying, and other working qualities, according to the nature of the various varnishes, dryers, and pigments with which it is made.[Back to Contents]
Notwithstanding the fact that no one thing connected with the art of printing has done more toward the advancement of that art than the simple inking appliance familiarly and commonly known as "the printer's roller,"—without which, indeed, the evolution of the power printing press from the primitive hand machines of the fathers would not have been possible,—it is an inexplicable truth that historians and encyclopædia makers who have made investigation of the origin and progress of the art seem to have attached so little of importance to the invention or introduction of the composition roller that only meagre and casual reference is made to it. Even its predecessor, the "ink-ball," receives but scant courtesy at the hands of these chroniclers, for while they enter into the minutest detail (and properly so) in investigating as to whom the world is indebted for the idea of movable types and the invention of the printing press, they have not thought it worth their while to rescue from oblivion the suggester or adapter or constructor—whatever he may (p. 145)have been—of the device by which those types were inked to receive the impression from that press, and without which neither types nor press would have been of any avail.
It seems to be established beyond doubt, however, that the first suggestion of a roller to take the place of the ink-balls in applying ink to type forms was that of William Nicholson, with whom, also, the idea of the cylinder press originated, in 1790. He recognized the fact that no power press on the cylinder principle could be of practical use without an inking apparatus different from the primitive ink-balls. These were hollowed-out blocks of beech, mounted with a handle, the cavity stuffed with wool and covered with untanned sheepskin which had been well trodden until it was soft and pliable.
The early printing presses were made of wood, and two men were required to work a press—one to make the impressions and one to ink the forms with the balls. The ink was contained in a receptacle called the ink-table. It was enclosed on three sides, and was attached firmly to one post, or cheek, of the press, on which were the racks for holding the ink-balls when not in use. A beechen implement, resembling somewhat our potato masher, and called the "brayer," was used to manipulate the ink as it lay on the table; an iron shovel, known as the "slicer," being used to portion out from the mass of ink such (p. 146)quantities as were needed from time to time for the brayer.
It required much strength to manipulate the ink-balls properly, and thus it was a man's work. Taking up ink with them from the table, the operator vigorously beat the balls together with a rolling movement, turning them a little at a time so as to make the ink cover the entire surface and distribute it perfectly thereon. Then the type-forms were beaten with them until they were properly inked. The work of printing off an edition was divided between the two men, one manipulating the ink-balls for an hour, and then taking his turn at the press, while for the next hour his fellow-workman attended to the inking.
William Nicholson, seeing at once that the idea of a cylinder press could never be worked out to practical perfection with such a process of inking as that, built up an inking roller with manifold layers of cloth, which he covered with the trodden sheep-pelt surface used in the ink-balls, the distribution of the ink on the roller to be made by contact with a revolving cylinder of wood. The idea was there, but that it would have had the intended result was never known, for although Nicholson's press contained nearly all the principles on which the cylinder presses of our day are constructed, it lacked one vital feature—the attaching of the type-forms to the cylinders—and was consequently not of any practical use.
(p. 147)The Earl of Stanhope, who, in 1798, invented the first iron frame and "platen" press, with the improvement of levers in addition to screws to give the impression, coupled with his object Nicholson's idea of an inking roller or revolving cylinder. He spent large sums in trying to find a substance that he could utilize for that purpose. He investigated with the skins of many animals, domestic and wild, and tanned and dressed in various ways. Different textures of cloth and varieties of silk were used, but without success. The seam that was necessary down the entire length of the roller was one great impediment to success, and even if that could have been overcome, the proper softness and pliability of surface for receiving and depositing the ink evenly and smoothly on the type could not be obtained from any of the processes experimented with; and Stanhope's improvement in printing presses was still subject to the inconvenience of the ancient ink-balls.
In 1807 a printer named Maxwell made a sheepskin roller which he introduced into Philadelphia. It failed of success, and the printers returned to the ink-balls. This Maxwell roller was reintroduced by Fanshaw, a New York printer, in 1815, but the printers of that city rejected it.
The inventors in England were still busily engaged in trying to solve the problem of the cylinder press that Nicholson had more than (p. 148)suggested in 1790, and the one great obstacle to success was the absence of a proper substance for supplying the need of an inking roller, the difficulty of the type and cylinder having been overcome by the invention of the "turtle" form. In 1813 a man whose name one historian gives as B. Foster, another as T. B. Foster, and to whom another refers as "Forster, an ingenious printer, employed by S. Hamilton, at Weymouth, England," one day visited the Staffordshire pottery. In a coloring process in use there Forster, or Foster, noticed a peculiar composition that covered the surface of the potter's "dabber." It was moist, pliable, and elastic. The historians do not say so, but we may well imagine that this "ingenious printer," seeing in that composition what he believed to be the long-sought substance that would do away with the sheep pelt as an inking device, with all that implied to the progress of the art of printing, must have awaited with feelings of acute anxiety the answer of the potter to his query as to what that composition was.
And what was it? "Glue and treacle,"—two of the simplest of articles, and the easiest to obtain. The printer experimented with them, and although he was the first to put to practical use in the art of printing the thing that revolutionized it and advanced it to its present state of wonderful perfection, yet so far as the printed chronicle of him goes, we do not know what his Christian name was, (p. 149)or whether his surname was Foster or Forster; and one chronicler states that it was in 1813, and another that it was in 1815, that he discovered roller composition to his fellow-printers.
The collateral evidence, however, is to the effect that it was in 1813. Forster (admitting that to have been his name), proved the availability of glue and molasses as an inking surface, not by using it in the form of a roller, but by coating a canvas with it, and using the canvas thus prepared in place of the sheep pelt on inking balls. From this the press inventors got the idea of coating a wooden cylinder with the composition. Applegath & Cowper, inventors of the Applegath cylinder press, were the first to adapt it in roller form, and for a time held a patent on the use of it; but the courts of England decided that there could be no patent on the composition, and substitutes for the manufacture of rollers having been devised which were no infringement on Applegath & Cowper's moulds, the compound came into open use, and Koenig, who had so improved and perfected Nicholson's ideas and plans for a power cylinder press, was able, in 1814, by the adaptation of the glue and molasses roller, to print the first edition of a newspaper that was ever run from a cylinder press—the historic edition of The London Times. The problem of the inking apparatus solved, there was no longer any limit to the exercise of inventive genius in (p. 150)the advancement of the printing art; and it is, therefore, to the printer's roller, more than to any one thing, that that art owes its wonderful preëminence to-day.
There is no record in any of the histories of printing, or in encyclopædias, of who it was that introduced the composition roller into use in this country, or any reference to the date when it came into service. De Vinne, in his "Typographia," published in 1876, says that ink-balls were in use here "fifty years ago," or in 1826; but it must have been only in isolated and out-of-the-way rural printing offices, for it can hardly be supposed that Yankee "go-aheadativeness" would have failed to recognize at once the importance of the discovery, or have long delayed its general adoption, although the hand press, with many improvements, remained the universal printing machine in the United States until 1822, when the Treadwell power press gave the first impulse to more rapid printing. The Treadwell was not a cylinder press, but its invention would have been of no consequence without the composition roller. It is certain, however, that more than sixty years ago the melting pot and roller mould had become an important adjunct to every rural printing office, and the making of a new roller was an event in the routine of the establishment. The orthodox mixture for the composition in the printing office where the writer of (p. 151)this was the "devil" forty-seven years ago was "a pint of sugar-house molasses to every pound of the best glue, with a tablespoonful of tar to every three pints and three pounds." And that was the customary composition of that day among country printers.
There is a tradition among printers and roller-makers that the first roller turned out in this country was moulded in a stove pipe; but whether it was or not, and no matter who the first roller-maker might have been, it is a fact that the advance in the art of roller-making has had to be rapid in order to keep pace with the vast improvements in the cylinder press which the first composition called into use, and the old-fashioned glue and molasses rollers would be now of no more service to them than would the primitive ink-balls which the roller replaced. A comparison between the mode of making a roller in the early days of the business and the methods in use to-day will be of interest.
In the old days the composition was cooked in a caldron over a coal fire, with water between two jackets to make the steam that forced the melting. The cast-iron moulds were placed near a stove to give them the necessary warmth of inner surface, a warm mould being required to give a good "face" to the roller in the casting. While cooking, the composition was constantly stirred with a stick to assist in the proper (p. 152)assimilation of the ingredients. After it had reached the proper stage, it was strained from the melting kettle into pouring kettles, similar to ordinary milk pails. The composition was poured from the top. Naturally, this let into the moulds, with the composition, the air bubbles and froth that were always present, which caused imperfections in the rollers. After pouring, it was necessary to let the moulds stand all night, so the composition might become sufficiently cool to permit the "drawing" of the rollers. This was effected by placing a stick against the iron journal at one end of the roller core and pushing until the roller was forced out of the mould.
But the roller factory of to-day is quite a different affair. Instead of separate moulds standing about a stove to get ready for the pouring, there are moulds in nests, or cylinders, resembling a Gatling gun, or a tubular boiler. There will perhaps be twenty roller moulds in a nest. The cylinders are balanced in the centre on journals, thus enabling the workman to place them at any angle desired, for purposes of oiling the moulds and loading them with the roller cores. The cylinders have hot and cold water contact, by which they may be surrounded by either at will. To warm the moulds the cylinder is put in an upright position, and hot water circulated about it the required length of time.
The composition—which is something more (p. 153)than the old-time glue and molasses—is prepared for pouring by melting in a double-jacketed steam kettle, the stirring being done by a mixer run by steam power. When ready, the composition is drawn off from the bottom of the cooking kettles into pouring kettles which have air-tight hoods. To these a hose is attached, the other end of the hose being connected with a tank which is charged with air by a pump. The hose being then attached to the cylinder, the air is introduced from the tank into the pouring kettle, forcing the composition upward into the cylinder, and all air from the moulds. This insures a perfect roller.
When the composition has reached the top of the roller stocks, the valve at the bottom of the cylinder is closed, and the process is continued to the next cylinder ready for pouring. The cooling of the cylinders is effected by turning the cold water current around them, and a nest of moulds may be filled and emptied four or five times a day. After the cooling, the bottom plate of the cylinder is removed; the rollers drop out, are trimmed, and are ready for the shipping box.[Back to Contents]
It is only in comparatively modern times that the art of illustration has received the encouragement that makes for perfection. For this, the cheapening of the manufacturing cost in printing is mainly responsible. An illustration proper should always accompany text and in days past the making of a book was so costly in itself that the possibility of illustration was almost beyond thought. Only the wealthy could afford illustrated books and as their reading was very limited, naturally illustration was crowded to the wall. Those with money to spend on pictures preferred decorations or portraits, consequently the endeavors of artists were aimed at supplying what suited the tastes of buyers. Illustration is and always has been the art of the people. It makes clearer to the imagination their stories and their songs, it mirrors their manner of life, interests, and pursuits in a way that brightens what would otherwise often be commonplace.
Art seems to entwine itself about the strongest figures in a community, absorbing with its nourishment (p. 155)the ethical qualities of the leader. Thus we have Michael Angelo in a community ruled by the church, creating, at its demands, a "Day of Judgment," a "Magdalen at the Cross," a "Moses," and Velasquez, evolving a marvellous technique while immortalizing in wonderful portraits the vanity of his Spanish lords.
So that at the present day, with the people in ascendency, what is more probable than the perfect development of the art which most appeals to their tastes? Every day, artists of the highest intelligence find in illustration an opportunity to give the best that is in them, and the chances that illustration will reach the heights of perfection attained by other branches of art are exceedingly good.
The opportunities for an illustrator are without end, and the problems are beyond number. It is a difficult performance to hand out, to order, pictures in which human emotions stand counterfeited. In the fact that illustration springs from and stands with the written tale and must finally serve its proper place between board covers, the man who labors at it finds some of his work already finished for him by the author. But it is a saving that tantalizes more than it assists.
The technical equipment of the artist must twist into realistic semblance, clear to the eye, the imaginary product of the author. He must not add to it nor take away from it—even for (p. 156)the sake of beauty in his picture—one iota of the facts given him. His imagination, grasping all the ideas of the author, must assemble them and find a place for each one, good, bad, and indifferent, and present them to the reader in a form that will command his approval.
The artist cannot tease the mind with the vague influence of description, as can the author, nor can he veil his products with the pleasing glamour of unreality. Without haze his work stands forth, bold facts in half-tone reproduction and printer's ink, fighting an uncertain fight at best with the imagination of the reader.
People will have illustrations, though. If the pictures do not literally fill the bill, they nevertheless please. Something definite, carrying a story idea, is always acceptable.
Something which excites the imagination invariably challenges interest, and the illustrator who is true to his calling and above shirking his task enhances the interesting features of a book a thousand fold, if he spares no pains in arriving at an actual expression of the author's intention.
The knowledge that an illustrator brings to his work should be as broad and varied as human history. Above and beyond his ability to draw or execute in a manner technically pleasing, should stand his knowledge of people, places, and events. It should include all Things, Ologies, and Isms. A living Index he must be, knowing just enough (p. 157)to readily discover more, and with this knowledge he must make others feel and imagine.
If the author would tell of wars, Trojan, Egyptian, or Siamese, the illustrator must follow him and be truthful. He must know enough of Troy, Egypt, or Siam to make clear to the reader the face, form, and clothes of the characters, their weapons of bloodshed, their way of killing, how they marched to do it and through what manner of country. He must know or find out all these things, and within all his pictures must carry the spirit of terror and murder that stalked at the time, so carefully expressed that the terror and murder will be of that particular epoch and no other. All this must be shown as clearly as that the characters belong to their helmets or shields, their war chariots or bamboo lances. Simple the task may seem in these days of public libraries and ready reference, yet it is a most nerve-racking business, this placing an embossed helm or set of greaves on the hero of a story, so that he may stand out a Roman, and when the labor is finished having him stare genially out at you, insistently proclaiming the masquerade, and seemingly proud of his resemblance to a St. Louis button salesman.
When all is said and done the illustrator's strongest asset is spirit. Technique and a grain of insight will help a man over many a rut in portraiture, and a knowledge of patting clay and using a chisel has saved many a sculptor, but technical (p. 158)equipment alone never made an illustrator, because he deals too directly with life in action. Slack drawing and impatience of method will always be pardoned in an illustrator, if his picture convinces.
Let a writer tell of a pair in love and the illustrator pictures their kiss; if he convinces the reader that the kiss is in earnest, the drawing may be full of faults, but the point is made and nothing more is asked, save that "she" be pretty and "he" manly. Consider the difficulty of this trick of convincing, when the words of love carefully weighed and prepared by the author and set into the atmosphere of a scene equally well prepared will often occasion derisive smiles. So it may be explained that the purpose of illustration is to carry the spirit of action rather than to serve as a basis for deft expression of technical skill, and illustration will reach its highest development along the lines which give it an excuse for its existence.
The mechanical processes for the reproduction of illustrations have served to develop various methods of drawing the original picture. The half-tone screen in connection with photography has made possible an almost exact copy of the artist's work, and at very small cost. Formerly an illustration was drawn on a wood block and turned over to a wood engraver, who laboriously cut it into the block and as he cut away the drawing as he worked it was impossible to compare (p. 159) his reproduction with the original. It can be readily seen that only a very good engraver was to be trusted to reproduce anything of value, and as there were never very many engravers of the first class, artists' work usually suffered. Half-tone engraving reproduces a drawing by photography and necessarily shows much of the individual method of the artist. Zinc etching of pen-and-ink drawings is even more exact in its results. Lately, methods of reproducing colored originals and paintings have been brought forward, and the results are surprisingly good. Scientific photography is at the bottom of this, and the old method of lithography, which demanded ten or twelve printings in reproduction, and then fell short, seems to have seen the last day on which it will break the heart of the artist.
Because of the sun and the dry plate, illustrators had to find inks and methods which would aid the engraver as much as possible. The use of opaque white as a ground for the mixture of tones, with its resultant bluish cast in black-and-white drawing, has almost disappeared. The camera will not find gradations in blue and artists have found it better to use pure india ink washed out in water, allowing the white of the paper to serve for high lights. Of course, opaque has its uses, but it is only after much experience and many disappointments that an artist can learn just where to use it and how. Pen-and-ink drawings and (p. 160)crayon drawings on rough paper in which the crayon is applied direct, and not rubbed, will always please the engraver most and return the best reproductions; but in this case cleverness and technique demand the greater notice from the artist if he would have the result interesting. A successful pen drawing is an achievement almost equal to an etching and it is unfortunate, considering the ease with which it may be successfully engraved, that good pen drawing is so rare.
Black-and-white oil offers an inviting field to the illustrator who aims at a sense of completeness in his work. Honestly handled, there is no other method of working that can convey an equal feeling of solidity and earnestness. By its use an artist can suggest all the qualities of a full-color painting and impress one with the last-forever look that thought and study gives to earnest work.
Most drawings for reproduction are worked in wash—why, it is hard to say. Oil will shine and reflect lights, and the engraver has this to overcome; but, barring the lightness and appearance of ease that wash suggests, there is no very apparent difference in the reproductions, and oil has the advantage of greater simplicity in detail.
For deftness and brilliancy illustrations finished in crayon rubbed into tones easily surpass those done by other methods, but the process has the (p. 161)disadvantage of appearing thin in the reproduction, unless the plate is very carefully tooled and printed.
When the illustrator has chosen his subject and decided on the method of treatment that will best serve the demands of the story to be pictured, fully half his labor is completed.
The preliminary sketches necessary to the condensing of his ideas open the door to the real pleasure in his work—standing up a model and creating therefrom a character is pure joy, and it is for this alone that the illustrator toils through the dry dust of reference libraries and costume shops.
Models are either a great aid or a great drawback in the picturing of characters, for while they assist the artist by simplifying the labor of drawing, they often handicap him by intruding their own personality into the work, thereby spoiling the sense of character aimed at. When an illustrator allows this to happen, it does not matter how beautiful or accurate his sketch may be, he fails in the first essential of his craft, entering forthwith into the field occupied by painters and decorators, who can do the same thing very much better. So, while the model is often a necessary appendage to the construction of a character, it is imperative that the spirit and sense spring from the artist, whose business is, not to reproduce the model, but to use it sparingly as he would a book of reference.
(p. 162)The illustrator finds that the speech an author puts into the mouths of his characters is the best index to their personality. They may be described as tall or short, dark or light, stout or thin, and their creator may explain their capacities for love, hate, villany, or dissipation, but it is only the words with which they express their ideas that really describes them. His description of the beauty of a girl will not be accepted on trust. He must supply her with deportment and breeding before her beauty can be truly imagined. Thus it may be explained that the measure of an author's conception and clearness often determines the qualities in an illustration. The true illustrator is sensitive to faults in the delineation of character, and, although he may not be aware of it, his work will show it. Of course it often happens that an artist is taken up with ideas of technique and, author or no author, will make his pictures in just such a way; but such work is hardly illustration and serves itself better standing alone.
And thus it goes throughout the scene to be pictured—place, time, and people, all must be imagined twice and equally clear, by both the author and the illustrator, before the reader will agree.
To the illustrator, hampered by given quantities, falls the most difficult task in this duet of imagination, and he can at best hope only for the reader's approval, as all credit for conception goes to the (p. 163)author. It is on this approval, though, that he builds, for if he succeeds in making things clearer to the reader's imagination, he has accomplished what he set out to do and has proved himself worth his hire.
So the aims of illustration are set forth, but whether the laborer completes his work well or ill, whether he brings great ability or only honest intention to its accomplishment, he is engaged in a business as fascinating as it is uncertain. Failure only drives him to another try, and success is always just around the corner. The illustrator who would live by his work must live with it. If he has a thought in his mind that does not deal in some form with illustrations and half-tone plates, he is wasting that thought and his time besides.[Back to Contents]
Practically all book illustrations, as well as those in catalogues and periodicals of all kinds, are made by some method of photo-engraving. Wood engraving is almost a thing of the past, and many who are in a position to know predict that after the present generation of wood engravers has passed out of existence, artistic wood engraving will be a lost art. It is certain that there is now no younger school of wood engravers growing up to take the place of the engravers whose work in the leading magazines, up to a few years ago, made them famous.
The quickly made and comparatively inexpensive process plates have not only taken the place of wood engraving, but have increased the field of illustration to a very large extent. They have made possible hundreds and even thousands of publications which could not have existed in the old days of expensive wood engraving. The use of photo-engraved plates has increased enormously each year during the past twenty years, and with this increased use has come the inevitable decrease (p. 165)in cost, so that illustrations are no longer much of a luxury to the publisher.
Photography is the basis of all the mechanical processes that come under the general head of photo-engraving. These processes are generally called mechanical, yet, as in photography, great skill is required to produce the best results. The higher grades of half-tone work require much careful finishing, which is all done by hand, and which, moreover, must be done by a skilful, intelligent, and artistic engraver. Practically all things may be reproduced successfully by photo-engraving, but the vast majority of subjects that go to the photo-engraver are either photographs or drawings.
All methods of relief plate photo-engraving come under two general heads: "Half-tone" and "line engraving," the latter being very generally known as "zinc etching." Zinc etching is the simplest method of photo-engraving and should be thoroughly understood before one begins to inquire into the intricacies of the half-tone process. It is used to reproduce what is known as "black and white" work, or line drawings. Any drawing or print having black lines or dots on a white background, without any middle shades, may be engraved by this process. The old-fashioned "wet-plate" photography is used in making practically all process plates, either in line or half-tone.
I will describe briefly all the operations gone (p. 166)through in making a line plate, taking for a subject a map drawn in black ink on white paper or a head drawn by Charles Dana Gibson,—subjects wide apart in an artistic way, but of absolutely equal values so far as making the plate is concerned. The drawing is first put on a copy board in front of a camera made especially for this work, in whose holder the wet plate has already been placed by the operator. The subject may be enlarged or reduced to any desired size, nearly all drawings being made much larger than they are desired to be reproduced in the plates. The exposure is much longer than in ordinary dry plate work, generally lasting in the neighborhood of five minutes. The result is a black and white negative. That is, the lines that were black in the drawing are absolutely clear and transparent in the negative, but the rest of the negative is black. From the photographer, the negative goes to the "negative-turning" room. Here the negative is coated with solutions of collodion and rubber cement, which makes the film exceedingly tough—so tough that it is easily stripped from the glass on which it was made, and is "turned" with the positive side up on another sheet of glass. If this were not done, the plate would be reversed in printing—that is, a line of type would read from right to left, or backward. After the negative is "turned," it is ready for the etching room. Here the surface of a sheet of zinc about one-sixteenth (p. 167)of an inch thick, which has been polished until it is as smooth as plate glass and without a scratch or a flaw of any kind, is flowed with a sensitized solution, easily affected by light. The negative is placed in a printing frame over the sensitized zinc and a print is made. That is, it is exposed to the sunlight or to a powerful electric light, and the light shines through the transparent parts of the negative, and hardens the sensitized surface; while the black part of the negative protects the sensitized surface from the action of the light. The plate is next "rolled up" with a lithograph roller which distributes a thin coating of etching ink over the entire surface. The plate is then washed off carefully by the operator, but the ink adheres to all portions of the plate that have been acted upon by the light. We now have a fully developed print on the highly polished surface of the zinc that is an exact reproduction of the original drawing. It is now necessary to make this print acid proof, and this is done by covering the plate with a coating of very fine resinous powder, called "dragon's blood," which adheres to the printed portions of the plate. The plate is subjected to enough heat to melt this powder, and is then ready for the acid bath.
A strong solution of nitric acid is used for etching zinc plates. This acid is placed in trays, which are rocked constantly, either by power or by hand, while the plate is being etched. The melted (p. 168) dragon's blood makes a perfect acid resistant and the acid, therefore, does not affect the print (or picture itself), but eats away the bare surfaces of the metal between the black lines and the dots. When this etching has proceeded far enough to make a plate that may be used in printing, the lines and dots of the picture stand up in bold relief, while the metal around these lines and dots has been eaten away to a considerable depth.
There are many details that cannot be described in a short article, but these are the principal operations gone through in etching the plate. One very important detail in etching is to prevent "undercutting." It is obvious that if the acid will eat down, it will also eat sidewise. The acid resistant is only on the surface. If means were not taken to prevent it, as soon as the acid got below the surface, it would begin to eat in under the print and the lines and dots of the picture would disappear; therefore, as soon as the plate has had its first "bite," it is taken from the acid, dried, and dragon's blood is brushed against the sides of the lines. This powder is then melted and the plate given another etching. While the plate is being etched down, it is removed from the acid several times, and the sides of the dots and lines are again protected. After leaving the etching room the plate goes to the "router," an ingenious machine, with a cutting tool revolving at a speed of fourteen thousand revolutions a minute, which quickly removes (p. 169)the waste metal in the large open places between the lines and dots. The zinc plates are carefully looked over by a finisher, defects are removed, and the metal plates are then nailed on wooden blocks, so that they will be "type-high," that is, of exactly the same height as the metal type-forms used in printing. Hand presses are a necessity in all photo-engraving shops, and with these several "proofs" of each plate are printed in order that the customer may judge of the quality of the plate.
While the line, or zinc etching process is immensely useful, in reproducing pen-and-ink drawings, maps, wood-cut prints, etc., yet the half-tone process is the one that practically revolutionized all known methods of illustration, after it had become perfected. While zinc etching is limited in its capabilities to the reproduction of black and white subjects, practically everything in art or nature may be reproduced by the half-tone process. The half-tone "screen" makes it possible to take a photograph or wash drawing and break the flat surface of the picture up into lines and dots, with the white spaces between that are an absolute essential in relief plate printing. If a half-tone print taken from any magazine or periodical is examined closely, either with the naked eye or a magnifying glass, it will be seen that the entire picture is a perfect network of lines and dots, and that there are two sets of lines running diagonally across the plate at right angles to each other. In (p. 170)the darker portions of the picture it will be seen that the lines are very heavy, with a small white dot in the centre of each square, made by the intersecting lines. In the lighter portions of the picture, these lines will be found to be very fine, while in the lightest parts, or in the "high lights," as they are called, the lines disappear and in their places are a mass of fine dots, not much larger than a pin point.
To make a half-tone plate of a photograph or other subject, it is necessary to break the negative up into lines and dots. It is for this purpose that the half-tone "screen" is used. The screen consists of two thin pieces of plate-glass, on the surface of which a series of very delicate parallel black lines have been ruled running diagonally across the glass. When these pieces of glass are placed together, face to face, the parallel lines ruled on them intersect each other at right angles, giving a very fine "mosquito-netting" effect. The method of making the negative is very similar to that described in making line negatives, excepting that in making a half-tone negative the screen is placed in the plate-holder directly in front of the negative. The subject is then photographed, and the result is a negative completely covered with a mass of fine transparent lines and dots.
Copper is generally used instead of zinc in making half-tone plates. In making a print on copper the light shines through the transparent lines and (p. 171)dots of the negative and hardens the sensitized surface of the plate. The black parts of the negative between the transparent lines and dots protect the sensitized surface. When the plate, after printing, is placed under a water tap, the parts of the sensitized surface that have not been acted upon by light wash away, leaving a print that becomes acid proof after being subjected to an intense heat.
The method of etching a copper plate is similar to that already described for etching zinc plates, excepting that sesquichloride of iron is used instead of nitric acid. In a half-tone the dots and lines are so close together that great depth is neither desirable nor possible, and no steps are taken to prevent undercutting.
The half-tone plate, after it has been carried as far as possible by mechanical processes, is capable of great improvement in the hands of skilful engravers. The plate as it comes from the etching bath may be termed a mechanical product. Though great skill is necessary in making the negative, the print, and the etching, the hand-finishing gives the plate many of its artistic qualities. The unfinished plate is apt to be more or less "flat" in appearance; the high lights may not be light enough, while the dark portions of the plate are apt, in cases, to be too light. The most common methods of finishing are reëtching and burnishing. The finisher dips a camel's-hair brush (p. 172)in acid and applies it to the high-light portions of the plate, or other places that are too dark, and allows it to act on the metal until these parts of the plate are lightened sufficiently. The parts of the plate that are too light are made darker by rubbing down the surface of the plate with a tool called the burnisher. The skilful, artistic finisher has other methods at his command of making the plate reproduce as accurately and as artistically as possible the original drawing or photograph. High lights are sometimes cut out entirely, or a fine engraver's tool may be "run" between the lines; while a "wood-engraved" finish is produced by cutting, in certain portions of the plate, lines similar to those used in wood engraving.
In the price-cutting that has been going on as a result of the fierce competition that has existed among photo-engravers during the past few years, the artistic possibilities of the half-tone have been lost sight of to a certain extent. The product of the engravers is sold by the square inch, regardless of the fact that the cost of one plate may be double the cost of another plate of the same size, but from a different subject.
A point also worth remembering is that until the plate reaches the finishers' hands, it has been more or less of a mechanical product; and that the plate is made an artistic creation by the skill, care, and brains of an intelligent class of men earning from $25 to $50 a week. Those expecting (p. 173)"the best" at "the lowest price" can easily guess about how much of this high-priced finishing they will get when the price paid barely covers the cost of the mechanical product. Then, engravers striving for high quality in the product pay from twenty-five to fifty per cent higher wages, as a rule, than the cheap, commercial shops. But the idea of square-inch price has so generally permeated the buying public, that the larger and better shops have been compelled, to a greater or less extent, to meet the prices of their less skilful competitors. They are enabled to do this and give their customers much greater value for their money, only through better business methods, more modern facilities, and by conducting the business on a very large scale.
The screens used in making half-tones represent an enormous outlay in the large shops. A comparatively small screen costs in the neighborhood of $100. A screen 18 × 20, ruled 120 or 133 lines to the inch, costs about $500. Screens are made with different numbers of lines to the inch, from 65, for coarse, newspaper work, up to 400. The screens in general use are 65, 85, 100, 110, 120, 133, 150, 166, 175, and 200; but intermediate sizes are also used, such as 125 and 140. A screen containing 200 lines to the inch is about the finest ever used for ordinary printing purposes, though a few screens with 250, 300, and 400 lines to the inch have been made. A well-equipped photo-engraving (p. 174)establishment must have all these screens, and all of them in many different sizes. In the writer's shop there are fifteen cameras, all of them in constant use in the daytime and five or six of them are always in use all night. Some days the bulk of the work in the place will be a fine grade of magazine engraving calling for a 175 screen. In order to keep all the cameras at work all the time, a thing that is very important in a well-regulated place, it is necessary to have a number of 175 screens almost equal to the number of cameras. The same is true of most of the other screens in general use. Fortunately for the engraver and the consumer these screens practically last forever if carefully handled.
The greatest developments in process work during the past few years have been in the making of color plates. Beautiful results are obtained in two colors by the "duograph" or "duotone" processes, the plates being made for two printings. The three-color process aims to reproduce all colors in three printings, by using inks of red, yellow, and blue. This process is very interesting, but somewhat intricate. Primarily, the results are made possible by color separations. The aim is to take a colored subject—an oil painting, for instance—and by photographing it three times, each time through a different colored piece of glass, to divide all the colors into what are called the three primary colors—red, yellow, and blue. (p. 175)From each of these color separations a half-tone plate is made, and when these plates are put on the printing-press, and the impressions are printed over each other in yellow, red, and blue inks, respectively, the result is a printed picture reproducing correctly all the colors of the original subject.
While many subjects may be reproduced accurately by this process, yet the three-color process seems inadequate to give perfectly satisfactory results in all cases. Nearly all three-color process houses are now prepared to add a fourth, or key, plate, to be printed in black, in case the subject seems to need it. The three-color process has enabled many of the leading magazines to use illustrations in colors, and there is not the slightest doubt but that there is a great future for this class of work.[Back to Contents]
Almost all of the maps found in text and reference books, as well as the geometrical diagrams used in mathematical and scientific works, are made by what is known as the "wax process."
This process was invented and patented by an Englishman named Palmer about 1840, shortly after the discovery of the method of making electrotype plates for printing purposes. He announced that he would furnish artists with copper plates covered with a waxlike composition on which they could make their own drawings, in a manner similar to but much simpler than the method followed by the etcher on copper. After receiving the artist's work, the plates were to be returned to Palmer, who then made an ordinary electrotype of the engraving. A circular, issued about 1841, gives the necessary instructions for engraving, and the prices for the wax-coated plates and the subsequent electrotypes, and shows many beautiful illustrations made by artists of that time. It was then called the "glyphographic process."
The process was first introduced into this country by a firm of printers in Buffalo, New York, and was (p. 177)used by them for several years for illustrating the United States patent office reports until it was superseded upon the introduction of photo-lithography and the subsequent adoption by the government of a uniform standard for patent drawings.
This process may be described in a general way as follows: A copper plate having a highly polished surface is first blackened by the application of a weak solution of sulphuret of potassium, or other chemical which will oxidize the copper. Then a composition, made by melting together in proper proportions, beeswax, zinc-white, and paraffin, is "flowed" over the blackened surface, producing an opaque whitish engraving ground. The thickness of the wax is varied according to the subject to be engraved, but in general should not exceed that of heavy writing paper. After it has been allowed to cool with the plate lying perfectly horizontal, the wax is smoothed down to an even thickness by a steel scraper, and the plate is then ready to receive the engraving.
Taking for an example the engraving of a map, the original copy is either photographed on the wax surface, or is transferred to it by covering the back of the copy with red chalk and tracing over every line with a steel point. The photograph, or the tracing, on the wax must not be a reversed one, as might be supposed, but should "read right." The outlines of the map are then gone over, with an engraving tool which cuts out a small channel (p. 178)in the wax, down to, but not into, the surface of the copper plate. The bottoms of these channels will eventually form the surface of the relief lines in the resultant electrotype plate, but now appear as dark lines against the whitish groundwork of the wax.
The engraving tools are made in different sizes, and therefore channels of varying widths at the bottoms may be cut in order to produce lines of different sizes. In cutting lines to indicate rivers,—which must be thin at the source and increase in thickness as they approach the mouth,—tools are used in graduated sizes. The first one cuts its own line of equal width for a very short distance, then another and slightly wider tool is used, the next still wider, and so on until the river line is completed. In reality a series of steps, the work is so done that the line appears to the eye to increase in width evenly and gradually from a very fine beginning to a heavy ending. The wavy lines indicating hills and mountains are made in substantially the same way. Special steel punches are pressed through the wax to the copper to show town and capital marks, and after all the lines and marks are completed, the plate is ready to receive the lettering. The name of each individual town, city, state, or river is set up in printer's type and stamped one name at a time into the wax. The type is placed in a small tool resembling a vise, which holds it in perfect alignment and on a perfect (p. 179)level. Tools of various shapes are used for stamping the names in straight and curved lines. It is necessary to wet the type to prevent its adhering to the wax.
The plate is then carefully compared with the original copy and after any necessary corrections have been made it is gone over by an expert operator, who cuts out any of the channels which may have been obliterated by the burr of the wax, resulting from pressing in the names.
We now have a plate in which the lines have been cut in small channels and the names stamped with type. This is a matrix, or mould, from which an electrotype of the lines now sunken in the wax may be made in high relief for printing, but the blank portions of the wax are so thin that it is first necessary to fill in all these places on the plates with wax in order to produce a sufficiently deep electrotype plate. This is done by "building up" the plate. A small hook-shaped tool, heated over a gas jet, is used to melt small pieces of wax which are run carefully around all the names and in the spaces between lines, thus filling up all these spaces with a round, smooth body of wax. From this mould an ordinary electrotype is made by the method described elsewhere in this book.
All these operations require much skill and patience at every step, but the plates produced by the wax process are always much deeper and stronger than those made by any other process.[Back to Contents]
The method by which a photogravure plate is produced, is probably the least understood of all of the many photo-processes of reproduction. This is chiefly on account of the difficulty of the process, which is not an easy matter to explain in detail, and also on account of the secrecy with which all plate makers guard their processes.
The reproduction of a mezzotint or line-engraved print, when made by a good photogravure process, produces in most cases a print which cannot be detected from the original. The originator of the process was probably Fox Talbot, an Englishman. The writer has seen one of his prints, made between 1855 and 1860, which was a very creditable piece of work. Dujardin of Paris took up Talbot's process, and after much modification, succeeded in developing a successful process which he is working to-day. All photogravure plate makers of the present time have more or less copied the process of Fox Talbot.
There are three different methods of making these plates known to the writer. The reader probably knows that a photogravure plate is not a relief (p. 181)plate, but an intaglio, and is printed on an etching-press in the same manner as an etching and requires special skill in printing on the part of the printer to produce the best results. I will give a brief explanation of the three different processes.
The first is known as the transfer process. In this process a reversed photographic negative is made from the copy, from which a positive or "transparency" is made, either by contact or in the camera. A piece of carbon paper is then coated lightly with gelatine, sensitized with bichromate of potassium and allowed to dry. The paper is then placed in contact with the positive and printed in daylight until the image is imprinted on the gelatine coating of the paper, such portions of which as have received the most exposure from the action of light becoming quite insoluble. A copper plate, cleaned so that it is free from grease, is introduced into a large box into which has been blown a very finely powdered resin, which is allowed to settle somewhat before putting in the plate. The plate is allowed to remain in the box until a fine deposit of resin has settled all over it. It is then carefully removed and heated over a gas burner until the resin adheres firmly to the plate. The resin is melted only to such a point that it forms a fine grain all over the plate, leaving interstices of bare copper between. The paper, on the gelatine surface of which the picture (p. 182)is printed, is now placed in a tray of warm water, and the parts of the image which have had the least exposure are thereby dissolved and washed away, the image being thus fully developed on the paper. This is placed in contact with the grained plate, which has been placed in the tray of water, and firmly squeezed in contact with the plate. The paper is stripped off, leaving the gelatine film on the copper. The plate is now removed from the tray and dried, and is then ready for etching, which is accomplished by placing the plate successively in several baths of acid of different strengths until the desired results are obtained. This process gives a shallow plate, of not great wearing quality, and, as a rule, requires a great deal of work by the engraver to bring the plate up to anything like the copy. The light tints come out very soft and smooth, but the black tones etch "flat" and lose all detail. These blacks must be put in by hand. The poor wearing qualities of these plates make them undesirable in cases where a large edition has to be printed.
The next process is the "deposited" plate used by "Goupil" of Paris, in which copper is deposited by electricity upon a swelled gelatine film which has had a grain formed upon its surface chemically or otherwise. The deposition has to be continued until the plate has acquired the necessary thickness, which takes about three weeks; and this is a long time to wait in these days, when a publisher (p. 183) usually expects his order executed in ten days. These plates are practically hand made. The process gives a plate that could not possibly be used without a great deal of retouching by an expert engraver. Goupil turns out a beautiful plate, due principally to his large force of engravers, one man working on a particular part of the plate, then passing it on to another who does some other portion, and so on, until the plate is finished. In this way each engraver becomes exceedingly skilful in one thing. Line engraving is reproduced by this process exceedingly well, but such plates, like the transfer process, are shallow and give out soon in the printing.
The last process that I have to deal with is the one I am working myself. In this process the plates are made in two or more etchings, according to the requirements of the subject which is to be reproduced. This method produces a plate of great depth both in the light and black tints, and on account of the small amount of hand-work required after the plate is etched, the copy is followed very closely. With a good positive and favorable conditions, quite frequently a plate is made upon which the retoucher needs to do no work at all, and a more faithful reproduction is made than by any of the other methods that I have mentioned. After a good positive is procured, the copper plate is cleaned, and a sensitized solution of gelatine is flowed over the plate, dried down, and then printed (p. 184)under the positive, with a short exposure. The plate is grained as in the transfer process, and is then etched.
This first etching, on account of the short exposure, goes over the plate in about three minutes, and is simply intended to get the light tints. The plate is again cleaned off and coated, this time in a different manner, and given a much longer exposure under the positive. The next etching takes about three hours, which gives the blacks great depth. Comparing this with the transfer plate which has an etching of from fifteen to twenty minutes, the reason for the difference in the wearing qualities of the plate is quite evident. This process, whether used by myself or others, I feel free to say is the best one that has ever been worked, inasmuch as it gives a far more faithful reproduction than any of the others with a minimum of work by the retoucher.
Some plate makers claim to make all their plates without any retouching, which cannot be done. As I have mentioned before, occasionally a plate can be made as good as the copy without hand-work. But to say that any chemical process gives such results continually, or that a plate cannot be improved by a skilful retoucher is, to say the least, misleading. All of the different processes are very sensitive to atmospheric influences, and no small amount of chemical as well as mechanical skill is required to keep things running smoothly; (p. 185)and at certain times the best of operators are at a loss to remedy some slight fault that may upset things temporarily. Photogravure making is based upon a foundation of small details, that must be looked after with the utmost care, and the neglect of any one of which means failure at the end. So it may be surmised that at times the operator has trouble of his own.
Every maker of plates, no matter which process he uses, has his individual ways of doing things, so that except in a general way no two processes are operated alike. This gives an individuality to each man's work, and an expert can easily tell one from another. For high-class illustrations, no other photographic process can compare with photogravure, and no doubt it will be many years before anything will be found to excel or even equal it. Much experimenting has been done with other methods, but the results have always been inferior, and I think it is safe to predict that the photogravure will always be popular.
Etchings, mezzotints, and steel engravings are still occasionally used in the illustration of fine books, and brief descriptions of how they are made will be of interest.
An etching is usually made on a copper plate. The plate being covered with a thin coating of wax, the artist works on it with an etching point, sketching his subject on the plate in fine lines as he would in making a pen-and-ink drawing, but (p. 186)cutting his lines through to the copper. The plate is then "walled in" with a high rim of wax, forming a sort of tray of the plate. Into this tray is poured a diluted solution of nitric acid, which etches, or "bites," into the uncovered lines on the plate. Some artists give a plate a short "bite," as the etching is called, for the light lines, then cover these portions of the plate with wax and give the plate successive "bites," stopping out each part as it gains its required depth. Others remove the coating and "prove" the plate by taking a print from it after each "bite,"—each of these prints being known as a "state of the plate" and showing what is still required to be done. In the work of an etcher like Whistler the impressions of the "first state," "second state," etc., are of considerable interest, as they show the progress of the man's work, but, except as an object of interest or as a curiosity, these prints can have no real value as they are unfinished work, simply showing the various stages in the making of a work of art.
A mezzotint is also usually made on a copper plate. A texture, or groundwork, is worked on the copper plate with a tool resembling a cabinet maker's toothed plane iron, except it is rounded at the end. The teeth are very fine, ranging from forty to one hundred and twenty to the inch in different tools. This tool is called a "Bercier," or "rocker." The rounded edge allows the tool (p. 187)to be rocked across the plate, the rocking motion causing the teeth to form indentations in the copper. The rocking has to be continued until the surface of the plate is completely covered, and it then presents an appearance like velvet. Rocking in from forty to sixty directions is necessary to cover the plate properly. The durability of a mezzotint plate depends entirely upon the pressure put upon the rocker, and the depth to which it penetrates the copper. After the ground is thus laid, the outline is sketched in on the rocked surface, which takes the pencil easily, and then with steel scrapers and burnishers the light and middle tints are worked down, leaving undisturbed the portions of the surface where the strongest blacks are to be. From time to time, a print is taken from the plate, to note the progress of the work, which advances slowly to the finish. On account of the length of time necessary for the laying of the ground and the scraping of the plate, many artists hesitate to attempt mezzotint plates. There are very few men in this country to-day who do mezzotint engraving, which, considering the results to be obtained, seems somewhat surprising.
For flesh tones, drapery, and landscapes it has no equal. The velvety richness of the blacks, the beautiful gradations of the middle tones, and the extreme delicacy of the light tints give the artist a power of expression not obtainable by any other (p. 188)method of engraving. Besides this, as the engraving is done on the bare copper, the artist can see at all times the progress of his work without having to take off the wax ground as he must in making an etching. This is a great advantage, for as the effect of each stroke can be plainly seen on the plate, the element of uncertainty which always attends the production of an etching is entirely eliminated, and it is then simply a question of skill with the scraper. The difficulty of obtaining rockers is one great drawback. I doubt if one could be obtained in New York to-day. The teeth have to be very accurately cut, and a perfect tool has a value to an engraver that cannot well be estimated. The lack of demand has prevented their manufacture in this country, but they could be made here by any fine tool maker.
Steel engravings are still used to some extent in this country, although only in portrait work. A wax ground is laid on the plate as in etching. A tracing is made from the photograph, from which the picture is to be made, and is then transferred to the wax ground. The engraver then follows the lines of the tracing with an etching point, the hair, head, and outline of the features being gone over carefully. Then the plate is etched with weak nitric acid. If the face is to be "stippled," it is covered with fine dots made by a graver directly on the surface of the metal after the plate has been etched and the wax (p. 189)cleaned off. If the face is to be a mezzotint, that part of the work is all rocked over, and then scraped down within the etched outline, when the flesh is modelled as in a regular mezzotint. The drapery, background, etc., is usually done by a ruling machine with fine or coarse, waved or straight lines, as the texture may require. These lines are ruled through a coating of wax, and then, by etching and stopping out, the required results are obtained.
This method of engraving is also giving place to process work, and in a few years more the steel engraved portrait will probably be a thing of the past.[Back to Contents]
The method of printing etchings, mezzotint, and other intaglio plates is the same to-day as it was in the time of Rembrandt and Durer. The modern inventor has found no way to economize time, labor, or expense in the work—excepting that in the case of postage stamps, bond certificates, and similar plates, which are printed in vast quantities, the work has been adapted to the steam press.
In the olden time the engraver, or etcher, himself was to a considerable extent his own printer. He worked at engraving his plate until he needed a proof to show him how the work was progressing. Then he printed, or "pulled," a proof and resumed his work, taking proofs from time to time until he had completed the plate to his satisfaction. Then, if only a small edition was required, he printed it. Proofs taken during the making of a plate are known by plate engravers and printers as the "states" of a plate, and it is due to the whim of the etcher, the softness of the copper, and the wearing of the plate in printing that we have prints representing many "states" of a single plate (p. 191)which might otherwise have had but one state, thus depriving one modern print collector of the privilege of discovering in his proof three hairs more or less in a donkey's tail than his rival finds in another proof, which makes the former's more valuable by several hundred pounds.
One form of press is used for all manner of intaglio plate printing. It consists of a framework supporting two heavy iron rollers, between which moves a flat iron travelling plank, or bed, and on this bed the plate to be printed is laid. The pressure of the rollers is regulated by screws at each end of the top roller, which is covered with two or three pieces of thick felt. This top roller is revolved by handles and the bed moves along with it under the pressure of the roller. At one side of the press stands a rectangular box, or "stove," made of iron, or having an iron top. The top is heated by gas and on it the printer puts his plate while inking and wiping it. The heat thins the ink as it is applied, allowing it to be worked freely and to be "lifted" easily by the paper.
The ink is made of fine bone dust, vegetable or other form of carbon, which has been carefully cleansed from foreign matter and ground to the necessary fineness in combination with burned linseed oil. Its strength and consistency should be varied according to the plate which is in hand, and the color also may be varied to suit the character of the plate by the addition of pigments.
(p. 192)The paper used in plate printing may be one of several kinds, but the usual variety is a fine white paper free from spots and imperfections which might mar the appearance of the finished print. This paper is made either by hand or machinery of selected bleached cotton rags, and has a soft, spongy surface which yields readily under the pressure of the plate. Before it can be used the paper is moistened and allowed to stand for from one to twelve hours, or even longer, until it becomes evenly and thoroughly dampened,—but not wet,—so that it will more readily force itself into the lines of the plate and take therefrom and hold the ink.
Before printing a photogravure, mezzotint, or other engraved plate the printer must first carefully examine it to see that it has no scratches, and that no dried ink remains in the lines from the last printing, and, in fact, that there are none of the many possible impedimenta which might prevent the production of a perfect print. The plate being in proper condition, it is then thoroughly cleansed with turpentine or benzine, all traces of which must be carefully wiped from the surface before the ink is applied. The plate is then laid on the heated iron box or "stove" until it has become thoroughly warmed. The surface of the plate is covered with ink, put on by means of an ink-roller, or perhaps the old-fashioned dauber, and the ink is thoroughly worked into the lines or (p. 193)depressions in the plate. After this the ink on the flat surface of the plate is entirely removed by wiping with rags. The printer's hand, which has become more or less covered with ink from the rags, is then passed over a piece of chalk, or gilder's white, and lightly rubbed over the surface of the plate, to remove the last vestige of the ink, leaving a highly polished flat surface with the incised lines or depressions filled with ink to the level of the surface.
The plate is then ready for printing and is placed on the bed of the press, a sheet of dampened paper laid upon it, and both are then run between the rollers of the press. As the top roller is encased in soft blankets, the soft, dampened paper is forced into the ink-filled lines of the plate, and when the paper is removed the ink clings to it and shows an exact impression of the engraving. This entire process must be repeated for each print made from an intaglio plate.
While the printing of a steel engraving or photogravure is a more or less mechanical operation, the printing of an etching—and "dry points" may be included—is oftentimes as much of an art as the actual etching of the plate. The two styles of printing may be compared to two kinds of fishing,—that of fishing for flounders with a drop line, from a flat-bottomed boat at low tide when one must just sit tight until one has a bite, and then haul in the fish, bait up, drop the line and wait (p. 194)again, as against that of angling for trout on an early spring day, dropping the fly in a likely spot without success at the first cast, persevering until rewarded by a rise and then by the sport of playing the fish, giving him line and reeling him in as about he circles and finally is landed. A good one, perchance, but the sport was in landing him. So it is with printing an etching. There is the opportunity to play with, and work hard over, a plate. Perhaps the etcher has not, for reasons only known to himself, put in the plate all that can be shown in the print by ordinary printing. The printer actually has to interpret in his printing the etcher's meaning, for the which, as a rule, he gets "more kicks than ha'pence," and in the end wishes he had stuck to plain plate printing as far as the profit is concerned.
In the process of printing an etching, the printer first covers the plate with ink and then wipes it with the rags, and, if necessary, with the hand. It depends entirely upon the etched work of the plate as to how it must be wiped, and it rests with the printer to prepare a proof which is satisfactory to the etcher. The plate is wiped "closely" where the high lights are required or a tint (a thin coating of ink) left over certain portions where it needs to be darker. After this the plate is "retroussed," which is accomplished by passing a very soft piece of fine muslin, or a "badger blender,"—a soft brush used by artists,—delicately over the (p. 195)work in the plate and drawing the ink up and over the edges of the lines. This softens and broadens the lines and gives a very rich effect, and, if continued sufficiently, fills the spaces between the lines and produces an almost black effect. All this work is varied according to the wishes of the etcher. A plate that left the etcher's hand a mere skeleton may be made to produce a print which is a thing of life. The possibilities of an etching in the hands of a skilful printer are almost limitless; the effects can vary with every impression, each showing a new picture. His processes are as interesting as those of the etcher himself, and it is within his capabilities to transform an etching from a broad daylight effect into a moonlight scene, including the moon, by judiciously, or injudiciously, inking and wiping the plate.
A "dry point" plate is produced by drawing on a copper plate with a steel or diamond point, and without biting by acid. The lines are cut into the copper and a burr thrown up which holds the ink in printing, and produces a soft, velvety line. The method of printing such a plate is similar to that of an etching, but the possibilities are not as great in the printing, as they rest to a greater extent upon the work of the artist. A great depth of color, producing wonderfully rich effects, can be obtained and the finer lines can be made much more delicate than by any other method.
(p. 196)The printing of intaglio plates in color flourished for a short period in the latter portion of the eighteenth century, and the best prints of that time now in existence are of rare beauty and bring enormous prices. The process, now almost a memory, is a costly one, and this prevents its use in book illustration excepting for volumes which command a very high price. This kind of printing requires the plate to be actually painted by hand with inks of such colors as the picture may require, and the painting has to be repeated for every impression that is taken. The colors are put on with a "dole,"—a small piece of muslin turned to a point,—and great care must be taken that they do not overlap, or run into, each other. As each color is placed, the plate is wiped clean with rags as already described, and when all the colors have been properly placed, the plate is pulled through the press in the same manner as in ordinary printing.
The successful printer of color plates must be a rare artist or else work under the direction of an artist. Little of this work is now done except in Paris and Vienna, and the limited number of color plates of this kind used for book illustration in this country does not warrant the time and expense necessary to train printers capable of doing the work. Even English plates are usually sent to Paris to be printed.
It is difficult to describe the work of what is (p. 197)termed artistic printing. Every plate is a subject to be treated by itself, and no hard and fast rule can be applied. It is really a matter of artistic feeling, and to revert to the simile of the angler, one cannot explain how a trout should be played, but can only say that it depends on the fish, the water, and the circumstances. A fisherman can show you, if you are on the spot, and so can the printer.[Back to Contents]
Of the many photo-mechanical processes which have come into existence in recent years, the photo-gelatine, next to the half-tone process, has shown the greatest adaptability for practical use in art and commerce.
Whatever the name may be,—Collotype, Artotype, Albertype, Phototype, or Carbon-gravure,—the principle is the same; an impression is made in printer's ink from a photo-chemically produced design on a gelatine surface, either on the hand-press or on a power cylinder press similar to that used in lithographic printing.
There is hardly any process which is more capable of producing fine works of art. It is the only true method for reproducing, in the full sense of the word, an etching, engraving, a drawing in pen and ink, an aquarelle, a painting, or objects from nature. The depth and richness of tone of an engraving, the delicate tints of an aquarelle or india-ink sketch, and the sharpness of the lines of an etching or pen sketch can be reproduced with such fidelity that it is often impossible to distinguish (p. 199)the copy from the original, and this is achieved the more easily as the printing can be done in any color and on any material, be it paper, parchment, leather, or textile goods.
Another great advantage of a gelatine print is its inalterability and durability, no chemicals being employed in transferring the picture to the paper. The picture itself being formed by solid pigments, such as are used in printer's ink or painter's colors, there is no possibility of its fading or changing color, which cannot be said even of platino prints, at present considered the most lasting of all photo-chemical processes.
Like all new inventions, the photo-gelatine process, in its early stages, had to undergo severe trials, and for some years almost disappeared from public view, after many failures precipitated through unscrupulous promoters and inefficient persons who claimed impossibilities for the new process. It took years of patience and perseverance to regain the lost ground and overcome the opposition of those who had suffered by the failure of this process to produce the promised results; but at present it is, in Europe, one of the methods in most general use for illustrating, and in this country it is making steady progress and rapidly finding favor.
The process, simple as it may seem to the casual observer, requires, more than any other photo-mechanical process, skilled hands in its different manipulations to keep it up to the standard of (p. 200) perfection. The following short description will give the uninitiated sufficient enlightenment to think and speak intelligently about it.
The foundation or starting point, as of all the other photo-mechanical processes, is a photographic negative; that is, a picture on glass or some other transparent substance, in which the light parts of the picture appear dark, and the dark parts light in transparency, graduated according to the different shades of tone in the original. The next and most prominent feature is the printing plate. A perfectly even glass, copper, or zinc plate is covered on the surface with a solution of fine gelatine and bichromate of potassium, and dried. This printing plate is then placed under a negative and exposed to the light. The action of the light on the bichromated gelatine forms the basis of this process. In proportion to the graduated density of the negative, the light acts more or less on the bichromated gelatine, rendering the latter, in proportion, insoluble and hardening it. After sufficient exposure the plate is washed out in water to eliminate the bichromate not acted upon by the light, and is then actually ready for the press.
If the printing is to be done on a hand press, a lithographic leather roller is charged with printer's ink, and the plate, which has been fastened on a suitable bed-plate in the press, is rolled up while it is still moist. Those parts of the plate which were acted upon by the light and hardened, repel the (p. 201)water and take up the ink, and thus all the graduating tones, up to the high lights or white parts, which have not been affected by the light, will take the ink proportionately. The white parts of the picture, where the light did not act upon the gelatine during the exposure under the negative, retain the natural property of gelatine to absorb water, and consequently repel the ink altogether.
From the foregoing it will be easy to understand that a certain degree of moisture in the plate is necessary to get a correct impression. After the leather roller, a composition roller, such as is used in typographical processes, is employed to make the ink smooth and give the fine details not obtainable from the rough surface of a leather roller. A sheet of paper is then placed upon the plate and by pressure the ink is transferred from the plate to the paper.
The printing, in former years, could only be done on hand presses; but with the introduction of improved power presses especially adapted to it the process itself has been so perfected that the finest work can be executed on them, at the same time insuring greater evenness and increased quantity of production, and also admitting the use of larger plates than would be possible on a hand press.
The prevailing impression, whenever machinery is employed to supersede hand-work, is that the production is increased to such an extent as to reduce the cost to a minimum, but in the gelatine (p. 202)printing process, even with the aid of power presses, the rapidity of printing is far behind the possibilities of the lithographic or typographical printing press, and the process, therefore, is only applicable to works of art, and the better grade of illustrations in literary and commercial publications.
The lesser rapidity of production and the greater cost is balanced by the quality, where this item comes into consideration; and where only small editions are required, even the cost compares favorably with other methods, as the initial cost of preparing the printing plate is small compared with the cost of photogravure or the better class of half-tone plate. It is only in cases of large editions of many thousands that the advantage of rapid printing reduces the cost of the initial expense. But fine art publications and illustrations will never be used in very large quantities, and, therefore, there is a large field for the photo-gelatine process in this country, where it is as yet so little used. In France, Germany, and Austria there are dozens of establishments which employ ten or more power presses for photo-gelatine work, while here only within the last few years has the process been sufficiently appreciated to warrant the introduction of a few steam presses; and these have to be imported from abroad at a high rate of duty, as the present demand for the presses does not make it advisable for our domestic press builders to invest in their construction, especially after an (p. 203)isolated attempt in that line, misguided by inexperienced and unpractical men, which turned out to be a total failure.
Notwithstanding all these difficulties and obstacles, it is a fact that the photo-gelatine process has gained ground sufficiently to indicate a prosperous future, as its products are becoming more widely known and appreciated.[Back to Contents]
As an embellishment to the modern book, chromo-lithographed illustrations are quite popular and in some cases absolutely necessary, being not only attractive, but conveying an accurate idea of the color as well as the form of the object illustrated. Although the illustration is nothing more than a colored print, it may be a revelation to some when they learn of the numerous details incidental to its production.
It may not be generally known, and yet of sufficient interest to the reader to state that the art of lithography, or surface printing, was invented accidentally. The inventor, Aloys Senefelder, had been engaged for years endeavoring to find some process for etching copper plates as a substitute for typographic printing plates; and the piece of stone (of a kind now known as Solenhofen lithographic stone), which eventually led him to the discovery of lithography had been used by him as a slab upon which he had been accustomed to grind his printing ink. The materials which he used for his acid-resisting mixture while etching his copper (p. 205)plates were beeswax, soap, and lampblack, and in selecting these materials he accidentally invented the basis for all crayons or lithographic "tusche" or inks, now used so extensively for drawing on stone. It seems that Senefelder finally became thoroughly disheartened about his etched copper plates, mainly owing to the great expense and labor connected with their production, and was about to discontinue his efforts when the idea occurred to him to experiment with the stone which he had used as an ink slab for so many months, treating it in the same manner as the copper plates.
He knew that the calcareous stone was easily affected by acid and that he could protect its surface against it by a layer of wax. After polishing the surface of the stone and coating it with a slight layer of wax, he made his drawing with a pointed tool, laying bare the surface of the stone where he desired the engraving. Then applying the acid and removing the remaining wax, he filled the etched lines with printing ink, cleaned the surface of the stone with water, and was enabled to obtain an impression on paper from it. This manner of treating a stone has been employed by vignette engravers for many years, but of late has become obsolete. The result gave encouragement to Senefelder and induced him to renew his experiments, when he was accidentally led a step farther in the direction of surface or chemical printing.
(p. 206)Senefelder had just ground and polished a stone, when his mother entered the room and asked him to take a memorandum of some clothes which she was about to send away to be laundered. Having neither paper nor ink at hand, he hastily wrote the items with a pen, dipped in his acid-resisting mixture, upon the stone which had just been polished. When he afterwards started to wipe the writing from the stone, it occurred to him that it might be possible to reverse his process by etching the surface of the stone, leaving the writing or drawing in relief, which could be printed from in the same manner as from type. He was fairly successful in this, and after many disappointments and much hardship, he eventually succeeded in interesting a capitalist, with whose assistance he was enabled to establish his new relief stone process on a commercial basis.
The process, however, was at best only an imperfect one, and it seems strange that the final discovery of surface or lithographic printing should have been so long delayed, when Senefelder was in reality so near it, when he first poured the acid over the stone containing his laundry memorandum. If he had instantly washed off the acid and cleaned the surface of the stone with water, he might have proceeded to print thousands of impressions by simply keeping the surface of the stone moist while passing the ink roller or dabber over it, then drying and taking an impression, and repeating (p. 207)this operation indefinitely. It is not surprising, therefore, that a man of such persistence and capability as Senefelder should eventually discover the best method for drawing and printing from stone; for it is a fact that, since he perfected his invention, more than a hundred years ago, it has been hardly possible to improve on his methods, so completely did he cover the entire field of manipulation in this direction. Continuing his experiments, Senefelder finally found that the calcareous stone absorbed and held grease, and that it just as readily absorbed water, where the surface was exposed and clean; that any design drawn or transferred with a greasy crayon or ink upon a cleanly polished stone would be firmly held, after being slightly etched; and that after such a stone had been moistened, it could be inked with rollers, the ink adhering only to the greasy matter constituting the design (although it did not stand out in the relief) and that the ink rollers would not smut the stone, the ink being repelled by the water or moisture covering its surface. Upon this principle of chemical affinity, the adherence of greasy substances to each other and the mutual antipathy of grease and water, the art of lithographic printing is based.
The methods or processes now employed in reproducing oil-paintings, colored photographs, or water-colors by lithography are numerous, and require great skill and experience, not only on the part of the lithographic artist, but also on the part (p. 208)of the printer. Photography has of late years been used to a great extent in creating the basis of the color plates, to be afterwards perfected by the manipulation of the experienced chromo-lithographer.
To insure a satisfactory result the first essential is, of course, a good original, which can be made in water-color, oil, or pastel. The number of printings to be employed should be predetermined and a color scale adopted. The lithographer must carefully analyze the original painting, making his calculations as to the best way of obtaining the desired color effects by a judicious selection and use of his colors, and the superimposing of one printing over the other, so as to obtain true color values. It must be remembered that, while the average painter has an unlimited variety of pigments at his disposal, the lithographer is in this respect very much at a disadvantage, not usually having more than from six to fourteen colors with which to produce a facsimile of the original.
The first step is the making of the so-called key-plate. A piece of gelatine is laid on the original, which is, let us say by way of illustration, a water-color to be reproduced in ten printings, and a careful tracing of the original is made by scratching, with an engraving needle, the outline of each wash or touch of color composing the picture. This being completed, the lithographic ink (tusche) or (p. 209)transfer ink is carefully rubbed into the tracing, which is laid face down on a polished lithographic stone, slightly moistened, and passed through a hand press; thereby transferring the ink from the engraved lines to the polished surface of the stone. The design on the stone is then rolled in with black printing ink and etched, thus enabling the lithographer to take the necessary ten impressions of the key-plate. These, in their turn, are again transferred to as many lithographic stones. This is accomplished by dusting the impressions with a red powder, which adheres only to the design printed on the sheet. The powdered outline design is then transferred to the surface of the stone by passing both through a hand press. The key has been previously provided with register marks (a short horizontal line intersected by a vertical one) at top, bottom, and both sides. These are of the utmost importance to the prover, and finally to the transferrer, who prepares the work for the press, as without them it would be impossible to register one color over the other in its proper place. At any stage of the process, the register marks of all ten colors, which have been made in succession on a single sheet of paper, should coincide precisely and appear as a single mark in the form of a small cross.
The lithographer now has before him the ten stones, each stamped with the identical network of lines in red chalk representing his key. He (p. 210)proceeds to draw each color-plate successively, at all times adhering closely to the red chalk outlines, filling in with tusche where full strength of the color is required and using lithographic crayon or the stipple process to reproduce the various gradations of this color in order to secure the full color value of each printing. The register marks are ruled in on each stone corresponding to those on the key, so that the prover or printer has these marks in the same identical position on each and every color as a guide for register.
As each stone is finished it is etched; that is, treated with a weak solution of nitric acid and gum-water, in order to remove all accidental traces of scum from its surface, and to prepare it for printing. Then proofs are made, which serve as a guide to the lithographer during the progress of his work, and finally as a guide to the transferrer and to the printer. The proving is done on a hand press, and it is here that we have our first glimpse of chemical printing, which, notwithstanding its simplicity, seems so mysterious to one uninitiated in its secrets.
The writer recollects his own first experience. A stone had just been placed fresh from the etching trough in the bed of the press, when, to his amazement, the prover deliberately proceeded to eliminate every trace of the drawing with a sponge saturated with turpentine. After drying the stone by means of a fan, he passed over the surface a (p. 211)sponge soaked in water, then applied black ink with a roller, when behold, the drawing was restored in its entirety. The solution is very simple: the greasy matter is absorbed and held by the stone and in its turn repels water and attracts grease.
An impression is made with black printing ink on paper by passing it through the hand press. The black impression approved of by the lithographer, the stone is again cleaned with turpentine and proved in the color required, and so with each color-plate, until the proof is complete. When photography is employed, the half-tone negative takes the place of the key. Prints are made from a reversed negative on the sensitized surface of the stone, or on as many stones as the color-plates require, and then manipulated by the lithographer, who adds or modifies strength with his "tusche" or crayon, and scrapes or washes out lights where necessary. The various modes of procedure are too diverse to enter into here, but it may be well to mention that the principal ones are the albumen, the asphaltum, and finally the three-color process, the latter differing but little as far as the artistic part of the work is concerned from that employed for making relief printing plates for the typographic press.
The original drawing plates, or stones, are not used to print from direct unless the edition be very small. Just as the typographic printer uses (p. 212)electrotypes in place of the original type or cuts, the lithographer makes transfers from the original stones to print his edition and carefully preserves the original stones for future editions. The transfers are prepared in a very simple manner. The original stones are rolled over with a specially prepared transfer ink, and impressions are taken from them on a paper, known under the name of transfer paper, coated with a sizing of starch, flour, and glycerine. By printing from the original, only one copy can be produced at each impression, whereas by using transfers a number of copies of the original can be printed at one impression. For example, if the picture measures 8 × 10 inches of paper, a transfer can be made containing fifteen copies on one sheet measuring 30 × 40 inches. In this case fifteen impressions are made from the key-plate as well as from each of the color-plates, on the paper, and with the ink described above.
The first transfer to be made is that of the key-plate. The fifteen impressions are laid in their proper positions on a sheet of paper of the required size, and are held in position on same by indentations made with a dull-pointed steel tool. The sheet is laid face down upon a cleanly polished stone, which is then repeatedly pulled through a hand press until all the ink has been transferred from the paper to the surface of the stone. The transfer paper still adhering to the stone is then moistened and washed off the stone, leaving the (p. 213)design completely transferred to the stone. A slight solution of gum arabic and water is then applied, the stone washed clean, and after being repeatedly rolled in with printing ink and etched, is ready for printing. An impression is then made in the usual manner from this key-transfer, which impression is coated with a solution of shellac. This is done for the purpose of rendering it impervious to the effect of the atmosphere, thus insuring against its stretching or shrinking. Upon this varnished key-sheet all subsequent transfer impressions of the ten colors are "stuck up," to use the technical term, and transferred to stone in the same manner as is employed in the making of the key-transfer. The register marks serve as a guide in "sticking up" the separate transfer impressions and insure an accurate register of the colors laid over each other during the process of printing. New register marks are placed upon the key-transfer at top, bottom, and sides similar to those on the original (which are removed from the transfer), and these new marks now appear on all color transfers to serve as a guide to the steam-press printer in printing his edition. He likewise uses the hand-press proofs of the picture as a guide in mixing his inks.
The lithographic power printing press is constructed on the same general principle as the ordinary typographic press, excepting that it is provided with an apparatus for moistening the stone (p. 214) previous to the application of the ink rollers. The stone containing the design is placed in the bed of the press, and the moisture, as well as the ink, is applied by means of rollers similar to those used in the typographic printing press. All the ten colors are now successively printed from the transfers on a steam press, and if it is a perfect job, the pictures can be cut to size and delivered to the publisher.
At present the cumbrous stone and the slow-moving flat-bed press are being supplanted by the light and pliable aluminum plates and the fast-moving rotary presses. The aluminum plate has all the requisites for the highest grades of lithographic or surface printing, and the rotary press is beyond doubt a vast improvement over the flat-bed press, not only as to speed, but also as to the quality and uniformity of its product. The mode of procedure in making transfers to aluminum plates is much the same as that employed in making transfers to stone. The pliability of the aluminum plate and the ease with which it can be adjusted to a printing cylinder has resulted in the successful introduction and use of two-and three-color lithographic rotary presses, printing at one operation two or three colors. It has been demonstrated that the result is fully equal to that obtained from the single-color press, provided good judgment be used as to the succession of the colors or printings. This marks a new (p. 215) epoch in the art of lithography and enables it to compete with the typographic three-color process, which has been making such wonderful progress during the last five years, and at one time seriously threatened lithography as a medium for the reproduction of certain classes of colored illustrations.
Our experience teaches us, however, that the surface or lithographic and the relief or typographic method will never seriously interfere with each other, but on the contrary by actively competing in all matter relating to the reproductive art will continue to improve their respective methods, and thus enable them to satisfy the continually increasing demands on the part of the public for colored illustrations, not only as to the quantity but particularly as to the quality thereof.[Back to Contents]
So many books of the present day have decorative book covers especially designed to fit each book that many people who buy the books are beginning to ask what suggests these designs and how they are executed.
Having made book-cover designs for a number of years, I have been asked to write a practical account of how these book covers are made, which will give an answer to some of these questions. This account will have no bearing on the designs used on hand-bound books with their beautiful "tooled" covers. These are a different branch of the art altogether from the so-called "commercial bindings" which I am about to describe. The designs for these tooled covers are as a rule made by the same hands that bind the books.
Every year hundreds of books are published that need "commercial" book covers. In many cases these covers are used to help sell the book; that is, they must be attractive enough to draw attention to the book as it lies on the counter in the bookshops and other places where the book is on sale.
(p. 217)Some publishers have artists, regularly employed, to make their own designs exclusively; but as a rule each publisher keeps in touch with a number of designers, sending for one or the other as the needs of a particular book require. When a design is needed, the particular sort of cover required is discussed with the publisher, the number of colors that can be used is mentioned, also the exact dimensions of the book and the material to be used in binding the book. Almost every designer prefers to read the manuscript of the book, if possible, or to have a synopsis of it, for, naturally, he can make a much more suitable and successful cover if he has a complete idea of the subject of the book.
Having read the book, or having been told what it is about, the designer makes one or more rough sketches in color, giving a general idea of the book cover, both as to design, color scheme, and material to be used in binding. If one of these sketches is selected, the designer then makes an accurate "working" drawing, either in color, or black and white. If a black-and-white drawing is made, a rough color sketch is sent with it to indicate how the die is to be cut.
A finished book-cover design can be made on water-color paper, bristol-board, or a piece of book-cover linen. This last method is popular with publishers, as it shows them how the cover will look when finished. A designer keeps sample (p. 218)books of all the most popular bookbinding materials, which the manufacturers are glad to supply. A practical designer always chooses for the ground color of a design a cloth that is to be found at one of the regular book-cloth manufacturers.
When a book-cover design is finished, it is neatly mounted on cardboard and a careful note is written on the margin, telling how the design is to be executed by the binder, the kind of cloth to be used, and its number in a particular sample book. Unless the design is executed on a piece of book cloth, a sample of the cloth desired is pasted under the directions. The design is then cut in brass by a die cutter, as described in the next chapter, and the covers are stamped in gold or inks from this die by the binder. The design must be the exact size of the future book or drawn larger in exact proportion for reduction to the proper size.
Gold is of course the most expensive way of reproducing a cover design, and a publisher generally tries to get as good an effect as possible without the use of gold, or he limits its use to the title lines or to a small part of the design. Four inks is usually the extreme number used, and more often only two or three are used, or gold and one ink.
Several styles of decoration are used in designing book covers; but they may be put roughly into two classes,—those that are purely ornamental and those that are pictorial. Personally I (p. 219)am in favor of the purely ornamental cover, as being more dignified; but there are books that seem to require a pictorial cover that is treated somewhat in the fashion of a decorative poster.
A book-cover designer to be successful should be very versatile and able to make use of figures as well as thoroughly versed in the use of ornament.
One of the most important parts of a book cover is the title, to which the amateur and inexperienced designer does not always give sufficient attention. The title must be clearly drawn and everything else in the cover made subservient to it, so that the first thing the eye falls on is the title. For this reason a thorough study of lettering is necessary for the successful cover designer, and much practice in order to become proficient. A very successful cover may be due simply to a well-selected cloth with lettering properly drawn and placed so that the eye is perfectly satisfied and the whole has an air of distinction. Each designer grows insensibly into his or her own particular style, which those who are interested in book covers grow to know; but the more varied his style the more in demand will be the designer.
The designing of book covers is a minor art, but since there is a constant demand for ornamented covers, the more taste and skill that can be devoted to the making of them, the better. When one looks back to the covers of fifteen years (p. 220)ago, one realizes what an advance has been made, and that the standard has been raised higher and higher, until at the present time many a famous illustrator or decorative painter occasionally turns his or her hand to the designing of book covers.[Back to Contents]
Not many years ago the crudest and most primitive devices were used in the production of a book cover. The artist, if such he could be called, who was responsible for the design, seldom went to the trouble of furnishing the engraver with anything more than a pencil sketch, which the latter transferred to a brass plate about one-quarter of an inch thick by coating the plate with beeswax and laying the sketch on it, face downward. When the paper was removed the beeswax retained the marks of the lead pencil. He then began the tedious process of outlining it by hand with a graver and afterward finished it with a chisel.
But the exacting demands of modern artistic taste, the improvement of scientific methods and the pressure of competition have marked a complete transformation in the business of making dies for book covers. A few pencils and gravers, a vise bench, and a grindstone no longer make an engraving establishment. Colored sketches of (p. 222) most painstaking execution, accompanied by a working drawing in black and white, have taken the place of the old pencil sketch. These artistic productions, having passed the ordeal of critical examination, are handed over to the photographer, who, if he understands his part, does all that the beeswax did, and a good deal more. He takes the black-and-white drawing above referred to and reproduces it, in the size desired, directly on a brass plate covered with a sensitive coating, and then having prepared it with acid-proof preparations, he passes it over to the etcher.
The etcher in his turn, with unerring judgment in the strength of his acids, does what the most careful outliner could not accomplish; he produces a perfect facsimile of the original drawing, with all its artistic freedom. The process used is practically the same as the zinc etching process described in the chapter on half-tones and line plates. The plate, having been etched as deep as is safe, is then turned over to the router, whose business it is to cut out all the metal between ornaments and lettering to the proper depth. This done, the engraver, who in former years practically dug out the entire plate with his hand tools, comes in to give the finishing touches and correct any slight imperfection that may remain. It is of the utmost importance, of course, that the dies should be clear-cut and deep, to avoid clogging up in printing, particularly in the plates used for stamping (p. 223)in inks. The experienced and watchful engraver is expected to detect any spots where the etching process has not fully accomplished its purpose. Lettering, especially, should be cut clear, deep, and free from "feather," or ragged edges.
The above process applies to single plates or to plates intended for printing in one color only, or in gold. Where two or more colors are wanted, the photographer has to make as many prints as there are colors in the artist's design, as each one calls for a separate plate. The proceeding otherwise remains the same, excepting that to the engraver's task is added the necessity of making sure of a perfect register or fitting together of the various parts.
The transformation in the demands of publishers and writers has become so great since the days of the primitive little shop above referred to, that a die cutter, working on those lines, would be hopelessly out of the race at the present day. In order to meet satisfactorily the artistic expectation of the present generation a first-class engraving establishment must have: an accomplished staff of artists, supplied with a library of standard authorities on the various schools of art, as well as a good selection of modern art publications; a skilled photographer with a complete photographic outfit, including, of course, a suitable gallery with the best obtainable light, both natural and artificial; and lastly a complete staff of routers and (p. 224)engravers, some of whom should be specialists in lettering, while others should devote their attention exclusively to figures.
Of all the elements that go to make book-cover decoration the lettering is by far the most important. It should receive special care, as in some cases it constitutes the entire decoration. In this respect the critical taste of the present day shows itself even more strongly than in the matter of decorative ornamentation, and no amount of ornamentation, whatever its artistic value, can redeem a cover whose lettering is lacking in style, character, or typographical merit of some kind. Experience is such a good teacher that I can usually tell, by looking at a die, not only who designed the lettering, but also what workman engraved it.
Some dies are intended for stamping in gold or colored leaf and consequently have to be heated sufficiently to cause the leaf to adhere to the cloth cover, while others are meant simply for black stamping or stamping in ink of various colors; but all are engraved on brass for the sake of durability. Sometimes, where very large editions are expected, as of school books, steel is substituted for brass.
The die, when finished, is used by the binder in a stamping press. Color work calls for considerable skill on the part of the stamper, who should be an expert in mixing inks as the best-cut die (p. 225) will often show poor results if not properly handled. In fact, the success of a book cover depends on three individuals,—the artist who designs it, the engraver who cuts it, and the stamper who prints it.[Back to Contents]
The great increase in the number of books produced each year has brought a corresponding development in the use of prepared cloth for the bindings. Previous to the beginning of the last century cloth was almost unknown as a material for covering a book. Books were then very costly. They were printed laboriously by hand, on paper also made by hand, and were naturally considered worthy of the most lasting bindings. As the life of books depends on the strength and wearing quality of the covers, such materials as wood, vellum, and leather, often reënforced with metal, were generally used.
The nineteenth century has marked a great progress in the variety and quantity, if not in the quality, of published books. Improvements in methods and in machinery have progressed side by side with economies in paper making. As the cost of producing the printed sheets became less, a demand arose for a correspondingly cheaper material for bindings. The want was satisfactorily met by the use of cloth, and from the day that (p. 227)it was first used it has become more and more a factor in book manufacturing.
When so commonplace a binding material as cloth was selected, artists and binders and publishers considered that ornamentation on such a material was almost a waste of time and money. So the libraries of our grandfathers contained rows of gloomy and unattractive books, bound in black cloth stamped in old-fashioned designs, with a back title of lemon gold, and it is only comparatively a few years ago that binding in cloth began to be considered worthy of the attention of the designer and the artist, but since then the demand for a more varied assortment and a wider choice of colors and patterns has been steadily growing.
Let us consider briefly the different kinds of book cloths that are most commonly used to-day and try to make clear to the lay reader the different fabrics, whose nomenclature is so frequently confused even by binders and publishers.
Book cloths, from their appearance and manufacture, fall into two natural divisions, the first being the so-called "solid colors," in which the threads of the cloth are not easily distinguishable. This division contains two grades of cloth, generally known as common colors and extra colors. The standard width of all book cloths is thirty-eight inches. The commons and extras are sold by the roll, and the standard number of yards to the roll of these fabrics is thirty-eight.
(p. 228)The second division consists of the so-called "linens" and "buckrams," in which each thread, with the imperfections and peculiarities of the weaving, are plainly seen and form a large part of their picturesque effect.
The first of the "common colors" to be used was the black cloth already referred to, but they are now made in many colors, though chiefly in simple, pronounced shades, such as browns, blues, greens, and reds. These cloths have been dyed, and sized with a stiffening preparation. They are the cheapest of the solid colors and are used in various patterns, which are embossed on the surface during the process of manufacture.
The ordinary patterns which are in the greatest use to-day are designated in the trade by letters. Perhaps the most familiar is the "T" pattern, straight parallel ridges or striations, about forty to the inch, and running across the cloth from selvage to selvage. When properly used, these ribs run from top to bottom of a book cover. For this reason it is not economical to use the "T" pattern if the height of the cover is not a multiple of the width of the cloth, as it results in a waste of cloth. This explains why the cost of the book bound in "T" pattern is frequently somewhat higher than the same book bound in another pattern of the same cloth.
A similar design is the "S" or silk pattern, made up of finer lines running diagonally across the (p. 229)cloth, giving the surface a sheen somewhat resembling silk. Also in common use are a group of patterns composed of small irregular dots or points, the finest of which is known as the "C" pattern, a coarser pattern of similar design, the "J," and, coarser still, the "L," which has somewhat the appearance of the coarse grain of a morocco leather. The pattern known as "H" is a simple diamond made by intersecting diagonal lines similar to the ribs of the "T" pattern. Other patterns in less common use are those resembling morocco leather, pigskin, and patterns in fancy designs.
Following the increased use of the common cloths, attention was given to the artistic effects which might be obtained by using colored inks and gold on lettering and design, and also to the effect obtained by pressure of hot binders' dies or stamps upon covers made with embossed cloths, which latter process is known in binding as "blanking" or "blind" stamping.
With these advances in the art of cover decoration came the demand for the more delicate tints and richer shades of the colors, and as a result finer colors than could be produced in the common cloths were introduced to meet this demand; these fabrics were called the "extra" cloths. They have a solid, smooth surface, more "body," and are in every way firmer and better fabrics, and more costly, too, some of the shades (p. 230)costing from twenty to forty per cent more than the common cloths.
Extra cloths are used largely on the better class of bindings, such as the popular fiction, holiday books, scientific books, and books of reference, and whenever fine coloring or a better appearance is desired. These cloths are chiefly used in the plain fabric, which is known as "vellum," and in the "T," "S," and "H" patterns. The trained eye easily recognizes extra cloth from the common cloths, by the appearance of the surface; but any one may readily distinguish them by the appearance of the back, which in the extra cloths is not colored, but in the commons is the same color as the face.
Of the second division of cloths, in which the appearance of the threads becomes a part of the effect, there are first the "linen" cloths. The name "linen" applied to this group is really a misnomer, for many laymen are led to think that such cloths have flax as a foundation and are therefore genuine linens. This is not so, for there is but one genuine linen book cloth to be had, and that is a coarse, irregularly woven cloth, dyed in dull colors, and manufactured by a foreign house. It is quite expensive, costing sixty cents a square yard, which is one of the reasons why it is seldom used.
The chief characteristics of the linen cloths are that the coloring used fills the interstices, but (p. 231)allows all the threads to be clearly seen. The irregularities of the weaving, therefore, stand out plainly, and produce to a certain extent the appearance of woven linen fabrics.
Linen book cloths are made in two grades, and are sold by the yard under special names given to them by the manufacturers. The cheaper grade is sold under the name of "vellum de luxe," "X" grade, or "Oxford." A better grade of linen book cloth sells (in 1906) at about sixteen cents per yard under the names "art vellum," "B" grade, and "linen finish." It is a very durable fabric and extensively used.
The linen cloths are made principally in the plain surface, and in the "T" pattern, but almost never in any other patterns, the reason for this being the fact that the character of the cloth is very little changed by the embossing, which is used with greater effect on the solid colors. These linen cloths are especially adapted for school and other books which are constantly handled, as their construction shows the wear less than do the solid colors.
The buckrams might have been properly classed with the linens, as that is what, in fact, they are. Linen cloth observed through a microscope which magnifies the threads to a coarseness of about forty to the inch gives us the exact appearance of the buckram, which is a heavy, strong cloth well adapted to large books, and which (p. 232)furnishes the most durable binding of all the book cloths. The colors of buckrams correspond closely with those of the linens; they are also sold under trade names given them by manufacturers, such as "art canvas" and "E" grade.
Buckrams are sometimes embossed to imitate in part the appearance of an irregularly woven fabric called "crash." Crash is a special cloth which might properly be classed with the buckrams, and when suitably used is a very artistic material.
Basket cloth is still another material which could properly be included with the buckrams. This grade of cloth gains its name from the fact that the threads are woven in squares resembling a basket mesh. They are made in the same coloring as the linen cloths.
In describing the cloths above, only those of American manufacture have been considered. There are English cloths which correspond to nearly all of these fabrics, but they are little used in America on account of the delay in importing them and because of the duty, which makes the price here higher than for corresponding grades of domestic manufacture.
One cannot stand before the windows of the large book stores at holiday time without being impressed by the possibilities offered by the many colors and patterns of cloths and the varied hues of inks and foil, in helping the artist to make books attractive to the eye, and suggestive of the sentiment (p. 233)and motive of their contents. One feels that the designer of book covers has surely a wider field to-day than when he confined his attention entirely to making intricate designs for single leather-bound folios.[Back to Contents]
There is hardly any part of the world that has not been drawn upon for suitable skins to be made into leather for bookbinding. The skins generally used are goat, seal, pigskin, cowhide, calf, and sheep, and they vary in quality according to the country they come from and the manner in which the animals are cared for, the stall-fed animals, or those that are protected from storm and have regular food, producing the best skins.
In preparing these skins for bookbinders, great care has to be taken to extract as much of the natural oil as possible, as this is apt to discolor the gold leaf decorations put on by the artistic binder.
Tanners usually buy skins with the hair on. They are first put into water, for the purpose of softening them, after which they are laid over a beam and a knife is drawn over them, to still further soften them. They are then put into vats containing slack lime-water, which loosens the hair and kills the animal life remaining in the skin. After having been in these vats for a period of (p. 235)about ten days, they are washed in water, to remove the lime and clean the skin. Afterwards they are put through a process called "bating," which destroys any animal matter in the skins which may have escaped the first process, and they are then finally cleansed by a solution of bran and water, which also prepares them for tanning.
After the skins have been in tan for a week or more, they are taken out, tacked on drying frames and all the wrinkles stretched out of them. When thoroughly dry, they are ready for the coloring process. After being colored, they are again tacked on the frames; and when they are thoroughly dry again they are taken to the graining room, where the finishing processes are done by skilled workmen, the utmost care being needed to produce the desired result.
The matching of shades is a very difficult process, as the question of color must be decided while the skins are still wet. Weather conditions have a very important bearing on the manufacture of leather, and changes in the atmosphere often spoil all the careful work that has previously been put on a skin.
The finest leather for books comes from France, although a good quality is made in England and Germany, and the United States is rapidly improving its output.
The graining of the leather to bring out the natural grain in the skin, is done by hand and (p. 236)sometimes by electroplate reproductions of the natural grain by means of the embossing press. When large grain is wanted, the skins are shaved only slightly on the back; if small grains are wanted, the skins are shaved thinner. This process removes all roughness from the back of the skin, leaving it smooth and clean.
Formerly the binder, in preparing his covers, was compelled to pare the edges with a knife, which was a slow and laborious process; but now—thanks to the inventive American talent—he can have the whole skin split to any desired thickness or thinness, without injury; or, he can have the edges pared by cleverly devised machinery.
Leather manufacturers are able, by using splitting machines, to split skins so that both parts of a skin can be used—the upper part of the skin being called the grain and the lower the flesh. Were this not the case, it would be impossible for the binder to supply the needs of his customers, as the output does not keep pace with the constantly increasing demand. In fact, binders are constantly looking for substitutes, but, after all, there is nothing so good as leather.[Back to Contents]
The changes in the methods of bookbinding during the last sixty years have been very great, and during the last twenty-five years the invention of machines for doing the work rapidly has created almost a revolution in the art.
Fifty years ago the pay of journeymen bookbinders ranged from eight to ten dollars a week, for a day of ten hours, and the cost of binding an ordinary 12mo volume of 500 pages in cloth was from sixteen to eighteen cents. To-day the same volume can be bound for eight to ten cents, with the pay of the journeyman from eighteen to twenty dollars a week, for a day of nine hours. The pay of girls has, as a general thing, been proportionally increased, while the amount of work they can turn out with the newly invented machinery is triple as much as could be done by hand, and on some branches of the work it is more than six times as much.
The first process of making a book is the folding. The sheets are usually printed so as to fold in sections of sixteen pages, with signature figures, as (p. 238)1, 2, 3, or alphabet letters, as A, B, C, printed at the bottom of the first page of each section, for the guidance of the binder in placing the signatures in regular order for gathering the book.
Usually two or four forms are printed on one sheet. One girl could fold by hand from 3500 to 4000 sections of 16 pages a day. With modern machines the range is from 17,000 to 48,000, according to the make of the machine and whether it is equipped with an automatic feeder or not.
There are three styles of machines in general use. The point machine, fed by hand, has needle points on the feed board, on which is placed the sheet, which has proper holes made by the printing press. The next is called a drop-roll machine, which, if equipped with an automatic feeder, will fold 24,000 sections a day, delivering two sections at each revolution. The next is called a quadruple machine, which, with an automatic feeder, will fold 48,000 sections a day or as many as twelve girls could do by hand.
In binderies where large editions of books are done, it would be almost impossible to keep the different sections from getting mixed, unless they were put into compact bundles and tied up until the complete book is folded. This is accomplished by putting a quantity of each section into hydraulic or screw presses, with a board at the top and bottom of the bundle, which is tied with a strong cord. They are then marked with name (p. 239)and signature, and piled up until wanted for gathering into books.
If the book has plates printed separately from the text, they have to be inserted before it can be gathered. Plating is done by girls, 5000 being a day's work for an experienced hand.
Gathering comes next. The sections are laid out in separate piles in consecutive order, and one signature taken from each pile, making a complete book. From 30,000 to 45,000 sections is a day's work.
After gathering, the book is pressed to make it solid. This is done by passing it through a powerful press, called a smashing machine. The old-fashioned way was to pile the books between boards in a standing press, running the screw down with an iron lever, and allowing them to stay in same for several hours. In a modern smashing machine a book can be made as solid in half a minute as the standing press will make it by ten hours' pressing.
From the smashing machine it goes to the collator, by whom it is examined to see if any signature is misplaced or left out.
It then goes to the modern sewing machine. This is one of the most valuable labor-saving machines for the binder ever invented, as it almost, if not entirely, supersedes hand sewing on what is called edition work. This machine will sew from 15,000 to 18,000 signatures a day, and do it better (p. 240)than it can be done by hand. Each signature is sewed independently and with from two to five stitches, so that if one breaks the signature is held fast by the others, while in hand sewing the thread goes through the whole length of the signature, and if by chance it is broken, the book is ruined so far as the sewing is concerned. In addition the machine does more work, in the same time, than five or six girls sewing by hand.
After sewing, the books are prepared for trimming by "jogging up" in bunches of the proper thickness, for the cutting machine. If the work is large or the paper highly sized and slippery, a light coating of glue is applied to the centre of the back, to keep the signatures in place. In olden times books were trimmed in a press having hardwood jaws and wood screws near each end, worked with an iron lever. Into this press the books were clamped, the rough edge to be trimmed off projecting above the jaws. To trim the book, a plough was used, made of two thick side pieces of hard wood about one foot long and six inches high, with a long hand screw passing through them. (The end at the right had a handle outside of the side piece, and the end at the left engaged a screw in the left side piece.) At the bottom of the right side piece, and resting on the jaw of the press, was a sharp-pointed knife. The plough was worked back and forth, and at each motion the screw in the plough was turned enough for the (p. 241) knife to take a shaving from the book. To keep the plough in place, the left-hand jaw had a deep groove on its surface, in which the plough worked. This was slow and hard work.
Sometime between the years 1840 and 1850, a machine was invented in which books were clamped, and a heavy knife descended perpendicularly. This was an improvement on the old-fashioned press and plough, but it was found that, unless the knife was very sharp, the tendency was to draw the paper, and in effect jam it off rather than cut it.
To obviate this, the next move was to arrange the knife so that it would give a drawing cut, or come down on a slant, rather than a rigid descent. This is the principle on which most book and paper cutting machines are made to-day.
About 1850 a machine was invented in which a vibrating knife worked back and forth on the paper to be cut. This was thought at the time to be the best principle for a cutting machine.
Ten or twenty years later a new machine made its appearance. This one had a knife held rigidly in the frame of the machine, and the books were clamped into a carriage drawn up by a chain against the edge of the knife. It was the most rapid trimmer that had appeared, and held its position for a good many years; but in the meantime, for general work, the machines with a descending slanting knife held their own and multiplied.
Within a very short time a new machine has (p. 242)appeared. This has two slanting descending knives and doubles the work of the older machines, as it cuts two sides at one blow, and will trim from 7000 to 8000 ordinary books a day, against 500 or 600 by the old-fashioned press and plough.
After the edges are trimmed, the book is rounded and backed. In this process, too, great improvement has been made. Originally this work was done by hand with a hammer, the rounding being accomplished by striking one side of the back as the book lay flat, and then the other, forming it at the same time by the hand, to give the back the convex, and the front the concave, form. Some persons are found now who think the hollow or concave front of the book is made by trimming it in that way.
The backing process gives the groove on which the cover is hinged. In olden times this was done by clamping the book in a press between backing irons, with the back projecting enough to give the proper groove, and gradually drawing it over from the centre with the hammer. In small job shops this is the practice to-day, but in large establishments it has given place to modern machines. The first innovation was what is called the roller backer. This makes the groove, the book being first rounded as described. Then came the rounder and backer, which is run by power, and both rounds and backs the book at one operation.
To show the advance made, it may be stated (p. 243)that 500 books was a good day's work with press and hammer. With the advent of the roller backer 1000 was a fair day's work, but when the power machine was invented, the production jumped up to 4000 and over, a day.
After the book is rounded and grooved, the back is glued and a piece of coarse woven cloth, wide enough to lap over each side an inch or more, is put on, and over this another coat of glue and a piece of paper the width of the back are applied.
The book is then ready for the cover, which is put on by pasting the first and last leaf, drawing the cover on, and putting it in press between boards whose edges are bound with a brass band, the rim projecting above the surface of the board. This rim presses the cloth between the covers and the back of the book, making a hinge upon which the cover opens. Two men can paste and press 1500 to 2000 books a day. A new machine has been put on the market within a year, that, with the same help, will do the work at the rate of 4000 a day. This process is termed "casing in."
The making of the book cover is a distinct branch in binding edition work. The pasteboard formerly was cut by hand shears, one piece at a time. It is now done by rotary shears, cutting from six to ten pieces as fast as the sheets of board can be fed to the machine.
The cloth for the cover is cut to the proper size, glued by hand, the boards laid on by gauge, and (p. 244)the edges turned in with a folder. A man expert at the work can make from 600 to 800 covers a day. About fifteen years ago a machine was invented, which turns out from 3000 to 4500 a day. This machine is automatic in its operation, gluing the cloth, laying on the boards, turning in the edges, and delivering a more perfect cover than can be made by hand.
Stamping the cover is a trade by itself. It requires long experience and skill to make an expert. There are several branches in this trade, such as blank or blind stamping, stamping with ink (or a colored leaf made to take the place of ink), and stamping with gold. Laying gold preparatory to stamping is a distinct branch, and is done by girls. This is such a delicate operation that it requires long experience. There has been no improvement in the principle of the stamping or embossing press since the first machines came into use. The die or stamp is held in the head of the press by clamps, and the cover is placed on the platen or bed of the press, which is raised up to the stamp by a "toggle joint" operated with a "cam."
Since covers began to be ornamented with ink, attachments have been added to the presses for inking the stamps. There have also been invented powerful printing presses, made for stamping covers in ink. The process is the same as on common printing presses.
(p. 245)The dies used for stamping covers are cut on hardened brass, and are capable of standing an immense pressure. They are not set in chases, as are the forms on printing presses, but are glued to iron plates. The head of the press to which the plates are clamped is heated, either by running a jet of live steam through it, or by gas jets.
For gilt work, or colored leaf, heat is necessary. The cover is prepared with a coat of size. The gold or ink leaf is then laid on and an impression is given with the heated die, which melts the size and fastens the leaf only at the point where the die strikes. The surplus leaf is brushed off, leaving only the design visible.
The binding of cheap leather-covered books is essentially the same as with cloth. The difference is that the covers must be made by hand. No machine will do any part, except paring the edges of the covers. There are several machines that will do this work, one machine doing as much in a day as three men could with knife and paring stone in the old way.
Edge-gilding is another distinct branch of the trade, and is generally done before books are rounded and backed. The books are clamped, after trimming, between the jaws of powerful screw presses and the edges scraped to make them perfectly smooth. They are then colored with a mixture of red chalk, or black lead, applied with a sponge, to give the gold a dark color. A (p. 246)size made of the white of eggs is then applied with a brush, the gold leaf floated on, and when dry burnished with an agate or bloodstone. No machine has yet been invented that will do this work.
Edge-marbling is another branch. A shallow trough is filled with a solution of gum hog or gum tragacanth of the consistency of thick cream. Each color, which must be ground very fine, is mixed in water and ox-gall, and sprinkled separately over the surface of the gum with brushes. The ox-gall prevents the colors from mixing together on the solution, every drop being distinct. If three or more colors are used, the first one containing a little gall, the second more than the first, and the third more than the second, each color will make a place for itself by crowding the others into a narrower space. The books are held firmly in a clamp, and as the edges are dipped into the solution they take up the colors as they lie on the surface.
There are other edges called for besides the gilt, the marbled, or the plain smooth cut. The deckle edge is left uncut, just as it comes from the paper-maker. The uncut or rough cut is made by taking off any projecting edges of the leaves. There are machines for doing this, one having a circular knife rigged like a circular saw, the book being run lengthwise against it. There are also other methods of removing overhanging leaves, one by using hand shears, another by filing.
(p. 247)In fine leather binding, while the preparation of the book for the cover is essentially the same as in cloth work, the covering is all hand-work, requiring experience and skill, and is a distinct branch of the trade.
Finishing by hand is another, and requires long experience to become an expert. Gold ornamentation requires heated tools, and in the hands of a practised finisher beautiful designs can be worked out with quite a limited assortment of rolls, straight and curved lines, and a few sprigs, dots, and stars.
In olden times, when all work was done by hand, the product of a good-sized cloth bindery was from 500 to 1000 books a day. Now, with modern machinery, in a well-equipped bindery, the product is from 5000 to 10,000 copies of an ordinary 12mo book.
There are a number of other machines in use, run by power, which have not been enumerated in the above sketch, such as wire and thread stitching machines, gluing and pasting machines, brushing machines, and last but not least a gold-saving machine, out of whose bowels large binders take from $200 to $400 worth of waste gold each month. This waste gold comes from the surplus gold brushed from the covers after stamping.[Back to Contents]
Much has been written about the art of special binding, and many lengthy treatises have been written on the various methods of early and modern "extra," or fine binders. It will be my province to describe the stages through which a book passes, from the time it is received in the bindery until it is shipped out of the establishment. I will take for my subject a rare old book that is to be rebound in a half-levant morocco binding. In a good shop, all books, no matter what the binding is to be, are treated alike in regard to workmanship, care, and materials. If a binder puts his name in the completed book, it is a sign that the book has been to the best of his ability honestly and well bound.
When the customer brings the book to the binder, the style of binding, color of the leather, amount and kind of ornamentation, and all the other details are determined upon and entered carefully in a numbered order book, and the number of the order is marked in pencil on an inside leaf of the book itself, so that the original instructions may be referred to from time to time. This number (p. 249)is usually left in the book after it has been finished and delivered to the owner, and not infrequently has been the means of identifying a lost or stolen volume.
The book is then given to the first operator, usually a girl, who removes the cover, if there is any, and takes the book apart, separating carefully each of the "signatures," or sections, and removing the threads of the old binding. If any of the pages are loose, they are pasted neatly in their proper places and the "insert plates" (illustrations, maps, etc.), which had been printed separately from the text and pasted in the volume, are examined to make sure that they are firmly fixed. Another operator goes over the entire volume and cleans any of the pages that have become soiled.
The book is then prepared for the sewing by a man who hammers the back until it is flat and all the edges of the signatures lie evenly. He then divides it into sections of half a dozen or more signatures, places each of these between smooth wooden boards, and puts the whole into an upright iron press, in which it is subjected to a great pressure, and where it ought to remain over night in order to make it entirely flat and solid. A better way of pressing a book at this stage of the operation is to pass it several times through a rolling machine, which is made for this special purpose with two heavy iron rollers, say twenty inches (p. 250)long and ten inches in diameter. These machines are seldom used in America, but are invariably found in the equipment of binders' workshops abroad, which is perhaps one reason why English books are so solidly bound.
Following the pressing, or the rolling, the book is placed, back uppermost, in another press, something like a wooden vise. By means of a handsaw, several cuts, just deep enough to cut entirely through the fold of each signature, are made across the back of the book. Seven of these saw marks are usually made, the five in the middle being for the cords on which the book is sewed, and the two at the ends for threads which help to make the sewing more secure. If the book is to have a binding with raised bands across the back, no actual cuts are made, the back being simply scratched to guide the girl in sewing, so that the heavy twine on which she sews will stand out on the back, forcing the leather up in the five middle places and forming the raised bands.
After it has been sawed, or scratched, the book goes to a girl who collates it—that is, examines it thoroughly, signature by signature, and makes sure that everything is in its right place. If the volume is old or especially valuable, it is gone over page by page. The first and last signatures are then whip-stitched, or sewed over and over along the back edges, and then put in their places.
The book is then sewn on a "sewing frame." (p. 251)This is a small wooden table about twelve by eighteen inches, with legs only one inch high. At two corners there are upright wooden screws, some fifteen inches long with movable collars which support a crosspiece. To this crosspiece are fastened three stout cords, their other ends being attached to the table. The position of these cords are regulated to fit the saw marks on the back of the book, then they are tightened by means of the screw collars. The sections of the book are then placed against these cords, one by one, and the threads passed through the saw cuts and outside the cords, thus sewing them firmly to the back of the book. When several books of the same size are being bound at one time, the operator goes right on sewing book after book, one signature after the other, until she has finished a pile of books a foot or more high. When the sewing is finished the cords are cut so as to leave a free end of an inch and a half on each side of the book, and to these ends are fastened the boards, as described later.
Linen or silk thread is used in sewing, the heaviness of which depends upon the size of the book and the thickness of the paper of the book. If the book has many single leaves, or illustrations, it is sometimes necessary to whip-stitch each signature before sewing.
The book, or the pile of books, then passes to the "forwarder," who "draws off" or separates each (p. 252)book from the others in the pile, and again hammers the book, to flatten out any "swell" which may be present after the sewing. He then pastes, or "tacks," the first and last whip-stitched signatures to the signatures next them, this pasting being only, say, an eighth of an inch wide along the back edge.
The paper is then chosen for the "end papers," usually matching closely the paper of the book. They are cut a little larger than the paper page of the book, and pasted along the edge to the outside and whip-stitched signatures. Marble paper in suitable harmony or contrast with the leather to be used on the book is then selected for lining the inside of the covers cut to the same size as the "end papers," and pasted to them, after having been folded so that the colored sides come face to face.
When all this pasting has dried thoroughly, the back of the book is covered with a thin coating of glue, to preserve its shape and then, while the back is quite flat, the front edges of the leaves are trimmed off evenly in a cutting machine. If this edge is to be gilded, special care is taken to have the edges cut smoothly.
The back is then "rounded" by use of a hammer; if the book is to be a "flat back" one, the rounding is very slight. It is necessary even in the case of a flat back book to round it somewhat so that it will retain its shape when the finished book is (p. 253)placed on the shelf. After the rounding, the top, or "head," and the bottom, or "tail," of the book are trimmed evenly in the cutting machine.
The book is then ready for the gilder, who places it, with the edge which is to be gilded uppermost, in a press. This edge is covered with red chalk, which shows all the uneven places, which are then scraped with a steel scraper. This operation is repeated until the edge is very smooth, and it is then treated with a sizing made of white of egg and water, which is to hold the gold leaf to the edges of the leaves. The gold leaf is laid on the still wet edge, and when slightly dry is covered with a sheet of paper and rubbed down with a burnisher, and when entirely dry is burnished again with a smooth piece of agate or bloodstone.
The boards, pieces of strong and durable binders' "boards" made of paper or tarred rope, are then selected and cut to fit the book, extending about one-eighth of an inch over the head, tail, and front edges of the leaves. Each of the cords, on which the book has been sewed, is moistened with paste, and put through two holes which are punched side by side in the board and within a quarter of an inch of the inside edge. The cord is carried down through one hole, and up through the other, and the remaining end is cut off and hammered down smooth where it stays firmly fastened by the paste. This is called "lacing on the boards" and when finished makes, so far as (p. 254) strength is concerned, the cover-boards and the inside of the book practically one piece. The book is then given another long pressing.
The coverer then takes the volume. He first wraps the edges with paper to keep them clean and then puts on the headbands. These are either sewn directly on to the book or may be bought ready-made, when they are put on with glue.
The back is covered with a strip of coarsely woven crash lined with several pieces of paper. This is glued to the back to make it hard and solid and to prevent it from cracking, or "breaking," when the book is opened.
The leather is then cut out for the corners and for the back, in the latter case allowance being made for its extension over and on to the boards to the proper distance. The back lining is trimmed off to the top of the headbands, and the leather is pasted on the rough side in position and turned in at the "head" and "tail" of the back. The five raised bands are then "pinched up" and the whole back is polished, or "crushed," with a hot polisher until the leather is smoothed down to the desired surface.
In decorating the cover, or "tooling" it, as it is called, the design is first pressed into the leather of the back with heated tools. These designs, appearing "blank," or sunken, in the leather, are washed over with a thin coat of paste and water, followed by a sizing of albumen, and finally (p. 255)with vaseline, to make the gold stick. Gold leaf is laid over the "blank" designs and the same heated tools used to press the gold into the leather. As many as three layers of gold are frequently put on in this way until the design is full and clear. The waste edges of the pieces of gold leaf are removed with a piece of soft rubber and the whole back washed with benzine to remove the grease of the vaseline and that of the natural leather.
The part of the leather which projects over the sides is pasted to the boards, trimmed off straight, and pared down until the edges are very thin. Another piece of plain paper is then cut out and pasted on the board, covering it right up to the edges of the leather. This makes the side board and the leather even in height and prevents the outside marbled paper from showing ridges made by the edges of the leather.
When the outside has dried, a piece of paper is pasted on the inside of each board. This paper has a tendency to shrink a little and to warp the boards, so that they will hold tightly to the inside of the book. If this paper were not put on the inside of the covers, the marbled paper on the outside might cause the boards to warp away from the book itself.
The end papers are then pasted down on to the board, and when thoroughly dry all the leather along the inside and the outside edges of the cover (p. 256)sides is carefully washed and polished with an iron polisher. The book is then placed between plates made of steel, either nickel or silver plated, and placed in the press to remain a day or two, after which the back is polished again and the sides are finished with gilt lines along the edges of the leather next to the marbled paper. Then the book is finally inspected, a silk marker inserted, and the volume is done and ready for delivery.[Back to Contents]
Copyrighting a book is in most instances not a difficult matter, but the present United States laws are so complicated and inconsistent that an inexperienced author may readily fall into errors of one kind or another.
In a modern publishing house, the routine work of complying with the provisions of the copyright laws is usually in the hands of one clerk, who is responsible for the preparation and filing of the necessary documents at the proper time and for keeping a complete record of all that he does. Experience soon brings such a clerk a really valuable knowledge of the law, but as many questions of vital importance arise from time to time, it is customary for one of the most responsible men in the concern, generally a member of the firm or an officer in the corporation, to exercise a general supervision of all copyright matters.
When a book is ready to be sent to the bindery, the manufacturing department will generally order a certain number of copies to be finished in advance of the rest of the edition. Some of these will be (p. 258)for the travelling salesman's use, some for the publicity department, and at least two for copyright purposes. With the copies delivered to the copyright clerk, the manufacturing department will send one or two separate title-pages, either torn from the printed sheets or taken from the early proofs made by the printer. With these in hand and with information from the selling department as to the day when the book is to be published, the clerk in charge will then take the first step toward copyrighting it. This is the filing of the claim for copyright and of the title of the book.
The Copyright Office in the Library of Congress at Washington supplies free upon request application blanks, and one of these must be carefully filled in. The information called for by this blank is as follows: the amount of the fees enclosed, whether a sealed copy of the record, or certificate as it is called, is desired, whether the volume is to be classed as a book, periodical, or dramatic composition, an abbreviated title of the book, the name of the author, or proprietor, the name and address of the applicant, the name of the country where the book was printed, whether the applicant is the author, or (having an assignment from the author) the proprietor, the name of the country of which the author is a citizen, or subject, and whether the whole or a part of the book is sought to be copyrighted.
There is a blank page in the form where the print (p. 259)or proof of the title-page must be pasted. If neither of these is available at the time, it is customary to use a typewritten title-page, but as the law distinctly calls for a "printed" title and as the courts have not decided whether typewriting is printing within the intention of the law, it is best to follow the exact letter of the law.
The fee for filing the application or claim for copyright is fifty cents if the author is a citizen or resident of the United States, or one dollar if he is a foreigner. If a copy of the record entered at the Copyright Office is desired, an additional fifty cents is required. The fees, preferably in the form of a money-order, are enclosed in the envelope containing the claim, and the whole forwarded, postage prepaid, to the Register of Copyrights at the Library of Congress.
Upon receiving these, the Copyright Office will acknowledge the receipt of the fees and make a record of the claim and of the title in books provided for the purpose. The law specifies that this record shall be in the following words:—
"Library of Congress, to wit: Be it remembered that on the___day of________190________________ of_________has deposited in this Office the title of a BOOK, the title of which is in the following words, to wit:____________, the right whereof_______ claims as author and proprietor in conformity with the laws of the United States respecting copyrights. ______________Librarian of Congress."
(p. 260)It is generally the custom to obtain a copy of this record, which, if the fee is enclosed, is sent to the claimant as soon after the receipt of the application as it can be made out in the regular course of the business of the Copyright Office. This copy is signed by the Register of Copyrights and is sealed with the official seal of the Library of Congress. The period of protection under an original claim is twenty-eight years.
It is important to remember that the application and the title are required by law to be delivered to the Register of Copyrights "on or before the day of publication in this or any other country." If delayed until after that day, the book cannot have the protection of the copyright law.
Prior to 1891 none but citizens or residents of the United States could obtain copyright, but in July of that year the privilege was extended to the citizens, or subjects, of such other countries as grant to the citizens of the United States the same copyright privileges which they afford to their own countrymen. At the present time these privileged countries are Belgium, France, Great Britain and her possessions, Switzerland, Germany, Italy, Denmark, Portugal, Spain, Mexico, Chile, Costa Rica, the Netherlands (Holland) and her possessions, Cuba, China, and Norway.
The law also requires that a book desired to be copyrighted in the United States must be printed in this country. It is, therefore, not possible to (p. 261)copyright a book which has been put into type and electrotyped in England and sent here for the presswork and binding. Copies of a book manufactured in this country may, however, be sent to England and copyrighted there.
The second step is to send two copies of the printed book for deposit in the Copyright Office, and until this has been done, the copyright is incomplete. These copies, like the title, must be delivered on or before the day of publication.
A printed receipt-form for books to be deposited is supplied by the Copyright Office, and it is the usual practice for the sender to fill in his address, and the names of the book and of the author, so that when the books are received, the Register of Copyrights needs only to date and sign the receipt-form and return it to the sender. This receipt-form should be enclosed with the books when they are forwarded. The package must be plainly addressed (the Copyright Office furnishes printed labels if desired) and sent, carriage prepaid, through the mail.
It not infrequently happens that publication must be made before the two copies of a book can reach Washington. In such cases the copyright clerk may take the books to the nearest post-office and obtain from the postmaster a dated receipt for them which is equivalent to delivery to the Copyright Office. The package is not finally wrapped until the postmaster has examined it.
(p. 262)When these steps have been properly taken, and the certificate, or sealed copy, of the record and the receipt for the two copies have been received, the copyright is secure so far as our laws can render it. It should be borne in mind that the Copyright Office does not grant a copyright in a manner similar to the granting of a patent right by the patent office. Its function is simply to record in a permanent place and in official form the claim made by the author, or by the proprietor, of that right. When a book is "pirated" and the offender sued, it must first be established by the records that the provisions of the law have been complied with fully and correctly. In this way a copyright is always subject to review by the courts.
Every copy of a book for which copyright has been claimed must have a formal notice to that effect, printed on its "title-page or on the page following." As prescribed by law, this notice must read either "Entered according to the Act of Congress in the year 1906 by A. B. in the Office of the Library of Congress," or simply, "Copyright, 1906, by A. B." The omission of such a notice from the book would make it impossible for its owner to prevent its being reprinted. There is a penalty of $100 for using the notice of copyright in an uncopyrighted book, and when the notice is used, there is a penalty of $25, if the two copies as required by law are not deposited. This latter penalty also applies in the case of failure to deposit one copy of (p. 263)a new edition differing from the former one, if a notice of copyright is used in the new edition.
In order to obtain a renewal of a copyright, the claim and the title must be filed on a form provided for the purpose with the Register of Copyrights "within six months before the expiration of the first term," which would be sometime between twenty-seven and one-half and twenty-eight years from the date of filing the original title. The copyright period runs from the date of filing the original claim, and not from the time of depositing the books, and great care should be taken to ascertain the date of the registration of the original title, and to compute the time so that the filing of the application for renewal will surely fall within the specified six months. The renewal period is fourteen years, and the fees are the same as in the case of the original application, but a certificate, or copy of the record, of the renewal claim must be taken and paid for by the claimant.
Only one copy of a book is required to be deposited to complete the claim for a renewal term of copyright. This copy also must be delivered within "six months before the expiration of the first term," and should be accompanied by a receipt as in the case of the original deposit. In order to complete the claim, a copy of the certificate must be published verbatim, within two months of the date of renewal for four weeks in one or more newspapers printed in the United States.
(p. 264)In obtaining international copyright, publication on the same day here and abroad is necessary, and this is sometimes a cause of considerable inconvenience in actual practice. When a New York publisher wishes to copyright in England a novel which he is about to publish, he must prepare six special copies of the finished book, bind them in cloth, print the copyright notice on the back of the title-page, and the name and address of the London firm or the individual who is willing to act as the English publisher of the book, and forward the copies to that person. At the same time he will write to this agent, telling him of the shipment and requesting him to enter the book for copyright and publish it in England on or about such a date. He will, of course, allow sufficient time for the books to reach London, and he will carefully point out in his letter any American holidays which occur near the probable date of publication. Upon receiving the books, the London agent will cable the New York publisher the date on which he will publish the book, taking care to allow an interval of a day or two, because of a possible delay.
On the day agreed upon, the New York publisher proceeds to copyright and publish his book in this country in the usual manner, while the London agent does the same abroad, delivering to the British Museum one copy of the book, and to Stationer's Hall, for use in certain libraries, four copies. Both of them will on that day sell at least (p. 265)one or two copies which will constitute a legal publication.
It is the custom with many publishers to establish the publication day of all of their books, by displaying a few copies, or by actually selling one or more copies to some one. In the case of a very popular copyrighted book which it is desirable to have the retailers all over the country begin to sell on the same day, it is deemed safer to make this technical publication before any of the books are distributed through the trade. A record of the first sales entered in a publisher's sales-book in the course of business would effectually prevent any one from claiming in after years a right to reprint a book on the ground that the claim, title, and copies were not originally filed until after the book had been put upon the market.
Under a recent amendment in our law, an author of a book in a foreign language, who is a citizen of one of the foreign countries which allows to our citizens the same copyright privileges as are allowed to its own countrymen, is permitted to file in the Copyright Office within thirty days after its publication in a foreign country a copy of his book with a formal declaration that he is the author and that he intends to translate it or to print it in its original language and to apply for copyright in the United States. After doing this, he is allowed one year in which to complete his proposed translation or to print it in the original language and copyright it here.
(p. 266)Before this statute was passed, two or more persons could translate a foreign book, and each could copyright his own translation. Every copy of a book for which such protection is desired under this law must bear a notice stating, "Published —— Nineteen Hundred and ——. Privilege of copyright in the United States reserved under the Act approved March 3, 1905, by A. B."
Only the author or his assignee (i.e. the proprietor) may secure copyright in a book. An author may transfer orally all or part of his rights before publication, but after publication it is necessary for him to make the assignment by some form of written instrument. In order to make it a valid assignment, the original instrument must be sent to be recorded in the office of the Librarian of Congress within sixty days after its execution. The fee for recording an assignment is one dollar. After the original document has been recorded, it is signed and sealed and returned to the sender, who should preserve it with the certificate.
It is a common practice to have in the contract between the author and his publisher a clause assigning to the publisher all of the author's rights for the "full term of copyright and for any and all renewals." The agreement, of course, includes other provisions such as for the payment of the usual royalties, accounting, etc. Having been made before publication such an assignment does not need to be recorded in the Copyright Office.
(p. 267)The history of copyright is an extremely interesting subject, but it cannot be properly treated in the limits of this article. It may be mentioned, however, that the first copyright law was enacted by Parliament during Queen Anne's reign and is known as "8 Anne, c. 9." This statute provided that an author should have complete control of his literary productions during a first term of fourteen years after publication, and a renewal term of the same length, and provided penalties against piracy. A great many questions concerning this law arose from time to time in trials before various courts, but perhaps the chief one of interest was that of whether the limitation of the period during which it granted protection had destroyed the author's rights which had existed previously. For fifty years after the passage of the law, the decisions were that the right of ownership existed for all time as a right in common law unaffected by the statute, but in 1774 the highest English court held that while the rights of the author before the publication of his book remained unaffected, after publication he had no rights except during the period specified by the statute. This decision is still believed by many authorities to have been a wrong one, but it has been the basis for all subsequent copyright law in this country as well as in England. Therefore in the United States to-day, the right of ownership lies in the author until his work is published, but upon publication he has no (p. 268)rights except those given him by law, and these he can obtain only by a strict compliance with the requirements of the law. Any one who is sufficiently interested to read the first hundred pages of Drone's "Treatise on the Law of Property in Intellectual Productions" will be well repaid for the effort, and will obtain considerable light upon how the "right of copying," or printing, a book developed, why its duration is not unlimited, and why we must observe certain formalities in order to protect our literary work by it.[Back to Contents]
The duty of bringing the productions of a publishing house to the attention of the public is a very important one, and much depends upon the cleverness and energy with which it is discharged. It can easily be seen that no matter how good the books brought out by a firm, they would be likely to remain on stockroom shelves if readers were not properly made aware of their issue. The name "Publicity department" is the most descriptive title that can be given to the part of the staff devoting its energies to the many variations of news-spreading involved in this work.
Publicity involves both editorial and commercial elements. From the editorial side it is of prime importance that the person in charge of the publicity have at the very beginning a complete and definite idea of the reasons that have ruled in the acceptance of a book,—what class of people it was published for, and just what species of a book it is considered to be. Is it purposed to appeal to a certain religious class of people? Is it for the distinctly literary? Perhaps it is one of those (p. 270)volumes on the border line between a juvenile and an adult's book, which may be presented either as a volume for young or for grown-up folks. The publicity man must be in full understanding of this estimate before he can do his work properly. On the commercial side, he must know just the feeling of the trade in regard to an author and any type of book; and must be in close touch with the salesmen, not only at the beginning, but all through the life of the volume. He can learn from them what amount of success the author's previous books have met, and thus be enabled to present his volume in a way that will hitch on to a previous success or avoid the odium of a recent failure. Salesmen can help him to know the interests of every section of the country, so that advantage can be taken of them in bringing the book to the local bookseller's attention and influencing him to a special effort in its behalf.
Few people are aware of the influence exerted by the book clerk, who can substitute something "just as good" much more easily than a drug or dry goods clerk, especially if he has a good argument to offer. The largest part of the publicity of a publishing house is aimed to influence the general reader, but more and more attention is to-day being paid to the salesman in the bookshop, and quite wisely, too. He cannot be expected to read all the books, and any effort made to give him an acquaintance with your books that goes beyond their (p. 271) covers is clear gain to him, to the publisher, and distinctly to the book-buying public.
Now, a book can be made or marred by the publicity it gets. If it is wrongly launched, it will have an uphill climb, whatever its virtues. This is especially true, as a result of the fact that a good deal is written and printed about a book before it is off press and present to speak for itself.
One general rule should be most strictly adhered to in publicity, and that is, be honest and be sincere. Nowhere is the rule "honesty is the best policy" more unanimously justified. You may be as enthusiastic as you please, but the book should be put forward for what it really is. Only under such handling does it stand a chance for the full success its qualities warrant. This all reverts to the question of the editorial conception of a volume. Some books are not made for great sellers; they are written for the keen enjoyment of a select educated few; and if so presented that they fall into the hands of the popular novel devourer, they will surely be condemned, and the condemnation will reach and have its effect upon many who should legitimately have bought the book. On the other hand, a novel of no literary quality thrust into the hands of a person of bookish tastes will make an influential enemy, who will doubtless have among his followers many persons to whom the book would appeal. It is best to find out what people will take the book, and advertise (p. 272)it to them. The process of emasculating your presentation of it by cutting out everything that would keep anybody from reading it is a dangerous one. The dislikes of the world of readers are too many for one to be able to dodge them all, and, after all, most of us like a positive rather than a negative volume. Just because many people do not read essays,—to take an extreme case,—is no reason for avoiding the statement that yours is a volume of essays. Fortunately, there are thousands upon thousands of people who do read essays; and if the book is a good book of essays, they will bring their influence—that word-of-mouth influence which is almost as powerful as a "puff" by President Roosevelt—to bear upon non-essay reading people, and you will be the gainer by that much for your wisdom and honesty.
These observations are germane, and worthy consideration because commercialism and the endeavor to produce big sellers are always an influence to overstate, misstate, and be extravagant in the praise of a volume. But such extravagance always discounts itself in the mind of the reader, and experience has pretty definitely proved that what a prospective buyer wants is a straightforward concise indication of the story and its quality. A word of praise quoted from a review may help him make up his mind, yet he probably knows it is a pretty poor book of which some newspaper doesn't say "Holds the reader's interest from cover to (p. 273)cover" or "We hail the author of this volume as one of the most promising of our American writers."
In considering the practical details of publicity, it will be clearest to take them in chronological order. First: The book should be thoroughly and critically read. The person in charge of the publicity ought to have every volume put into his hands as soon as it is accepted. When he has read it thoroughly and has formed his idea of it, he discusses it thoroughly with the person responsible for its acceptance. From this discussion, in which the sales department is represented, evolves naturally the "editorial attitude" upon which every line of future publicity and every sentence of salesman's talk will be based. Without a complete understanding throughout the establishment of the "editorial attitude" the entire publicity will be aimless and unconvincing.
The first work in publicity on a season's book is probably the catalogue, which must be had ready for the salesmen when they go off on their trips. The aim of the catalogue is to present as full an account of the book as possible. It is meant for the eye of an interested person, who can be counted upon to read rather a lengthy notice. Every possible detail of price, number of illustrations, paper, size, kind of binding, table of contents, previous works by the same author, are given, and thus it becomes a complete reference book. It is the general custom of publishing houses to (p. 274)issue a complete catalogue in the Fall, with a supplemental catalogue in the Spring containing the books of the Spring season. Most firms also bring out a Fall list, to present their Fall books, which would be buried beyond notice in a bulky complete catalogue. In this Fall list not infrequently the Spring books are included, making what is really an annual catalogue. These three catalogues are essential, and they are as a rule supplemented by many special book lists and pamphlets. A holiday catalogue is a steady institution in nearly every publishing house. Its aim is to present to Christmas buyers the most attractive volumes of the house's issue, and it is usually elaborate, with many illustrations, a fine cover, and it is often printed in colors. Then there are frequently issued catalogues of books on special subjects, art, children's books, special editions, etc.
The uses of catalogues are many. A large number are sent to the publisher's best friend, the bookseller,—sometimes imprinted with his name,—who distributes them. They also go out by mail to special lists of people who are known to be interested in books, and a large number are sent to persons who write asking information.
In elaborateness the circular follows close on the catalogue, and it has quite as wide if not a wider field. It is large or small, depending upon the importance of the book. Sometimes it reaches the dignity of a bound pamphlet, but it is usually (p. 275)a single leaf or at most a four-page folder. Here again, all necessary information of price and contents is given at length. But as the person into whose hands the circular falls cannot be counted on to be interested beforehand, the whole make-up and arrangement of the circular is calculated for drawing attention and fixing interest. The circular, therefore, must be made attractive.
And here should be introduced a word in general on the appearance of the printed matter that is sent out by a publishing house. It must be good printing. It must be attractive printing. It is the indication to the people whose eyes it meets of the work of the house it advertises. Few people want to buy badly made books; and, unconsciously, if a circular or catalogue is commonplace and badly printed, those qualities will be attached to the book advertised. And it is quite true, on the other hand, that the distinction and comely appearance of a circular will prejudice in favor of the book. Moreover, a circular's service can be rendered only when it attracts attention, and what is spent in aiding it to catch the eye, through making it artistically beautiful and printing it in color, will bring its return and more in the added efficiency produced. There are, doubtless, people who would not be affected by bad printing, but people of taste, the people who most influence the sale of books, are sure to be antagonized.
Probably, the most useful circular of all is the (p. 276)little leaf or "slip" circular. It is printed on both sides, and is inserted between the leaves of books of similar interest to the one it advertises, usually about three to a book. It is made the size of the ordinary business envelope, for it is also used in direct circularization of lists and as an enclosure with bills, statements, and sometimes with general correspondence. Often, when advertising two or more books, it has four or even eight pages, though the latter makes it almost too bulky for insertion in books. These larger circulars have an order form attached giving the list of books, and a place for the name and address of the prospective buyer,—a device to make it as easy as possible for him to order his selection. When such circulars are inserted in books either the order form is left off, or something substituted in its place, for, as can readily be seen, the order form is a bid for direct business by the publisher which would naturally be obnoxious to the bookseller. Larger and more elaborate circulars than these as a rule are used only for direct circularization. The subject of circularization is much too important and complicated to be exhausted in a few paragraphs, or even in an extended article. Enough has been said here, however, at least to suggest the circular's field.
The next problem in publicity to be taken up is the poster. The poster has had its ups and downs, and in some quarters is a somewhat discredited form of advertising, but it has its value. The (p. 277) booksellers always demand posters. The one great argument against them is that posters good enough to attract attention, that is, with a good design and in colors, are somewhat expensive for book advertising. If properly exhibited, they sell books, but the difficulty lies in the fact that if they are too attractive, they are likely to find their way into a poster collector's portfolio before they have been exposed long on the board. Yet, especially with leading books of fiction, this is one of the risks that must be taken, for with each such publication, the public eye must be caught with the fact of the book's issue, and for this purpose a striking poster has no equal. For serious books inexpensive clear type posters are quite sufficient.
The book being now nearly off press, there will be needed some matter for the paper jacket that slips over and protects the cloth cover while the book is on the stall. Most important is the brief note on the front that serves to indicate the quality of the volume and thus guide the purchaser. On a book of fiction fifty or not more than seventy-five words of the very best possible presentation of the book is required. Here is the place where most of all the prospective purchaser's interest must be aroused. Here the most felicitous publicity inspiration is needed—and the problem is to indicate the story, yet not tell it, and to pique curiosity to the buying point. On books of a serious nature a jacket note is just as essential, if not more (p. 278)so, but the problem is different. The prospective purchaser of such a book as "Irish History and the Irish Question," "The Flower Garden," for example, has an interest in the subject already aroused. What he wishes to know is the scope of the volume and the manner in which the subject is treated. The note for such a volume, therefore, should contain a plain, straightforward statement of the importance of the book, the point of view taken, a brief table of contents indicating the most important divisions of the subject, and some mention of the author's special qualification for writing the volume. On the back of the paper "jacket" and on the little flaps that turn at the sides of a book, it is customary to put advertisements of cognate books. Often these paper jackets are treated in elaborate poster style, and for good reason, since as a rule they are the first part of a book a buyer sees, and his attention is not likely to be attracted if only cheap paper be used.
The date of the book's publication has probably now been set, and the next step in publicity—a most important one—is the sending out of review copies. This is the last thing in which haphazard methods would be permissible. The list of newspapers who get complimentary copies should be carefully selected, not so much with an eye to size of circulation, as to quality and standing. A paper that is known to give attention to books is worth two that have merely large circulations and (p. 279)no distinction; first, because the books sent will be appreciatively reviewed, and, second, because people in the habit of buying books will consult the review columns and be influenced by them. There are possibly one hundred and fifty or one hundred and seventy-five papers in the United States to whom it would be profitable to send a book. A great many more, however, think they should receive them. With even the most popular novel two hundred review copies is a generously sufficient number to place for review. In deciding where these should go, the contents of the book itself is of course the guide. Some books can be calculated to appeal more to one section of the country than to another because of their subject-matter. Certain classes of people—ministers, school-teachers, sportsmen, doctors—can sometimes be drawn upon by the judicious distribution of a few complimentary copies, to assist the sale of a book, and then there is the home of the author, where special attention can always be expected.
Opinions differ as to the amount of influence exerted by reviews upon the fortunes of a book. It is certainly true that to trace direct returns from reviews is often difficult. Frequently books which are splendidly reviewed move slowly, and there seems no explanation of their failure to "catch on." They may be, and frequently are, books of real value and quality. The history of publishing is (p. 280)full of such mysteries. On the other hand, returns are visible enough when a book is slated by the press; there its power is amply evident.
The American press is notably fair, notably discriminating, and notably independent. It gives its own views fearlessly, and resents any efforts made by publishers to get their own adjective-besprinkled puffs printed. In rush seasons it will make use of publisher's description, after carefully blue-pencilling obtrusive adjectives, but it goes no farther. In fact, the newspaper-review part of publishing publicity is best left alone. The book must do the work itself.
The book has now reached the place where that which is commonly called advertising should begin; that is, publicity in newspapers and magazines. The use of newspapers, to any great extent at least, is a comparatively recent development in the publishing business, dating back not much more than ten years. Its efficiency, that is to say, its proportion of return to outlay, is far from being established. While at the beginning of the movement great rewards were reaped, the light of more mature experience seems to show that those books which, under heavy newspaper advertising, reached editions of 100,000 to 150,000 were really special cases,—books of a peculiarly popular, almost low-grade, quality, that had an exceptional public. It is sure that what brought success with them would not succeed with the average (p. 281)publication. For this reason, publishers to-day are by no means as lavish as they used to be with their appropriation for newspaper advertising. Yet even in this era of retrenchment a very large proportion of the money devoted to publicity still goes to the newspapers.
While it would be foolish to attempt formulating a set of fixed rules for newspaper advertising, there are certain underlying principles that should be borne in mind.
Books are in the class of luxuries; most books at least. There is no natural demand for them to assist the advertiser, such as there is for food-stuffs. With a book, it is the advertiser's business to persuade the buyer that he will be interested or instructed or amused by the volume to the value of his outlay, be it a quarter or fifty dollars,—where in the matter of necessities and food commodities the advertiser's task is the much more simple one of proving that his product is intrinsically better or better value than any similar thing on the market. The sale of a book depends entirely upon the almost artificial desire that is created for it, whereas with other things there is a real need, and it is necessary only to prove that the article fills this need. For these reasons book advertising—with piano, picture, music, candy, and perhaps automobile advertising—is difficult to carry out profitably. It is the class most expensive proportionately to the value of the product, for it can (p. 282) count in only the smallest degree upon what is known as the "cumulative" effect of a campaign. Every advertisement of such an article as a breakfast food, for example, whether it be on a bill-board, in a newspaper, or in a circular, adds to the effect of every other one. The repetition of the name, whether it be consciously or unconsciously observed by the public, assists in forcing attention and thus interest, and finally results in a sale. Half a million dollars can be spent in making "Whipped Oats" a household word. Every dollar backs up every other dollar, and the demand for Whipped Oats will last for years. "The Return from Davy Jones," which can have at the very most say $5000 spent on it, benefits the very least from the cumulative effect, and the demand for the book is practically over in a year, especially if it be a popular novel. Each newspaper advertisement of a book must in fact bring returns to pay for itself, and this, of course, demands the very cleverest kind of "copy."
Many elements enter into the popularity and sale-ability of a book, but no one seems to know just what they are. Even the best and most experienced readers fail to pick successes—let big books go by them, and conversely praise volumes that turn out flat failures. Yet certain things in the line of publicity can be counted upon to assist in making a volume's success. The name of a well-known author is the best asset a book can have. (p. 283)That gets it good advance sales and a quick and appreciative attention from the book reviewers. In this respect, nothing could better exemplify the New England homely proverb, "Sich as has, gits." The work of publicity on a book by a well-known author is easy, if care is taken always to bring that author's name forward in connection with his previous achievements. This is especially true in regard to newspaper advertising.
Doctors violently disagree over book advertising principles, and possibly it is best to start by saying that there are none and that each book is a rule unto itself. Certainly a close and careful study of a book's points and the class of people to whom it would likely appeal, its "editorial qualities," is the only proper basis for a campaign. For the average novel by a well-known author the main problem is to let the world know it has been issued. Therefore, in advertising in a newspaper, the announcement of the book's publication should be made in such a manner that all the readers of that paper will notice it. The campaign should start with what is technically known as a "must be seen" notice. It is the publisher's business to shout loud enough to be heard above the clatter of the small advertisements, "Just out—New book by Donan Coyle, 'The Return from Davy Jones.'" If some piquant description of the book follow, this should be sure to send all those readers of the paper interested in Donan Coyle to the bookshop (p. 284)in search of the new volume. Much smaller "ads." following from time to time, that may catch the eye of the forgetful ones and arouse their interest by some words of personal or press commendation on the volume, would close a campaign of this kind, which would have naturally gathered in its trail many readers and even non-readers not distinctly interested in Donan Coyle. It would at least have started the mouth-to-mouth advertising of the book, to which paid-for advertising can after all be regarded only as assistant and support. In fact, when all is said and done the greatest service advertising does is in reminding people of books they have heard praised, and the best advertising is that placed on the road to the bookstalls, a strong argument for the poster, since it is exhibited in front of the bookshop, where it can catch the passer-by. In tune with this conception of the advertisement as an announcement is this general rule—advertise prominently the name of the book, and the author's name if it is important. These are commodities you have to sell, the things you wish people to ask for—just as the bacon-maker wants you to ask for "Blank's Bacons."
For books that have no well-known author's name to assist them, or those for which a large sale cannot be forecasted at the start,—books that appeal to the select few,—other and more inexpensive methods must be pursued. In most such cases it is probable that any advertising in newspapers (p. 285)would be unwise, and this leads to the subject of magazine advertising, which is much higher grade and more suited to such books of quality. There are many distinctly literary publications, the subscribers to which are always searching for books of a fine type—an interested clientele who will read advertising pages rather thoroughly, and gladly pay good prices for good books. Small advertisements—perhaps a page of small advertisements of good books—in a magazine of this class will bring returns, especially if the books have been well reviewed. There are also trade journals, which go to the booksellers, and in these the publisher must announce his new issues well,—describe them thoroughly, and give some idea of what he intends doing in the way of energetic general advertising. The aim of this is to influence booksellers to increase their orders.
These few paragraphs only scratch the surface of a broad subject of extreme interest. Each publishing firm has developed through its experience its own principles of the psychology of public opinion, its own idea of the qualities a book should possess, and its own way of getting at the people. Results are frequently so surprising that one is inclined to class publishing among the games of chance. It is certain that everybody cannot make a success at it, and there is no doubt that it requires a definite endowment of genius.
There falls to the publicity department the (p. 286)writing of a great many letters,—numbers are in answer to questions concerning books and authors, but by far the larger number are in the nature of circulars. The personal typewritten letter or the printed typewritten letter that masquerades as such, has a power equal to a hundred circulars. It claims attention at once, if it does not declare itself an advertisement on the outside, where a printed circular gets swept into the waste-paper basket unread. It's expensive—about three cents a letter if done properly, but when there are special ends to be accomplished, such as calling the attention of the clergy to a novel that would suggest sermons, or the members of an Audubon society to a book on birds, it is the surest and most profitable method.
It is especially in a mail order or subscription book concern that the circular letter is of most use. The expensive sets of such concerns, and the large profit figured on them, justify such a costly method of publicity. It is generally made more expensive by the enclosure in the envelope of return postal cards and other printed material.
This subscription business is a business by itself and conducted quite differently from average publishing. The advertising is lavish, and the underlying principle of it is, that the prospective purchaser wishes a complete description of the wares. Attractive premium, and short-time low-price offers are always made, and the endeavor is to get the (p. 287)prospective customer to permit the set of volumes to be sent on inspection, reliance being held in the ability to make him keep them through the real quality of the books, assisted by a series of "follow up" letters enlarging upon the virtues of the set. Lists of names are circularized, and "follow up" letters used here also to bring orders.
An important form of publicity is that which has grown up as a result of the interest shown by readers, especially in America, in the personality of authors and the desire to know what is happening in the world of books. This very natural and legitimate curiosity affords the publisher a chance to push his products forward in an unobtrusive way. Because it is to all appearances unbiased, it wields quite a deal of influence, especially in building up the reputation of an author. Every paper that pretends to any literary standing prints regularly or occasionally a column of Literary Chat, in which is given brief news of authors and books. There will perhaps be a humorous anecdote of the author of a prominent novel, a brief summary of a book shortly to be issued, some comment by a well-known person on a well-known book, a biographical sketch of a new author, a telling extract from a book of serious value, a note that "The Return from Davy Jones" is in its nth edition—all of it really news and of interest. Some newspapers write their own chat, but the majority print, with small alteration, such as is (p. 288)furnished by the publicity departments of publishing houses, which send out weekly or monthly printed or typewritten sheets of such brief items. In this way Donan Coyle as the author of "The Return from Davy Jones" is kept before the public. The public also has a legitimate desire to know something of the appearance of the author of a popular novel or important books of essays, and the newspaper reviewer frequently wishes to print a portrait with his review. Here the publicity department steps in and helps him, by furnishing suitable electrotype portraits upon request, and not infrequently, by sending out proofs with interesting notes, suggests the use of the portrait. The relation between a literary editor who wants to print the book news and a manager of publicity is a mutually beneficial one. If they coöperate thus, they can be of great assistance to each other, and in the exchange each one gets value received. By a thousand little methods and devices the person in charge of publicity can furnish desired information and get this undersurface publicity, and by putting out bona-fide news and really good stories about them, bring even his lesser light authors into prominence. In this field, as in all others, the well-known authors advertise themselves and set up a demand for publicity.
The financial end of Publicity is full of complexities. The question of how much an expenditure per volume is warranted is one that cannot be (p. 289)answered generally. There are many limiting and defining considerations. First of all, the book itself. If it is the kind to be a "big seller," a risk can possibly be taken on a larger advertising investment than would be warranted in the case of a good book of finer quality and limited appeal. Certain books of coarser, more obvious qualities have a large public if it can be reached. In such cases an exceptional effort will bring exceptional returns. By the risk of a large advertising outlay the firm may get big profits; while a flat failure, because the large, non-book-buying public had not been reached through newspaper and lavish poster advertising methods, might result if only a few hundreds were spent. Judgment of the finest kind is required here, and it cannot always decide rightly.
How much to spend depends essentially upon the book, and there is no hard and fast rule. Books have been known to reach their public and reach good sales at an advertising outlay of about one cent per copy. Others have had fifty cents per copy sold spent upon them, and fallen flat.
The publishing business is not one in which there are great profits, and the margin between the cost of manufacturing and the wholesale price is small. This small amount must furnish the author's royalty, the advertising appropriation, the publisher's cost of doing business, and his profit. It can be seen then that the amount of royalty paid (p. 290)on a book in a certain degree rules the amount of advertising that can be done,—the publisher and author are, in a measure, partners, and if the author demands a large royalty, he thereby cuts down the amount the publisher can afford to expend in advertising his book. The larger the appropriation for advertising, the larger the chance for increased sales.
It is difficult to make any generalization on the amount that should be devoted to publicity. Taking the $1.50 novel as a standard, it might be said that figuring in all kinds of publicity—newspaper, magazine, circular, literary notices, etc.—from ten to twelve per cent of the wholesale price on the first edition of 10,000 would be a liberal allowance. On more expensive volumes, handled as subscription books, a much larger proportion would be the rule. On new books other than fiction, where the sale could not be expected to reach more than a few thousand, there would be no business justification in spending so much. Such books have more or less to make their own way.
Publicity is an essential part of the publishing business, and the breadth of its field, as well as the proper way to apply its influence, is beginning to be more correctly understood. Fortunately, for all concerned, the author as well as the publisher and the book-buying public, it is a power that can work only for good, and in a good cause. It hastens the fame and the sales of a really good book, (p. 291)but its power with a bad book is very small indeed. One fact has developed from the thousands of book advertising campaigns, and it is this—that you cannot force a really worthless book down the throat of the American reading public however much money you put into advertising. You may create a big sale for a very light and frothy story, with little to recommend it from the literary critic's point of view, but you can be sure, if it succeeds, your novel has certain positive, if rather superficial virtues, either in the story, in the local color, or in the method of telling. And when one contemplates the huge success of Mrs. Humphry Ward's and Edith Wharton's distinguished novels, one is obliged to accept the comforting conviction that the reading public of this country knows a good book when it sees it.[Back to Contents]
About 60,000 volumes are annually published in Germany, France, Italy, Great Britain, and the United States. Germany heads the list, with something less than 25,000, and the United States ends it, with between five and six thousand titles, although it should be added that Continental figures refer to all material bearing an imprint published for circulation whether pamphlet or book. Aside from purely scientific and specialistic publications those intended for public perusal of all grades of literacy and intelligence may be classified as history, biography, travel, belles-lettres (including art, criticism, and poetry), and fiction. It is the work of the literary critic to write about these books in such a manner that neither the author nor the public may suffer injustice by their purchase or non-purchase. The critic must explain their purpose, point out their merits and imperfections, and compare their features with the features of other books on the same subject. In short, he should tell the public whether to read the (p. 293)book or not. He should do so in an entertaining manner.
Now the way this end is achieved in America often excites the derision of the literary foreigner; for although most American reviews are readable enough, they often lack the critical emphasis and literary scope and color so conspicuous in the literary criticism of the British and Continental reviews. But the foreigner overlooks the fact that American reviewers usually have something to say about every publication which claims to appeal to a reading public, and that many of these would be absolutely ignored by foreign critics, who are possibly right—when we consider their readers—in selecting only what they deem worthy of their knowledge and critical acumen. The foreign man-of-letters' idea of what should constitute the functions of the critic I find most admirably laid down in Mr. Arthur Symons's introduction to a new edition of Coleridge's "Biographia Literaria" in Everyman's Library. Mr. Symons writes:—
The aim of criticism is to distinguish what is essential in the work of a writer; and in order to do this, its first business must be to find out where he is different from all other writers. It is the delight of the critic to praise; but praise is scarcely a part of his duty. He may often seem to find himself obliged to condemn; yet condemnation is hardly a necessary part of his office. What we ask of him is, that he should find out for us more than we can find out for ourselves: trace what in us is a whim or leaning to its remote home or centre of gravity, and explain why we are (p. 294)affected in this way or that way by this or that writer. He studies origins in effects, and must know himself, and be able to allow for his own mental and emotional variations, if he is to do more than give us the records of his likes and dislikes. He must have the passion of the lover, and be enamored of every form of beauty; and, like the lover, not of all equally, but with a general allowance of those least to his liking. He will do well to be not without a touch of intolerance: that intolerance which, in the lover of the best, is an act of justice against the second-rate. The second-rate may perhaps have some reason for existence: that is doubtful; but the danger of the second-rate, if it is accepted "on its own merits," as people say, is that it may come to be taken for the thing it resembles, as a wavering image in water resembles the rock which it reflects.
Obviously, here in America we have a sympathetic tolerance for the "second-rate." But such tolerance is not without its excuse. The fault of the uncritical element in many of the book notices which appear in American newspapers and magazines lies to a large extent at the door of the author who gives us material which humiliates and silences criticism, although a certain expository attention must be given for the very fact that the book invariably has a public awaiting it. For such gratuitous attention the author should be grateful. At least his public is not misled.
Literary criticism is a distinct department of literature, with its functions and limits as clearly defined as are those of any of the creative departments,—history, biography, fiction. It presupposes on the part of the writer the possession of a knowledge of (p. 295) permanent literature, of the rules of literary construction, of trained taste in selecting models, and of a quick imagination capable of perceiving pertinent comparisons and setting forth vivid impressions. Writers like Lessing, Victor Cousin, Matthew Arnold, and Jules Lemaître have exercised in criticism a system which is quite as capable of exposition and analysis as that of the historian, the poet, or the novelist. In America this system has also done its best, without entirely prostituting its art, to meet the exigencies and claims of pseudo-literary production and its sympathetic, impressionable public.
Until within quite recent years there were only two acknowledged schools of criticism: the scientific and the classical. The former gauged the work to be criticised by rule and measure; the latter compared it with models which had long been established as criterions of good taste. Then came the impressionistic school, in which the critic, while not unmindful of accepted and approved rules of construction and expression or of classical paradigms, allowed the author more license, more individuality, and permitted himself the same freedom in noting a thing good, bad, or indifferent, because it so appealed to his personal taste at the time of perusal and quite independent of what had gone before. This impressionistic criticism is essentially a personal view, and without it very few current books could be considered critically at all.
(p. 296)Now of the 5000 odd books annually brought out in the United States there are possibly not more than 100, including half a dozen novels, which are worthy subjects for the professional critic. If this be deemed an exaggeration, one has only to look over the Publishers' List of twenty-five years ago and see how many books then published are read to-day. Why, then, do the 4900 receive any attention?
Books, like every other commercial commodity, whether presented under the guise of art or science, have their production regulated by the law of supply and demand. The ability to read print in the United States is pretty general, and this ability is diffused among all sorts and conditions of people of vastly varied ideas as to what may give instruction, satisfaction, or pleasure in the form of books. We know that a large majority of the people who read do not read what is considered the best. The enormous circulation of the "Yellow Press," the low literary value of books of rapidly succeeding phenomenal editions, prove this. Criticism, except in acknowledged "literary" reviews, has been obliged to take into account the mental limitations and tastes of the readers of the 4900 books, and so it fixes its standard of popular exposition and elucidation at a little above the average taste, and does its best to explain according to the author's own lights what to criticise would be remorselessly to condemn.
(p. 297)But do all the one hundred worthy and elect books receive correct treatment according to the tenets of criticism? it may be asked. Probably not at every hand and in all cases. And here may be introduced another cause of the lack of proficient literary criticism noticed by the literary foreigner in American magazines, and especially in those pages of the daily and weekly press devoted to books. The discussion of books which once occupied several pages in American monthly magazines is now principally confined to the books issued by the publishing house which also publishes the magazine. What has come to be known as the "news value" of books cannot suffer a review of a novel by a prominent author or of a book on a current political or sociological topic to appear a month or two or three after the publication of the book itself. The eagerness of the public can hardly wait for an elaborate review in the press. Thus the newspapers rival one another in setting before their readers the first "news" of the book. It is usually impossible to expect "criticism" in such active circumstances. The public neither expects nor desires it. This leads to expositions in which are incorporated generous citations from the book, and from this the public is invited to form its own opinion. When such an exposition is properly done, a reader can tell whether he wishes to peruse the book as a whole. In late years this system of exposition has been growing (p. 298)in popularity,—a popularity no doubt augmented by the reader's increasing desire to be his own critic,—so now only the more important historical, biographical, and travellers' books receive expert criticism. Why wait months to get expert opinion on a popular book on Russia, Ibsen, or a journey in search of one of the poles, while the public is impatient to find out simply whether the book is entertaining? And again, how expert is expert opinion? I know of one famous biography of a famous man which, having been accepted as "the" authority for five years, finally had its pretensions demolished, its citations proved a mass of forgeries, by one tireless and persevering critic who would not accept the "expert" opinion which lauded it to the skies shortly after its publication.
Now that criticism, or rather the lack of it, has been explained, it may be of some interest to learn how the vast number of books which is annually put forth is handled by the editors of literary reviews and the "book pages" of the daily press. Having for nearly ten years been connected with the literary supplement of a New York daily which prides itself on ignoring nothing which is published with the idea of being read, my experiences for observation have been somewhat unusual. The increase in the number of books, and the eagerness of the public to learn about them at the earliest possible moment, have caused the daily press to usurp some of the functions formerly (p. 299)enjoyed by the monthly reviews. The latter do little more than mention the vast majority of publications and confine more and more their critical talents to what they consider conspicuous and distinctive literary productions. Purely literary periodicals have come and gone and left few mourners. The pages of The Bookman, for example, are no longer confined to literary criticism, to essays on bookish topics, to gossip of author and publisher.
There are four distinct publishing periods in the book world. The early spring season, principally confined to those books which could not be made ready to meet the recent holiday season, and to routine books,—books which on account of copyright exigencies have to be published then, books which for prestige the publisher would have bear his imprint, etc. Then comes the late spring season, which is principally confined to novels of the lighter sort and to books for supplementary school reading for the coming autumn. Toward the end of August the first Holiday books usually make their appearance. They increase in number until the end of September, when there is a lull. From the middle of October until the end of November there is a perfect outpour of books. The months of November and December until Christmas Day are the busiest times in the year for the reviewer.
As the books come in they are carefully looked (p. 300)over by the one who is known as the "critic" of the review or paper. He has men and women on his lists whose pens he has tried before—they may be lawyers, college professors, sportsmen, society men, professional novel readers, etc. He considers the author of the book at hand, its seeming importance, etc., and despatches it to a critic. An expert writer of expositions is usually ready to relieve him of volumes upon which for some reason he does not feel justified in requesting expert opinion. Occasionally he makes a mistake by giving out for exposition a really important book. The expert who has been impatiently waiting for the volume points out the error. The work of a well-known novelist is usually sent to a critic who is familiar with former tales by the same author. Juveniles are handed over to one of proved sympathy with stories for boys and girls—one who is conservative yet quick to catch a new element. Books that are essentially for gifts are disposed of in a similar manner—to one who has proved his or her ability to set forth artistic features in books. New editions of classics are turned over to writers who are acquainted with the mechanical make-up of a book, so that the reader may learn whether the new edition of the favorite author is well bound, printed, and appropriately decorated and illustrated. And among the hundreds of "brief notices," expositions, impressions, descriptions, and long and short essays that are handed in, there (p. 301)are invariably some pieces of valuable comment which are well in keeping with the traditions of professional criticism. The critic usually returns the book with his article. These books are ultimately collected and disposed of in various ways. They may be sold at auction to members of the staff, which is an effective way of getting rid of them just before Christmas.
Is there any likelihood of an improvement in literary criticism—any chance of a return by the daily press to what the Reviews of the past gave and those of England and the Continent still give? The standard of criticism is determined by two forces: the quality of books and the taste of would-be purchasers. If every book were really "criticised," the criticisms of many would be utterly incomprehensible to many of their possible readers. The public gets the books it desires; the books receive the attention they deserve. When the standard of reading shall be raised, so that the public shall demand better books, it will be found that more books will receive "serious" attention. As it is at present, the public does not desire much elaborate, fine criticism. It, together with its favorite authors, would be sorely dissatisfied if it got more. It may be added that, in my humble opinion, the function of a critic as an arbiter of literary taste is measurably overestimated. Of course, a man who has won distinction as a judge of books and who signs his articles may have some influence. (p. 302) But it seems to me that the function of the anonymous reviewer should begin and end by explaining the book and let the public be its own critic. It will certainly be in the end. For no critic ever killed a good book; none ever praised an unworthy volume into success and fame.[Back to Contents]
The increase in the visible supply of authors more than meets the demand. A manuscript once accepted, the publisher finds no lack of paper makers ready to supply him with any grade of fair white paper that he may wish to spoil. Printers even manifest a dignified alacrity to set the type and print the book, and binders are yet to be accused of any disinclination to cover it.
It is only when author, paper maker, printer, and binder have done with their share in the exploitation of literature that the publisher finds that the current which had been urging him gently onward has set against him. Of making many books there is no end, but the profitable marketing of the same is vanity and vexation of spirit.
Enter the salesman.
He is to convince the bookseller, who is to convince the public, that this particular book—shall we, for our purpose, christen it "Last Year's Nests"?—is the great American novel (whatever that means), and that its influence on the reading of unborn generations will be measured by the rank it holds in the list of the six best sellers.
(p. 304)The salesman is handicapped not a little by the fact that it is neither shoes, nor pig-iron, nor even mess-pork that he is selling, and, therefore, superior quality of workmanship, inferior price, and personal magnetism count for little. Persuasiveness, which, perhaps, is a part of personal magnetism, counts; so does an intelligent knowledge of the contents of the book; likewise hard work and tactful persistence; also, honesty. But opposed against the combination is the bookseller, on guard against overstocking, to some extent a purchaser of a pig in a poke, conscious that one unsold book eats up the profit on five copies safely disposed of.
Time was when good salesmanship consisted in overstocking a bookseller; this was occasioned less by persuasiveness than by overpersuasiveness. Regardless of the merits of the book and with no more than a nodding acquaintance with its contents, a persuasive salesman could "load" a customer—as he called it out of the customer's hearing—with two hundred and fifty copies of a novel that had no other merit than that it had been written by a novelist whose previous book had met with success. The significance of these figures, two hundred and fifty, is to be found in the maximum discount to retailers of forty and ten per cent on that quantity. Latterly, the publisher has found that a bankrupt bookseller has few creditors besides publishers, and has come to a (p. 305)realizing sense of the futility of clogging the distributing machinery. He is disposed, therefore, to exercise some restraint upon his salesman's ardor. Perhaps it were better to say that the salesman, grown wiser, is more disposed to aid the bookseller in his purchases to the end that no monuments of unsold failures will stare him in the face on his next visit to the customer's store. Yet even to this day, such restraint is tempered by a certain amount of moderation.
All of which, while interesting to the historian of the publishing trade, carries us too far in advance of our text. Let us therefore return to "Last Year's Nests"—12mo, cloth, illustrated, gilt top, uncut edges, price $1.50.
The first edition—it may be one thousand copies or ten thousand—has been delivered to the publisher by the beaming binder, who alone, in some instances, knows his profit on them. "Last Year's Nests" is by a well-known author, and contains some elements of popularity. The literary adviser has written a beautiful and scholarly appreciation of it, one of the lady stenographers has declared it grand, and the salesman, if he is given to reading anything beyond the title-page, says it's a corker. He starts out with it; along with a trunkful of other books, to be sure, but our sympathies are wholly with the "Nests," and it is only its career that we shall follow.
He may be one of a force of salesmen, each of (p. 306)whom has his own territory. One may visit only the larger cities, Boston, New York, Philadelphia, Pittsburg, Chicago; another may take in the smaller towns along this route; another, the Middle West, Southern or Southwestern territory. Still another, the cities west of Chicago, including those on the Pacific coast. Houses publishing competitive lines and non-copyright books have other methods and machinery for distribution. I speak only for the copyright salesman, and not to be too prolix, take only the copyright novel as an illustration of the day's work.
The salesman arrives at a town, say Chicago. He goes to the hotel, orders his trunks and sample tables sent to his room. The tables are set up—well-worn pine boards on trestles and covered with sheeting. He unpacks his trunk and arranges his books on the tables as effectively as his artistic sense permits. Then he visits his customers and makes appointments that cover a full week. Previous to his arrival his office had informed the booksellers of his coming, inclosing a catalogue. This the bookseller handed to a clerk to be marked up. The clerk had gone over their stock of this particular publisher's books and had marked opposite each title in the catalogue the number of copies on hand. Armed with this catalogue the bookseller keeps his appointment at the room of the traveller. [It ought to be mentioned in passing that this is a purely hypothetical case, invented (p. 307)for the purposes of illustration. The clerk who marks up the catalogue in advance of the salesman's arrival is as fictitious as the bookseller who keeps his appointment promptly. Perhaps this delightful uncertainty is another of the many influences that make the book business, from the writing of the manuscript to the reading of the printed book, so fascinating.]
In the salesman's room the customer examines the new books, asks questions, hears arguments (many of them fearfully and wonderfully made), and eventually, after much debate, gives his order. Having ordered all the new books that he wishes, he goes over the catalogue and gives what is called his stock order; that is to say, he orders the books on which his stock is low but for which there is still a demand.
Perhaps the salesman has reserved for his final battle the sale of "Last Year's Nests." As prices cut some figure in this argument, we are driven, for a moment, to the dry bones of prices and discounts.
Listed in the publisher's catalogue at $1.50, the ordinary discount to a dealer ordering two or three copies is thirty-three and one-third per cent, or $1.00 net, the bookseller paying transportation charges. Competition, however, has increased this discount to forty per cent, so that we shall assume that in small quantities the book can be had at $.90 net. In larger quantities extra (p. 308)discounts are given; some publishers give forty and five per cent on fifty copies and forty and ten per cent on one hundred copies; others increase the quantities to one hundred and two hundred and fifty copies respectively for the extra discounts. But, as has been pointed out, the growing tendency is not to overload the bookseller, especially in view of the fact that it is the publisher who loses when the bookseller assigns.
Assuming that the "Last Year's Nests" is likely to have a large sale and that the salesman wishes to sell Mr. Bookseller two hundred and fifty copies, he quotes the extra discount of forty and ten per cent on that quantity. If he can persuade the bookseller to take two hundred and fifty copies, he has not only swollen his sales by that amount, but he has forced a probable retail sale of that quantity. For once on the bookseller's tables, the very size of the order inspires every clerk to help reduce the pile, not to mention the fact that the books are bought and must be paid for. Had the bookseller bought five copies, extra efforts toward sales would not be forthcoming; the energy would be applied to another novel. Hence the salesman's efforts to effect a large sale.
There is another reason for this extra quantity. Two hundred and fifty copies of "Last Year's Nests," piled in a pyramid, is a gentle reminder to the bookseller's customers that it is a mighty important book. Such an argument is often more potent (p. 309)than the disagreeing opinions of critics. Here is a case in point.
A novelist wrote an altogether charming and spirited novel. The reviewers spoke well of it, but the sale of the book hung fire. It was the dull season,—May or June,—and there was no other novel of any worth in the public mind. The salesman said to his employer: "Here's a book that has a good chance for success. If you'll back me with some good advertising, I'll guarantee to make that novel sell."
The publisher replied: "Go ahead, my son; I'll take a gamble on it." (They really talk that way when they travel mufti.) So the salesman induced the New York wholesalers to erect a pyramid of a thousand copies in their respective stores, guaranteeing to take back the books if they were not sold. This was done for the purpose of impressing the buyers for country stores who were flocking into New York for their fall purchases.
Next the retail booksellers were asked to take, on the same terms, from one hundred to two hundred and fifty copies and pile them conspicuously in their stores. As trade was dull and there was no one big seller clamoring for public recognition at the time, the dealers were willing to assist in the work of encouraging good literature.
Then an advertising campaign was planned. Critics there were a-plenty who wagged a sad head because the advertising was undignified. What (p. 310)they meant was that it was unconventional, was without the dignity of tradition to give it its hallmark. It had, at least, the novelty of originality, and answered the final test of good advertising in that it attracted attention. Then the sale began, and as soon as New York City was reporting it among the list of the six best sellers, the salesman took to the road to carry on the campaign. The result was eventually a sale reaching six figures.
But to get back to "Last Year's Nests." It is to be published June 1. A few sample pages only have been printed, but blank paper fills out to the bulk of the book as it will be. Illustrations—if they are ready—are inserted, the title-page printed, and the whole is bound up in a sample cover. This is technically known as a dummy, and serves to show the prospective buyer merely the outward and visible sign of an inward and spiritual appeal to public favor. For the purpose of informing the bookseller it is worth but little more than the printed title or a catalogue announcement. For all $1.50 novels look alike, are printed on pretty much the same kind of paper, and bear covers differing more in degree than kind. Yet the bookseller likes to handle something tangible when he is making up his order, and the salesman, with even a dummy in his hand, finds that there is less wear and tear upon his imagination.
Were he selling shoes, the salesman would, as a matter of course, point out the superior quality (p. 311)of the goods, lay stress on their style and durability, and as a clincher, present the incontrovertible argument of low price. On no such brief can the book salesman rest his case. "Last Year's Nests" varies in no respect mechanically from any of its 12mo competitors; and if it did, it would make no difference. "Look at the design of the cover, see how durable it is," argues the salesman. "What a charming title-page, and note the classic proportion of the printed page to the margin," he continues. The startled customer, listening to such an argument, would be inclined to humor the salesman until he could safely get him into the hands of an alienist.
Two arguments and two only comprise the salesman's stock in trade; if he can say that "Last Year's Nests" is by the well-known author whose name is a household word and whose previous book sold so many thousand copies, he has the bookseller on the mourner's bench; if he can (and he frequently does) add the clinching argument that his firm will advertise the book heavily, he can leave the bookseller with that thrill of triumph we all feel when we bend another's will to our own.
A young and inexperienced salesman, whom we shall call Mr. Green, was making his Western trip. As he was waiting in a bookseller's store for his customer's attention, there entered a traveller of ripe years and experience, representing one of the larger publishing firms. Naturally the bookseller (p. 312)gave the older salesman his instant attention. With no desire to eavesdrop, Mr. Green could not avoid overhearing the conversation.
"Hello, Blank! Anything new?"
"Yes, I have a big novel here by a big man. It will have a big sale," and Blank mentioned the title and author.
At this point, Green pricked up his ears. He had read the novel in manuscript form and his immediate thought was, "Here's where I learn something about the gentle art of making sales."
Mr. Blank proceeded so tell what he knew about the book. His synopsis was so inaccurate that Green knew that he had not read the book, but was glibly misquoting the publisher's announcement. Green's courage was fired as he reflected how much better he could have portrayed the chief incidents of the plot. But his triumph was momentary. Blank ended his argument in a voice that left no doubt of his own faith in the effectiveness of his logic. "And the firm is going to advertise it like ——."
"Send me two hundred and fifty copies," said the customer.
The longer Mr. Green travelled the more convinced he became that the old salesman knew his business. The argument of advertising carries with it a certain persuasiveness that the customer cannot resist. Not always does a liberal use of printer's ink land a book among the six best sellers; (p. 313)but it does it so often that the rule is proved by the exception. A publisher once made the statement, in the presence of a number of men interested in the book-publishing business, that, by advertising, he could sell twenty thousand copies of any book, no matter how bad it was. The silence of the others indicated assent to the doctrine. But one inquiring mind broke in with the question, "But can you make a profit on it?"
"Ah! That is another question," answered the publisher.
And the ledgers of several publishers will show a loss, due to excessive advertising, on books that loom large in public favor. The author has reaped good royalties and the salesman has had no great draft made upon his stock of persuasive argument.
It is under such circumstances that the traveller finds his work easy and his burden light. Another condition under which he meets with less resistance is in the instance of a second book by an author whose first book has met with success. The bookseller is a wary, cautious man; what illusions he once had have gone down the corridors of time along with the many books that have not helped him. For reasons that are not so inscrutable as they may seem to the enthusiastic salesman, the bookseller is disinclined to order more than a few copies of a first book by a new author. Perhaps the traveller has read the book and is surcharged with enthusiasm; he talks eloquently (p. 314)and ably in the book's behalf; he masses argument upon argument—and in the end makes about as much impression as he would by shooting putty balls at the Sphinx. Even though the salesman's enthusiasm may find its justification in the reviewer's opinions and the beginning of a brisk sale for the book all over the country, still the reluctant bookseller broods moodily over the past and refuses to be stung again. But let the book have a large sale and then let the salesman start out with a second book by this author: the bookseller, with few exceptions, will go the limit on quantity. Unfortunately, it frequently happens that the public—which is a discriminating public or not, as you chance to look at it—does not seem possessed of the same blind confidence, and the result is a monument of unsold copies.
The trade, I think, is coming more and more to be guided by the advice of such salesmen as have proved to be the possessors of judgment and honesty. By judgment is meant not merely the opinion that one forms of the literary value of a book, but that commercial estimate that a good salesman is able to make. The literary adviser can state in terms of literary criticism the reasons why the Ms. is worthy of publication; but the traveller, if he happens to be more than a mere peddler, can, after reading the Ms., take pencil and paper and figure out how many copies he can place. Publishers are growing to appreciate this quality (p. 315)in a salesman and are seeking his advice before accepting a Ms. Some go further and ask his assistance in the make-up of a book; for a good cover covers a multitude of sins.
In former years it was considered the salesman's first duty to "load" the customer; that is, sell him all he could, regardless of the merits of the books. In those days a denial of the good old doctrine that the imprint could do no wrong was rank heresy. Such salesmen are no longer categorised with Cæsar's wife, and the new salesmanship is having its day. Its members are men of reading and intelligence, who have taken the trouble to learn something about the wares they are selling, and who have found that it pays to be honest. It doesn't seem to pay the first year; but if the salesman's judgment of books is discriminating and he hangs on, the booksellers soon realize that they can trust him. As they know little of the new books he is offering, they are inclined to be guided by his advice; should they find that this pays, they will repose more confidence in him. A traveller who, in lieu of personal imagination and the power of persuasion, was forced to depend upon hard work and the common, or garden, kind of honesty for what success he had on the road, was giving up his work to take an indoor position. On his final trip he had a "first" book by a "first" author; it was an unusual book and had in it possibilities of a really great sale. The firm publishing (p. 316)the book was in the hands of an assignee. The outlook was not propitious for a large sale: a new book by an unknown author published by an assignee. But the salesman believed in the book, believed in it with judgment and enthusiasm. "I found," he said, in telling the story, "that the trade to a man believed in me. It affected me deeply to feel that my years of straight dealing had not been wasted. The booksellers backed me up, bought all the copies I asked them to buy,—and I asked largely,—with the result that I sold ten thousand copies in advance of publication. The firm has sold since over two hundred thousand copies of that book and its creditors received a hundred cents on the dollar."
It would seem an axiom that a man selling books should have at least a bowing acquaintance with their contents, yet I have heard salesmen argue hotly in favor of the old-time salesman who sold books as he would sell shoes or hats. Such a one was selling a novel to a Boston bookseller. He had not taken the trouble to read the book, but had been told by his firm that it was a good story. Flushed with the vehemence of his own argument for a large order, he floundered about among such vague statements as: "You can't go to sleep until you have finished it! It's great! A corking story! Can't lay the book down! Unable to turn out the light until you have read the last line!"
(p. 317)"But what's it about?" quickly interrupted the customer, suspecting that the traveller had not read the book.
"It's about—it's about a dollar and a quarter," was the quick retort.
Perhaps here we find the substitute for the reading that maketh a full man. Repartee of this sort is disarming, and the quickness of wit that prompts it is not one of the least useful attributes of salesmanship. To carry the moral a step farther, it is only fair to say that the nimble salesman has had the wit to get out of the publishing business into another line of industry that, if reports are to be believed, has made him independent.
The commercial traveller who sells books has no fault to find with the people with whom he deals. By the very nature of his calling the bookseller is a man of reading and culture; now and then among them you find a man of rare culture. So genuinely friendly are the relations existing between seller and purchaser that a travelling man has the feeling that he is making a pleasure trip among friends. Such relations are no mean asset to the salesman, although they are not wholly essential. For it is to the bookseller's interest at least to examine the samples of every publisher's representative. It is not a question of laying in the winter's supply of coal, or of being content with one good old standby line of kitchen ranges. It is books that he is dealing in; an article that knows no competition and (p. 318)that has a brief career. Should my lady ask for Mark Twain's last book, it would be a poor bookseller who answered, "We don't sell it, but we have a large pile of Marie Corelli's latest." Or should the customer desire a copy of Henry James's recent volume, what would it profit the bookseller to inform her that he did not have it in stock, but he had something just as good?
It is because of the immense numbers of titles the bookseller must carry that the salesman always finds him a willing listener. And in the end, even though he does not buy heavily, he must order at least a few each of the salable books. Such complacency on the part of the bookseller might argue for direct dealing on the part of the publisher by means of circulars and letters, thus saving the expense of a traveller. But firms that have tried this have had a change of heart and have quickly availed themselves of the traveller's services.
He is useful in ways other than selling. If he is keen to advance his firm's interests,—and most of the book travellers are,—he will interest the bookseller's clerks in the principal books of his line. He will send them a copy of an important book, knowing that the clerk, should he become interested in the book, will personally sell many copies.
In the matter of credits, the travelling man is of considerable service to his house. He is on the spot, can size up the bookseller's trade, note if he (p. 319)is overstocked, particularly with unsalable books, or "plugs," as they are called, obtain the gossip of the town, and in many ways can form an estimate of the bookseller's financial condition that is more trustworthy than any the credit man in the home office can get. There were a dozen publishers' representatives who once sat in solemn conclave discussing the financial responsibility of an important customer. He was suspected of being beyond his depth, and some of the travellers had been warned not to sell him. Several personally inspected his business, obtained a report from him and his bank, and threshed out the matter as solemnly and seriously as if they were the interested publishers whom they represented. It was decided to extend further credit to the bookseller; his orders were taken and sent in with full explanations. How many orders were rejected by the publishers I do not, of course, know. But the judgment of the travellers, as events proved, was justified.
The publisher is learning to regard his travelling man as more than a salesman. He is asking him, now and then, to assist him in the selection of a manuscript, to aid him in planning the letter-press, and binding of a book. For by the very nature of his work the traveller is the one man in the publisher's employ who has a comprehensive grasp of the many branches of this alluring, but not very profitable, business.[Back to Contents]
In the process of manufacture a book passes through so many hands that if the finished product is exactly in accordance with the plan that existed in the mind of its designer, he is justified in looking upon it with the satisfaction felt by an artist who has worked well. After a book is issued, however, it is quite another and equally important a matter to sell it, and this part of book publication requires as much thought and perhaps more dogged persistence than the other. There are some books, such as "Ben Hur" and "David Harum," for instance, that make a market for themselves, and the demand for such successes, though starting perhaps in a rather circumscribed locality, moves onward and outward, gathering force all the time like an avalanche. These are rare exceptions, however, and for most books a market must be created. No matter how good the book, it is not enough to view the finished product with satisfaction and expect that the public will buy it in the proportion that it deserves. It has to be marketed like any other article of commerce; and a book is (p. 321)only on the market properly when you find its selling points known to the trade, and the volume itself temptingly displayed on the counters in the bookstores everywhere, ready to become the property of any one who may be attracted by a reviewer's description, a clever advertisement, the polite recommendation of a well-posted clerk, or any other of the many reasons that induce people to buy books. This condition of course obtains in all large cities on or soon after the day of publication of a well-managed book—but urban publicity is not sufficient. The whole country must be taken care of, and the several thousand booksellers scattered over this great land must be placed in the same relative position as their brethren in the large cities. How they are supplied with the book, posted as to its merits, and enabled to take care of whatever demands arise, is the wholesale, or "jobbing," side of book selling.
This class of booksellers relies mostly upon the wholesaler for information and supplies. Everyone knows when Winston Churchill and Mrs. Humphry Ward are writing books, and what they are about; but when a dealer in a small town gets a call for "The Sands of Time," author unknown, a book he has never heard of before, he usually transmits the order just as he has received it to his jobber, who supplies him with the book if it is on the market, or with the necessary information regarding it if he is not able to supply it. The (p. 322)jobber's work, broadly speaking, is twofold: To see that a book for which the demand is certain to be large and immediate is in the hands of all his customers promptly after publication, and to take care of all inquiries that arise throughout the country for lesser-known books. His establishment must be a very temple of learning, and he has to know everything in the book world, from the plot of the latest "best seller" to the relative importance of a work on the differential calculus.
Let us take his first duty. A book is to be published by a noted author, and a large sale is confidently expected. It will be widely advertised, and the press will feature it in the review columns. His first move usually is to distribute descriptive notices among his customers, telling them what he knows about it and inviting them to send in their orders. His travellers are also notified and are advised as to how the book is likely to be received by the people, and whether it is accounted better or worse than the author's previous works. The jobber has therefore to size up a book early in the game, without perhaps having seen anything relating to it except the publisher's advance notices. He has to be very careful not to "over-sell" the book, and yet at the same time he must distribute it in sufficient quantities, so that no sales may be lost through dealers not having supplies. Orders generally begin to come in quickly, and sometimes the advance sales of popular books are enormous. (p. 323)Then comes the question of buying a first supply. The suave, persuasive agent of the publisher waits upon the jobber and tells him what a wonderful work it is, that the demand is without a doubt going to beat all records, and he had "better hurry up and place a large order before the first edition is exhausted," and all that kind of thing. The jobber takes into consideration the facts he has been able to learn concerning the book, and places an order accordingly. Then his own travellers are supplied with dummies or advance copies, and the work of arousing an interest in the book in all sections of the country proceeds actively. Not only are all the towns canvassed thoroughly, but even the smaller villages are visited or the modest orders solicited by mail, though the stocks of the local booksellers may embrace only a few of the best sellers.
It is generally arranged so that the stock of the book of the kind to which we have alluded is delivered to the jobber on or before the day of publication, and he in turn tries to place it in the hands of his customers early, usually on or within a day or two of the date of issue. From Maine to California, and from the northern boundary to the Gulf, there is no town of importance, and no village where a bookstore exists, that has not copies of, or information concerning, the book within a short time of its coming from the press. After this is done, patience is necessary and a period of (p. 324)comparative inactivity ensues. The book is before the people, and it is necessary to wait for their verdict. There are many ways of "puffing" a book. Clever advertising will do much. Window displays and all the other arts resorted to by bookseller and publisher sell copies; but unless the people take to it, unless it appeals to them, unless they talk about it, and pass it along, none of these ways will do more than give a book a very temporary period of demand. The wisest publisher sometimes issues books that never reach a second edition. They awaken no responsive echo in the hearts of the people, the stamp of public approval is not put upon them, and although hailed with a flourish of trumpets and a blast of advertising, they die an early death, the author and the publisher perhaps being the only people that regret their demise.
In the case of a work that does meet with public approval, this approval is soon shown, and it is not a hard matter to care for the demand. The wholesaler aims to keep a stock on hand sufficiently large to cover all calls upon him, and does what he can to push the good thing along, through his salesmen and the circular literature which he sends out from time to time.
There are other classes of books, however, in which the wholesaler must interest himself and which cannot be treated so easily; here perhaps his service to the community and the publishing field are the greatest. Only the select few among (p. 325)books are big sellers; the majority do not sell largely, and only a very small percentage of the many thousands of books put forth annually make a stir in the world. A novel by an unknown author, a biography of an eminent man, a modest work of travel or adventure, technical books and those that add to the world's knowledge, cannot be given a wide distribution or an inviting display on the shelves of the trade. The smaller bookseller cannot afford to carry them. His profits are small and his investments in books of this class have to be very carefully considered. His margin of profit is too small for him to take more chances than he has to, and consequently he relies largely upon his jobber, from whom he in most cases picks up these books as he needs them. The wholesaler has to be a bureau of information concerning this part of his business. His mail brings him in all sorts of inquiries for books that have been out of print for years. Somebody wants them, can they be obtained by advertising for them or otherwise? The jobber must know this and give the information to his customer promptly. Books not yet published. When will they be issued? What will be the cost? An approximate price must be given. What are the best books on certain subjects, and how do they compare with other works in the same field? Hundreds of inquiries similar to these are constantly received. Sometimes titles are garbled and twisted all out of shape, taken down (p. 326)perhaps by the rural bookseller phonetically and confidently forwarded to the wholesaler, who will certainly know. The right book is usually sent, and not often is the jobber found to be at fault. Curiously enough, the majority of people are very careless in regard to titles of books, and many conundrums of this kind are daily solved by the trade.
Peculiar in many ways is the book trade, and the ordinary laws of commercialism do not always apply to the book business. The book market is fickle to the utmost degree. The books that should sell sometimes do not "move" at all, and those that apparently have but little to recommend them turn out to be the best of the bunch so far as sales are concerned. A jobber has to be something of an optimist; he must keep his ear to the ground, and, like certain types of politicians, must be prepared to give the people what they want when they want it. He can of course help along the demand for good books and check that for poor literature, and, to his credit, he usually does this, but the book-buying public is truly democratic and in the main people are pretty definite in their wants. Oftentimes they can be led, but it is rarely that they will consent to be driven.
Another important part of the jobber's business is the supplying of public libraries and similar institutions. Here his knowledge of books and the resources of his establishment are put to the severest (p. 327)test. Libraries use a vast quantity of books, and the demand from this source is extremely varied in character. Librarians are also very shrewd and careful buyers, and much work in the way of pricing of lists, answering inquiries, etc., is demanded. Margins of profit here are very small, but there is practically no loss in the matter of accounts, and a librarian is very satisfactory to deal with, as he usually knows what he wants. The popular novel has been pushed so much to the front of late years and advertised on such a colossal scale, that one not versed in the reading demands of the people might very well think America was reading nothing else. In the orders sent in by public libraries, however, "solid reading" is very largely represented, and, as a matter of fact, that class of literature is making just as great an increase in public demand as the lighter kind.
The wholesaler therefore is a useful member of the book world and an important factor in the distribution of books. He must combine the acumen of the business man with a taste for literature for literature's sake, have an enormous capacity for detail but be capable of grasping an opportunity, possess the wisdom of Solomon, the patience of Job, and the tact of a diplomat. He must be, in short, a business man, a scholar, and a philosopher; and even with all these accomplishments he is not likely to endanger the peace of the community by accumulating an enormous fortune.[Back to Contents]
It is with the finished product of author and publisher that the bookseller has chiefly to do. In the building of a book he does not come into contact with author, artist, compositor, printer, or publisher. If he be in a position to place large orders, his opinion is occasionally sought as to the advisability of bringing out a new edition of some book or books for which there seems to be a demand. A book may have reached an unusually large sale in an ordinary edition; he is asked if he thinks a finer and more expensive edition would be warrantable. He is, however, chary in most cases about expressing an opinion; and he never allows himself to become enthusiastic over any book in the presence of a publisher or a publisher's representative. For he feels that if he should display any eagerness, he would, in a measure, commit himself to placing a large order for that particular book.
With books being brought out at the rate they have been for the last five years, the bookseller finds himself with little time or inclination either to read or to think about the things to come. He (p. 329)has enough to occupy his attention in his efforts to display and sell the books he already has on hand. Witness the pyramids of volumes towering ceilingward—many of them books that have been there for several moons at least; and which are likely to remain there until many more moons have waxed and waned.
I often wonder if the bookseller of fifty years ago ever dreamed of what his successor would have to contend with in the way of new publications. I recall a conversation I had two or three years ago with a man more than seventy years of age. He had started out in his business life as a clerk in a bookstore and he said to me, "There are no booksellers to-day like there were when I was in the book business. Then," he continued, "a bookseller was thoroughly posted as to the contents of the books he had for sale; while now they know but little more about a book than its title." I asked him if he ever stopped to compare the conditions under which the bookseller of past days worked with those under which the bookseller of to-day had to labor. I have read that in 1855 there were but five hundred new books issued in the United States. In 1905—fifty years later—there were seventy-five hundred new books launched on the market. This did not include some six hundred reprints.
When there was an average of less than ten new books published in a week, it was an easy task for (p. 330)an intelligent salesperson to get a fair knowledge of the contents of every one. But when books are ground out at the rate of one hundred and fifty a week,—twenty-five a day,—the task becomes an impossible one. Yet I have frequently been asked by seemingly intelligent persons if I did not read a book before purchasing it. And when I have attempted to explain that it would be impossible for me to read all the books issued, they have not hesitated to convey, by word or gesture, their opinion of this obviously reckless way of doing business. Not long ago a man came to my office inquiring for the manager. When he was directed to me he said: "I bought a book here a few days ago, and it is imperfect. There are a number of pages missing, while some pages are repeated." Then, with a sneer, "I am surprised that a firm like this should sell imperfect books." I assured him that we had no intention of selling an imperfect book; it was an accident that sometimes happened. The wonder to me was that it did not happen oftener. I was sorry if he had been put to any inconvenience; we would cheerfully give him another copy. We could return the imperfect copy to the publishers who would make it right with us.
"But don't you examine the books you buy to see if the pages are all there?"
I told him how impossible that would be. Why, we often added as many as fifty thousand volumes (p. 331)to our stock in a single week. He left me, I am sure, convinced that we were careless in our mode of doing business.
Once I was called from my office to meet a lady who also had a grievance. She accosted me with the air of one who had been basely swindled. "I bought a book here yesterday," she said, "one you advertised as cheap. I wish to return it and get my money back. My husband says it is no wonder that you can sell books so cheap; this one is not half finished. Look at the rough edges; the leaves are not even cut."
Of course I had the price of the book returned to her at once. Then I proceeded to show her some of the expensive and finely bound volumes with rough edges. I explained how the value of many of these books would be lessened if the leaves were trimmed. I tried to give her the point of view of the book collector. She was incredulous. I think, however, that she went away a wiser, if not a happier woman; and she has probably blushed many times since when recalling the incident.
The buyer of books for a large store does not go out to look for new publications. He remains in his office, and the publisher sends a representative to see him in regard to each new book issued. In New York City he is called upon on an average of once a week by some one from each publishing house. At certain seasons of the year these "commercial travellers," as they prefer to be titled, (p. 332)seem to drift in ten or a dozen at a time. They will often be found waiting in line outside the buyer's office, each taking his turn. Each will have from two to ten new books, all to be ready within the next two weeks.
I have said that the bookseller of to-day has but little time to read about the volumes that are forthcoming. Therefore, most of the new books are first brought to his attention by the salesmen who come to solicit orders. Every book must be given some consideration; and in most cases some quantity of it must be ordered. It may be five copies or it may be five thousand. To the inexperienced it is difficult to explain the precise considerations that govern the amount of the order. Here is where the strain comes on the buyer; for the responsibility lies with him. Yet he must decide without having read a single page; and he must decide quickly—in a few minutes. Many times he places an order without having seen the completed book at all. Some pages of the text, a half-dozen illustrations, and the outside cover are perhaps presented to him. Even the fact that the publisher has had the manuscript read by three or four experts before deciding to publish, does not always help him. There are many miscalculations on the part of both buyer and publisher.
But, you insist, how does a buyer form a judgment of the number of copies to buy if he does not read the book? There are many things to guide (p. 333)him. There is the popularity of the author to be considered; the subject of the book; the mechanical features; the price; and the publisher's name and standing. If it is an author's first book the risk is great. If both the author and publisher are new the risk is still greater. For the amount of advertising that such a publisher is likely to do is an unknown quantity. The buyer can estimate pretty closely on the advertising probabilities of well-established firms; he knows what they are accustomed to do in that line.
In the reminiscences of a bookseller who began business more than seventy years ago, there is a letter from his mother written in 1844, from which the following is an excerpt:—
"I will ask you once more to consider my plea regarding the policy and character of some portion of your business. The selecting of books for a reading community is a peculiar responsibility; and if the matter therein contained be good in its wholesale and retail consequences it will rise up for you, if bad, against you, even here in this partly Christianized America."
But the bookman no longer has the opportunity of selecting for a community. The conditions are changed. In these days of extended advertising in newspapers and magazines, the reading public learns all about the new books before going near a bookstore. The demand is created outside the shop; the dealer must be prepared to supply it.
(p. 334)Customers tell him not only what to keep on sale, but what not to keep on sale. The writer of the present article has been admonished not to have in stock the writings of many of the great authors—Darwin, Huxley, Tyndall, Herbert Spencer, Miss Braddon, George Eliot, Mrs. Humphry Ward, Balzac, Byron, and many others. A letter received about fifteen years ago read something like this:—
"I was much surprised yesterday, while passing through your bookstore, to find a number of immoral books there for sale. I copied down the names of a few of them—'An Earnest Trifler' and 'A Desperate Chance.'"
There were four others the titles of which I do not recall; but the two mentioned made an impression on my mind, because I had read the first one only a short time before; and knew it to be a perfectly pure story. The second one happened to have been written by an acquaintance of mine, J. D. Jerrold Kelly, now a commander in the United States Navy. If he ever reads this article he will probably be informed for the first time that he is accused of having written an immoral story. The funny part of the incident was that the letter in question closed with the following: "I will admit that I have not read any of these books. I would not soil my mind by reading them; but I think the titles are quite sufficient to lead many a weak-minded person astray." I leave the reader to draw his own conclusions.
(p. 335)I said that the bookseller does not necessarily come into contact with author or publisher in the building of a book. He is, however, frequently called upon by authors of the class that might be termed unsuccessful. These want his help. One came to me with a proposition that I take five thousand copies of a book he had written. "It's a wonderful book," he said. "Nothing like it has been written; and it's bound to make a great stir. It will revolutionize society completely. All it needs is for you to 'push' the sale." When I asked to see the book, he said it was not published yet. "I am looking for a publisher; and will let you see a copy as soon as it is ready. But," he added, "if you would give me your order now it would be a great help in securing a publisher." It is scarcely necessary for me to add that I did not feel called upon to help him to the extent of ordering five thousand copies of the book without seeing it, even if society had to remain unrevolutionized for a while longer. I never saw the author again; nor have I heard of the book. Now many books must have been written for which no publisher could be found! The pity is that so many have found publishers—a statement with which I feel sure publishers and booksellers alike will agree.
A year or two ago I was asked by a friend to give some advice to a lady who had written a book. She did not take my advice, however, when I gave it—I hardly expected that she would. In fact, (p. 336)she went directly contrary to it, and practically published the book herself. Later she came to me with the proposition that I take her book and "push" it as the Century Dictionary and Encyclopedia was being pushed; she was sure it would have a large sale, if only I would advertise it in the same way that these other books were being advertised—full pages in the daily papers. The retail price of her book was, I believe, one dollar. These are but two instances; I could mention many more equally ridiculous. How that word "push" does grate on my ears! It will put me in a bad humor about as quickly as anything I can recall.
My first experience in the book business was on Nassau Street, then one of the great book streets of New York City, if not the greatest. One morning shortly after the store opened an elderly couple from the country came in—the man evidently interested in books; but the woman not at all. While he was looking over the counters she remained well in the centre of the main aisle, a short distance behind him. Presently he came to a counter on which there was a placard: "Books fifty cents each." By some mistake an expensive volume had been laid with these second-hand books. The man picked it up and began leafing it over. Then turning to the woman he said, "That's cheap at fifty cents." "What's it good for?" was her query. "I wouldn't spend fifty cents for it." Then I heard him say, "That's worth more than (p. 337) fifty cents. If that's the price I'll buy it." "Young man, what's the price of this book?" This last to me. I told him, "Nine dollars." The look he gave the woman was not unkindly, but it spoke volumes. He knew a thing or two about books; he was thoroughly conscious of his superiority over her, when it came to their value.
During the last thirty years a magnificent work has been done in suppressing and destroying the filthy literature that was almost openly sold in the streets of many of our largest cities. Too much credit cannot be given the society that took the matter in hand. I believe that nearly every dealer to-day aims to keep his stock free from demoralizing books; but in the nature of things the line of demarcation cannot be drawn with entire satisfaction to all. About twenty years ago an itinerant dealer was arrested in a New Jersey town for selling a certain book. I was present at the trial, which was somewhat farcical. The defendant had gathered together a large number of catalogues to show that the book had been sold by the most reputable dealers in the country; and that it was included in the catalogues of most of the public libraries. But the judge would not allow this as evidence. He took the stand that the whole question rested upon the book itself. It did not matter what the rest of the world thought of the book; they were there to judge whether or not it was immoral. (The penalty for selling an immoral book (p. 338)in New Jersey was, I think, at least one year's imprisonment.) The jury was composed of twelve yokels, eleven of them had never heard of the book, the twelfth said he had read it about twenty years earlier. As the whole thing hinged on the opinion of the jury as to its character, copies were supplied by the defendant, and the jury was sent into another room to read the book. After an hour or so they returned. All agreed that the story was not immoral, and the case was dismissed.
It would be a pleasure for me to write of the many distinguished persons with whom I have become acquainted during my career as a bookseller and buyer. But were I once to begin on the subject I fear my readers would believe me lacking in "terminal facilities." I should regret, however, to have to close this article without mention of the many delightful friendships I have formed with authors, customers, and publishers. And I may add, with the men who sell to me—whom, almost to a man, I have found thoroughly conscientious. These are pleasant features that go a long way toward compensating one for being in a business, the profits of which, at the best, are small as compared with those of other lines of trade.[Back to Contents]
The business of selling books may be divided, in a general way, into two divisions, one seeking to bring the people to the books, the other aiming to take the books to the people. The first operates through the retail book stores, news-stands, department stores, and the like. The other employs agents, or advertises in the newspapers or magazines, to secure orders or "subscriptions," on receipt of which the books are delivered. The latter method of selling has become known as the "Subscription-book" business.
The agent usually calls at the office or home of his prospective customer and shows samples of the text pages, illustrations, bindings, etc., bound together in a form known as a "prospectus." Sometimes he exhibits a number of different prospectuses. The customer signs an order blank, which the agent turns over to the publisher, who makes the delivery and collects the money. To cover the entire country, the large publisher establishes branch offices in many different cities or sells his books to so-called "general agents," who secure their own canvassers.
(p. 340)It may be asked, why does such a method exist? Do not people know enough to go to the book stores and ask for what they want? And why go to a man and urge him to buy a book he does not want? The answer goes deep into human nature. People have to be urged to take very many things which they know they ought to have. The small boy knows he ought to go to school, but has to be coaxed. Parents know he ought to go, but compulsory education laws have been found necessary in many states. The churches are good, but people sometimes need urging even to go there. Life insurance, honestly conducted, is one of the greatest blessings a man can buy with money, but the principal expenditures of the great companies are the vast sums spent in pleading with the people to take advantage of it.
Experience has proved this to be true of books. Men and women must be employed to show the people their value. The latest novel, if popular and well advertised, will sell fairly well in the retail store, but an encyclopædia, or any extensive set of books, must be taken directly to the people and explained by competent salesmen if the publishers hope to pay the cost of the plates within a lifetime. This is strikingly illustrated in the case of the "Encyclopædia Britannica." The sales in England of the original ninth edition were less than ten thousand sets. In America, where subscription methods were adopted from the first, and (p. 341)in England, after some enterprising American subscription-book men took it in hand, the sales may be fairly estimated at something like one hundred and fifty thousand sets.
Twenty or thirty years ago, by far the most common form of subscription book was the variety labelled "Manual of Business," or the "Complete Farm Cyclopedia," or the "Road to Heaven." The publisher did not advertise for customers but for agents. The books were sold directly to the agent, and he in turn delivered them to his customers and collected the money. Anybody out of employment could take up the business. The aim was to get as many agents as possible and sell them the books. The agent canvassed with a "prospectus" after committing to memory his little story. The subscribers signed their names in the back of the prospectus. Sometimes the young and inexperienced agent ordered as many copies as he had signatures or more. Woe unto him if he did, for oftentimes they would not "deliver." Many years ago I remember calling at a modest little home in the Middle West. While waiting in the parlor, I noticed how peculiarly it was furnished. Every corner of the little square room contained a monument of symmetrical design, all different, but each some three or four feet high, and all built of books, as a child might build a fairy castle out of his wooden blocks. A closer inspection showed that all the volumes (p. 342)were copies of the same book bound in "half morocco"! The explanation came later when I was incidentally informed that "Willie had tried canvassing, but most of 'em backed out."
This reminds one of the remark of Thoreau when, four years after the publication of his first book (at the author's expense), the publisher compelled him to remove 706 unsold copies out of the edition of 1000, and he had them all carted to his home. "I now have," he said, "a library of nearly 900 volumes, over 700 of which I wrote myself." It is an interesting fact in this connection that the successors of that publisher are to-day, fifty years later, successfully selling by subscription an edition of Thoreau's writings in 20 volumes, the set in the cheapest style of binding costing $100.
Among the famous books sold by this method have been Blaine's "Twenty Years in Congress," Stanley's "In Darkest Africa," and Grant's "Memoirs." The handsome fortune which the publishers of the latter were enabled to pay to Mrs. Grant was made possible only by the application of the subscription method of reaching the people.
Another form of subscription book, now fortunately obsolete, was the book in "parts." A "part" consisted of some twenty-four or forty-eight pages, or more, in paper covers. These were delivered and paid for by the buyer in instalments of one or two at a time until the entire (p. 343)work was complete. Then the binding order was solicited. It was an expensive and unsatisfactory makeshift, intended to reach those who could pay only a dollar or two a month. The theory was that the people could not be trusted, and therefore the book must be cut up and delivered in pieces. Later the publishers learned that "most people are honest," and the modern method is to deliver the complete publication and collect the price in monthly instalments. This plan has proved far more economical both to subscribers and publishers, and the losses are few if the management is careful and conservative. One house which carefully scrutinizes its orders has suffered losses of less than one per cent on a business of several millions of dollars covering a period of fifteen years.
In late years by far the greatest part of the subscription-book business has been done with complete sets of books, usually the writings of the leading standard authors. These books are sold directly to the subscriber who gives a signed order, and the publisher makes the delivery, pays the agent a cash commission, and collects the payments as they fall due. The old, worthless, "made-up" books are rapidly disappearing, and the subscription-book of to-day is as a rule a vastly superior article to that of a score of years ago. In fact some of the oldest and most reliable publishing houses in America now offer their choicest output by (p. 344)subscription. A large investment of capital in plates, illustrations, editorial work, etc., such as is necessary in many of the extensive editions of standard works, could not be made unless there, were an assured return. The subscription method of selling makes such undertakings possible, and the result of its adoption has been the issue of many superb publications which never would or could have been undertaken, had the retail book store been the only outlet to the market. The subscription business has in this way proved a marked benefit to the lovers of fine editions of their favorite authors. The book-lover has been benefited, too, in the matter of prices. The agent's commission under the modern methods is no greater than the bookseller's profit, and no extraordinary allowance is made for losses, as many imagine, for the losses are comparatively small. The desire to extend his business leads the publisher to make his books more attractive, while there is plenty of competition to keep the prices down. It is a fact that the buyer is to-day getting a far better book for his money than ever before.
The personnel of the canvassing force has also undergone a change. A business such as the best houses are now doing requires agents of intelligence, tact, and judgment. The callow youth cannot succeed as he did once. The man who has failed at everything else will fail here. There (p. 345)are now men and women engaged in selling books by subscription, who possess business ability of a high order. Many of them have well-established lines of trade,—regular customers who depend upon them to supply their wants and keep them informed. The old jibes about the book-agent fall flat when applied to them. They do not bore their customers or tire them out. They serve them, and the customers are glad to be served by them.
I have taken care to point out that these observations apply to the business as conducted by the older and more conservative book publishers, who value their reputation. In a consideration of the subject a sharp distinction should be drawn between such publishers and a class of irresponsible schemers who by various ingenious devices seek to gain the public ear and then proceed to impose upon their victims to the full extent of their credulity. In recent years many schemes have been devised,—a few honest, some about half honest, and the rest miserable "fakes."
One of the earliest and most successful "schemes," not dishonest but certainly ingenious, was that of a publisher who had a large stock of unmarketable books whose retail price was $6 a volume. He organized an association and sold memberships at $10, the membership entitling the subscriber to one of the $6 books and the privilege of buying miscellaneous books at a discount. The discounts (p. 346)really were no greater than could have been obtained in any department store, but the "association" thought it had a great concession and multiplied so rapidly that the unmarketable book had to be reprinted again and again.
The next "scheme" to come into prominence was the so-called "raised contract." The process was simple. The order blank read, for example, $5 a volume, but the publisher wanted "a few influential citizens like yourself" to write testimonials, and had a few copies for sale to such people—only a very few—at $3, merely the cost of the paper and binding. By paying cash you could get another reduction, and as a special favor from the agent still another, and so on, until you found the price whittled down to the ridiculously low sum of $2.65. When the customer woke up and found that all his neighbors were also "influential citizens" who had bought at the same price or possibly less, and that the book would be dear at $2, he mentally resolved to "buy no more from that house." The figures are given merely to illustrate the idea and are not quoted from any particular proposition. It is unfortunately true, however, that the plan here illustrated is now in daily use by many concerns, although there are indications that it is gradually dying as the result of overwork!
Another scheme is to advertise a "a few slightly damaged" copies of a book for sale at barely the cost of the sheets—to save rebinding. A publisher (p. 347)once confided to me that he was doing a "land-office business" selling "slightly damaged stock." "How do you damage the stock," I asked,—"throw the books across the room?" "No," he replied, laughing, "we haven't time to do that."
Some of the schemes are so ludicrous as to cause one to wonder how anybody can be made to believe the story. Such was the one which soberly informed the prospective customer that he had been selected by a committee of Congress as one of a few representative citizens to whom the United States government would be willing to sell some of its precious documents. He was not asked to subscribe, but merely to "let us know" if he didn't want it, for "another gentleman" was quite anxious to secure his copy, etc. Of course the fortunate representative citizen made haste to secure the copy which Congress intended him to have. I am told that the originator of this scheme made a fortune out of it.
All these schemes, from the laughably absurd to the contemptibly mean, should be regarded merely as an excrescence upon the legitimate subscription-book business. They are like the "get-rich-quick" and "wildcat" banking schemes which flourish in prosperous times, but have nothing whatever in common with legitimate financial affairs. It is unfortunate for the book trade that these schemers selected books as the (p. 348)particular kind of merchandise upon which to exercise their ingenuity. They admit that their agents are expected not to canvass the merits of the book, but to "sell their story." They might have done the same thing had they chosen jewelry, bric-a-brac, rugs, paintings, stocks, bonds, or anything else as the subject for their exploitation. The reliable publishers are hoping that at no distant date the schemers will take up some of these other lines, although they bear no grudge against the latter.
If any prejudice exists in the public mind against subscription books, it is caused by the illegitimate use of books as a means of "fooling" if not of swindling the people. There are many honorable men and many houses of the highest class who are engaged in the subscription-book business. These should no more be classed with such schemers as I have described than Tiffany's with the diamond merchants who ornament the fronts of their stores with the three balls. The leading legal lights of the world and the gentry who frequent the police courts are all called lawyers; the eminent surgeon who performs marvellous operations involving incredible knowledge and skill and the half-breed who used to pull teeth in front of the circus, the brass band drowning the shrieks of his victims, are both called doctors. The eminent divine and his ignorant colored brother may both be preachers. Intelligent people (p. 349)know how to discriminate between these, and do not condemn the one for the faults of the others. And so the intelligent and honorable book agent who represents a thoroughly reliable publishing house deserves to be differentiated from the fellow who comes with a lie on his tongue, for which an unscrupulous schemer is directly responsible.
The subscription-book business, in the hands of honorable men, has performed a great service to the whole country, by putting good books into thousands and hundreds of thousands of homes, where, but for them, there would be little to read beyond the newspaper or the magazine. The best publishers have found it the most practicable method of distribution for their more extensive productions, and thousands of thoughtful men are glad of the opportunity to receive the representatives of such houses and to have the best of the new publications promptly brought to their attention.[Back to Contents]
While the auctioneer is admitted to be an important factor in the handling of a book once it has become a finished product, his relations to it are not clearly understood, even by many of those who avail themselves of his services as a medium of sale or purchase. An endeavor shall therefore be made to present here, in the simplest possible way, some facts which may prove both pertinent and enlightening.
It is to be presumed that the auctioneering of books began at the time when it first became apparent to the owners of libraries that a necessity existed for the establishment of a system by which they could reach the largest number of buyers, and bring about the quickest sales and returns, for these are, admittedly, the distinguishing features of the auction method, as opposed to all others.[4] (p. 351) Selling to the highest bidder proved the happy solution of the problem, and to this day it has been universally recognized as the most satisfactory method of dispersion. To quote a book as having sold for so much at auction gives it in the minds of all true bookmen the best possible criterion of value. The prices obtained, though variable, represent a consensus of opinion, and may be considered as standards.
So far as can be traced, the earliest known book auctions took place in Holland. The library of Marnix of St. Aldegonde was sold by Christopher Poret at Leyden, July 6, 1599, this being the earliest recorded sale. The first English book sale is supposed to have been that held on October 31, 1676, when the library of the then lately deceased Rev. Lazarus Seaman was sold at his residence in Warwick Court, Warwick Lane, London, by William Cooper. The earliest known sale in America occurred at the Crown Coffee House in Boston, on July 2, 1717, and succeeding days, when was dispersed the library of the famous early New England divine, Rev. Ebenezer Pemberton. Philadelphia held book auction sales many years in advance of New York, the earliest known being that of the library of Charles Read, in 1737. The date of the first sale in New York is unknown, as is the name of the auctioneer, but an advertisement of McLaughlin & Blakely, of 41 Maiden Lane, in a paper of May 4, 1825, reads (p. 352)as follows, "From the long acquaintance of Mr. McLaughlin with the book auction business, he trusts that the firm will receive a consequent share of public patronage." It is known that McLaughlin & Co. held unimportant book sales at 78 Maiden Lane in 1824, and late though this date is, it will have to stand as representing the earliest book auction sale in New York until newly discovered evidence reveals an earlier recorded one.[5]
It rarely happens that a really great collection of books is sold otherwise than at auction. The collector recognizes that the taste and judgment displayed by him in the acquirement of his library will, by the medium of the auctioneer's carefully prepared catalogue, be made evident to all succeeding generations of book lovers. How many would to-day know the names of George Brinley, John Allan, and William Menzies, were it not for the sale catalogues of their collections? They attained book-fame without having sought it.
In this connection, an extract may be quoted from the will of Edmond de Goncourt, the distinguished French writer and collector:—
"My wish is that my Drawings, my Prints, my Curiosities, my Books—in a word, these things of Art which have been the joy of my life—shall not be consigned to the cold tomb of a Museum, and subjected to the stupid glance of the careless passer-by; but I require that they shall all be dispersed under the hammer of the auctioneer, so that the pleasure which the acquiring of each one of them has given me shall (p. 353)be given again, in each case, to some inheritor of my own tastes."
A list of those whose libraries have been dispersed at public auction would contain an astonishing proportion of names great in the world's history. Even in cases where the collections were not directly dispersed by the auction method, it will be found that the bulk of the more important works contained therein had, at some previous period, passed through the auctioneer's hands.
To unthinking minds, there exist certain prejudices against the auction method, doubtless due to a want of discrimination between the many who faithfully pursue their calling, and the few who by questionable dealings have dishonored and discredited themselves rather than their craft. Benjamin Franklin is only one among many of the American book auctioneers whose names were synonymous with integrity during the long period—nearly two hundred years—in which their services were employed in the dispersal of libraries. The long and honorable careers of certain of the English book auction houses—notably that of Messrs. Sotheby, Wilkinson & Hodge, founded in 1744—shows conclusively that the business itself has been accepted by the public, as forming an essential part in disseminating the world's literature.
The auctioneer is in a position to extend many exceptional advantages to his customers.
(p. 354)The quantity and variety of the books offered is far greater than is possible to be found in the stock of any dealer, being subject to constant additions and changes. The average quality is high where the auctioneer makes the sales of private collections a specialty, and much inferior where dependence is placed upon the sale of material received from the booksellers which they have been unable to sell after repeated efforts. Naturally, the better items are reserved for their own shelves. Among the leaders in the book auction trade, it will be found that a very large proportion of the material offered by them comes from authentic private sources, though, in many cases, there is a disinclination on the part of the owner to allow the use of his or her name in connection with the sale.
The prices obtained for books at sales held by regular book auctioneers (no pretence of recognition need be accorded furniture and bric-a-brac auctioneers, who occasionally secure consignments of books from parties unaware of the existence of an establishment devoted exclusively to their sale) are necessarily variable, being governed, as is everything else, by the law of demand and supply. A particularly choice item will command about the same price whenever offered,—generally an increasing one,—but the ordinary book can often be obtained at bargain figures. This element of uncertainty goes far toward making the (p. 355)auction sale so attractive to collectors with slender purses, as also to those who may be designated "moral book-gamblers," always ready to take a chance where the outcome is problematical. Many fine collections have been gathered by well-informed private buyers, who made a point of attending auction sales, and purchasing desirable items, when for some reason the prices were lower than usual. Some of these collections have since been sold at auction, and the owners have netted a handsome profit on their investments.
Many book buyers entertain erroneous ideas regarding the condition of the volumes sold at leading auction houses, confounding them with those sold at storage warehouses, furniture auction rooms, etc. The fact is, a very large proportion of the books, even of the older species, are in fine, clean condition, many being in choice bindings, and equal to the most fastidious requirement.
An indication of the important relation of the book auctioneer to the market, as a source of supply, may be judged from the issue of a bulletin by the American Library Association during the past year, calling attention of the three thousand or more public libraries of the country to the advantages of purchasing at auction sales, recommending certain named houses, and outlining the mode of procedure in sending bids. It took years of hard and discouraging labor to bring about conditions that would warrant this recognition.
(p. 356)The great majority of buyers at book auctions reside in localities widely removed from the cities where the sales are held, and it is, of course, necessary that these customers should be given equal advantages with the home buyers in effecting purchases at sales. The printed catalogue is made the medium of this accomplishment. The books are described in detail, mention being made of the author's name, the title, size, binding, place, and date of publication, and condition (if either above or below the average). If the edition is special, or it is a large paper copy, this is duly set forth in the description. All imperfections are carefully noted. The aim of the auctioneer is to bring the book or set of books so clearly before the mind of the prospective buyer as to gain his confidence. An express stipulation is made in the conditions of sale that any book found to be otherwise than as described may be returned, but as the auctioneer desires to avoid this contingency, he is generally careful in his descriptions, and they may, as a rule, be depended upon.
A printed slip is enclosed in each catalogue on which the intending purchaser notes the numbers of the lots he desires and the limit of price to which he is prepared to go. It is then forwarded by mail to the auction house, where the slips are tabulated by a clerk, the names and amounts being placed against each item in a specially prepared catalogue. Incidentally, it may be (p. 357)stated that all bids are considered as strictly confidential.
At the time of sale, the principal of the establishment, or one of his chief assistants, takes his place in the audience on an even footing with all other buyers, and uses the bids, as enrolled, in competition with such as may be offered by other attendants at the sale.
Where two or more bids have been received on any item, the competition is first narrowed by the elimination of all except the two highest ones, and then the start is made at a figure just beyond the second highest. The battle between the auctioneer, acting as the representative of the out-of-town bidder, and some ardent book lover personally attending the sale, for the possession of a particularly coveted work, often provokes genuine enthusiasm. It is finally knocked down to the highest bidder at the point where competition ceases, and this is often much below the limit named by the buyer. The wise purchaser at auction, when assured of the honorable standing of the house with which he deals, will not hesitate in sending liberal bids, for by so doing he will gain much and lose little.
The methods of conducting sales and handling bids differ somewhat in the various cities, but that, as above outlined, is adopted by the leading houses. In some concerns, the auctioneer himself executes the commissions from the rostrum, but when this (p. 358)is done, even though he may be a man of the strictest integrity, the method is open to criticism, it being well understood that the reputation of an auctioneer is largely dependent on the high prices he obtains.
There is a material difference between the English and American methods of cataloguing books for sale at auction. In England the charges are inclusive, the cost of printing, postage, etc., being assumed by the auctioneer, so that he finds it to his interest to compress catalogue descriptions into the narrowest possible compass, to minimize the distribution of the catalogue, and to spend as small an amount of money in advertising as possible. In America, the charges are exclusive, the commission representing the auctioneer's only interest, and the incidental expenses of printing, etc., are paid by the consignor. Because of this, a more liberal policy is pursued as to expenditures. Many good titles that are bunched in lots in the London sales are here separately catalogued, mention is made of all defects, and, on the average, more careful attention is paid to the details of the descriptions. Catalogues are given a wider circulation in America, and more dependence is placed on the receipt of bids from out-of-town buyers. New methods and channels of advertising are being constantly considered and utilized. It is believed that these elements, combined, conduce to the benefit of the consignor, (p. 359)when the material offered possesses real interest and value.
The auctioneer who conducts a modern high-class establishment, where a guaranty of intelligent service is given, can employ only the best available talent for cataloguing purposes, either men of proved ability and special knowledge, or those that show a decided aptitude for the work and give promise of attainment.
Most book auction houses in this country are obliged to call in the services of an interpreter when a book in other than the English or French language is to be catalogued, but in Europe the force employed is, as a rule, equal to all emergencies. To illustrate the variety of demand made upon the modern auctioneer, in this line, it may be stated that the establishment with which the writer is connected, can catalogue items in English, French, German, Italian, Spanish, Portuguese, Latin, Greek, Dutch, Swedish, and Danish; in fact, nearly all of the European, and some of the Oriental Languages, without calling upon outside help.
A book auctioneer would find it as impossible to properly handle books without the use of a suitable reference library, as for a carpenter to work without tools. In a live, up-to-date auction house, every bibliographical work of real value not already possessed is secured when found in the open markets, and consulted frequently. These collections often represent an expenditure (p. 360)of thousands of dollars. Some single works call for the outlay of hundreds, but they are essential for the use of the expert cataloguer.
The labor involved in handling books in connection with their sale at auction is very heavy. Supposing that a library of, say, five thousand volumes is offered for sale. It is packed by the owner, or under his directions, and is forwarded to the auctioneer. The boxes are opened and the contents placed in a special compartment. They are then catalogued, each item being separately handled. Another clerk then arranges them for exhibition on the shelves, where they remain until the time of sale. During the sale, they are again exhibited, and handled, and after it are laid aside in groups, according to their newly acquired ownership. When shipment is made the following day, or later, another handling is required. No scheme can be devised that will admit of less than four handlings of the entire lot. When we consider that in some establishments nearly a million separate items are received and sold each season, some idea may be formed of the labor involved.
The auctioneer has been obliged to either adapt his business to modern conditions, even though it entails heavy expense and added burdens, or take a rear place in the procession. Business cannot be transacted now as it was even five years ago, though many attempt to do it by the antiquated (p. 361)methods of the times "befo' de war." More books are sold by auction each successive year; and with the wonderful progress being made in the literary development of this great country, it is likely that the auctioneer will become in the near future an even more important factor in the formation and dissemination of libraries than ever before.
The following extract from a magazine article on "The Book Auction," written years ago by Joel Benton, may be deemed a fitting conclusion. He said:—
"In no one place are there so many eager patrons of the book auction as in New York. Here are men who can give thousands of dollars for a single book, if they choose, and add it to an already extremely valuable collection.
"It is pleasant to see these men and their representatives sitting in the auction room, and poring, over their catalogues. There are times when they must not be disturbed, or spoken to. Great issues depend upon their utmost attention. Not Izaak Walton, the many rare editions of whose one great book they rapturously fish for, ever fished more intently for trout and grayling than they for the beauties of thought and of the printer's art.
"No idyls of the brook call your chronic book buyer to bask in green meadows, and under cerulean skies while the auction season lasts. The pine floor, the gaslight, and the voice of the auctioneer hold him. His house may overflow with thousands of unshelved volumes. Naught cares he. It is not because he is short of reading that he buys. It is because he is drawn by that fascinating, never-to-be-accounted-for, and inexpressible ardor of the pursuit. I have a friend who says he would rather attend a book auction than spend an evening with the President, or with our greatest general, or with a literary lion like Tennyson or Browning."[Back to Contents]
In selecting books for a public library, the two things generally taken into account are the public desire and the public need. The different values attached to each of these two factors may be said to determine the policy of the library in book-buying. The extreme cases, where full force is given to one factor while the other is entirely disregarded, do not, of course, exist. Libraries do not purchase every book that is asked for, without considering whether such purchases are right and proper. Nor do they, on the other hand, disregard popular demand altogether and purchase from a list made up solely with regard to what the community ought to read rather than what it wants to read. Between these two extremes, however, there may be an indefinite number of means. A librarian may, for instance, purchase chiefly books in general demand, exercising judgment in disregarding such requests as he may deem improper. Or he may buy chiefly those books that in his opinion should be read in his community, listening to the voice of the public only when it (p. 363)becomes importunate. Several considerations may have part in influencing his course in this regard. In the first place, a library with plenty of money at command may in a measure follow both plans; in other words, it may buy not only all the good books that the public wants to read, but those also that it should read. The more limited the appropriation for book purchase, the more pressing becomes the need that the librarian should decide on a precise policy. Again, a library whose books are for general circulation would naturally give more heed to popular demand than a reference library used chiefly by students. Further, an endowed institution, not dependent on public support, could afford to disregard the public wishes to an extent impossible in the case of a library whose expenses are paid by the municipality from the proceeds of taxation. Above and beyond all these considerations, the personal equation comes in, sometimes very powerfully. It often seems as if some library authorities regard popular favor as an actual mark of discredit, while others look upon it almost as a condition precedent to purchase. Take, as an example, the so-called "fiction question," over which most libraries, and some of their patrons, are at present more or less exercised. There can be no doubt of the popular regard for this form of literature, especially for the current novel or romance. Some libraries would sternly discourage this preference and refuse to purchase (p. 364)fiction less than one year old, while others do not hesitate to buy, within the limits of their purses, all such books as would be likely to interest or entertain the average reader of taste and intelligence. The views of the selector regarding the relative importance of the library's duties as an educator and an entertainer must also affect his views.
It has been tacitly assumed that the selection is made by one person. As a matter of fact, however, the final approval is generally given by a book committee of some kind, usually a committee of the library trustees or persons responsible to them, often with the help of outside advisers. The weight of the librarian's views with this body will depend on various circumstances. Sometimes he has his own way; sometimes his wishes are practically disregarded. Moreover, the composition of such a body varies so that any continuous policy is difficult for it.
Owing to all these facts, it is probable that no two libraries in the United States, even when they are closely related by classification, as when both are branch libraries for circulation, state libraries, public reference libraries, or university libraries, are pursuing exactly the same policy in book purchase, although, as has been said, their various policies are always compounded of different proportions of these two factors,—regard for the wishes and demands of their users, and consideration of what is right and proper for those users, (p. 365)from whatever standpoint. The stickler for uniformity will lament this diversity, but it is probably a good thing. In many libraries, there are as many minds as there are men, and it cannot be and ought not to be otherwise.
Now, how does the person, or the body, that is responsible for the selection of books for a library ascertain the facts on which, as has been said, the selection must be based? It is usually not difficult to find out what the public wants. Its demands almost overwhelm the assistant at the desk. Some libraries provide special blank forms on which these requests may be noted. They are often capricious; sometimes they do not represent the dominant public wish. The voice of one insistent person asking for his book day after day may impress itself on the mind more forcibly than the many diffident murmurs of a considerable number. In libraries that possess a system of branches, there is little difficulty in recognizing a general public demand. Such a demand will be reported from a large number of branch libraries at once, in which case the chances of mistake will be small. In the New York Public Library many useful suggestions are gained through the operation of the inter-branch loan system, whereby a user of one branch may send for a book contained in any other branch. Books so asked for are reported at the central headquarters, and if they are not in the library at all, the request is regarded as a suggestion for (p. 366)purchase. Should such requests come from users of several branches at once, the desired book is very likely to be purchased. Often the demand is general rather than specific, as for "a book about the Caucasus" or for "more works on surveying," and sometimes they are vague or misleading, titles being wrong and authors' names spelled phonetically; yet the work made necessary in looking up these demands is more than repaid by the knowledge that it may result in making the library of more value to the public.
In some cases the librarian desires not only to respond to the public want, but even to anticipate it. He does not wait to see whether a new book on Japan will be in demand, because he is sure that such will be the case. He does not hesitate to order a new book by Kipling or Mrs. Humphry Ward as soon as he sees its title in the publisher's announcements. The necessity for some other anticipatory orders may be less evident, and this kind of work requires good judgment and discrimination; but in general if a book is to be purchased on publication, it cannot be on the library shelves too soon after the date of issue. In any case, where it is desirable and proper to please the public, double pleasure can be given by promptness; hence the importance of being a little before, rather than a little behind, the popular desire.
All this calls for little but quick and discriminating observation,—the ability to feel and read the (p. 367)public pulse in matters literary. It is in regard to the second and more important factor that failure waits most insistently on the librarian. What are the public's needs, as distinguished from its desires? What ought it to read? Here steps in the "categorical imperative" with a vengeance. The librarian, when he thinks of his duty along this line, begins to shudder as he realizes his responsibility as an educator, as a mentor, as a trainer of literary taste. Probably in some instances he takes himself too seriously. But, no matter how lightly he may bear these responsibilities, every selector of books for a public library realizes that he must give some consideration to this question. In the first place, there are general needs; there are certain standard books that must be on the shelves of every well-ordered library, no matter whether they are read or not. It is his business to provide and recommend them. What are these standards? No two lists are alike. They start together: "the Bible and Shakespeare"—and then off they go in divergent paths! Secondly, there are special needs dependent on locality or on the race or temperament of the users of a particular library. The determination of these needs in itself is a task of no small magnitude; their legitimate satisfaction is sometimes difficult in the extreme. To take a concrete instance, the librarian may discover that there is in his vicinity a little knot of people who meet occasionally to talk over current questions, (p. 368)not formally, but half by accident. They would be benefited, and would be greatly interested, in the right sort of books on economics, but they have scarcely heard that there is such a subject. That the public library might be interested in them and might aid them would never occur to any of them. The discovery of such people, the determination of just what books they need, and the successful bringing together of man and book—all these are the business of the librarian, and it is a part of his work that cannot be separated from that of book selection.
In much of this work the librarian of a large library must depend to a great extent on others. Both the desires and the needs of those who use his library he must learn from the reports of subordinates and from outside friends. The librarian of a small library can ascertain much personally; but both librarians are largely dependent upon expert opinion in their final selections. After concluding that the library must have an especially full and good collection of books on pottery, the selector must go to some one who knows, to find out what are the best works on this subject. When there is a good list, he must know where to find it, or at least where to go to find out where it is. He must consult all the current publishers' lists as they appear, and scan each catalogue of bargains. His list of books wanted for purchase should far exceed his ability to buy, for then he must, perforce, (p. 369)exercise his judgment and pick out the best. If, after all, the collection of books in his library is not such as to meet the approval of the public, he must bow meekly under the weight of its scorn.
The deluge of books that falls daily from the presses is almost past comprehension. The number of intelligent readers, thanks to the opportunities given by our public libraries, is increasing in due proportion. To select from the stream what is properly fitted to the demands of this rapidly growing host is a task not to be lightly performed. That the authorities of our libraries do not shrink from it is fortunate indeed; that the result is no worse than it is, is a fact on which the reading public must doubtless be congratulated.[Back to Contents]
Books are much more indestructible than is generally supposed. Furniture, clothing, and most of the appurtenances of the house disappear rapidly with time, but books, by the nature of their component material and construction, have a longer life. At least this may be said of books printed before the present era of paper making. Since the invention of printing in the fifteenth century, the product of the myriad presses, principally in Europe, has been enormous, and the output of books in the four hundred odd years of printing defies computation. While many have been destroyed by use, fire, or other agencies, an immense number exists at the present time, and their disposal, made necessary through death or the breaking up of households, is a matter of practical consideration. As it is usually impossible for the owner to find individual customers, the second-hand book-dealer becomes a necessity. The usefulness of the dealer to the community depends upon his honesty, intelligence, and industry; upon his honesty, in giving a fair price to the owner, on his intelligence in finding customers for books apart from general (p. 371)interest, and on his industry in so conducting his business that his stock may not become a mass of ill-assorted rubbish.
The small collection of books in the ordinary household (averaging usually not over a few hundred volumes), contains, it is safe to say, a large percentage of no commercial value. The rest may be valued either for rarity, for the place which they may fill in some collection, or for the intrinsic excellence of the edition. Customers for the rarities are found amongst numerous collectors, and to a more limited extent in the large public libraries. Many individual buyers prefer the sterling editions printed on rag paper by the old masters of the craft to books of modern production, and so create a market for good old editions. Modern editions of standard authors are produced so cheaply, however, that an old edition will bring but a small price unless it has some distinguishing merit.
These points should be borne in mind by those who have books to sell. They should remember, also, that the public is to-day no longer interested in many subjects on which books were printed in the past. It should also be known that the arts, the sciences, and the professions, have made such advances that old books on these subjects are of little more value than waste paper, excepting in the few notable cases of books which are of historical importance to the student as landmarks of (p. 372)progress. The omission of these works, of obsolete fiction, and the books of the hour, reduce the bulk of the ordinary collection to a small value.
It may then properly be asked where the valuable books come from, and how are they obtained? It may safely be stated that most rarities to-day are discovered in out-of-the-way places, in old collections or libraries, attics, or from sources which have not been investigated by the keen-eyed collectors and dealers. There are comparatively few houses, at least in the most thickly settled parts of this country, which have no books, and in a considerable number of these collections there are at least some books which have a degree of rarity and a special commercial value. The large private libraries are also constantly being dispersed, and, excepting always the books which are being absorbed by the permanent collections of public institutions, form a constant supply, passing from the owner to dealer, from him to a new owner, only to find their way eventually to the market again.
Books are not valuable merely because of age (excepting those printed in the fifteenth century), nor solely on account of their rarity. It is quite apparent that a rare book for which there is no demand can have no value. It is the combination of desirability and rarity which gives value, and that value fluctuates with the demand, being subject to the caprice of the collector or the fashion of the day. This may be illustrated by the collecting (p. 373)of first editions. Thirty years ago the first editions of modern authors brought small prices; twenty years later they were eagerly sought for; while now a reaction is taking place, and only the great rarities in this line find a ready sale.
At the present time the books which are most quickly sold in this country are those relating to American history, particularly those on the discovery and settlement of the continent, the Indians, the American Revolution, navy, local history, and genealogy, etc. Books on these subjects which are really rare, find a ready sale.
First editions of the early books in belles-lettres, books with presentation inscriptions from their authors, books containing unusual examples of early engravers, or those made famous by the illustrative work of such artists as Rowlandson, Leech, and Cruikshank; these are a few of the lines in which there are numerous collectors, but it should be understood that they are only a few of the more conspicuous out of hundreds of similar lines of interest. The number of collectors is multiplying with the increase of the country's wealth, and there is a growing tendency for collectors to take up new subjects, which very much broadens the interest in the books of bygone days. To enumerate these subjects at length would be but to detail the personal interests and hobbies of thousands of cultivated collectors. It may be safely prophesied that books which are regarded (p. 374)to-day as rare and desirable by any considerable number of collectors will, on the whole, command a steady increase in value. The tendency, however, is strongly toward a decrease in the value of books of moderate value and a large increase in the value of especially desirable items. The accounts given in the daily press of the finding of valuable books are the innocent means of misleading a great many people, who labor under the delusion that because one early edition of a book commands a large price, another edition of about the same time must necessarily have the same value. This is one of many errors which the public entertains regarding rare books. Not only does a few years' difference in the date of publication mean the difference between a large value and none at all, but often two editions, apparently the same, bearing identical title-pages, possess differences in text, which are known only to the expert, but which make a vast difference in their value. Books otherwise valuable, but containing material defects (such as lack of pages or portions of pages), are thereby very much reduced in value; in fact, the value of an imperfect book is usually but a small fraction of that of a perfect example. Not only do these grosser defects reduce the value, but it sometimes happens that the mere absence of a half title, or advertising leaves, or even the flyleaves, will make a considerable difference. Such points also as the size of the copy, whether it is (p. 375)in original binding or not, or, if rebound, whether the edges have been trimmed by the binder,—these all have an important bearing upon prices. As a rule, the nearer the book is to the original state in which it left the publisher's hands, the more valuable it will be.
The art of the second-hand bookseller requires a knowledge of the science of bibliography, and painstaking attention to the details and orderly arrangement of stock, with a classification by subjects. Other things are desirable, but these are indispensable. The stock of second-hand books should be kept in such a manner that any book inquired for can be instantly located. Nothing is more irritating both to the dealer and to the customer than an unsuccessful search for a book known to be in stock. There are probably very few books which at some time will not be desired by some person; in fact, a large portion of the books in a dealer's stock would be instantly sold if he could understand the particular feature which would be of interest to the possible customer. Usually, the feature is there, and the customer exists. It is the bookseller's business to find both.
There is no business in which a thorough knowledge of the stock and a painstaking attention to small details are of more importance than in the selling of books, and without them the second-hand bookseller's establishment degenerates to the level of the junk shop.[Back to Contents]
Footnote 1: The word "typographer" is used to differentiate between the compositor and the printer, the latter being the one who does the presswork.(Back to main text)
Footnote 2: If the book is to be illustrated, the author or publisher should be particular to indicate the position of all cuts by pasting proofs of them on the margin of the galley-proofs nearest the place desired. The time occupied by the "make-up" in "overrunning" matter for the insertion of cuts is charged as "author's time," and they can be inserted at less expense in the galley-proofs while making-up the type into pages than at any other time. All alterations, so far as practicable, for the same reason, should also be made in the galley-proofs, especially those which involve an increase or decrease in the amount of matter, since changes of this nature made in the page-proof necessitate the added expense of a rearrangement of the made-up pages of type.(Back to main text)
Footnote 3: If one sheet of paper were run through the press before "making ready," it would not receive any impression, there being a space equal to the thickness of ten sheets of paper between the cylinder and the surface of the type. A bunch of six or eight sheets is therefore run through to get an impression for "make-ready" purposes.(Back to main text)
Footnote 4: "But it was soon perceived, that when necessity or inclination determined the disposal of libraries, the auction method was on the whole by far the best, producing as it did, and still does, competition amongst a larger circle of intending purchasers, with a better result than would have been obtained by selling en bloc."—John Lawler, in "Book Auctions in England in the Seventeenth Century."(Back to main text)
Footnote 5: "Seventy Years of Book Auctions in New York," Robert F. Roden.(Back to main text)
End of the Project Gutenberg EBook of The Building of a Book, by Various
*** END OF THIS PROJECT GUTENBERG EBOOK THE BUILDING OF A BOOK ***
***** This file should be named 23754-h.htm or 23754-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/2/3/7/5/23754/
Produced by Barbara Tozier, Bill Tozier, Christine P.
Travers and the Online Distributed Proofreading Team at
http://www.pgdp.net
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License (available with this file or online at
http://gutenberg.org/license).
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH F3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS' WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTIBILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need, is critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation web page at http://www.pglaf.org.
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Its 501(c)(3) letter is posted at
http://pglaf.org/fundraising. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at
809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887, email
[email protected]. Email contact links and up to date contact
information can be found at the Foundation's web site and official
page at http://pglaf.org
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
[email protected]
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit http://pglaf.org
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations.
To donate, please visit: http://pglaf.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart is the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For thirty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
http://www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.